
Abstract
Defining the cutting sequence of each cutter scientifically in the process of removing the allowance has an important influence on the machining efficiency for complex parts, which have multiple machining features. In order to satisfy the needs of high efficiency for rough machining, after determining the tool path of the machining region, a cutting sequence optimization method based on the tabu search algorithm is presented to define the cutting order in rough machining of complex parts. First, a cutting sequence optimization mathematical model is established, which relates to the shortest total length of the tool path. Second, through the problem analysis, the cutting sequence optimization model is converted into an open and constrained traveling salesman problem. And then, the optimization model is solved by dealing with an open and constrained traveling salesman problem using the tabu search algorithm. Finally, the optimal cutting sequence of machining a casing part is calculated, and a simulation and experiment are carried out. The result shows that the optimization approach presented in this article can optimize the cutting sequence and cutter position of advance and retract. Compared with the non-optimized cutting sequence method, the total length of tool path is reduced by 16.7%, the cutter lifting times are reduced to 26, and the efficiency is increased by 21.62%.
Introduction
It is important to design the cutting sequence in the process of removing the allowance of the complex parts. Especially, for complex parts that contain multiple machining features, such as the casing part, the engine box, the orderly design of the cutting sequence is critical to improve the processing efficiency. At present, research on the cutting sequence is mainly aimed at the decision of cutting order in computer-aided process planning (CAPP) technology ;1,2 there are few literatures on the study of the cutting sequence in numerical control (NC) machining for a complex part with multiple machining features. And in the collected literature, the research on the cutting sequence in NC machining is conducted from the aspect of surface division, optimization method establishment, and building of the process constraint criterions.
In the aspect of the machined surface division, the scholars have proposed many different methods, but these methods are almost carried out based on geometry information of the machined surface. Sonthi et al. 3 presented a feature recognition method based on curvature region representation, which can transform the boundary representation of the part into curvature region map, and then planned the tool path of different machining regions. Lauwers et al. 4 developed a surface division method based on geometric queries, which can divide the surfaces with better cutting directions and cutter diameter characteristics. However, this geometric parameter only can estimate the local information; it is inferior to the overall information in a complex environment. 5 Chen et al. 6 proposed a clustering algorithm based on surface geometry information. In this method, the machined surface is divided into several patches according to the local geometric parameters and machining parameters such as curvature, normal vector. However, it will lead to an incomplete partition of the machined surface and easy to cause vacant cut. On this basis, Roman et al. 7 studied the influence discipline of different geometric properties on the effect of surface division, and the result shows that the combination of parameter domain and normal vector can obtain the best result of surface division, but the optimal number of surface slices is difficult to be determined. Feng et al. 8 presented a surface division method for mold cavity surface based on k-means clustering analysis. Then, the surface division algorithm of complex free-form surfaces has studied by Dong, 9 Lin and Wang 10 respectively. In summary, it can be seen from the above-mentioned literatures that the cutting sequence optimization problem is less considered after the surface division.
In the aspect of establishment the cutting sequence optimization methods, some optimization methods have been proposed by researchers, from the perspective of improving machining efficiency and quality. In order to reduce the idle time of the machine tool in different machining processes, Okumoto and Iseki 11 proposed a combination optimization method for calculating the cutting sequence; compared with the initial cutting sequence, the idle time of waiting for the next machining process is significantly decreased in this method. Yuan et al. 12 presented a method of sorting the machining features of aircraft structural parts based on genetic algorithm, which takes the minimum times of machine tool change, workpiece clamping change, and cutter change as the optimization target and optimizes the cutting sequence through genetic operations such as selection, crossover, and mutation. Huang et al. 13 optimized the cutting sequence in the machining of bulkhead, and the overall deformation of the workpiece under different cutting sequences is simulated. In order to study the deformation of thin-walled parts during the milling process, Bai et al. 14 analyzed the whole process of symmetry and step-symmetry milling of aerospace thin-walled parts using the finite-element numerical analysis method. Li et al. 15 proposed a comprehensive optimization method of clamping scheme and cutting sequence, which can analyze the influence of clamping scheme on workpiece deformation, and then the optimal cutting sequence can be analyzed based on the clamping scheme. Kiani et al. 16 proposed a method to optimize the cutting trajectory by the ant colony algorithm, and the manufacturing time has been improved in computer NC machine.
In the aspect of building the process constraint criterions, scholars have developed some cutting sequence optimization methods based on machining experience and process requirements. From the view of machining, Li and Huang 17 discussed the cutting sequence optimization problem in the machining process, which is founded under a variety of constraint criteria, such as geometric constraints, relative benchmark constraints, and cutting condition constraints. Aiming at the machining process of turning and milling for large-sized thin-walled parts of aero-engine, Wang 18 proposed that the cutting sequence of machined surfaces and the principle of generation the tool path should be reasonably planned. Finally, the process plan result is compared with the traditional processing technology. Combining with the knowledge of machining, Wu and Gao 19 determined the rule of cutting sequence between the intersecting features; based on this, an algorithm to determine the constraint relations of cutting sequence between intersecting features is developed, which avoids most of geometric intersection operations. Wang et al. 20 presented an ordering method of machining features oriented to the machining process. The machining features are decomposed into the processing operations according to the machining process, and the machining features are ordered on the level of processing operation combining with the cutting method; then the machining knowledge and experience are incorporated into the ordering process in the form of rules.
In summary, there are many methods to calculate the cutting sequence through the optimization algorithm; however, these methods are rarely combined with the process constraints in procedure of establishment optimization model, and the factors that affect the machining efficiency are rarely considered, such as cutter position of advance and retreat, the vacant cut between the different machining regions. To address the above problems, a cutting sequence optimization method of complex parts based on the tabu search (TS) algorithm is proposed. The basic idea of this method is that in the case of determining the tool path on machined surfaces which located at the same cutting depth, the cutting sequence and cutter position of advance and retract are scientifically arranged with the aim of rapidly removing amount of allowance during the cutting process. This article includes four sections. In section “Establishment of optimization model for cutting sequence,” a cutting sequence optimization model is established. In section “Solution of optimization model based on the TS,” through the problem analysis and transformation, the cutting sequence optimization model is solved by dealing with an open traveling salesman problem (TSP) using the TS algorithm. Then, in section “A machining simulation and verification,” the optimal cutting sequence in the machining of a casing part is calculated, and the simulation and machining experiment is carried out. Finally, conclusions are given in section “Conclusion.”
Establishment of optimization model for cutting sequence
As we know, the machining time is a measurement standard of roughing efficiency. That is to say, when rough machining a part, the shorter the machining time, the higher the roughing efficiency. However, the machining time is related to the tool size and the total length of tool path along the surface to be machined. Suppose the impact of cutter size on the roughing efficiency is ignored, then roughing efficiency is only related to the total length of tool path. However, after determining the to be machined surfaces and its tool path, the total tool path length is closely related to the cutting sequence and the position of cutter advance and retract, especially when the to be machined part contains several machining features. The total length will have a larger difference between those tool paths generated by different cutting sequences and cutter positions of advance and retract in machining.
The main purpose of this article is to reduce the total length of the tool path by optimizing the cutting sequence and the cutter position of advance and retract, and finally reduce the machining time and improve the machining efficiency. Therefore, the optimization model of cutting sequence and advance or retract cutter position can be established using the minimum total length of tool path as the objective function.
As we known, the total tool path length is formed by the cutting tool path length and non-cutting tool path length in machining process, here the non-cutting tool path includes the trajectory of cutter advance and retract on the same machining region, and the transition trajectory between different machining regions. Then, the objective function can be defined as

where L represents the total tool path length in machining,
Since the total tool path length of each machining region is formed by the cutting tool path length, the non-cutting tool path length and the transition tool path length. Here, the non-cutting tool path is generated by the process of cutter advance and retraction in the same machining region. The transition tool path is generated by sequential machining between different machining regions. Suppose the complex part which contains multiple machining features is divided into n machining regions, according to its kind of the machining features. Then, the total tool path length of the to be machined surface which is located on the same cutting depth can be expressed as
where
From the above analysis, it can be seen that different cutting sequences will result in different total lengths of the tool path. That is to say, one kind of cutting sequence determines a corresponding total tool path length in machining a part. The complex part divided into n machining regions will have

where
Then, the optimization function of cutting sequence which takes the minimum total tool path length as the objective function is

where
Solution of optimization model basedon the TS
In fact, it is a combinatorial optimization problem to optimize the cutting sequence. So in this section, the optimization problem of cutting sequence is analyzed first, and the optimization model is transformed into an open TSP with constraints. Then, the TS algorithm which can seek the global optimal solution is used to solve the TSP by local neighborhood searching method; only in this way, the cutting sequence optimization model can be solved finally.
Problem analysis and transformation
Suppose the starting position of cutter advance and the ending position of cutter retract for each machining region is considered as two fixed points, in that way, the machining regions with a number of
As shown in Figure 1, in the problem of cutting sequence (Figure 1(a)), when machining a same machining region i, there will be an advance position and a retraction position in the machining process, and suppose the cutter advance and retreat positions are regarded as two fixed points

where
And so on, the access path between two fixed point

where
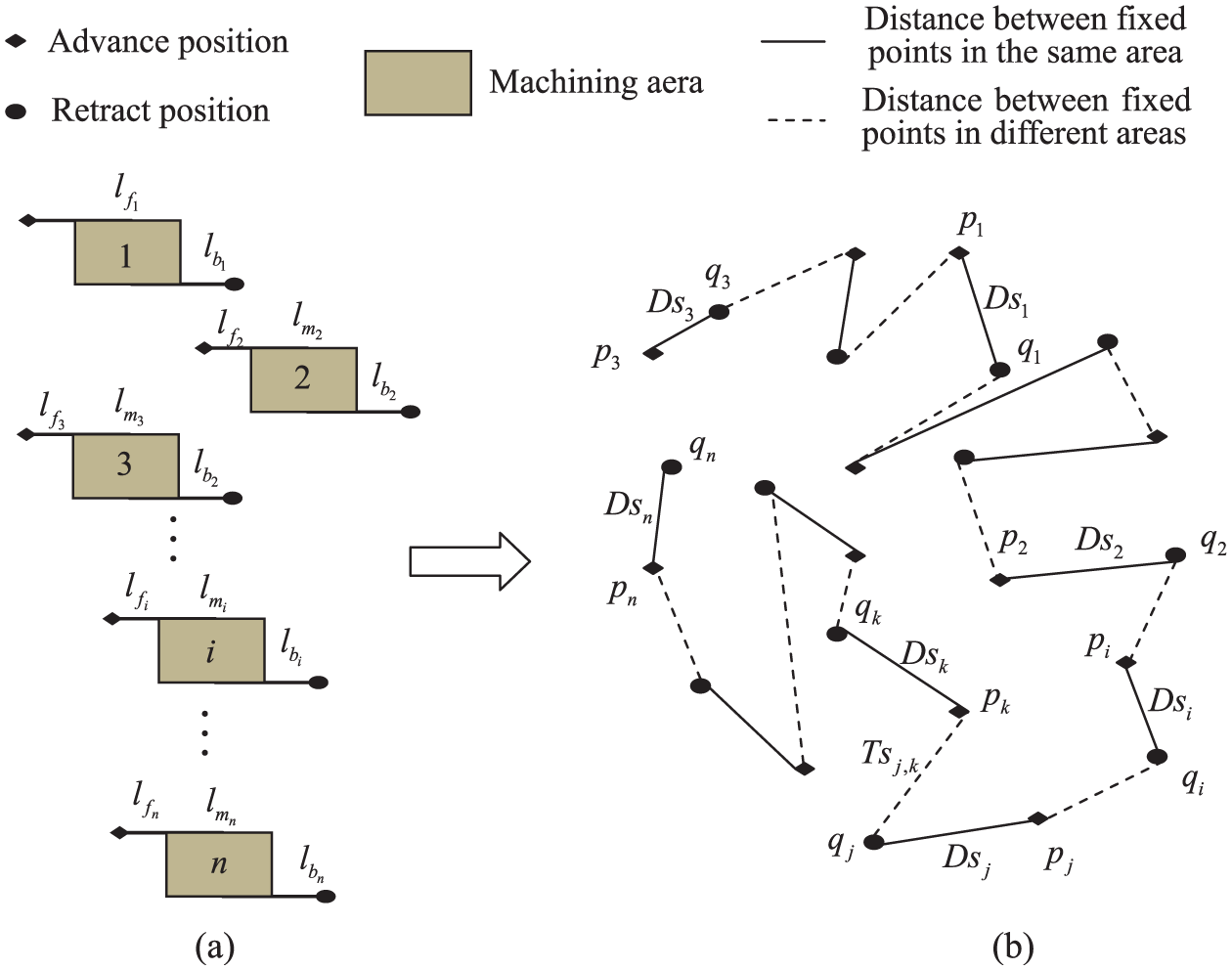
Transformation between cutting sequence optimization model and open traveling salesman problem: (a) cutting sequence optimization model and (b) an open traveling salesman problems with constraints
In the cutting process, each machining region has a cutter advance point and a cutter retract point, so the advance and retreat points of
Since the cutter advance and retract position on each machining region must be adjacent with each other during the cutting process. Therefore, when converting the cutting sequence optimization problem into a TSP, it is necessary to consider how to introduce this process constraint into the TSP to form a constrained TSP. Besides, since the cutter does not need to return to the starting point after finishing the machining, so the TSP mentioned in this article does not need to return to the starting point, that is an open TSP. In this way, the cutting sequence optimization problem of n machining regions will be defined as an open and constrained TSP between 2n fixed points. Here the constraints between 2n fixed points mean that these fixed points corresponding to the same machining region are accessed in random order, but must be adjacent to each other when they are accessed.
By transforming the cutting sequence optimization problem into an open and constrained TSP, the TSP algorithm is successfully introduced into the field of NC machining, which will provide a new way to solve the optimization problem of cutting sequence.
Solution of optimization model
As can be seen from the above, the TSP is a typical combinatorial optimization problem and also is one of the most classic non-deterministic polynomial (NP) problems in this kind of problem. With the increasing scale of the TSP, the optimal solution may not be obtained using the accurate algorithm, so the heuristic algorithm is generally used to seek the global optimal solution.
However, TS is a kind of heuristic algorithm that seeks to find the global optimal solution through step-by-step local neighborhood search. It is a successful application of artificial intelligence in combinatorial optimization algorithm, and in 1986, the TS method was firstly proposed by Glover, 22 after nearly 20 years of development, it has formed a complete set of algorithms. Because its flexible framework and strong versatility, the TS has become a best algorithm for solving the small-scale TSP, 23 which avoids roundabout searches by introducing a flexible storage structure and corresponding taboo criteria, and through the contempt criteria to pardon some of the fine states to be tabooed, and then to ensure a variety of effective explorations to achieve the ultimate global optimization. Therefore, the TS algorithm is used to solve the open and constrained TSP in this section.
Combined with the process requirements of actual machining, the key parameters and specific steps of the TS algorithm are designed as follows:
The parameter design of TS algorithm
The most important idea of the TS algorithm is to mark some objects corresponding to the local optimal solutions which have been searched, and to avoid these objects in further iterative search, then to ensure the exploration for different effective search paths. The parameters involved in TS algorithm are as follows such as fitness function, neighborhood and movement of neighborhood, tabu table, tabu length, selection strategy, and stop criterion. The detail of these parameters as follows:
(a) Fitness function
The objective function is usually regarded as a fitness function. In this article, the objective function

where
(b) Neighborhood and movement of neighborhood
In the combinatorial optimization problem, the movement of neighborhood can be defined as a kind of permutation in arrangement order. In this article, it is required that the movement of neighborhood must be the two fixed points corresponding to a same machining region move at the same time, and the order of the two fixed points can be replaced. The neighborhood, which is formed by the current solution x, is a set of solutions that can be achieved by a defined neighborhood movement.
(c) Tabu table
The tabu table is used to prevent the occurrence of cycle search; in general, the movement, the moving component, and the fitness function are regarded as the tabu object in tabu table, but in this article, the movement and the fitness function are regarded as the tabu object.
(d) Selection strategy
The task of selection strategy is to ensure that the TS algorithm has the ability to jump out of the local optimal. Each moving step of the current solution x, let the current solution always move to the optimal solution which is not tabooed in the neighborhood

Then, let the current solution x equal to the optimal solution

That is to say, this move can reach to the optimal solution
(e) Stop criterion
There are three kinds of stop criteria for the TS algorithm. In this article, the maximum iteration time is set as the stop criterion.
2. The specific steps of TS algorithm
When the key parameters of the TS algorithm are set up, the specific steps of the TS algorithm can be described as follows:
Step 1: Select an initial solution x randomly, and let
Step 2: If
Step 3: If
Step 4: If
Step 5: If
Step 6: Update the tabu table
Cutting sequence calculation for a casing part
As we know, a casing part with a variety of machining features has a large number of machined surfaces at the same cutting depth in patch-by-patch machining, so it requires a reasonable arrangement of the cutting sequence to improve machining efficiency. In this article, the morphing technology 24 is used to construct the intermediate machined surface for the casing part; the casing part and its three fan-shaped machining regions are shown in Figure 2. The intermediate machined surface is gradually approach to the theoretical surface, and the corresponding value of the intermediate machined surface in the computational domain along the direction of w is taken as the division foundation of cutting depth, where w belongs to the range [0, 1]. The proposed method is validated by calculating the cutting sequence of three fan-shaped machining regions on the casing part when its intermediate machined surfaces located at the cutting depth of w = 0.35. The casing part has multiple machining features, such as triangular blocks, round blocks, and keyway blocks, as shown in Figure 2(a).
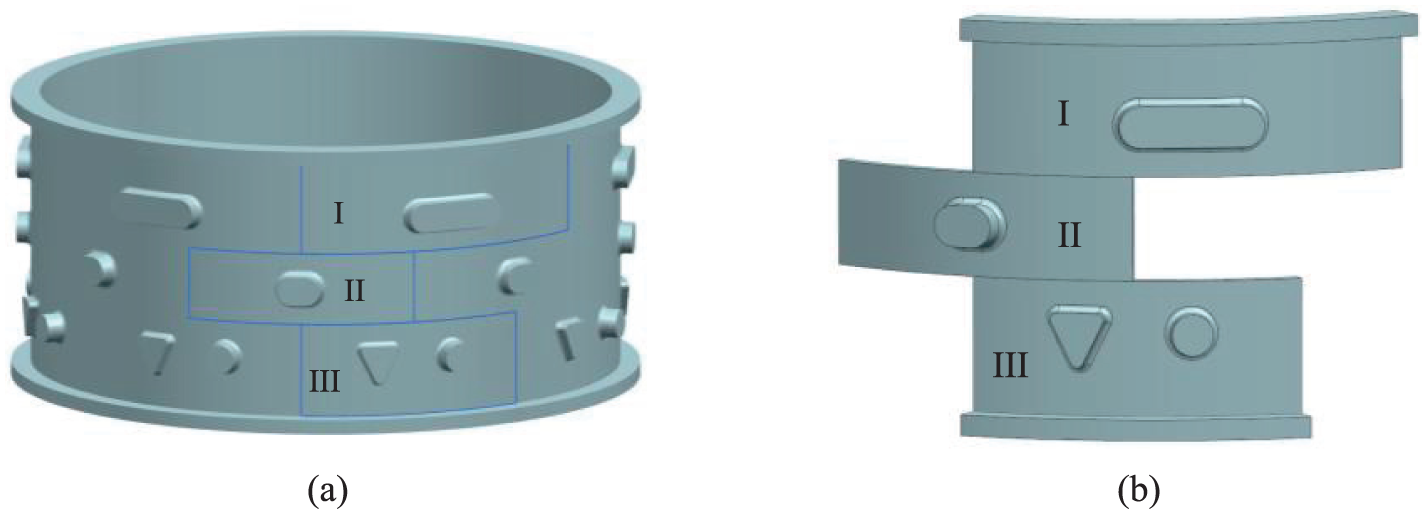
A casing model: (a) a casing part and (b) three fan-shaped machining regions.
First, the tool path of the machined surface located at the cutting depth of w = 0.35 corresponding to the three fan-shaped machining regions is planned, the three fan-shaped machining regions are shown in Figure 2(b), and the tool path plan result is shown in Figure 3; it can be seen from Figure 3 that at the cutting depth of w = 0.35, there are four sub-machining regions and eight cutter advance and retract positions on the machined surface of the three fan-shaped machining regions when the casing part is machined patch by patch.
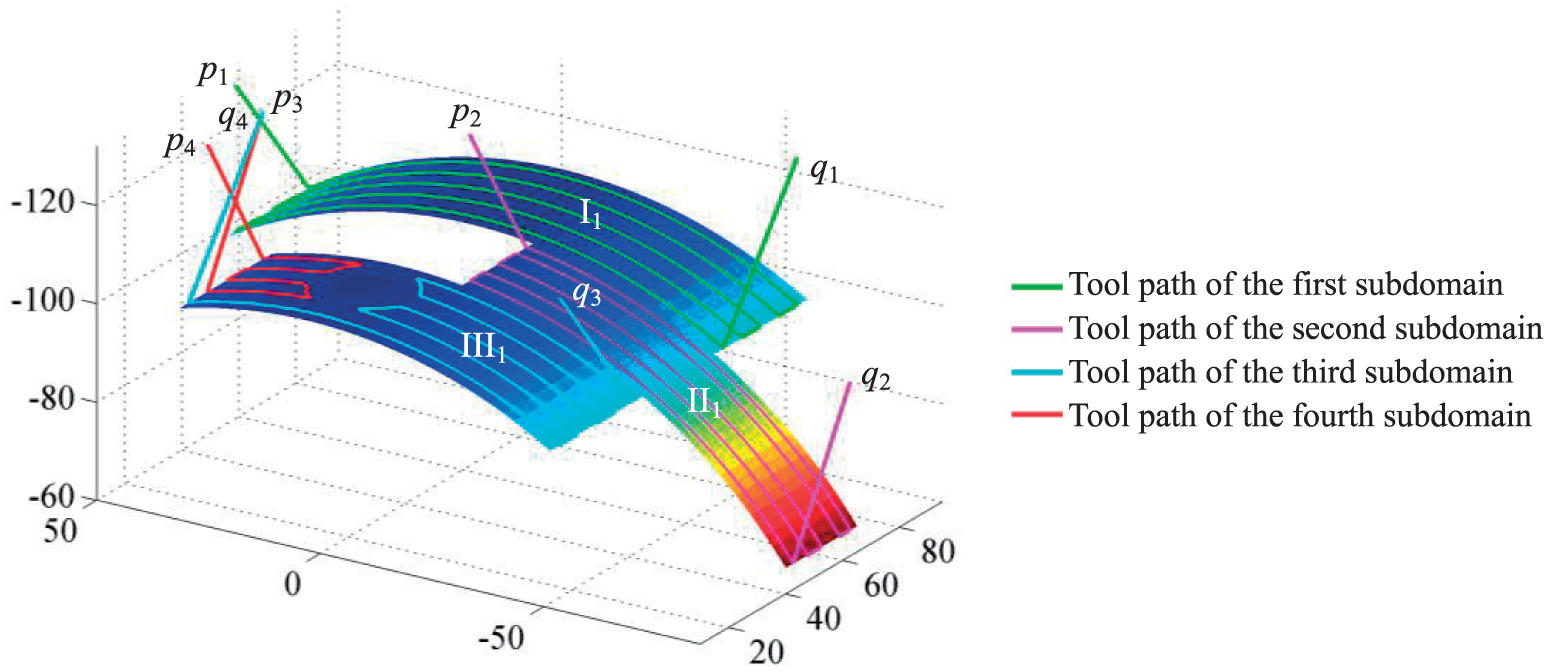
The cutting tool path on the machining surface of the casing.
Second, the cutter advance and retreat positions of the four sub-machining regions are marked, as shown in Figure 3; then the cutter advance and retreat positions are numbered, respectively, and the result is shown in Table 1.
The number table of machining region

Finally, in order to obtain the optimal cutting sequence of the three machining regions at the cutting depth of w = 0.35, the TS algorithm is designed combining with the process constraints. And the detailed design procedure of the TS algorithm is as follows:
Step 1: Use the sequential coding method;
Step 2: Generate the initial solution randomly;
Step 3: Minimizing the total length of cutting tool path is taken as the fitness function;
Step 4: The neighborhood movement mode is to fix the starting point of cutter advance position, when the starting point is fixed, then the sub-machining region which behind the first sub-machining region can be exchanged in pairs, and the advance and retract positions can also be replaced with each other.
Step 5: The tabu object is the neighborhood movement mode, the length of the tabu table
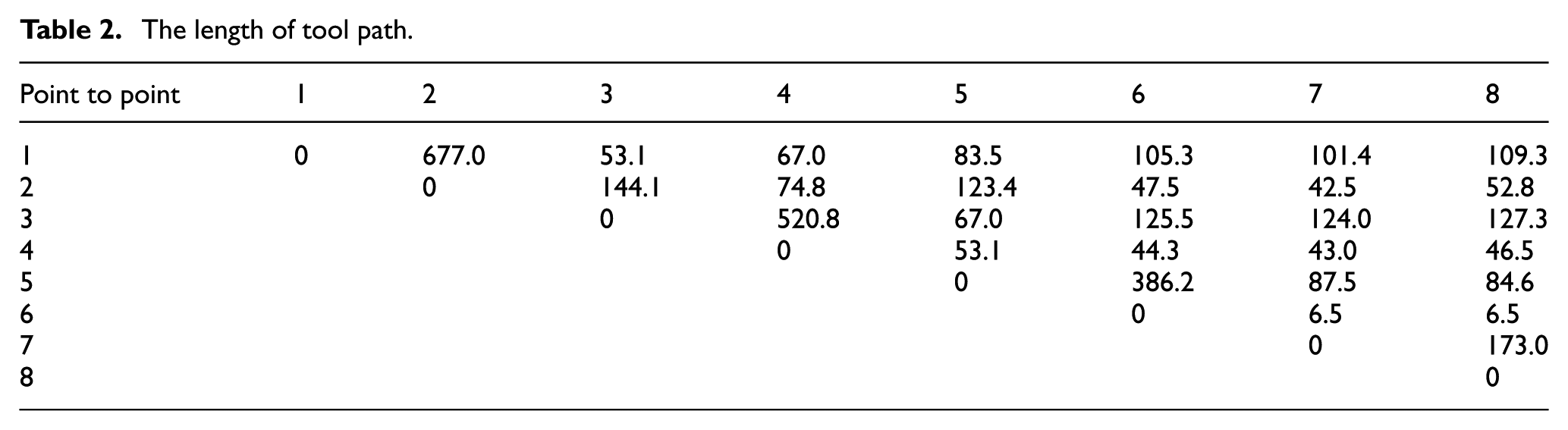
The length of the tool path in the sub-machining region can be calculated after tool path planning. As shown in Table 2, there are three types of tool path length. The first type is the length of the moving tool path between the same sub-machining region. The second type is the length of cutting tool path in each sub-machining region of the three machined surfaces. And the last type is the length of the transition tool path between the different sub-machining regions. Here the moving tool path refers to the trajectory of cutter advance and retract in a same sub-machining region.
The length of tool path.
In order to enhance the diversity of search space, a multi-initial point search strategy is used, that is to say, each of the cutter advance and retreat point is used as the initial search point, respectively, and the result is shown in Table 3. Finally, the experiment shows that the optimal or sub-optimal solution can be achieved with a high probability in this way.
The obtained result by the tabu search algorithm.
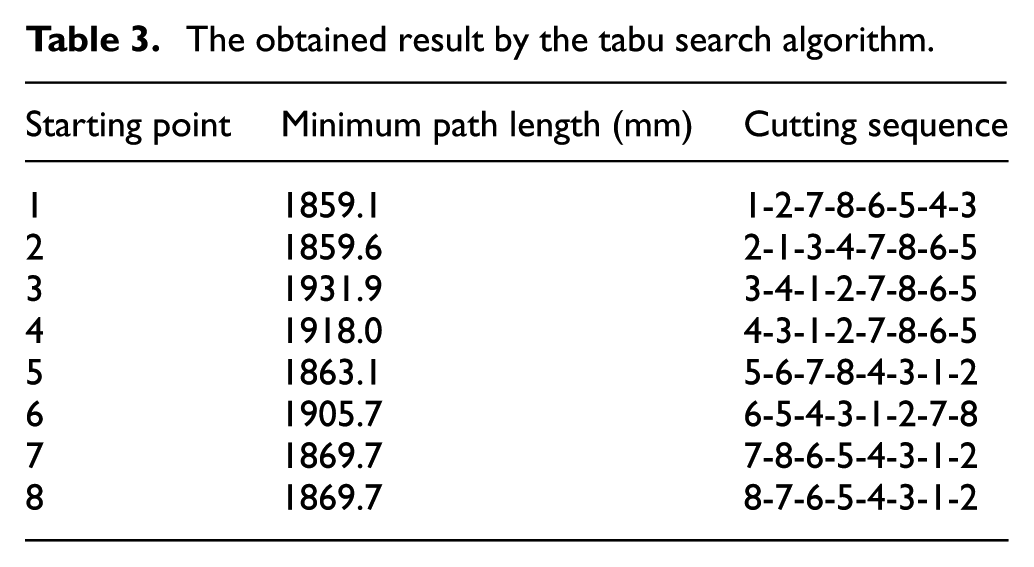
It can be seen from Table 3 that the optimized cutting sequence of all machining regions on the casing part is 1-2-7-8-6-5-4-3 at the cutting depth of w = 0.35, and the total length of the cutting tool path is 1859.1 mm when using the optimized cutting sequence. It is easy to see that the total length of cutting tool path is reduced by 101.6 mm compared to the cutting sequence (1-2-3-4-5-6-7-8), which is not optimized with a total length of 1960.7 mm.
A machining simulation and verification
In the actual machining, the sub-machining resign located on the same annular machining domain of the rotating hub surface in the casing part must be preferentially machined, and with the increase of cutting depth, the machining features that constantly appear on the machined surface of the casing part are used to divide the same annular machining region into several sub-machining. In order to facilitate the cutting sequence optimization of each sub-machining region, the casing part shown in Figure 2 is divided into several fan-shaped machining regions, which are denoted as I, II, III, respectively. Then, according to the circumferential distribution angle of the machining features, unfold the fan-shaped machining regions and map it to the two-dimensional plane, its schematic diagram is shown in Figure 4.
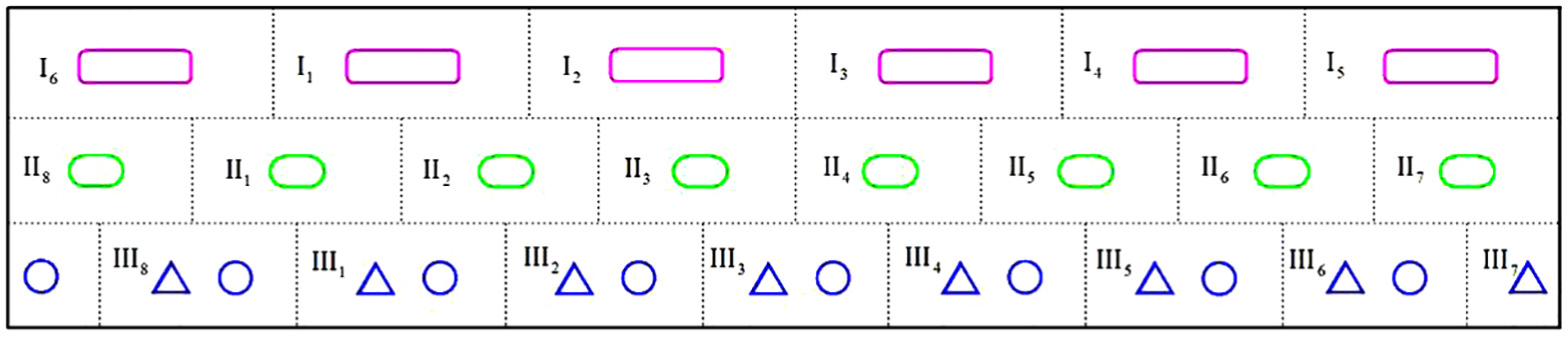
The unfolded view of machining region of a casing part.
It can be seen from Figure 4 that there are three types of annular machining region distributed along the axial of the casing part, which are denoted as I, II, III, respectively. The annular machining region I contains six sub-machining regions, which are denoted as
With the increase of the cutting depth, the machining features such as islands and convex platforms gradually appear in the machined surface of the casing part. According to the proposed method, the cutting sequence of the machined surface at each cutting depth is calculated, and when milling the same machined surface, the tool path length and cutter lifting times produced by the optimization method are compared with those of non-optimized method; the comparison result is shown in Table 4. Here the whole part is finished by the layered milling, and the milling of the whole part along the cutting depth is divided into five layers.
Comparison between optimization method and non-optimized method.
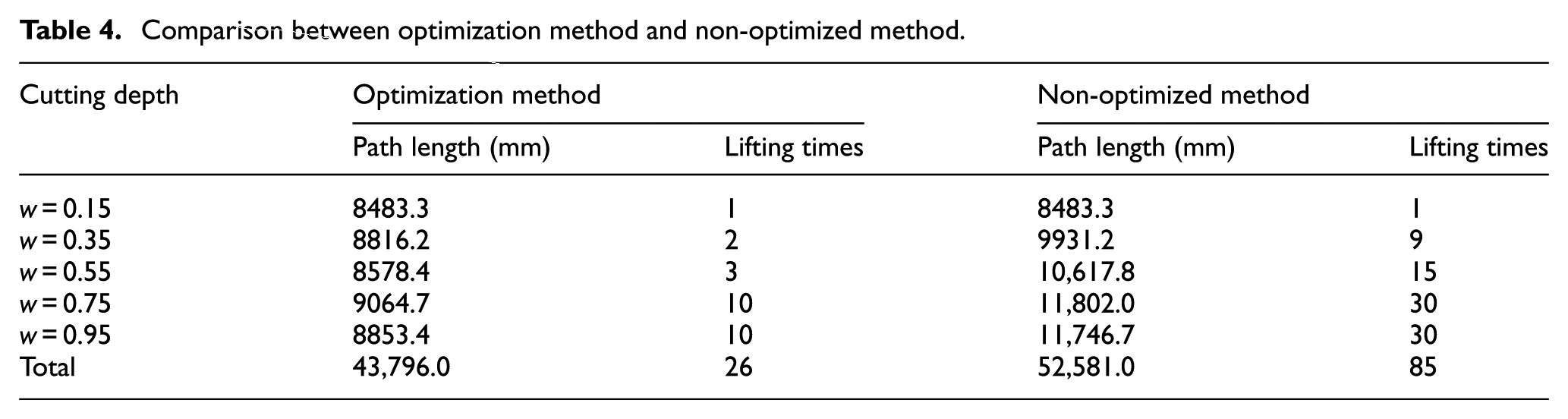
It can be seen from Table 4 that the total length of tool path is reduced by 16.7%, and the cutter lifting times are reduced to 26, compared with the non-optimized cutting sequence method.
Comparison of simulation machining
The same cutting parameter is used in the contrast machining. In actual machining, the cutting tool is a flat end mill of 12 mm in diameter, the feed rate of cutting process is 500 mm/min, and the feed rate of non-cutting process is 2000 mm/min. The contrast machining of a casing part was performed on the Vericut 7.2 simulation software using the optimized and non-optimized cutting sequence, respectively, and the machining time was recorded as shown in Table 5. It can be seen from Table 5 that the total machining time (1:22:26) using the optimized cutting sequence method is reduced by 22 min and 44 s, and the efficiency is increased by 21.62%, compared with the total machining time(1:45:10) using the non-optimized cutting sequence method.
Comparison of simulation machining time.
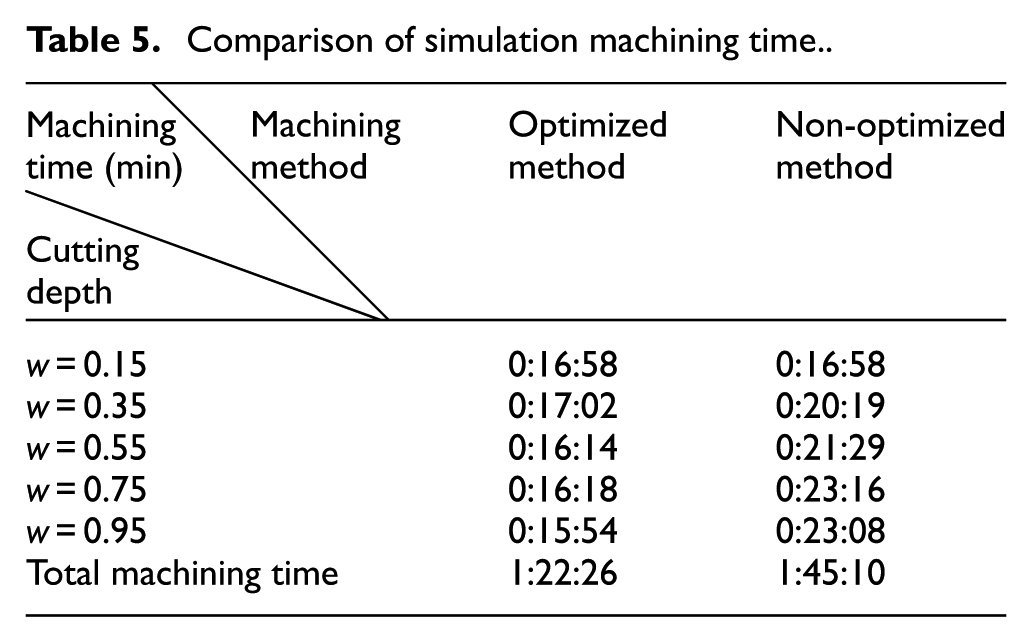
Figure 5 shows the simulation results of the casing part machining after optimizing the cutting sequence. It can be seen from Figure 5 that the geometric shape of the islands and convex platforms on the machined surface is almost consistent with the theoretical model of the casing part, which indicates that the proposed method in this article is effective.
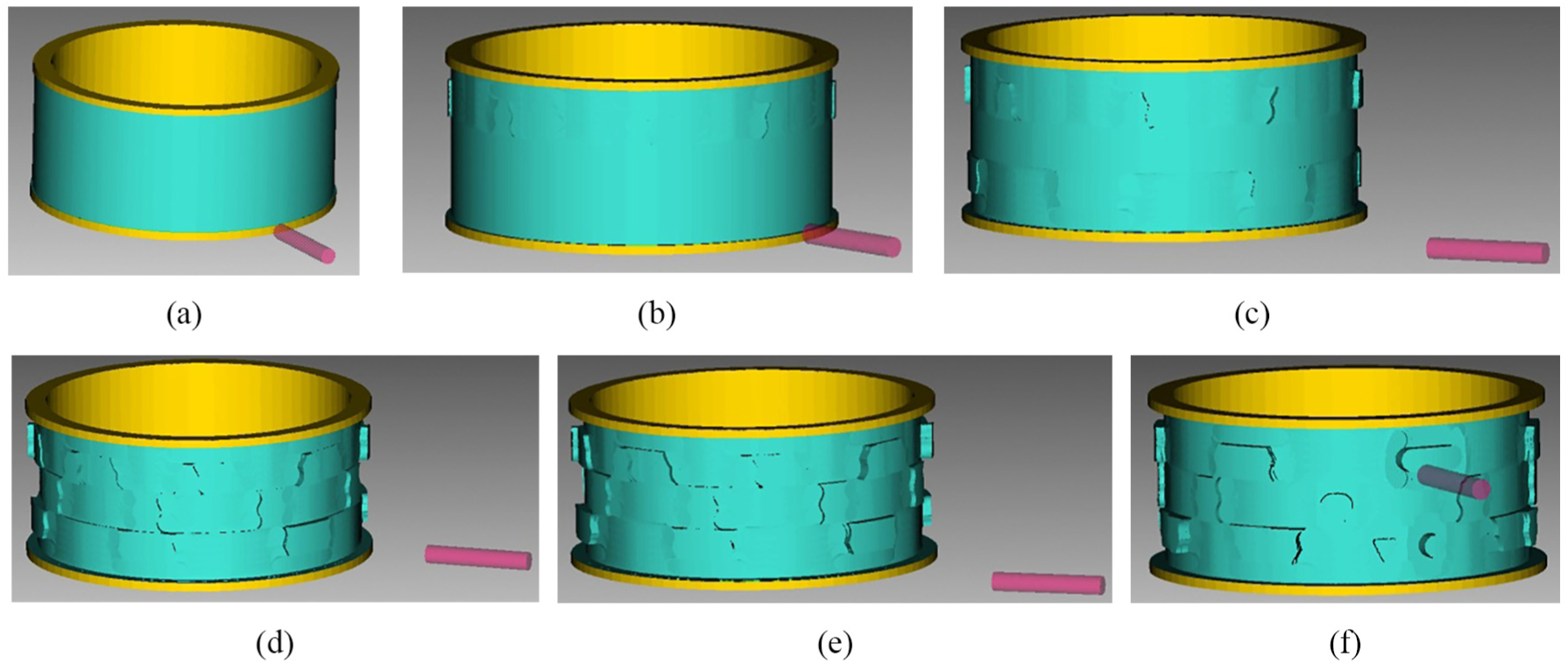
Simulation result of a casing part machining: (a) w = 0.15 end milling, (b) w = 0.35 end milling, (c) w = 0.55 end milling,(d) w = 0.75 end milling, (e) w = 0.95 end milling, and (f) w = 0.95 plunge milling.
Experimental verification
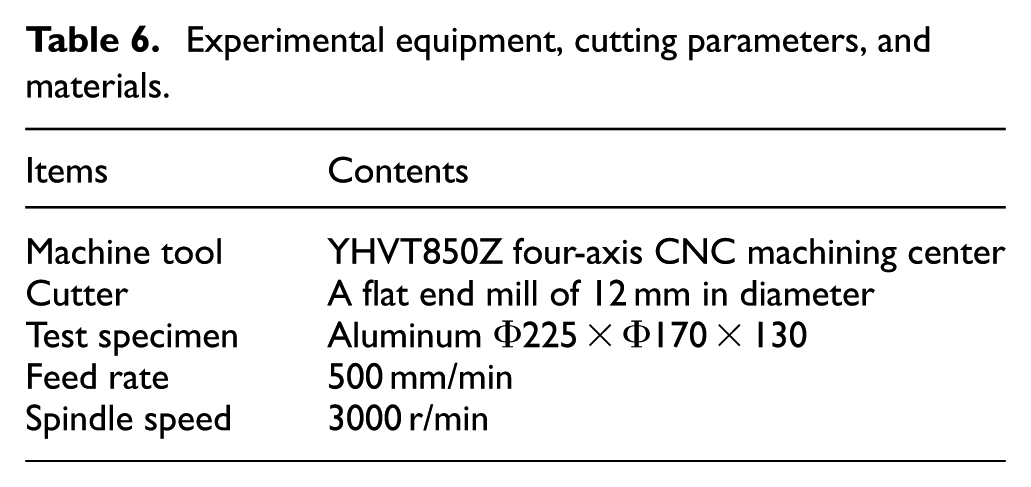
In order to illustrate the effectiveness of this optimization algorithm, the machining of the casing part is carried out on the four-axis NC machining center according to its intermediate machined surface and the calculation result of cutting sequence. And the experimental equipment and cutting parameters used in the casing part machining are shown in Table 6.
Experimental equipment, cutting parameters, and materials.
The machining time of the casing part at each cutting depth is recorded as shown in Table 7, where the total machining time is 1:24:06 min. It can be seen that the actual machining time is almost the same as the simulation machining time when using the same cutting parameters, which proves that the cutting sequence optimization method based on the TS algorithm proposed in this article can improve the rough machining efficiency of the casing part.
Machining time of the casing part using the cutting sequence optimization method.

Figure 6 shows the result of four-axis rough machining of the casing part at each cutting depth. It can be seen from Figure 6 that when w = 0.15, there is no machining characteristic appears in the machined surface, and the machined surface is still a rotating body. As the cutting depth increasing, the machining features of the casing part gradually appear in the machined surfaces. When w = 0.75, all the machining features of the casing part appear on the machined surfaces, and the geometric shape appeared on the machined surfaces is extremely approximate to the machining features of the casing part that will leave more uniform cutting allowance. Therefore, it can be seen that the cutting sequence optimization method proposed in this article not only improves the machining efficiency, but also ensure the accuracy of geometric shape of the casing part in machining.
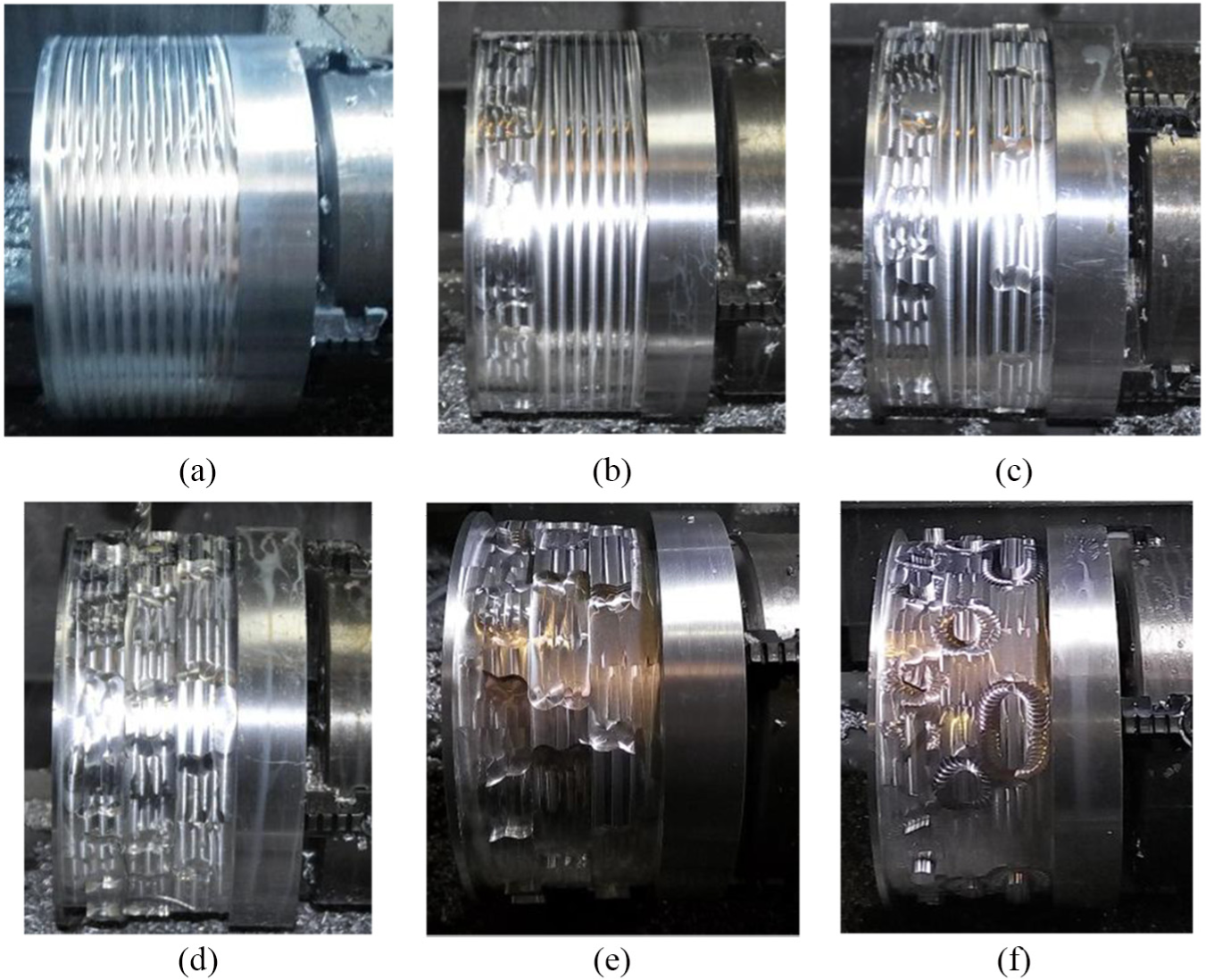
Machining results of process surface on each cutting depth of the casing: (a) w = 0.15 end milling, (b) w = 0.35 end milling, (c) w = 0.55 end milling, (d) w = 0.75 end milling, (e) w = 0.95 end milling, and (f) w = 0.95 plunge milling.
Conclusion
A cutting sequence optimization method based on the TS algorithm is proposed for complex parts with multiple machining features in this article. Compared with the non-optimized method, the main advantages of the proposed approach are as follows:
Through the analysis of cutting sequence optimization problem, the cutting sequence optimization model is transformed into an open and constrained TSP, and then the TS algorithm is used to deal with the open and constrained TSP, which provides a new solving algorithm for the cutting sequence optimization in NC machining.
The simulation and machining experiment conducted on a casing part that has multiple machining features shows that the cutting sequence optimization approach presented in this article can optimize the cutting sequence and the cutter position of advance or retract between different machining regions, reduce the cutter lifting times and vacant tool path, shorten the total machining time, and improve the machining efficiency.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Shaanxi Scientific Research Project (No. 2016GY-007), National Natural Science Foundation of China (Grant No. 51505373), and the XUST Foundation for Fundamental Research (Grant No. 2016QDJ053).