
Abstract
Our research explores how additive manufacturing can support the food industry in facing its current global challenges. Although information technologies are usually highlighted as the main driver of the Industry 4.0 concept, which was first introduced during the Hannover Fair event in 2011, we posit that additive manufacturing can be the true generator of a sustainable competitive advantage in this sector. This evidence stems from a case study in a plant of one of the world’s largest fishing multinational companies. Our results show how, through robotic claw optimization using three-dimensional printing, we not only reduce the manufacturing costs but also increase the flexibility of the line and reduce time to market. On the one hand, our findings should encourage managers to test this technology at their facilities; on the other hand, policymakers should promote the adoption of additive manufacturing, highlighting the potential of this technology within the Industry 4.0 context.
Introduction
Food and drink (F&D) is one of the most important global economic industries and is the largest manufacturing sector in Europe in terms of revenue, added value and employment. 1 Like all sectors, F&D is increasingly being driven by the demand for shorter product life cycles, cost reductions and highly customized products. In addition to these global challenges, the food industry also faces specific challenges: (1) the increase of regulatory requirements and the constant improvement of traceability, (2) sustainability and (3) time-to-market reductions. 2
In this context, many researchers and practitioners have followed the idea that Industry 4.0 can offer solutions to solve the challenges discussed above. 3 The Industry 4.0 is a multi-field concept that was first introduced during the Hannover Fair event in 2011, which symbolizes the beginning of the fourth industrial revolution. 4 Industry 4.0 emphasizes the idea of the consistent digitization and linking of all productive units in an interoperable environment. Accordingly, several technological areas underpin Industry 4.0, which are horizontal and vertical system integration, the Industrial Internet of Things (IOT), cybersecurity, the cloud, big data analytics, simulation, additive manufacturing (AM) (three-dimensional (3D) printing), augmented reality or autonomous robots, among others. 5
Nevertheless, the question is, which of these solutions proposed by Industry 4.0 is the most appropriate? Which of these technologies might generate a sustainable competitive advantage nowadays? Although information technology (IT) is often the first option for managers, it is already widespread and seems to be insufficient in many cases for achieving a better competitive position.3,6 In this regard, a disruptive technology, such as 3D printing, could be a strategic solution for gaining this position.
AM—one of the technologies associated with smart manufacturing 7 and one of the main megatrends driving Industry 4.0 8 —is demonstrating that it has the necessary potential not only to move manufacturing from mass production to mass customization and distributed manufacturing but also to develop new business paradigms and contribute to more agile supply chains.9,10 Although the initial applications of AM were mainly designed for fabricating prototypes and, although the technology still faces some challenges, especially for metal parts,11,12 it can deliver parts of complex geometries using a wide range of materials, 13 thus opening up countless opportunities for the F&D industry.
Our research illustrates this situation through a case study based on the development carried out by Lupeon 3D in the main boxing line of the ‘fish fingers’ bags of one of the leading multinational fish companies. The company was selected for the case study for two reasons. On the one hand, it allowed for exploring how AM can support the food industry in facing its current challenges. On the other hand, the industrial ecosystem chosen, with a total of 11 production lines, allowed for applying a replicating logic, equivalent to a multiple-case study. In this regard, it was possible to compare the true influence of AM (new modified line) with old standard packaging lines, thus ensuring the validity and generalization of the findings. In this context, we addressed how weight reduction in the gadgets of production robots can benefit from 3D printing because it provides complexity for free, 14 which means that almost any design is possible without extra cost.
Materials and methods
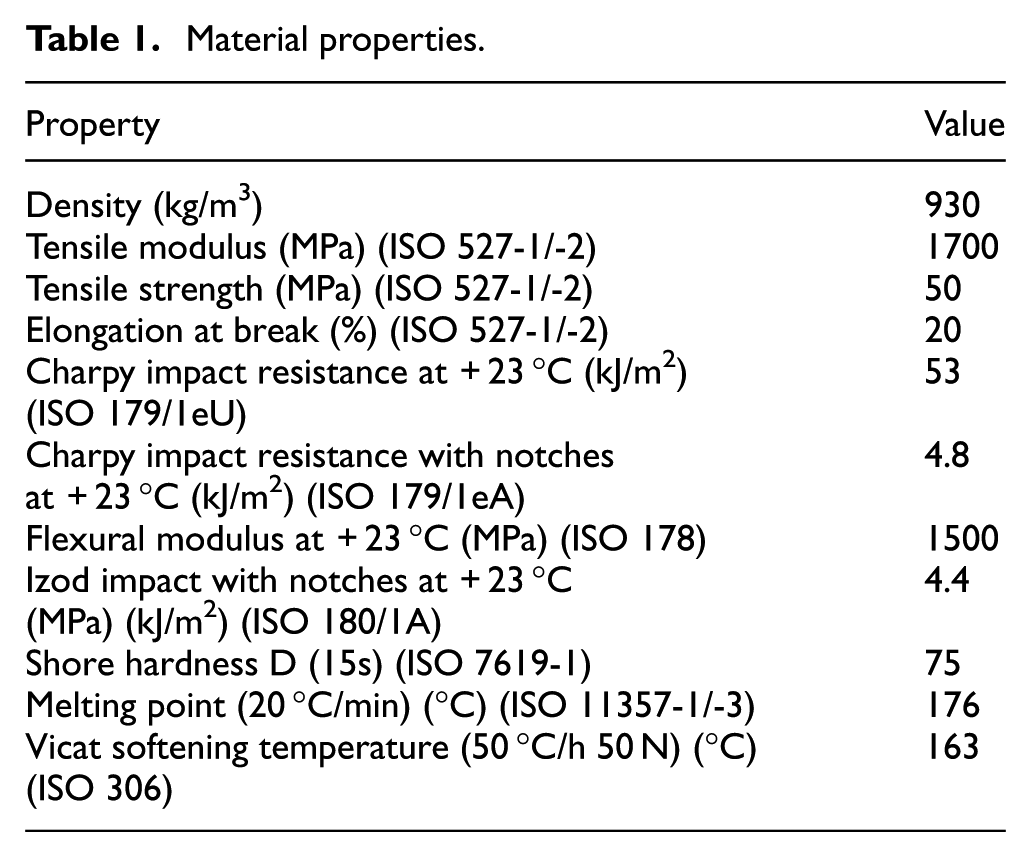
The material used was polyamide 12 (PA12). The selected material guarantees high resistance and rigidity, chemical resistance and biocompatibility (according to EN ISO 10993-1 and USP/Level VI/121 °C), and it is approved for food contact, except for high-alcohol-content food (Plastics Policy UE 2002/72/CE). Due to its properties, the material is adequate to be used for manufacturing totally functional components of the highest quality (Table 1).
Material properties.
Selective laser sintering (SLS) is the AM technology used for manufacturing the components. SLS allows for the manufacturing of high-quality single-material components of high complexity without restrictions, which cannot be done with conventional technologies, such as fused deposition modelling (FDM). The printing process includes the following steps: the recoater 3D printer spreads a fine layer of powder onto the manufacturing base, and then, the CO2 laser fuses the powder following the scheme defined in the printing file. Finally, the platform moves down, and the recoater spreads a new layer.
The 3D printer was the EOS P396 model by EOS GmbH with a CO2 laser of 70 W, a laser thickness availability from 0.06 to 0.18 mm and a build rate up to 32 mm/h for PA2200 for 0.12 mm layer thickness.
The combination of SLS and PA12 material allows for manufacturing 100 μm thickness pieces with isotropic properties, resulting in high-resolution pieces with equal resistance to breakage in all three directions. In addition, the printed pieces have fully dense walls, and the pieces have no porosity, which is critical for applications that require internal suction lines.
The manufacturing of 3D parts requires preparatory steps that include 3D computer-aided design (CAD) and the pre-processing of the model to develop the instructions required by the printer. 11 When the 3D CAD model is developed, Magics software is used for the positioning and RP Tools for the slicing of the part. Finally, the machine software, PSW, is used to create the part with the printer. Before printing takes place, 3-h pre-heating occurs. Afterward, printing is carried out without any interruption. The used powder consists of a 50%-50% mix of pure powder and non-damaged previously used powder obtained following sieving. When the part is printed, the part needs to be cooled down during the same amount of time that the part was printed to avoid shrinkage. The printed parts are post-processed using pressure with dry powder to remove non-sintered powder and to improve the surface quality.
Problem statement and proposed solution
Operating robotic cells should be as fast, flexible and reliable as possible to withstand changes in current customers’ needs. However, demands for speed and changes can be challenging for the equipment and could even damage the equipment in the medium-long term. This is the case when, as here, heavier references are manipulated in a robotic cell or when the required cycle time is greater than the initially intended. The life of the robot is challenged by these conditions, so it is necessary to study a new optimal design of the robotic cell to overcome these difficulties. Particularly, it was decided to bring the total weight of the claw closer to its nominal capacity, which would also lead to improvements, such as an increase in flexibility for handling, and a reduction of the cycle time.
Starting from the old CAD model, the original claw end supports (Figure 1(a)) were redesigned to optimize them structurally. These supports had a double function: to serve as an anchor for the pneumatic cylinders and to support the pieces manipulated in the cell. A conservative design was chosen by means of finite element analysis (Figure 1(b)). The robotic claw was designed to withstand the load conditions, guaranteeing its functionality during the entire life of the claw. Thus, the proposed solution included the redesign of the geometry by means of AM and the use of a lighter material than the original steel, such as PA12. With this solution, the weight of the support was dramatically reduced by 73% (from 5.43 to 1.47 kg).
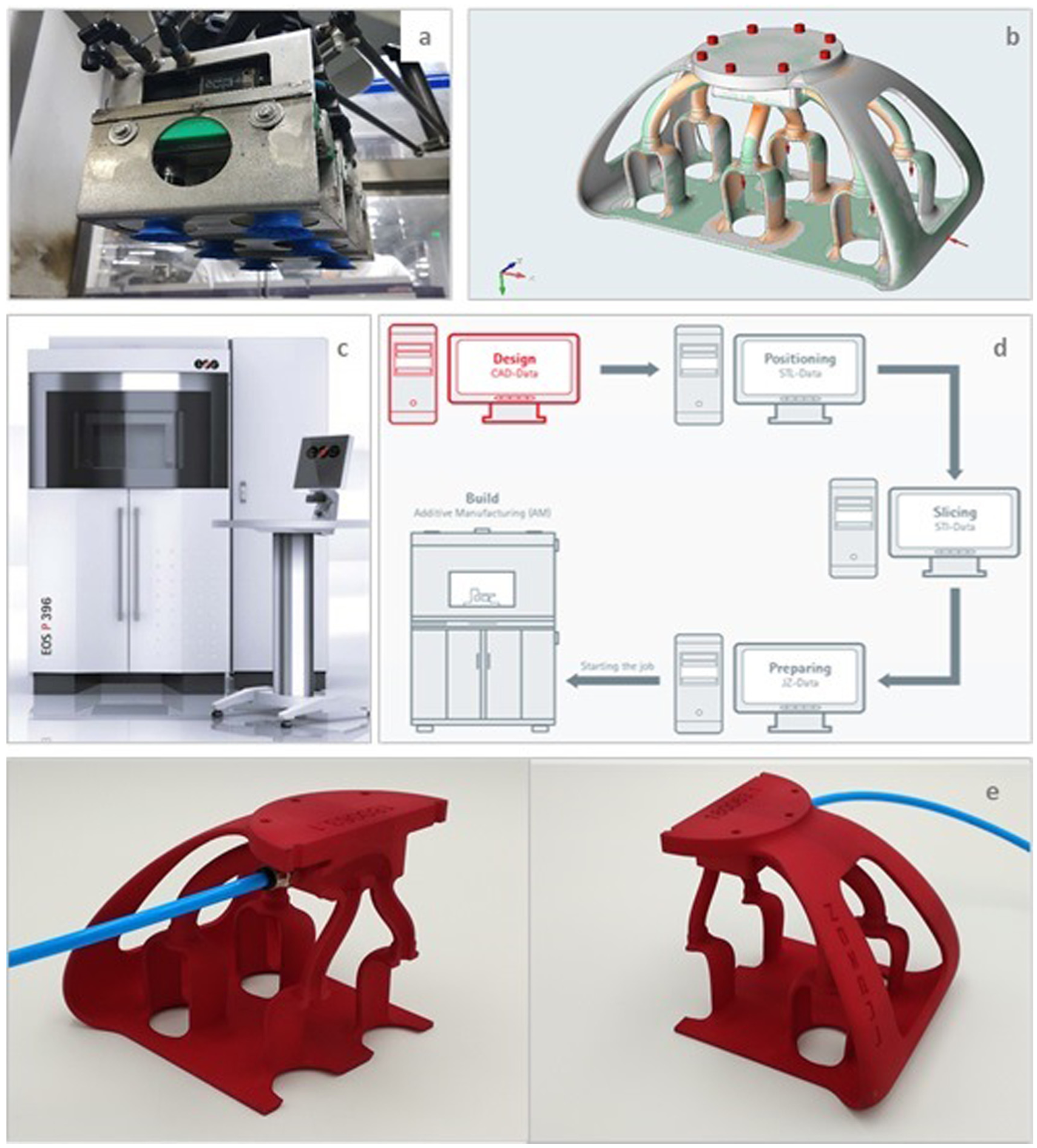
(a) Original support, (b) finite element analysis, (c) 3D printer, (d) printing process and (e) 3D printed support.
The proposed design provides flexibility for the production line, allowing for responding to diverse market demands, 15 and it is adequate for working with all ranges of references. This solution is useful for opening new market opportunities instead of focusing on head-to-head competition that typically leads to segmentation and specialization. 16 Moreover, the redesign solution hosts perfectly existing air lines and electricity wires. The advantages of the 3D printing solution exceed cost-related issues and should be analysed in terms of efficiency. In this regard, weight reduction allows for reducing the robot cycle time and improves the overall equipment effectiveness (OEE). 17 The lead time is also reduced, taking into account that these robots act as bottlenecks of the process.
Conclusion
The 3D printing is extensively used to manufacture both prototypes and endproducts. Less attention is given to the use of 3D printing as a tool for improving existing equipment in factories through the redesign of both critical and non-critical components.
The present case study shows an example of the redesign of a non-critical component of a robotic claw that allows for diminishing the weight of the claw close to its normal capacity. The 3D printing, combined with the selection of a lighter material (PA12), allowed for reducing 73% of the weight of the original support, which was originally made of steel. In addition, the results show that the use of 3D printing not only increases the efficiency but also increases the flexibility of the line at the same time that the time to market is reduced (Table 2).
Main benefits of AM for facing food industry challenges.
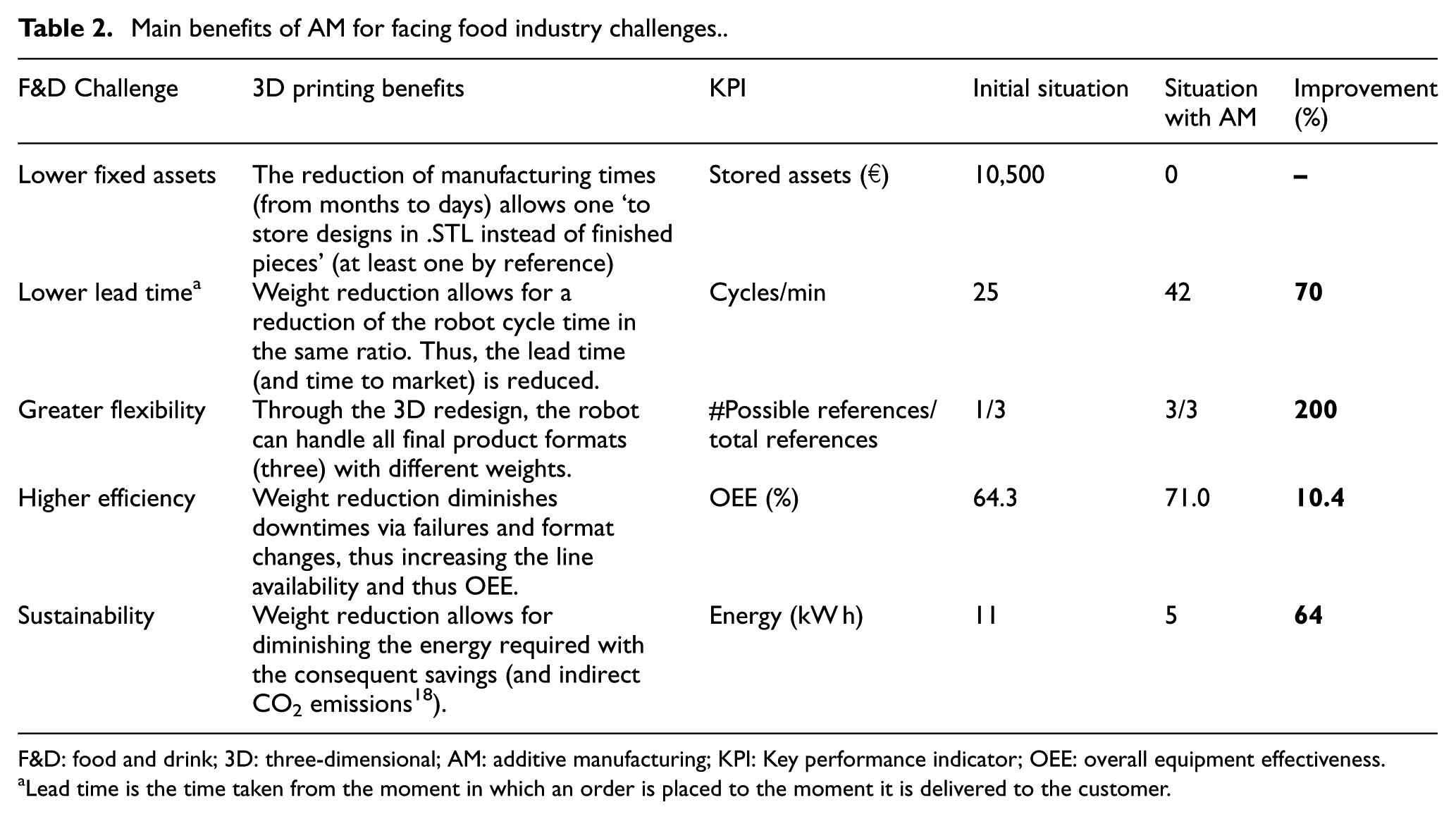
F&D: food and drink; 3D: three-dimensional; AM: additive manufacturing; KPI: Key performance indicator; OEE: overall equipment effectiveness.
Lead time is the time taken from the moment in which an order is placed to the moment it is delivered to the customer.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.