
Abstract
This study presents experimental investigations on the mechanisms of the repeatability of positioning of linear axes of computer numerical control machine tools. First, the factors affecting the repeatability of positioning of linear axes are obtained based on orthogonal experiments. Second, the mechanism of each factor affecting the repeatability of positioning is studied based on single-factor experiments. Finally, an assembly method to improve the repeatability of positioning of linear axes is proposed. The method can provide designers and workers with informative guidelines for improving the repeatability of positioning in design and assembly processes.
Introduction
Computer numerical control (CNC) machine tool development is moving in the direction of high speed, high precision and high repeatability.1–4 The repeatability of positioning of linear axes is an important indicator of machine tool performance, it reflects the stability and consistency of the machine tool position, which is a non-compensable error.5,6 At present, the research on machine tool accuracy mainly focuses on positioning error,7–9 which is usually reduced by the method of error compensation.10–12 However, not much research has been published on the repeatability of positioning, and it is not clear which factors affect the repeatability of positioning and what its mechanism is. And there is no effective method to improve the repeatability of positioning of linear axes. In engineering, the repeatability of positioning of machine tools is adjusted by pre-assembly measurement during final assembly. In addition to this method being a waste of time and more cost, it damages the machine parts. Therefore, it is necessary to study the influencing factors and the mechanism of repeatability of positioning.
According to ISO 230-2:2006, 5 the repeatability of positioning is calculated based on the standard uncertainty of the positional deviation. Some scholars have focused on positional deviation of linear axes. Khim et al. 13 proposed a transfer function model to study the relationship between the guideway geometrical error and table motion errors. Wu et al. 14 established a mathematical model between the table pose and the guideway error using force balance equations. Majda 15 proposed a method of analytical examination of the influence of geometric errors in linear guideways on joint kinematic errors. However, their works are mainly focused on the relationship between the positional deviation and the geometrical errors of guideways; the repeatability of positioning is not taken into consideration.
Empirically, the repeatability of positioning depends on the assembly accuracy of the linear axes. A considerable amount of intensive research has focused on machine tool assembly techniques. 16 Lu and Wang 17 proposed an approach to evaluate the product assembly precision in different assembly sequences, considering the effect of joint surface deformation. Zhou 18 established an assembly sequence deviation propagation model and a quality evaluation approach based on the degree of dimensional variation to evaluate the influence of cumulative deviation on the assembly. Hong 19 proposed a state-space model describing variation propagation of kinematic characteristics (KCs) in machine tool assembly, measurement and adjustment. However, their work only focused on static geometric errors of machine tools, and tolerance allocation was not considered. Guo et al. 20 proposed a new and practical measurement process planning using Kalman filter, which is based on the state-space modelling of variation propagation in assembly process. Guo et al. 21 proposed a model that combines the geometric tolerance of components and variation propagation to improve the assembly accuracy. However, the elastic deformation of the mechanical part is not taken into consideration. Sun et al. 22 proposed a pre-deformation machine centre assembly method based on the characteristics of machine tool assembly and collaborative computer-aided engineering (CAE) analysis to improve assembly performance. He et al. 23 and Ma et al. 24 proposed a pre-adjustment method to control the assembly error of machine tools which take the gravity deformation into consideration. However, the method to improving the repeatability of positioning is not taken into consideration. Sun et al. 25 studied the effects of geometrical errors on the repeatability of positioning of linear axes and proposed an assembly method of a guideway for improving the repeatability of positioning. However, their work focused only on the guideway, and there is no comprehensive and systematic analysis of the influencing factors and mechanisms of the repeatability of positioning.
This article studies the influence factors and mechanisms of the repeatability of positioning of linear axes by experimental method. The remainder of this article is organized as follows. In section ‘Orthogonal experiment’, the major factors affecting the repeatability of positioning of linear axes are obtained based on orthogonal experiments. The assembly error of the guideway and the pre-tension of the ball screw are the major factors. In section ‘Experiment of single factor’, the repeatability of positioning affected by each factor is obtained based on single-factor experiments. In section ‘Assembly method for improving the repeatability of positioning’, an assembly method to improve the repeatability of positioning of linear axis is proposed according to the experimental results. The conclusions are discussed in section ‘Conclusion’.
Orthogonal experiment
The aim of the orthogonal experiments is to find the major factor on the repeatability of positioning of linear axes.
Experimental design
Linear axes are assembled by a bed, guideways, a ball screw, a linear encoder, a table and a motor in a certain order. The assembly process is shown in Figure 1. First, two guideways are assembled on the bed in turn, and the assembly errors are controlled. Second, the ball screw is assembled on the bed, and its assembly error is controlled. Third, the linear encoder and the table are assembled in turn. Finally, the pre-tension of the ball screw is adjusted.
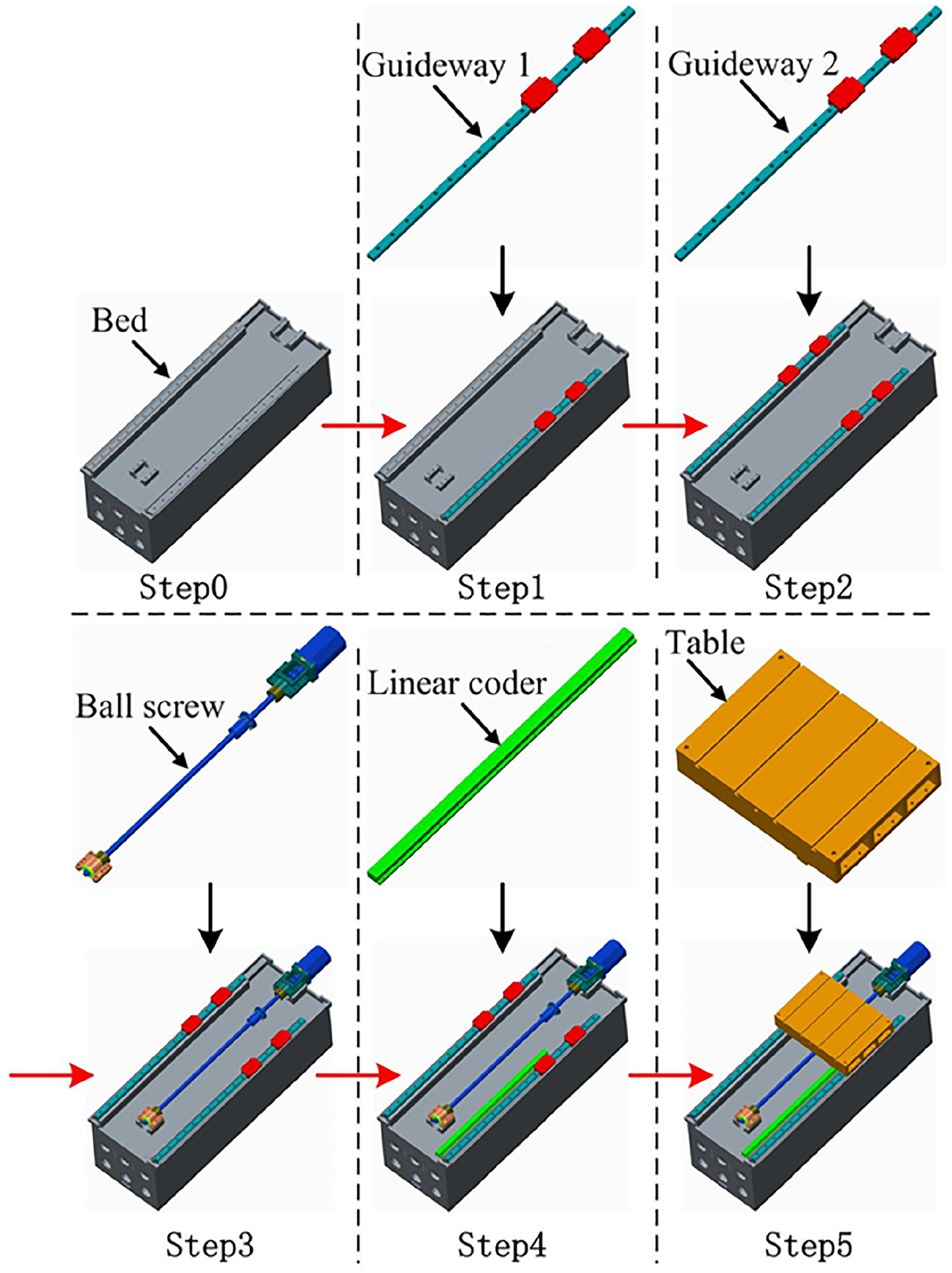
Assembly sequence of linear axes.
By experience of machine tools assembly, the repeatability of positioning of linear axes is affected by the assembly error of linear encoder
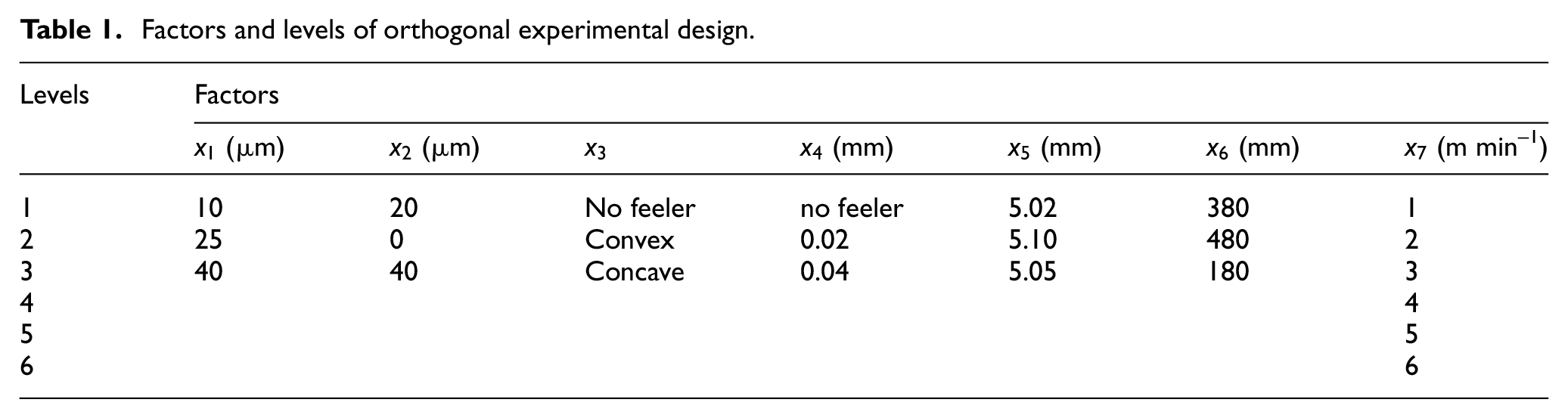
Therefore, these seven factors are chosen as the orthogonal experimental factors, and their levels are listed in Table 1. Each of the first six factors
Factors and levels of orthogonal experimental design.
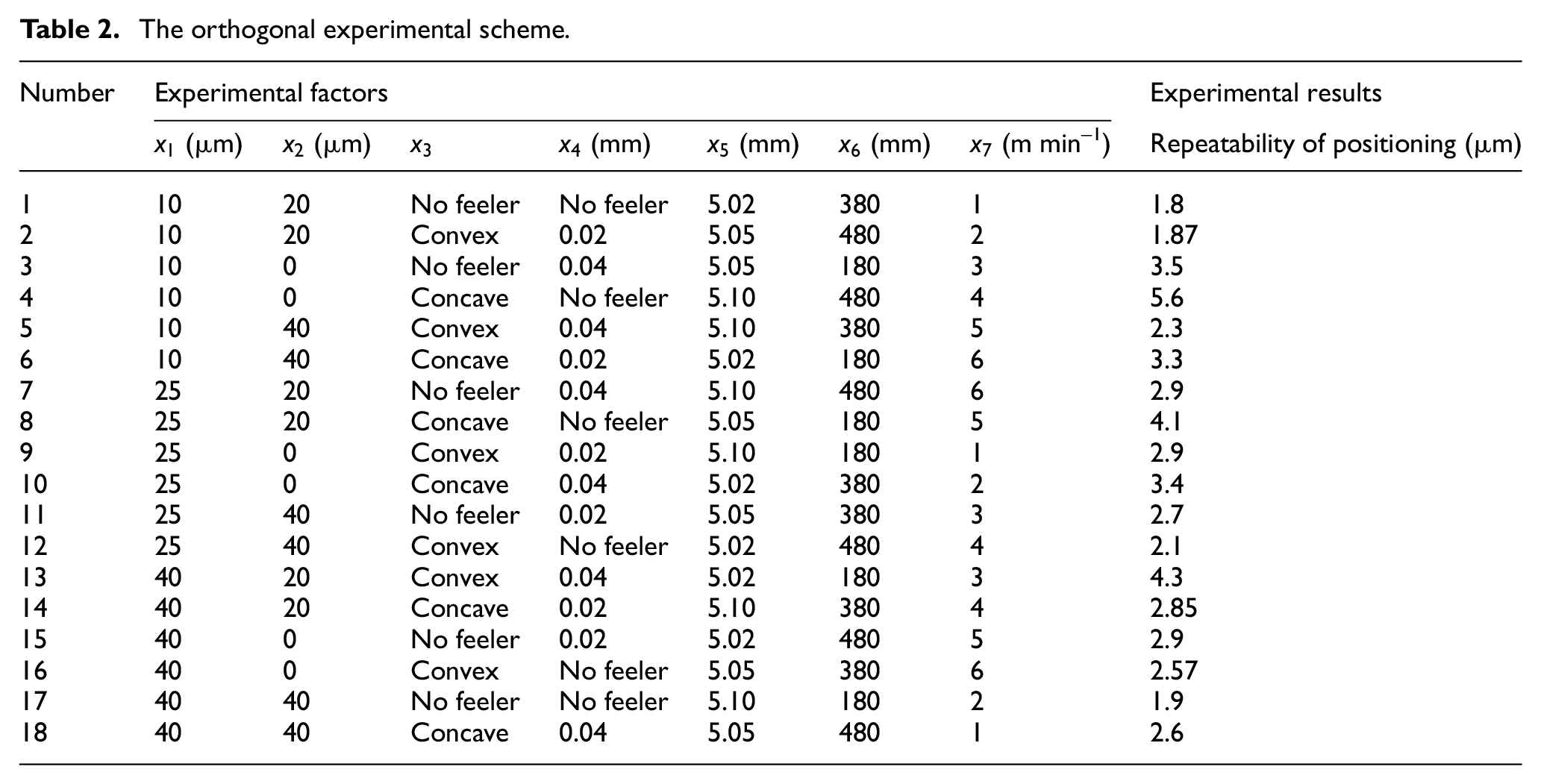
The orthogonal experimental scheme.
Experimental setups
Experiments are carried out on a test table as shown in Figure 2. It is composed of a bed, two guideways, a ball screw, a table, a linear encoder and a numerical control system. The specifications of the table are listed in Table 3.
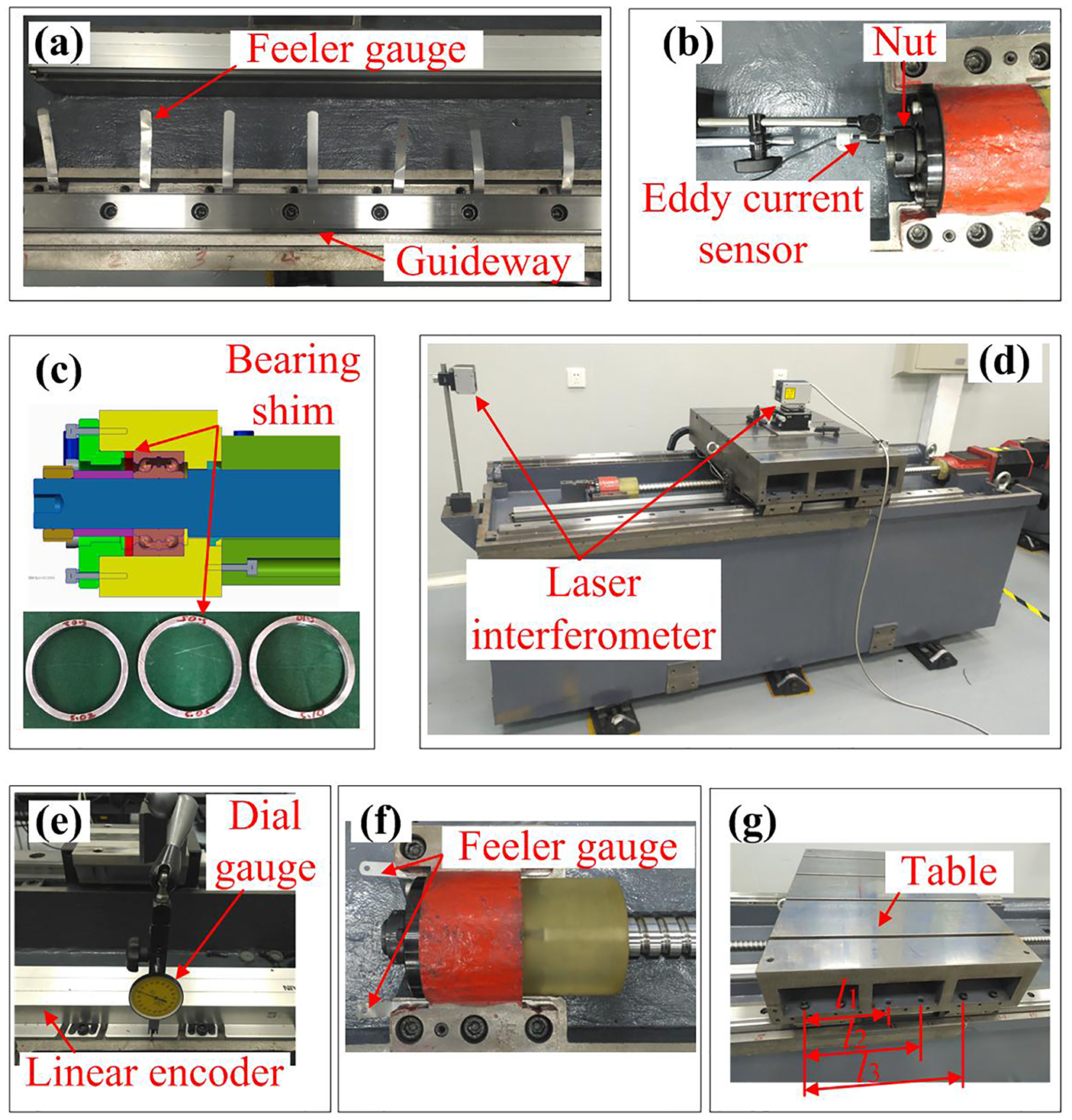
Experimental setups: (a) assembly error of guideway, (b) pre-tension error of ball screw, (c) thickness of the bearing shim, (d) test table, (e) assembly error of linear encoder, (f) assembly error of ball screw and (g) distance of slider.
Specifications of the test table.
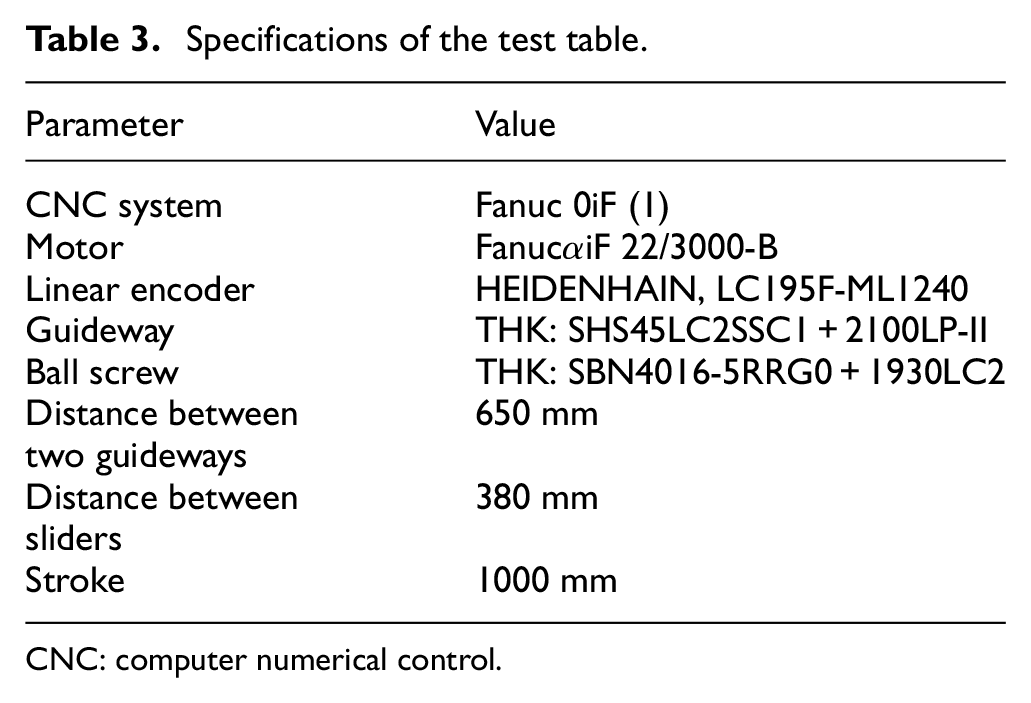
CNC: computer numerical control.
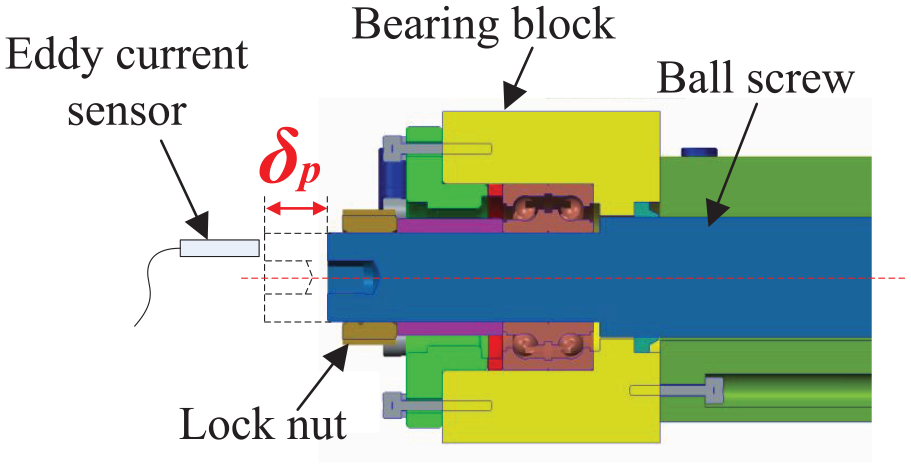
The assembly error of Guideway 1 (which is close to the linear encoder) is changed using the feeler gauge with different thickness, as shown in Figure 2(a), while the assembly error of Guideway 2 is unchanged. The feeler gauges are placed near the screw (a guideway is fitted to the bed with 17 screws.). According to the thickness of the feeler gauges, they are arranged into two types: convex and concave, as shown in Figure 3. The pre-tension of the ball screw is changed by rotating the nut at the end of the ball screw and measured by the eddy current sensor, as shown in Figure 2(b). The assembly error of the linear encoder is adjusted by changing the parallelism error between the linear encoder and the main guideway. The assembly error of ball screw is changed using the feeler gauge with different thickness, as shown in Figure 2(f). The distance of the slider is adjusted by changing the installation position of the slider, as shown in Figure 2(g).
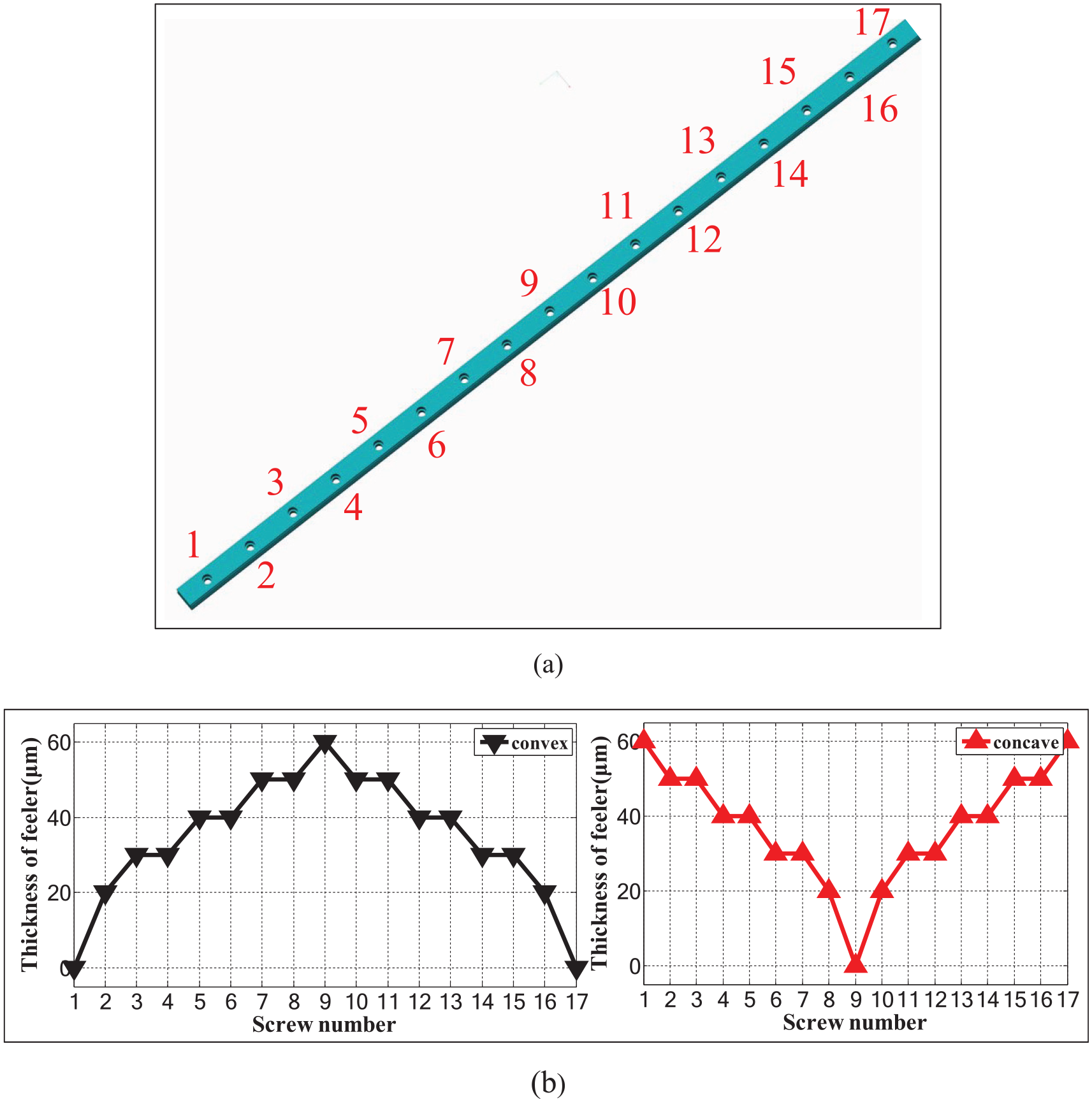
Types of guideway error in orthogonal experiments: (a) screw number of guideway and (b) thickness of feeler gauge at each screw.
Result and discussion
Experiments are carried out in a constant temperature environment of 20 °C ± 0.5 °C. The repeatability of positioning of the test table is measured using a laser interferometer, Renishaw XM-60, which can measure the six motion errors of the table simultaneously, as shown in Figure 2(d). The laser emitter is fixed on the table and the laser receiver is fixed on the bed. Experiments are carried out after the linear axes reaches thermal equilibrium. Each experiment is repeated three times, and the results are averaged, as shown in Table 2.
A range analysis is employed to discriminate the comparative significance of each factor,
26
which is defined as the difference between the maximum and minimum values of

where
A larger
The results of the range analysis of the factors.

According to the
Range analysis shows the order of the variables influencing the target by intuition. However, the range analysis cannot distinguish the data fluctuation caused by the change of the test conditions (the change of the factor level) from the data fluctuation caused by the test error, nor can it give accurate quantitative estimation of the importance (significance) of the factors. To make up for the shortcomings of range analysis, an analysis of variance (ANOVA) is necessary to obtain the magnitudes of the factor affecting the targeting index.
An ANOVA usually uses an F-test to analyse the experimental data, and the F value is used to indicate the degree of the factor’s influence, which can be obtained as follows



The results of the ANOVA are shown in Table 5. The values of
The results of the analysis of variance.
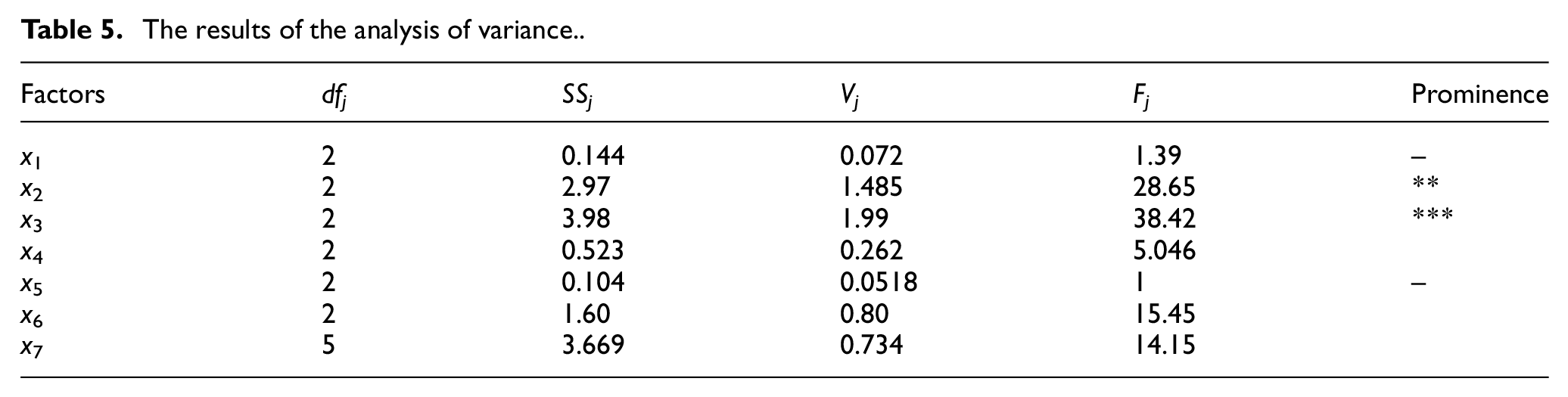
According to the results of the range analysis and the ANOVA, it can be seen that the assembly error of the guideway and the pre-tension of the ball screw are the major factors impacting the repeatability of positioning.
Experiment of single factor
In section ‘Orthogonal experiment’, orthogonal experiments are carried out, and the assembly error of the guideway and the pre-tension of the ball screw are the major factors impacting the repeatability of positioning of linear axes. However, it is not clear how a single factor affects the repeatability of positioning. Therefore, to study the mechanism of the repeatability of positioning with respect to single factors, single-factor experiments are necessary.
Effect of assembly error of the guideway on the repeatability of positioning
The assembly error of Guideway 1 is changed using the feeler gauge with different thickness, while the assembly error of Guideway 2 is unchanged. According to the screw number and thickness of the feeler gauge, the assembly error is divided into four types, as shown in Figure 4. The amplitude of the convex curve is recorded as positive, and the concave curve is recorded as negative. Thus, the amplitude from Types 1–4 is recorded as −60, –40, 40 and 60, respectively. When the amplitude of the curve is 0 µm, it means that there is no feeler. The repeatability of positioning of the test table is measured three times in each type, and the results are averaged. The repeatability of positioning, pitch, yaw and roll are recorded, as shown in Figure 5. It can be seen that the repeatability of positioning is reduced from 3.63 to 2.05 μm with the change of the amplitude of the curve from −60 to 0 µm and increased from 2.05 to 3.04 μm with the change of the amplitude of the curve from 0 to 60 µm. Similarly, the repeatability of pitch and roll decreases with the decrease in curve amplitude and increases with the increase in curve amplitude. The repeatability of yaw does not have too big of a change.
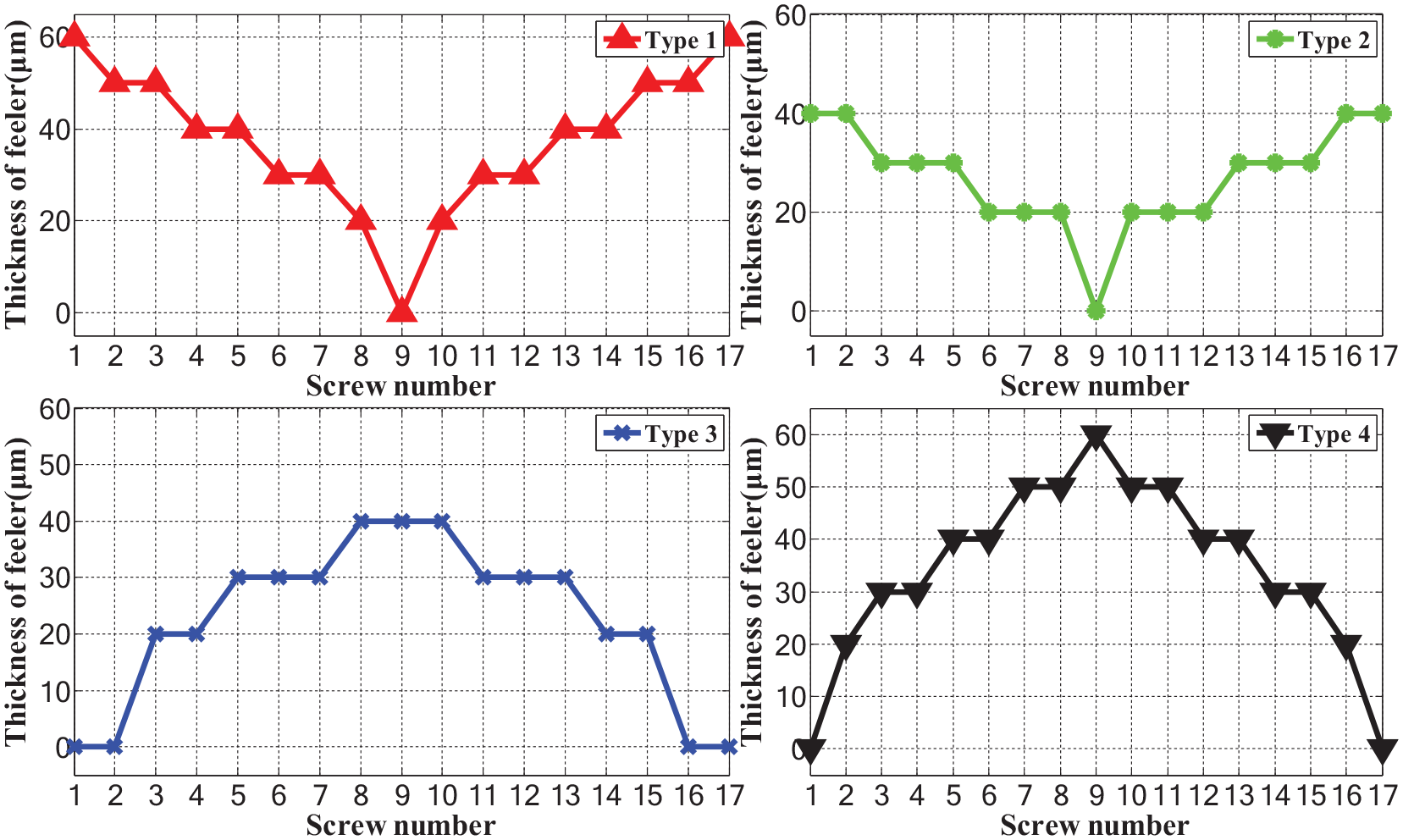
Types of guideway error in single-factor experiment.
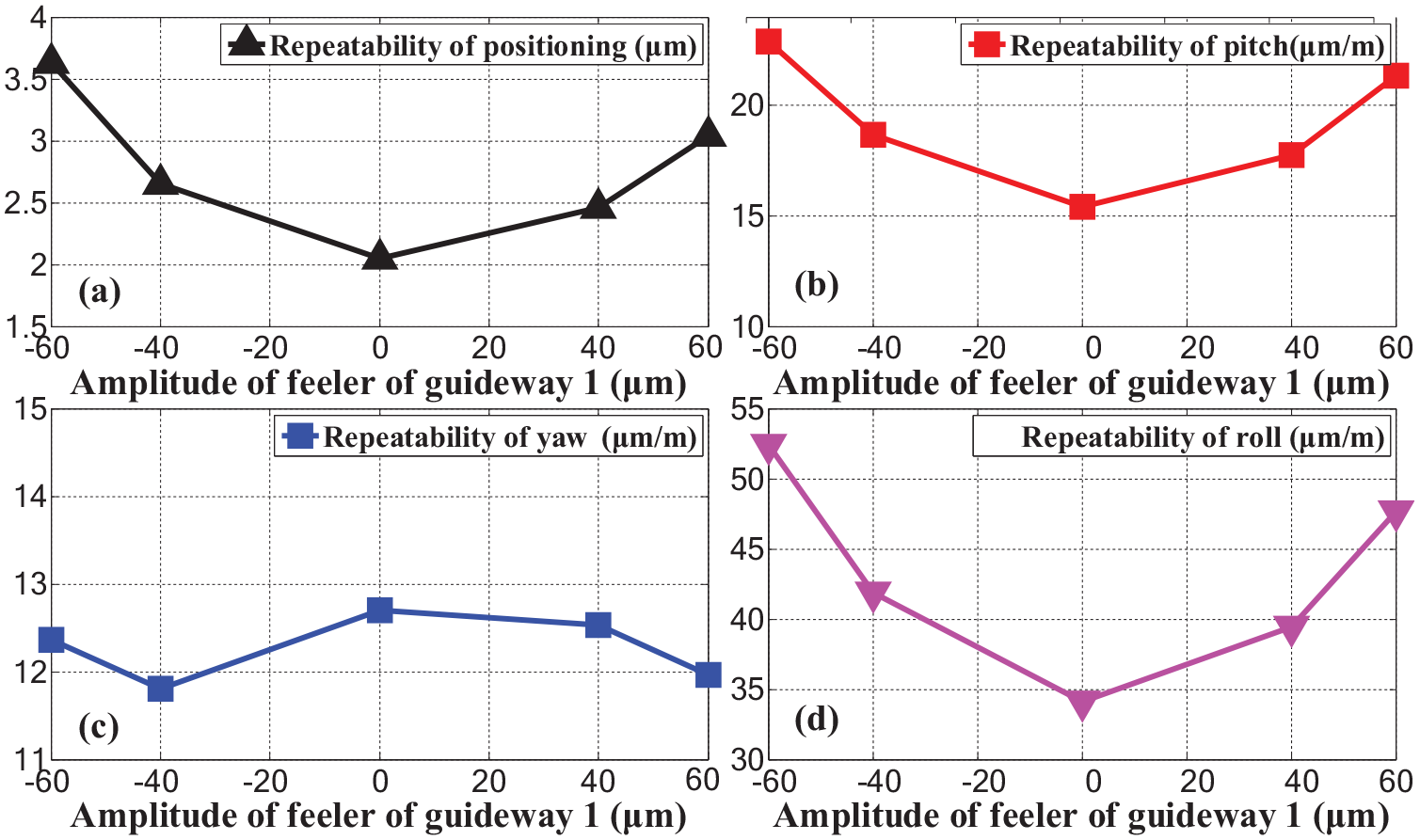
Experimental results: (a) variation of the repeatability of positioning with amplitude of feeler of guideway, (b) variation of the repeatability of pitch with amplitude of feeler of guideway, (c) variation of the repeatability of yaw with amplitude of feeler of guideway, (d) variation of the repeatability of roll with amplitude of feeler of guideway.
Discussion
In this experiment, the feeler gauge is placed between Guideway 1 and bed in the vertical direction, which means that the assembly error of Guideway 1 in the vertical direction is changed while the error in horizontal direction is unchanged. The repeatability of pitch and roll is affected by the assembly error of two guideways in the vertical direction. So they become smaller as the difference of assembly error of two guideways decreases. The repeatability of yaw basically has no change because the assembly error in horizontal direction is unchanged. Due to Abbe error, the repeatability of positioning decreases with the decrease in repeatability of pitch and yaw. Therefore, the smaller the assembly error of the two guideways, the smaller the repeatability of positioning of the table. The results indicated that the assembly error of guideway should be smaller as soon as possible in the process of guideway assembly.
Effect of pre-tension deformation of the ball screw on the repeatability of positioning
The pre-tension of the ball screw is gradually increased, and the repeatability of positioning of the test table is measured three times in each case. The results are averaged, as shown in Figure 6.
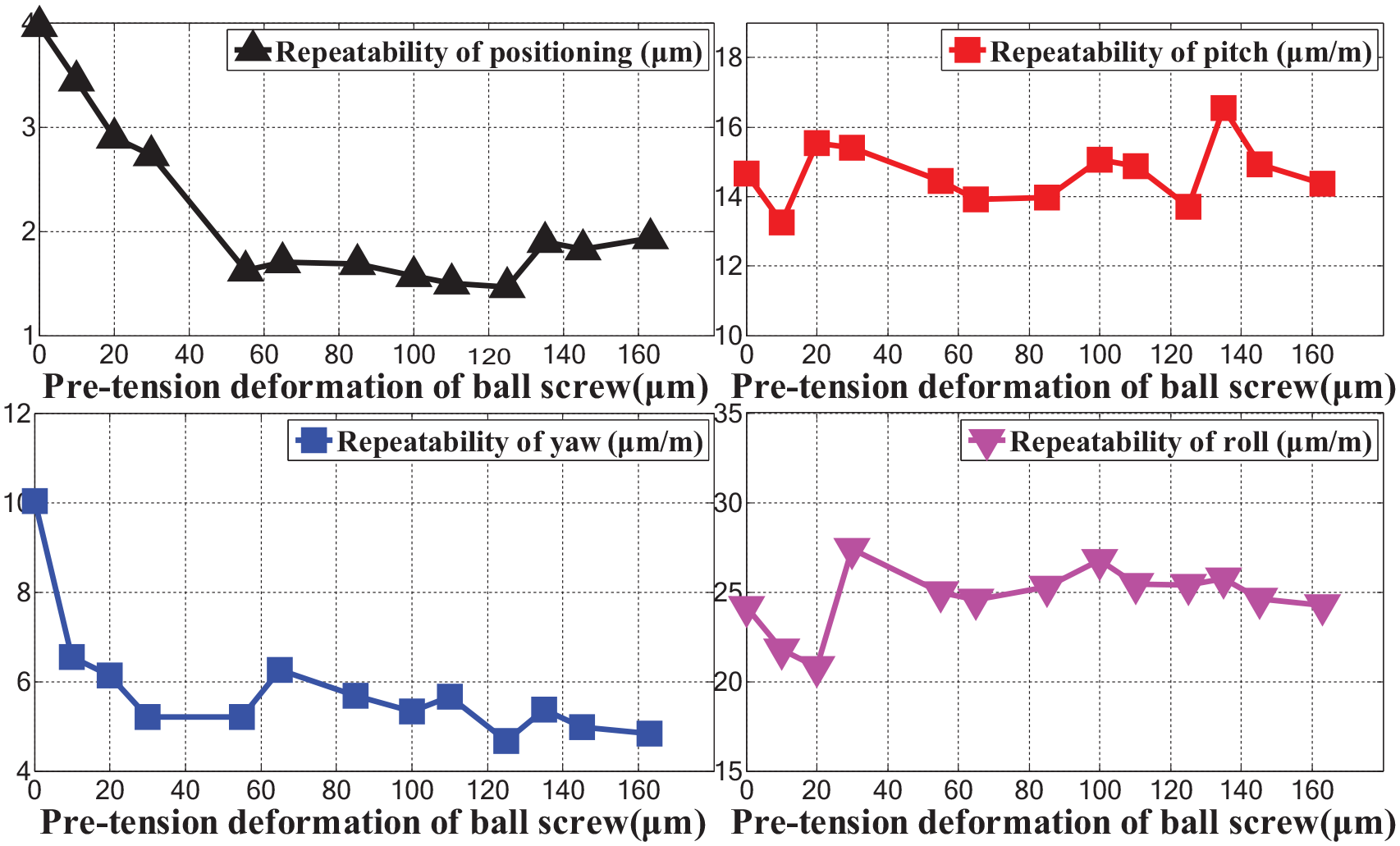
Variation of the repeatability of positioning with pre-tension deformation of the ball screw.
It can also be seen that the repeatability of positioning decreased from 3.8 µm to 1.7 µm with the change of the pre-tension from 0 to 60 µm, and then it stabilized with the increase of the pre-tension from 60 to 165 µm. The repeatability of yaw decreased from 10 μm/m to 5.5 μm/m and then tended to be steady with the increase of the pre-tension. The repeatability of the pitch and roll are steady at 15 and 25 μm/m, respectively.
Discussion
The repeatability of positioning is affected by the repeatability of pitch and yaw. With the increase of pre-tension deformation of the ball screw, the repeatability of yaw decreases first and then evolves towards a steady-going value, and the repeatability of the pitch and roll basically has no change. Therefore, similar to the repeatability of pitch, the repeatability of positioning decreases first and then stabilizes. This may be related to the stiffness of the drive system, and the pre-tension deformation of the ball screw results in an increase in the stiffness of the system. However, the ball screw should not be excessive pre-tension, otherwise the working life of the machine tool will decrease. The results indicated that the pre-tension deformation of the ball screw should be a reasonably value in the process of assembly.
Effect of non-major factors on the repeatability of positioning
According to the results of orthogonal experiment, the distances of sliders, the assembly error of ball screw, the assembly error of the linear encoder and the running speeds of linear axes are non-major factors impacting the repeatability of positioning of linear axes. However, if these factors are unreasonably controlled, they will have a greater impact on the repeatability of positioning. Thus, it is necessary to study the influence of these factors on the repeatability of positioning.
The repeatability of positioning is measured when the distance of sliders is 180, 380 and 480 mm, and the result is shown in Figure 7(a). It can be seen that the repeatability of positioning of the table decreased from 3.2 µm to 2.0 µm with the change of the distance from 190 to 480 mm.
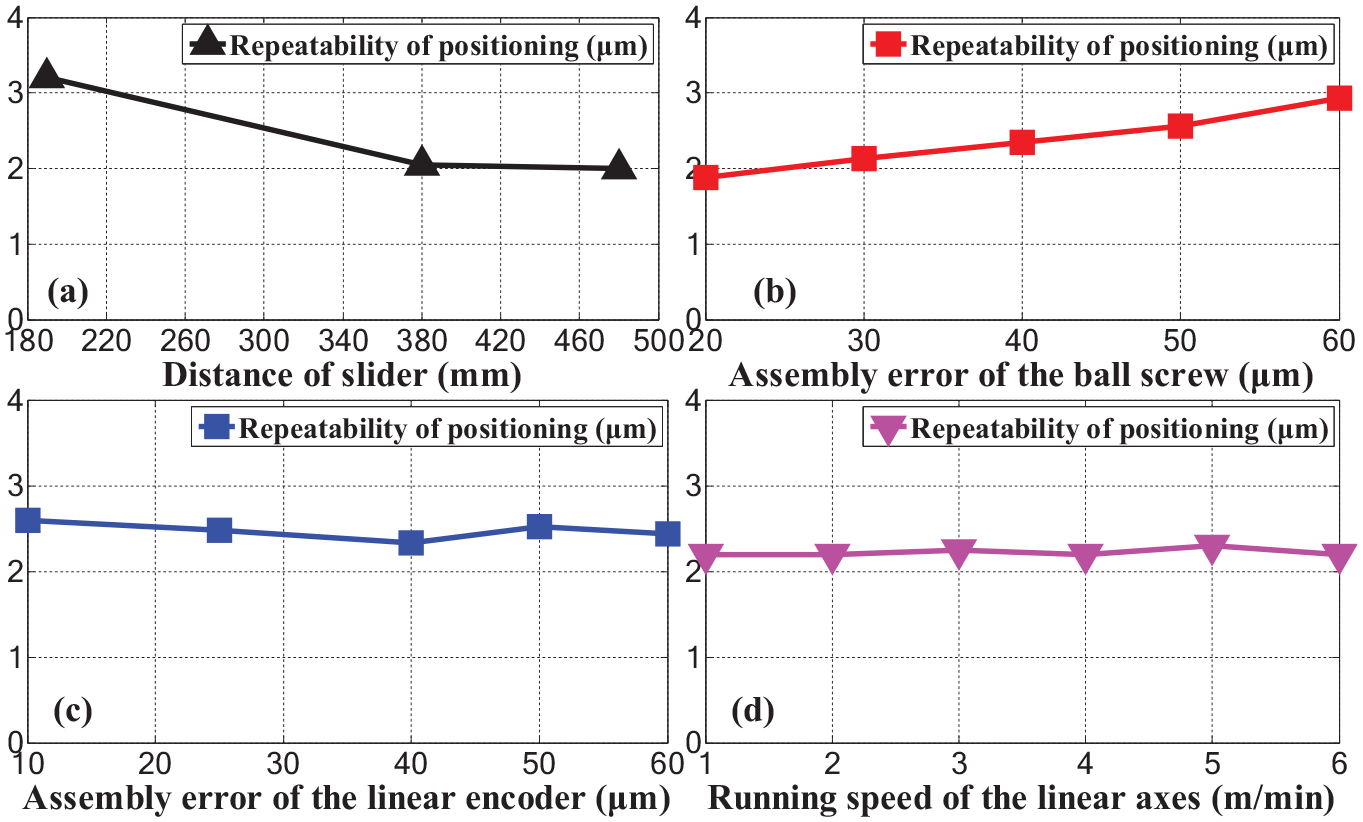
Effect of non-major factors on the repeatability of positioning (a) variation of the repeatability of positioning with distance of slider, (b) variation of the repeatability of positioning with assembly error of the ball screw, (c) variation of the repeatability of positioning with assembly error of the linear encoder, (d) variation of the repeatability of positioning with running speed of the linear axes.
The repeatability of positioning of the table is measured with different assembly error of ball screw, and the result is shown in Figure 7(b). It can be seen that the repeatability of positioning is increased from 1.8 to 3 μm with the increase of the assembly error of ball screw from 20 to 60 µm.
The experiment about the effect of assembly error of the linear encoder and running speeds of linear axes on the repeatability of positioning is carried out, and the result is shown in Figure 7(c). It can be seen that the repeatability of positioning is kept at 2.5 µm, with the assembly error of the linear encoder from 15 to 40 µm. And there is no change of the repeatability of positioning along with the running speed increasing from 1 to 6 m/min, as shown in Figure 7(d).
Discussion
The result shows that the repeatability of positioning of the table decreased along with the increase of the distance of sliders. This is because the smaller the distance of sliders, the smaller the repeatability of pitch and yaw. However, it has little effect on the repeatability of positioning. It is indicated that the distance of sliders should be longer as soon as possible in the process of machine tool design.
The repeatability of positioning changed little with the increase of the assembly error of ball screw according to result shown in Figure 7(b). It shows that it does not take much effort to minimize the assembly error of the ball screw in the assembly process.
The repeatability of positioning has no change along with the assembly error of linear encoder and running speed, and it indicates that these two factors have no effect on the repeatability of positioning of the test table.
Assembly method for improving the repeatability of positioning
The experimental results indicate that the assembly error of the guideway and the pre-tension of the ball screw have an important influence on the repeatability of positioning of linear axes. The assembly error of the guideway and the pre-tension of the ball screw are determined by the assembly method. Thus, an assembly method for improving the repeatability of positioning is proposed, as shown in Figure 8. The assembly of machine tools should be carried out at a constant temperature of 20 °C ± 0.5 °C.
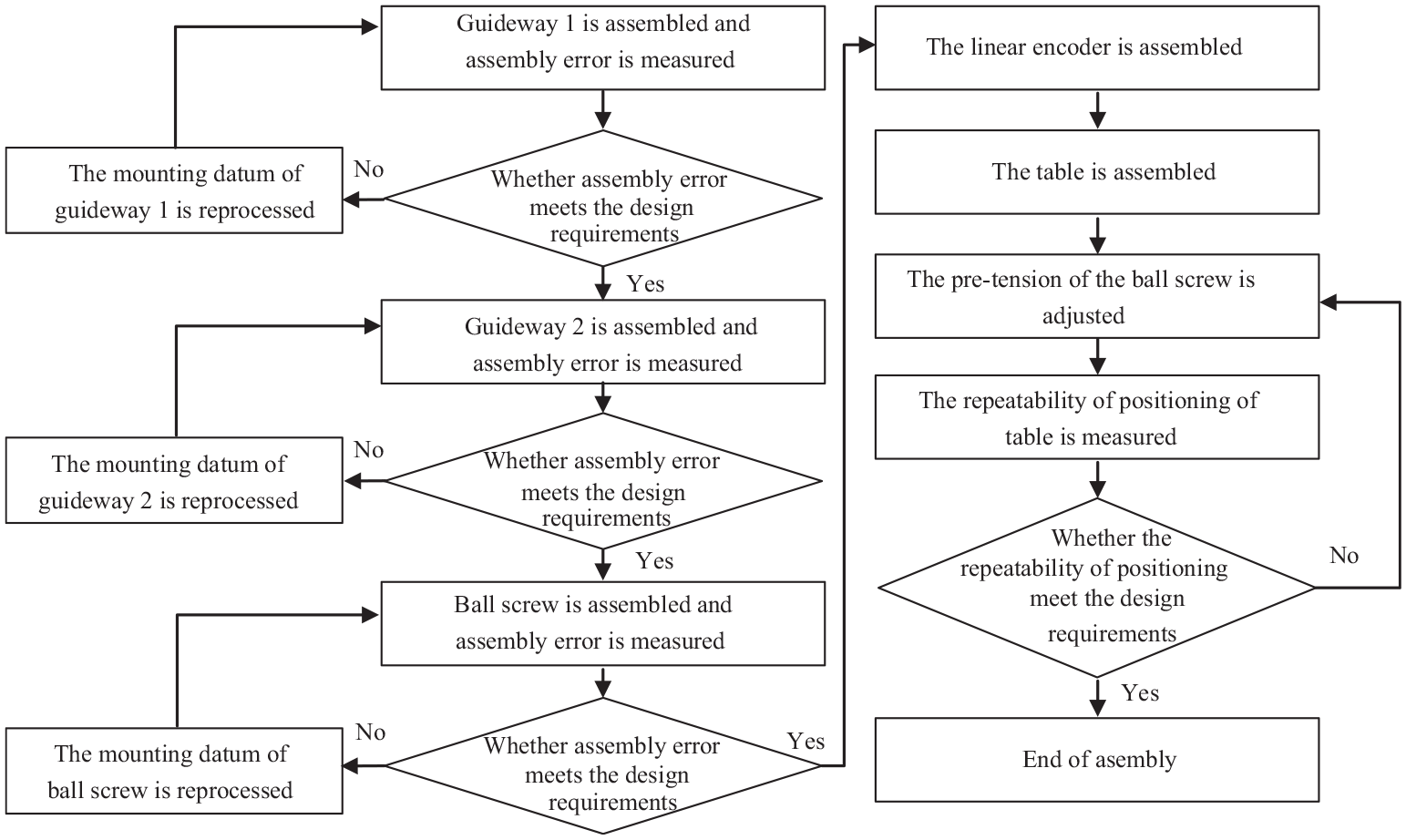
The assembly method for improving the repeatability of positioning.
Guideway assembly
The assembly error of the guideway is controlled from two aspects. On one hand, the amplitude and phase of the assembly error of the two guideways are as close as possible; on the other hand, the amplitude of the assembly error of the guideway is as small as possible. In detail:
Main guideway (namely Guideway 1) should be first assembled on the bed, and its assembly error in the vertical direction
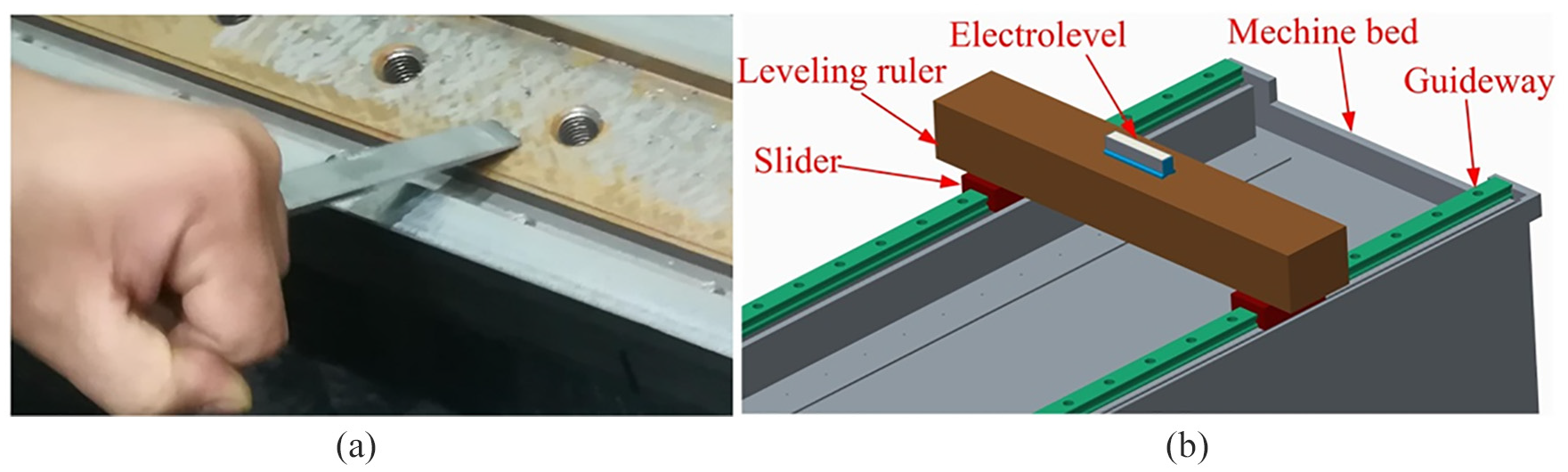
Adjustment of assembly error of guideway in vertical direction: (a) error adjustment and (b) error measurement.
Second, Guideway 2 is assembled on the bed. An electro-level and a levelling ruler are used to measure the relative error in the vertical directions, as shown in Figure 9(b). The amplitudes and phase of
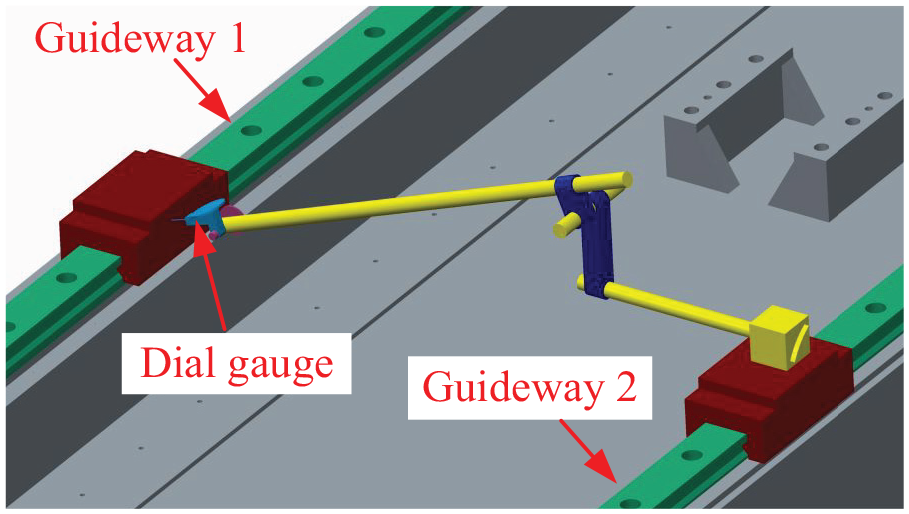
Measurement of guideway assembly error in horizontal direction.
Ball screw assembly
The control objective of screw assembly error is to minimize the parallel error between the screw and the main guideway (namely Guideway 1)
First, the manufacturing error of the table should meet the design requirements. If not, the table should be reprocessed.
Second, the table with Check bar 1 (a measuring instrument, which instead of the ball screw) is assembled on guideways. The motor seat and the bearing seat are assembled on the front and rear ends of the bed, respectively. Two bars (Nos. 2 and 3), are mounted on the motor seat and the bearing seat, respectively. Four shims are placed between the table and the slider to adjust the parallel error between check bar 1 and check bar 2, as shown in Figure 11(a).
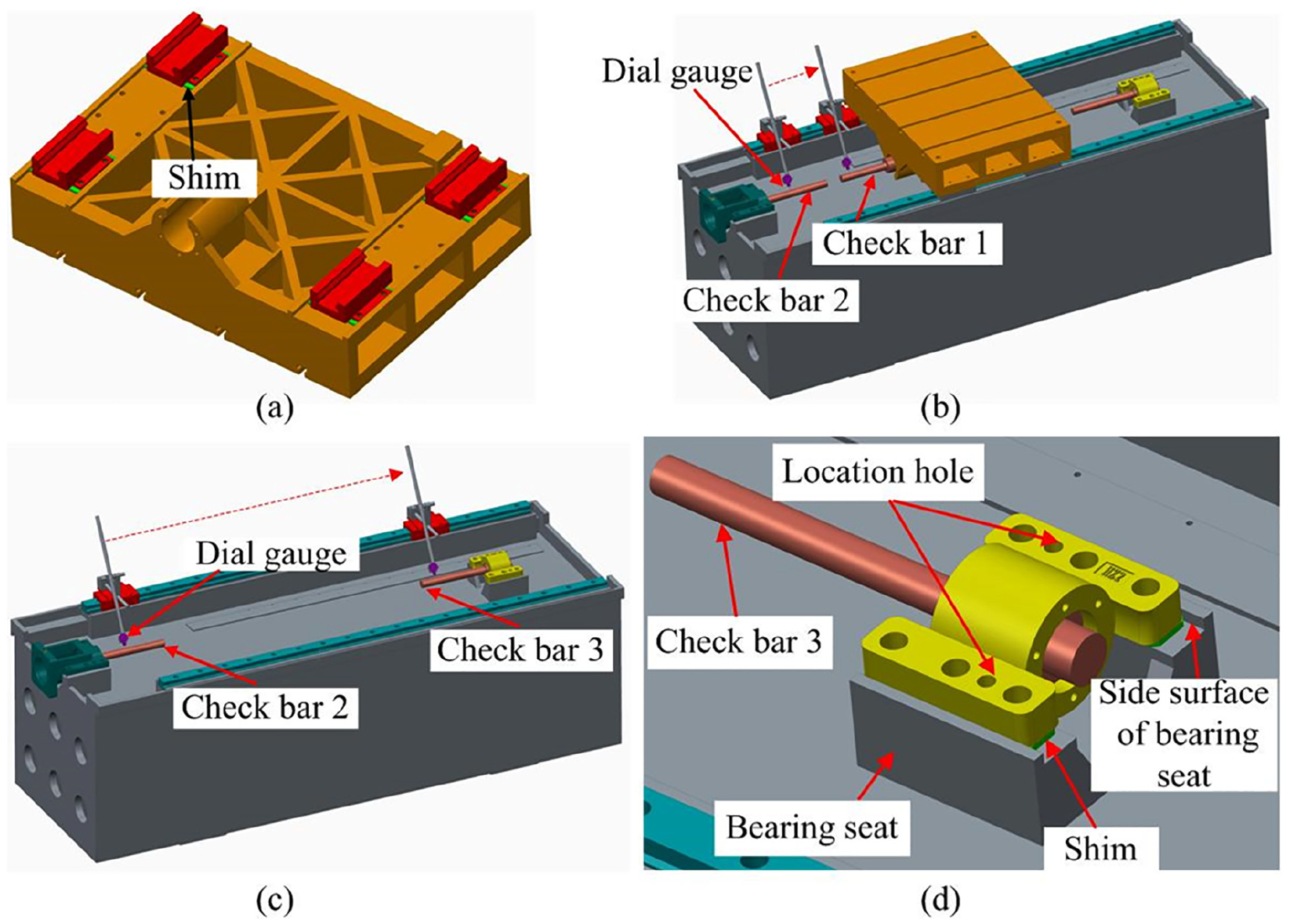
Assembly error adjustment and measurement of the ball screw (a) shims between the table and the slider, (b) measurement of the parallel error between Check bars 2 and 1, (c) measurement of the parallel error between Check bars 2 and 3, (d) location holes.
Third, the parallel error between Check bars 2 and 1 is measured using the dial gauge, as shown in Figure 11(b). If the parallel error does not meet the design requirements, the mounting datum of the motor seat is scraped, or the thickness of the shim between the slider and the table is changed.
Subsequently, the table is removed, and the parallel error between Check bars 2 and 3 in the horizontal and vertical directions is measured. If the parallel error does not meet the design requirements, the side surface of the bearing seat is scraped, or the thickness of the shim between the bed and the bearing seat is changed, as shown in Figure 11(c).
Finally, the location holes of the motor seat and the bearing seat are, respectively, manufactured, as shown in Figure 11(d). All check bars are removed, and the ball screw is assembled. And the dowels are assembled in the location holes to fix the ball screw.
Pre-tension of the ball screw
The experimental results indicate that the pre-tension of the ball screw should be at a reasonable value. So the ball screw should not be over-tightened. As shown in Figure 12, the pre-tension of the ball screw is gradually increased from 0 µm with a fixed step (such as 10 µm), and the repeatability of positioning of the test table is measured in each case. If it does not meet the design requirements, the pre-tension is increased with a fixed step, and the repeatability of positioning is measured again until it meets the design requirements.
The adjustment of the pre-tension of the ball screw.
Conclusion
This article studies the influencing factors and mechanism of the repeatability of positioning of linear axes of machine tools, and an assembly method for improving the repeatability of positioning is proposed. The following conclusions can be drawn:
The assembly error of the guideway and the pre-tension of the ball screw play a great important role on the repeatability of positioning of linear axes.
The repeatability of positioning is affected by the geometric error of guideways, and the closer error amplitudes and phase of the two guideways result in a smaller repeatability of positioning. Therefore, the amplitude of assembly error of two guideways should be smaller as soon as possible in the process of guideway assembly.
The repeatability of positioning decreased first and then tended to be stable with the increase of the pre-tension of the ball screw. Therefore, the pre-tension deformation of the ball screw should be a reasonable value in the process of assembly.
The distance of sliders and the assembly error of ball screw have little effect on the repeatability of positioning decreased. The assembly error of the linear encoder and the running speed of the table have no effect on the repeatability of positioning of the test table.
The proposed assembly method can provide workers with informative guidelines for improving the repeatability of positioning.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The research is supported by the National Natural Science Foundation of China (grant no. 51675378), a grant from the National Science and Technology Major Project of China (grant no. 2015ZX04005001) and the National Natural Science Foundation of China (grant no. 61877042). The authors gratefully acknowledge the supports of the open fund of Tianjin Key Laboratory of Equipment Design and Manufacturing Technology (Tianjin University).