
Abstract
Point grinding uses the point contact to shape surface topography of workpiece which has high machining precision. Its surface topography has a close relation with its service performance. In order to study the topography of point grinding, these authors carried out the experiment and established a new assessing model based on the correlation function method. The inner characteristics of topography are revealed by self-correlation and mutual correlation function method and its mechanism is analyzed. The study shows that the topography of point grinding has obvious periodical portions, which means it is consistent and uniform. The mutual correlations of every direction show the surface topography of point grinding is isotropic. Point grinding surface has better consistency under larger included angle and smaller grinding depth. And it has better isotropy under larger included angle. Surface roughness has the opposite rule from the consistency and isotropy. The influence of point grinding angle on surface topology is much larger than grinding depth.
Keywords
Introduction
Grinding is a manufacturing technology that uses abrasion grains to remove materials. It always acts as the final process to guarantee the surface quality and precision of the workpiece so that it can satisfy the requirement of its service life.1–3 And the higher quality and precision are the growing tendencies of modern grinding technology.4,5 The point grinding is such a kind of new grinding technology. The axis of its grinding wheel has an angle with its processing direction. And the contacting area between grinding wheel and workpiece surface becomes a small point due to the offset of the angle, which is the principle of the point grinding.6–10 This point contact brings about a lot of unique characteristics to the technology. It not only has the high precision like ordinary grinding but also has the high production rate. What’s more, the point grinding technology is very easy to combine with computer numerical control (CNC) technology. So it can produce many kinds of workpiece surface in one time with great flexibility. Without using coolant liquid which is always harmful to the environment, point grinding is green and environmental friendly.11–15 The point grinding technology will play more important role in the future because of its advantages. So conducting the research on point grinding has a great meaning to the manufacturing industry.
Surface topography refers to geometry micro-form on the surface of workpiece such as texture, roughness, and waviness. It depends on the processing method and parameters. Once the workpiece has been designed, its working performance will be mainly decided by its surface topography after its manufacturing process.16–18 Good topography can improve many applying features of workpiece, for example, workpiece with smooth surface topography can reduce its contacting area and it will improve the wear resistance of workpiece. Surface with small fluctuation can tolerate more inner stress, and fatigue crack is not generated easily. So it will improve the fatigue strength of workpiece. Surface with small roughness has little defect, which will prevent the corrosive substance from permeating into inner layer. Thus, it will improve the corrosion resistance of workpiece.19–21 Therefore, study on the characteristics of surface topography after the manufacturing process is of great importance.21,22 Combining with the advantages of point grinding technology illustrated above, it is significant to evaluate the topography of point grinding. Surface roughness is usually used as the traditional method of assessing quality after point grinding. It can assess the smooth degree of the surface of workpiece efficiently indeed and has been used widely in engineering.23,24 The topography of point grinding contains more information in general compared with ordinary grinding or other processed surfaces. Besides the smooth degree, periodical characteristics and random characteristics are hidden in the information.25–27 Aiming at this kind of topography, the study introduces a new analysis method which is correlation function method to solve the problem based on a designed point grinding experiment. It can be a supplement to the traditional method which can assess other information such as the periodical characteristic, consistency, and isotropy of the topography of the workpiece well. The method can access relatively overall information of the surface of workpiece after point grinding.
Point grinding experiment
Experimental principle
Experiment that generates typical topography of point grinding is the basis of the research. In order to demonstrate surface topography and textural features of point grinding more clearly, a special experiment was designed to produce an amplifying surface texture of point grinding based on the principle of point grinding. The typical point grinding is shown in Figure 1. 28 When the grinding wheel contacts with the cylindrical surface, its axis has an angle with the one of the rotating workpiece, which forms point contact between grinding wheel and workpiece surface. The angle can be called the included angle of point grinding or point grinding angle. If the machined cylindrical surface is unfolded into a plane in hypothesis, the moving relation of point grinding can be demonstrated as Figure 2. The surface texture which has an included angle with the feeding direction is produced on the surface of workpiece. Because the surface of workpiece has a residual former texture, the point grinding process will produce another texture whose direction has an included angle with the one of former process, which is shown as Figure 3. Therefore, in the experiment, shaping process is carried on first to produce a manufacturing texture using BC6063B shaping machine. And then grinding process is carried on using M7130 surface-grinding machine. They are shown in Figure 4. The grinding direction has given angles with the direction of former process which is just the included angle of point grinding. So the final surface texture of point grinding is the superposition of shaping texture and grinding texture with an included angle, which is the same as the analysis above and also can be shown as Figure 3. The topography generated by the method is more obvious and beneficial to study.
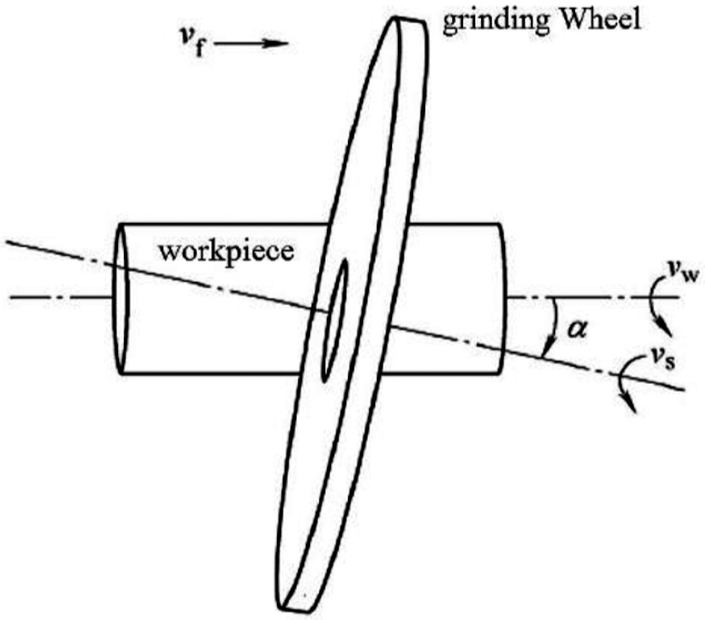
Principle of point grinding.
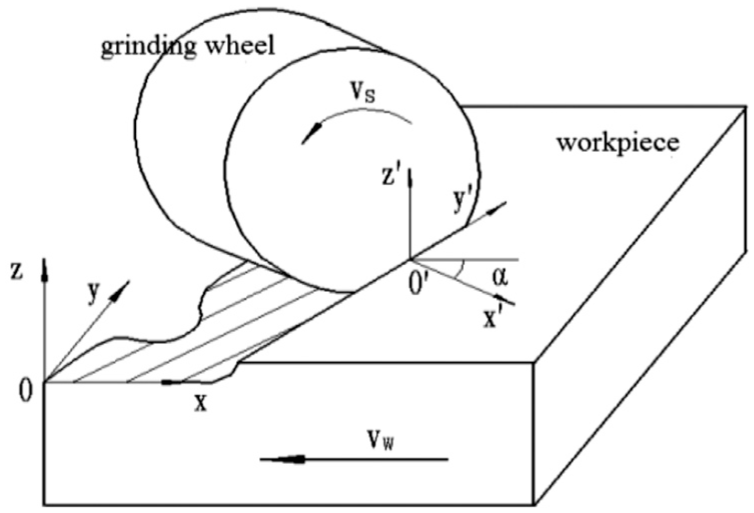
Evolutional moving relation of point grinding.
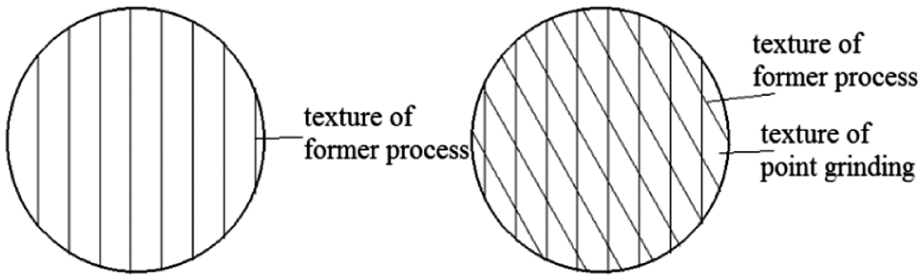
Plane texture of point grinding.

Machining equipment of experiment: (a) BC6063B shaping machine and (b) M7130 surface-grinding machine.
Experiment condition
The experiment workpiece is made of 1045 steel. 1045 steel has good working performance and it is widely used in industry. Its main chemical compositions are shown in Table 1. The experimental workpiece is shown in Figure 5 for example.
Chemical compositions and mechanical properties of 1045 steel.

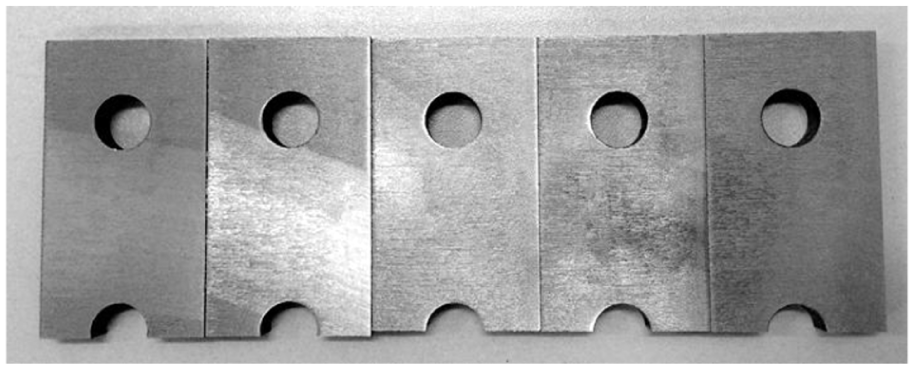
Experimental workpiece.
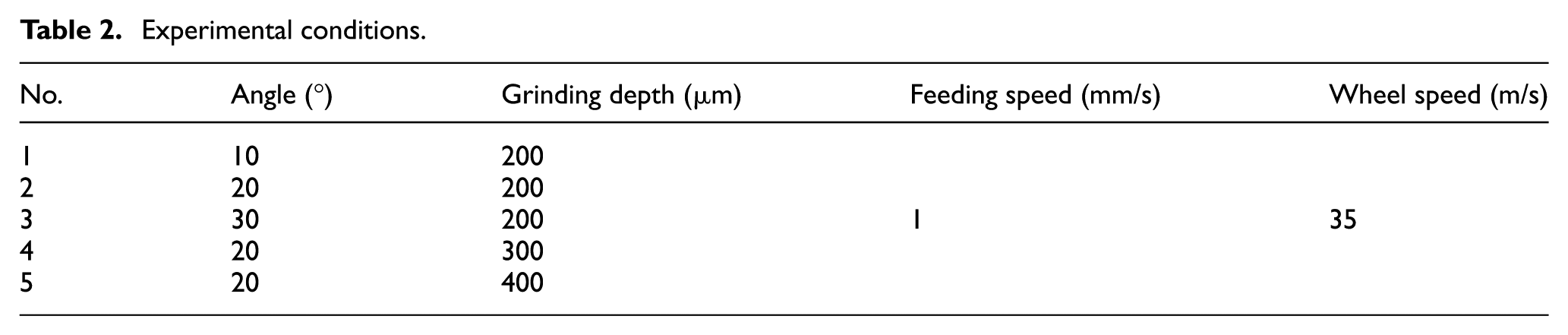
Experimental conditions are introduced below. In general, the included angle of point grinding and the grinding depth affect the final surface topography of workpiece mainly. Therefore, five workpieces with different included angles and grinding depths are chosen in the experiment. No. 1, No. 2, and No. 3 workpieces have different included angles (10°, 20°, and 30°). No. 2, No. 4, and No. 5 workpieces have different grinding depths (200, 300, and 400 µm). The grinding wheel chosen is CBN. The feeding speed of workpiece is 1 mm/s. The wheel speed is 35 m/s. All the experiment conditions are shown in Table 2.
Experimental conditions.
SEM results and analysis
First, SSX-550 scanning electron microscope (SEM) was used to observe the surface micro-topography of workpiece after the process of point grinding. Figure 6(a) shows the SEM photograph of point grinding. The plastic deformation and defects such as groove, pore, and scratch are removed a lot which were formed in the previous process. So it has uniform texture. And there is little abrasive dust. The final manufacturing trails cannot be almost seen in the SEM photograph. The fluctuation of surface outline is smaller, and the ripple of surface is closer. The surface roughness is smaller. The microgridding intersects with each other, which forms a uniform surface morphology. By comparison, Figure 6(b) shows the SEM photograph of ordinary grinding. It can be seen that the surface of the workpiece is covered with excessive deformed materials. It has obvious residual marks. The scratch and grooves of grinding can be seen clearly. The machining marks have different depths because the grinding wheel cannot contact the workpiece smoothly. There are pits and peaks on the surface. The upheaval is obvious due to the plastic deformation and plow among each groove mark. So the surface texture has obvious directivity and it is anisotropic.
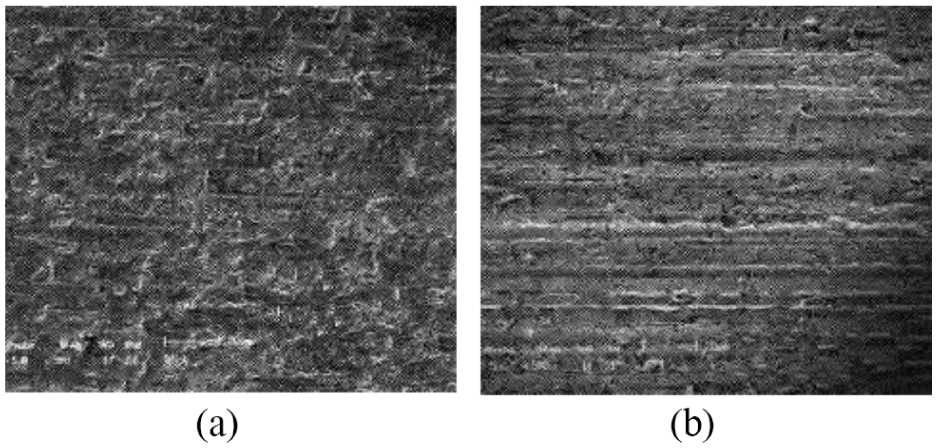
SEM photograph of ordinary grinding and point grinding: (a) SEM photograph of point grinding and (b) SEM photograph of ordinary grinding.
Original outline analysis
Original outline of each workpiece surface is the foundation of correlation analysis. TR300 outline measurement tester is used to measure the surface roughness and the outline. Each surface outline which is parallel to the direction of point grinding and surface roughness is listed in Figure 7. Original outline describes the real surface outline of workpiece. The fluctuation of No. 1 workpiece with the smallest angle is the smallest. And No. 3 with the largest angle has the largest fluctuation. It shows the angle plays a main role in the surface topography. However, No. 3 workpiece still has obvious similar periodical characteristics. That means it still shows uniformity from the micrometer.
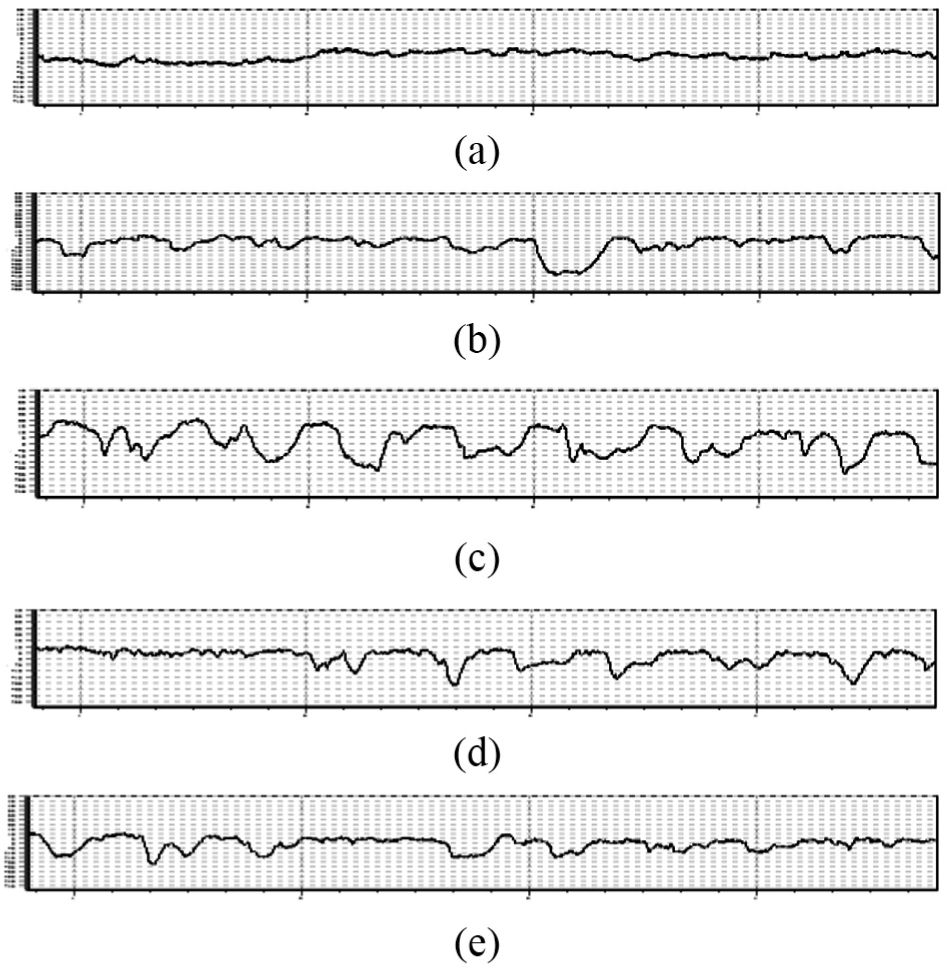
Original outline of five workpieces: (a) No. 1 workpiece (Ra = 0.929 μm), (b) No. 2 workpiece (Ra = 2.613 μm), (c) No. 3 workpiece (Ra = 4.097 μm), (d) No. 4 workpiece (Ra = 2.210 μm), and (e) No. 5 workpiece (Ra = 1.585 μm).
Surface roughness reflects the smooth degree of workpiece surface. It usually acts as the traditional method of assessing surface quality after grinding. The variation in surface roughness is shown in Figures 8 and 9. Figure 8 shows the surface roughness of No. 1, No. 2, and No. 3 workpieces. They have the same grinding depth which is 200 µm. Their surface roughness increases with the increasing of angle of point grinding, which is similar as the discovery of some scholars by and large.15,24,27 Its main mechanism is that the component along the axis of workpiece (ba cos α) of the contacting width between grinding wheel and workpiece (ba) decreases along with the increasing of α. Then, the grinding time decreases in the same location of the contacting area during one grinding process. So the surface roughness increases. It should be noticed that the conclusion does not cover the range of zero. If the included angle of point grinding is zero, it is no longer the point grinding and becomes ordinary grinding. Then, the special removal mechanism of material in point grinding does not exist. It cannot be smooth as the surface of point grinding.
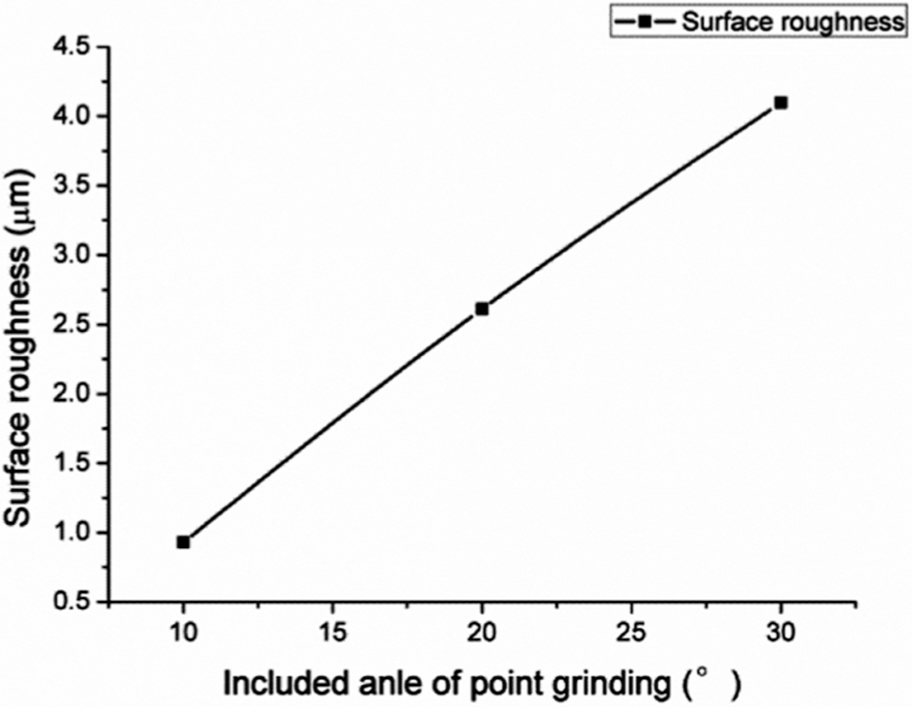
Variation in roughness under different angles of point grinding.
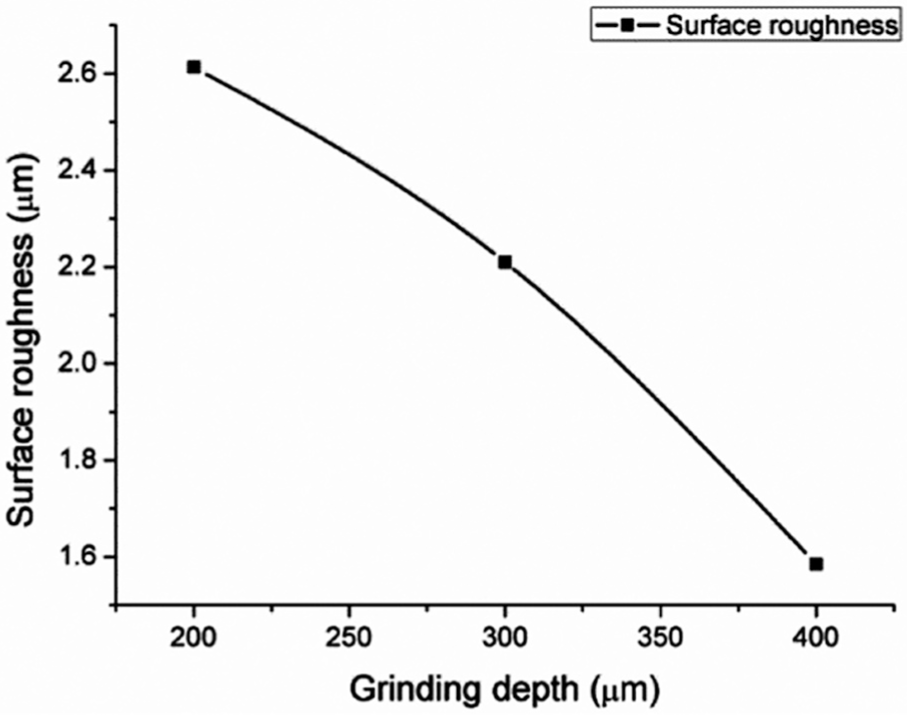
Variation in roughness under different grinding depths.
Figure 9 shows the surface roughness of No. 2, No. 4, and No. 5 workpieces. They have the same included angle of point grinding which is 20°. Their surface roughness decreases along with the increasing of grinding depth, which is also similar as the discovery of some scholars by and large,24,27,28 and is different from ordinary grinding. The reason is that the increasing of grinding depth will produce more plastic deformation on the surface of workpiece in grinding. The factor will generate larger surface roughness. While in point grinding, larger grinding depth will cut off the manufacturing texture of former process more effectively. It will reduce the surface roughness. And the effect plays a leading role compared with the effect of plastic deformation. In the end, surface roughness reduces with the increasing of grinding depth in point grinding.
Correlation analysis
Then, the correlation function method is taken to reveal more topography features of point grinding. The correlation analysis refers to the quantitative analysis between two or more variables which have correlations and then their level of correlation is estimated. Because there is given angle between grinding wheel and the workpiece in point grinding which is different from the principle of ordinary grinding, its final surface outline consists of not only regular periodical features but also the random features produced by uncertainties. Traditional analysis by studying the roughness on the surface cannot describe the whole information of the surface of point grinding, while correlation analysis is just suitable. It can reflect the periodical features and diversity of the outline curve easily. The correlation function method consists of self-correlation function (SCF) method and mutual correlation function (MCF) method. Using the two functions to study the characteristics of texture and topography of point grinding can show the complexity of surface outline and its main geometry features.
Self-correlation analysis
SCF describes a similar level of an outline when it has a lateral displacement. It is shown in Figure 10. It can reflect the periodical characteristics of an outline when it is applied in the assessment of surface topography. When the number of crosswise displacement is r, its function is
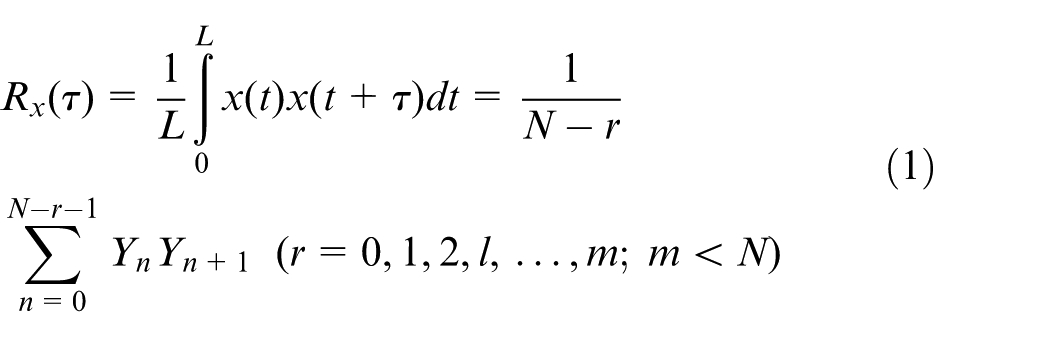
where t is the distance from the cross section on the outline, τ is the lateral displacement, and L is the assessment length.
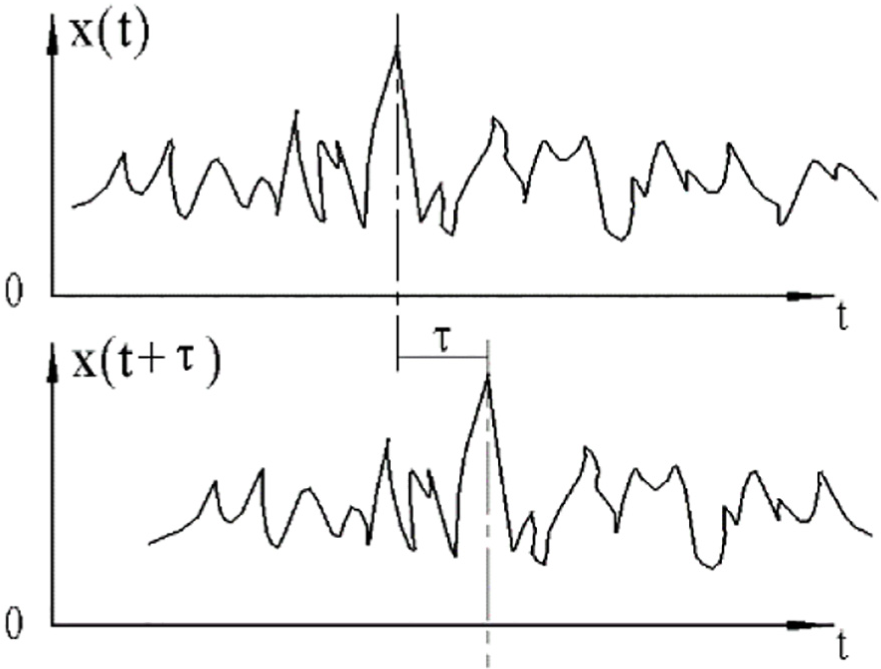
Self-correlation function.
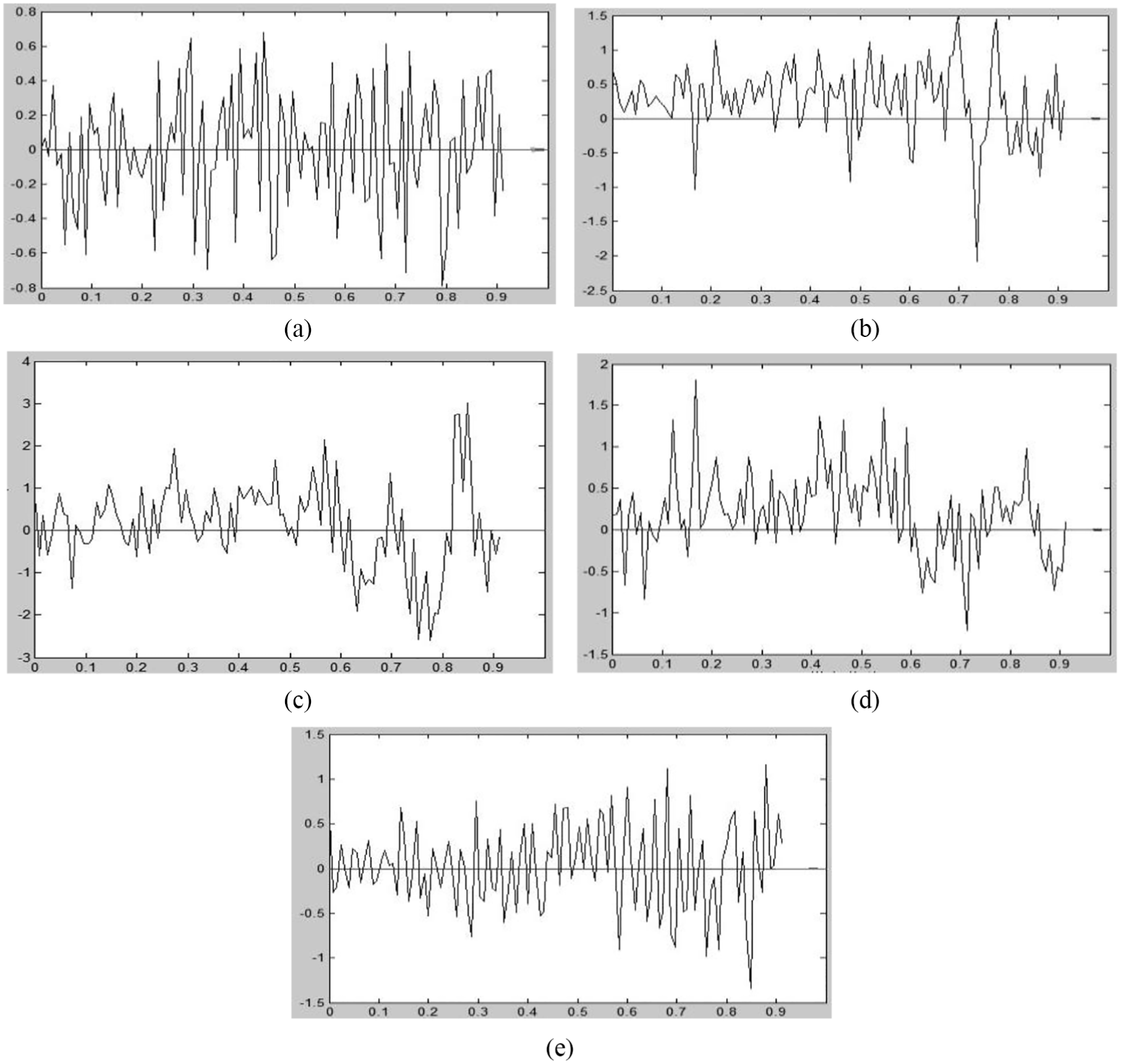
Correlation function curve is generated through data gathering and processing. TR300 outline measurement tester is used to measure the surface outline as well. Mass initial experiment data are measured and processed by MATLAB software. According to the sampling sites of surface outline of each workpiece, the SCF value is calculated using equation (1), and its curve within sampling length is drawn. The SCF curves can show the self-correlation of the surface outlines of workpiece. And the surface outlines which are selected to study belong to several certain directions. So a SCF can be regarded that it has a direction. The directions selected are perpendicular to the direction of former process, the same direction as the former process, the same direction as the point grinding, and perpendicular to the direction of point grinding. First, Figure 11 shows the SCF curves of five workpieces whose direction is all the same as the point grinding direction.
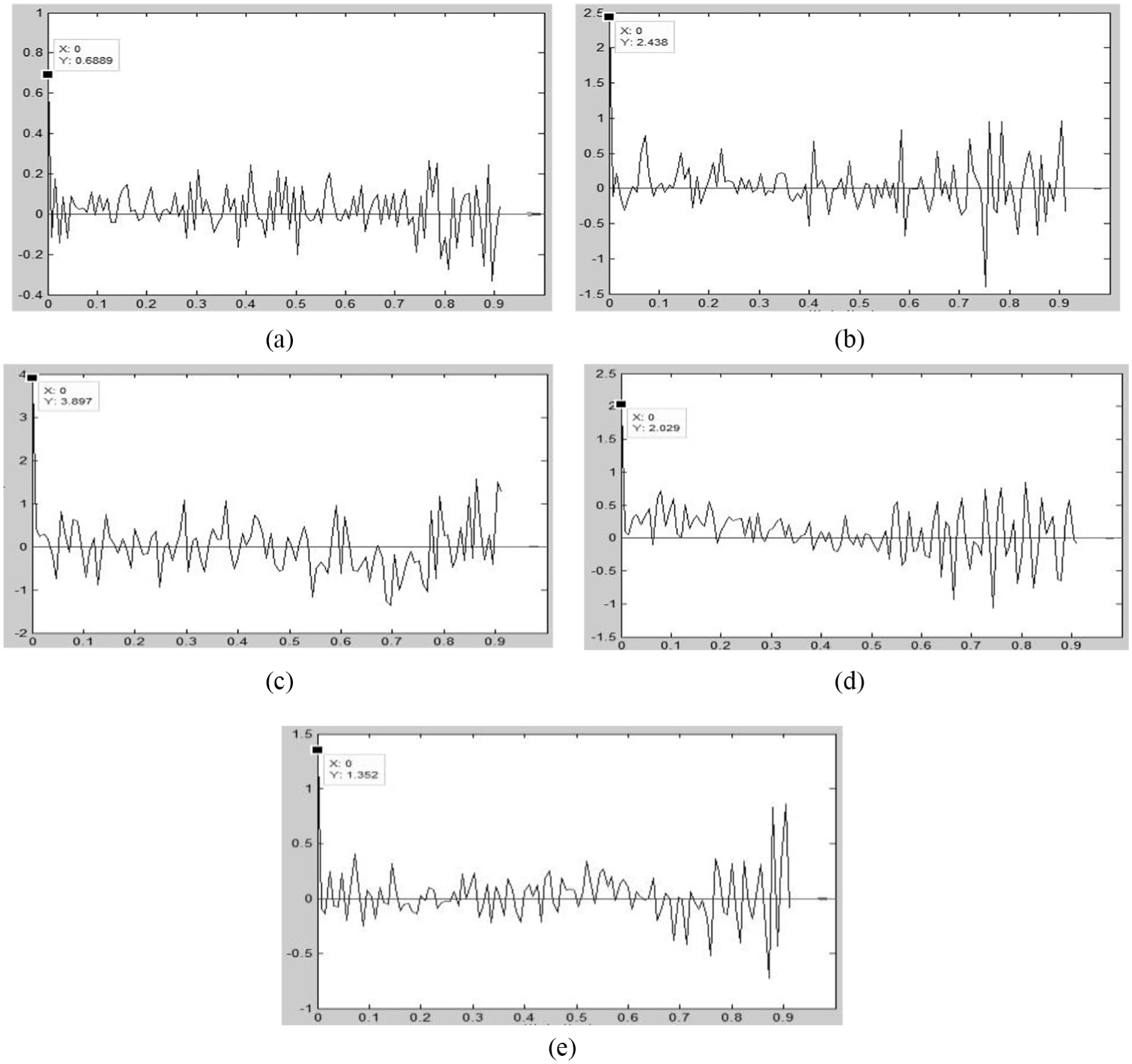
SCF curves of five workpieces whose direction is all the same as the point grinding direction: (a) No. 1 workpiece, (b) No. 2 workpiece, (c) No. 3 workpiece, (d) No. 4 workpiece, and (e) No. 5 workpiece.
It can be obtained from Figure 11 that the SCF of the point grinding outline reaches its maximum value when the lateral displacement τ = 0. It accords with the rule of SCF.
Each SCF curve of workpiece has different tiny periodical characteristics in a small range in the figure of SCF curve, and it has no damping tendency. It definitely reveals the surface outline of point grinding has obvious periodical portions, and the surface topography has better consistency and uniformity, because only the periodical portions can reveal large similarity when it has different lateral displacement and shows lots of peaks in the SCF curve. And it further reveals that the periodical machining marks formed by former process are not removed totally. It leaves behind on the surface of point grinding because the removal quantity of point grinding is small. The tiny periodical characteristic reveals point grinding has a high machining precision from the macro-scale because the fluctuation of surface outline is small and its ripple is dense as a result of the point contact between the grinding wheel and the workpiece.
When the lateral displacement τ is small, the average peak of the SCF curve is relatively small, and when the lateral displacement τ surpasses about 0.7 mm, it becomes larger. The increasing of the SCF value means the periodical characteristic is more obvious from the view that the evaluating dimension surpasses 0.7 mm.
The SCF curves reveal different characteristics under different grinding depths and included angles of point grinding. The average peak of the SCF curve of No. 1, No. 2, and No. 3 workpieces is larger successively. They have the same grinding depth (200 µm) and different included angles of point grinding (10°, 20°, and 30°). It means the workpiece surface with larger point grinding angle has more obvious periodical characteristics. It is because when point grinding angle is smaller, the length of contacting area between grinding wheel and workpiece becomes longer, then more materials are removed from the workpiece surface. Meanwhile, the grinding force becomes smaller under the smaller point grinding angle. The comprehensive effect of these two factors makes the cutting process gentler and preciser, just like “soft fire makes sweet malt.” Therefore, the processed surface is more consistent and uniform and shows obvious periodical characteristics in the SCF curve. Then, the average peak of the SCF curve of No. 2, No. 4, and No. 5 workpieces is smaller successively. They have the same included angle of point grinding (20°) and different grinding depths (200, 300, and 400 µm). It means the workpiece with smaller grinding depth has more obvious periodical characteristics. It is because when the grinding depth is small, the thickness of chip with no deformation is small. And the grinding force is also small. So the removal of materials in the process is more gentle and uniform. Thus, the final topography is consistent and reveals lots of periodical characteristics. To sum up, larger included angle and smaller grinding depth generate more obvious periodical characteristics on the surface of workpiece, which means the surface topography has better consistency and uniformity. The rule is very different from the analysis of roughness. In point grinding, when the workpiece surface has smaller roughness which means it is smooth, it has relatively worse periodical characteristic which means it isn’t uniform. It reveals that point grinding generates unique surface features due to the included angle. Its peak and sunken point may be big but they distribute regularly, which presents macroscopic repetition.
When the SCF curve of No. 1 workpiece (10° and 200 µm) is compared with No. 2 workpiece (20° and 200 µm), their difference of the average peak is very large due to the difference of included angle of point grinding. And when the SCF curve of No. 5 workpiece (20° and 400 µm) is compared with No. 2 workpiece (20° and 200 µm), their difference of the average peak is relatively small due to different grinding depths. So it can be obtained that the influence of point grinding angle on surface topography is much larger than grinding depth by the comprehensive analysis of the SCF curve of No. 1, No. 2, and No. 5 workpieces. It is because the grinding force which is important to the final topography is affected a lot by the offset of cutting direction, namely the point grinding angle under the unique cutting characteristic. When the cutting direction has a small offset, the hindrance effect of material can vary a lot, which will make the grinding force change a lot. The other important factor to topography which is the length of contacting area shows similar regulation with the point grinding angle. The influence of grinding depth on grinding force and length of contacting area is relatively small by the characteristic of point grinding, so the point grinding angle changes the topography more.
Figure 12 shows the SCF curves of No. 1 workpiece of four directions. The directions are perpendicular to the direction of former process, the same direction as the former process, the same direction as the point grinding, and perpendicular to the direction of point grinding which are mentioned above.
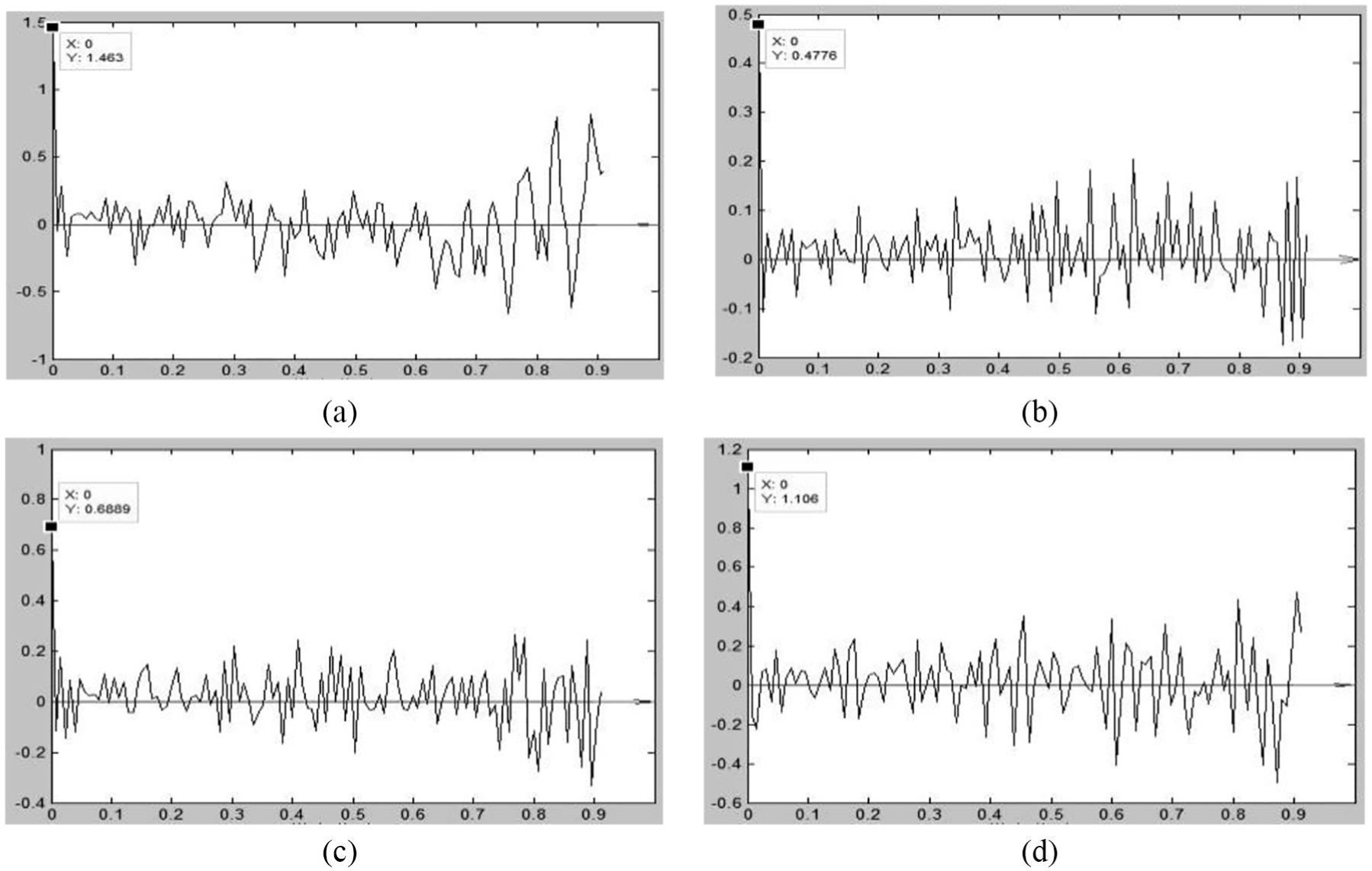
SCF curves of No. 1 workpiece of four directions: (a) perpendicular to the direction of former process, (b) the same as the direction of former process, (c) the same as the direction of point grinding, and (d) perpendicular to the direction of point grinding.
The peak of each direction in Figure 12 does not change much. It means the texture of point grinding does not have an obvious directivity and they are almost the same from the view of different directions. It shows the workpiece surface of point grinding is very homogeneous. In addition, the curve (a) is similar to curve (d), and the curve (b) is similar to curve (c). It is because all the included angles of the point grinding are smaller than 45° which means the texture’s direction of point grinding is close to the one of former process.
Mutual correlation analysis
MCF describes the similar level of two outlines. It is shown in Figure 13. It can reflect the similar level of two surface when applied on the study of topography. Its function is
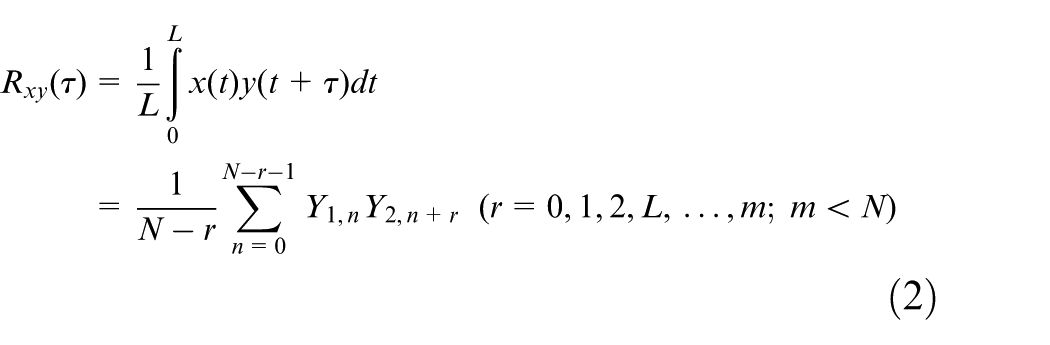
Mutual correlation function.
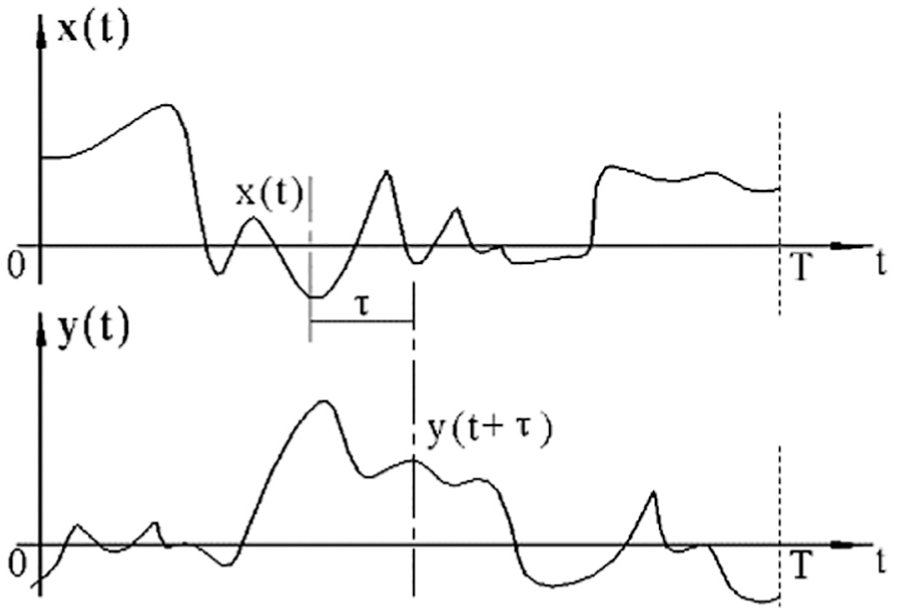
Each MCF curve is generated in the same way as SCF curve. It shows that the mutual correlation of two outlines with different directions. Figure 14 shows the MCF curve of five workpieces whose directions are all the same as the point grinding direction and perpendicular to it. When the lateral displacement τ = 0, each MCF value Rxy(τ) is close to 0. It shows the correlation of the two directions is very small at this time. Then, when there is a little lateral displacement, the MCF value presents several tiny periodical characteristics in a small scope. It means their outlines of different measuring directions are similar to each other. It can be concluded that workpiece surface is isotropic which means the surface has similar characteristics from every observing direction. Its main mechanism is that the included angle increases the contacting probability between cutting edges with irregular direction and surface materials. The original directivity of surface topography is changed a lot during the process.
MCF curves whose directions are the same as the point grinding direction and perpendicular to it: (a) No. 1 workpiece, (b) No. 2 workpiece, (c) No. 3 workpiece, (d) No. 4 workpiece, and (e) No. 5 workpiece.
The MCF curves of Figure 14 also reveal different characteristics under different grinding depths and included angles of point grinding. The average peak of the MCF curve of No. 1, No. 2, and No. 3 workpieces is larger successively. They have the same grinding depth (200 µm) and different included angles of point grinding (10°, 20°, and 30°). It shows that the workpiece surface with larger point grinding angle has more obvious mutual correlation. It means their outlines of different measuring directions are more similar to each other under the condition. It can be concluded that workpiece surface has better isotropy under larger included angle of point grinding. It is because with the increasing of the included angle, the density of successive cutting edge increases. It means more cutting edges with irregular direction are contacting with the surface materials of workpiece during the point grinding process. After the function of the mass cutting edges with irregular direction, the original directivity of surface topography is changed more. It reveals better isotropy in the end. Then, the average peak of the MCF curve of No. 2, No. 4, and No. 5 workpieces which has different grinding depths (200, 300, and 400 µm) is relatively similar. It means the grinding depth has little influence on the mutual correlation value. To sum up, larger included angle generates better isotropy on the surface of workpiece, and grinding depth has little influence.
When the MCF is analyzed with the surface roughness, it can be found that workpiece with larger surface roughness, for example, No. 2, No. 3, and No. 4 workpieces, reveals larger mutual correlation and has better isotropy. It shows rougher surface of point grinding has better isotropy on the microlevel according to the similar reason of the analysis of consistency. Combining with the analysis of SCF, rougher surface of point grinding has better consistency, uniformity, and isotropy.
For one workpiece, four directions can generate six pairs of combinations. Figure 15 shows six MCF curves of four directions of No. 1 workpiece. With the increasing of lateral displacement τ, the four MCF curves reveal obvious peak value when τ is close to 0 and they don’t show damping at all. The MCF curves whose direction is parallel and vertical to the texture of point grinding are tightest and most uniform. While the MCF curves whose direction is parallel and vertical to the texture of former process are sparse and reveal obscure periodical characteristics. The phenomenon also shows the changing effect to the surface topography of point grinding.
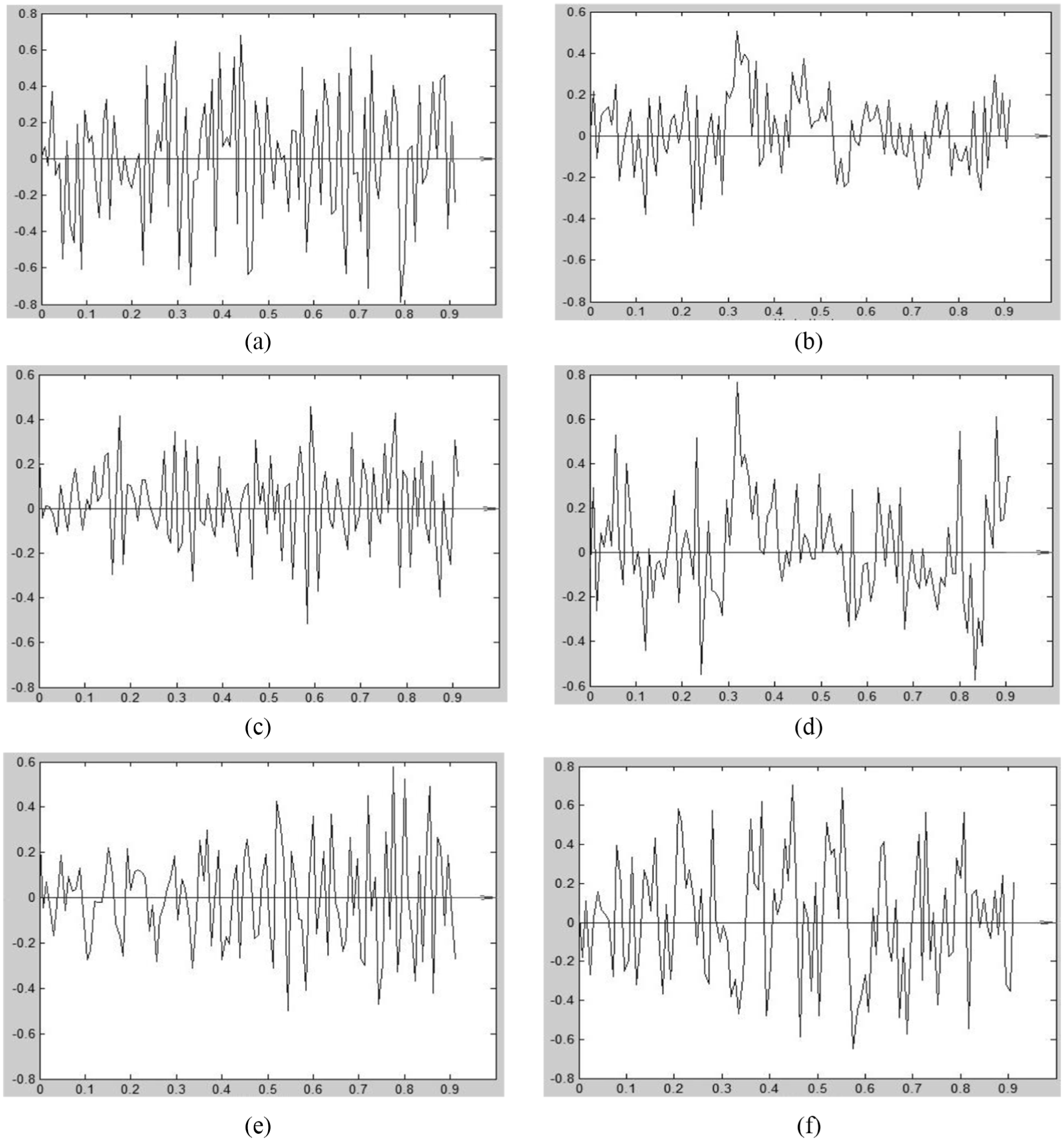
MCF curves of No. 1 workpiece of four directions: (a) the same as the direction of point grinding and perpendicular to it, (b) the same as the direction of former process and perpendicular to it, (c) the same as the direction of former process and point grinding, (d) perpendicular to the direction of former process and point grinding, (e) the same as the direction of former process and perpendicular to the direction of point grinding, and (f) perpendicular to the direction of former process and the same as the direction of point grinding.
What’s more, the maximum of the MCF whose direction is vertical to former process and point grinding of No. 1 workpiece Rxy(τ) is 0.7762 which is shown in Figure 15(d). It is much smaller than its maximum of the SCF whose direction is vertical to former process Rx(τ) = 1.463 which is shown in Figure 12(a). It reveals the topography on the surface of previous process is removed efficiently, because when the correlation object of former process changes to point grinding from itself according to the principle of MCF and SCF, the correlation value changes a lot and it is the result of the function of point grinding. It reveals point grinding changes the surface topography of workpiece to a large extent.
Mutual correlation coefficient
Mutual correlation coefficient shows the level of relevance of two surface outlines. Rxy(τ) shows the value of the MCF, Rxx(0) and Ryy(0) show the two different values of surface outline, respectively, when τ = 0, then the mutual correlation coefficient can be calculated as

In general, mutual correlation coefficient accords with the following rule:
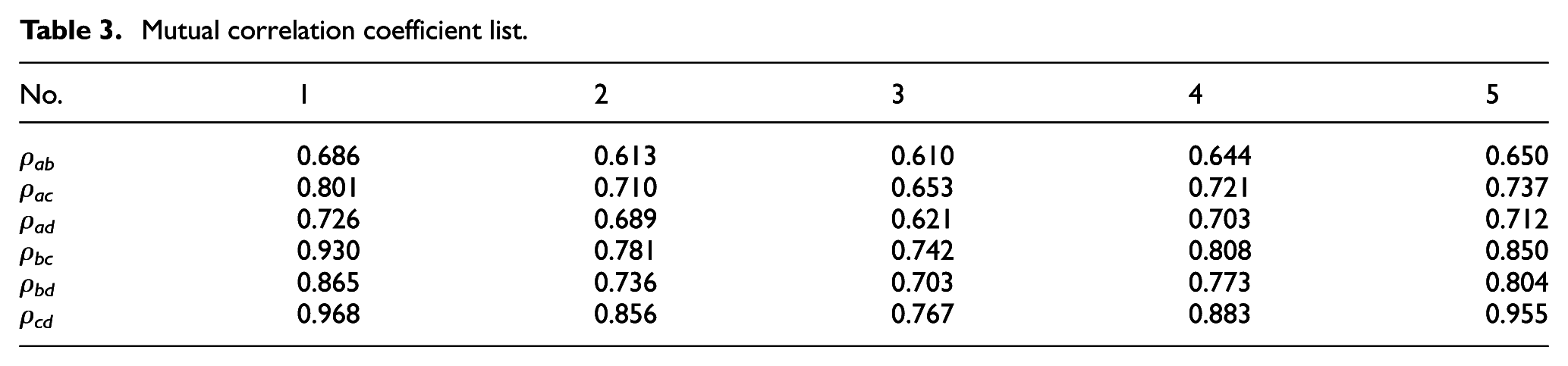
The mutual correlation coefficients of four measuring directions of the five workpieces are calculated through the MATLAB program and they are listed in Table 3. Each outline is named as outline a, b, c, d successively according to the order that their directions are perpendicular to the direction of former process, the same direction as the former process, the same direction as the point grinding, and perpendicular to the direction of point grinding which are mentioned above. It can be seen that the mutual correlation coefficients of each group all surpass 0.6, some even approaches 1. It reveals that the outlines of every direction have correlations on the surface of point grinding workpiece on the whole. The phenomenon also means the surface texture of point grinding is isotropic. The mutual correlation coefficients ρxy(τ) of outline c and d of each workpiece are all close to 1, which shows the correlation around the direction is the most obvious.
Mutual correlation coefficient list.
Compared with traditional method, it can be obtained from the analysis of correlation functions method above that it can reveal more information of the topography of point grinding such as its level of periodicity, uniformity, and isotropy and their respective relations, although it introduces a little complexity into the assessment of topography.
Simulation study of surface topography of point grinding
The motion trail of grain and model of surface topography of point grinding are established in the following part.
In the process, the movement of workpiece is set as the plane motion and the movement of grinding wheel is set as the compound motion that consists of rotation and plane motion. The coordinate system Oxz is fixed on the workpiece. The origin O is the contacting point between the workpiece and the grain which moves to the lowest point. The cycloid mOn is the trail of grain when it has turned an angle of
According to the local coordinate system of each grain which is shown as Figure 16, the motion trail of the ith grain in the coordinate Oxz can be expressed as
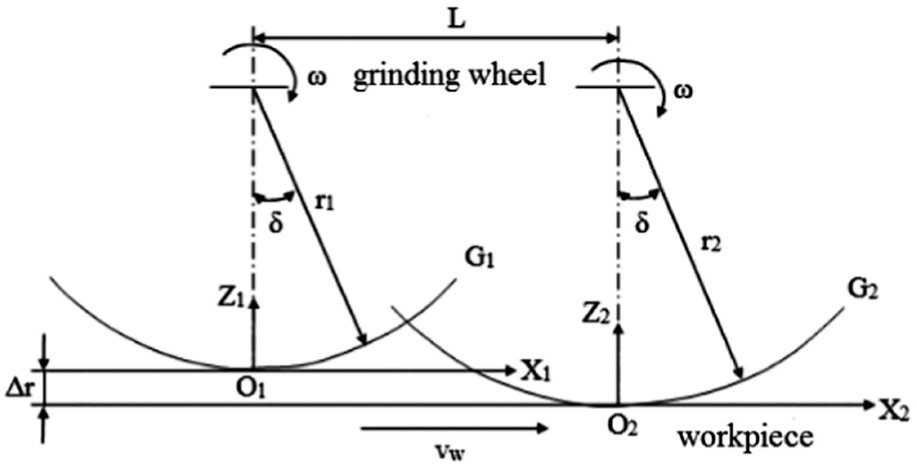
The motion trails of single grain and its neighboring grain.
The height of grain edge is set as hi. The distance between the center of grinding wheel and the peak of grain can be calculated as

According to the moving relationship between grinding wheel and workpiece in point grinding which is shown in Figure 2, the angle α is considered in the study of point grinding. So the motion trail of the ith grain in the point grinding can be expressed as
In order to establish the interference function of grain and workpiece, equation (6) introduces the angle of point grinding which shows the relevance between the workpiece and grain in point grinding. The trails of grain which has the largest removal amount are extracted and can be regarded as the outline of the topography cut by grains. It can be expressed as

According to the model of kinematics between grains and workpiece above, surface topography of point grinding can be drawn using MATLAB software. During the grinding process, the actual trail of each moving grain is on the concentric circles with different diameters because of the nonuniform distribution of the grains on the surface of grinding wheel. So the moving trail model of grains on the grinding wheel will be established first and its cutting trail can be obtained. All the trail makes up the three-dimensional (3D) surface topography model of point grinding and it is shown in Figure 17. Then, the surface of ordinary grinding is established as a comparison which is shown as Figure 18. It can be obtained that the variation of peak and valley is gentler on the surface of point grinding. Its surface texture is more uniform and homogeneous compared with the surface of ordinary grinding. And its directivity of texture is not obvious as the one of ordinary grinding.
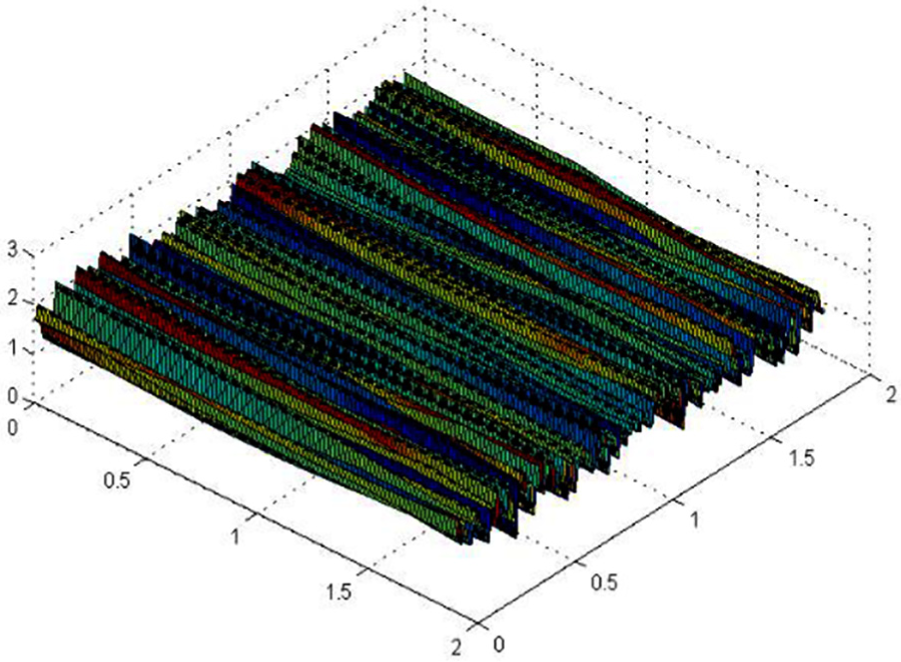
Surface topography of point grinding.
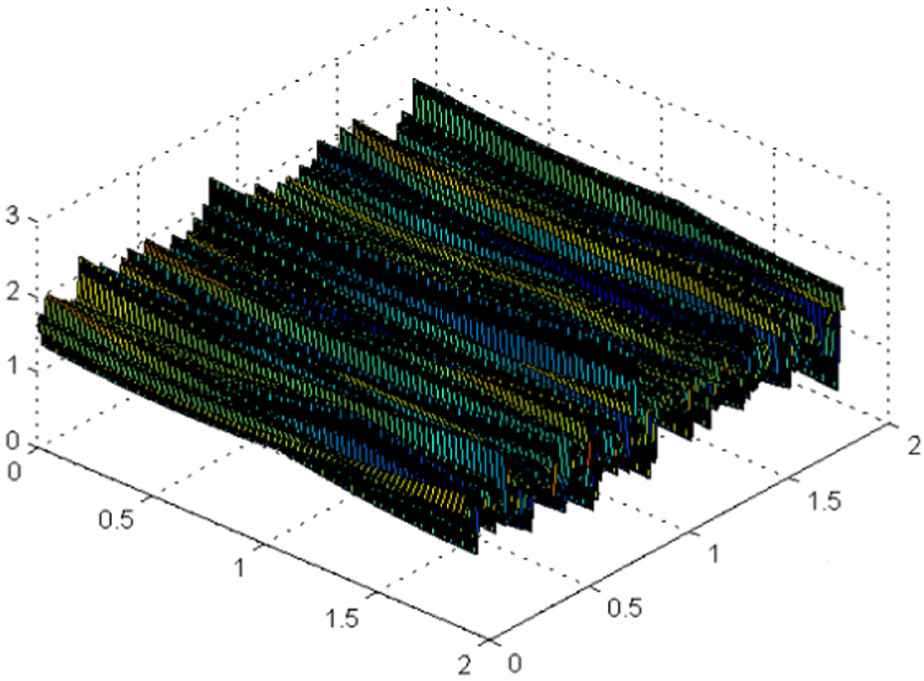
Surface topography of ordinary grinding.
Conclusion
Correlation function method can reveal the random statistics information and mechanism which hide in the topography of workpiece surface after point grinding effectively compared with traditional method.
The analysis of SCF shows the surface of point grinding has obvious periodical portions, which reveals the surface topography is consistent and uniform. The periodical machining marks formed by former process are not removed totally. The tiny periodical characteristic reveals point grinding has a high machining precision. The periodical characteristic is more obvious when the evaluating dimension surpasses 0.7 mm. Larger included angle and smaller grinding depth generate more obvious periodical characteristics on the surface of workpiece. Surface roughness of point grinding increases with the increasing of angle of point grinding and decreases with the increasing of grinding depth. The influence of point grinding angle on surface topography is much larger than grinding depth.
The analysis of MCF and its correlation coefficient show the outlines of every direction have correlations remarkably on the surface of point grinding workpiece, which means the surface texture of point grinding is isotropic. The original directivity of surface topography is changed a lot during the process. The correlation around the directions which are parallel and vertical to the texture of point grinding is the most obvious. Larger included angle generates better isotropy on the surface of workpiece. Combining with the analysis of SCF, rougher surface of point grinding has better consistency uniformity and isotropy. In comparison with SCF analysis, the MCF analysis shows the topography on the surface of previous process is removed efficiently.
The grain’s motion trail of point grinding is deduced according to its principle. And the numeral model of surface topography of point grinding can be generated by the method intuitively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This paper was supported by National Natural Science Foundation of China (Grant No. 51775101), the Fundamental Research Funds for the Central Universities of China (Grant No. N162410002-7), and Technology Project of Shenyang City (Grant No. F16-205-1-02).