
Abstract
The finishing operation completes the manufacturing cycle of a component. Depending on the level of finish (micro and nano) required on the component surface, different finishing processes are employed. Several components employed in medical, automotive and chemical industries use different types of passages for the flow of fluid. The surface roughness of such passages decides the functionality of the component. Drug-eluting stents are one of the recent advancements in the medical industry. They possess microholes for release of the drugs to the point of cure. Microholes are mostly fabricated by thermal-based micromachining processes that generate metallurgically destroyed surface layers with high surface roughness. Later, these are polished using chemical or electrochemical polishing techniques, which chemically destroy the quality of the surface. These metallurgically and chemically modified (destroyed/changed) rough surfaces on the microhole wall can cause contamination of the drug. So in this article, microholes of diameter 850 ± 30 µm are fabricated in surgical stainless steel (SS 316L) workpieces using the electric discharge micromachining process. Machined microholes are finished by employing a non-traditional finishing process called the abrasive flow finishing process. Instead of using a commercially available expensive abrasive flow finishing medium, the economic medium is fabricated in-house, and its rheological study is carried out. Machining process produces microholes with a surface roughness of about 1.40 ± 0.10 µm. Later, by finishing of microholes with the abrasive flow finishing process, the surface roughness is reduced to 150 nm (percentage surface roughness improvement of about 88.53%). Therefore, the abrasive flow finishing process is a viable alternative to chemical-based polishing processes as it removes the recast layer and achieves nanosurface roughness.
Introduction
Finishing on the workpiece surface can vary from finely finished surface to rough surface depending on its functional requirement. Technological advancement necessitated the use of miniaturised components in various fields such as medical (stents, automotive, for example, fuel diesel injector nozzle) and chemical (microfluidic channels). As the size of the component decreases, its manufacturing cost increases. 1 Finishing alone takes 15% of the total component cost.2,3 In order to improve the end quality of the product, the finishing processes should be improved. So, several advanced finishing processes replaced the traditional finishing processes. Advanced processes find their shortcoming during finishing of components with microgeometric features. Microholes are a commonly found microfeature in the medical industry. Microholes with rough surface have high chances of corrosion than a finely finished microhole. Therefore, microholes with considerable surface roughness can cause contamination of the drug or any other substance carried by them. Also, delivering the drug at an intended flow rate is highly impossible. Such a change in flow rate can be dangerous for the patient. To overcome the shortcomings during the finishing of the microfeatures, attempts are being made to modify the advanced finishing process. In this article, abrasive flow finishing (AFF) process is used for finishing of microholes.
The majority of the literature published in the field of AFF deals with finishing of macrofeatures. Various researchers4–8 conducted the parametric study of the AFF process by finishing of flat workpieces. It was concluded that AFF output responses (surface roughness (Ra), material removal (Mr)) depend on several factors. These factors include AFF input parameters as well as prior machining operation, homogeneity and material hardness. Some researchers9,10 employed the AFF process for finishing of cylindrical workpieces. AFF is also used for finishing of components with complex geometry such as large bearing ring raceways, 11 blisk blades 12 and knee implants. 13 In order to understand the physics of the AFF process, authors have proposed several numerical models.14–16 Few researchers attempted to enhance the performance of the AFF process by developing hybrid AFF processes.17–21 Later, the AFF process has been modified by changing its tooling and medium for finishing of microcomponents. The most common microfeatures are the orifices, which are found in many applications, for example, biomedical filters, high-pressure orifices, ink-jet printer nozzles, rail pipes and fuel injection nozzles. The AFF setup and tooling was developed for finishing of orifices.22,23 Yin et al. 24 carried out the polishing of the microbores. AFF was also used for finishing of the microfeatures (slit, orifice) machined on the stainless steel workpieces.25,26 Jung et al.27,28 performed the finishing of inner surface of the fuel injector nozzle. Few authors29–32 paid special attention to finishing of the microholes found in common rail pipe and injector nozzle and developed AFF setup for the same. Venkatesh et al. 33 reported an improvement of 59.3% in the Ra value of microchannels after finishing them with the AFF process. Li et al. 34 improved the Ra value on microhole from an initial value of 1.702 μm to a final value of 0.303 μm.
The medium used for finishing plays the most vital role in the AFF process. Several authors35–38 conducted the rheological study of the medium developed for finishing of macrofeatures. As the dimension of the component to be finished by the AFF process decreases, the difficulty of extruding the medium through its fine opening increases. To overcome such shortcomings, the viscosity of the medium is modified. Very few researchers attempted to develop the medium for the finishing of microcomponents. Rhoades 39 developed the medium, the viscosity of which can be varied from higher to lower values. Perry 40 carried out polishing and radiusing of microholes by developing abrasive slurry, while Tzeng et al. 41 proposed a medium for finishing of the microchannel made on flat surfaces.
As found from the literature review, none of the researchers attempted the finishing of microholes machined on surgical stainless steel (SS 316L). In this work, AFF setup with tooling is designed and developed for finishing of microholes machined on the SS 316L workpiece. Viscoelastic polymer medium is developed by combining soft styrene polymer with soft silicon polymer for conducting AFF experiments. Rheological study of the developed medium is carried out to study the correlation between the observed properties and their effects on the surface finish of the microholes using the AFF process.
Experimentation
The AFF process consists of three principal parts, namely, experimental setup, medium and workpieces.
Experimental setup and tooling
Finishing of microholes is carried out by an in-house designed and developed AFF setup (Figure 1). Detailed information of the AFF setup key components is given in Table 1. At the start of the process, lower medium cylinder contains the medium and the workpiece is appropriately placed in tooling. The whole arrangement of tooling and workpiece is then kept between the upper and lower medium cylinders. The assembly of tooling and workpiece is secured tightly in position by the proper locking arrangement. Later, the medium is pushed by the lower hydraulic cylinder piston driven by the lower hydraulic cylinder. The extruded medium reaches the upper medium cylinder after passing from the microhole openings made in the workpiece. After complete discharge of medium in the upper medium cylinder, the cycle reverses. Abrasive particles carried by the medium shear the surface roughness peaks and produce nano-finished workpiece surface.
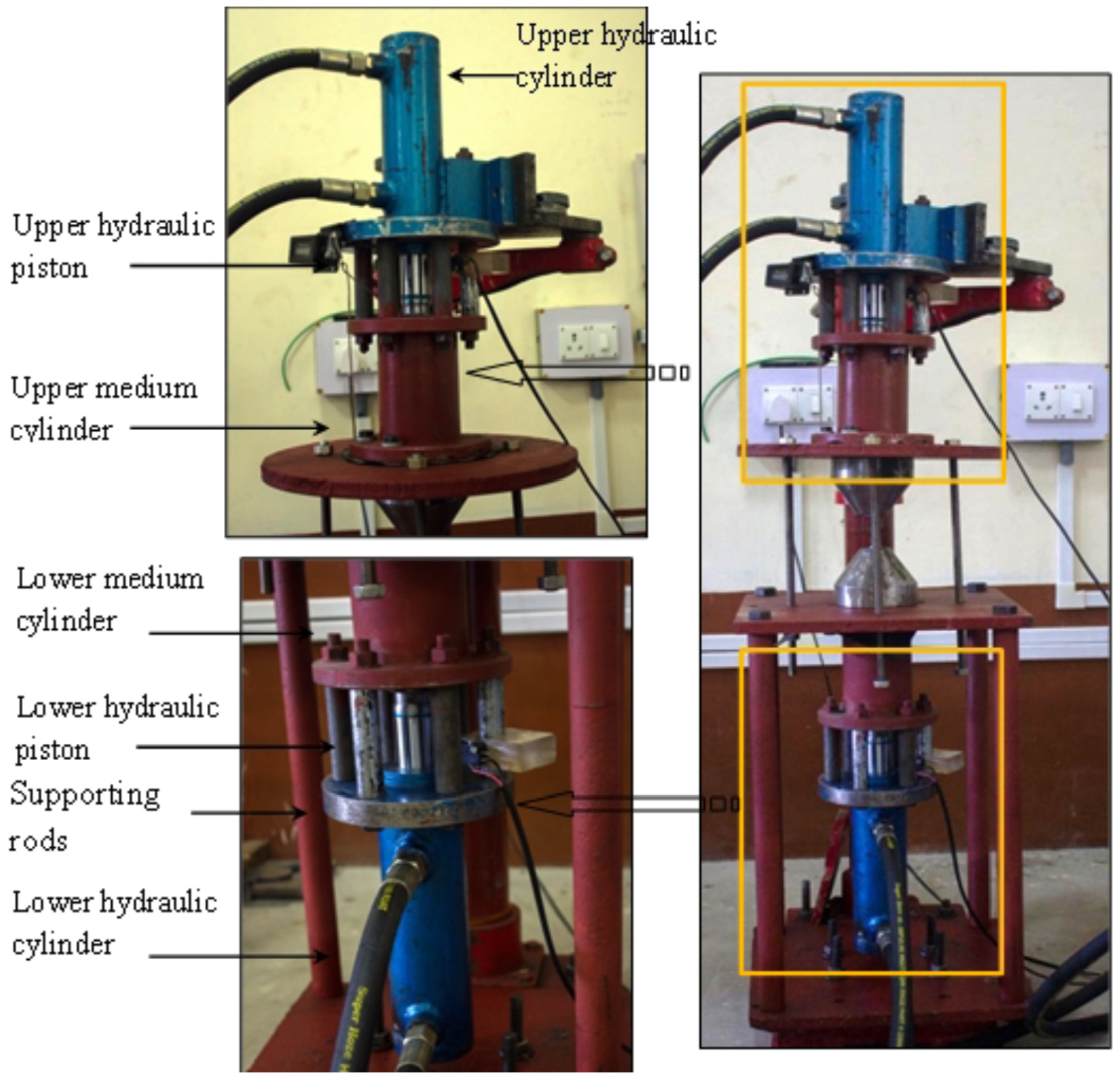
Abrasive flow finishing process setup.
Primary components of the abrasive flow finishing process setup with their detailed specification.
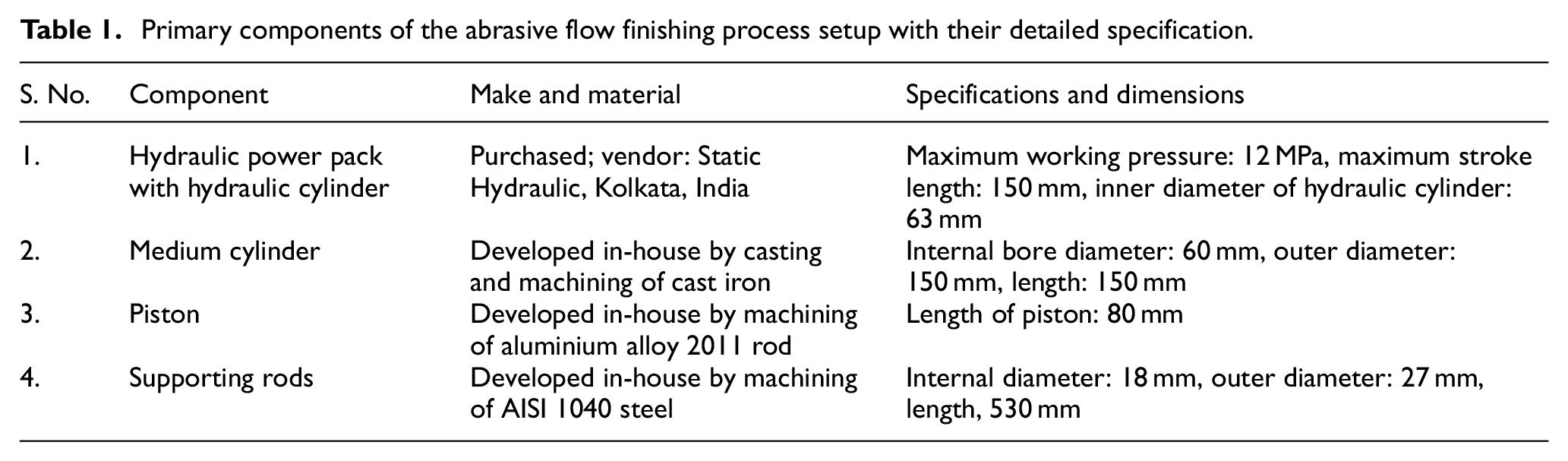
The primary function of tooling is to hold the workpiece tightly in position without substantial movement and without leakage of medium through it. During finishing of microfeatures, tooling must ensure the smooth and gradual flow of the medium through the workpiece passageway. Tooling is developed in-house by turning a cast iron ingot. The dimension of the medium cylinder internal passageway is several times larger in dimension than the workpiece passageway. Therefore, back-pressure is generated during the entry of the medium into the workpiece passageways. The above-mentioned problem hampers the proper functioning of the AFF process. So, to avoid such difficulties, tooling is made of conic section followed by a straight section (Figure 2(b)). Conic profile confines the medium from an entry diameter of 60 mm into an exit diameter of 20 mm. Thereafter, the flow is fully developed by the straight section of 20 mm uniform diameter with 30 mm length in tooling. Figure 2(c) and (d) shows the detailed drawing and actual image of tooling with its corresponding top and front views.
(a) Workpiece after electrical discharge micromachining, (b) cross-sectional view of abrasive flow finishing process tooling, (c) 2D drawing of workpiece fixture with dimensions (all dimensions are in mm) and (d) actual image of tooling.
Materials
Stainless steel (SS 316L) plate of thickness 3 mm is chosen as the workpiece in this study. Microholes of 850 ± 30 µm diameters are machined using the electric discharge micromachining (EDµM) process (Figure 2(a)). Non-contact-type profilometer is used for measuring the surface roughness on the workpiece. In this work, for each experimental run, Ra is measured on nine microhole surfaces. Furthermore, for each microhole, the Ra value at three different locations is extracted from its three-dimensional (3D) surface topography images. So, a total of 27 measurements are taken, and its average value is reported as final Ra of the microhole surface after finishing.
Medium development and its rheological study
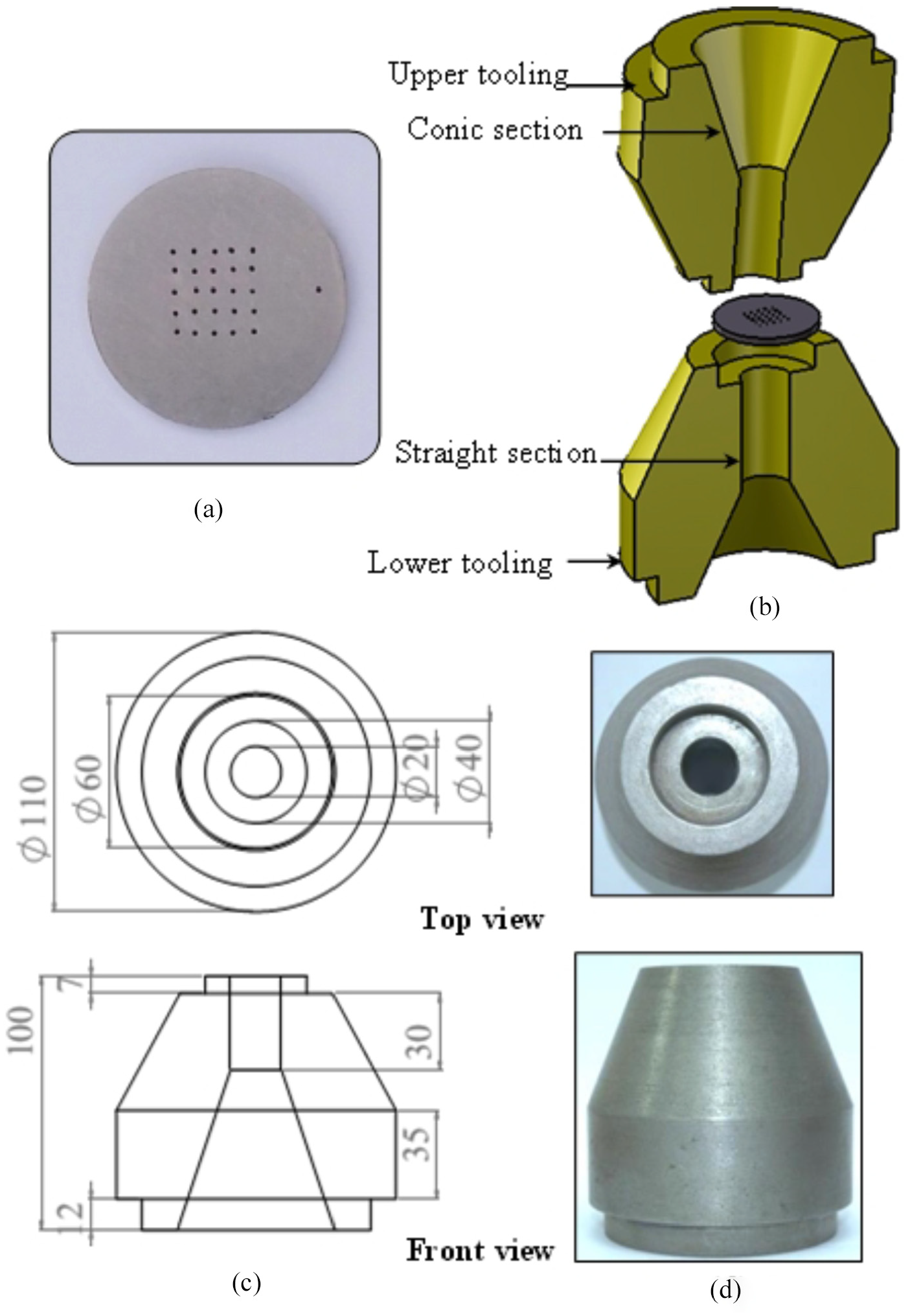
The medium used during the AFF process for finishing of microfeatures is low viscous compared with the medium used for finishing of macrofeatures. The low viscosity of the medium ensures its smooth flow through the narrow opening in the workpiece. In this article, the in-house medium with viscoelastic properties is developed for finishing of the microholes. The base polymer of the medium acts as a flexible binder to hold the abrasive particles. Constituents of the developed medium are soft styrene polymer, soft silicon polymer, abrasive particles, plasticisers and softeners. Soft styrene polymer imparts elastic property, while soft silicon polymer provides viscous property to the medium. Finishing forces are developed in the medium on the application of extrusion pressure, P. There are mainly two types of finishing forces generated in the medium. First is radial finishing force (FR) which is due to the elastic nature of the medium. It helps the abrasive particle to indent into the workpiece surface. The viscous nature of the medium generates an axial finishing force (FA). FA helps the indented abrasive particles to move axially for shearing surface roughness peaks as micro/nano chips 6 (Figure 3).
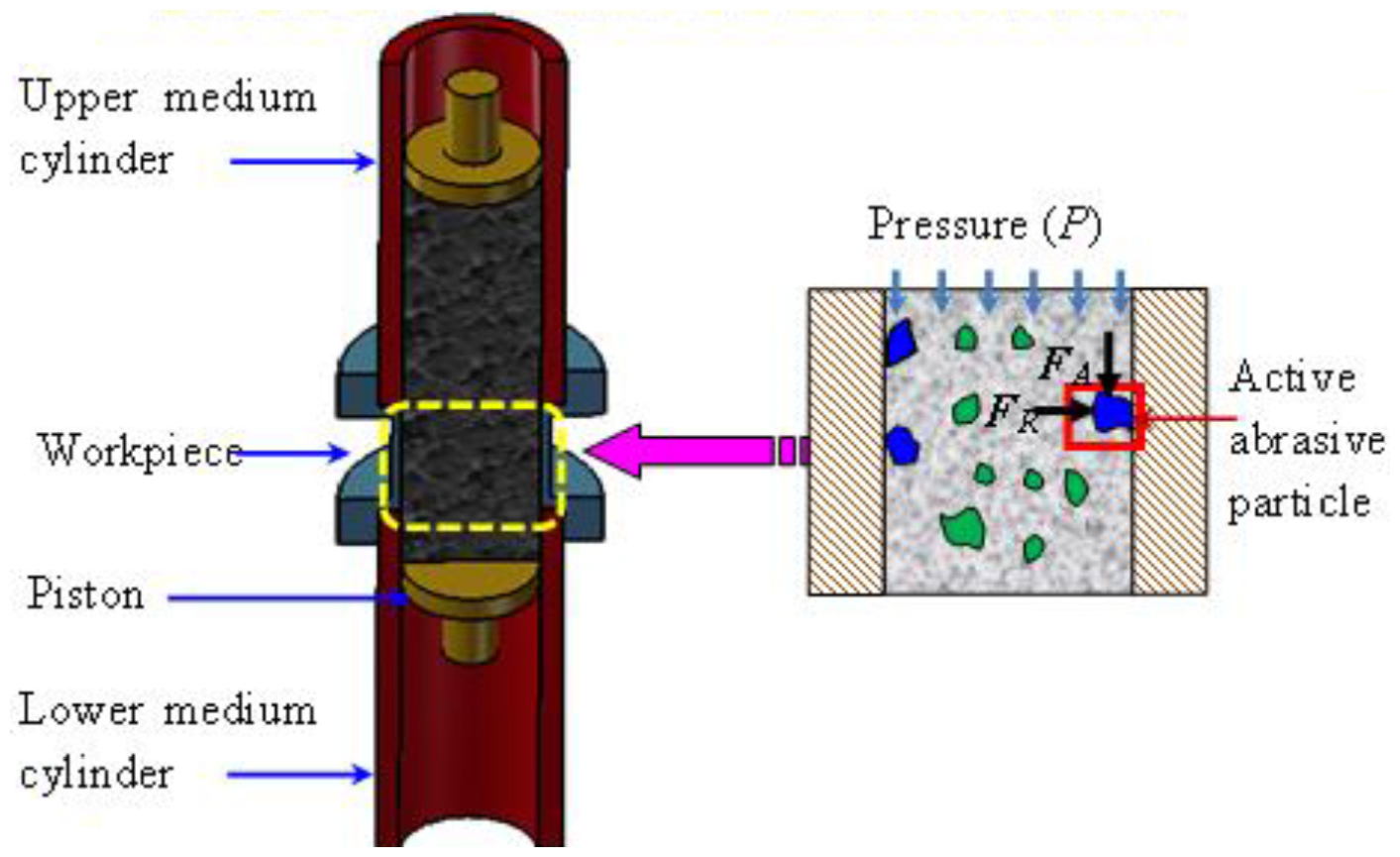
Finishing forces acting on abrasive particle during the abrasive flow finishing process.
Plasticisers and softeners are low-molecular-weight materials which diffuse between high-molecular-weight polymer chains during the medium preparation. As shown in Figure 4(a), the polymer chains are densely packed in the absence of plasticiser molecules. As the plasticiser is added in the medium, it causes the polymer chains to move apart by embedding its molecules between two polymer chains (Figure 4(b)). The higher the plasticiser content in the medium, the more the distance between the polymer chains (Figure 4(c)). This results in a decrease in intermolecular forces between the polymer chains. Thus, the medium viscosity decreases with the addition of plasticiser and softener. Therefore, the resulting medium can easily flow through the microfeatures’ passageway during finishing.
Diffusion phenomenon of low-molecular-weight plasticiser in between polymer chains: (a) polymer chains with no plasticiser molecules, (b) low volume of plasticiser molecules getting diffused between polymer chains and (c) high volume of plasticiser molecules getting diffused between polymer chains.
In this article, various medium compositions are prepared (Table 2), and their rheological characterisation is performed using a rheometer (Anton Paar MCR 101). Later, to study the finishing performance of the medium, microholes are finished with the developed medium. Medium with 35 wt% of abrasive particles had high plasticiser and softener content, which helps in reducing the viscosity of the medium and provides smooth flow of the medium through the openings of the microholes. However, due to the less abrasive content in the medium, its finishing performance is reduced. Higher magnified images of various media clearly show that as the weight percentage of the abrasive particles in the medium increases, the number of abrasive particles available per unit area increases. This improves the finishing performance by shearing more roughness peaks per unit time. However, at 55 wt% of abrasive particle, there are not enough polymer chains in the medium to hold the abrasive particles. Therefore, increasing the weight percentage of abrasive particles beyond a threshold value causes negligible change and later degrades the surface roughness of the workpiece (Figure 11).
Various AFF medium compositions (wt%) prepared for finishing microholes.
S.P.: styrene polymer; Si. P.: silicon polymer; A.P.: abrasive particles; P.: plasticisers; S.: softeners.
It is found from the medium rheological study that a medium with high weight percentage of abrasive particles possesses higher viscosity compared to the medium with lower weight percentage of abrasive particles (Figure 5(a)). Abrasive particles are held between the networks of polymer chains. These abrasive particles provide high resistance to the polymer chain movement during the flow. As a result, the viscosity increases with the increase in abrasive content in the medium. Temperature is one of the vital parameters which influences the medium viscosity and hence its finishing capability. Therefore, the variation of medium viscosity is studied with temperature (Figure 5(b)). As the temperature rises, the polymer chains start moving apart due to the addition of thermal energy at elevated temperatures. This relative motion of monomer polymer chains results in decreased viscosity at high temperature.
Variation of (a) viscosity with shear rate, (b) viscosity with temperature, (c) storage modulus with frequency and (d) loss modulus with frequency.
Dynamic rheology (frequency sweep test) is performed to study the effect of external forces on the abrasive medium (Figure 5(c) and (d)). A medium with viscoelastic properties is developed for performing experiments. As the external force is applied to the medium, a part of the energy is stored, and the remaining is dissipated. The elastic property of the medium is represented by storage modulus, that is, energy-storing capability, while the viscous nature of the medium is represented by loss modulus, that is, energy dissipation capability. The more the shearing of the medium by external forces, the more significant is the amount of energy stored in the medium. During the frequency sweep test, the medium is deformed by the external sinusoidal forces. These forces are given in the form of shearing oscillations with a constant percentage of strain amplitude. As the amplitude of oscillation goes from zero to maximum, the polymer chains shear from their initial state. At higher frequency, the number of shearing oscillations per unit time increases. As a result, the shear rate of the medium increases, and more is the stretching of the polymer chains. Therefore, at higher frequencies, more amount of energy is added to polymer chains compared to lower frequencies. Thus, the storage modulus of the medium increases with the increase in frequency (Figure 5(c)).
Results and discussion
The primary aim of conducting experiments is to study the finishing performance of the developed medium. Also, to obtain the most effective ranges of the AFF process input parameters, the optimum value of output response is obtained. The effect of significant AFF process input parameters (extrusion pressure, number of AFF cycles, abrasive particle size and weight percentage of abrasives in the medium) on output response, namely, percentage change in surface roughness, % ΔRa, is presented in the following section.
Extrusion pressure
The magnitude of finishing forces is greatly influenced by the extrusion pressure. The magnitude of finishing forces increases with the increase in extrusion pressure. It is observed from the rheological study that as the shear rate increases, energy stored in the medium increases (Figure 5(c)). During AFF experiments, medium is sheared at a high rate at an increased magnitude of extrusion pressure. Thus, the amount of energy stored in the base polymer of the medium increases, which is transferred to the abrasive particles as finishing forces. With an increase in the finishing forces, abrasive particle indent into the workpiece surface to a greater depth. As a result, the amount of material removed in a given number of AFF cycles increases and surface roughness improvement occurs at a high value of extrusion pressure (Figure 6).
Variation of the percentage change in surface roughness of the microhole with extrusion pressure (six cycles, # 400, 35 wt% abrasive particles).
The initial unfinished surface is too rough because of the recast layer along with solidified spheroids on the machined surface. These spheroids are loosely bonded to the workpiece surface (Figure 7(a)). As the magnitude of extrusion pressure increases, the force ratio (FR/FA) increases, which helps in effective removal of the metal spheroids. However, compared to the parent material, the recast layer is hard. This is due to the carbon entrapment from the oil dielectrics used during the micromachining by the EDµM process. This results in the formation of the carburised layer on the workpiece surface. 4 It is found from the experimental study that increasing the extrusion pressure mainly results in the removal of metal spheroids. However, there is negligible removal of the hard recast layer. Surface improvement occurs at a considerable rate up to 4 MPa extrusion pressure (Figure 7(b) and (c)). During the AFF process, thermal energy is gained by the medium due to the friction between the workpiece surface and the medium. At higher value of extrusion pressure (beyond 4 MPa), flow rate of the medium through the microhole increases. As a result, thermal energy generated per unit time increases. The generated thermal energy is carried by the medium, which elevates the medium temperature. As a result, the viscosity of the medium decreases at elevated temperature (Figure 5(b)). Thus, the effect of an increase in finishing force due to increased extrusion pressure is nullified by the decrease in viscosity. Hence, the final Ra obtained remains constant beyond 4 MPa (Figure 7(d)). Furthermore, to remove the hard recast layer, other AFF input parameters and finishing medium are varied in the following sections.
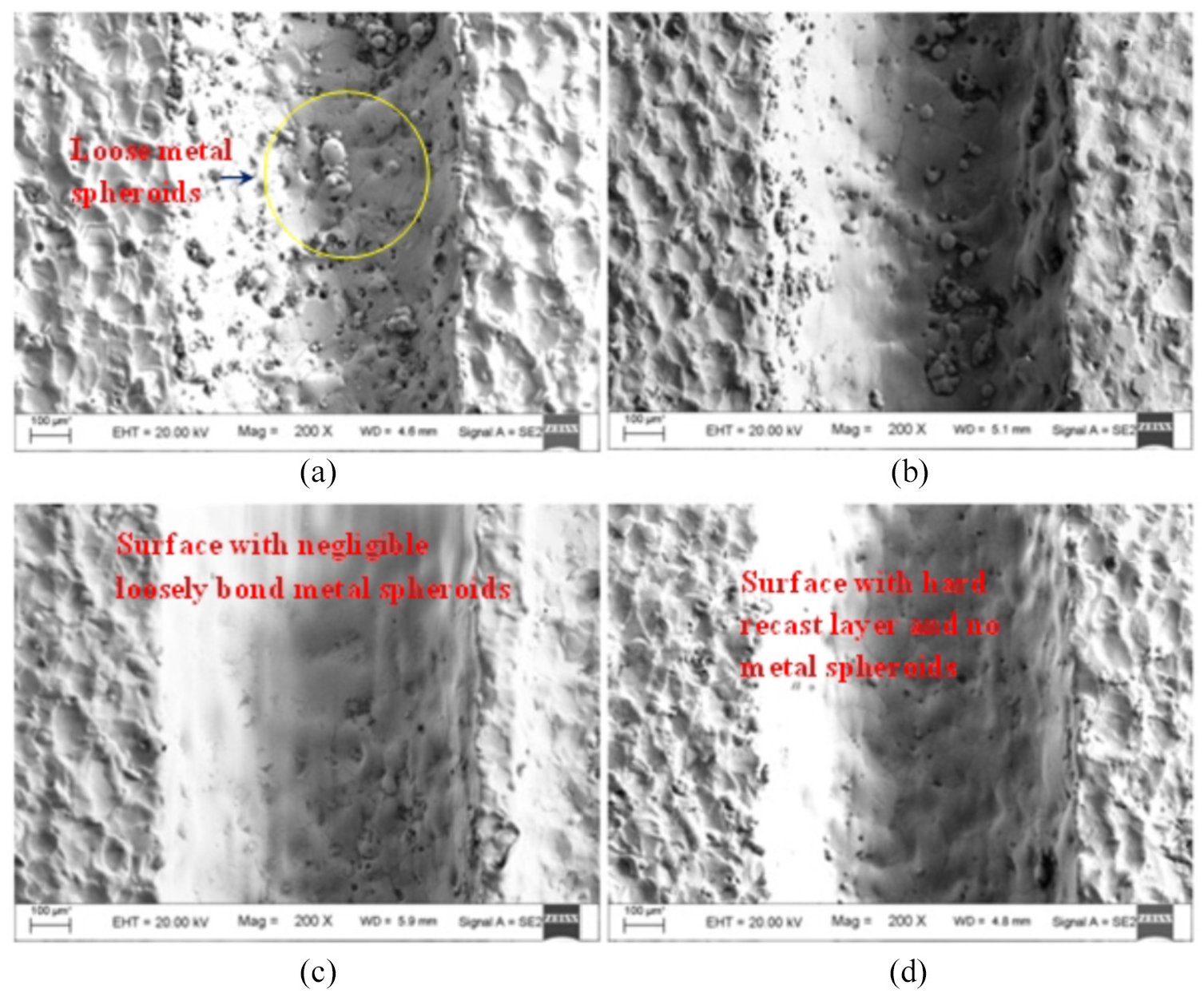
Microhole surface topography at different extrusion pressures: (a) initial (Ra = 1.47 µm), (b) 3 MPa (Ra = 1.03 µm), (c) 4 MPa (Ra = 0.69 µm) and (d) 5 MPa (Ra = 0.65 µm) (six cycles, # 400, 35 wt% abrasive particles).
Number of AFF cycles
As the number of AFF cycle increases, the number of interactions between the surface roughness peaks and the abrasive particles increases. This results in an improvement in surface roughness, which is indicated by an increase in % ΔRa (Figure 8). Workpiece surface topographic images show that during the initial AFF cycles, the rate of change of % ΔRa is high compared to later AFF cycles. Beyond six AFF cycles, there is very less or no improvement in the surface roughness. This is because loosely held metal spheroids and recast layer are easily removed by the abrasive particles in the initial cycles.
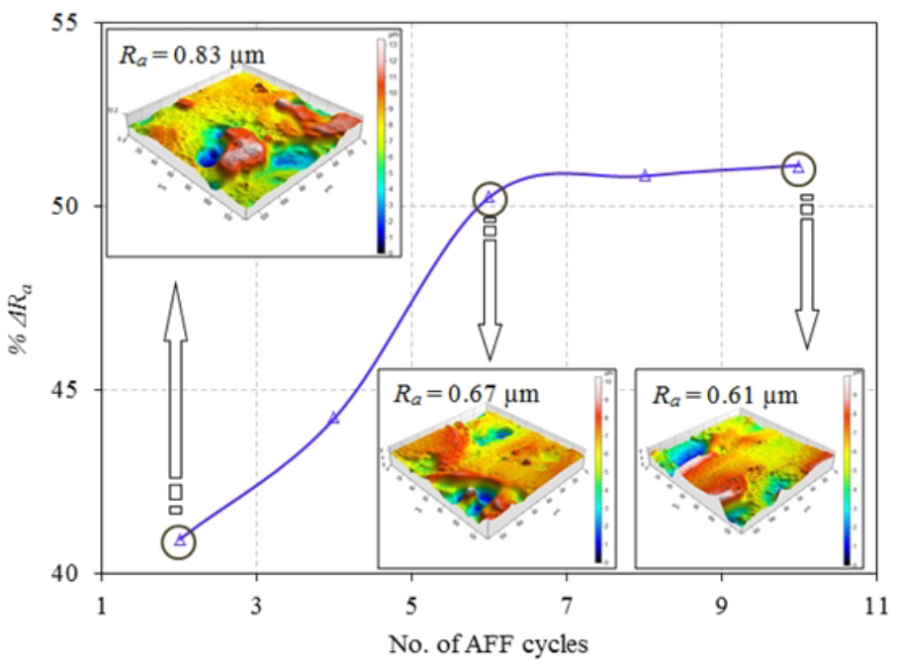
Effect of number of abrasive flow finishing cycles on percentage change in surface roughness of the microhole (4 MPa, # 400, 35 wt% abrasive particles).
Hard surface roughness peaks left behind after the initial AFF cycles provide high resistance to the abrasive particles during the shearing process. This high resistance is not overcome by the abrasive particles under current AFF input parameter value in combination with the given medium. Thus, there is no or very minimal surface roughness improvement at the higher number of AFF cycles.
Mesh size of abrasive particles
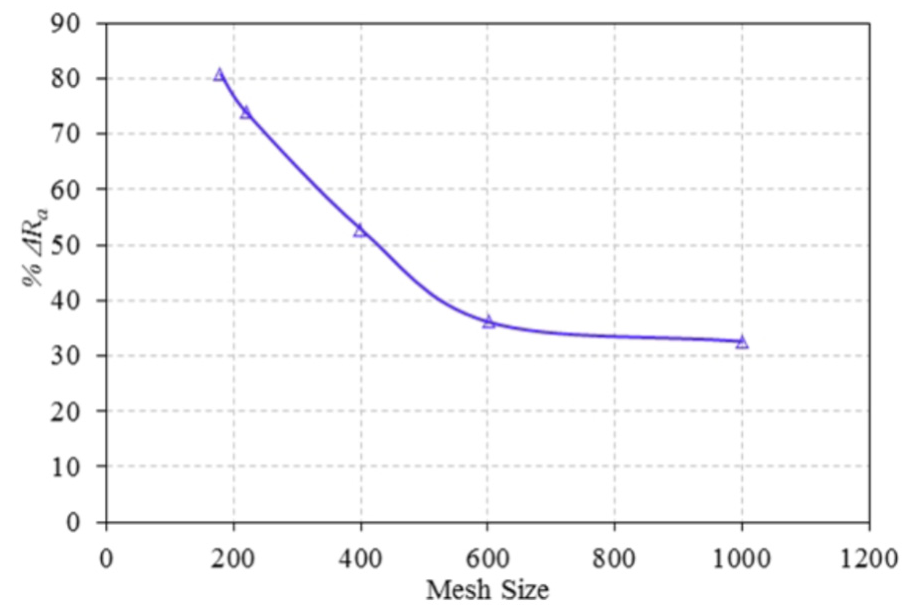
Hard recast layer is not removed by changing the extrusion pressure and the number of finishing cycles. Therefore, in the next step, medium is optimised for the removal of the recast layer and to obtain nano-finished surface. The higher the mesh size (#), the smaller the abrasive particle and vice versa. Also, the bigger the abrasive particle, the more is the magnitude of finishing forces acting on it. Thus, for a given set of experimental conditions, as the mesh size of the abrasive particle decreases, % ΔRa increases (Figure 9).
Effect of mesh size on percentage change in surface roughness of the microhole (six cycles, 4 MPa, 35 wt% abrasive particles).
As shown in Figure 10(a)–(d), amounts of the recast layer and metal spheroids deposited on the microhole wall decrease for larger abrasive particles. The magnitude of finishing forces applied by the # 1000 abrasive particles is very negligible. As a result, only small amounts of loosely bond metal spheroids are removed by the medium. Hard recast layer provides high resistance to the abrasive particles during finishing, which is not overcome by the # 1000 abrasive particles. Therefore, for the # 1000 abrasive particles, there are no abrasive marks on the workpiece surface (Figure 10(a)). Finishing forces acting on the abrasive particle are increased by using larger abrasive particles. Medium containing # 600 abrasive particles improves the surface roughness by removing almost all the loosely bond metal spheroids. Also, it tries to shear the recast layer, which is indicated by the appearance of the abrasive marks on the workpiece surface (Figure 10(b)). Finishing of microholes with medium containing # 400 abrasive particles produces a surface free from metal spheroids with some shearing of recast layer. However, the workpiece surface still contains a considerable amount of recast layer.
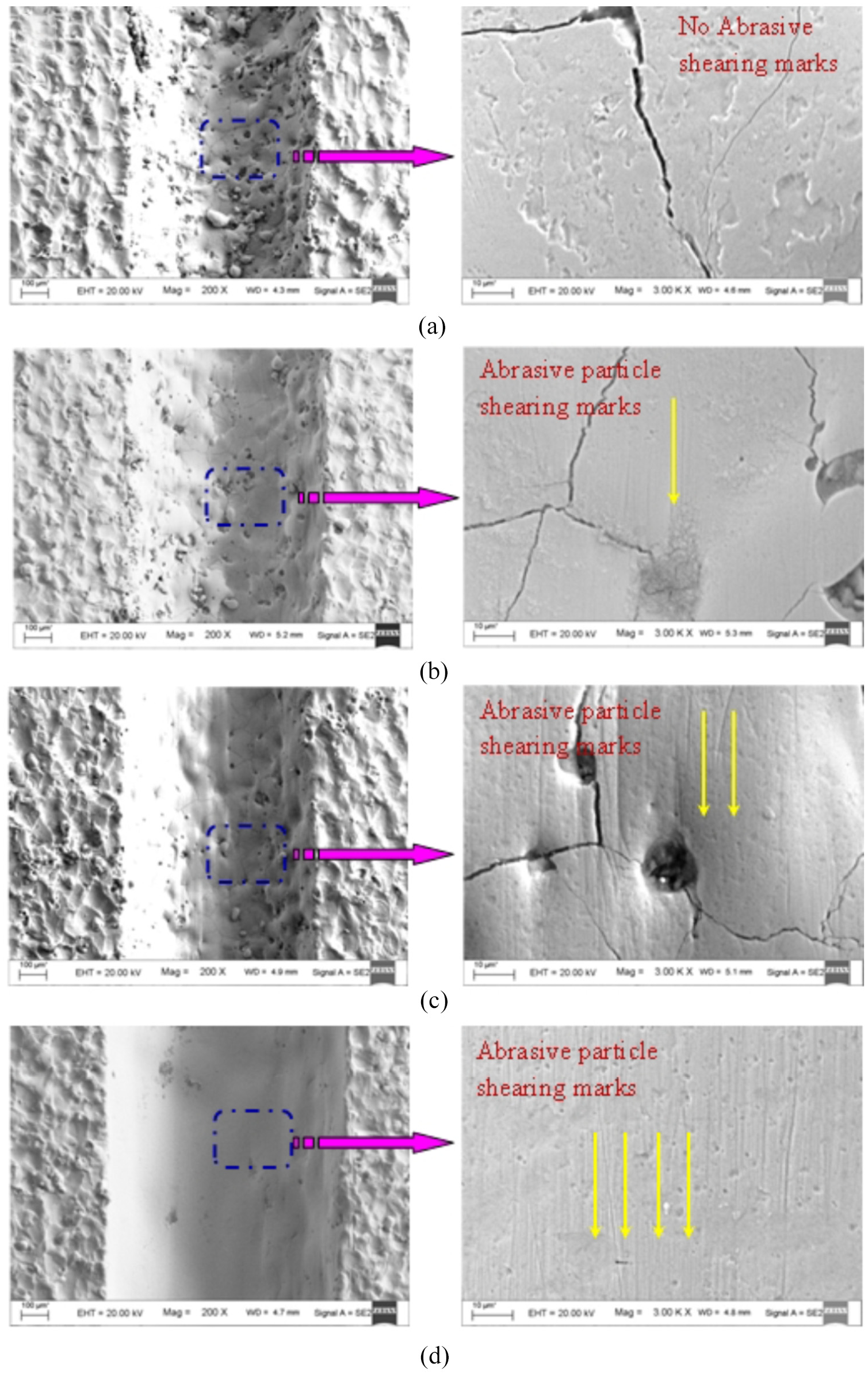
Microhole workpiece surface topography at different mesh sizes: (a) 1000 (Ra = 0.98 µm), (b) 600 (Ra = 0.79 µm), (c) 400 (Ra = 0.66 µm) and (d) 180 (Ra = 0.26 µm) (six cycles, 4 MPa, 35 wt% abrasive particles).
With the increase in the size of the abrasive particle, its cutting edge also becomes bigger. Thus, the bigger abrasive particle with a high magnitude of cutting force indents deeper into the workpiece surface. Therefore, the medium with # 180 abrasive particles is used to improve its finishing capabilities further. It is visible in Figure 10(d) that there is a negligible amount of recast layer left on the microhole surface after finishing of microhole with a medium containing # 180 abrasive particles. The effect of particle size is visible from the abrasive particle shearing marks. Not only abrasive marks increase in number with the decrease in mesh size, but also the depth and width of them increase (Figure 10(a)–(d)). Thus, for a given experimental condition, material removed by the larger abrasive particles is more compared with that removed by the smaller abrasive particles. This results in obtaining a surface with improved surface roughness.
Weight percentage of the abrasive particles
A medium with a higher content of abrasive particles possesses better finishing capabilities compared with a medium having lower abrasive content (Figure 11). There are mainly two reasons for such an observation. As shown in Table 2, at low weight percentage of abrasive particles, the medium is dominated by the plasticiser and softener content. As the weight percentage of abrasive particles increases, more number of abrasive particles per unit time are available in the medium for shearing the roughness peaks. Second, as shown in Figure 5(a), the medium with high abrasive content is more viscous compared to the medium with low abrasive content. Therefore, the medium with high viscosity provides firm back support to the abrasive particle performing the shearing operation. This helps the abrasive particle to effectively and efficiently shear the surface roughness peaks. Increasing the weight percentage of abrasive particles beyond a threshold value leads to a negligible improvement in surface roughness. This is due to the fact that at higher weight percentage of abrasive particles in the medium, there are not enough polymer chains left to hold the increased number of abrasive particles. As a result, the bonding strength of polymer chains to hold the abrasive particles decreases. Therefore, surface roughness improvement is beyond negligible and later decreases the threshold value of the weight percentage of abrasive particles. As can be seen from Figure 12, microhole surface topography indicates that its surface roughness improves as the weight percentage of abrasive particle increases from 30 to 55 wt%. Surface roughness deteriorates with the further increase in weight percentage of abrasive particles beyond 55 wt%. The minimum Ra value achieved at 55 wt% of abrasive particle is 150 nm, which is less compared to the Ra values achieved during finishing of microholes in various studies.24,25,27,32
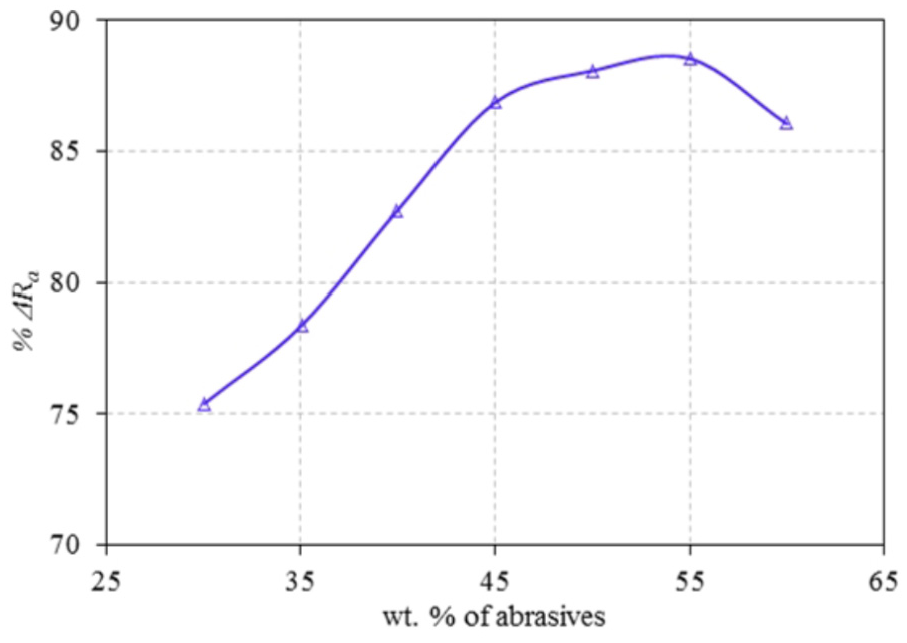
Effect of weight percentage of the abrasive particles in the medium on percentage change in surface roughness of the microhole (4 MPa, # 180, six cycles).
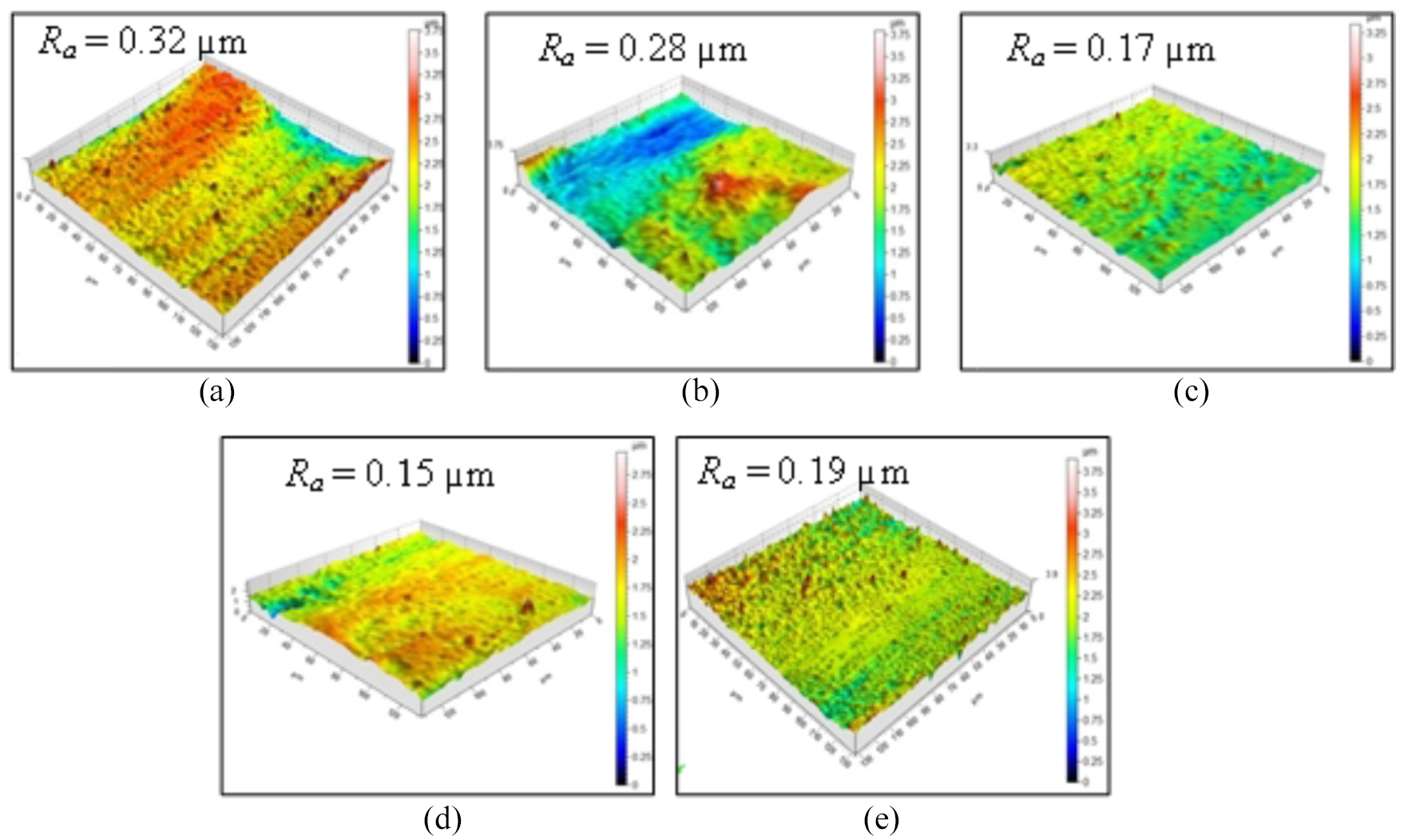
Surface topography images of the microhole surface at various wt % of abrasive particles in the medium at 4 MPa, # 180, six cycles (a) 30 (b) 35 (c) 45 (d) 55 (e) 60.
Material removal mechanism of EDµM surface by viscoelastic abrasive medium
Removal of surface roughness during AFF finishing of macrofeatures in the workpieces is categorised into three ways, namely, microshearing, microploughing or combination of both microshearing and microploughing processes. 42 However, the mode of material removal from the microfeatures during their finishing with AFF process still needs to be studied. The final surface evolution of EDµM holes finished by the AFF can be described in the following stages:
Stage 1: Figure 13(a) shows the initial surface of the microhole after machining into the workpiece using the EDµM process. Due to the inherent characteristics of the EDµM process, initial workpiece surface contains solidified recast layer of the molten material with loosely bonded re-solidified metal spheroids. Thus, the initial EDµM machined has a surface roughness of around 1.40 µm. Re-solidified layer has higher hardness than the parent material. This is mainly due to the reason that molten material traps the carbon atoms from the dielectric fluid (oil) and results in the formation of the carburised surface with high hardness value. 4
Stage 2: At the start of the AFF process, loosely bonded metal spheroids are removed by the abrasive particles (Figure 13(b)) and the surface roughness of the microhole decreases to about 0.70 µm. Thereafter, recast layer is removed by the abrasive particles at higher values of AFF input parameters. The resulting surface has a roughness value of about 0.30 µm.
Stage 3: Hardness of the recast layers varies due to the non-uniform entrapment of the carbon atoms from dielectric fluid during the EDµM process. Thus, there are few patches of the recast layer that are comparably harder than other parts of the recast surface (Figure 13(c)). These patches of the hard recast layer are removed in two ways. First is by finishing the workpiece with a large number of AFF cycles. The repetitive interaction of the abrasive particle with the surface roughness peaks helps in the surface roughness improvement. Second is by conducting the AFF experiments at high magnitude of extrusion pressure, which results in the increase in finishing forces (FR, FA) acting on the abrasive particles. At high magnitude of finishing forces, the abrasive particles effectively remove the leftover patches of the hard recast layer. After finishing the microholes through the AFF process, the final workpiece surface is free from any recast layer and is having a surface roughness of 0.15 µm (150 nm).
Stage 4: Sometimes, at large number of AFF cycles or high magnitude of extrusion pressure, abrasive particle creates deep shearing marks on finished surface (Figure 13(e)). As a result, final surface roughness of the workpiece deteriorates. Thus, there is always a threshold value of the achievable surface roughness beyond which the surface roughness deteriorates. Also, surface morphology images of the workpiece surface show the sharp shearing marks of the abrasive particle (Figure 13(d)), thus confirming that the mode of material removal during the current set of AFF experiments is by the microcutting process.
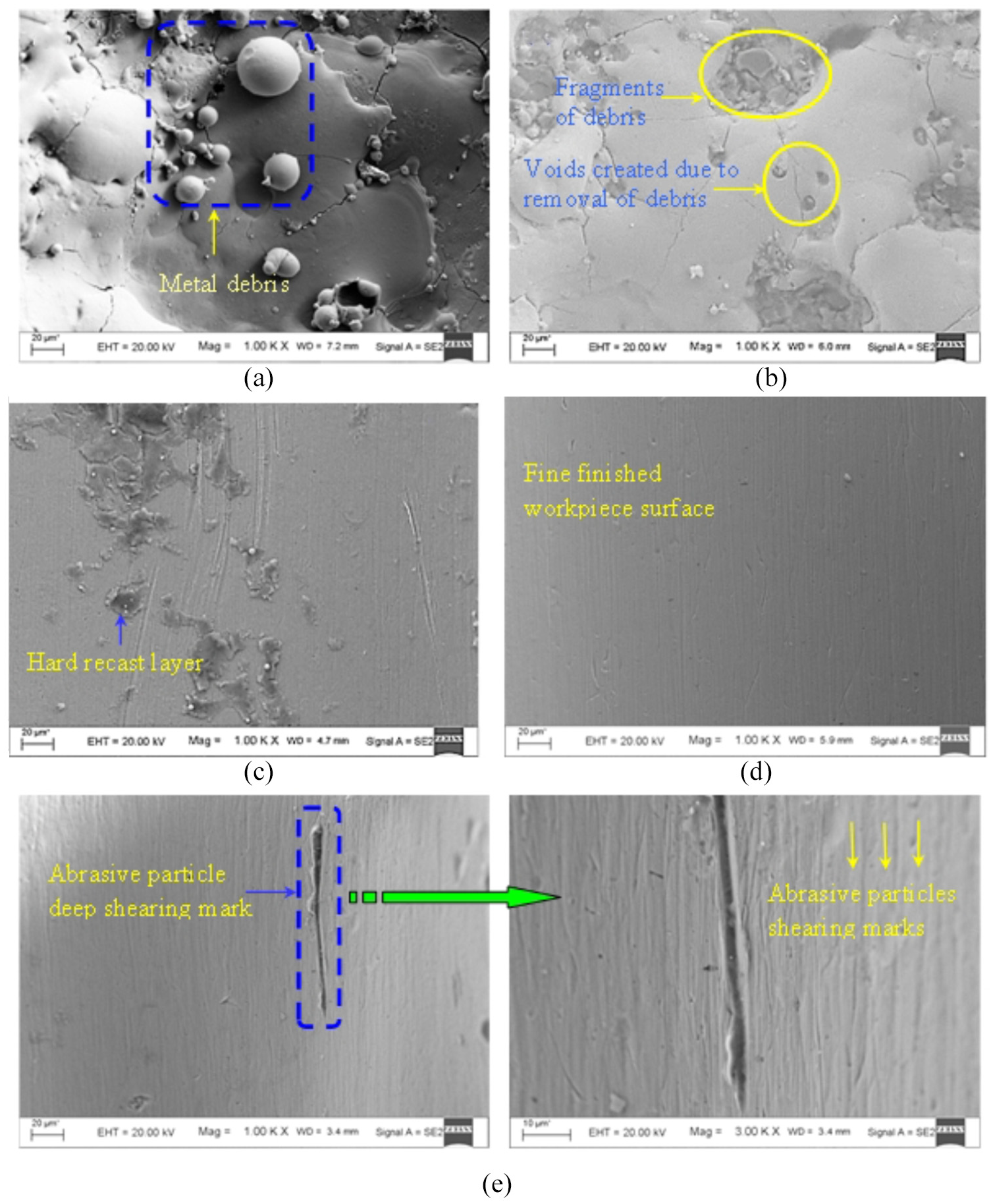
Surface topography of the electric discharge micro-machined microhole surface at various stages during the abrasive flow finishing process (# 180, 4 MPa, 55 wt% abrasive particles): (a) initial, (b) surface with almost removed metal spheroids (one cycle), (c) surface with hard recast layer (four cycles), (d) finished surface (six cycles) and (e) surface with deep scratches (eight cycles).
In order to observe the effect of the AFF process on the edge of the microholes, the edge morphology is studied. Figure 14 shows the edge morphology of the microhole before and after the AFF process. The microholes are machined using the EDµM process, which results in the formation of recast layer and metal spheroids. These are shown on microhole edge in Figure 14(a). Recast layer makes the edge rough and affects the roundness of the fabricated microholes. After finishing of the microhole surface using the AFF process, the recast layer along with the metal spheroids is removed (Figure 14(b)). This remarkably improves the roundness of the microholes.
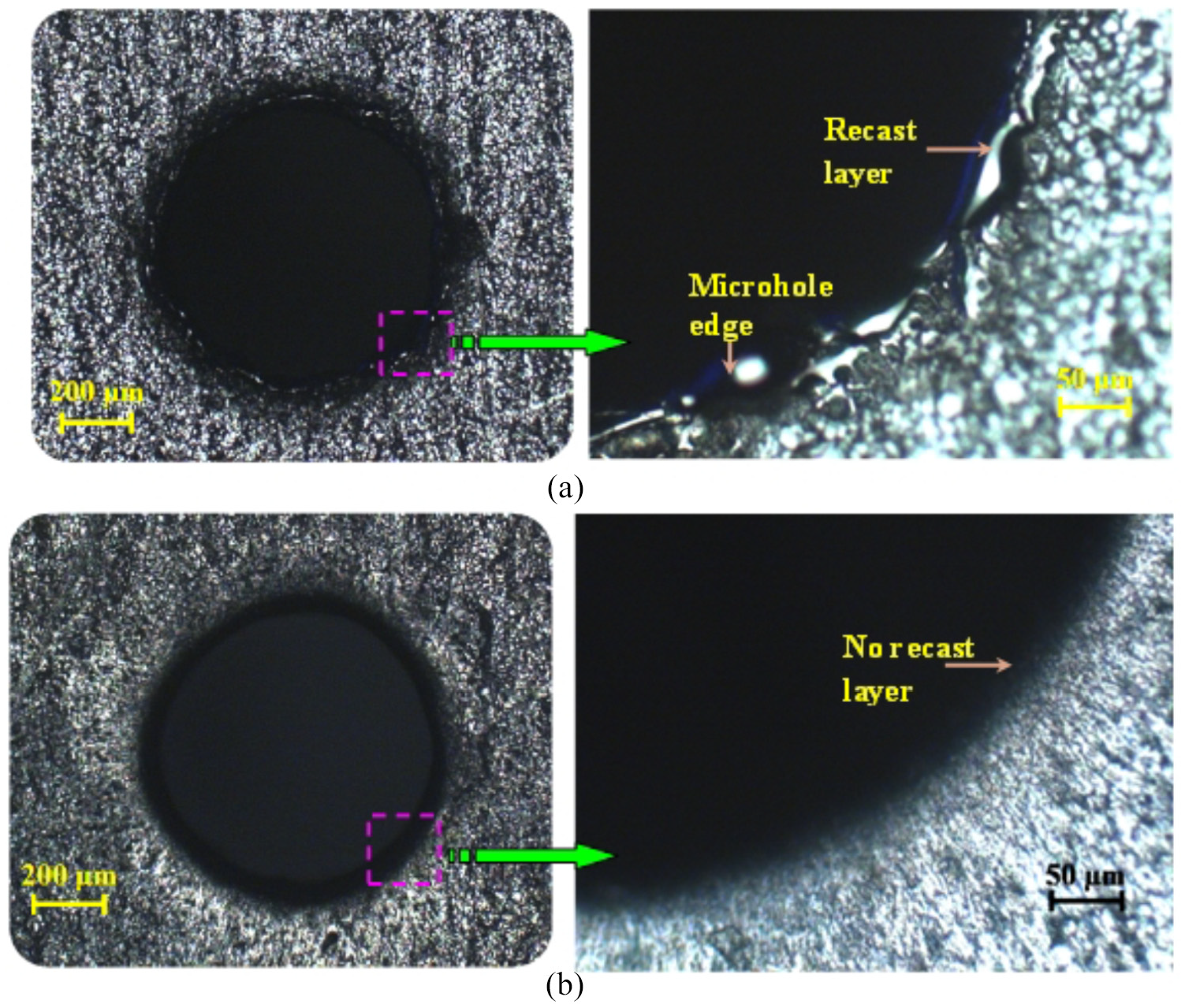
Microhole edge morphology during the processing by the AFF process (a) initial and (b) final (six cycles, # 180, 4 MPa, 55 wt% abrasive particles).
Microhole surface along the length is too rough due to the presence of re-solidified molten material (recast layer) formed and metal spheroids during the EDµM process (Figure 15(a)). The recast layer elemental composition is different compared with the parent material, which might react with the interacting materials during practical applications. For example, drug-eluting stents (DES) deliver the drug to the point of cure at the specified rate. If the microholes are drilled by the EDµM process, the wall surface is too rough and the elemental composition is different. There is a big chance of drug trap in the valleys of the rough surface for a prolonged time. This might cause chemical interaction and contaminate the drug. Along with it, the loosely bonded re-solidified spheroids on the EDµM surface can also dislodge and travel along with the drug. Finished microholes by the AFF process (Figure 15(b)) with no recast layer and metal spheroids will result in smooth drug delivery with no/minimal contamination.
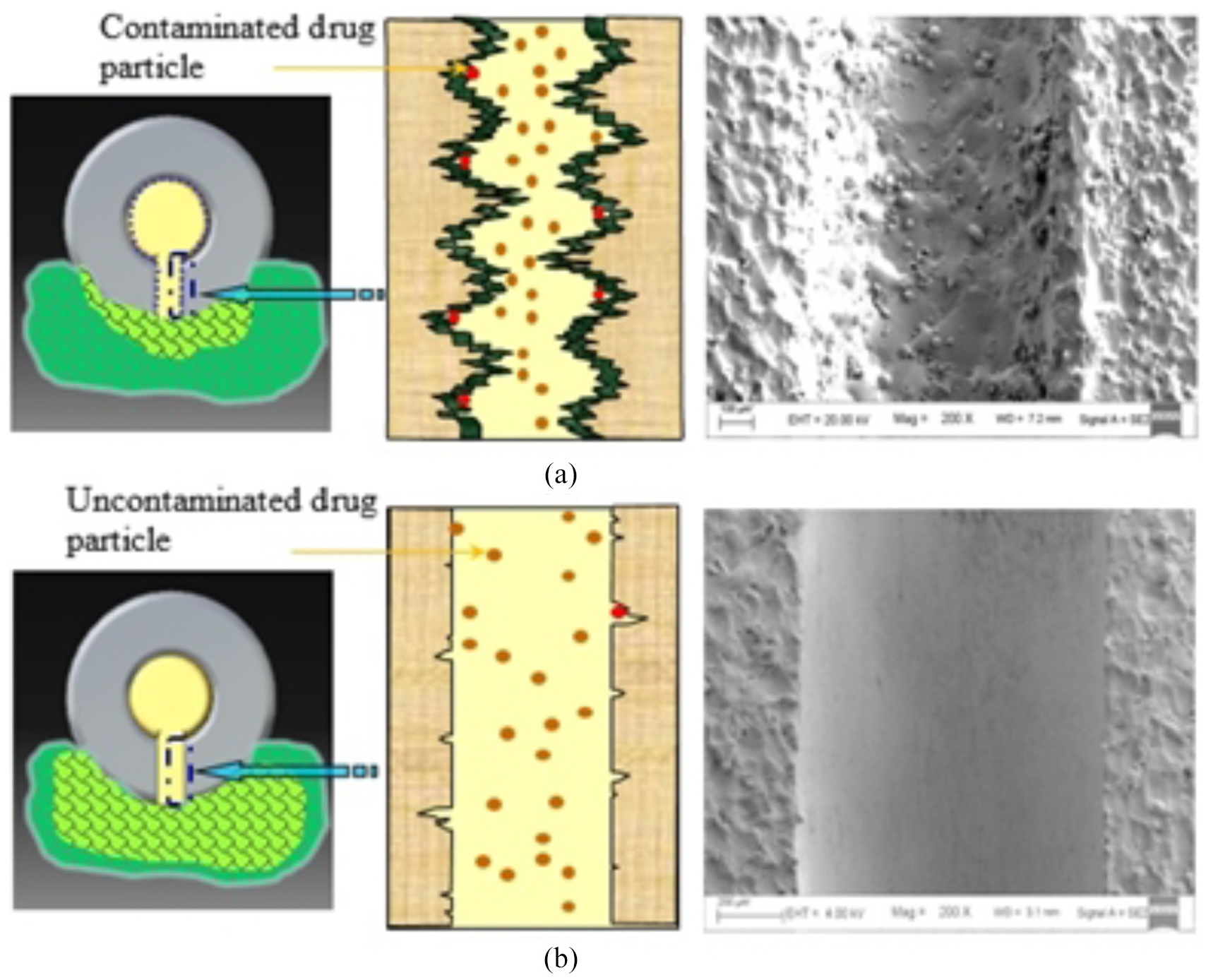
Surface morphology images of the workpiece: (a) initial workpiece surface and (b) finished workpiece surface (six cycles, # 180, 4 MPa, 55 wt% abrasive particles).
Conclusion
In this article, an economic medium is developed for finishing of microfeatures, and its rheological study is carried out. Later, to study the efficiency of the developed medium, finishing of microholes is performed. Experiments are carried out to obtain the ranges in which various AFF input parameters are most effective in terms of improvement in surface roughness. Results obtained in this article can serve as the technological base for further development of the AFF process for the finishing of various microfeatured components. After conducting the experimental study, the following important conclusions are made:
The AFF process successfully finishes the microholes machined on the SS 316L workpieces. In-house developed AFF medium performs effectively during finishing of microholes.
Improvement in surface roughness occurs up to 4 MPa of extrusion pressure, beyond which it shows very minimal improvement.
% ΔRa increases at a considerable rate during the initial AFF cycles. Beyond six AFF cycles, the recast layer provides high resistance to the abrasive particles during its shearing. Therefore, change in % ΔRa is negligible beyond six AFF cycles.
Mesh size of the abrasive particle shows a dominant effect on surface roughness. % ΔRa increases from 32.58% to 80.72% by changing the abrasive particle mesh size from #1000 to #180.
Increasing the weight percentage of the abrasive particles in the medium improves its finishing efficiency.
The minimum surface roughness of 150 nm with a % ΔRa of 88.53% is obtained after finishing of microhole with the AFF process. The corresponding input process parameters are 4 MPa extrusion pressure, six AFF cycles and medium with 55% of abrasive particle content.
Surface morphology shows that the finished microhole walls are free from any recast layer and metal spheroids.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The authors are thankful for the financial support provided by Indian Institute of Technology Guwahati (Project Number: SG/ME/P/MRS/01), Board of Research in Nuclear Sciences (Project Number: ME/P/MRS/02), Department of Science and Technology for their Technology Systems Development Programme (DST/TSG/AMT/2015/619), Defence Research Development & Development Laboratory (CARS Project), Department of Electronics & Information Technology and Fist project (SR/FST/ETI-244/2008).