
Abstract
To unify the merits of traditional in-plant parts logistics alternatives such as line stocking and kitting, the concept of line-integrated supermarkets is introduced to improve the part feeding in mixed-model assembly lines. First, the highly interdependent optimization problems of assigning stations and scheduling logistics operators are described, and mathematical models are established with the aim to minimize the fleet size of logistics operators and unit part delivery time as well. Together with particular theorems and lemmas, a nested dynamic programming is presented to obtain global optimum for small-sized instances while a modified harmony search algorithm is constructed for medium- or large-sized instances. Benefit from repeatedly dividing and reconstructing the harmony memory, the computation speed is significantly enhanced. Meanwhile, crossover and mutation operations effectively improve the diversity of solutions to overcome deficiencies such as limited search depth and tendencies to trapping into local optimum. Finally, experimental results validate that the proposed algorithm is of competitive performance in effectiveness and efficiency compared to some other basic or modified meta-heuristics.
Keywords
Introduction
In-plant logistics, which starts with parts reception from upstream suppliers and takes over all steps including parts storage, sequencing, delivery to assembly lines and line-side presentation, 1 is a complicated and indispensable process in automotive industry.2,3 In today’s competitive environment, mixed-model assembly lines (MMALs) are widely adopted to tailor to the customization tendency, which increases the complexity of parts logistics. The planning process becomes a critical challenge on account of the enormous quantity and diversity of parts required in final assembly, ranging from color, texture to shape, size, weight and so on.
In the context of in-plant logistics, the principles of line stocking and kitting are extensively discussed and utilized to feed assembly lines in automotive industries.4–6 Line stocking, also noted as continuous supply or bulk feeding, 7 means that homogeneous parts stored in large containers are directly positioned at the border of the line (BoL). With this principle, additional double-handling operations are scarcely required. Moreover, it provides flexibility in case of unexpected events that may cause great loss such as line stoppages. However, these full packing units usually occupy the bulk of the limited space at the line, 8 which obstructs the assembly process. Instead of taking the right part directly from the containers, assembly workers have to walk around and search the required one from the multiple instances of the same part. 7 For these reasons, the traditional line stocking is increasingly displaced by kitting, where all required parts for a future unit of end item are selected and packed in a kit. Despite the fact that non-value adding activities9,10 such as preparing kits in advance are inevitably increasing, it is more predictable to transport required kits to specific stations since further demand of new kits is synchronized with the production plan of the assembly line. According to the position the kits are transported to, the kitting policy can be further divided into traveling and stationary kitting.11,12 Considered as a particular form of stationary kit, sequencing introduced by Johansson et al. 13 is nowadays widely applied. Successful cases of kitting are especially practiced in lean production systems such as Toyota Motor Corporation, 14 which is termed as Set Parts Supply (SPS) where quality, cognitive and flexible requirements are addressed as well. 15 However, it is still impossible for practitioners and researchers to reach an agreement on what the best strategy is Hanson, 16 Limère et al. 7 and Caputo et al. 11
In recent years, additional hybrid part feeding methods noted as downsizing, Kanban-based continuous supply12,17,18 and novel strategies such as part supply with line-integrated supermarkets 19 are gradually proposed to actualize reliable and efficient parts feeding. Different from line stocking in the size of unit loads, downsizing 8 or Kanban-based continuous supply20–22 applies smaller containers with more frequent replenishments and deliveries. Especially with the concept of just-in-time (JIT) production system, Kanban-based policy is nowadays extensively adopted. 23 A detailed comparison of line stocking and Kanban-based policy can be found in Hanson and Finnsgård, 24 where interrelationship between size of unit loads and materials handling efficiency was discussed as well. Despite the similarities with line stocking, these hybrid strategies also possess some advantages and disadvantages of kitting such as the decrease in the walking distances and inventory at BoL, but obviously more additional handling activities. In general, parts are prepared in supermarkets18,25 and transported to specific stations by means of automatic guided vehicles (AGVs), tow-trains or milk-run systems.26–28 In this aspect, complex issues involving location planning, route optimization, tow-trains scheduling and loading29–31 interrelate with each other and have aroused great attention.
To draw the merits of line stocking, kitting and hybrid part feeding method, Boysen and Emde 19 introduced a novel concept known as line-integrated supermarkets. The idea has been successfully applied at a North-American plant of a popular German auto manufacturer. Compared with traditional supermarkets, line-integrated supermarkets are closer to the assembly line, and instead of AGVs or tow-trains, logistics operators are employed to prepare small kits just in sequence (JIS) and deliver to stations. Therefore, in contrast to kitting, double-handling activities are to some extent reduced and thus equipment costs are saved. However, required parts is generally available even though something unforeseen occurs. The JIS concept further facilitates the parts retrieval and alleviates ergonomic burdens on assembly workers. Battini et al. 32 also mentioned it as fish-bone supermarkets in their research about in-plant logistics. They pointed out that in addition to logistics operators, monorail shuttle systems could be established to realize automated part feeding with higher efficiency and lower cost. Nevertheless, as far as we concerned, in spite of great theoretical and practical significance, there is no more literature about the novel line-integrated supermarkets. Accordingly, it is of great significance to implement a deep investigation into in-plant part feeding with the concept of line-integrated supermarkets.
To follow the new trend of in-plant logistics and provide a different alternative for automotive producers and even other manufacturing systems, a novel cyclic part feeding strategy for assembly lines is investigated in this article combining the line-integrated supermarkets. With the aim to clarify and balance the responsibilities of each logistics operator, all stations are first divided into several independent subsets and each is assigned to an operator. Moreover, for a predetermined subset of stations the scheduling problem is to be treated, which shares some similarities to scheduling a single vehicle33,34 such as determining the right parts with proper quantity at the right time. It has been proved to be a non-deterministic polynomial-time (NP)-hard problem with high complexity. To reduce decision variables, a cyclic part feeding strategy is considered to determine an optimal time interval for each subset. Hence, the number of tours can be deduced and the departure time for each tour can be specified as well. In each tour, instead of satisfying a particular station, a logistics operator is required to satisfy all the assigned stations before the next tour. With the aim to minimize total cost, both fixed cost for employing logistics operators and parts delivery cost should be decreased. Consequently, for small-sized instances, a nested dynamic programming (NDP) is adopted in this article, and for comparatively medium or large-sized cases, a modified meta-heuristics is introduced.
While dynamic programming (DP) is widely used to obtain optimal solutions for small-sized optimization problems,29,30 the exponential growth in search space makes it impossible to solve large-sized problems within desirable time. Therefore, meta-heuristics and related hybrid algorithms33–35 are applied to gain satisfactory solutions. Harmony search algorithm (HSA), whose global convergence is proved in solving discrete optimization problems, 36 is simple in theory, easy to accomplish and has been widely used in various fields.37–40 Meanwhile, there is still possibility that HSA will trap into local optimum under complex conditions. Consequently, a modified harmony search algorithm (MHSA), with an attempt to gain global optimum, is constructed in this article to tackle large-sized instances.
The remainder of this article is organized as follows. In section “Problem description,” a problem description is provided for the part feeding problem using line-integrated supermarkets with detailed assumptions, notations and mathematical models. Section “Algorithm construction” presents lemmas and theorems of the proposed model. The NDP and MHSA, respectively, for small-sized and medium or large-sized instances are introduced as well. Computational experiments are designed and conducted to validate the proposed algorithm in section “Computational study.” Finally, section “Conclusion” draws conclusions and highlights areas for further research.
Problem description
The novel part feeding system for a given assembly line segment using line-integrated supermarkets is schematically presented in Figure 1. In this context, the decentralized logistics areas to store the required parts are directly located next to the respective stations. At each station, one or multiple JIS bins are settled to temporarily store the parts required by assembly. It should be noted that each JIS bin is available to a certain kind of parts. Logistics operators are employed to select and pack the right parts into the right JIS bins in accordance with the production plan. This article treats two main optimization problems.
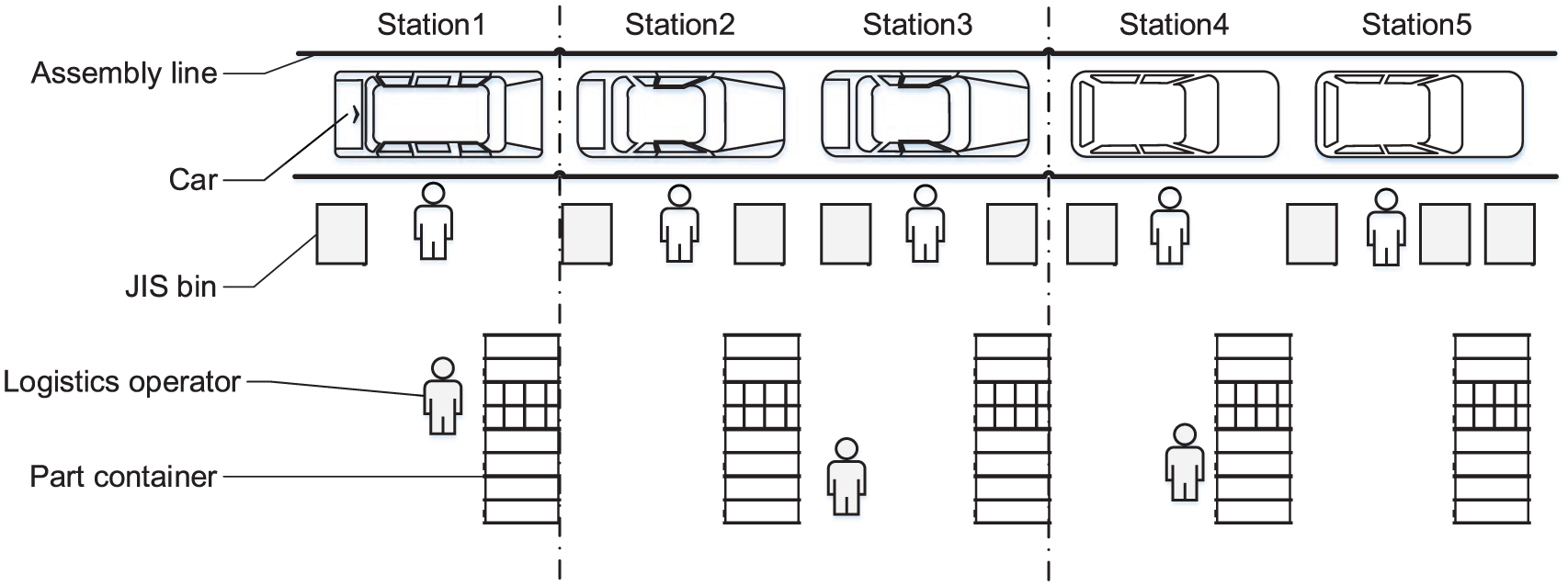
Part feeding with line-integrated supermarkets.
Stations assignment problem
The assignment problem (or P1, for short) is to determine the number of logistics operators to be hired for parts delivery and the partition of the given stations. Each logistics operator is responsible for one or several consecutive stations. As shown in Figure 1, there are three operators to serve the five stations, each responsible for one, two and two stations, respectively. It is obvious that the probability of parts shortage will reduce as the number of logistics operators increases. However, the increasing number of operators results in higher labor cost and more idle time, making it reasonable to minimize the number on the contrary.
Operators scheduling problem
The scheduling problem (or P2, for short) is to make cyclic delivery schedules that each operator starts a delivery tour every a certain time interval. When the time interval is determined, the departure time of each delivery tour can be deduced with ease. For each logistics operator, required parts of all assigned stations should be taken into account in each tour. Thus, there is no need to specify the traditional decision variables like the destination station and the part quantity for each delivery tour. The decision of the optimal interval aims at avoiding stock-outs at the stations while minimizing the delivery time per part (the expression unit delivery time will be used in the following sections) at the same time. However, cyclic deliveries facilitate the control of part feeding and make it easier to employ the automated handling with a monorail shuttle system to displace logistics operators.
To precisely describe the part feeding system with line-integrated supermarkets, the following premises are introduced:
Parts shortage is not allowed, which is always the first priority of in-plant logistics.
All time units are normalized to the equidistant length of production cycle.
Given the operator capacity, the number of parts delivered by each operator within a tour is limited.
The delivery process cannot be interrupted. Once departing, a logistics operator must go through all the assigned stations and return back to the logistics area.
Each JIS bin is of certain size, which stores limited parts of a single type.
Time for picking parts, loading and unloading parts, and walking from logistics area to station or between stations are predetermined.
The production sequence and correspondingBill of Material (BOM) are known with certainty.
The manufacturing system is a relatively stable system, and uncertain factors are not considered.
Given the parameters and variables summarized in Table 1, and combined with the problem description and premises mentioned above, the optimization problem in this article can be formulated by the following objective functions and constraints




Notations for the mathematical model.
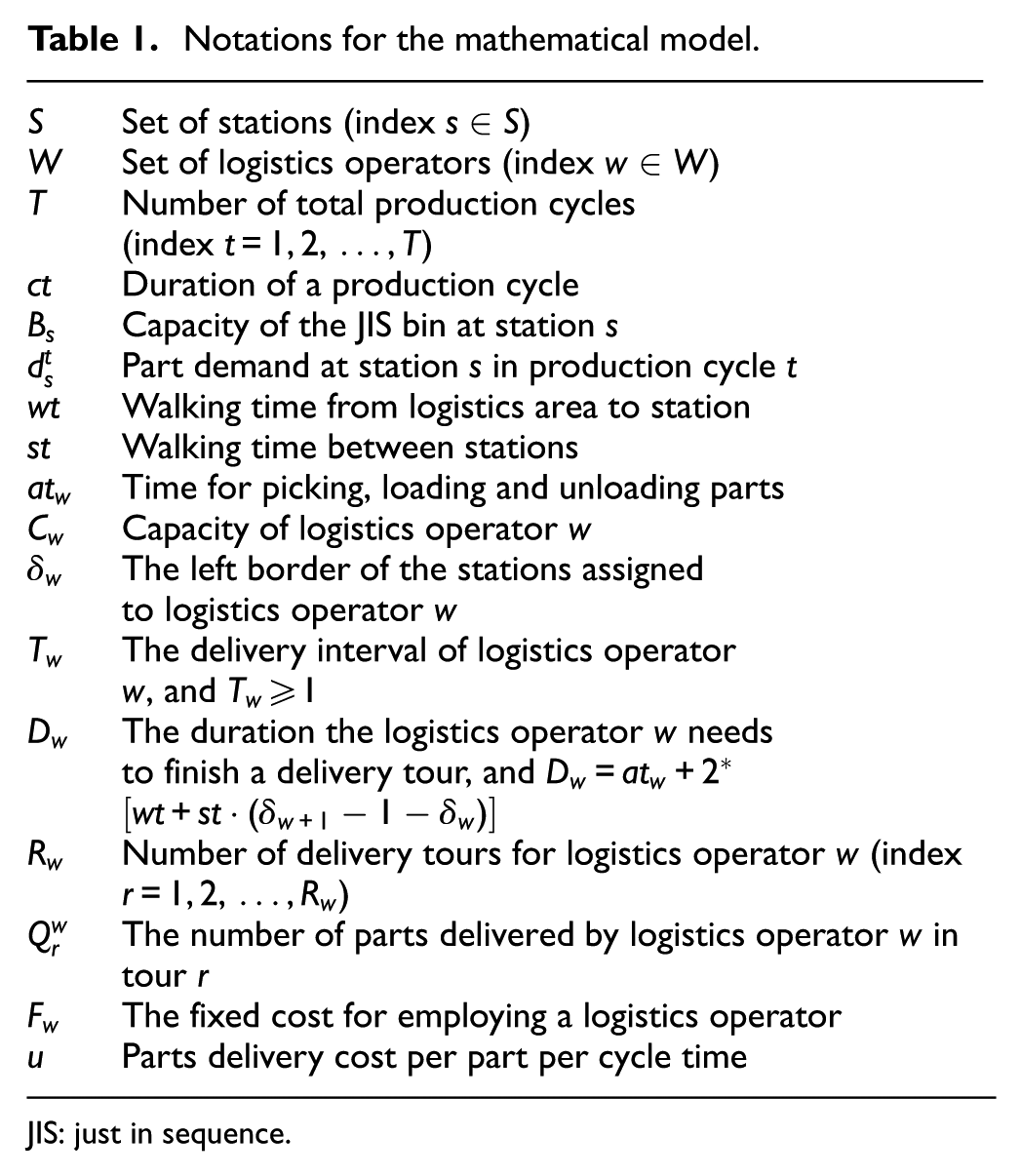
JIS: just in sequence.
The assignment problem aims to minimize the crew of logistics operators as shown by equation (1), where



There is obviously correlation between the two sub-problems. The stations assignment problem determines the number of logistics operators and the subset of stations for each operator, which are adopted as given parameters to solve the scheduling problem. Accordingly, only when the scheduling problem for each operator is performed, it can be confirmed whether the solution for the assignment problem is feasible. Therefore, it is advisable to consider the two sub-problems simultaneously. Together with equations (1) and (5), the main objective function is constructed as equation (11), which aims to minimize the total cost consisting of logistics operators and part feeding costs, and “*” means the optimal solution to the scheduling problem for operator

Algorithm construction
In this section, lemmas and theorems are first given to facilitate the problems. Then, an exact method for small-sized instances is described, which is based on DP and heuristic rules. However, with the increase in production cycles and stations, it is impossible to get a global optimum. Consequently, a modified meta-heuristics named MHSA is presented to obtain satisfactory solutions.
Lemmas and theorems
Theorem 1
If parameters
Proof
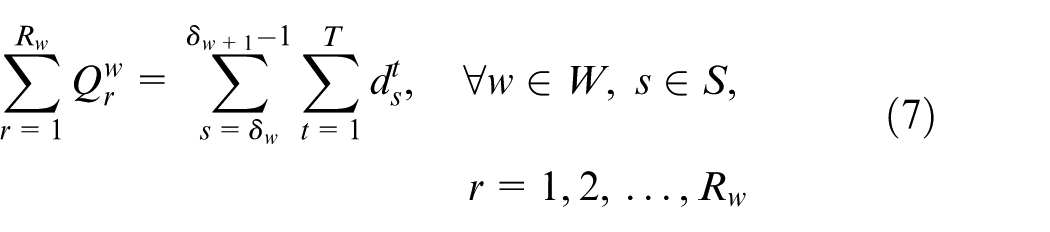
According to constraint equation (7),
Lemma 1
If logistics operator
Proof
If stations
When and only when
Theorem 2
Logistics operator
Proof
According to Lemma 1, then
On the basis of Theorem 2, when the partition of stations is predetermined, and if the feasible number of tours of logistics operator
Theorem 3
If the total number of logistics operators
Proof
Theorem 3 is obviously right. When
NDP
Actually, the solution to the two sub-problems is a multi-stage decision-making process. Let
Based on the mathematical models, the stations assignment problem aims to determine the leftmost station for each logistics operator, then the rightmost station and the responsible range are consequently determined since no missing or overlapping is allowed. Therefore, the decision process is divided into

where * denotes the optimal value of the corresponding operator scheduling problem with the stations

The optimal value
While solving the stations assignment problem,
Step 1. Calculate the least number of replenishment tours for each station
Step 2. Calculate the least number of replenishment tours for the subset of
Step 3. Determine the least number of tours for logistics operator
Step 4. Calculate the feasible number of tours for logistics operator
Step 5. Determine
(a) Select
(b) Examine the constraint equations (8) and (9), if both satisfied, then go to (d), else go to (c).
(c)
(d)
(e) If no feasible
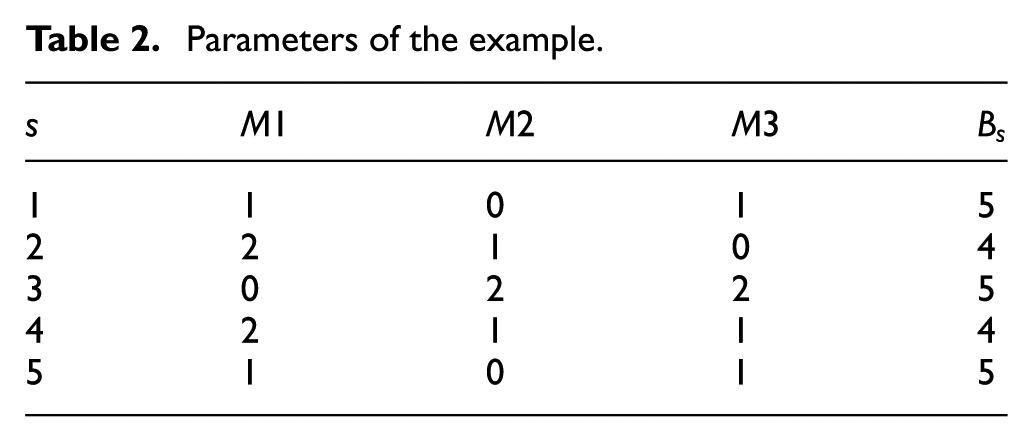
A small-sized instance is provided here to illustrate the proposed NDP. There are five stations assembling three different models. The assembly sequence is predetermined as
Parameters of the example.
Consequently, together with Theorem 2, the optimal solution to operator scheduling problem can be easily obtained by NDP and gives feedback to the stations assignment problem, which efficiently reduces the search space and generates the global optimum within feasible time. As depicted in Figure 2, the vertices represent stations, and the arcs denote the assigned range for a logistics operator. The value inside the bracket is the optimal time interval. For example, the arc connecting vertex 1 and vertex 4 denotes that stations 1, 2 and 3 are assigned to a logistics operator and replenished every two cycles. The optimal solution
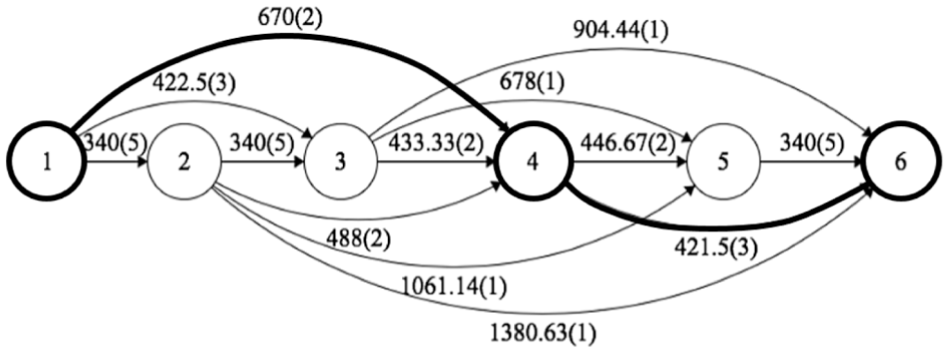
The results of the example with NDP.
Together with Figure 2, it can be obviously concluded that when there are
MHSA
As one of the most widely used meta-heuristics, HSA outperforms other traditional meta-heuristics and has been successfully applied in various non-linear optimization problems.36,37 Nevertheless, there are still some deficiencies such as the stagnation phenomenon in the later phase, poor ability in local exploitation and trapping into local optimum. Therefore, a modified HSA is presented here to tackle such tough issues. The detailed iterative process of MHSA is summarized as follows:
Step 1. Initialize parameters: accuracy
Step 2. Initialize Harmony Memory Size (HMS) and Harmony Memory (HM): randomly generate
Step 3. Generate sub-HMs: divide the whole HM into several small-sized sub-HMs with different lengths of harmonies.
Step 4. Improvise new harmony: in each sub-HM, improvise a new harmony with parameters
Step 5. Update sub-HMs: update the sub-HM if the new harmony is better than the worst one.
Step 6. Judge the termination criteria: if the maximum iterations
Step 7. Crossover and mutation: choose the worst harmony
Step 8. Judge the termination criteria: if the difference of any two objective function values is smaller than
Presentation of harmony
The proposed MHSA employs a two-level encoding to define harmonies or, namely, solutions. For each harmony

The schematic diagram of harmonies.
Initialization of harmony memory
For a given set of stations
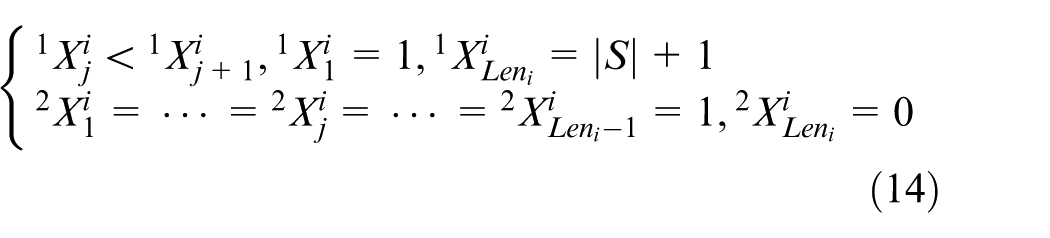
Thus, the objective function value
Updating sub-HMs
It is commonly accepted that the HSA employing comparatively smaller-sized HM outperforms larger one for medium-sized problems.41,42 Therefore, the whole HM is divided into several sub-HMs with various smaller sizes, which depends on the length of harmonies
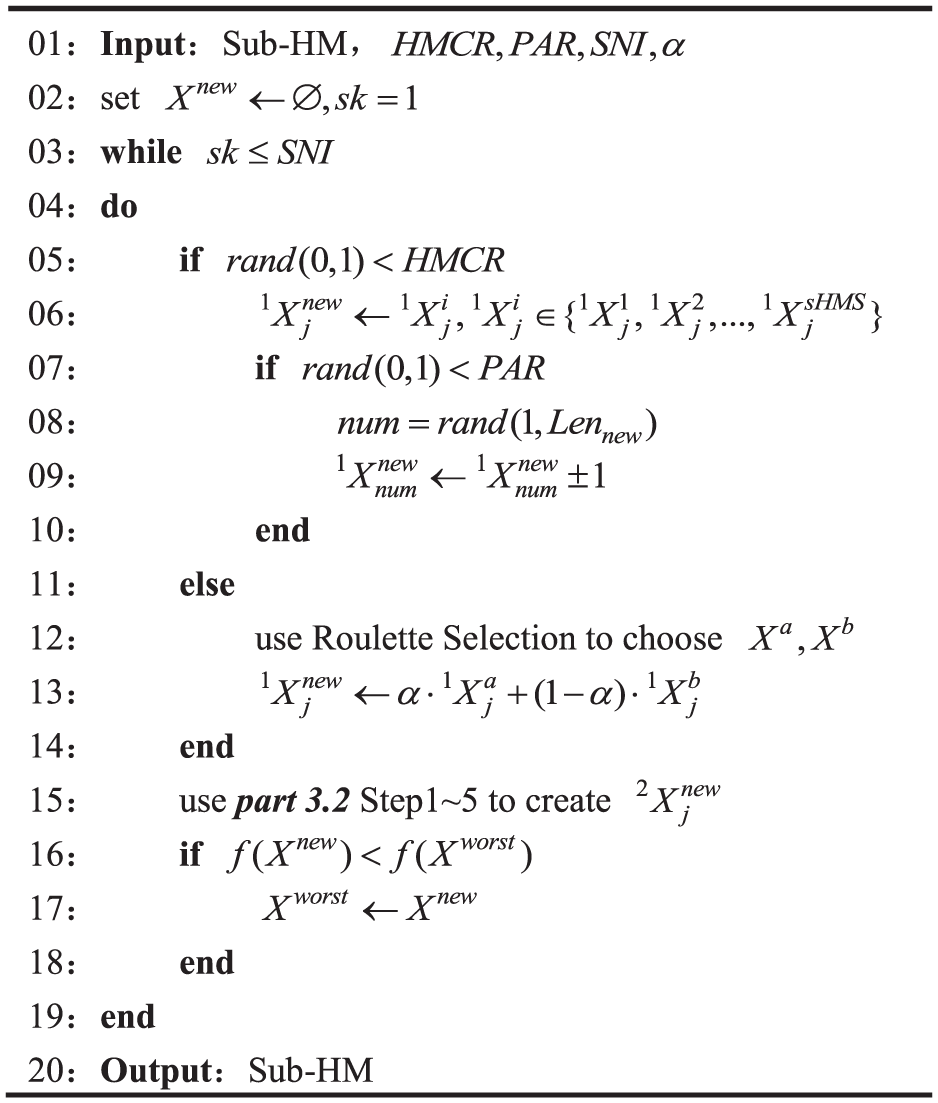
Pseudocode for updating sub-HMs.
As shown in Figure 4, the improvisation of a new harmony in this article is different from the traditional HSA. Since all the harmonies in a specific sub-HM are of equivalent length, combined with Theorem 3 and the specific characteristics of encoding, the improvisation of new harmonies employs a neighborhood search. A roulette selection is applied to randomly select two harmonies, and a weight factor
Updating the whole HM
Although small-sized sub-HMs can efficiently speed up convergence, they probably lead to premature convergence and local optimum. Therefore, all the sub-HMs are recombined as a whole HM every certain iterations. Moreover, crossover and mutation are implemented for better diversity and solutions. The main process is described as follows:
Crossover: with the predefined crossover rate

It is obvious that the two worst harmonies are selected, and the crossover can be achieved by following steps:
Step 1. Randomly select two crossover points,
Step 2. If
Step 3. Exchange the first-level elements of
Step 4. Regenerate a different crossover point
Step 5. The crossover of
As shown in Figure 5, there are two harmonies
2. Mutation: after the crossover operation, harmonies
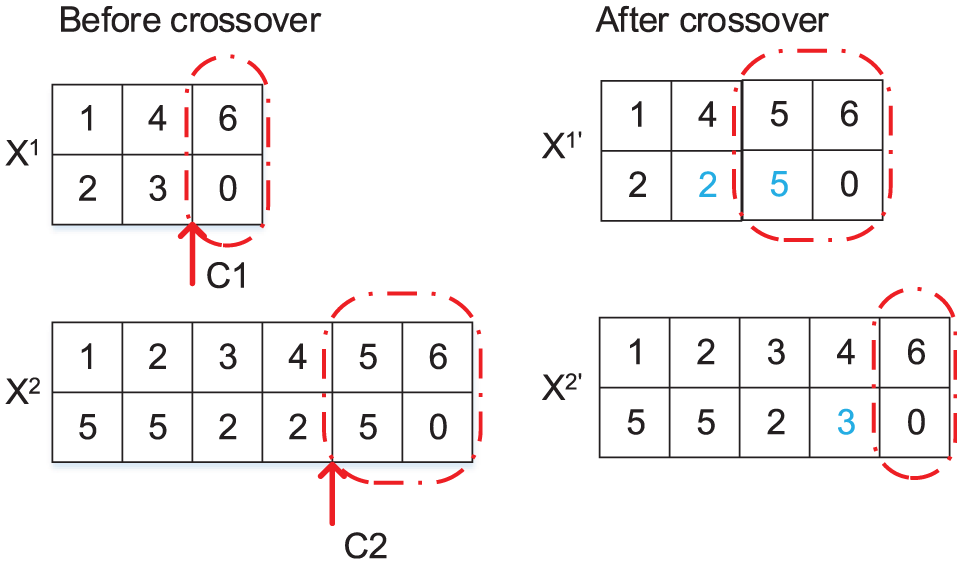
The schematic diagram of crossover operation.
The detailed pseudocode demonstrating the crossover and mutation is presented in Figure 6 as follows.
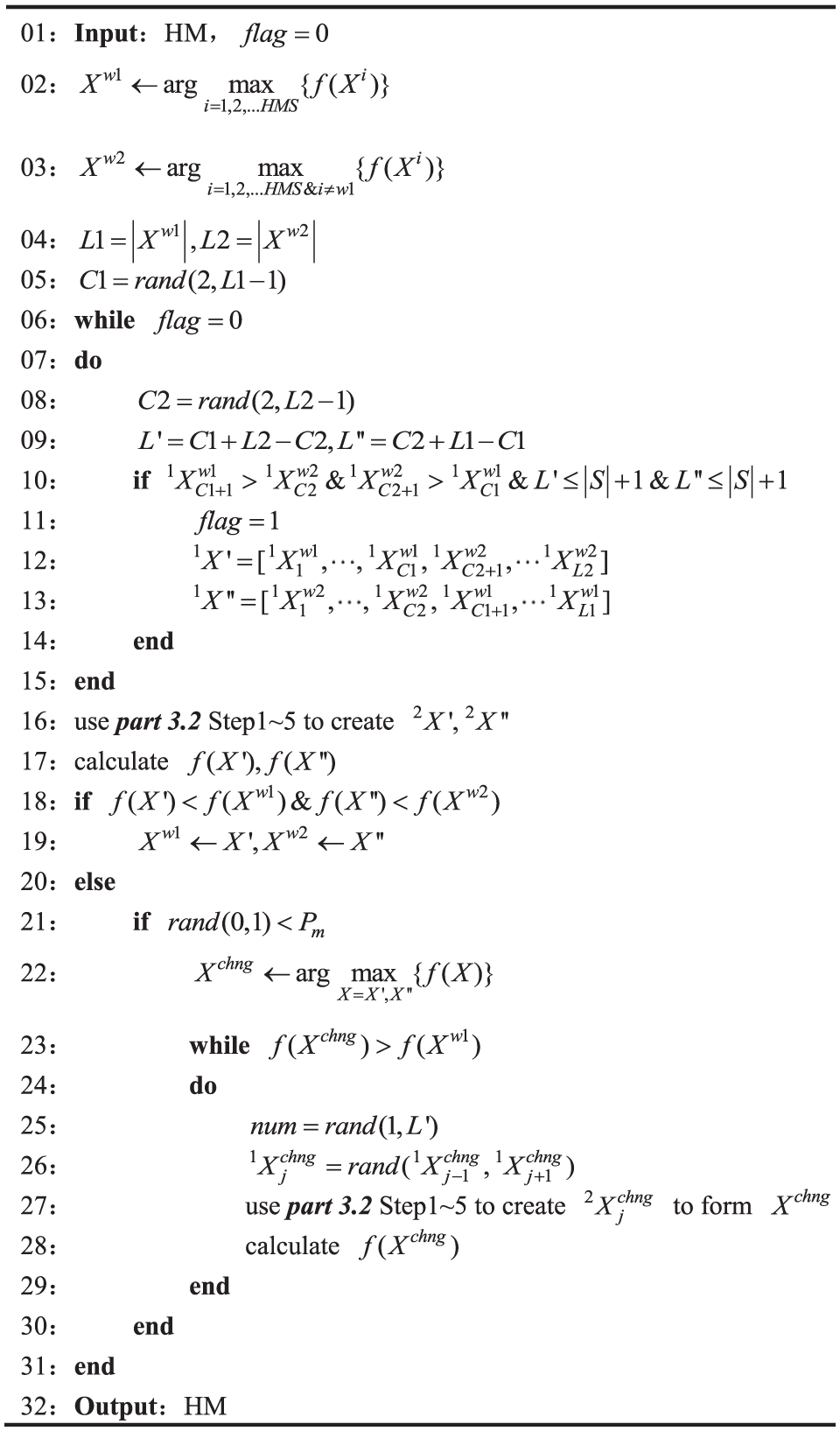
Pseudocode about crossover and mutation.
Computational study
To effectively evaluate the novel cyclic part feeding system with line-integrated supermarkets and the proposed MHSA, all related algorithms were programmed in MATLAB (2014b) platform and run on an x64 PC with a 1.4-GHz Intel® Core™ i5-4260U CPU and 4 GB of RAM.
Since there is very few scientific research documenting the novel concept, established test data are not available. Consequently, together with the instance generation described by Boysen and Emde, 19 necessary parameters and data were generated as follows.
A MMAL is considered, and the demand in the production cycle
Algorithm validation with small-sized instances
To validate the proposed MHSA, experiments were first conducted to deal with small-sized instances, and the results of MHSA were compared with that of the NDP. The related parameters (
Parameters and results of small-sized instances.
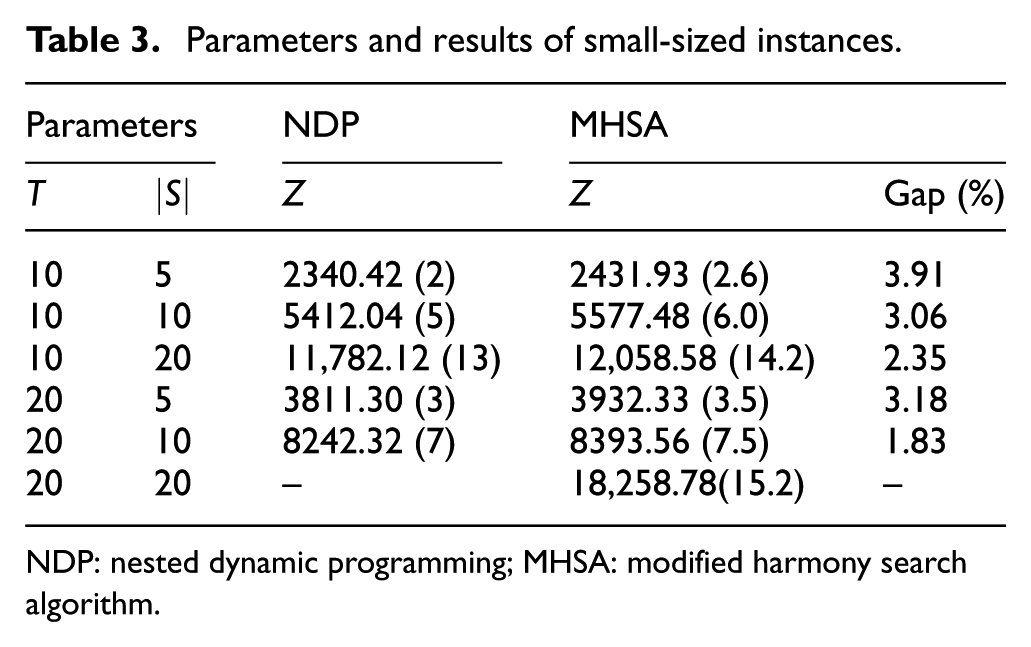
NDP: nested dynamic programming; MHSA: modified harmony search algorithm.
All the instances could be solved to optimality by NDP, which validated the effectiveness of the NDP. However, when
Comparison and analysis of algorithms
With the increase in
Comparison of MHSA, ant colony optimization and simulated annealing
MHSA or the original HSA is inspired by the music improvisation process where musicians constantly polish their pitches with the aim of better harmony. 43 First, the MHSA was compared with two other meta-heuristics motivated by natural phenomena, where the ant colony optimization (ACO)44,45 is motivated by animals’ behavior and simulated annealing (SA) 46 from the physical annealing process. The detailed parameters and statistical results are summarized in Table 4.
Comparison of experimental results of MHSA, ACO and SA.
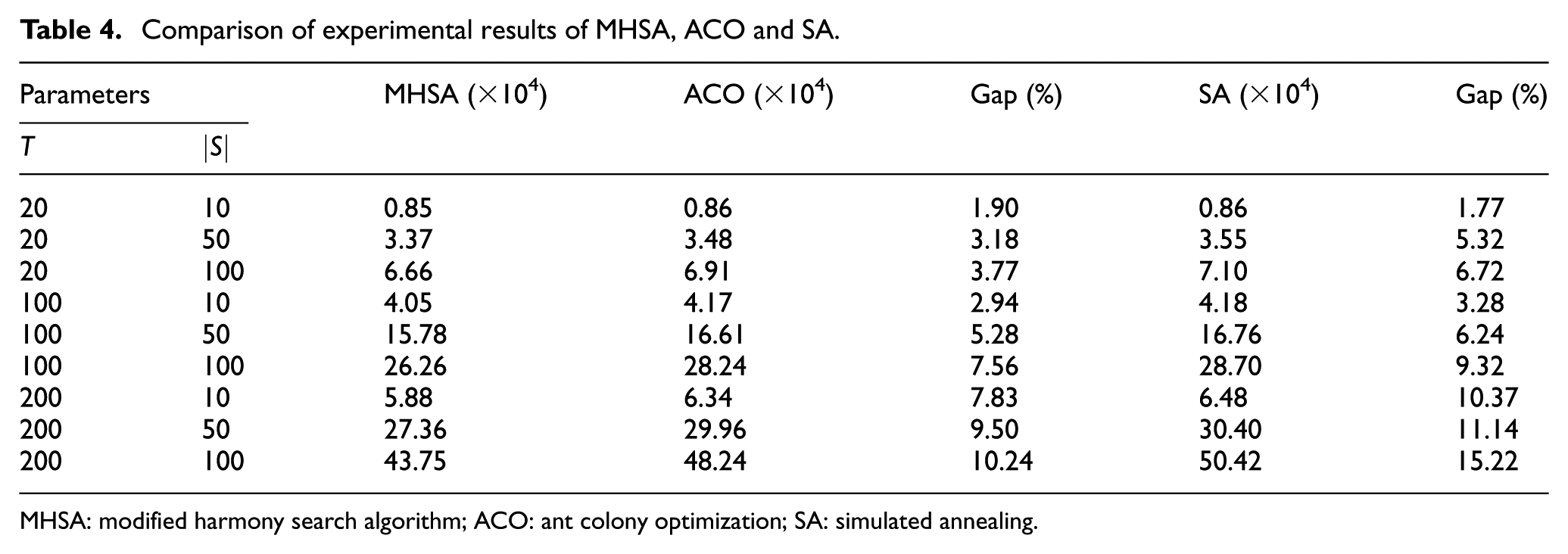
MHSA: modified harmony search algorithm; ACO: ant colony optimization; SA: simulated annealing.
As shown in Table 4, the objective function values of MHSA are obviously smaller than that of ACO and SA, so that the optimization capacity of MHSA is better. For the comparatively small-sized instances, the average relative gaps generated by ACO and SA are lower than 5%. However, when it comes to the large-sized instances
Moreover, Figure 7(a) and (b), respectively, depicts the converging conditions of MHSA, ACO and SA when
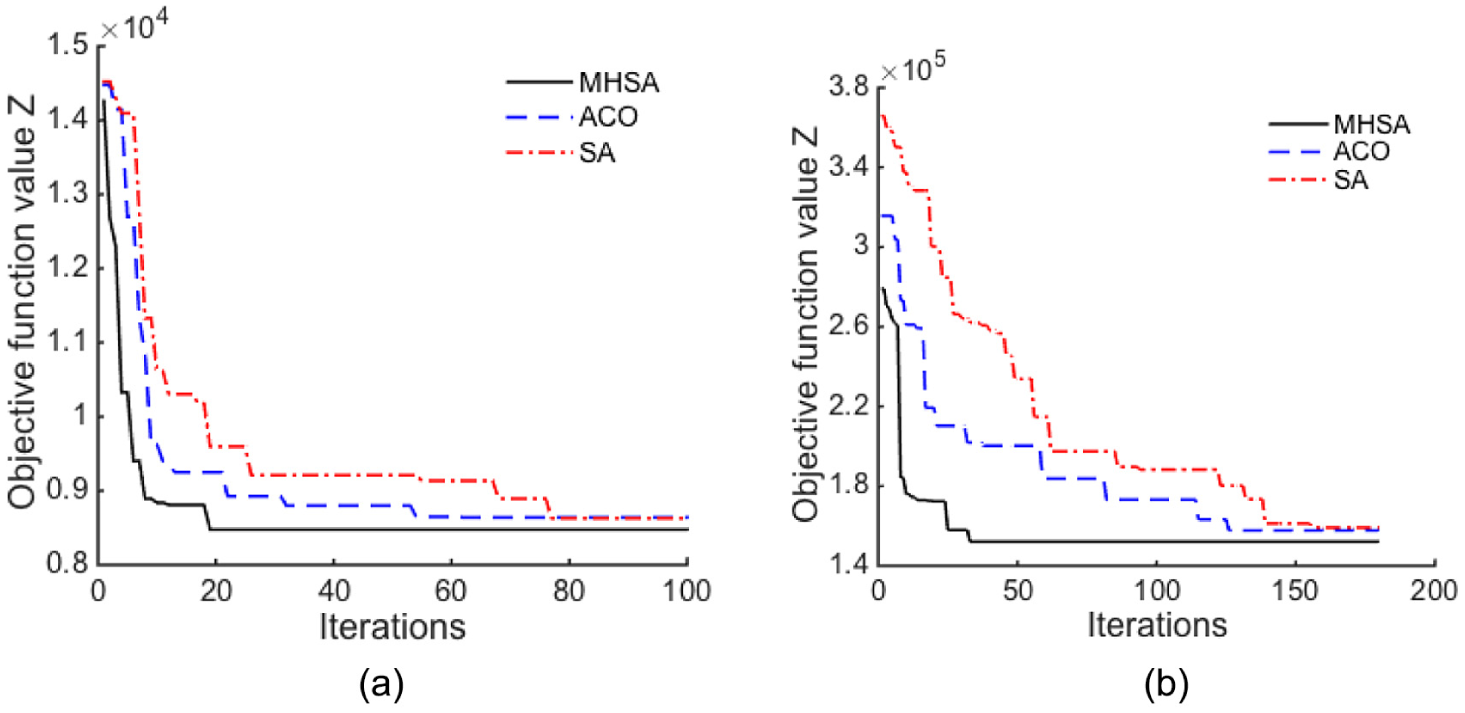
Convergence performance of MHSA, ACO and SA: (a)
Comparison of MHSA, improved harmony search, global-best harmony search and novel global harmony search
For further clarification of the superiority of the proposed MHSA, in this part, it is compared with three other modified HSA that have been widely discussed and cited. First, the improved harmony search (IHS) 47 refers to a strategy for tuning necessary parameters such as PAR and bandwidth (bw). The second denoted as global-best harmony search (GHS) 41 is inspired by the concept from swarm intelligence. The last is a novel global harmony search (NGHS), 48 which includes position updating and genetic mutation, and has been successfully applied to solve the 0-1 knapsack problems. The experimental results are vividly presented in Figure 8.
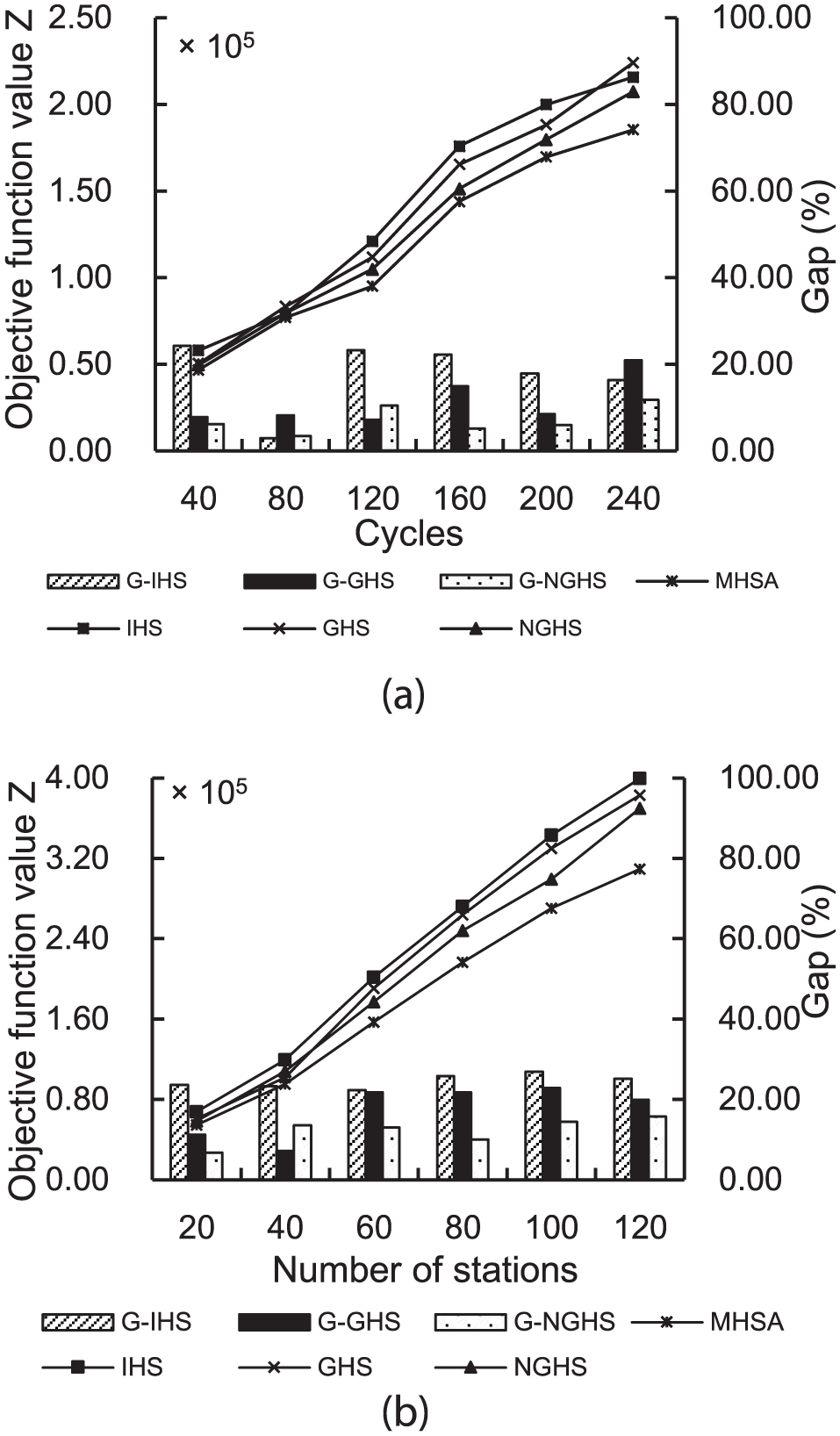
Experimental results of MHSA, IHS, GHS and NGHS: (a) S = 40, T ∈ [40,240] and (b) T = 120,
Figure 8(a) shows the results with the constant number of stations
Parameter analysis
With the aim to minimize the total operating cost of part feeding, it is necessary to find a trade-off between the number of logistics operators
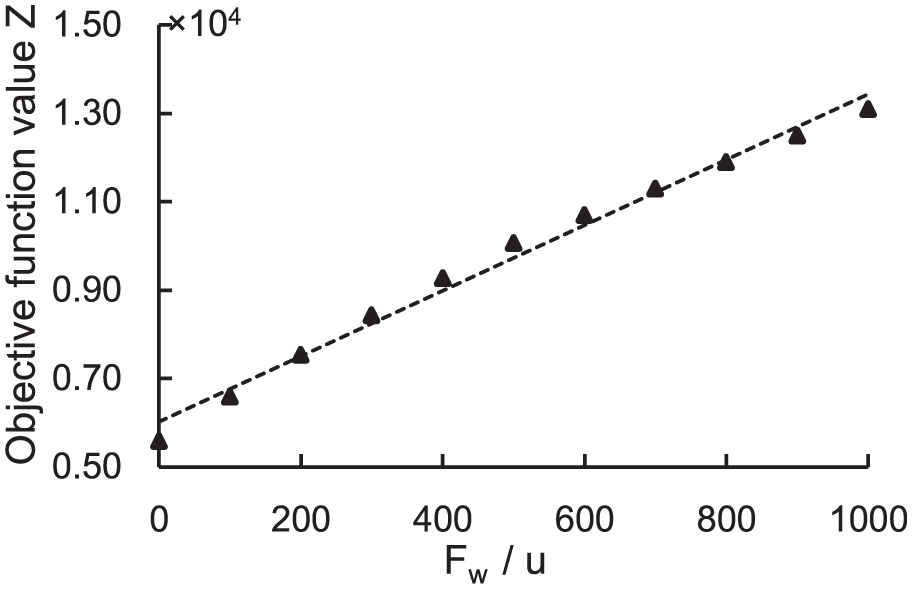
The effect of
According to the analysis above, the variation of
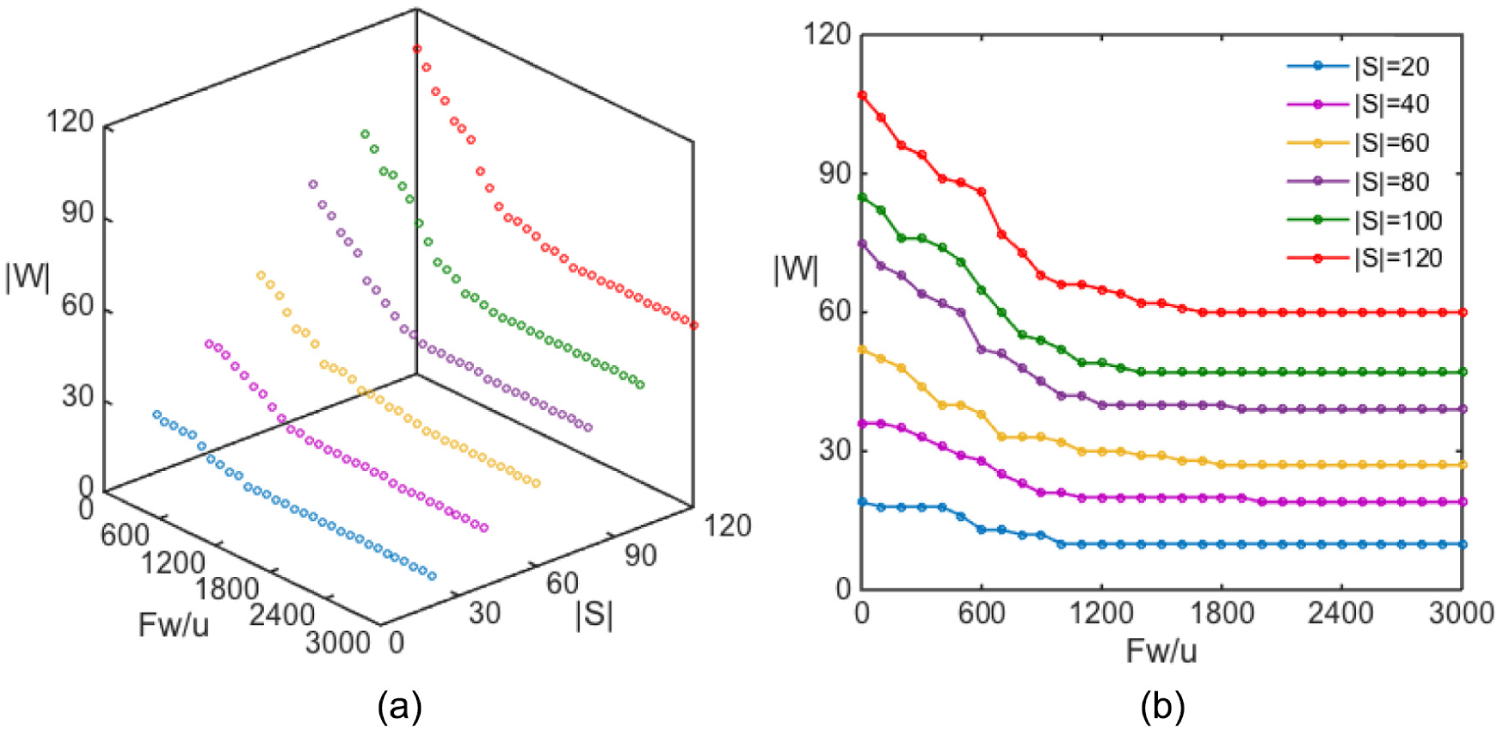
(a) The effect of
Conclusion
A novel cyclic part feeding system with line-integrated supermarkets is introduced in this article to draw advantages of both line stocking and kitting to facilitate the part supply in MMALs. Two highly dependent sub-problems, the stations assignment and operators scheduling problem, are investigated simultaneously. On account of the complexity of the problems, an exact algorithm NDP is presented to find the optima for small-sized instances on the basis of the particular theorems and lemmas of the problem. Moreover, a meta-heuristic MHSA is proposed for medium- or large-sized instances. While inheriting the advantages of the original HSA, the MHSA has improved the searching speed by repeatedly dividing the HM into several small-sized sub-HMs and combining all sub-HMs to rebuild the HM, which is rarely mentioned or employed in other literature as far as we know. Meanwhile, neighborhood search together with crossover and mutation is introduced to improve the diversity of the solutions and avoid premature convergence. The experimental results validated that the proposed MHSA shows great competition in solving the referred optimization problem.
However, the stations assignment in this article may sacrifice the utilization of operators to some extent since operators are not supposed to deliver parts out of their predetermined assignment even though there is spare time and opportunity. Therefore, the future work may lay emphasis on the condition that a team of logistics operators is jointly assigned to a segment of the assembly line.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the National Natural Science Foundation of China under Grant No. 71471135.