
Abstract
The evaluation of the energy performance of spindle systems with a proper metric is extremely important for energy-efficient machine tools. However, there is a lack of appropriate index to achieve this evaluation. To close this gap, the additional power requirement, which is defined as the discrepancy between the material removal power and the power gap of the spindle system from air-cutting state to cutting state, was proposed as a new indicator based on a detailed power flow analysis. The additional power requirement universally exists in machining and results from the efficiency and power losses of the system, which makes it a good energy performance indicator candidate. A theoretical model for the additional power requirement of spindle systems was built and verified in a lathe machine, through which two causes of additional power requirement were pointed: less than 100% efficiency throughout the system and efficiency change of the spindle motor under a dynamic load and a variable speed. The first cause has a positive effect on the additional power requirement, whereas the second one generally plays a negative role. Furthermore, the additional power requirement can be negative because of the negative effect, which is different from previous studies. The close relation between the additional power requirement and the energy performance of the spindle is demonstrated by an in-depth analysis. This work is an important building block for energy-efficient machine tools.
Introduction
Because of their large amounts of energy consumption,1,2 manufacturing companies are facing huge pressures (e.g. rising energy bills3,4 and company reputation) in the context of growing environmental issues
5
such as global warming. However, it is extremely challenging for entities, particularly small and medium enterprises, to save energy by improving the energy performance because of the lack of effective tools, methods for clear progress, sufficient experts, and so on. Fortunately, these difficulties can be overcome by increasing the energy efficiency of machine tools, which are notably widely used in the manufacturing industry and contribute more than 10,000 PJ
Many studies were performed to save energy in manufacturing companies on different levels, for example, the factory level7–9 and production line level10–13 to optimize the manufacturing configuration, process level to minimize the machining energy,14–16 and sub-components level to facilitate machine tool design.17,18 However, the energy performance of machine tools and their sub-components are often ignored in these studies because no proper metrics and standardized test procedure 19 can be used to evaluate them. In fact, distinguishing and ranking the energy performance of the machining unit are essential tasks to reduce the energy depletion of machining processes. To accomplish these tasks, a suitable indicator is extremely important.
The machining process is normally implemented by machine tools with at least one cutter in the spindle, with the position being controlled by several feed axes. In general, the material removal power of the machining process is obtained by multiplying the cutting force and cutting speed and is often regarded as the machine tool power gap from the air-cutting state to the cutting state. However, there is a discrepancy between the material removal power and the actual power variance of the machine tools in the two states.20–23 This discrepancy is defined as the additional power requirement (APR).
How to optimize the APR, which serves as an important energy performance indicator of a spindle system, continues to be a vital area of research, because it can account for up to 30% 24 of the cutting power and can bring benefits regarding at least the following aspects:
The understanding of the power consumed by the machining process can be advanced.
The APR can act as an indicator to evaluate the energy performance of a spindle system according to our study and help improve the design of the machine tool in terms of energy savings.
A more precise energy consumption model of the machining process can be developed regarding the APR, which has wide application prospects such as directly estimating the main cutting force according to the power information. This method is much cheaper than using a dynamometer system 25 and can be integrated into NC systems with near-zero cost.
However, the APR has received little attention in many studies.26–29 This article aims to examine the causes of the APR to better understand the power consumption in the machining process and develop a proper indicator to evaluate the energy performance of the spindle. The remainder of the article is structured as follows. The literature review is presented in section ‘Literature review’. The power flow analysis of the spindle system and theoretical model of the APR are presented in section ‘Modelling of the APR’. The experiment setup and results are shown in sections ‘Experimental setup’ and ‘Results’, respectively. Discussions are provided in section ‘Discussions’ to demonstrate the effect factors of the APR and the application prospect of the APR as an energy performance indicator. Finally, the conclusions and future works are introduced in section ‘Conclusion and future works’.
Literature review
Efforts to evaluate the energy performance of machine tools and their sub-components
Götze et al. 30 highlighted the energy efficiency and cost-effectiveness in the life cycle of a machine tool as the main characteristics to evaluate its green performance. The energy performance was proven to be one of the most important factors in green manufacturing and has attracted much attention.31–36 However, Bunse et al. 37 found that there are large gaps between industrial needs and literature solutions in many aspects, for example, different definitions for the same term are misleading, various KPIs (key performance indexes) are available but lack in suitable benchmarks, and there is no good framework for evaluation.
Energy efficiency, which can be obtained using the input–output method, is normally used as the indicator to evaluate the energy performance. Many efforts have been devoted to estimating19,29,31,32,38–41 and monitoring 42 the energy efficiency for production systems in the past few years. However, as compared by Bunse et al., 37 there are many ways can be used to define and justify the energy efficiency depending on the research background. As a result, it would be misleading to compare two efficiencies without a unified definition. Furthermore, because the spindle system commonly works with variable speeds and loads, its efficiency fluctuates too heavily to be used as the indicator to evaluate its energy performance even if the efficiency is well defined and measured correctly.
The specific energy consumption (SEC) is another important criterion when one investigates the energy performance of a machining process.43–45 However, the SEC heavily depends on its boundary definition, for example, the specific machine tool energy,46–48 specific material removal energy,49,50 and specific production line energy. In addition, the embedded energy of the work piece material, cutting tool use, and cutting fluid disposal is sometimes included in the SEC calculation, which makes the SEC an ambiguous term. Furthermore, the SEC only considers the cutting states of the system and cannot evaluate the energy performance in the air-cutting states.
Therefore, standardizing the evaluation method of the energy performance has been considered as a more effective route to end the debate and put the scientific concept into practice. The Japanese Standards Association (JSA) published TS B 0024-2010 to test the electric power consumption for different types of machine tools.51–54 Measurements in the no-load, load, and standard machining modes and a dedicated work piece were used for the test. They also specified how to assess the power consumption of a machine sub-system in the test specification. However, no indicator was proposed to determine the power consumption performance. The International Organization for Standardization (ISO) also made great efforts on this topic in their TC 39 WG 12 committee. They started the drafting of ISO 14955 to develop an energy-efficiency label for machine tools through a unified and standardized test procedure. However, challenges remain to prevent the project progressing fast. The ISO 14955 was first planned as four parts, 55 but it has been redesigned by adding a new part.56–60 The initial goal for the energy-efficiency label was also adjusted. Nevertheless, up to date, all systems remain in a draft period except for part 1, which was finalized and published in November 2017. 56
To speed up the progress of the ISO 14955 series, Schudeleit et al. 19 compared four methods to evaluate the energy efficiency of machine tools and concluded that the reference process method was the most suitable procedure. However, the lack of a consensus in the reference process is the fatal drawback of this proposal because different reference processes may cause distinct results. 55 Schudeleit et al. 61 also proposed an energy performance metric, which is referred to as the total energy efficiency index (TEEI), where the efficiencies of the sub-components are integrated into a single index, and the best available technology is taken as the reference point. However, it is hard to get the causes of low TEEI from TEEI itself, which limits its application for machine tool designers.
Clearly, the above analyses show that developing a proper index continues to be an important research topic in order to facilitate an unambiguous evaluation of the energy performance of both machine tools and their sub-components. The spindle, which is one of the most important and energy-consuming sub-systems of machine tools, is the focus in this article to build a suitable indicator for its energy performance evaluation via an in-depth power flow analysis.
State-of-the-art on APR research
The APR is common in machining processes and easily observed. According to its definition, one method to observe it in the experiment is to simultaneously measure the power gap of the spindle using a power logger connected to the power-supply wires when the spindle is shifted from the air-cutting state to the cutting state and the log cutter force using a dynamometer system.
Salonitis and Ball
20
noted that the APR

where
The empirical model based on data fitting should have high accuracy if these data are obtained from carefully designed experiments. This kind of model is good in some cases,21,42 but it cannot explain the causes and locate the causes of the APR. As an alternative, a physics-based empirical model was used by Lv et al.
63
to estimate

where

where a, b, and c are the numbers of gears, rolling bearings, and plain bearings in the transmission chain of the spindle;
Modelling of the APR
Power flow in the spindle system
A spindle system normally consists of a drive, a motor, a mechanical transmission system, and an executive device. Cutting forces indirectly act on the spindle motor, which is actuated by the motor drive, through the transmission system. Figure 1 illustrates the power flow of a spindle system, from which the power depletion of the spindle system can be divided into five pieces: power losses of the spindle motor and its drive, power losses of the mechanical transmission chain, power consumption to change the spindle speed, and power to remove the materials. Therefore, the total power input

where
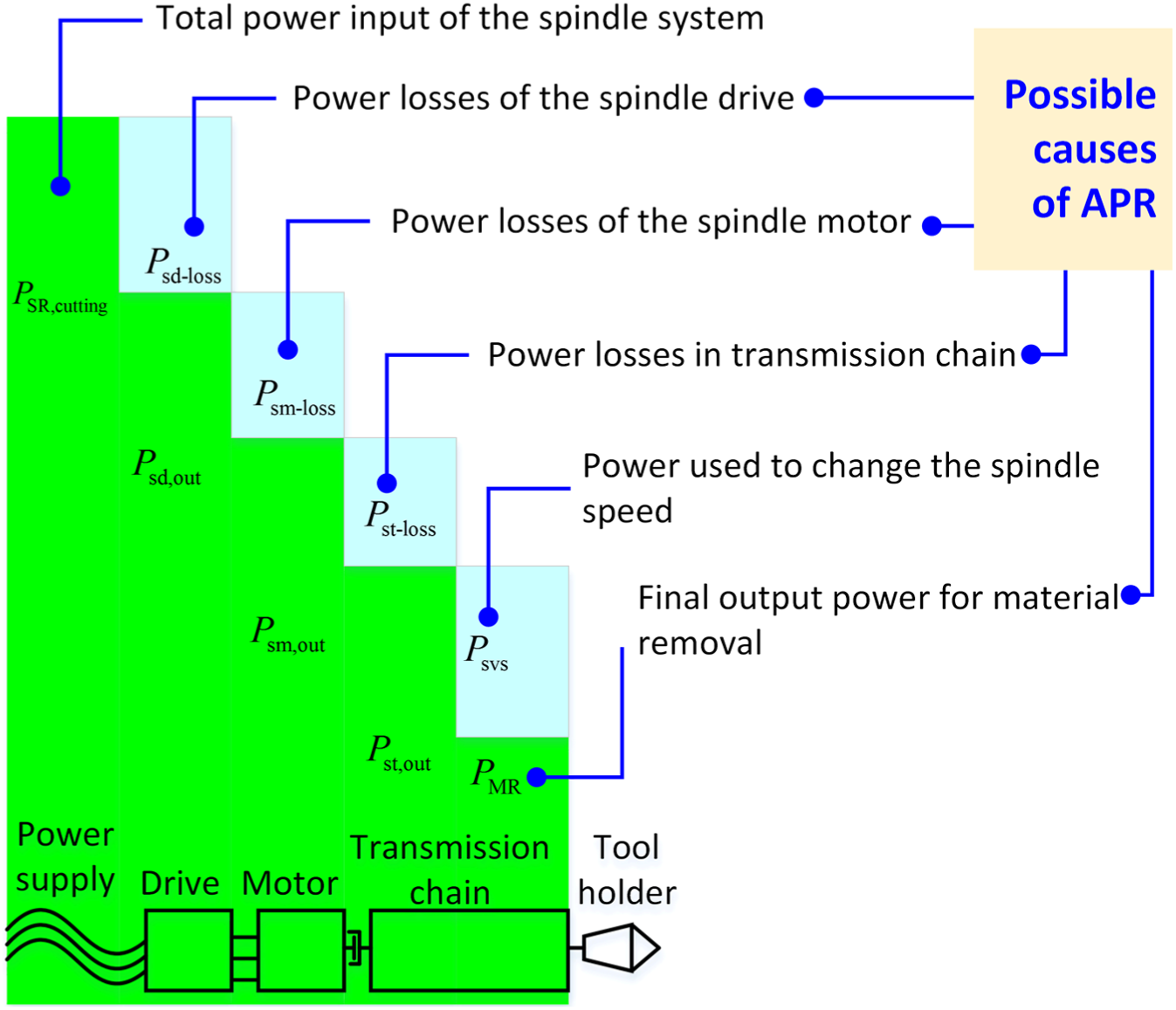
Power flow of a spindle system in cutting states.

Analytic model of the APR
To mathematically model the APR, the exact description of power flow in each link should be established. For a mechanical link in the transmission chain, for example, a pair of gear sets, it is supported by bearings installed in the pedestal. Hence, its power consumption contains two parts: (1) the power depleted by its own efficiency losses and (2) the power to let these supporting bearings work. The first part is normally presented as the transmission efficiency. The second part to overcome the friction in bearings can be approximated as a constant. If there are n links in the transmission chain and the corresponding transmission efficiency is

where
Therefore, the total power input of the transmission chain is
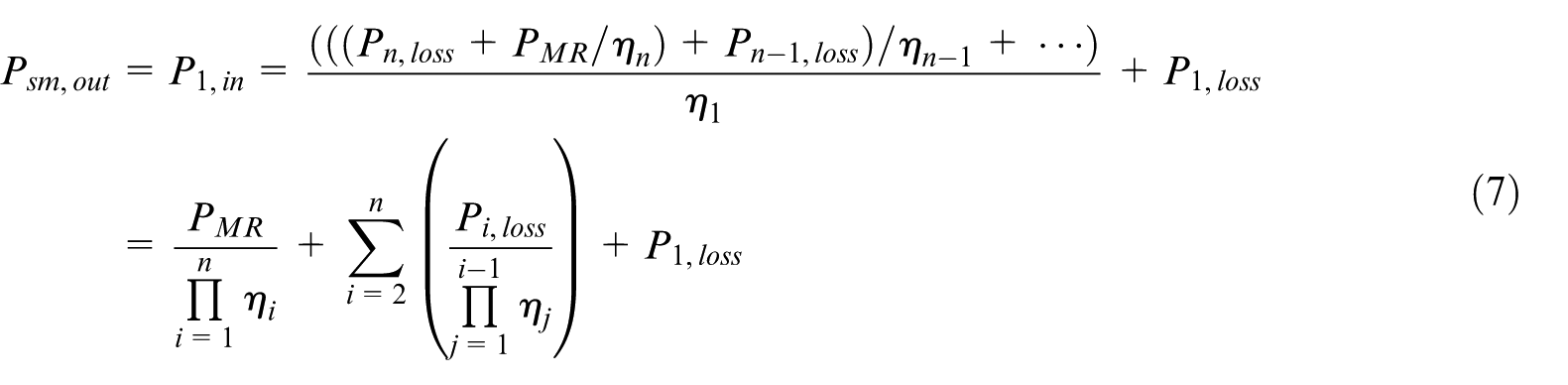
where
Let
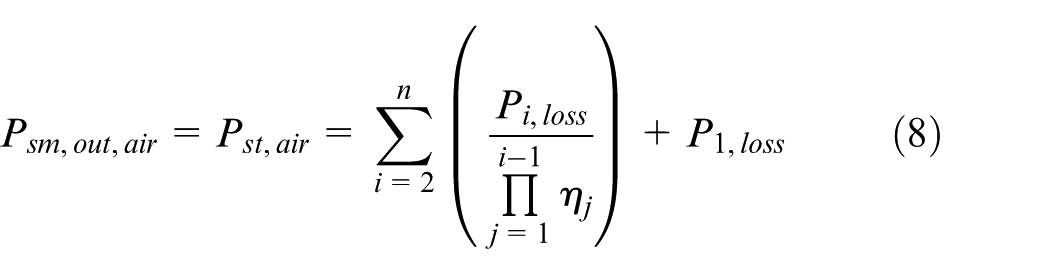
where
By substituting equations (7) and (8) into the definition of the APR, the APR due to the transmission chain is obtained as follows
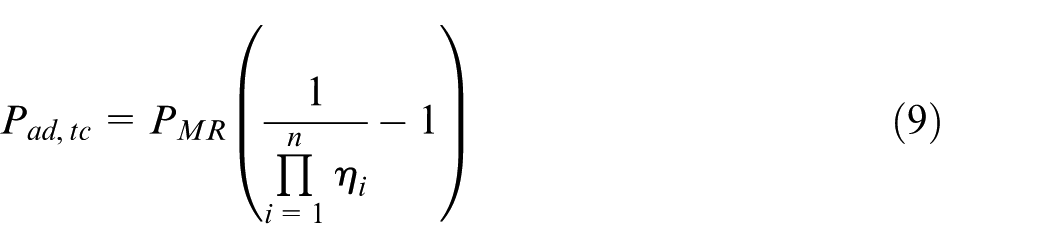
From equation (9), the APR in a mechanical system results from the efficiency losses in each link. However, the causes of the APR are more complicated in an electronic system. In general, a DC motor or a three-phase AC induction motor is used as the spindle motor in CNC (computer numerical control) machine tools. If term the efficiency of the motor as

The spindle motor is usually actuated by a motor drive controller such as the VFD (variable frequency drive) to achieve an infinitely variable speed. Similarly, if we consider the efficiency

The efficiency of a commercially available VFD controller can generally maintain a high value across practical ranges of loads and frequencies and can be approximately considered constant (a typical value is 92%, where the 8% power loss consists of 3% loss of the VFD controller and 5% extra power demand for the air conditioner 64 ).
Hence, the efficiencies of both mechanical transmission links and the spindle drive can be treated as constants, whereas the efficiency of the spindle motor significantly varies under different load rates. In fact, the partial load efficiencies of an induction motor are remarkably lower than the full load efficiency until the motor load rate exceeds 40%.64,65
Aforementioned are the efficiencies of motors that are directly wired to power lines, whereas most spindle motors are connected to VFDs. Fortunately, on average, there is no apparent difference in the efficiency of the motors driven by VFD controllers compared to those operated across-the-line according to Burt et al. 64 Substituting equation (7) into equation (11) for the efficiency difference of the spindle in the air-cutting and cutting states, we can write the power input to the spindle system as follows
Let
where
Therefore, the total APR is as follows
By substituting equation (8) into equation (14), the APR is as follows
Equation (15) shows that the APR derives from two parts: the less than 100% efficiency throughout the spindle system and the efficiency jump of the spindle motor when the system shifts from the air-cutting state to the cutting state.
Experimental setup
The experimental verification will clarify two problems: (1) the existence of the APR and its significance in the power gap between the cutting and air-cutting states and (2) the validation of the proposed prediction method. To achieve these two goals, a CNC lathe machine (SMTCL CAK50135di type) built by Shenyang Machine tools Co., LTD was used as the experimental platform. Figure 2 illustrates the transmission chain of the spindle system, where the spindle was actuated by a 7.5kW motor connected to the mechanical transition system, which included a pair of a V-belt and a gearbox.
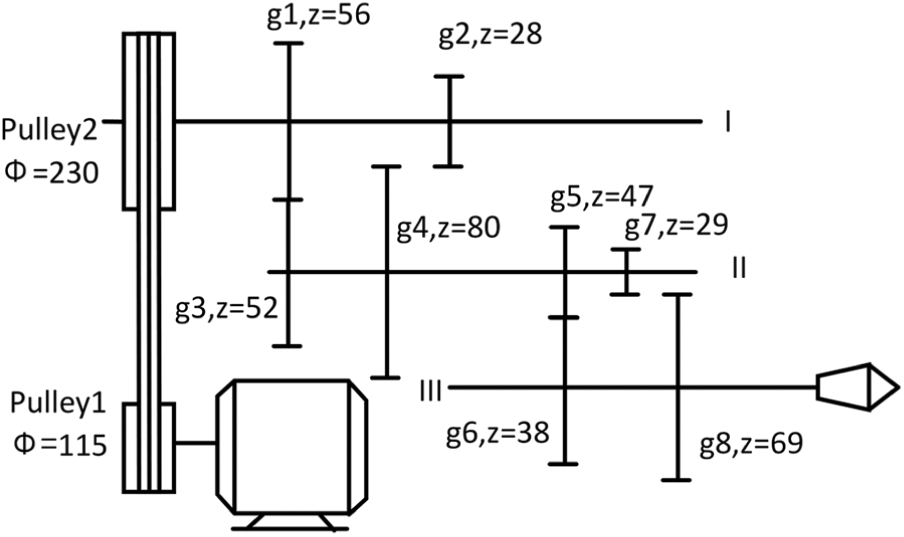
Illustration of the transmission chain of the spindle system.
The power of the spindle was directly logged using a WT333 wattmeter made by Yokogawa, and the cutting force was measured via a Kistler 9257B type multicomponent dynamometer. A medium-carbon steel (C45) bar with dimensions φ90 × 120 mm was cut using a carbide cutting tool. Because the tool wear condition does not affect the cutting force measurement and the
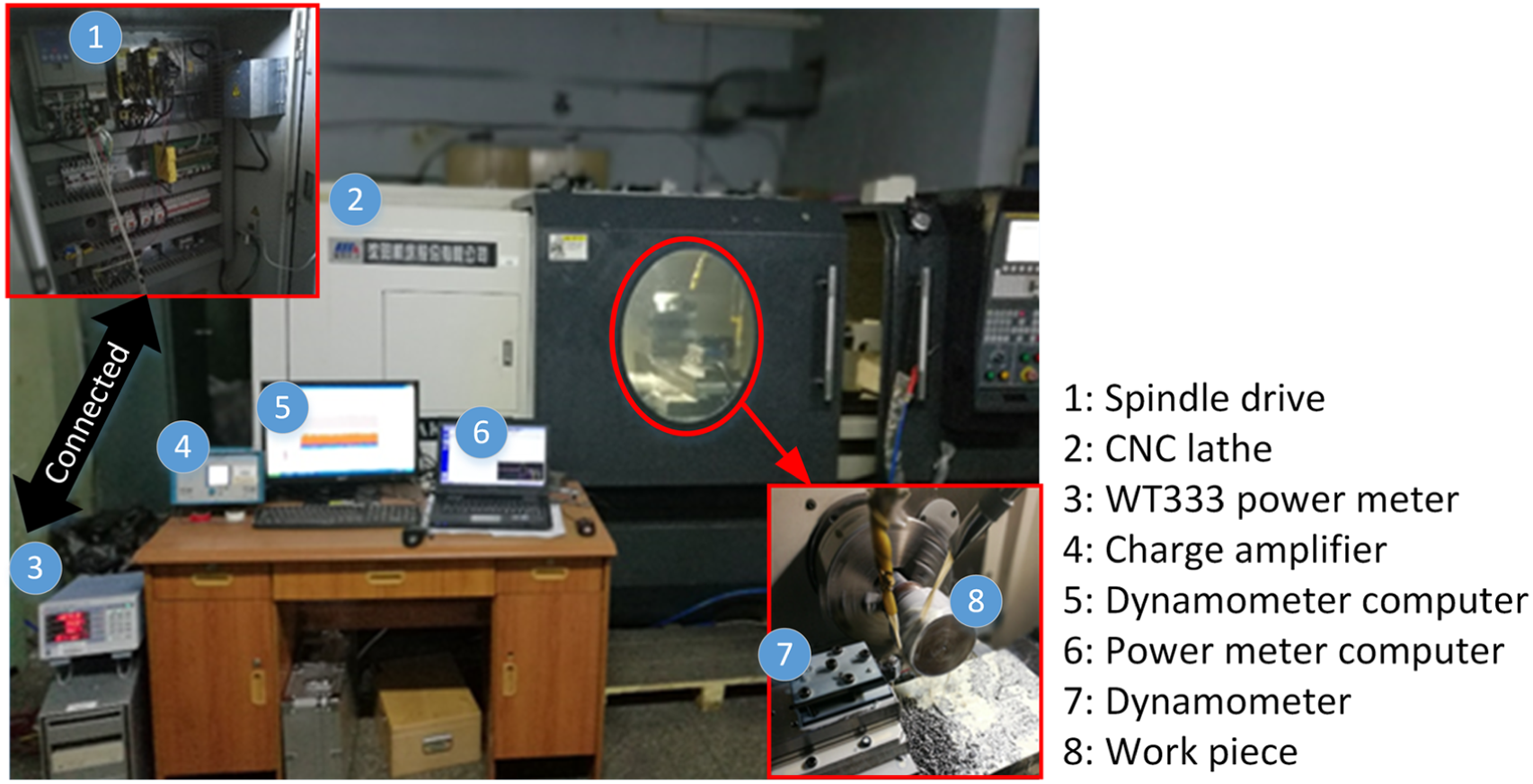
Experimental setup.
Results
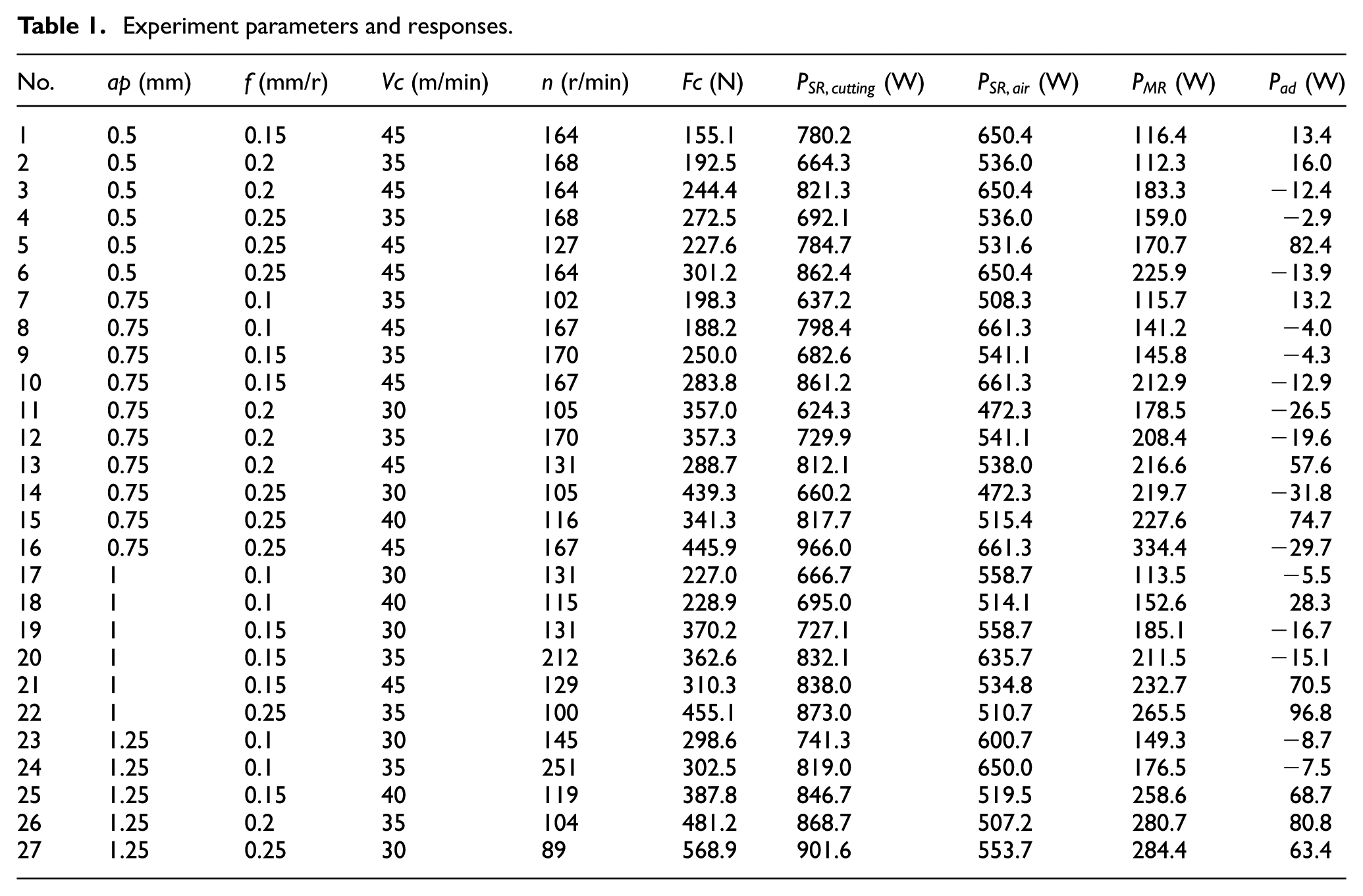
The cutting tests were implemented to verify the proposed model. We consulted on the commonly used machining parameters with the technician who was responsible for the machine tool that we used. Accordingly, we generated a set of cutting parameters as listed in Table 1. The cutting forces and total power consumption of the spindle motor were simultaneously logged. The air-cutting power
Experiment parameters and responses.
Amplitude of the APR
The APR cannot be ignored when we estimate the cutting power because of its share in the material removal power according to the experiment results in Table 1. In Figure 4, the ratio of the APR to the material removal power is up to 48%, which is sufficiently large to cause significant errors if it is ignored in application cases based on the cutting power. Thus, one must pay attention to the APR when addressing the cutting power obtained from a power logger.
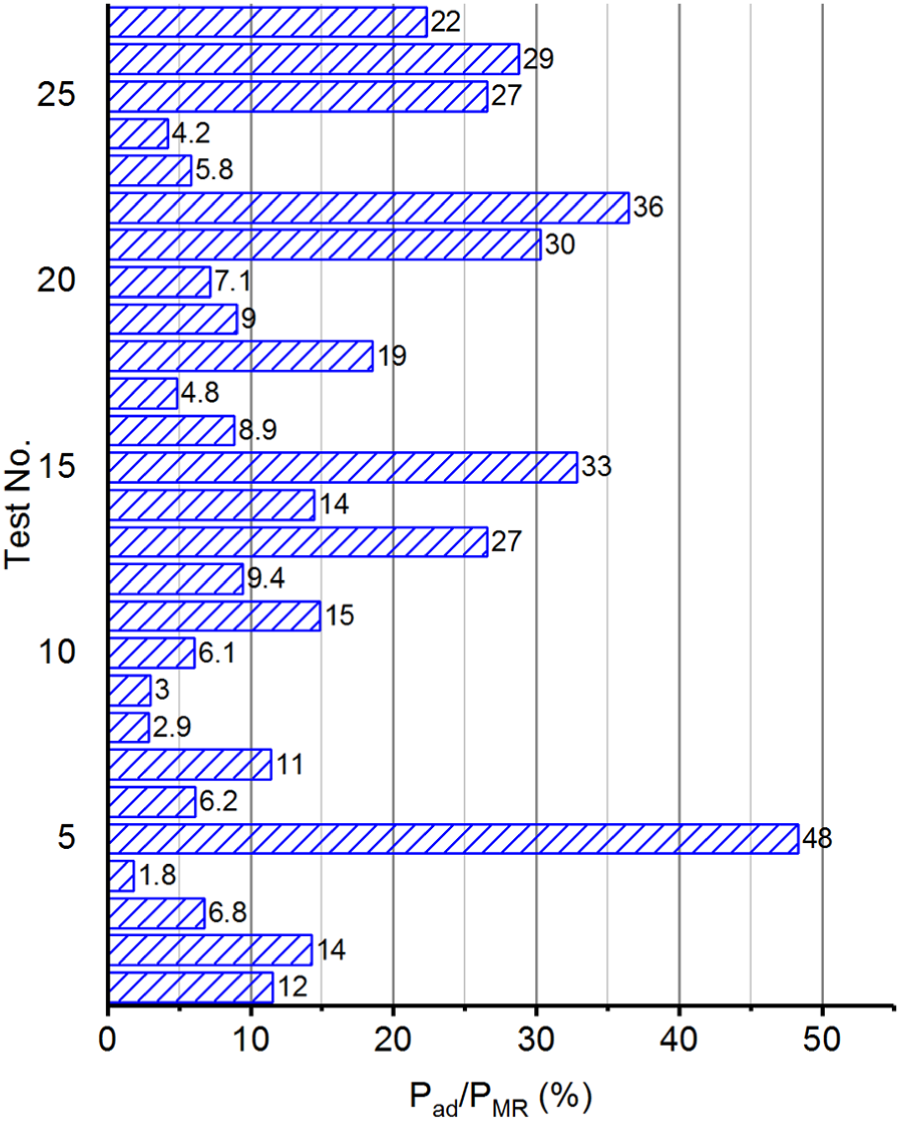
Ratio of APR to material removal power.
In addition, the notable difference from the previous cognition is that the APR can be negative, which is not rare in Table 1. The APR was considered the extra power depletion beyond the cutting power consumption in most existing models, but this is not always the truth according to our experiments. This phenomenon can be well explained by the negative effect of APR, which is discussed in section ‘Discussions’.
Verification and error analysis of the analyticalmodel
To evaluate the APR, the efficiencies of the transmission chain, spindle motor under partial load, and motor drive in equation (15) must be properly estimated. Here, for simplicity and to reduce the uncertainty from the efficiency estimation for the spindle drive, only the power consumption after the drive (which is a VFD here) was monitored. In this situation, the efficiency of the VFD can be cancelled from equation (15).
The efficiency of the mechanical transmission chain was estimated as follows

where the efficiencies of the V-belt and gear sets in Figure 2 were assumed as 0.96 and 0.98, respectively.
The efficiency of the spindle motor is commonly below the rated value when it works with a partial load and was estimated as follows 66

where
The predicted APRs by Lv et al.,
63
Liu et al.,
62
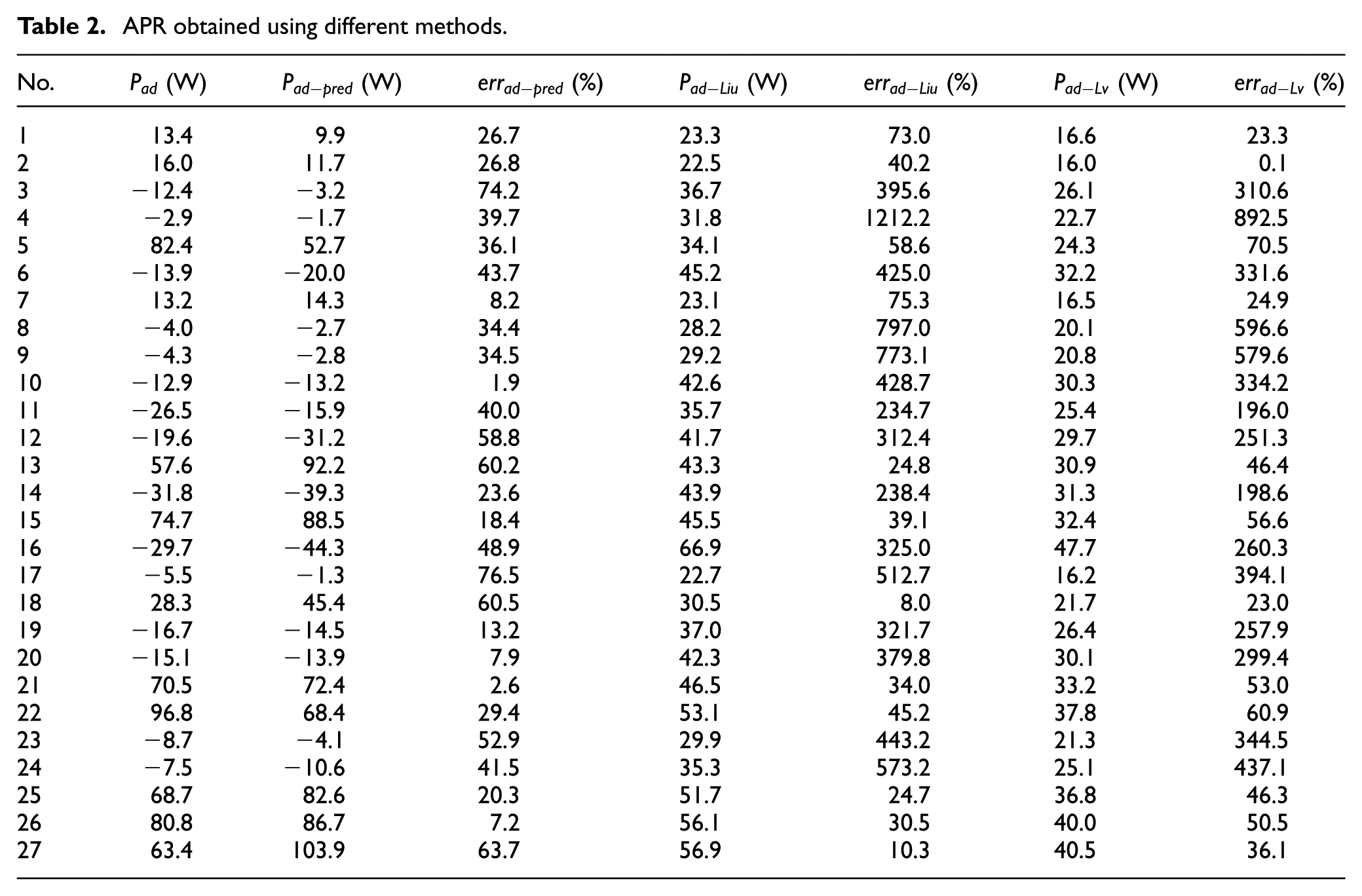
and this article are compared in Table 2, where the relative error was defined by equation (18), and

APR obtained using different methods.
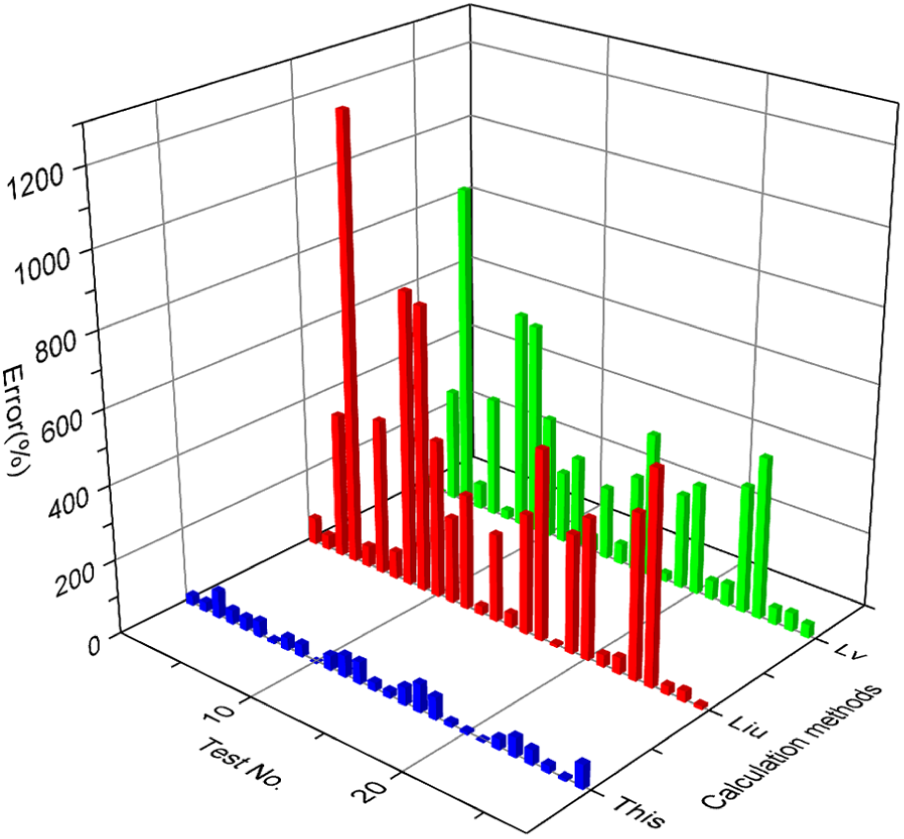
Error comparison of different methods.
Even the relative error of this method is sometimes still high, if we define the effect of this error on the evaluation accuracy of the material removal power as equation (19), then this effect is within 6% except for very few inconsistencies, which is acceptable in general application cases

Discussions
From the above analysis, the APR was determined by two opposite effects: a positive effect and a negative effect. If we split the APR in equation (15) into two parts as equations (20) and (21), the first part (equation (20)) acts as the positive effect, and the second part is the negative effect. Furthermore, these two effects depend on the efficiency of the spindle system and the power losses in the air-cutting state. The system efficiency is determined by the mechanical transmission chain, spindle motor, and motor drive. The efficiencies of the mechanical system and motor drive can be treated as constants. However, the efficiency of the spindle motor varies with the load rate and must be individually treated as

These different effects are clearly observed in Figure 6, where the three layers from top to bottom are contributions of the positive effect, APR and negative effect, respectively;
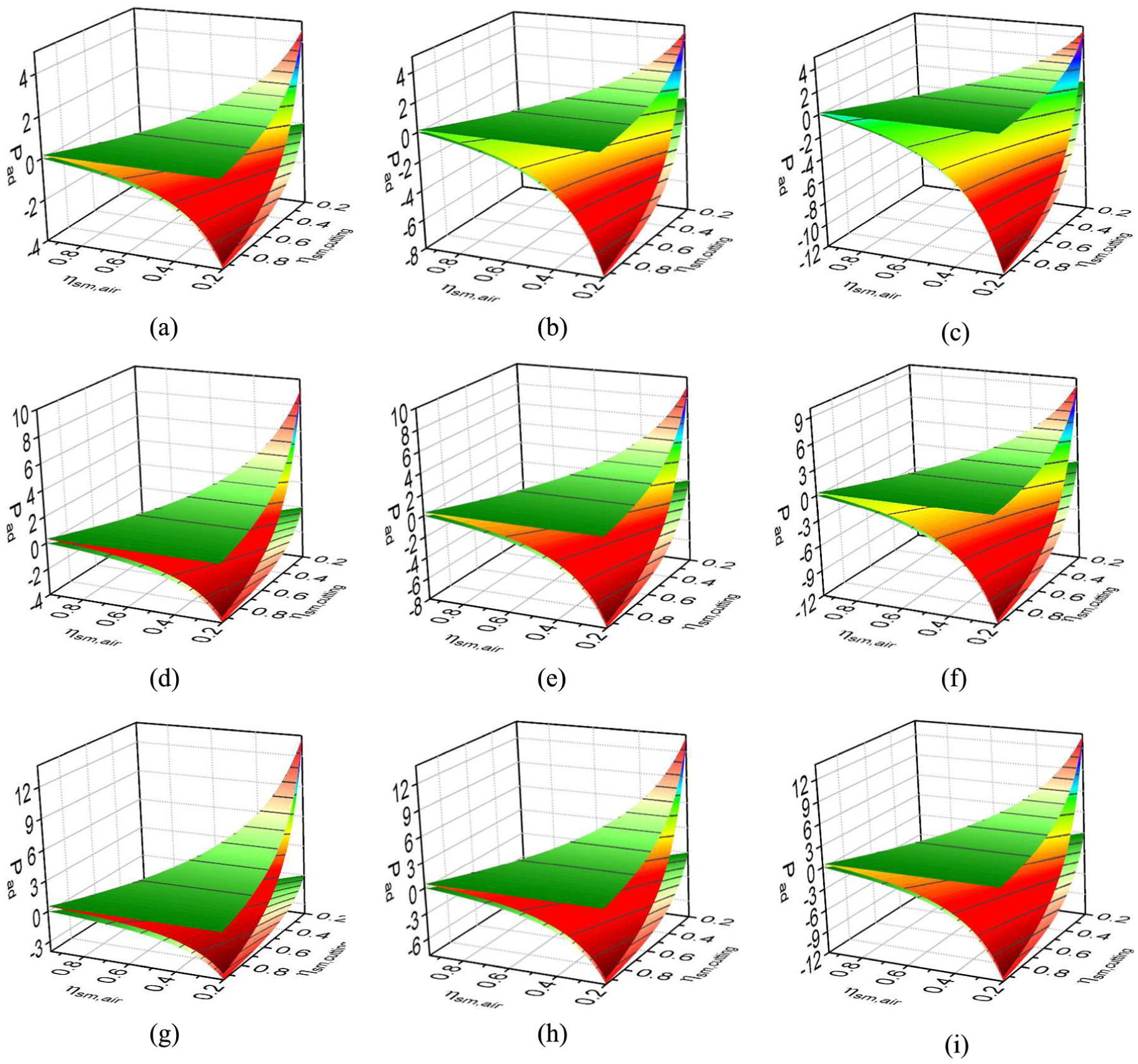
Effects of the APR: the top layer is the positive effect, the bottom layer is the negative effect, and the middle layer is the APR. (a)
The fact that the APR, which was considered a positive value, can be negative in an actual system carries rich information about the energy performance of the spindle system in terms of the amplitude. The first meaning of a negative APR is the huge efficiency increase of the spindle motor when it is altered from the air-cutting state to the cutting state according to equation (21). To this end, a negative APR generally indicates that the spindle motor works in a low-efficiency zone in the air-cutting state. In addition, a large negative APR often suggests the huge power depletion of the spindle system in air-cutting states. In contrast, a positive APR value implies a small efficiency point shift from the air-cutting state to the cutting state or that the motor works in a relatively higher efficiency zone. However, a large APR infers the bad overall efficiency of the system. In extreme conditions, the APR can be notably large, which should always be avoided in practice.
The above analysis shows that there must be a best APR area for the spindle system. In Figure 7, a cluster of APRs is plotted with the increase in
Suitable APR for the spindle system. (a)
The above analysis shows that to obtain better energy performance, machine tool designers should control the APR amplitude within a reasonable range. One way to improve APR performance is to well match the capacity of the spindle motor with its load by carefully estimating the machine tool load according to the cutting condition during the spindle motor selection stage. Another way to enhance APR performance is to improve the efficiency of the system; this can be achieved by many ways, such as reducing the frictions throughout the system and selecting high-efficiency components to build the system, particularly high-efficiency spindle motor. That would also be of good help if the machine tool designers can ask the motor manufacturers to improve the low load efficiency of the spindle motor.
Conclusion and future works
Based on the power flow analysis of the spindle system, a theoretical model for the APR was proposed and validated in this article. First, the power flow of the spindle system was illustrated and analysed. Then, three possible causes of the APR were identified: the power losses of the spindle motor, motor drive, and mechanical transmission chain. The analytic model of the APR, which implies two opposite effects on the APR, was established. The first effect is the less than 100% efficiency throughout the system, which can amplify the power requirement of the material removal and act as the positive effect on the APR. The second effect is the efficiency shift of the spindle motor when it is changed from the air-cutting state to the cutting state, which commonly plays a negative role for the APR and results in a negative APR in some cases. The proposed model was verified in a lathe machine with good prediction accuracy.
An in-depth analysis shows that the APR contains abundant information about the energy consumption characteristics of the spindle system and is consequently a good indicator to evaluate the energy performance. This work is a forerunner of the energy performance evaluation for machine tools. In the next step, we will investigate the metrics for other sub-systems and integrate them as a synthesized index for machine tools. In addition, the standardized test procedure is an indispensable study. These works are the building blocks towards energy-efficient machine tools.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by the National High Technology Research and Development Programme in China under grant No. 2014AA041503.