
Abstract
Hard-brittle materials applied in various micro-electromechanical systems should be sliced into miniature and microparts often with complex microstructures. However, it is difficult for bladed dicing to machine those materials without damage because of their hard and brittle properties. This article presents innovative design and fabrication of dicing blades and the associated dicing process optimization, particularly by focusing on the blade wheel fabrication through sintering methods including traditional hot press sintering, vacuum sintering and spark plasma sintering. Four key parameters, namely, the radial wear of the dicing blade, the current of relay, the number of chips larger than 50 μm and the largest chip size, are employed to assess the cutting performance of dicing blades fabricated. The analysis and experimental results indicate that the spark plasma sintering method achieves the lowest number of chips and the smallest chip size due to its rapid spark between metal particles during the sintering process. The spark plasma sintering method can also produce a granular microstructure with sufficient porosities, which results in uniform bonding strength of diamond abrasive grits within the dicing blade. For the dicing process parameters, the back cutting depth has the most obvious influence on the dicing blade tool life, cutting current and slicing damages, while the feed rate is ranked the next. The least influencing parameter is the dicing spindle rotational speed.
Keywords
Introduction
Hard-brittle materials, such as quartz glass, SiC, silicon, GaN, sapphire and alumina ceramics, are widely used in various micro-electromechanical systems (MEMS) with the particular application to integrated circuitry (IC), camera windows, infrared (IR) filter devices and electromechanical components.1–5 For these applications, brittle material wafers should be sliced into miniature and micro-components or parts often with complex microstructures or features.6–9 Besides laser cutting and electrochemical micromachining, mechanical precision machining with dicing blades is well suited for fabrication of complex microstructures and miniature components/parts while with enhanced functionality.10–12 As one of the most common methods for cutting hard-brittle thin wafers, bladed dicing is characterized using abrasive thin blades as the cutting element.13,14 The dicing blade is fixed on a high-speed spindle normally supported by aerostatic or ceramic bearings. The blade can reach up to 60,000 r/min and a blade with a diameter of 51 mm would reach a peripheral cutting speed at about 160 m/s. The dicing machine has an accuracy as small as 1 μm and works with the cutting feed speed varying from 0.1 to 600 mm/s depending on the wafer material to be diced. 15 Usually, the current products of dicing blades are divided into three types of metal sintered diamond blades, resin-bonded diamond blades and electroplated nickel bond diamond blades. Metal sintered diamond blades have higher blade lifetime due to the higher thermal conductivity and better mechanical properties of the binder material. Resin-bonded diamond blades are used in applications that require a smooth surface finish and a minimum amount of chipping. Electroplated nickel bond diamond blades have a high diamond concentration and give a freer, faster cutting action with minimum heat generation. Besides a lot of new types of dicing blades, such hybrid bond diamond blades and ceramic bond diamond blade are developed to adapt to the cutting of different materials. DISCO, ADT, K&S, UKAM, Ceiba and Shanghai Sinyang are the most famous companies to engage in the production of dicing blades. Metal sintered diamond blades and resin-bonded diamond blades are usually prepared by the hot press sintering technology. Resin-bonded diamond blade can also be produced with photopolymerizable resins. Electroplated nickel bond diamond blades are manufactured mostly by electroplated nickel technology in most circumstances.1,11,16 Furthermore, TiC whisker enhancement, abrasive grain sizes and laser dressing are investigated to improve the cutting performance of dicing blade.17–19 Basically, the quality of kerf depends on the combination of the material on work and parameters of the cutting process, cooling system, feed speed, type of blade and peripheral speed. For the ultraprecision dicing of hard and brittle materials, chip fracture is an important failure mechanism. 20 The occurrence of chipping in the process of dicing brittle materials results in material loss and deteriorates the surface integrity.21,22 In order to avoid chip fracture, it is essentially important to investigate and determine the optimal machining conditions and the novel dicing blade preparation. 19 The comprehensive factors that affect chipping size, however, are not well understood.
There are two important issues on how these factors affect the chipping size in dicing. One is that more and more companies use the vacuum sintering method to prepare the dicing blade, but why it can improve the cutting performance of the dicing blade is not well understood. The other is the quantitative analysis on the unit cutting force of diamond wheel/particles acting on the wafer and the underlying mechanism of generating slicing chips. The unit cutting force of diamond wheel/particles is commonly considered as one of the significant factors affecting the chipping size. It is not only affected by the concentration and size of diamond abrasive grits, but it also has an intrinsic relationship with the bonding strength of the grits within the diamond wheel. 23 The distribution and size of diamond abrasive grits in the blade have been widely studied. However, there are few studies on how the bonding strength of diamond abrasive grits and their uniformity affect the slicing chips. Both of these issues are heavily dependent on the sintering methods applied in blade fabrication.
The research work presented in this article aims to investigate the essential issues in dicing blade fabrication, particularly with the three sintering methods including traditional hot press sintering, vacuum sintering and spark plasma sintering (SPS), and the consequently associated blade cutting performance. Four indexes, including the radial wear of a dicing blade, the current of relay, the number of chips larger than 50 μm and the largest chip size, are employed to investigate how these factors affect the dicing chips. Furthermore, the dicing process parameters such as rotational speed, feed rate, back cutting depth and the concentration and size of diamond abrasive grits are investigated and explored in this study. In order to further assess the cutting performance of dicing blades, the microstructure and compound of dicing blades are analyzed and a series of exponential models are proposed.
Design and fabrication of the dicing blade
Fabrication process of a dicing blade
The machining performance of dicing blade is seriously affected by the preparation process. It is a complex process including mixing powders, filling powders into the die, sintering powders, reducing the thickness and dressing the shape. According to the actual manufacturing process and experimental analysis, a proper preparation process was proposed for dicing blades as shown in Figure 1. First, the Cu powder (99.9% purity, –20 μm size), Sn powder (99.9% purity, –20 μm size), Si powder (99.9% purity, –10 μm size) and diamond powder (about 38 μm in size) were mixed in ball-milling equipment for 30 min to ensure the uniformity of powders. In order to avoid the introduction of impurities, the rubber balls were used in this process. Then the mixed powders were filled into the dies. Instead of graphite die, steel dies were used during filling powders due to the high machining accuracy. A cavity with a depth of about 0.4 mm was adjusted in the steel dies so as to fill the powders. After filling the powders, the redundant powders were stripped off by a paperboard through rotating the worktable. After being compacted with a graphite punch, the powders with the graphite punch were transferred into the graphite die. This progress can assure the flatness of dicing blades and the distribution uniformity of diamond abrasives. Then the powders with the graphite dies were put into the sintering machining to be sintered. Finally, the thickness of the sintered dicing blades was reduced with double-side lapping equipment. And the shape of dicing blades was dressed with electric discharge machining (EDM). During the double-side lapping, the lapping abrasive grain size is very crucial to ensure the sharpness of dicing blades. A too large grain size will remove the sharp head of diamond abrasive in dicing blades. A too small grain size cannot make the diamond abrasive expose enough. Usually, the lapping abrasive size is about one third of the size of diamond abrasive in dicing blades.
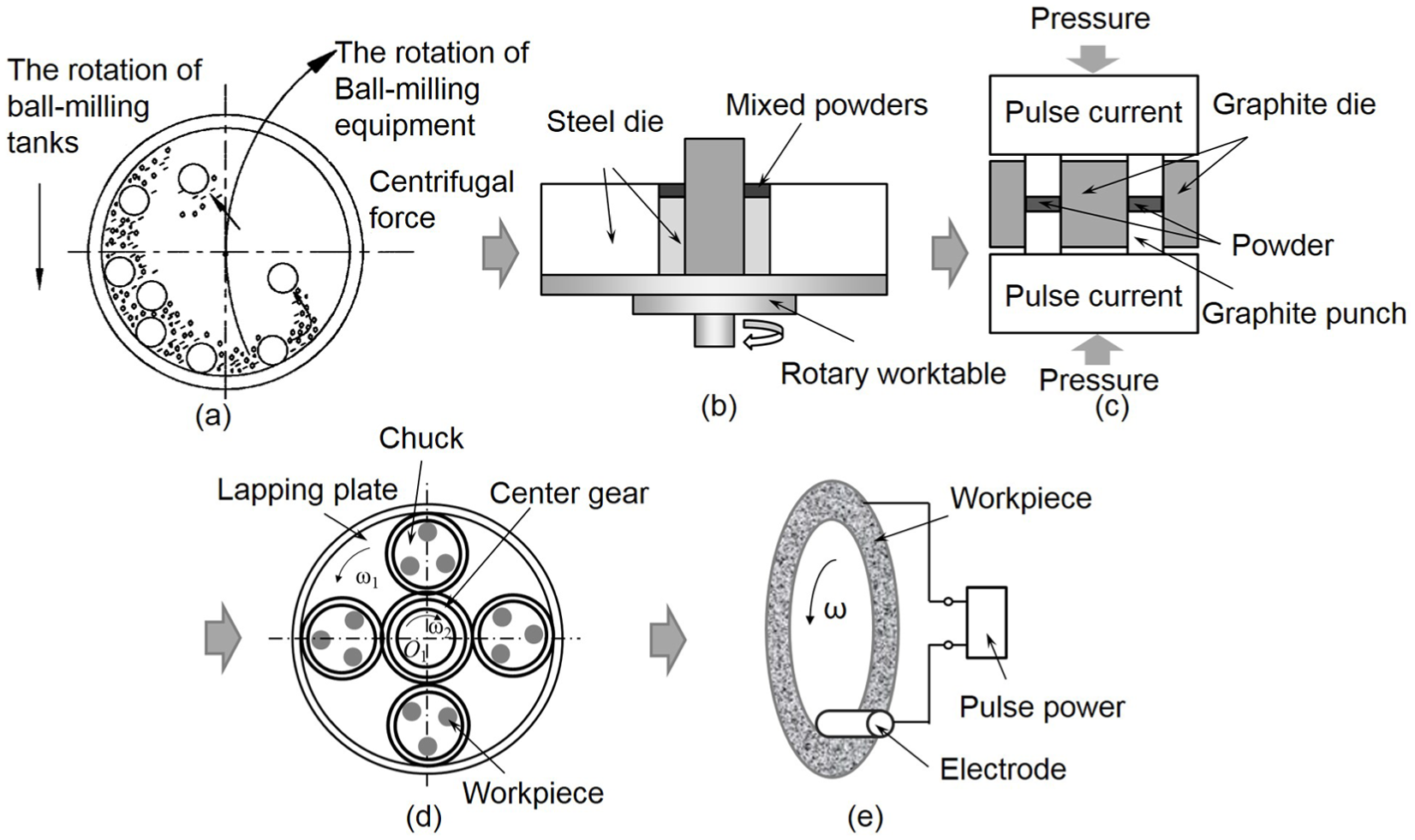
Schematic drawing of the preparation process of dicing blade: (a) mixing the Cu, Sn, Si and diamond powders with ball-milling equipment; (b) filling the powders into the die on the rotary worktable; (c) sintering the powders with spark plasma sintering or hot pressure sintering; (d) reducing the thickness with double-side lapping equipment and (e) dressing the shape of dicing blade with EDM.
Sintering methods for the fabrication
Sintering method does not only decide the enough bonding force between diamond particles and the matrix, but also it has very important influence on the uniformity of diamond particle distributing in the dicing blade, which causes dicing damages. So it is important to reveal the performance of the sintering method in the dicing process. In this study, SPS, vacuum hot press sintering and hot press sintering were used to prepare dicing blades. The three sintering methods have different sintering mechanisms.
SPS is a new technique which takes only a few minutes to complete a sintering process compared to conventional sintering. Its heating power is not only distributed over the volume of the powder compact homogeneously in a macroscopic scale, but moreover it is dissipated exactly at the locations in the microscopic scale. 24 So it is easy for this method to produce more uniform bonding strength of diamond abrasive grits. Some studies reported that the SPS method is used to produce metal bond dicing blade of 100/150 mm thickness and 0.35/0.4 mm thickness. 25 Figure 2 shows the SPS furnace and it sintering parameters. The SPS furnace used in this experiment is FCT HP D25 SPS furnace. During the sintering, the mixed powders were filled into the graphite dies and then put into the furnace. The vacuum of the furnace was first set at 5 × 10−2 mbar and then argon was injected into the furnace to protect the powders. A thermocouple was fixed into the graphite die to detect the sintering temperature. The SPS curve is shown in Figure 2. A load of 13 kN was applied on the graphite die before sintering to make sure that the powders have good electrical conductivity. Then the mixed powders were heated to about 500 °C in 40 s and subsequently the highest temperature 600 °C in 120 s. When the temperature reached the highest value, the load was increased to about 40 kN. Finally, the temperature decreased slowly so that the blades will not be broken because of the thermal stress. The whole sintering process will be completed within 10 min.
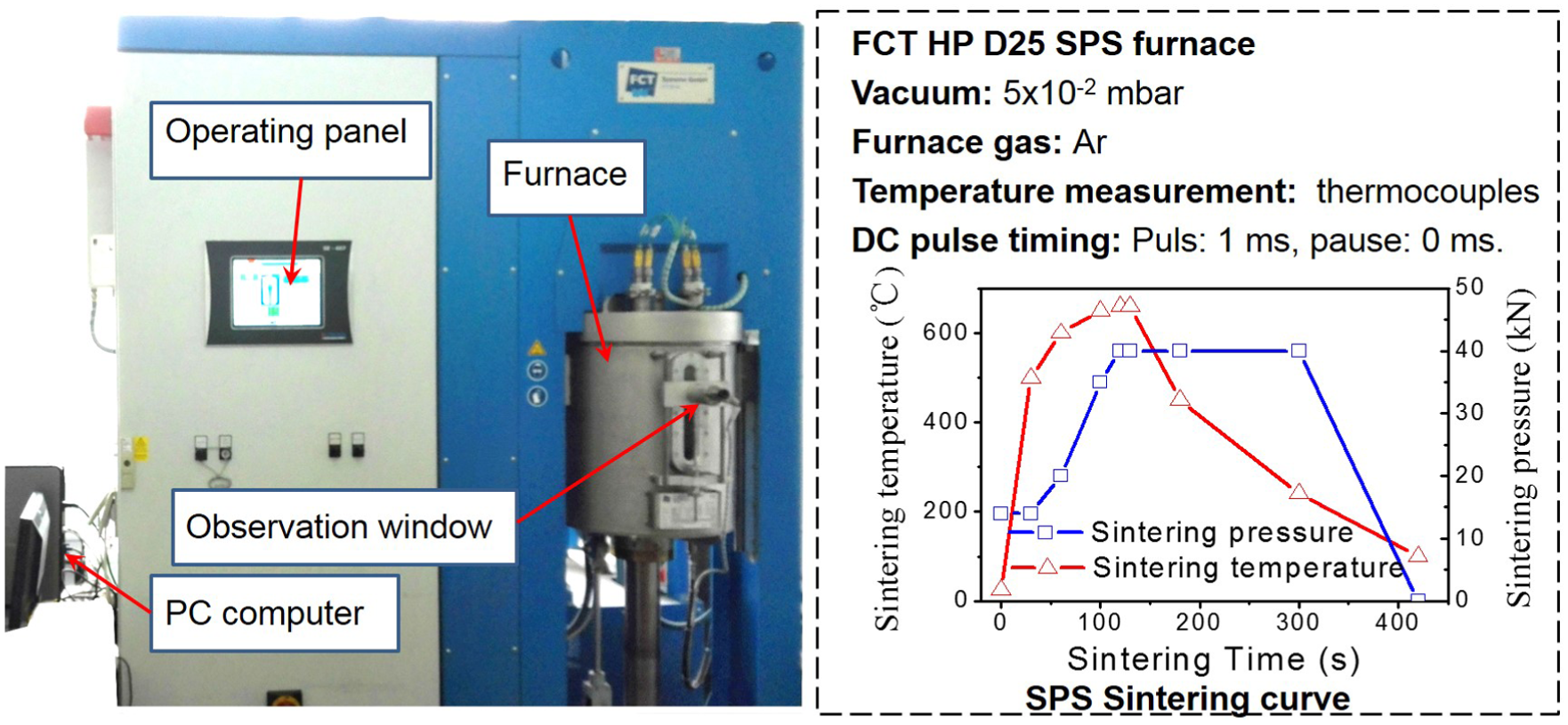
Spark plasma sintering furnace and its parameters.
In the component of dicing blade, there is a marked difference between the melting points of Cu and Sn. So during the traditional sintering process Sn is easy to melt and gather together, which results in the uneven distributions of Sn and Cu in the matrix and therefore different bonding strengths of diamond abrasives. The diamond particles tightly bonded to the matrix are difficult to fall off from the dicing blade even if they are worn. It will produce large damages to the workpiece during the dicing process. So a sintering method is needed to prevent gathering of Sn. SPS is regarded as a rapid sintering method. As shown in Figure 3, it heats the powders by means of Joule heat between the particles. This direct sparking way between particles allows heating in a way of very high heating and cooling rates. This fact results in a favorable sintering behavior with less grain growth and suppressed powder decomposition. A particle adheres to the other particle by means of vaporization and solidification, volume diffusion, surface diffusion and grain boundary diffusion. 26 The combination of different particles is completed in a very short time. It is difficult for the Sn particle to gather in bulk. Therefore, this sintering method is easy to make sure that the diamond abrasive is bonded to the matrix uniformly.
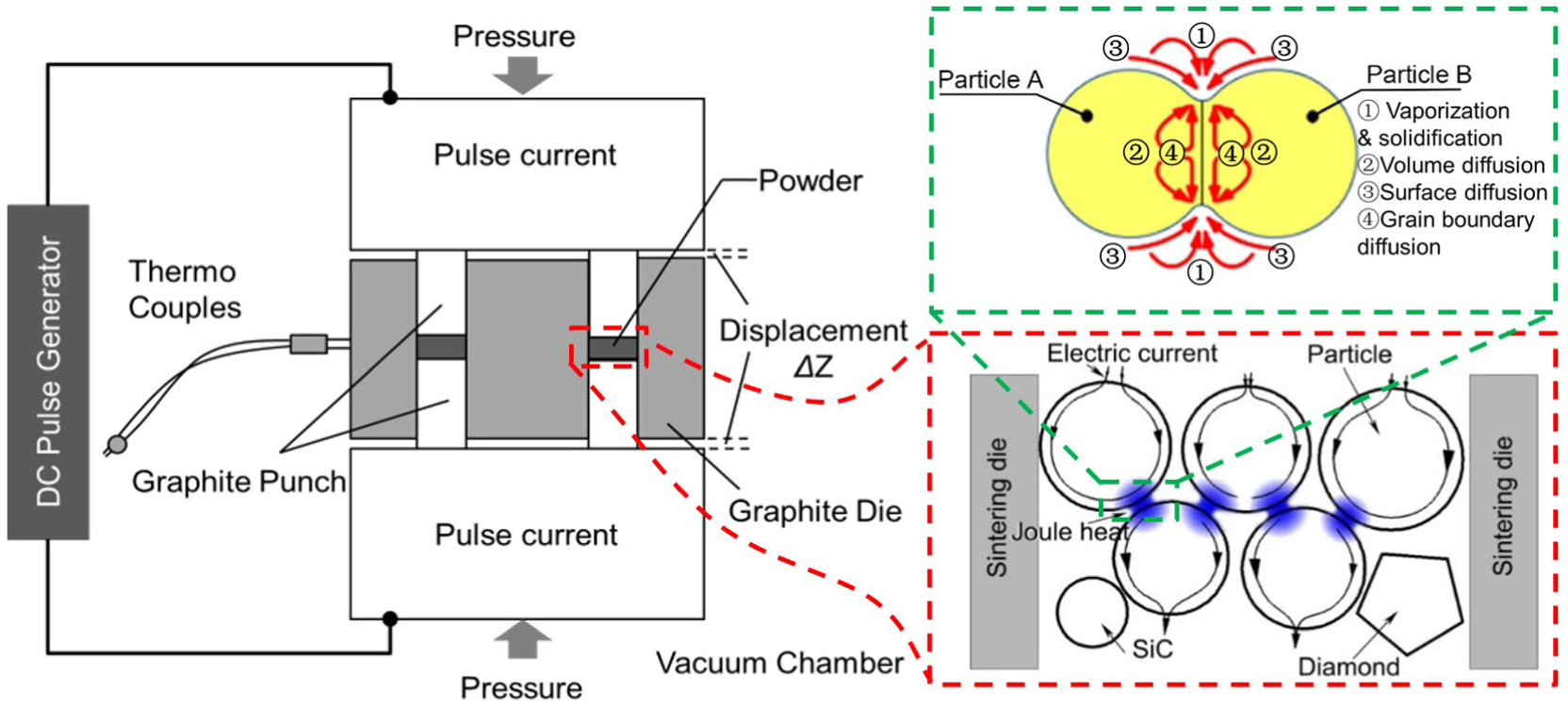
Schematic diagram of spark plasma sintering.
Vacuum sintering can not only prevent oxygen from entering into the die, but also achieve the desorption of oxygen from the metal powders. Figure 4 shows the vacuum hot press sintering furnace and its sintering schematic diagram. The vacuum sintering furnace was produced by Shanghai Chenrong Electric Furnace Limited Corporation. Before sintering, the vacuum of the sintering furnace was first set at 4 × 10−3 bar and then bumped into Ar gas to protect the powders. The sintering temperature was detected with a thermocouple which was inserted into the graphite die. Because the metal powders were heated with heating wires by means of thermal radiation, the temperature increases and decreases more slowly than in the SPS process. It may take 1 h for the sintering process to be completed. So in this process metal Sn is easy to be extruded out of the die. The matrix compounds are therefore not uniform.
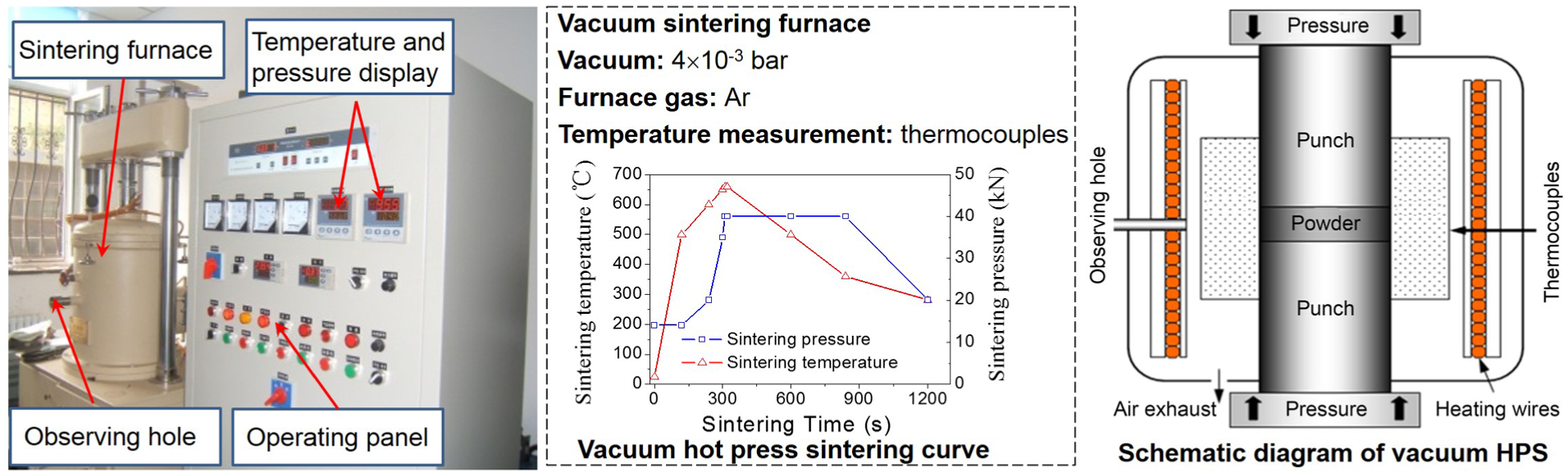
Vacuum hot press sintering furnace and its sintering schematic diagram.
Hot press sintering experiments are conducted on a medium-frequency hot pressing sintering machine. There was neither vacuum equipment nor Ar gas protection in hot press sintering machine. Because graphite has very strong reducibility under the condition of high temperature, it can protect metal powders from being oxidized. The hot press sintering curve is the same as that of the SPS process.
Slicing and characterization methods
Nine dicing blades were prepared with the sintering methods as shown in Table 1. In order to study the cutting performance of these slicing blades, a DS 610 precision slicing machine was chosen to cut glass, silicon and alumina ceramics as shown in Figure 5. The maximum rotational speed of the spindle was about 40,000 r/min. The X- and Z-axis accuracies were about 0.001 mm, and the Y-axis accuracy was about 0.0005 mm. Before the slicing process, the workpieces adhered to the vacuum chuck. Every slicing blade was dressed with a diamond grinding wheel to make sure that the blade has good roundness. The wear amount of the dicing blade can be obtained through measuring the height of the spindle before and after the dicing process.
Slicing blades prepared with different sintering methods.
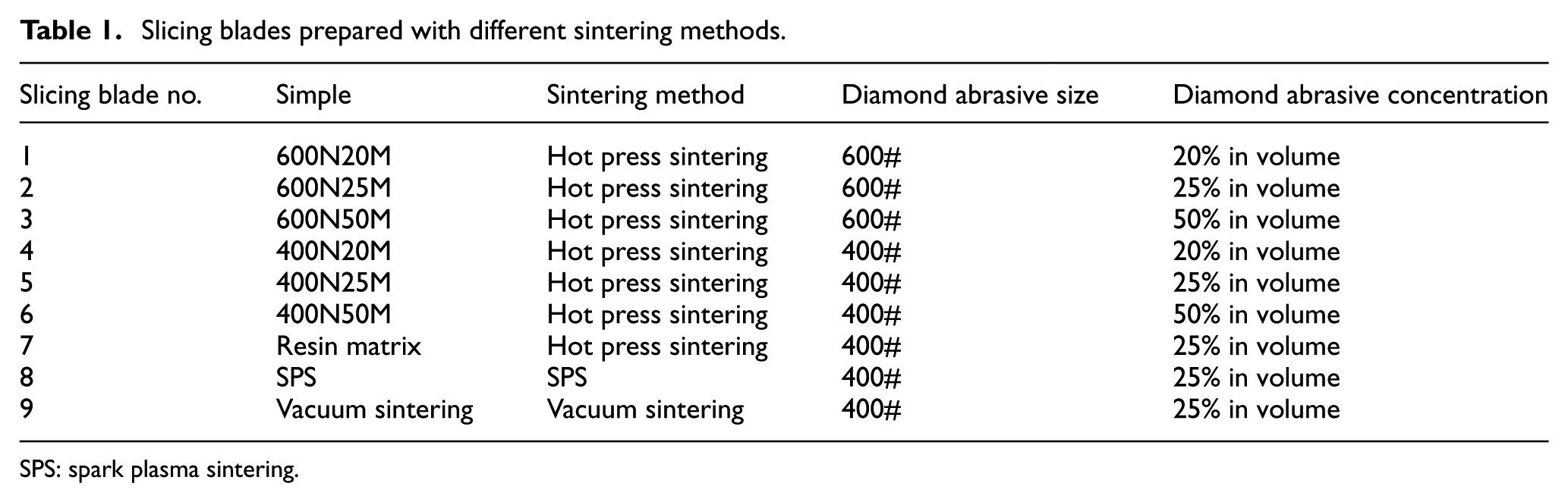
SPS: spark plasma sintering.
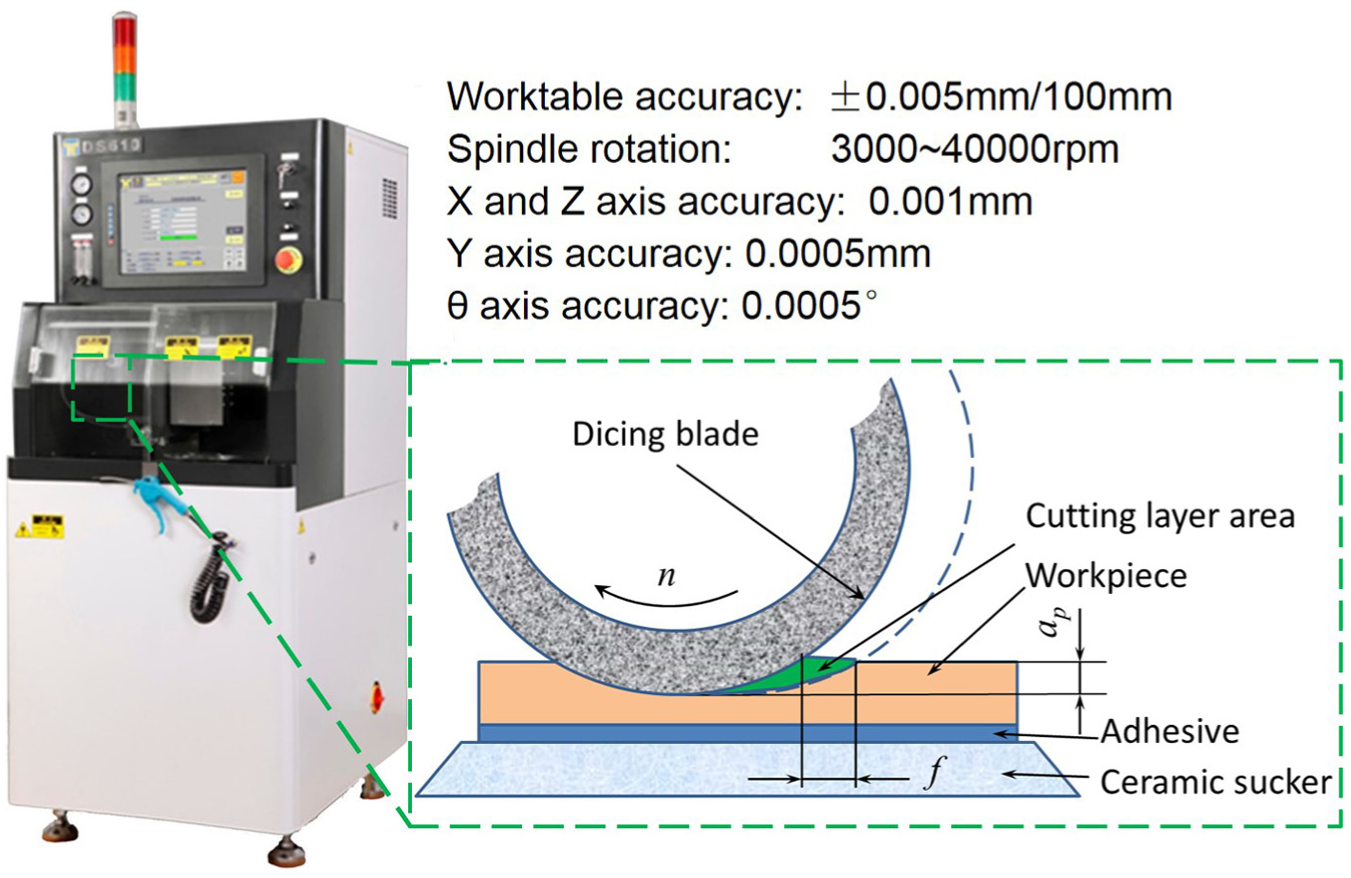
Slicing machine and its slicing parameters.
Laser scanning confocal microscope, optical microscope, scanning electron microscope, X-ray diffraction and energy-dispersive spectroscopy were employed to characterize the sliced specimens and slicing blades after the slicing process.
Results, analysis and discussion
Microstructural characterization of the dicing blade
The factors influencing the cutting performance of dicing blades usually include the concentration and size of diamond abrasive, matrix structure, the bonding strength of diamond abrasive to matrix and the porosity of dicing blade. The concentration and size of diamond abrasive can be adjusted in the mixing powder process. The bonding strength of diamond abrasive and the porosity of dicing blade depend mainly on the sintering method. Cu and Sn are the common matrix metals for preparing grinding wheel. These metals are easy to be extruded out of graphite dies under high pressure during sintering. So some Si powders are added into the metal powders to prevent them from flowing at high temperatures. Therefore, it is easy to maintain the porosity of dicing blade. Another reason to introduce the Si powder is that Si particles are very easy to be broken under the cutting force during the slicing process, which results in the low unit cutting force. Finally, the slicing damages become small due to the decrease of the cutting force. The sintering methods have significant influence on the microstructure of dicing blade. Figure 6 shows the microstructures of different abrasive size, abrasive concentration and sintering method. From Figure 6(a)–(c), the concentration of diamond abrasive increases from 20% to 50% in volume. When the concentration of diamond abrasive is 20% or 25%, the diamond particles are surrounded by the metal matrix well, while, for the concentration of 50%, the diamond particles are not well surrounded. As a result, some diamond particles fall off from the metal matrix. The size of diamond abrasive in Figure 6(d)–(f) is about 600#, relatively smaller than that in Figure 6(a)–(c). Small diamond abrasives embed in the metal matrix. Only when the concentration of diamond abrasive is 50%, some diamond particles stack in the matrix together. It may increase the slicing damages. Furthermore, as shown in these figures, all metals combine into bulk. No original metal particles can be seen. The density of slicing blade is high. And there is little porosity in the metal matrix. These microstructures are not beneficial to slicing. As noted in Figure 6(g), many metal particles adhere to each other in the matrix after the SPS process. Diamond particles scatter in the metal matrix. The porosities in the metal matrix are beneficial to the slicing process. They can store the cutting chips to maintain the sharpness of the slicing blade. These microstructures are the result of rapid spark between the metal particles. The low-melting point metal Sn even did not melt before the completion of sintering. So it is easy to maintain the uniformity of the metal matrix and diamond particles. As shown in Figure 6(h), there is also much porosity in the metal matrix after vacuum sintering. However, as shown in Figure 6(i), the resin matrix has melted completely during sintering.
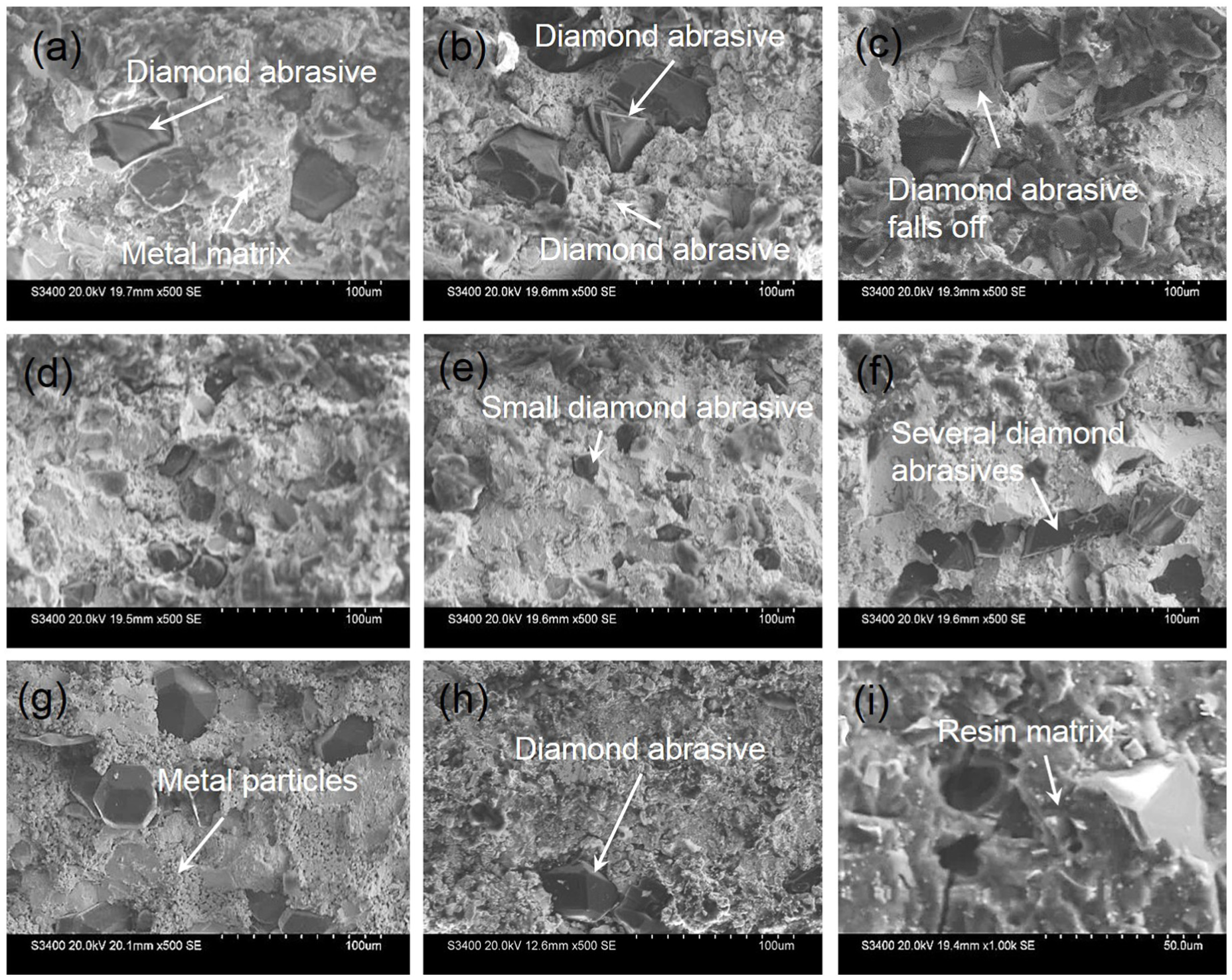
SEM section micrograph of dicing blades: (a) 400N20M, (b) 400N25M, (c) 400N50M, (d) 600N20M, (e) 600N25M, (f) 600N50M, (g) SPS, (h) vacuum sintering and (i) resin matrix.
Oxygen is a more active element than carbon and silicon. So the metals Cu and Sn tend to be oxidized at an elevated temperature but not to form Cu-Sn alloy or carbide. The reactions may reduce the strength of the metal matrix. Also the bonding force of diamond abrasive to the metal matrix is poor because of the failure formation of carbide. It is easy for diamond abrasive to fall off from the metal matrix. Therefore, the introduction of oxygen should be controlled during the sintering process. Figure 7 shows the matrix energy-dispersive X-ray spectroscopic (EDAX) analysis of dicing blade prepared with different methods. As shown in the figures, there is some oxygen in the matrix of dicing blade after traditional hot press sintering. But little oxygen is introduced into the matrix during vacuum sintering and SPS. The introduction of oxygen might be attributed to two probable reasons: one is that the oxygen gas enters into the graphite die during the sintering; another is the absorbed oxygen and H2O on the surface of the powders before sintering. According to the experimental results, it is difficult for oxygen to enter into the graphite die because the graphite has very strong reducibility at elevated temperatures. For the second situation, a lot of oxygen gas and water gas are absorbed on the surface of metal particles during powder mixing or the filling process. The absorbed oxygen and water may react with the metal powder when the temperature increases during the hot press sintering process. However, for vacuum sintering and SPS, the absorbed oxygen and water may desorb from the surface of the powders due to the high vacuum. The metal powders would therefore not be oxidized during the subsequent vacuum sintering and SPS processes. Besides, comparing the matrix EDAX analysis of dicing blade sintered with different methods, the Cu content of dicing blade after SPS is relatively higher than those in the other two sintering methods, because of the long sintering process for vacuum sintering. These study results indicate that the vacuum condition and short sintering time are beneficial to the preparation of slicing blade.
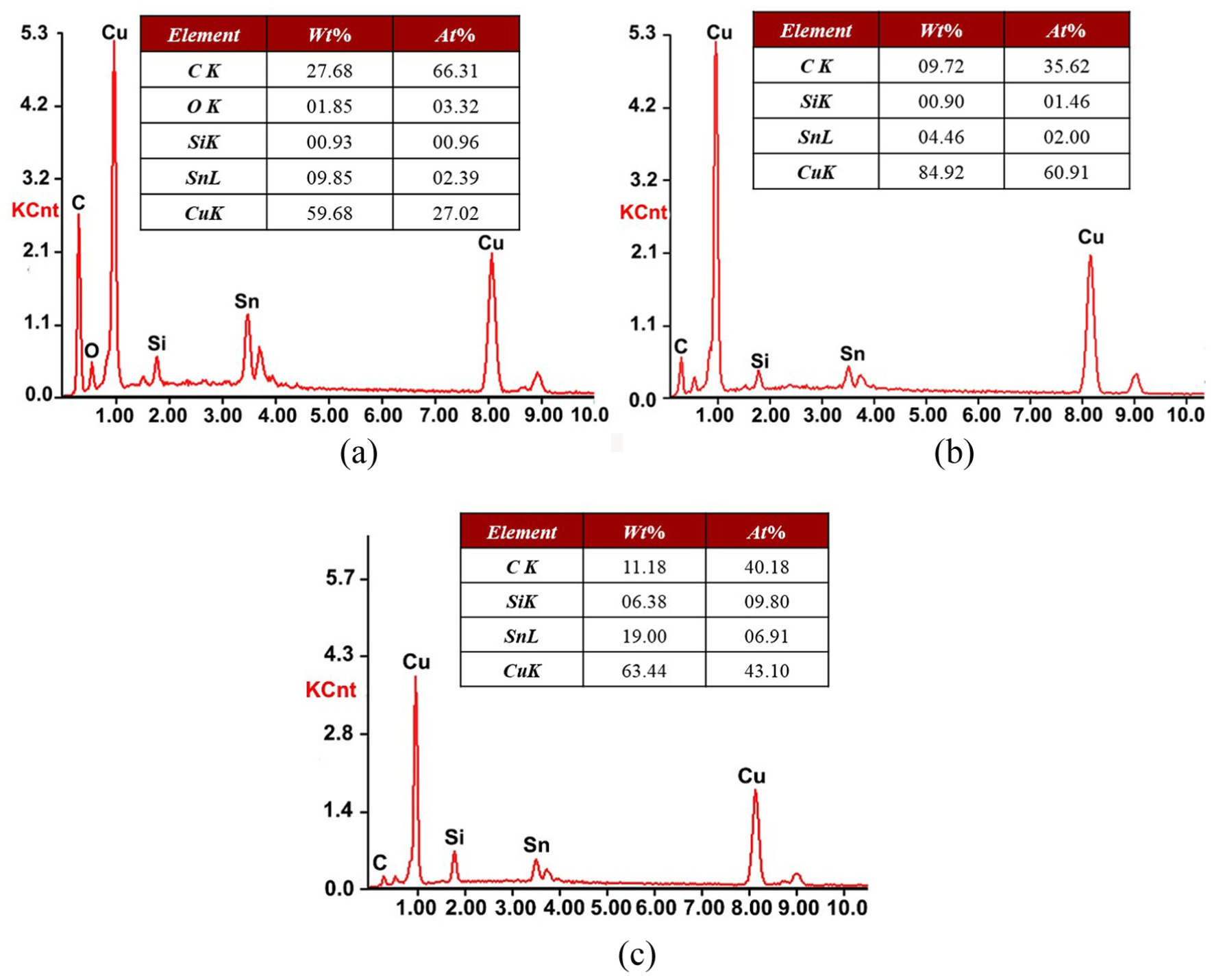
Matrix EDAX analysis of dicing blade sintered with different methods: (a) 400N25M, (b) vacuum sintering and (c) resin matrix.
Influence of the spindle rotational speed on the dicing blade cutting performance
In order to evaluate the cutting performance of dicing blade under the different conditions, some parameters such as the radial wear amount of dicing blade Δw, the current of relay I, the number of chips larger than 50 μm Nd and the largest chip size SL are included in this section. The radial wear amount of dicing blade is the difference in dicing blade radius before and after cutting a glass sheet for a distance of 600 mm, which can reflect the cutting life of dicing blade. The current of relay, as a reflection of electrospindle powder, can reflect the cutting force during the dicing process. Slicing damage is an important index to assess the cutting performance. Here, the number of chips larger than 50 μm and the largest chip size are used to characterize the intensity and the extent of damage.
Figure 8 illustrates the influence of spindle rotational speed on the cutting performance of dicing blade. As shown in Figure 8(a), the radial wear amount of dicing blade increases linearly with the increase of rotational speed. However, it increases slowly with the rotational speed due to the combined effects of the increasing cutting distance and the decreasing thickness of the cutting layer. In addition, there are obvious differences among the slicing blades prepared with different methods. The resin matrix dicing blade presents the largest wear amount after cutting due to the smallest strength of the resin matrix. The next is the dicing blade prepared with the SPS method, which indicates that the bonding strength of dicing blade prepared with the SPS method is not too strong. The dicing blade prepared with traditional hot press sintering exhibits the lowest wear amount. It is difficult for diamond abrasive to fall off from this dicing blade. But, on the contrary, it may cause the most serious damages to the workpiece. From Figure 8(b), it can be observed that the current of relay has different tendencies when comparing with the radial wear amount of dicing blade. Higher current of relay indicates that there are large cutting forces during the slicing process. Under these conditions, it is difficult for the diamond abrasives to fall off from the metal matrix. The radial wear amount of dicing blade is therefore smaller. However, there is a slight increase when the rotational speed increases from 25,000 to 30,000 r/min. It is because of the serious vibration of the spindle and the large cutting resistance of cooling water when the rotational speed is 30,000 r/min. Among the four slicing blades, the slicing blade with the resin matrix presents the lowest current of relay, and then the slicing blade is prepared with the SPS sintering method, which indicates that they will produce smaller damages. It can be verified by the number of chips larger than 50 μm as shown in Figure 8(c). The numbers of chips larger than 50 μm produced by the resin matrix slicing blade and SPS slicing blade are obviously smaller than those produced with 400N25M and vacuum sintering. It may be because the two slicing blades have smaller bonding strength of diamond abrasive. Besides, it can be found that there is a drop in the rotational speed of 25,000 r/min. According to the vibration measurement of spindle, these results may be due to the serious vibration of the spindle at the rotational speed of 30,000 r/min. Large cutting chips are strictly controlled for most microstructures and microparts. So the largest chip size is concerned in this study. It is noted from Figure 8(d) that the largest chip size produced by the resin matrix slicing blade is larger than that with SPS slicing blade and vacuum sintering slicing blade, although it produces the smallest number of chips larger than 50 μm. It indicates that the damages are influenced not only by the bonding strength of diamond abrasive but also by the bonding uniformity of diamond abrasive. The SPS sintering method owns the best binding uniformity of diamond abrasive by use of the rapid sparking between metal particles. Therefore, its chip size is the smallest.
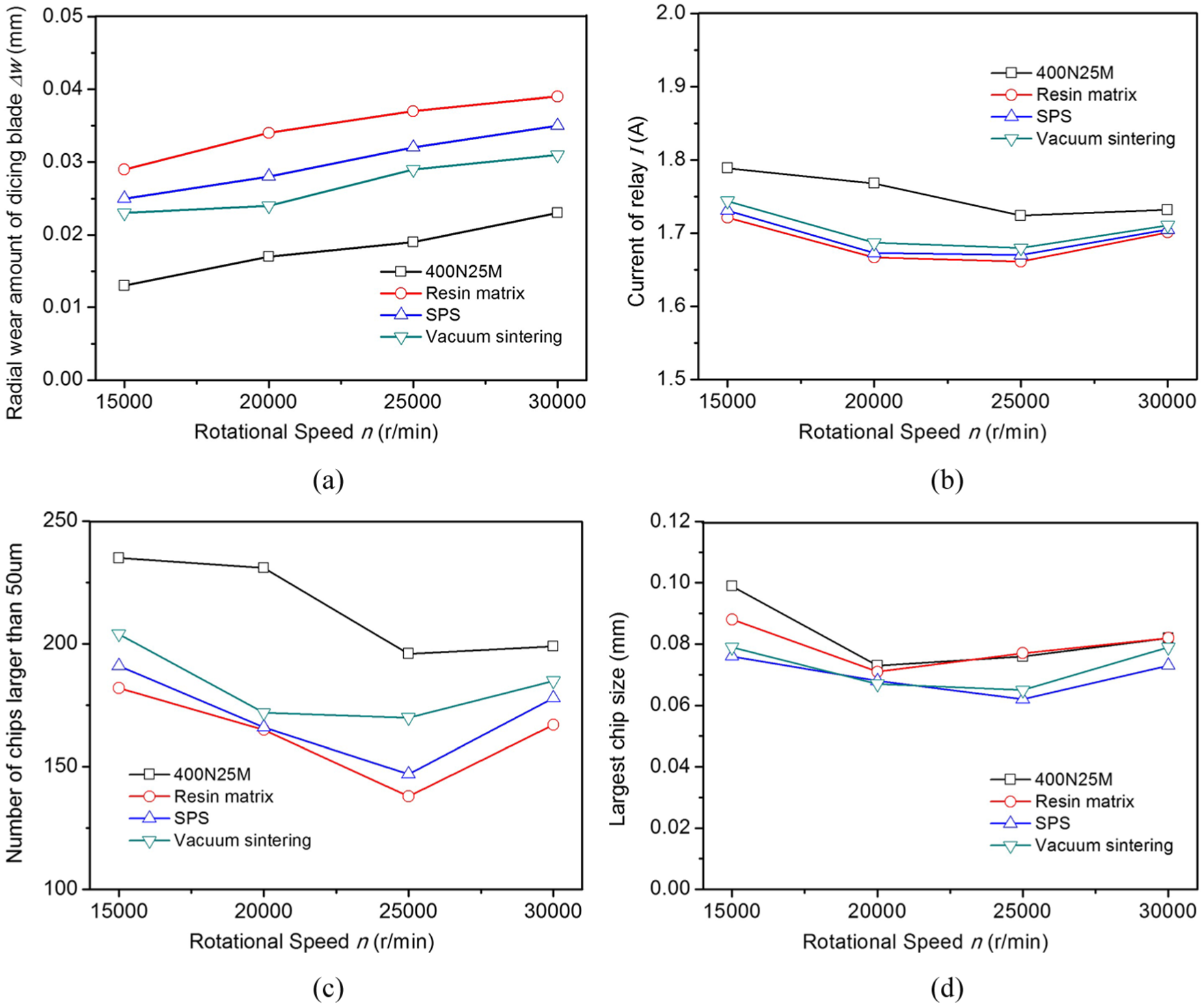
Influence of spindle rotational speed on the dicing blade cutting performance: (a) radial wear amount of dicing blade, (b) current of relay, (c) number of chips larger than 50 μm and (d) largest chip size.
Influence of feed rate on the dicing blade cutting performance
The feed rate has crucial influence on the time taken by the slicing blade to participate in cutting, the thickness of cutting layer and the clogging of slicing blade. These factors will decide the radial wear of dicing blade and the current of relay. As shown in Figure 9(a), the radial wear amount of dicing blade shows a significant decrease with the increase of the feed rate. With the increase of the feed rate, the time taken by the slicing blade to participate in cutting decreases correspondingly and the clogging of slicing blade is improved. Both of them result in a low radial wear amount of dicing blade. According to Figure 9(b), the increase of relay current may be due to the decreasing thickness of the cutting layer with the feed rate. The 400N25M prepared with traditional hot press sintering presents the larger relay current than any other dicing blade. The long sintering time of the traditional hot press sintering method may produce a strong and uneven bonding strength of diamond abrasives. These cause serious slicing damages compared with the other sintering methods. As illustrated in Figure 9(c) and (d), the number and the size of the chips increase continuously with the feed rate due to the increase of the cutting force. The damages caused by 400N25M are obviously more serious than those caused by the other dicing blades. However, the SPS slicing blade presents the best cutting quality. The number of chips larger than 50 μm and the largest chip size are smaller than those in the other slicing blades, which indicates that the bonding strength uniformity of the slicing blade is the best with this sintering method. Although the overall bonding strength of the resin matrix slicing blade is small, the bonding strength uniformity is not well. It is the reason why the resin matrix slicing blade obtains a large slicing chip size.
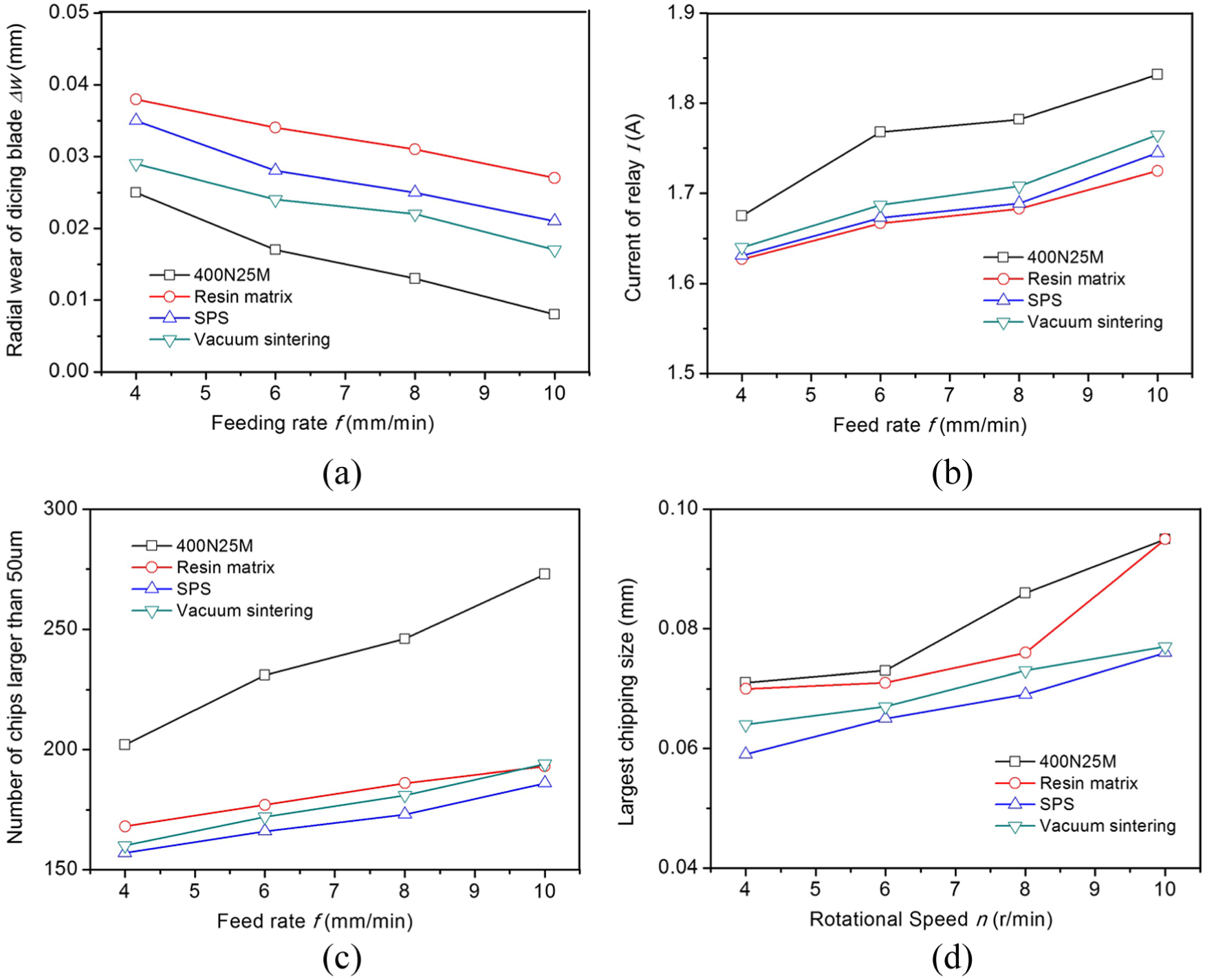
Influence of feed rate on the dicing blade cutting performance: (a) radial wear amount of dicing blade, (b) current of relay, (c) number of chips larger than 50 μm and (d) largest chip size.
Influence of back cutting depth on the dicing blade cutting performance
Back cutting depth has considerable influence on the area of the cutting layer. With the increase of the cutting layer area, the cutting force will increase enormously. As shown in Figure 10(a) and (b), the radial wear of dicing blade and the current of relay increase steadily with the increase of back cutting depth because of the increase of cutting force. This will lead to the increase of the number of chips larger than 50 μm and the largest chip size as illustrated in Figure 10(c) and (d). The slicing damages therefore become serious. In addition, there are a lot of similarities among the influences of rotational speed, feed rate and back cutting depth. The resin matrix slicing blade obtains the largest radial wear and the lowest relay current. While the SPS dicing blade produces the smallest damage size and the least damage intensity. These graphs provide some interest information about the slicing blade that the sintering methods have remarkable influence on the slicing damages. The slicing damages are affected not only by the bonding strength of diamond abrasives, but also by the bonding strength uniformity of diamond abrasives. SPS provides a novel method to obtain good bonding strength uniformity of diamond abrasives. The vacuum sintering also has good effect on the cutting performance of slicing blade.
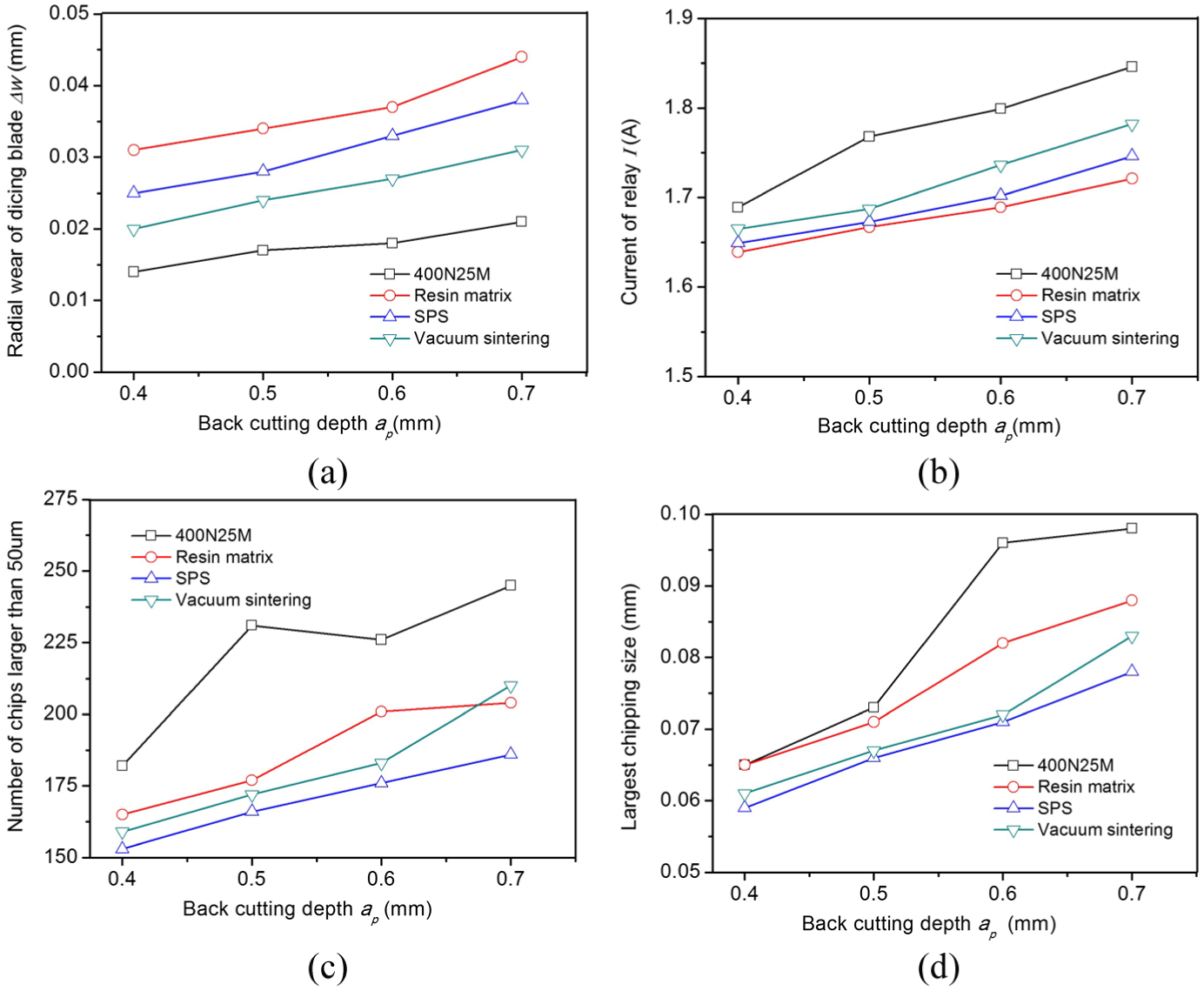
Influence of back cutting depth on the dicing blade cutting performance: (a) radial wear amount of dicing blade, (b) current of relay, (c) number of chips larger than 50 μm and (d) largest chip size.
Influence of slicing blades with different diamond abrasive size and concentration
Besides the bonding strength of diamond abrasive, the diamond abrasive size and concentration also have obvious influences on the slicing damages. As illustrated in Figure 11, the dicing blades 600N20M, 600N25M and 600N50M have the same size, but different concentrations, of the diamond abrasive. The dicing blade with high diamond abrasive concentration will produce more slicing damages. When comparing the dicing blades of 600N20M, 600N25M and 600N50M with 600# diamond abrasive, the dicing blades of 400N20M, 400N25M and 400N50M possess larger diamond abrasive. They produce more serious damages. So larger diamond abrasive size and concentration are not beneficial to the slicing damages. In addition, when these slicing blades are used to slice the different hard-brittle materials such as glass, alumina ceramics and silicon, different damages will be caused to the workpiece. The damages of glass workpiece are most serious, then are those of the alumina ceramics. The silicon workpiece possesses the least damages. It indicates that the material properties of the workpiece also have remarkable influence on the slicing damages.
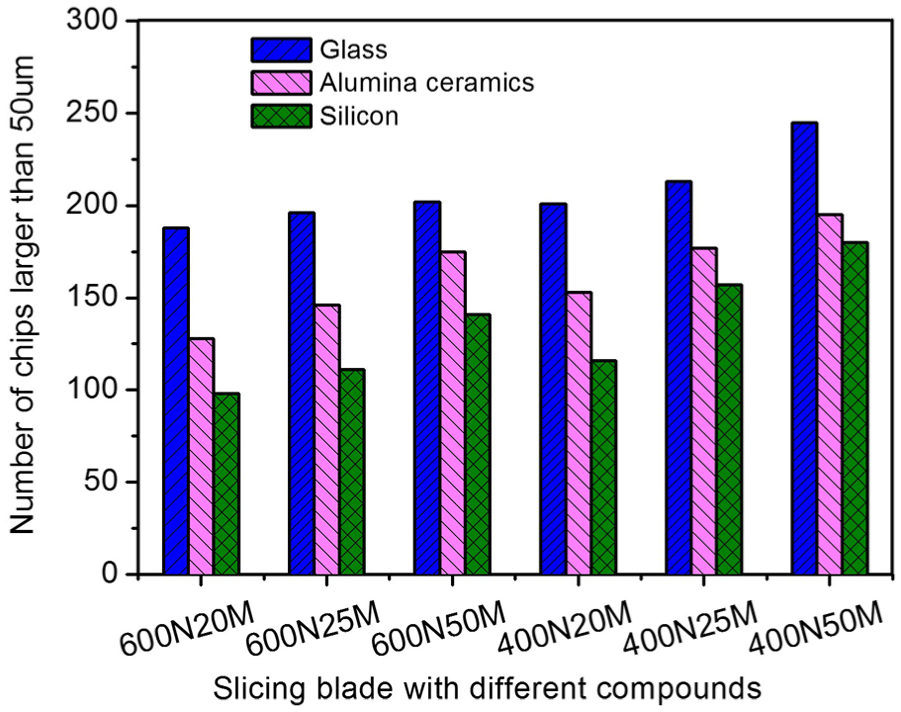
Influence of slicing blades with different diamond abrasive size and concentrations.
Cutting performance assessment of dicing blades
In order to observe intuitively the influences of the sintering methods, rotational speed, feed rate and back cutting depth, some fitted operations were conducted with the data in Figures 8–10. According to Taylor’s equation for tool life expectancy, the tool’s life has an exponential relationship with rotational speed, feed rate and back cutting depth. Therefore, the radial wear amount of dicing blade Δw can be expressed as

where Kw is the tool life coefficient with relation to the cutting condition, the tool parameters, the tool wear and so on and xv, xf and xap are the exponents of the rotational speed v, the feed rate f and the back cutting depth ap individually. In this study, in all experiments the same workpieces and cutting condition were used. So the tool life coefficient Kw mainly reflects the influence of slicing blade. xv, xf and xap are the important indexes of cutting parameters such as rotational speed, feed rate and back cutting depth.
Similarly, the exponential equations of the relay current I, the number of chips larger than 50 μm Nd and the largest chip size SL in consideration of rotational speed, feed rate and back cutting depth can be obtained



where KI, Kd and Ks are the corresponding coefficients with relation to cutting condition and the tool parameters. They reflect the influences of dicing blade on the relay current, number of chips larger than 50 μm and the largest chip size. yv, yf, yap, zv, zf, zap, tv, tf and tap are the exponents reflecting the influences of rotational speed, feed rate and back cutting depth on the relay current, number of chips larger than 50 μm and the largest chip size.
The experimental values are substituted into equations (1)–(4). Then the corresponding coefficients and exponents can be calculated as shown in Table 2. From these coefficients and exponents, the influencing importance of the cutting parameters and sintering methods can be analyzed. Among the exponents of rotational speed, feed rate and back cutting depth, the exponents of back cutting depth are always larger than the other two cutting parameters. It indicates that the back cutting depth has the most important influence on the tool life, cutting current and slicing damages, then is the feed rate. The least influencing parameter is the rotational speed. So the back cutting depth should be controlled when the workpiece will be cut through.
Determination of influencing coefficients.
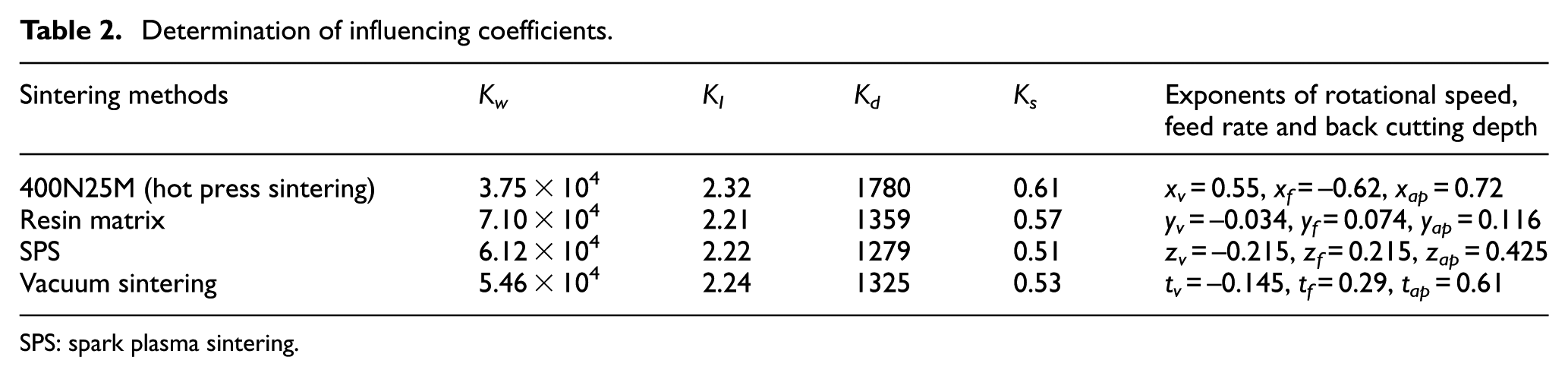
SPS: spark plasma sintering.
In addition, the effects of the sintering method on the tool life, cutting current and slicing damages can be concluded from these influencing coefficients. Among the four slicing blades, the 400N25M prepared with hot pressing sintering has the longest tool life. The resin matrix dicing blade obtained the smallest cutting current. But it is not the best tool for the slicing damages. The SPS method is beneficial to obtain low slicing damage. These effects can be attributed to the special sintering process. It can obtain the good bonding strength uniformity of diamond abrasives. The vacuum sintering is also better to decrease the slicing damages although the effect is inferior to the SPS. The vacuum sintering environment is better for binding of diamond abrasive with the metal particles.
Conclusion
This article presents the benchmarking analysis and investigation of the fabrication of dicing blades for hard-brittle materials particularly through sintering methods including traditional hot press sintering, vacuum sintering and SPS, and their associated dicing performance and process optimization. Nine slicing blades are prepared and fabricated with the above sintering methods and their cutting performance is assessed through well-designed process trials. The concluding results are summarized as follows:
Traditional hot press sintering can obtain a slicing blade with a high density, but it is difficult to maintain the uniformity of the metal matrix and diamond particles because of the melted Sn transformation. Using SPS, the sintering process can be completed in a very short time as a result of rapid spark between the metal particles. It can produce a granular microstructure with sufficient porosity, which is beneficial to maintaining the uniform cutting force in the dicing process. Furthermore, the high vacuum environment ensures the oxygen gas and water vapor desorbing from the surface of metal powders so that the metal powders cannot be oxidized at elevated temperatures.
The radial wear of a dicing blade demonstrates normally a reverse trend against the current of relay, the number of chips larger than 50 μm and the largest chip size. The 400N25M dicing blade possesses the lowest radial wear but the highest cutting current. It produces the most severe slicing damages. It is interestingly noticed that resin matrix slicing has not produced the best slicing surface although its cutting current is the lowest. In most circumstances, SPS-fabricated slicing blade achieves the lowest number of chips with the smallest chip size, which can be attributed to the uniform and granular microstructure produced by the SPS process. The damage number coefficient and the damage size coefficient can also be used to illustrate that the SPS slicing blade has the best cutting performance.
The dicing process parameters such as rotational speed, feed rate and back cutting depth can also have substantial influence on the blade tool life, cutting current and slicing damages. High rotational speed, low feed rate, low back cutting depth and low machining vibration are suitable to reduce the slicing damages. Among these three process parameters, the back cutting depth has the most obvious influence on the blade tool life, cutting current and slicing damages, while the feed rate is the next. The least influencing parameter is the rotational speed. Therefore, the back cutting depth should be controlled when the workpiece wafer is cut through. In addition, the larger diamond abrasive size and concentration are not beneficial to avoiding the slicing damages.
Footnotes
Acknowledgements
The authors would like to thank Shenyang Changpu Superhard Precision Tools Co., Ltd for producing the slicing blades and Brunel University London for hosting the academic visit and research collaboration.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the financial support from the National Science Foundation of China (Grant No. 51305278), the Basic Research Foundation of Liaoning Province Universities (Grant No. LFGD2017007), the Natural Science Foundation of Shenyang City (Grant Number F16-205-1-10) and China Postdoctoral Science Foundation (Grant No. 2014M551124).