
Abstract
Laser-assisted machining is a widely used technique for preheating workpiece to reduce cutting forces and promote machinability in metal machining, thereby enhancing manufacturing quality and productivity. In setting laser-assisted machining parameters, the current practice typically relies on trial-and-error approaches. The uncertainties thereof could lead to adverse outcomes in product manufacturing, thus negating the potential benefits of this machining method. A clear understanding of workpiece thermal behaviour under laser spot heating is pivotal to developing a systematic basis for determining required preheating levels and optimised cutting variables for laser-assisted machining. In achieving this, the experimental methods are recognised to be largely impractical, if not tedious, due to instrument limitations and practicality of suitable non-intrusive measuring methods. Conversely, numerical methodologies do provide precise, flexible and cost-effective analytical options, warranting potential for insightful understanding on the transient thermal impact from laser preheating on rotating workpiece. Presenting such an investigation, this article presents a finite volume-based numerical simulation that examines and analyses the thermal response imparted by laser spot preheating on a rotating cylinder surface. On a rotating frame of reference using the ANSYS Fluent solver, the numerical model is formulated, accounting for transient heat conduction into the cylinder body and the combined convection and radiation loses from the cylinder surface. The model is comprehensively validated to ascertaining its high predictive accuracy and the applicability under reported laser-assisted machining operating conditions. The extensive parametric analyses carried out deliver clear insight into the dynamics of thermal penetration occurring within the workpiece due to laser spot preheating. This facilitates appropriate consideration of laser preheating intensity in relation to other operating variables to achieve necessary material softening depth at the workpiece surface prior to setting out on the subsequent machining process. Building upon the data generated, a practically simpler and cost-effective preheating parametric predictor is synthesised for laser-assisted machining using neural network principles incorporating the Levenberg–Marquardt algorithm. This predictive tool is trained and verified as a practical preheating guide for laser-assisted machining for a range of operating conditions.
Keywords
Introduction
In laser-assisted machining (LAM), a laser spot beam is applied to preheat the rotating (or moving) workpiece surface in advance of the cutting tool. This localised heating intends to create sufficient thermal penetration into the workpiece and reduce material yield stress up to the cutting depth, thus improving ductility and reducing cutting forces. With material ‘softening’ in the cutting region, tool vibration is lessened, thus resulting in better product surface finish and dimensional tolerances while prolonging tool life. These benefits of LAM are essentially derived through appropriate levels of preheating, where inadequate application would give rise to excessive cutting temperatures, imparting adverse changes to surface microstructure while over preheating would irreversibly compromise workpiece strength.
For harnessing preheating benefits, a clear understanding of the thermal penetration into the workpiece is essential, allowing accurate determination and optimisation of cutting parameters in LAM. However, the scientific investigation of this thermal situation is inherently complex due to highly transient and non-uniform workpiece temperature fields. Therefore, the schema for determining LAM preheating parameters remains grossly underdeveloped and the current practice heavily relies on trial-and-error approaches that bring about operational uncertainties.
The experimental methods provide limited scope for improved understanding on thermal impact from laser preheating on workpiece owing to impractical or tedious instrumentation requirements and lack of suitable non-intrusive measuring methods. On the contrary, analytical methods involving appropriate numerical modelling processes offer high precision and flexibility to accommodate mechanistic complexities and generate accurate parametric predictions in a cost-effective manner, thus leading to formulation of a systematic foundation for LAM.
Literature on LAM reports some limited research attempts that consider the classic heat transfer problem of point source performing surface heating on a rotating cylinder and heat dissipation to the ambient by combined modes of heat transfer. In these, Gecim and Winer 1 applied an integral transformation technique to analyse the steady-state thermal behaviour of a rotating cylinder, subjected to a moving heat source and convective heat loss. They obtained the temperature distribution analytically and simplified the analysis by neglecting axial and circumferential conduction and assuming constant thermal conductivity and convective heat transfer coefficient with uniform heat flux. A thermal source term was deployed to represent the frictional heat generated by the cutting tool that increased with the workpiece rotational speed while the cylinder temperature observed to fall due to improved convection. Pioneering experimentation in this field, Pfefferkorn et al. 2 investigated surface temperature of a rotating cylinder heated by a linearly moving laser beam. Using air cooling nozzles to enhance convection, a parametric analysis was performed with shaft dimensions, angular velocity, laser point translational speed, laser power and the laser pointer size. Instead of contact thermocouples for measurements, they utilised a more advanced method of laser pyrometric technique for simultaneous measurement of surface temperature and emissivity of the workpiece, hence examining qualitative and quantitative appraisal of surface thermal behaviour against key operational parameters. Extending this work, Rozzi et al. 3 performed similar experimental measurements to validate their analytical model that accounted for heat transfer modes of conduction, convection and radiation. This model assumed constant thermal properties and deployed empirical correlations for jet impingement cooling. The reported results indicated good matching for surface temperature at various laser power and rotational and translational velocities. Subsequently, Rozzi et al. 4 added a cutting tool to their experiment and considered material removal process with laser heating. A substantial surface temperature rise was observed due to the additional heating from cutting friction. Through simultaneous laser heating and material removal process, this research demonstrated the critical need to achieve softening temperature in the workpiece prior to reaching the cutting tool interface, and the importance of thermal penetration depth as a key aspect of the LAM process.
Thermal behaviour of heated rotating cylinders has been numerically examined as multi-mode transient transfer problems using finite element method (FEM), finite volume method (FVM) and explicit dynamic approaches. Rozzi et al.4,5 developed a numerical model for simulating heat transfer in a rotating cylinder during the LAM process and used their experimental data for validation. This parametric study identified laser power, laser-to-workpiece distance and transitional velocity as the most influential parameters, while the effects from rotational velocity (and radial temperature gradient) were described as marginal. Anderson and Shin 6 highlighted the importance of LAM application for hard-to-machine material such as high-nitrogen, nickel-free stainless steels and conducted an experimental investigation to determine the parametric map of machining enhancement. They also performed a microstructure analysis and indicated how far from surface the material remains intact and hence raised the importance of achieving informed and controlled temperature profile towards core area. Samanta et al. 7 experimentally studied the influence of micromachining LAM operation on cutting force and residual stress in Inconel 625 samples. The results show reduction in cutting force (by 25%) and increase in normal compressive residual stress (up to 50%), which reveals combined favourable and adverse effect. This could potentially set a trade-off pattern to be optimised for each material, dimension and heating intensity where the key input is an accurate three-dimensional temperature profile. Sun et al. 8 showed that not only the LAM preheating assists material softening and accordingly reduces the cutting forces but also such effectiveness could be correlated with surface front temperature and optimised. As a demonstration, they determined an optimised range of surface temperature for Ti-6Al-4V, suggesting a minimised cutting force and thermal damage to the cutting tool. Shi et al. 9 developed a three-dimensional FEM model for investigating an Inconel 718 rotating cylinder, which is being heated by a laser source and tool–chip interface friction. They simulated the laser beam as a moving heat source, calibrating it with the experimental values. The numerical validation was performed by comparing workpiece temperature at various feeding rates and cutting speeds. This numerical model was used for the investigation of plastic deformation due to combined thermal and mechanical stresses, and the predictions were made for LAM operation.
Based on FVM through FLUENT software package, a simulation model was attempted by Abdulghani et al. 10 for analysing a rotating cylinder subjected to a localised laser heat source with Gaussian distribution function (DF). The study examined the influence of laser power, laser scanning and rotational speed on machining parameters for AISI51 50H steel. This work has clearly identified the simulation possibility for modelling the transient thermal problem associated with heated rotating cylinders. Nonetheless, the model validation was limited to data at low rotational velocity (6 r/min), hence comprehensive analysis could not be performed.
Thermal modelling with rotational workpiece poses considerable numerical complexities and challenges. In technically overcoming these, LAThEM approach (LAser THErmal Modelling, a methodology developed by the University of the Basque Country) has been considered, which converts the combined workpiece rotational and transitional velocities into equivalent single linear motion. Numerical simulation is then performed using the transient conduction equation on a flat workpiece with reduced complexities. Arrizubieta et al. 11 also reported an extended numerical study on a heated rotating cylinder developed using LATHEM methodology albeit with simplifying assumptions. The LATHEM approach essentially converts the combined rotational and transitional velocity of workpiece into equivalent single linear motion and solves the transient conduction equation on a flat workpiece with reduced complexities. With satisfactory validation using experimental data, this work concluded that this approach and the assumptions are extendable for analysing rotating cylinder pre-heated behaviour in LAM.
Table 1 summarises the current significant studies involving rotating cylinder and their key contributions in LAM, along with the typical parametric ranges and aspects for further investigation.
Summary of significant LAM studies and key aspects.
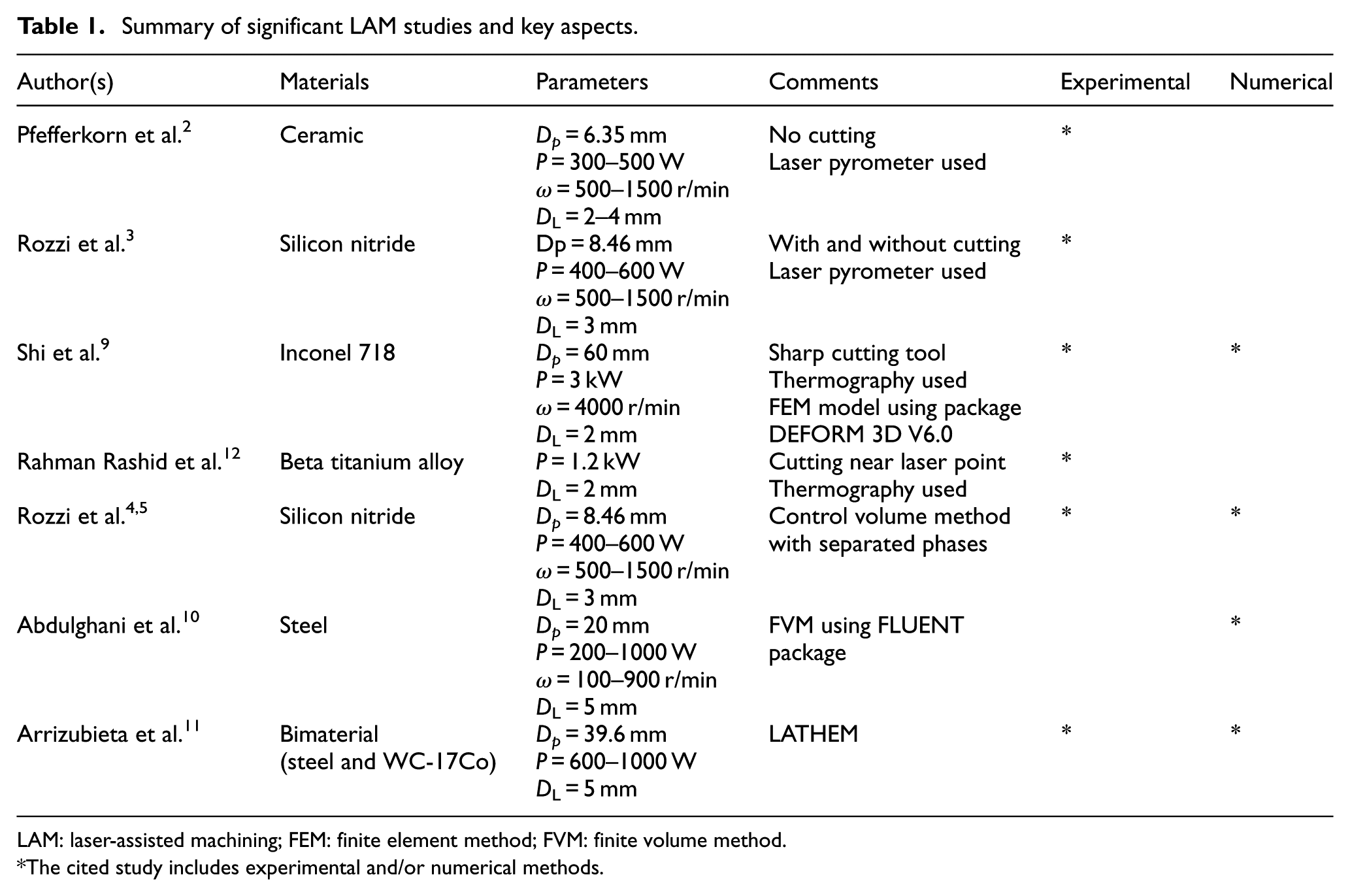
LAM: laser-assisted machining; FEM: finite element method; FVM: finite volume method.
The cited study includes experimental and/or numerical methods.
The aforementioned review of experimental studies identifies a range of parameters, including material properties, operational conditions and laser characteristics, which contribute to the preheating thermal behaviour of a rotating cylinder due to laser spot heating. Due to the interdependency of these parameters, the experimental investigations provide limited scope for isolating such influences and accurate controlling of the variable. In this respect, numerical modelling offers the flexibility and versatility for a comprehensive analysis, whereby individual parametric effects can be appraised and understood with high flexibility. There have been several reported efforts in developing cost-effective and fairly reliable analytical models, albeit ignoring some key thermal and material aspects. In improving the current knowledge base in this field, this article presents the development of a numerical simulation to describe the preheating thermal behaviour of a rotating cylinder subjected to laser spot as a surface heat source in LAM. The modelling requirements and associated sensitivities are discussed in detail considering parametric variations, followed by validation of the model against the experimental data. The article’s emphasis is on the manifesto of valid numerical modelling and importance of this procedure to obtain not only surface thermal profile (measureable) but also thermal diffusion pattern inside the workpiece, which is crucial for manufacturing and quality assurance. Utilising the thermal computational model (TCM), feasibility and accuracy of the artificial neural network (ANN) model is examined as an alternative to regression. This low-order predictive tool is trained by TCM results and allows fast, cheap (i.e. lower computational resources) and accurate thermal mapping.
Model description
Emulating a typical LAM set-up, Figure 1 schematically illustrates the modelling configuration used for simulating the preheating thermal behaviour of a cylindrical workpiece subjected to laser as a heat surface source in advance of the cutting process. In this, the cylindrical workpiece rotates at angular velocity ω while it is being heated at the surface with a laser spot beam that traverses along the cylinder axis at velocity VT. The combined cylinder rotation and the laser transverse motion impart a unique fluctuating temperature profile that propagates into the workpiece material. The intensity of this thermal penetration dictates the potential degree of ‘thermal softening’ (or increased ductility) achievable in the workpiece, facilitating enhanced LAM process.
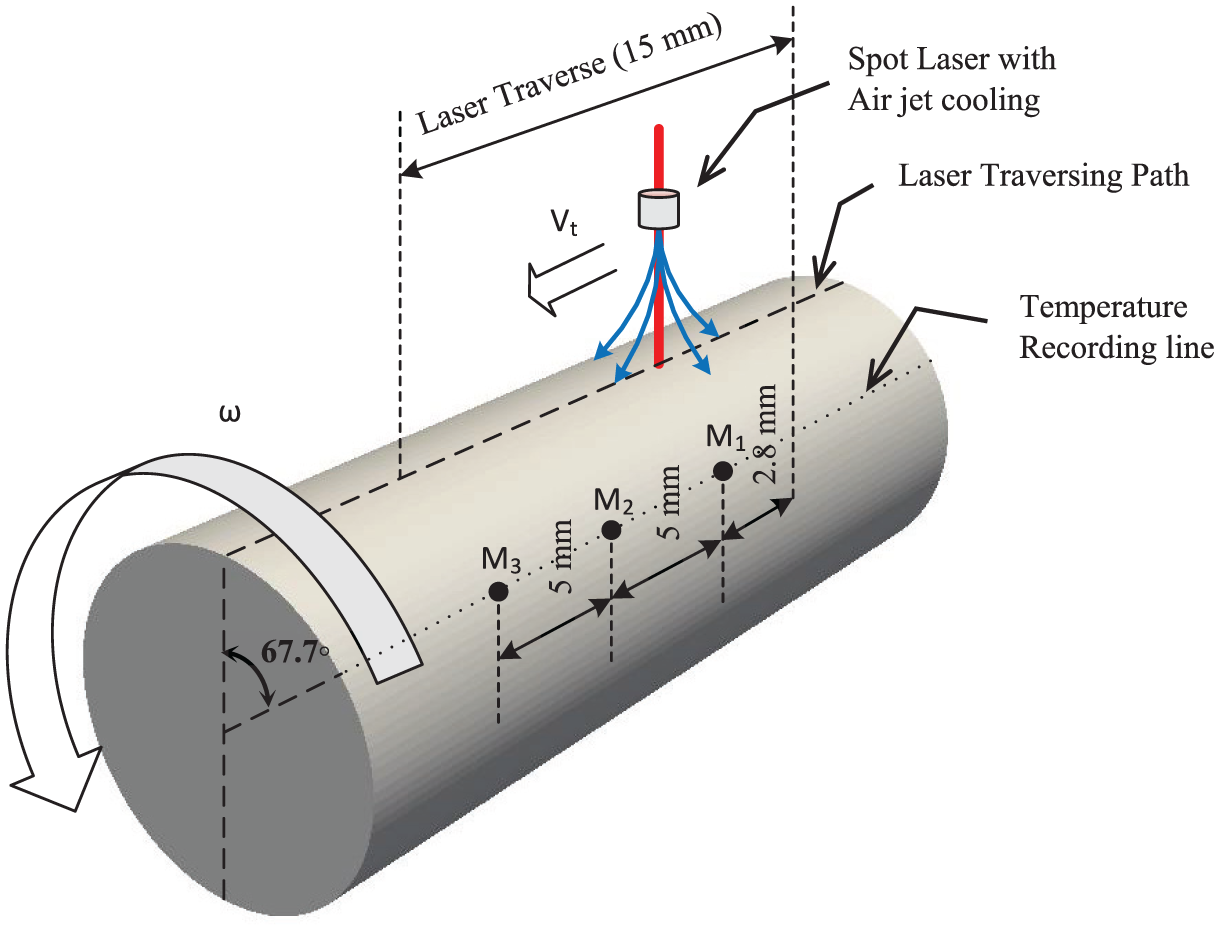
Laser-assisted preheating configuration for the numerical model.
As the intended purpose, the model is set up only to examine the laser preheating requirements for appraising the material softening potential in preparation for the subsequent cutting operation. Hence, the cutting-generated heat is not included in the analysis, allowing the examination of laser preheating thermal behaviour in isolation of the cutting tool integration. As shown in Figure 1, an air jet impingement system is also incorporated in the modelling to regulate excessive local temperature build-up in the vicinity of the laser projection area. The modelling parameters of laser properties, cylinder dimensions, cutting variable and temperature recording locations are chosen to match those of a previous experimental study, 3 allowing model validation and sensitivity analysis against the known data. The temperature recording points (M1–M3) are evenly spaced along a surface line at 67.7° clockwise of the laser traversing path. Prior to laser heating, the initial workpiece temperature is assumed to be uniform and equal to the ambient temperature. In the subsequent thermal process, the modelling accounts for the radiative heat absorption over the laser spot, the combined convective and radiative surface heat losses from the entire workpiece surface and the cooling influence from jet impingement.
Simulation methodology
The numerical simulation is required to study transient thermal behaviour of a rotating cylinder heated by a laser beam as a heating source and exposed to air as the coolant. The process surface behaviours which include absorption, reflection and forced convection (as a result of rotation) are considered as boundary conditions while heat diffusion across the rotating geometry is simulated. This problem has various numerical and physical sensitivity issues that are crucial for obtaining valid results.
Finite volume solver
The numerical analysis is developed using a three-dimensional finite volume (FVM) framework and the ANSYS Fluent platform, 13 recognising their advantages as a computational scheme. The FVM is more robust in handling conservation equation and energy diffusion with embedded heat sources. Moreover, it warrants the use of single rotating reference frame (SRF), as required in modelling the workpiece rotation and complex temperature-dependent formulation involving combined convective and radiative thermal boundary condition. Apart from the numerical accuracy and robustness, ANSYS Fluent is utilised for its ease of implementation, solver compatibility with other multi-physics platforms (Finite element modules for thermostructural behaviours) and the code versatility in customisation.
Governing equations
In the simulation, the computational domain is limited to the rotating cylinder of which the surface heat dissipation is treated as boundary conditions, hence eliminating the advection term in the energy equation. The rotating cylinder absorbs heat through the laser-exposed surface area and loses heat by convection and radiation to the ambient. These thermal mechanisms and their associated parameters, such as heat transfer coefficient and emissivity, are surface temperature dependent. Therefore, they present more complicated modelling requirements than pure heat diffusion in a rotating domain. For accommodating this unique transient behaviour, the numerical model is developed and solved by considering three-dimensional conduction equation in a solid domain with a diffusion equation in an SRF as follows

where
Laser spot heating
Laser heating is modelled as a volumetric heat generation source applied over the projected laser spot on to the rotating cylinder surface. For solution stability and convergence, the cylinder surface is treated as a boundary wall with non-zero thickness, where the volumetric source term is included. The mean laser intensity is correlated as the laser power spread over the total laser spot area.
The indicated power of the laser device is its beam energy level at emission from the source. During transmission, the laser beam inevitably loses some percentage of energy dispatched on to the cylinder surface. This is accounted for by transition coefficient (

where P is the laser power,
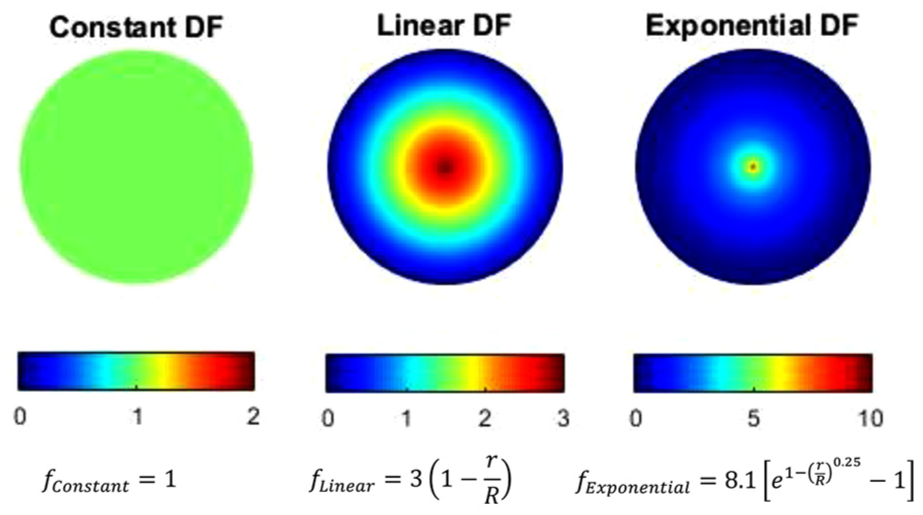
Normalised laser distribution functions for the numerical model.
Convective heat fluxes
Three convective heat flux terms are considered in the model to represent the experimental arrangement. 3 They are as follows: jet cooling around the laser spot, convective heat loss from the cylindrical surface and the convective loss from the cylinder ends. For complying with the experimental data, 3 the model includes jet cooling over the laser spot area. This jet cooling effect is estimated empirically using the correlation proposed by El-Genk et al. 14 and used in the study by Rozzi et al., 3 where hj = 3200 W/m2 K for Rej = 15,900 and H/D = 10. The local convective heat transfer coefficient at the cylinder surface is evaluated from the correlation 15 given by the following equation

where Grashof number is determined based on the local mean film temperature. The local convective heat transfer coefficient at cylinder ends is obtained by considering convection from rotating discs and using the correlation 12 given by the following equation

In these correlations, the properties of air are evaluated with respect to the local film temperature, calculated by assuming ambient temperature to be constant at 300K. Depending on the range of operating parameters mostly decided by
Radiative heat flux
The radiative heat flux is computed assuming shape factor to be one and using the expression given by the following equation

In this, the emissivity is generally sensitive to the cylinder surface temperature. The measurement of emissivity through pyrometer tests indicates the maximum uncertainty to be 15% (mostly in high temperature) for silicon nitride, 3 which is the workpiece material used for validation. In the model, equation (5) is used as a dynamically adjusting boundary condition in combination with convective mode and a constant ambient temperature of 300 K.
Modelling set-up considerations
The FVM developed needs to conform to some critical requirements in order to achieve converging, stable and valid simulation. In spite of the advection term being absent, the transport equation is theoretically prone to be unbound and leads to truncation errors. With low-order discretisation scheme (first order upwind) or insufficient mesh refinement, numerical instability is readily observed as a consequence of large spatial and temporal gradients across the domain that could force the solver into a rapid divergence. Therefore, grid generation was initially set through a global estimation of relative truncation error (as a function of average grid spacing). Accordingly, further grid refinement was applied on domain boundaries to include sufficient resolution for effective management of laser intensity profile and convection heat loss over the curved cylindrical surface.
Application of large energy heat source over a small area of the laser spot at the boundary gives rise to high spatial temperature gradients that leads to mesh-oriented nonlinearity. In avoiding such issues, the radial mesh resolution is increased towards the curved cylindrical surface. These refinements are applied across five layers of cells for smoother transition, starting from a coarser distribution in the centre core. The sensitivity arising from the ratio of angular mesh resolution to rotational velocity has also been considered as a temporal criterion for grid generation. In this, the refinement was kept at not less than 1° angular refinement and within 0.1 mm for laser movement. The final mesh consists of 858,231 hexagonal cells. Temporal refinement of 0.01 s is applied for the cases investigated, giving sufficient robustness even for the maximum Courant number (based on heat flux estimations) due to the implicit time scheme utilised. QUICK formulation is used for spatial discretisation of energy equation with a second-order implicit temporal discretisation. Discretisation scheme of higher than first-order accuracy is necessary for both convergence and validity. The material properties (silicon nitride with ρ = 3440 kg/m3, cp = 110 J/kg K, k = 15 W/m K) and the operating parameters were chosen to match those of the experimental conditions in the study by Rozzi et al., 3 warranting subsequent validation.
Results
Temperature contours and thermal penetration
The SRF-FVM model developed is utilised to simulate the transient thermal behaviour of a rotating cylinder heated by a spot laser beam, for the cases defined by the dimensions indicated in Figure 1.
Figure 3 typically illustrates the thermal response of a rotating cylinder heated by a spot laser beam. In this, the temperature contours are provided for the (a) outer cylindrical surface, (b) mid-plane through cylinder axis and (c) cylinder mid-span cross section over three time steps of 1, 3 and 5 s. This visualisation clearly indicates the insightful information on the transient thermal behaviour of the spot-heated cylinder and the analytical benefits from a full-scale numerical simulation that are otherwise impossible to obtain from experimental methods, particularly the temperature profiles within the body of the cylinder.
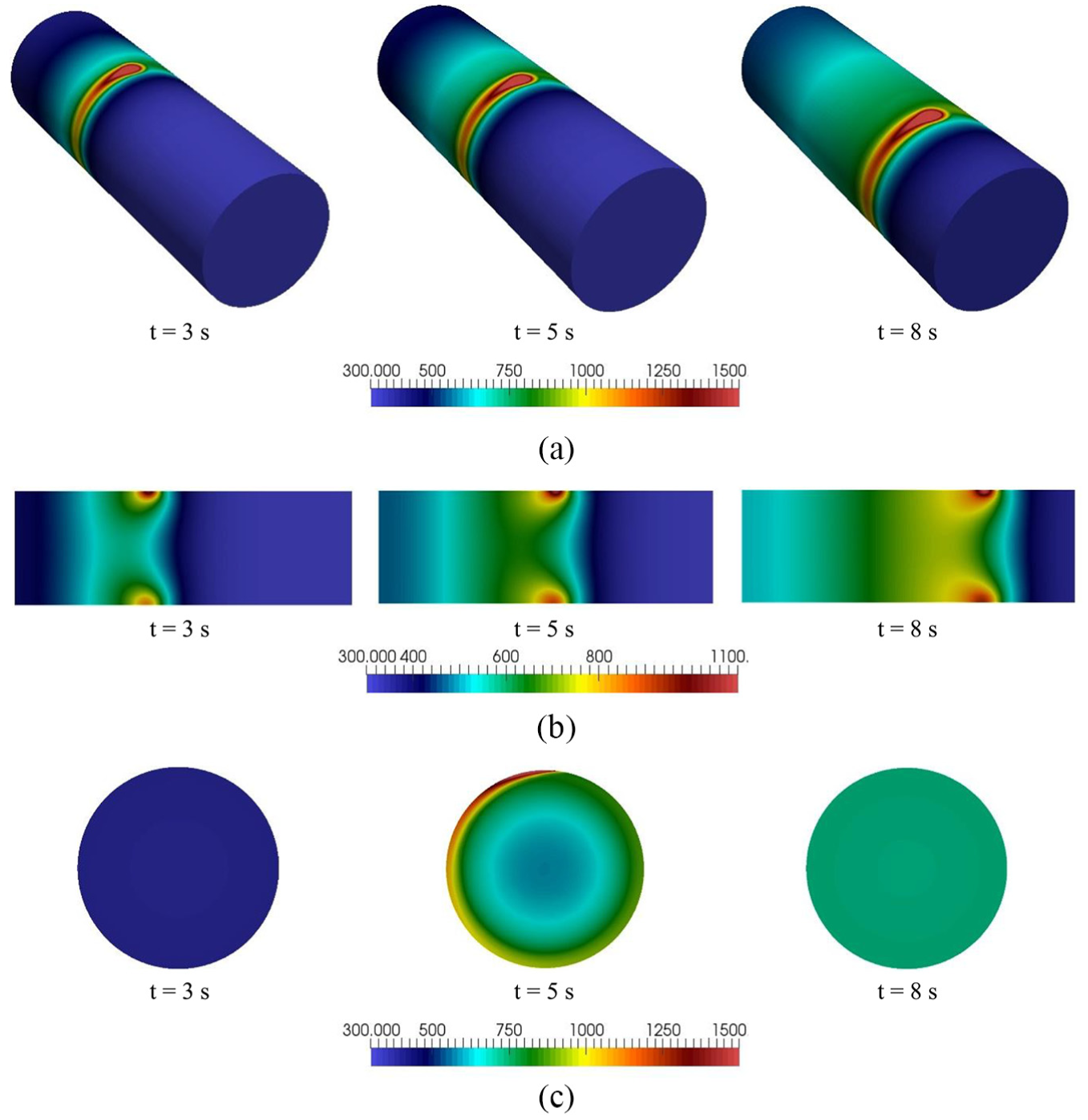
Transient temperature contours in rotating cylindrical workpiece: (a) outer cylindrical surface, (b) mid-plane through cylinder axis and (c) cylinder mid-span cross section.
Figure 3(a) depicts the transient outer cylindrical surface temperature of the rotating cylinder as the laser beam is traversing along the cylinder axis. The rotation of the cylinder and translational motion of the laser are maintained at chosen constant speeds indicated in the figure. The surface exposed to the laser beam absorbs heat and attains the highest temperature, around 1500 K for the illustrated case. The surface indicates a trail of progressive cooling once it leaves the laser impinging area due to rotation. This cooling effect is induced by the combined action of jet impingement, convective dissipation due to cylinder rotation and thermal radiation exchange with the ambient. With the rotation from 3 to 8 s, the cylinder surface exhibits a tendency to reach a quasi-steady temperature, which is essentially determined by the rate of heat dissipation to the ambient and the thermal penetration into the cylinder core.
The contours at the mid-plane through the cylinder axis shown in Figure 3(b) depict the heat diffusion into the cylinder core as well as along its length. This view is characterised by the hotter ring at the surface, where the laser heating occurs.
Figure 3(c) shows the temperature contours at length-wise mid-span cross section of the cylinder. At the instant of t = 3 s, the entire cross section remains at the ambient (initial) temperature because the laser has yet to reach this point and the rate of heat diffusion is inadequate to distribute heat within the cylinder in 3-s duration. At t = 5 s, the laser heating reaches and acts on this cross section giving rise to a heated periphery. Resulting depth of thermal penetration into the cylinder body is the crucial consideration in workpiece preheating for ‘material softening’ in LAM. At t = 8 s, the laser heating moves away from this location, and the entire cross section reaches a uniform temperature due to thermal diffusion.
The transient thermal process described in Figure 3 varies according to the intensity of laser heating, cylinder rotational speed, laser translations speed and the workpiece thermal conductivity and yields different degrees of thermal penetration into the workpiece. Therefore, this analysis is able to generate necessary databank for developing operational algorithm for LAM to match a desired set of cutting conditions and workpiece materials.
Validation and sensitivity evaluation
Using the experimental data, 3 the simulation model is validated in three stages to establish the prediction accuracy, the assumptions made and the parametric sensitivity, as outlined below. They are as follows: (a) establishing appropriate laser profile, (b) appraisal of transient surface thermal response of the cylinder against the three measured data points and (c) influence from varying laser power output and laser traverse velocity.
Laser power profile
For determining the most applicable laser power output profile, the cylinder mid-span surface temperature at Point M2 (Figure 1) is obtained from the simulation for all three cases of laser intensity distributions indicated in Figure 2. In doing these, the area-averaged values for the three profiles are normalised to unity to ensure that the mean laser heat flux is not affected by the choice DF. The predicted temperatures are then compared against the experimental pyrometer measurements, 3 as shown in Figure 4. This comparison indicates that, among the three power intensity DFs, the exponential function provides the best fit to the experimental measurements. Therefore, the exponential profile is taken as the most appropriate for the simulation.
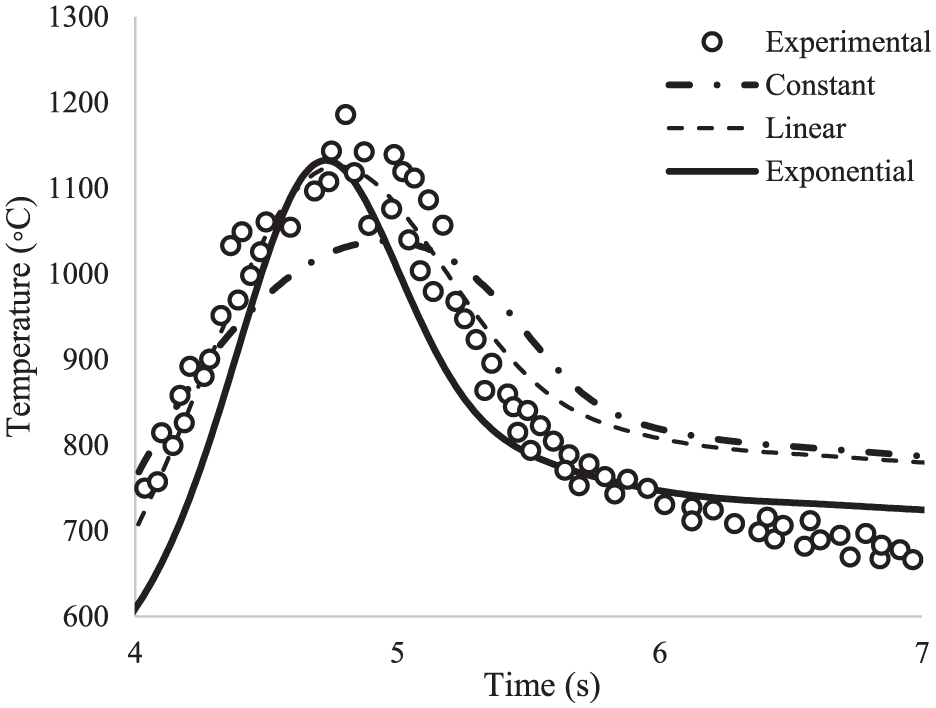
Appraisal of laser intensity profiles (uniform, linear and exponential).
Transient surface thermal response
The experimental temperature data 3 are available for three points at M1, M2 and M3 indicated in Figure 1 over the laser heating period, which is set at 10 s for the validation cases. Figure 5 shows the comparison between the experimental measurements and the numerically predicted surface temperatures at M1, M2 and M3 (for the exponential laser power profile). This comparison provides a very good matching, as evident from the figure, and a high-degree validation for the model within the experimental accuracy. 3
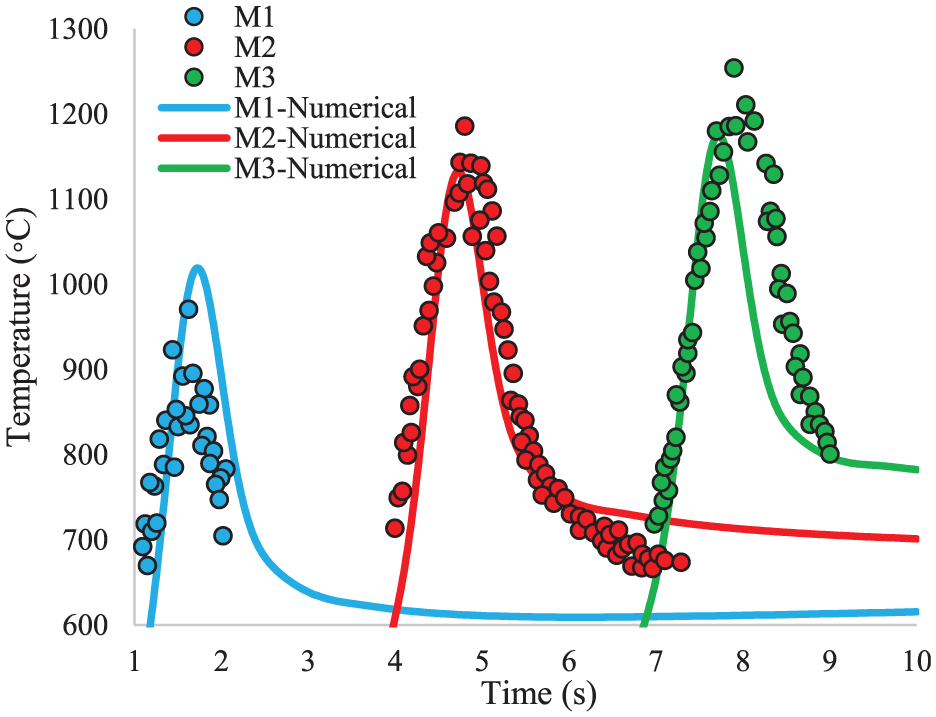
Validation of transient surface temperature with experimental measurements. 3
The transient behaviour of cylinder surface temperatures depicted in Figure 5 is clearly linked to the operating heat transfer modes. At instances when the cylinder surface (points M1–M3) is exposed to laser heating, the magnitude of temperature peak is predominantly determined by the combined effect of heat absorption (absorptivity) at the laser spot area and the heat penetration (thermal diffusivity) into the cylinder body. As observed in Figure 5, the gradual rise in successive peak temperatures is largely attributed to sluggish thermal diffusion (or diffusion-dominated heat dissipation) within the cylinder. The simulation model accurately captures this behaviour, predicting temperature peak magnitudes very much comparable to those of the experimental measurements. Away from laser heating, the cylinder surface undergoes cooling, which is primarily controlled by surface thermal radiation and rotational heat convection. These trailing surface temperature transients are also very closely predicted by the simulation. From the good agreement for surface heating and cooling phases, it is concluded that the thermal radiation and convection closures used in modelling accurately represent heat transfer processes, and the simulation model is well validated with high confidence for predicting the transient thermal behaviour of the cylinder with laser spot heating.
Influence of laser power and laser traverse velocity
In validating the numerical model through parametric testing, the laser power and its traverse velocity are varied to examine their influences on the cylinder surface temperature at the point M2. These are compared with the corresponding experimental measurements at M2. Figure 6 shows the influence of laser power over 400, 500 and 600 W, while Figure 7 illustrates the impact from changing the laser traverse velocity over 5, 100 and 200 mm/min.
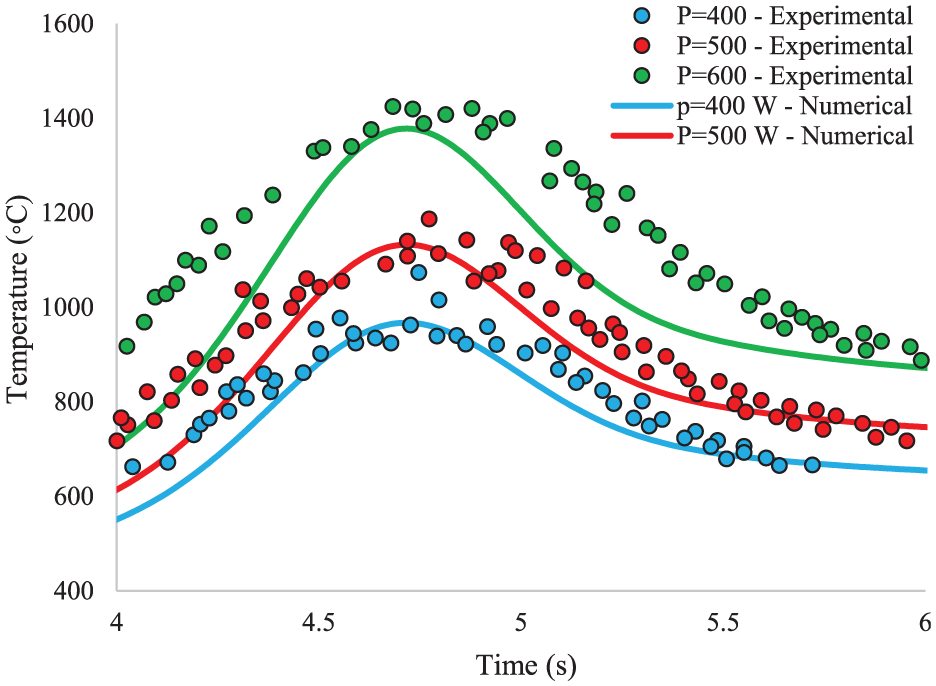
Influence of laser power on surface temperature at M2.
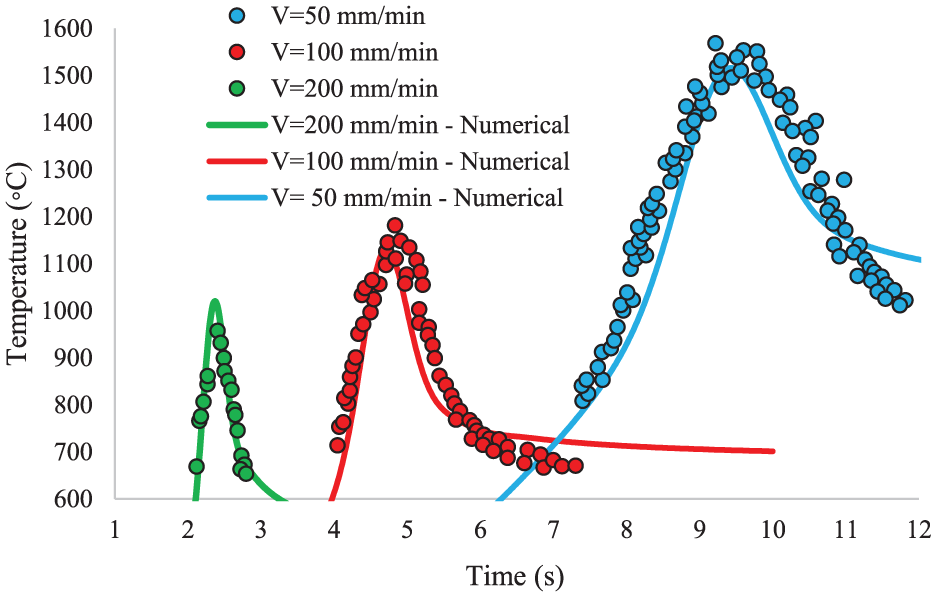
Influence of laser traverse velocity on surface temperature at M2.
Figures 6 and 7 evidently show very good conformity between the predicted and measured surface temperatures, both in terms of temperature variations and temporal distribution patterns. In Figure 6, a larger deviation is observed with increased laser power while also noting a higher scatter in the experimental data. These are attributed to the uncertainties in estimating surface radiation parameters. From Figure 7, it is observed that the peak surface temperature increases with the reduced laser traverse velocity. This follows the physical trend as slower laser traverse velocities provide longer surface exposure to laser heating, thus giving rise to higher local temperatures. The predicted surface temperatures very closely agree with the measured values. Therefore, it is concluded that this is parametric and sensitivity test further validates the predictive accuracy of the simulation model over a wide range of parameters. Supported by the aforementioned comprehensive validation, the simulation model developed is shown to have necessary thermal fundamental depth and provides a useful analytical tool for generating extensive laser preheating databank under a variety of cutting requirements. These computational predictions demand specialised skills and are costly to perform on a day-to-day basis. These sophistications are practically not amenable for application under the operating environment in the workshop floor machining practice. However, as outlined below, the simulation data can be readily deployed to synthesise a practically receptive and computationally affordable guiding tool for forecasting parametric requirements, without relying on high level of computational resources and aptitude.
Laser preheating parametric predictor (based on ANN)
With the validated numerical model, this study extends its applied usefulness to formulate a practically usable parametric predictor as a guiding tool for LAM preheating operations. For this, the model is first deployed to produce a vast array of data sets on the thermal behaviour of cylindrical workpiece with laser spot heating, encompassing a range of parameters including laser power and rotational velocity. Such a unique collection of information is extremely tedious, costly and time-consuming to obtain through experimental means, thus vindicating the advantages of the simulation methodology presented. These simulated data sets are then correlated through ANN principles and machine learning (ML) algorithm to synthesise the LAM preheating parametric predictor. This tool is ‘trained’ for assimilating parametric effects over the entire range of simulated data, thus making it capable of forecasting the most effective laser preheating requirements for LAM for a chosen input of cutting parameters. Guided by this tool, the LAM operations can be performed with precise preheating levels necessary to obtain the required depth of thermal penetration into the workpiece for improved machinability.
For illustrating the ANN predictor concept, this study adopts a simplified data set of quasi-steady temperatures of the preheated workpiece, instead of its transient thermal behaviour, without sacrificing the applied practicality and the technical significance. For generating such data, the transient thermal model is executed with non-traversing laser heating applied to the rotating cylinder until thermal equilibrium (quasi-steady state) is reached. Resulting typical surface temperature variations are illustrated in Figure 8 for several laser power levels, where the dashed line signifies the practical ending to the thermal transient or the state of quasi-steady temperature. These profiles are also indicative of the necessary preheating durations to achieve workpiece thermal equilibrium with a stationary laser. For capturing the thermal penetration into the workpiece, the ANN analysis extracts steady temperature information over 12 discrete points (chosen for demonstration), creating a cross-sectional thermal map comprising four circumferential and three radial points, as illustrated in Figure 9(a). For a typical case of preheating, Figure 9(b) shows the thermal map of the chosen 12 temperature points.
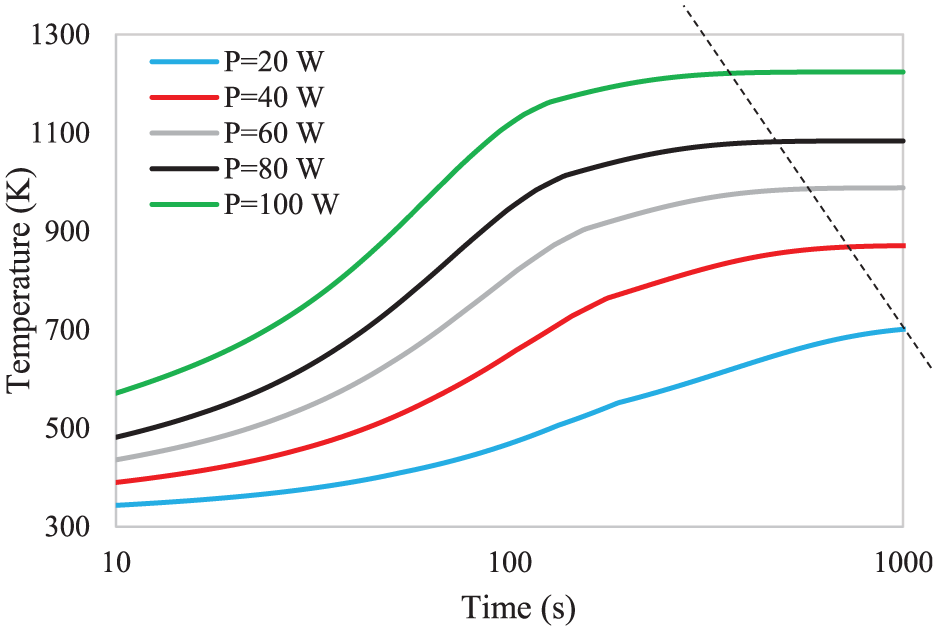
Typical surface temperature variation for non-traversing laser.
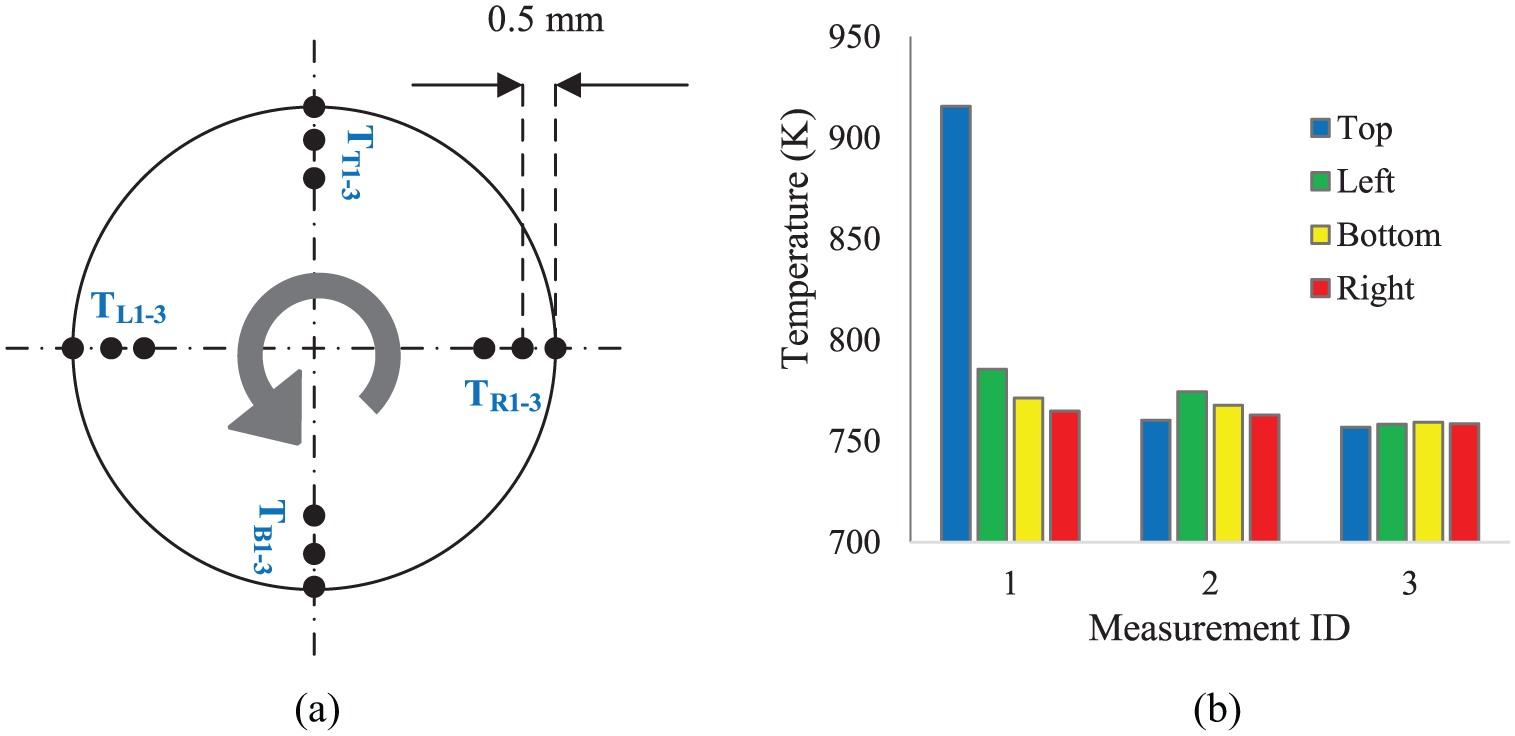
Temperature points and their discrete thermal summary: (a) temperature point locations over cross section and (b) typical thermal map at points in (a).
In this thermal map, the circumferential temperatures reflect the combined effects of cylinder cooling by convection and radiation from the surface and thermal diffusion into the cylinder core. The radial temperatures essentially capture the thermal diffusion effect and the depth of heat penetration into the cylinder body. Therefore, this discrete data set represents the full steady thermal picture of the preheated cylindrical workpiece and is indicative of the laser heating required to impose targeted thermally softened material depth for LAM. Consideration of a larger number of temperature points would warrant a better refinement to this overall scheme while adding processing time to modelling.
ANN fitting: feasibility and accuracy
For developing the LAM parametric predictor, this study correlates data sets through supervised ANN ML algorithm, which can be described as a multi-layered regression method interconnecting input and output parameters. For accurate training of the ANN algorithm, sufficient data points are critically important along with a proper understanding of the relationship between effective (inputs) and affected (outputs) variables. In conforming to these requirements, a parametric analysis is conducted in the study and the cylinder temperature maps are established for the variables of laser heating power (20, 40, 60, 80 and 100 W), rotational speed (500, 100 and 1500 r/min) and laser beam diameter (2, 3 and 4 mm), generating a 45-point data pool. Using these as input, the ANN algorithm is trained, validated and tested for the prediction of 12 discrete point temperatures as network output. In this process, the 45-point data pool is split as 70%:15%:15% allocation for training, validation and testing, respectively, and the best model is obtained through five-layer hidden neurons. It is to be noted that process optimisation is not the intent of this approach, but to establish a low-order regressed function fitting of the numerical data for ML.
The ANN structure and its configuration fitted through MATLAB workflow are depicted in Figure 10(a). Figure 10(b) shows the matching accuracy of the fitted network using the Levenberg–Marquardt16–18 ANN fitting algorithm. For its robustness, MATLAB package is used for data clustering, ANN fitting and examination. This prediction process with 45 data points delivers satisfactory accuracy and confirms the applicability of ANN as a lower-order tool for predicting steady-state temperatures, although enhancements can be achieved by including additional simulation data into the fitting procedure.
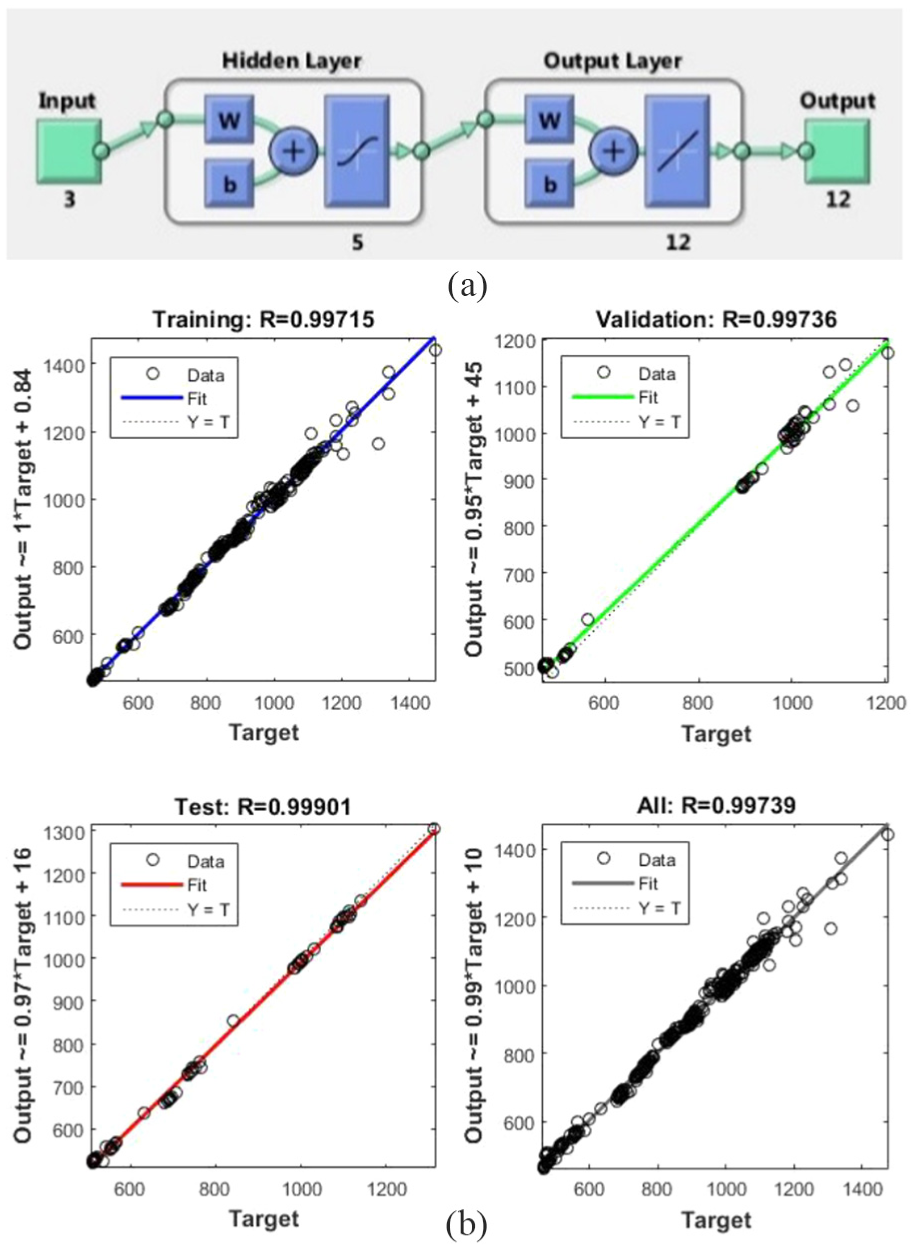
Structure and examination of ANN, fitted through MATLAB workflow: (a) network diagram and (b) regression plots of ANN fitting.
The fitted and verified network is then deployed for low-order prediction and sensitivity analysis of temperatures at given points. Figure 11 demonstrates, as an example, the prediction ability of ANN to evaluate thermal behaviour against chosen input parameters or alternatively it is used to determine safe operating variables for LAM. In this, Figure 11(a) shows the dependency of temperature predicted for a single point with the laser spot diameter fixed at 2 mm while other inputs are varying. Figure 11(b) illustrates the sensitivity of temperature to laser diameter and rotational velocity for constant laser power. This brief demonstration typifies the realisable benefits from the low-order ANN training, which is computationally affordable and easy to interpret for reporting physical nature of LAM preheating behaviour.
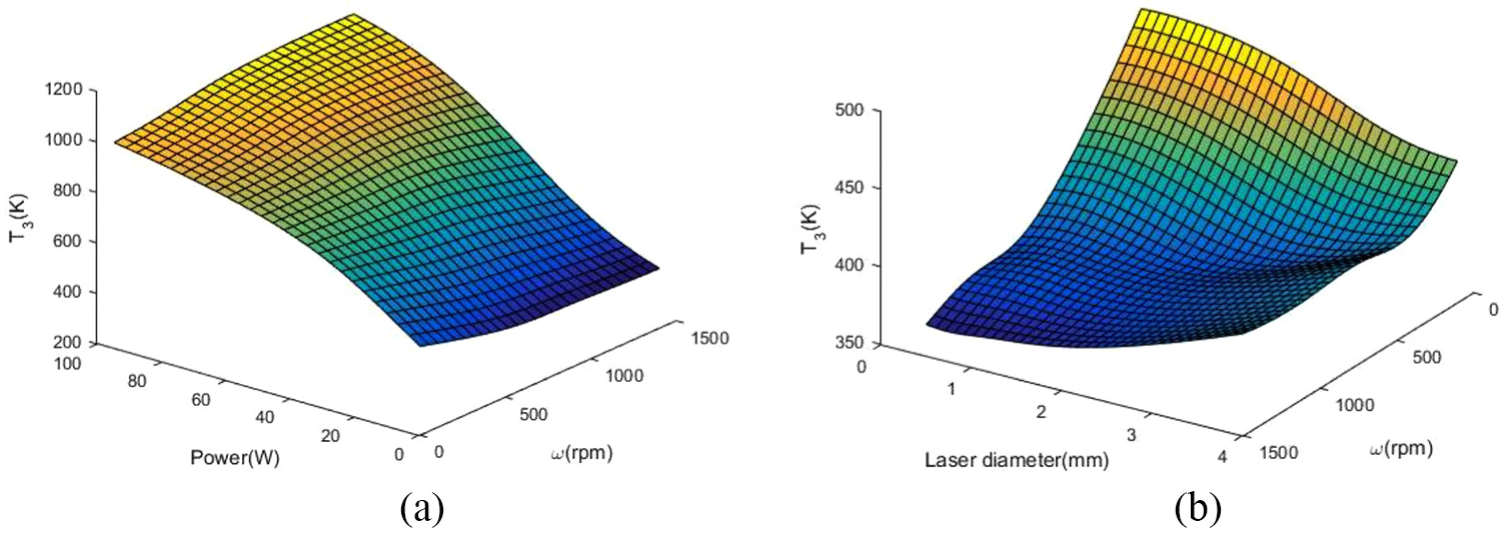
Low-order prediction of temperature at TR1 (Figure 9(a)): (a) Ld =2 mm, varying P and ω and (b) P = 20 W varying Ld and ω.
Summary
The numerical investigation and its ensuing outcomes presented in this article provide unique analytical and practical benefits for applications involving laser-assisted manufacturing processes. The key aspects and deliverables of this investigation are concluded as follows.
The study has formulated a well-validated and accurate numerical model for predicting the transient preheating thermal behaviour of a cylindrical rotating workpiece subjected to laser heat source, as used in LAM applications. Overcoming previous analytical limitations, this model accounts for the complex thermal processes associated with heat absorption over the laser spot area, thermal diffusion into the workpiece and the cylinder surface cooling arising from thermal radiation and rotational convection. Hence, the model warrants an insightful understanding on the transient thermal behaviour of a laser-preheated rotating cylinder, as applied in LAM.
Advancing the status quo of numerical modelling for this field, this simulation methodology is developed on an SRF, incorporating the combined motion effects of workpiece rotation and traversing laser beam, hence presenting a much realistic treatment of LAM workpiece behaviour subjected to laser spot heating. The predictive precision is derived through boundary configuration involving dynamic surface profile and source term that guarantee validity and stability of simulation.
As a major outcome, the simulation model generates data to obtain the depth of thermal penetration for a chosen combination of laser power, laser traversing velocity, workpiece rotational speed and machining material. This facilitates the determination of laser preheating levels to achieve required material softening depth at the workpiece surface prior to machining for improved product quality. Such depth of information is not practically feasible to capture through even the most sophisticated experimentation.
For convenient application in workshop floor environment, computationally unsophisticated and practically simpler workpiece preheat forecasting parametric tool is synthesised by correlating the simulation data with ANN principles. This ‘trained’ ML approach facilitates the forecasting of LAM preheating requirements as an operational guide for manufacturing processes and identifies the potential for optimisation of LAM variables through preheating.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.