
Abstract
Minimum Quantity Lubrication is an alternative technique to conventional techniques that are related to environmental sustainability and economic benefits. This technique promotes the substantial reduction of the amount of coolant employed in machining processes, representing a mitigation of risks to people’s health that are involved with the process. On the other hand, it has been reported in the literature that some problems of using the Minimum Quantity Lubrication technique can impair the grinding efficiency. One of these problems is associated with wheel clogging phenomenon, which is caused by inefficient chip removal from the cutting zone as well as from mixture of metal dust and oil accumulated on the wheel surface during grinding. If chips lodge inside the pores of the grinding wheel as machining progresses, they will adversely affect dimensional and geometric quality of final product. Also, this will require more frequent dressing. A solution for this problem can be an effective cleaning system of the abrasive wheel during grinding with the traditional Minimum Quantity Lubrication technique Assisted with Wheel Cleaning Jet. In this context and aiming to explore the various potential health, environmental and economic benefits that have been widely reported in the literature about the use of Minimum Quantity Lubrication technique in grinding, this study presents an application of the Minimum Quantity Lubrication technique at flow rates (30, 60 and 120 mL/h) and assisted with wheel cleaning jet (Minimum Quantity Lubrication + Assisted with Wheel Cleaning Jet) in plunge grinding of a hardened steel with an aluminum oxide wheel. Experiments were also carried out with traditional Minimum Quantity Lubrication (without wheel cleaning) and with the conventional coolant techniques for comparison. The output variables were geometrical errors (surface roughness and roundness) of the workpiece, diametric wheel wear, acoustic emission, vibration and tangential cutting force. Results showed that Minimum Quantity Lubrication + Assisted with Wheel Cleaning Jet (with wheel cleaning jet) not only outperformed the traditional Minimum Quantity Lubrication technique in all the parameters analyzed, but in some cases it proved to be compatible with the conventional coolant technique under the conditions investigated. Also, most of values of the output parameters tested decreased with increase in flow rate.
Keywords
Introduction
In the grinding process, a large amount of energy is generated by the cutting action of multiple small cutting edges of abrasive grains of the wheel against the workpiece material. This energy is converted into heat and dissipated through wheel, workpiece, chip and coolant.1,2 During grinding with conventional abrasives, most of the heat is generally transferred to the workpiece because of their low thermal conductivity as well as the small sections of chips. In some cases, this heat raises the temperature to a point that can cause overheating of the workpiece, thereby having a negative effect on the surface and subsurface integrity of the workpiece. Poor finishing, metallurgical phase transformations, burning, unfavorable tensile residual stresses, microcracks and reduced fatigue strength are some of the undesirable effects resulting from such excessive temperatures. 3 In this context, coolants play an important role and are indispensable in grinding to help in the dissipation of heat in cutting zone. 4 Irani et al. 5 affirm that the major function of coolants is to minimize the negative effects of excessive heat in the cutting zone. The great quantity of energy involved in the process and high temperatures can also change the properties of abrasive grains, reducing the service life of grinding wheel. 6 Most of the energy in grinding is consumed in friction and elastic and plastic deformation. 1 On this way, the exceeding amount of energy involved in the grinding process may cause tool distortion, thus adversely affecting the dimensional accuracy as well as geometric tolerances (in particular, the surface roughness) of the machined component. 7 Therefore, it is common sense in the scientific community that the service life of wheel grinding is prolonged and the quality of workpiece is improved with the usage of coolants; they are responsible to cool and lubricate the contact zone between the workpiece and the grinding wheel, remove and clean chips after the formation in the cutting zone. On the other hand, machining users are concerned about the negative effects that come from the usage of coolants, 8 in particular, when they are delivered in high volumes by the conventional coolant flow technique (flood). Most of coolants tend to harm the environment and operator’s health. The water-mixed cutting fluids can cause staining, corrosion, and they also produce microorganisms, resulting in severe irritation to the operators’ skin and diseases such as dermatitis and asthma. 9 Also, depending on the type of cutting fluid, it promotes the occurrence of dangerous aerosols that are harmful to human skin and risk of toxic inhalation by the high peripheral velocity and pressure that the coolants are delivered in cutting zone. 10 In accordance with Parthasarathy and Malkin, 11 5%–30% of the grinding fluid actually reaches the grinding zone in the flood method. Other drawbacks include their cost that, in some cases, goes beyond feasibility. 12 Moreover, the total cost with coolants is important to be considered; it includes complex storing, filtering and waste, resulting in costs which can be higher than tooling ones. Figure 1 shows the breakdown costs with metalworking fluid in machining processes that comprehend with metalworking fluids systems, energy, employees, systems in general, disposal and pumping power which is required, increasing substantially the manufacturing cost. This cost can represent 8%–16% of the total machining cost, while the tooling one is about 4%. In addition, the wet cooling is reported as one of the main environmental polluter in manufacture.13,14
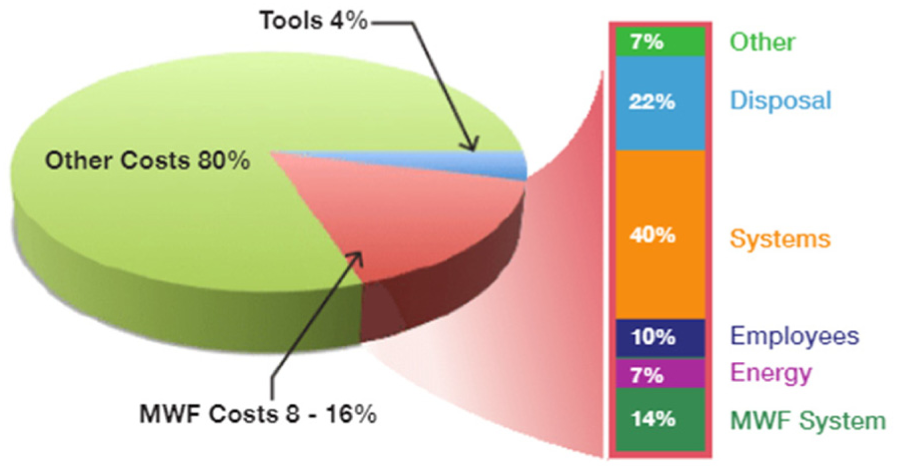
Machining cost breakdown. 10
Some alternative techniques of cooling-lubrication were put forward, highlighting two: Minimum Quantity Lubrication (MQL) and dry machining; considering the huge quantity of energy inherent to the grinding process, many works report that dry machining with conventional grinding wheels is still not feasible because the poorer finishing and thermal damages on the machined component in comparison with machining with coolants. 15 According to Parthasarathy and Malkin, 11 the elevated temperatures in the cutting zone yielded by heat generation are one of the main constraints in order to eliminate or minimize substantially the amount of fluid applied. The reduction in fluid supply volume can cause not only thermal damage to the workpiece and dimensional inaccuracies but also adverse effect to the wheel wear. Thereby, MQL technique or near dry machining was proposed in the past aiming substantial reducing of consumption of coolants and risks to human health as well as environmental impacts in comparison with the conventional coolant technique. According to Setti et al., 16 in terms of economic and ecological approaches, the application of the MQL technique provides encouraging results in grinding process which involves higher heat generation. This technique supplies a substantial reduction in flow rate employed (average of 600,000 mL/h typically for conventional coolant technique—to 240 mL/h), which in turn represents a drop of 99.96% and, consequently, reduction in hazards to employee’s health and environment integrity. 17 This is supported by the fact that several researchers have stated that MQL technique can outperform the conventional coolant technique under particular machining conditions. Its superior efficiency is generally related to the predominant lubrication characteristics of the MQL oil that acts reducing the coefficient of friction in the wheel–workpiece interface. 18
Nevertheless, it is known that the hot chips generated during machining with the MQL technique have tendency to lodge inside the wheel pores.19,20 According to Cameron et al., 21 the wheel clogging phenomenon or also called loading can be expressed as a grout formation which appears when chips are not completely removed from the cutting zone by the action of the coolant. Moreover, the entrance of the coolant is impaired in the cutting zone; as a consequence, cooling and lubrication functions are hampered. As the heat generation in the cutting zone increases, not only the total specific energy enhances by the increase in the sideflow plowing contribution but also the heat flux to the workpiece increases. Thus, the efficiency and quality of the process are diminished by the fact that steady contribution of elastic and plastic deformation in total grinding energy is the increased because of the great heat generated in cutting zone.
Also, if chips lodge inside the pores of the grinding wheel during machining, they will adversely affect dimensional and geometric quality of final product, and then more frequent dressing is required. In order to overcome this problem, it has been reported in the literature the use of compressed air jet to clean the abrasive wheel during grinding with the traditional MQL technique. Oliveira et al. 20 carried out experiments in grinding of a hardened steel with a vitrified CBN wheel under various cooling-lubrication techniques (conventional flood coolant application, traditional MQL (without cleaning jet) and MQL technique at a flow rate of 100 mL/h) and with a cleaning jet directed at the wheel surface at different angles of incidence (for the latter, the authors directed the air jet with different angles of incidence (0° (normal), 30°, 60° and 90° (tangential)). In addition to the best performance of the MQL technique with a cleaning jet, they also reported that best results in terms of surface finishing and dimensional accuracy were obtained after machining with a jet with incidence angle of 30°. From their results was observed that major advantage was the greater reduction in the amount of fluid with the application of the combination of the MQL + AWCJ (Assisted with Wheel Cleaning Jet).
In terms of reducing wheel clogging phenomenon, Nadolny et al. 22 developed a new system for centrifugal supply of oil mist in reciprocal internal cylindrical grinding process of Inconel® alloy 600 with grinding wheels with microcrystalline sintered corundum and glass–crystalline bond. This centrifugal supplier system comprised a special grinding arbor into the grinding wheel with the usage of a six-nozzle omnidirectional head ZR-K 3600. The authors proved the effectiveness of the proposed system through the applicability of the method which increased the grinding wheel life in almost twofold and limited the volumetric wear, in comparison with the flood method of cooling. The surface roughness and the tangential cutting force were also slightly diminished. They devoted this fact to the great openness of the grinding wheel structure and the special construction of the grinding arbor in order to enable cooling liquids to be delivered efficiently into the grinding zone. The centrifugal MQL technique reduced the phenomenon of clogging/smearing/loading of the grinding wheel active surface which is affected by the workpiece chips and other grinding products.
Nascimento et al. 23 carried out a work to assess the viability of MQL (with and without water) as alternative to conventional lubrication-cooling technique in external plunge grinding of advanced ceramic workpieces composed of alumina (96%) rings, with 4 wt% of other oxides (SiO2, CaO and MgO). Conventional low-pressure high-flow nipple-like nozzles were employed at a flow rate of 18 L/min and pressure of approximately 0.6 MPa, once the MQL method applied flow rate of 120 mL/h compared to the conventional application of cooling-lubrication method.
In this context, because of the encouraging results reported by Oliveira et al., 20 after using the MQL technique with an auxiliary compressed air cleaning jet directed onto the CBN wheel surface at a incidence angle of 30° and aiming a cleaner and more productive machining process, this work was carried out in the plunge cylindrical grinding of AISI 4340 steel with an aluminum oxide wheel under different flow rates: 30, 60 and 120 mL/h. Experiments were also carried out with traditional MQL (without wheel cleaning system) and with the conventional coolant techniques for comparisons. The output variables investigated were geometrical errors (roughness and roundness) of the workpiece, diametric wheel wear, acoustic emission, vibration and tangential cutting force.
Materials and methodology
Tests were carried out on a CNC cylindrical plunge grinding machine (RUAP 515H model). The abrasive tool used was a white aluminum oxide wheel with vitrified bond with the following dimensions: 355.6 mm outer diameter, 127 mm internal diameter and 25.6 mm width. The grinding wheel was manufactured by Norton Co (New York, USA).
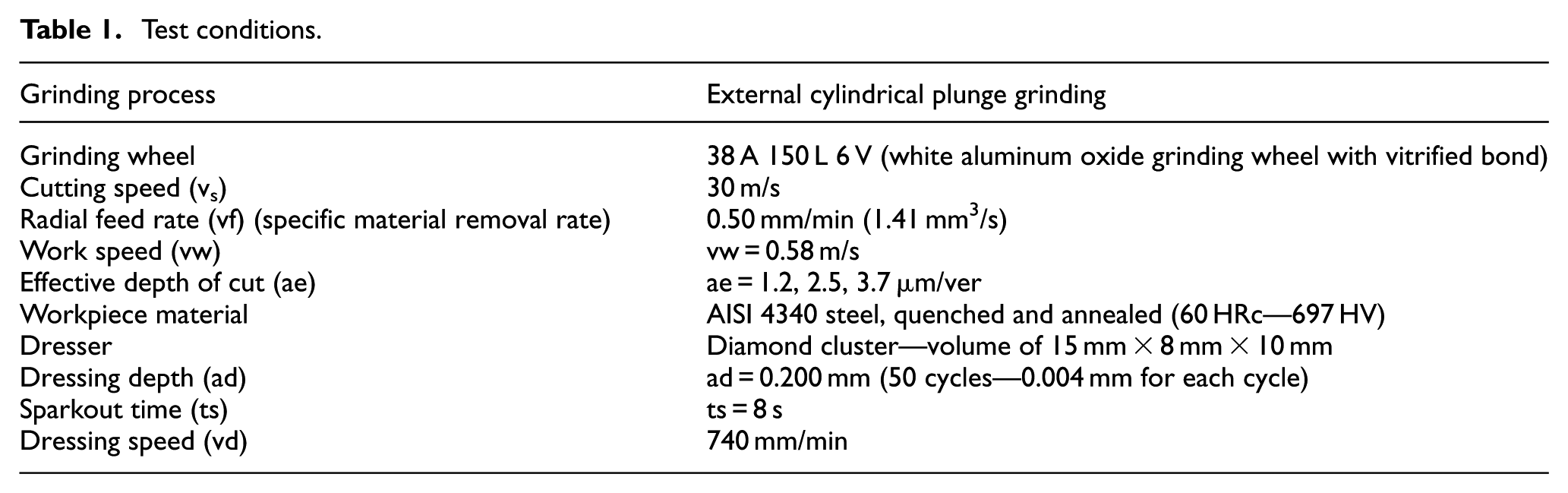
The workpiece material is an AISI 4340 steel, quenched and tempered (697 HV). The ring-shaped samples were prepared with the following dimensions: 54 ± 0.1 mm outer diameter, 30 ± 0.1 mm internal diameter and 4 ± 0.1 mm thickness. A summary of the machining conditions employed in this work is shown in Table 1.
Test conditions.
Four inbuilt devices compounded the MQL system employed, which include air compressor, pressure controller, flow measuring device and mixer nozzle. Since the turbine flow meter permitted monitoring the compressed air flow rate, the pulsating system controlled separately the flow rate of compressed air and fluid; it is integrated by a built-in intermittent oil supply. The MQL nozzle was positioned at a distance of 25 mm from the wheel–workpiece interface. The wheel cleaning system was composed of following components: compressor, compressed air flow and pressure meter, flow distributor and nozzle. The compressed air flow was monitored by a turbine flow meter and the nozzle was attached at a distance of 5 mm from the cutting wheel surface. Figure 2 shows the MQL system and the wheel cleaning system used.
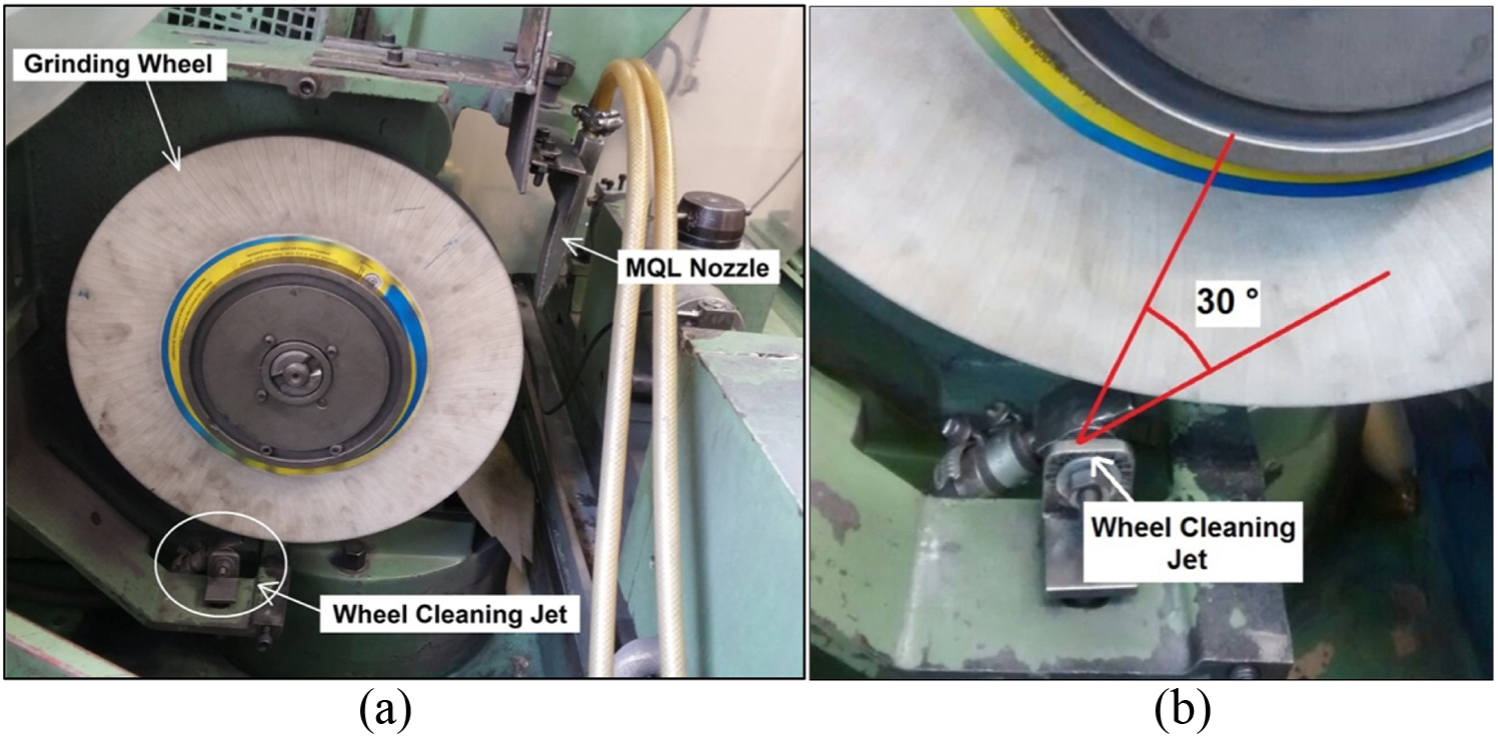
(a) Experimental setup of the grinding operation and (b) close-up view of the compressed air jet.
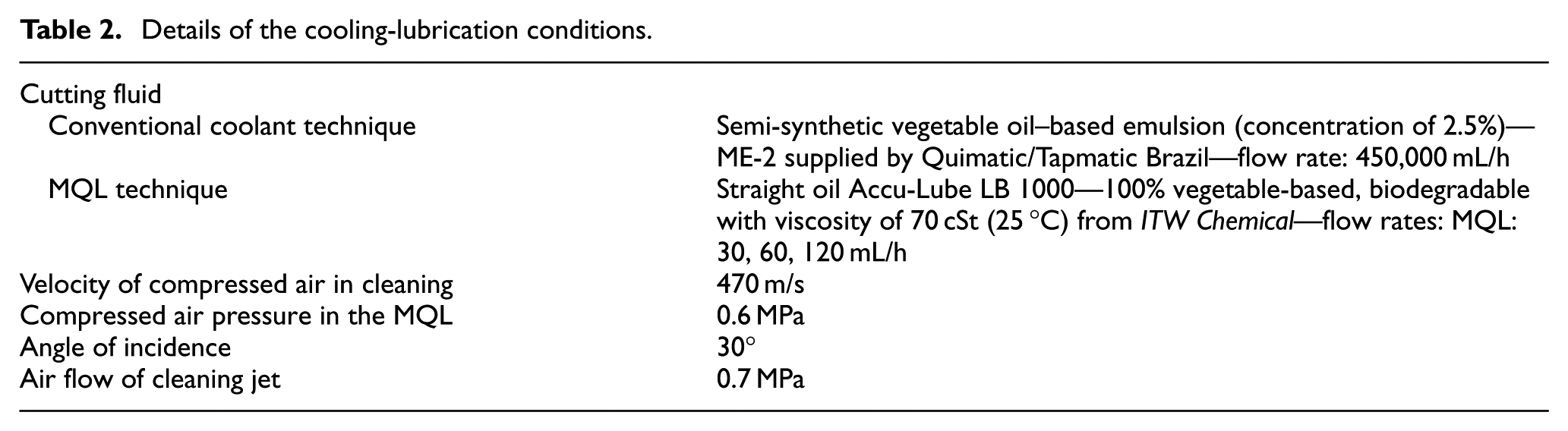
Three different cooling-lubrication techniques were tested: conventional coolant technique (flood), MQL technique assisted with cleaning system (MQL + AWCJ) and conventional MQL (without wheel cleaning system). For both MQL techniques, three different flow rates were employed: 30, 60 and 120 mL/h. Three tests were carried out for each cooling-lubrication condition. Details of the cooling-lubrication techniques adopted in this work are shown in Table 2.
Details of the cooling-lubrication conditions.
The surface roughness (Ra parameter) of the workpieces was measured with aid of a portable stylus-type instrument, Taylor Hobson Surtronic3+ with a sampling length of 0.25 mm and evaluation length of 1.25 mm. The measurements were taken on three different equidistant positions (120° spacing) and the average value was obtained.
Roundness error measurements were recorded using a Taylor Hobson Talyrond 31C device which has a mobile arm supplied by a ruby ball that touches the workpiece.
In order to detect possible variations on the machined surfaces, such as burning and microcracks, surfaces were analyzed with aid of an optical microscopy (Olympus BX-51) with attached camera and magnification of ×500.
The specimens selected for such analysis were those having the lowest standard deviation for roughness and roundness errors parameters.
The diametric wheel wear measured in this investigation refers to the difference between the wheel diameter prior to each test and the wheel diameter after the test. Since only a part of the grinding wheel width was used in grinding operation, the rest of the width remained intact. After each machining test, a cylindrical and soft AISI 1020 (130 HB) steel workpiece sample was ground with a length greater than the width of the grinding wheel, thus reproducing the worn profile of the wheel in the cylinder. Further details of this technique that is called printing method can be obtained elsewhere. 19 The profile of the cylinder was measured using a Taylor Hobson TalyMap Profilometer and difference in height between the corresponding regions of the grinding wheel is equivalent to the radial wear of the grinding wheel. Three measurements were taken on each workpiece for each test.
The monitoring of acoustic emission (root mean square (RMS)) generated by the grinding process under different cooling-lubrication techniques was carried out as follows: a sensor was placed on the machine tailstock and the signals were captured with a model 353B03 fixed sensor and a model 482B11 signal conditioning module, both from PCB Piezotronics, Inc. The data were transmitted to an A/D board and then read in a computer with the National Instruments LabVIEW. The RMS signals were acquired using a time constant of 1 ms and the A/D board was set to sample the signal using a sampling rate of 4 KHz. Three repetitions were carried out for each lubri-coolant condition.
Vibration signals were monitored with a piezoelectric accelerometer which converted the mechanical motion into an electrical signal, voltage (V). The signals were amplified and, subsequently, the acquisition carried out by the model DL850 oscilloscope manufactured by Yokogawa Co. The data were processed by a computer with the LabVIEW® platform.
The tangential cutting force was acquired by an encoder which transmitted the signals to a power gauge circuit that measured the power required by the grinding wheel induction motor. A torque meter provided the calibration of the system. The calibration equation measured the torque as a function of the power which was required by the grinding wheel shaft. After the signals were conditioned, finally, they were processed by a data acquisition program.
Experimental results and discussion
In this section, results of the output variables analyzed for each cooling-lubrication condition is presented with, respectively, their average measurements (bars) and respective standard deviations.
Surface roughness
Surface roughness in grinding is affected by the shape of the abrasive grain, depth of cut, cutting speed/table speed ratio, dressing conditions, sparking time, cooling-lubrication conditions, among others. Moreover, the surface roughness plays an important role in the fatigue resistance of machined components, especially those which are subjected to alternating stresses and high temperatures. 3 The premature failures of the components are caused by rougher surface. On this way, effective lubrication and better cooling at the grinding zone are necessary to decrease surface roughness, enlarging the service life and performance of the ground components. 24
Figure 3 shows the results obtained for the Ra parameter (μm) in terms of each cooling-lubrication condition. From this figure can be seen that the lowest surface roughness values were recorded after machining with the conventional coolant technique. The highest ones were obtained for the traditional MQL technique, while for the MQL + AWCJ, the surface roughness values were intermediate. By comparing the values and standard deviation recorded after machining with the MQL + AWCJ with flow rate values of 30, 60 and 120 mL/h, it can be inferred that there is no difference among them and also that they are as close as those obtained for conventional coolant flow.
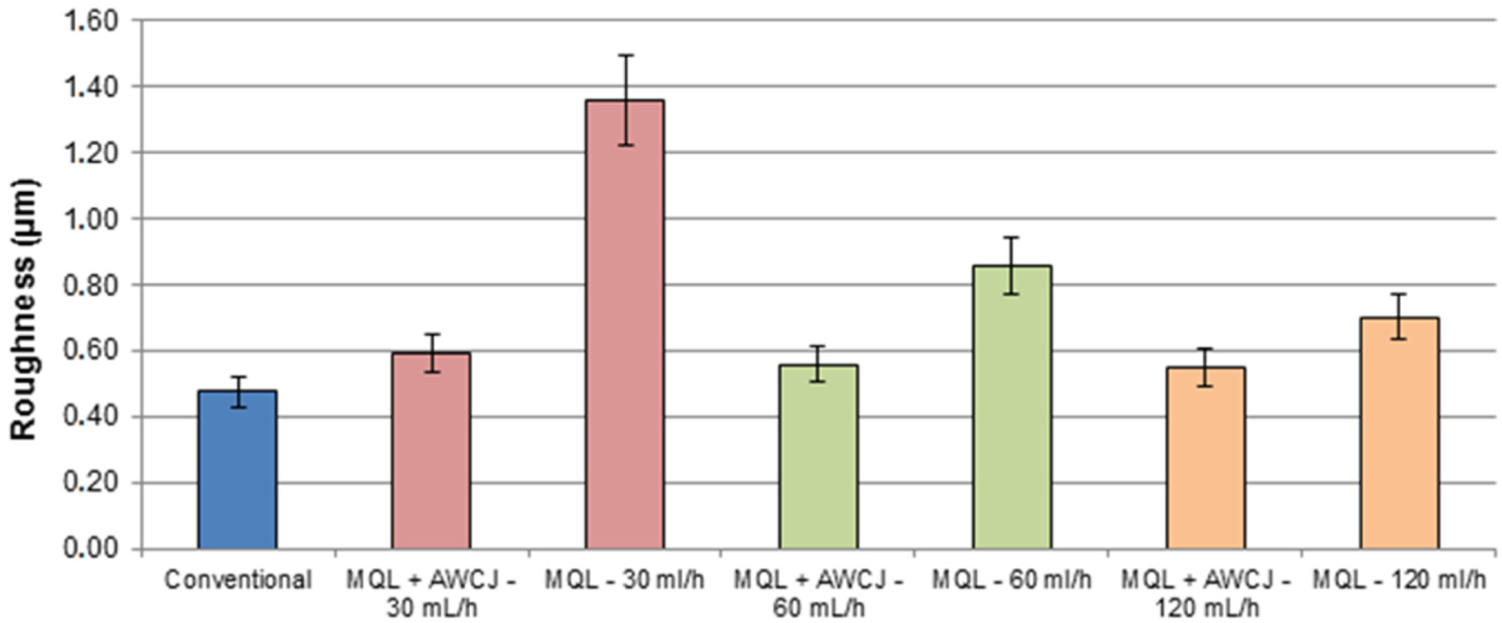
Surface roughness values (Ra parameter) recorded after cylindrical grinding of the AISI 4340 steel with white aluminum oxide grinding wheel under different cooling-lubrication techniques and flow rates.
From a general view, all the results for MQL + AWCJ were lower than the stipulated rejection limit of 0.63 µm for grinding operation commonly reported in the literature. In contrast, Silva et al. 19 inferred that MQL technique enhanced better lubrication in the wheel–workpiece interface, reduction in friction and higher grain sliding in contact zone and, consequently, generated lower surface roughness in comparison with the conventional coolant technique. This inference was supported by tests with similar workpiece material and grinding conditions in relation to the current work, with exception of the abrasive wheel employed, which was a vitrified CBN grinding wheel. In this context, it can be inferred that a combination among the considered flow, aluminum oxide grinding wheel and compressed air wheel cleaning helped in promoting better evacuation of chips from the contact zone, 1 thereby preventing the occurrence of wheel clogging and improving the efficiency of the process.
According to Oliveira et al., 20 the occurrence of wheel clogging phenomenon is related to generation of hot chips during grinding that tends to lodge in the wheel pores. When the pores of grinding wheel become filled with chips and other impurities from the grinding process (loose grains from grinding wheel and cutting fluid), wheel cutting efficiency is reduced. In some cases, most of grits in can only perform rubbing, thus consuming energy, without removing any material. 25 As a consequence, heat generation in the cutting zone increases, leading to increase in heat flux to the workpiece. Thus, the efficiency and quality of the process are diminished by the fact that steady contribution of elastic and plastic deformation in total grinding energy is increased because of the great heat generated in cutting zone. Damasceno et al., 26 in their recent work in grinding a hardened steel under various cooling-lubrication techniques, reported deterioration in surface finish of the component when abrasive wheel surface became clogged. In this work, the non-occurrence of the wheel clogging phenomenon is linked with the usage of the MQL technique assisted with the wheel cleaning jet, promoting the closest Ra parameter value in comparison with conventional coolant technique. This technique enabled a substantial reduction in the quantity of coolant used, since tests with the MQL + AWCJ with flow rates of 30 and 60 mL/h generated Ra values close to 120 mL/h and conventional coolant technique. Moreover, the application of the cleaning jet reduced drastically the amount of chips grouted in the wheel pores as it can be seen in Figure 4 which shows the wheel surface after machining; as a consequence, the surface quality and accurate workpiece shape were improved due to lack of scratch or deformation on the ground surface which are caused by chips.
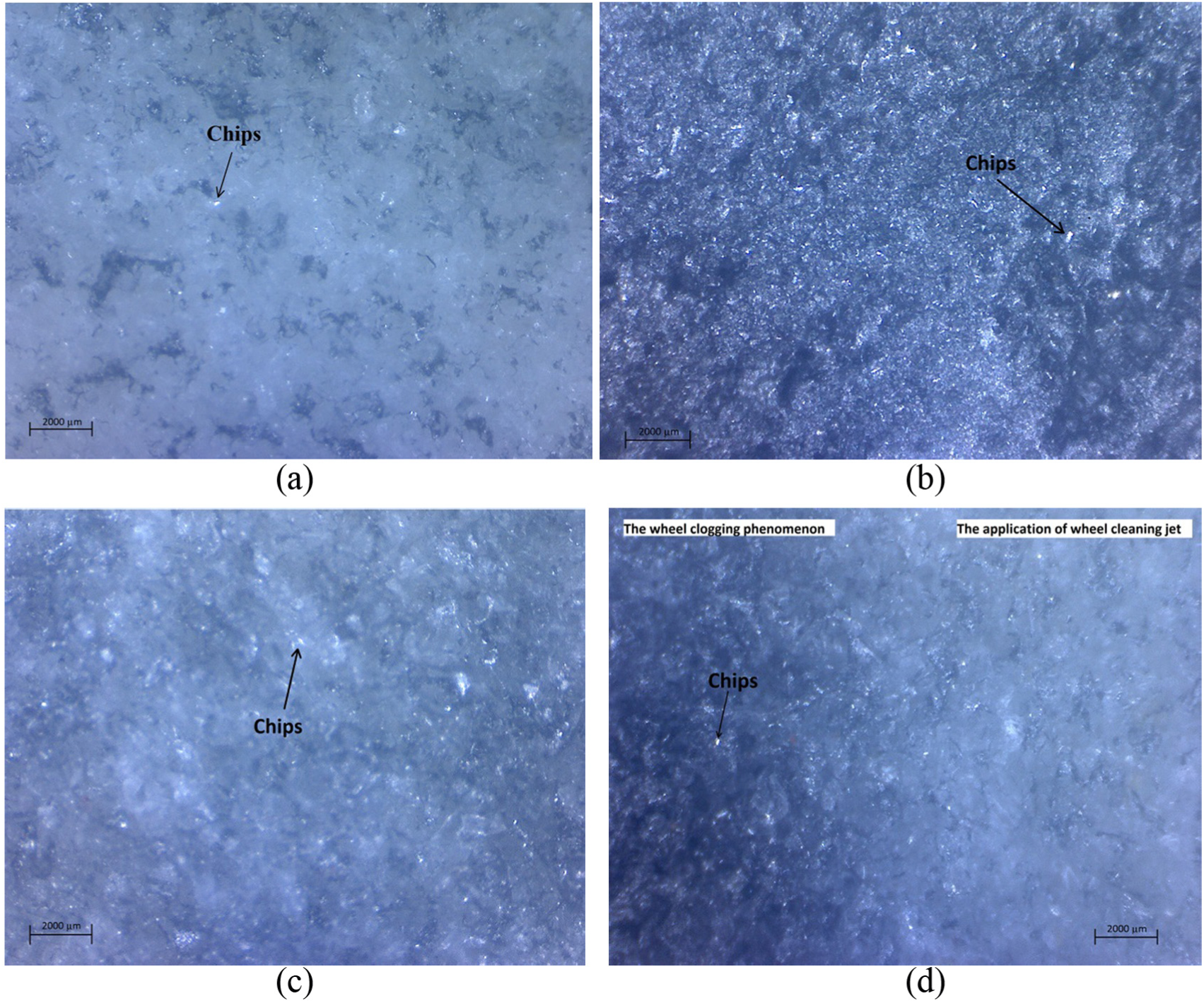
Grinding wheel surface after machining: (a) conventional, (b) traditional MQL without cleaning, (c) MQL + AWCJ and (d) the wheel clogging phenomenon and the application of wheel cleaning jet.
From Figure 4, it can be concluded that the wheel cleaning jet reduced substantially not only the chips adhered to the wheel surface but also the scratching of the workpiece surface. Then, the grinding wheel performance was improved, confirming the efficiency of this technique in reducing wheel clogging phenomenon.
Component roundness
Figure 5 presents the mean values of roundness errors recorded for trials under various cooling-lubrication conditions. It can be seen that the lowest roundness error was recorded after machining under the conventional coolant technique (1.90 µm), whereas the highest ones were obtained after machining with the traditional MQL technique at a flow rate of 30 mL/h. Lower roundness errors were also recorded after machining with the MQL + AWCJ in excess of 30 mL/h flow rate; and after taking into account the standard deviation values, it can be inferred that there is no difference in roundness errors obtained in such cooling-lubrication when compared to those obtained after machining with conventional coolant technique.
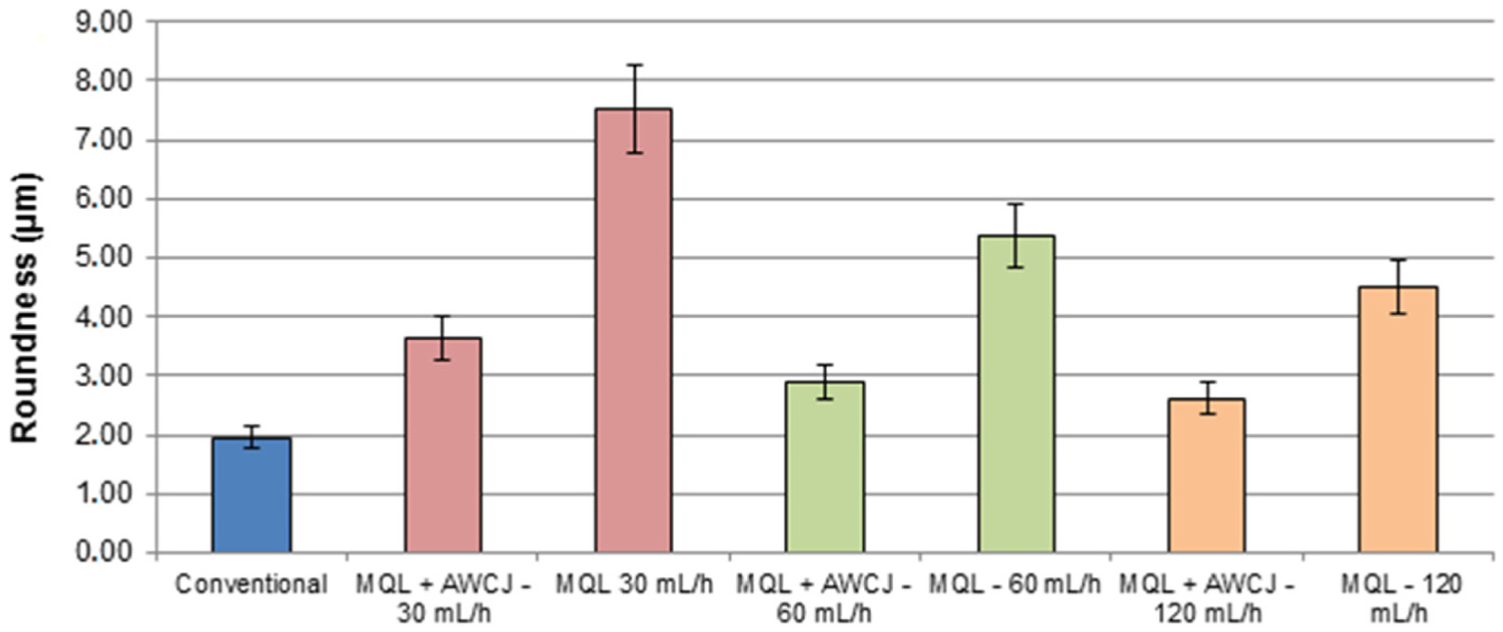
Roundness errors after cylindrical grinding of the AISI 4340 steel with white aluminum oxide grinding wheel under various cooling-lubrication conditions.
Roundness error is a variation of workpiece geometry that is intrinsic to the following aspects: grinding conditions, thermal damages, mechanical loads, coolant flow and pressure. Furthermore, high generation of heat promotes dimensional and geometrical variation on the workpiece. 27 When using the conventional coolant technique, the great amount of coolant is capable to remove more effectively heat from the cutting zone by convection in comparison with than the MQL technique which involved the lowest amount of neat oil. The inferior performance of the traditional MQL technique compared to the others cooling-lubrication techniques can be attributed to the lower dissipation of heat in the cutting zone caused by the reduction in the amount of coolant applied; as a consequence, the thermal expansion of workpiece results in higher roundness error. 28 By the machining with the traditional MQL technique (without the wheel cleaning), it can be seen that the flow rate of 120 mL/h outperformed the other flow rate values employed with this technique.
Regarding Li et al., 29 in accordance with the strengthened heat transfer theory, the heat transfer ability of the liquid and gas is significantly exceeded by the solid. In this sense, the coefficient of thermal conductivity of solid materials is higher than the fluid material by several orders of magnitude at room temperature. The authors inferred that that the coefficient of thermal conductivity of pure liquid is greatly exceeded by the liquid with suspended metal, nonmetallic or polymeric solid particles. When solid particles are added in MQL, a great increase in the coefficient of thermal conductivity of fluid medium is expected, improving the convective heat transfer and offset the defects of insufficient cooling effects of MQL.
In accordance with Ding et al., 30 the conventional cooling-lubrication technique (flood) is more efficient in comparison with the traditional MQL technique in cleaning the wheel surface during grinding. One of the major advantages of high volume of coolant in grinding is the cooling properties that guarantee both cutting zone and workpiece to be cooled, minimizing deleterious effects caused by excessive heat in the cutting zone 5 such as distortions. This may explain the fact that lower rounder errors were recorded after machining with conventional coolant flow when compared with the MQL technique, irrespective of the wheel cleaning jet. Mihic et al. 31 carried out an analysis on thermal and fluid flow aspects in grinding using a two-dimensional (2D) numerical grinding model by CFD software (ANSYS). The results presented the fact that the useful flow rate is around 20%, since the application of the cutting fluid provides bulk cooling to the workpiece. The authors also affirmed that cooling in shallow-cut grinding operations with conventional abrasive wheels is not meaningful; hence, a reduction by 30%–40% in the workpiece surface temperatures can be considered in comparison with dry grinding. Moreover, the fraction of the energy partitioned by the grinding fluid is about 10%.
As can be seen in Figure 5, the application of MQL + AWCJ technique was more effective than traditional MQL one in all the conditions tested. Presence of wheel cleaning jet was able to reduce the grout formation, thereby making the MQL + AWCJ compatible with the conventional coolant technique in terms of roundness and surface roughness under the conditions investigated. Similar to roughness recordings, under application of MQL + AWCJ technique, the lowest roundness errors were recorded after machining with the flow rate values in excess of 30 mL/h.
Silva et al. 19 and Oliveira et al. 20 reported that due to hot chips generated during machining with traditional MQL technique, abrasive wheel is susceptible to the wheel clogging phenomenon formation which appears when chips are not completely removed from the cutting zone by the action of the coolant. As a consequence, the chips, the neat oil mix and other impurities form clogged grout which is lodged in the wheel pores. Also, the chips lodged in contact with the workpiece increase the elastic and plastic deformation, such as friction, during grinding. High cutting forces impair the workpiece finishing by the increase in roundness errors and wheel wear. Therefore, machining of the AISI 4340 steel with white aluminum oxide grinding wheel with the MQL + AWCJ with flow rates in excess of 30 mL/h provided superior tribological properties in this work.
Diametric wheel wear
Since tool performance, and consequently the efficiency of grinding process, is related to cutting forces and machining quality, it is essential to study the wheel wear behavior. 32 One of the manners to assess the abrasive wheel performance is measuring its diametric wear. Figure 6 shows the diametric abrasive wear values measured under different cooling-lubrication conditions.
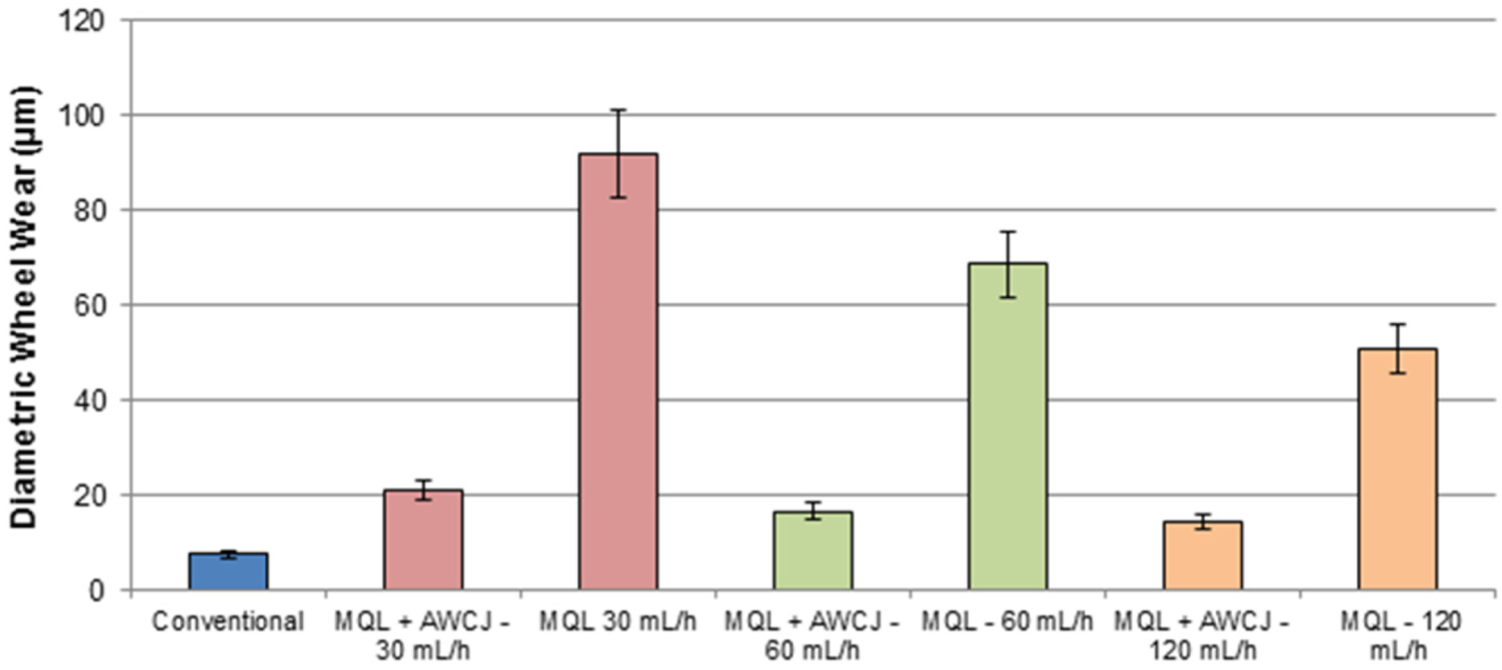
Diametric wear of aluminum oxide wheel after machining after grinding the AISI 4340 steel under different cooling-lubrication techniques and flow rate.
From Figure 6, it can be seen that the lowest wheel wear values were produced after machining with the conventional coolant delivery technique. This condition exhibited superior performance in terms of diametric wear, roughness (Figure 3) and roundness (Figure 5) when compared to the traditional MQL without and with wheel cleaner system. The highest wheel wear values were recorded after machining with the traditional MQL technique at flow rate of 30 mL/h. It can be also seen that machining with the MQL + AWCJ technique reduced substantially the wheel wear because of the mitigation of the wheel clogging phenomenon. In addition, it can be noticed that the wheel wear values measured after grinding with application of the MQL + AWCJ technique, especially with flow rates of 60 and 120 mL/h, were close to those obtained for conventional coolant technique. On the other hand, machining with the traditional MQL technique (without the wheel cleaning jet) generated higher diametric wheel wear values. In general, the wheel wear decreased with increase in flow rate irrespective of the MQL technique employed. This can be attributed to the increase in volume of oil of the MQL that increases with flow rate and reduces grout formation.
According to Silva et al., 32 when both cooling and lubrication characteristics of a cutting fluid are present during grinding, the friction among grits, workpiece and chips is reduced and, consequently, since the abrasive grains stay longer attached to the bond, the diametric wheel wear is minimized. Moreover, the diametric wheel wear is linked with the main causes such as thermal deterioration and high mechanical loads to which the grinding wheel is subjected, thereby thermal dissipation in the cutting region generates the loss of bond resistance along with the decrease in diametric wheel wear. 21 In general, lower abrasive wheel wear leads to superior surface finish. 33
According to Qi et al., 34 wheel wear changes the real contact area and consequently the contact length is changed. It promotes the variability of the grinding forces which yields the scatter of the results in grinding.
Acoustic emission
Figure 7 shows the acoustic emission signal values recorded after machining grinding of the AISI 4340 steel under different cooling-lubrication techniques and flow rates. According to Wang et al., 35 this variable is intrinsic to the grinding process condition and to the surface conditions related to the wheel and workpiece.
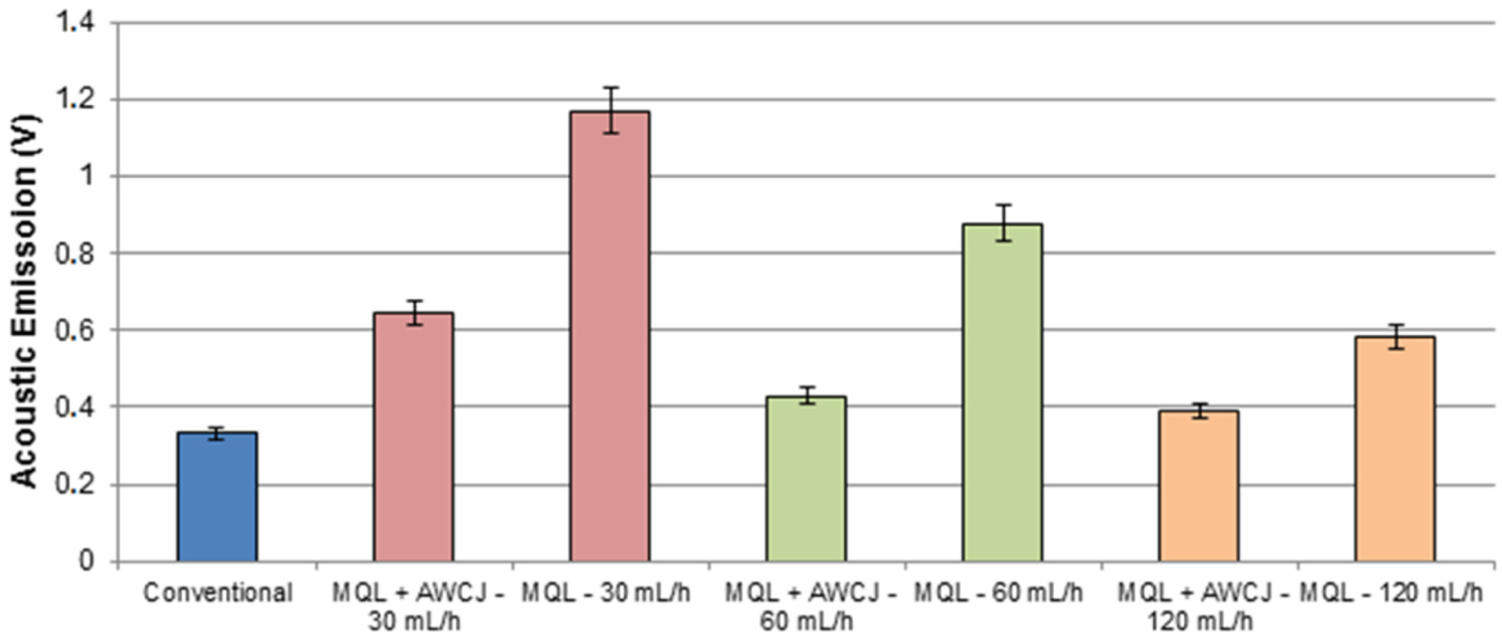
Acoustic emission signals recorded during cylindrical grinding of the AISI 4340 steel under different cooling-lubrication techniques and flow rates.
The acoustic emission generated is related to the occurrence of the physical phenomena, such as friction, plastic and elastic deformation and chip removal. From Figure 7, it can be seen that acoustic emission signals followed the same behavior observed for other output parameters investigated in this work (surface roughness, roundness and abrasive wheel wear): the conventional coolant technique outperformed the MQL technique without and with abrasive wheel cleaning system; also, acoustic emission signals decrease with increase in flow rate, irrespective of the MQL technique employed. Similar to the trend observed for surface roughness, roundness and wheel wear, the highest values of acoustic emission signals were obtained after machining with traditional MQL technique (without wheel cleaning system). Again, the MQL + AWCJ technique kept in an intermediated position. The conventional cooling-lubrication and MQL techniques with a cleaning jet promoted the best lubricant and coolant conditions, Oliveira et al. 20 explained that it happens due to the fact that machining under these conditions the occurrence wheel clogging is reduced, thereby generating lower emission signals values. On the other hand, machining under the MQL without wheel cleaning system contributes to rapid wheel clogging that is detected by the increase in the acoustic emission signals. Under this condition, the phenomenon of scratching takes place, which is caused by the adhered chips against the workpiece; it increases the generated acoustic emission signals. Not only the acoustic emission values are increased by the action of scratching of the chips adhered to the wheel against the workpiece but also the roughness roundness errors and wheel wear.
Grinding process vibration
According to Parenti et al., 36 it is mandatory to monitor the grinding process by the operator to reduce the variability inherent to the process which is related to the different characteristics of the grinding wheel. For instance, the evolution of the wheel wear diminishes the final quality of workpiece through a different mechanism, highlighting the vibration produced by the process that interferes negatively. Moreover, Ahrens et al. 37 infer that the vibration in grinding not only hinders the accuracy of the workpiece but also it endangers the productivity and the finishing.
Vibration signal values recorded after machining grinding of the AISI 4340 steel under different cooling-lubrication techniques and flow rates after machining are shown in Figure 8. The lowest vibration signals were recorded after machining with the conventional coolant and MQL + AWCJ techniques, especially at higher flow rates. From a general analysis, it can be noticed that the highest values recorded for vibration signals correspond to the highest values for roughness, roundness and wheel wear. Therefore, vibration produced during tests with the application of traditional MQL technique was more significant than the signals generated with the MQL + AWCJ (with wheel cleaning jet) and conventional coolant techniques. Since the vibration did not compromise substantially the workpiece finishing and geometric tolerance for the lubrication-cooling condition with application of MQL + AWCJ with flow rate values of 60 and 120 mL/h, these conditions provided the closest results to the conventional coolant delivery technique.
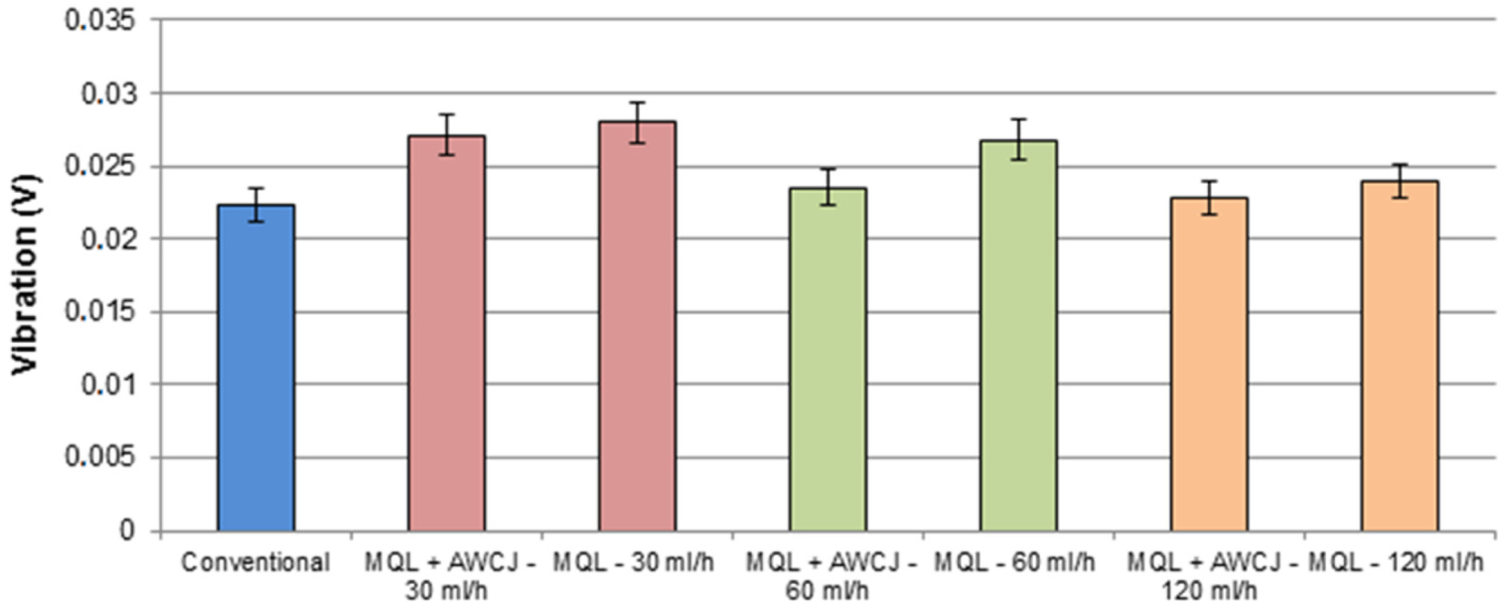
Vibration signals recorded during cylindrical grinding of the AISI 4340 steel under different cooling-lubrication techniques and flow rates.
Vibration results show the same trend obtained to acoustic emission, roughness, roundness and wheel wear, as can be seen in Figure 6. This fact can be attributed to the usage of monitoring technologies in grinding process by efficient sensor in order to control and evaluate the machining process.
Tangential cutting force
Figure 9 shows the tangential cutting forces recorded during machining of AISI 4340 steel for different cooling-lubrication conditions. It can be seen that the behavior for tangential cutting force is very similar to that recorded for diametrical wheel wear, surface roughness and roundness. The MQL technique reduced the lubrication property of cooling-lubrication technique, increasing the grinding forces to perform cutting. On this way, Sieniawski and Nadolny 38 inferred that the lack of fluid at low flow rates results in increase in the forces and surface roughness. The application of cleaning system in the MQL + AWCJ promoted a better lubrication which brought closer the MQL technique to the conventional one in terms of tangential cutting force in the process, as well as wheel wear, roundness and roughness. Moreover, Ruzzi et al. 39 inferred that good cooling capacity of the technique is linked with low temperature of the workpiece in the interface cutting zone, which retains the ground material in a resistant condition.
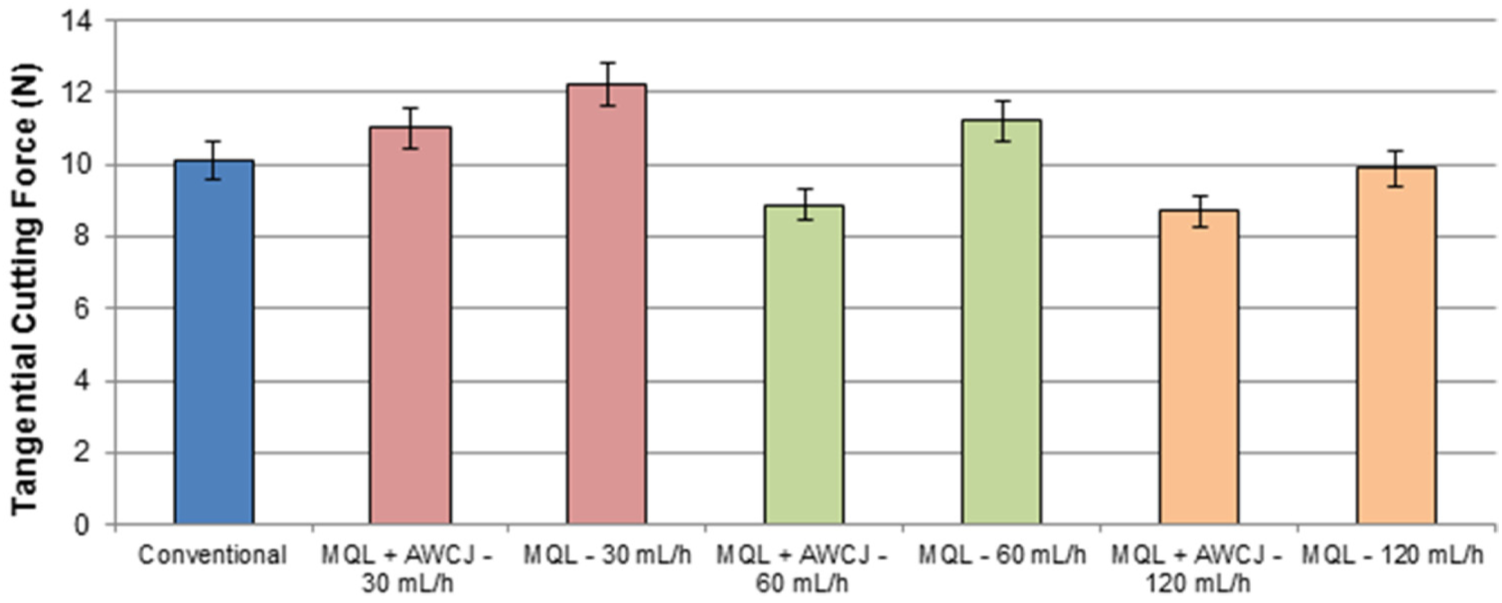
Tangential cutting force measured during cylindrical grinding of the AISI 4340 steel under different cooling-lubrication techniques and flow rates.
The MQL technique, as shown by three cooling-lubrication conditions, delivered directly the oil droplets into the cutting which were deposited onto the abrasive wheel’s surface, producing a lubricant film (boundary lubrication film). When the oil flow was increased from 30 to 120 mL/h, the droplet deposition rate onto the wheel’s surface increases and the friction is reduced in the wheel–workpiece interface. It decreased the tangential cutting forces in the process due to the increase in the lubri-cooling capability of the cutting fluid in removing heat and lubricating the cutting zone. Barczak et al. 40 carried out a study in plane surface grinding of several steels’ grades with alumina abrasive wheel and under two different coolant-lubrication techniques: conventional flood technique and traditional MQL. They provided evidence that the MQL technique presented 42% lower grinding forces than conventional coolant technique. The authors explained this fact as a result of hydrodynamic effects which improved lubrication properties of the MQL oil.
According to Ruzzi et al., 39 the MQL is able to break up the air barrier built around the spinning grinding wheel which is not possible in the conventional technique because of the low pressure of coolant application. The application of MQL + AWCJ resulted in a greater efficiency in cutting fluid penetration into the wheel–workpiece interface due to the effective breakdown of the air barrier which was created by the rotating movement of the grinding wheel. It reduced the tangential cutting forces promoting the reduction in load on the tool and enclosing this technique to the conventional application of cutting fluid. 41
Conclusion
By the previous results presented, the following conclusions can be drawn from this research:
Surface roughness (Ra parameter) values were kept below the stipulated rejection limit of 1.6 µm for grinding operation commonly reported in the literature. Machining under the MQL + AWCJ technique provided lower and uniform Ra values, irrespective of the flow rate employed.
In terms of the geometric errors, roughness and roundness, the traditional MQL technique (without cleaning system) showed inferior performance than conventional coolant technique. On the other hand, the application of the MQL + AWCJ under flow rate in excess of 30 mL/h promoted significant improvement because of the improved coolant-lubrication properties under the conditions investigated. In fact, the application of the MQL + AWCJ technique reduced the roughness values from 1.36 µm (30 mL/h), 0.86 µm (60 mL/h) and 0.60 µm (120 mL/h) with the traditional MQL to, respectively, 0.59, 0.56 and 0.55 µm. Therefore, it represents a decrease in 57%, 39% and 21%, respectively. Also in terms of roundness, the same behavior was detected; the employment of the MQL + AWCJ technique reduced the roundness errors from 7.51 µm (30 mL/h), 5.38 µm (60 mL/h) and 4.51 µm (120 mL/h) with the traditional MQL to, respectively, 3.63, 2.88 and 2.61 µm. It stands for a decrease in 62%, 46% and 42%, respectively. Therefore, results obtained with flow rate values of 60 and 120 mL/h under application of this condition were very close to those recorded by the conventional coolant technique.
In general, values of all the output variables decreased with increase in flow rate employed in the MQL technique.
Considering the trend of all the output parameters analyzed in this work, surface roughness, roundness, diametric wheel wear, acoustic emission and vibration, the conventional coolant technique outperformed the MQL techniques. The worst performance was observed after machining with the traditional MQL technique (without cleaning system). However, the use of the MQL technique assisted with the wheel cleaning jet (MQL + AWCJ) showed to be a technically viable alternative cooling-lubricant technique to conventional coolant technique in grinding of a hardened in steel with conventional abrasive wheel (white aluminum oxide grinding wheel) at a flow rates in excess of 30 mL/h. In some specific conditions, this has proved to be similar or outperformed the conventional coolant technique.
In addition, this technique symbolizes a cleaner environment and lower consumption of fluid.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by FAPESP (State of São Paulo Research Assistance Foundation—Process Number 2015/09197-7). Rosemar B da Silva thanks the Federal University of Uberlandia (Brazil) for approving his post-doctoral leave and CAPES for the financial support given by a PNDP project—post-doctoral scholarship at the Post-Graduate Program of Electrical Engineering of FEB-UNESP-BAURU (2016–2017).