
Abstract
An interesting process of double-sided tube hydro-bulging was proposed to provide a beneficial three-dimensional stress state in the deformation zone of the tube, so as to delay the occurrence of bursting on the tube. Previously proposed forming limit theory models with consideration of through-thickness normal stress found that the external pressure could lead to a deferred occurrence of plastic instability, but it has not been confirmed experimentally. In this article, the tensile plastic instability of tubes under double-sided pressures is further assessed based on the classical plastic instability theory. However, it is seen that the occurrence of plastic instability has not found delay when high external pressure was exerted on the outside surface of tube simultaneously, which is opposite to the previous forming limit models. In addition, an experiment investigation about double-sided tube hydro-bulging is conducted to verify the theoretical results, and the experimental results show that the external pressure has hardly any influence on forming limit strain of the 2A12 aluminum alloy tube before the occurrence of necking. Moreover, the contradiction between our results and the previously proposed forming limit theory models is that the previous models ignored the thickness item in the equilibrium equation.
Keywords
Introduction
In the past few years, tube hydroforming technology for the fabrication of hollow parts with lightweight tube materials has become an indispensable process in the automotive and aerospace industries, so as to oppose the growing environmental problems and the deepening global energy crisis. 1 As we all know, the hydroformed results are strongly dependent on the mechanical properties of tubes and the bearing load. Therefore, several researchers proposed an interesting concept of double-sided hydroforming, because they considered that synchronous introduction of liquid pressure on double sides of the sheet or tube could overcome the problem of their poor formability due to the change in their stress state.2–4
As far back as 1966, it has been found in Fuchs’ 4 experimental study that the ultimate expansion ratio of a tube can be enhanced obviously from 30% to 100% when external pressure was applied on the outside surface of the tube following the internal pressure simultaneously. However, in his experiment, the pressurization of external pressure must be realized by a certain amount of axial feeding, and failure did not appear on the tube after it has a contact with the closed die cavity. So the comparison of ultimate expansion between different external pressures is unreasonable. Still, Fuchs’ experiment is significant because it suggests that forming limit of a tube can be improved by the infliction of compressive stress in through-thickness normal direction. Thereafter, a lot of research works about establishment of three-dimensional forming limit theory model were constantly emerging, with the aim of exploring the effect of normal stress on the formability of tube or sheet metal. In relation to this, the classical plane stress instability model was extended by Gotoh et al. 5 first to propose a theoretical model with normal stress effect, using which the critical strain of strain rate–insensitive sheet materials can be predicted. The normal stress was also taken into account in a new sheet metal formability model by Smith et al. 6 based on the Hill’s 1948 yield criterion. After that, their original model was improved as a more concise form with taking into account the normal stress and the hardening evolution, and the concise model has no dependence on the type of yield function. 7 Similarly, several other researchers, such as Jain and Wang, 8 Jain 9 and Guven, 10 have presented some works about the dependence of tube formability on the normal stress, based on which plastic instability of the tube under different loading conditions has been analyzed theoretically. On the other hand, Marciniak-Kuczynski (M-K) model was often modified and used to predict the influence of normal stress on the sheet forming limits by many researchers, such as Allwood and Shouler, 11 Assempour et al., 12 Nurcheshmeh and Green,13–15 Lang et al., 16 Liu et al., 17 Banabic and Soare, 18 Simha et al. 19 and Hashemi and colleagues.20–22 In their theoretical models, the stress state was modified to include the normal stress component using the three-dimensional yield criteria, such as Hill’s 1948 yield criterion. From all the prediction results of these models, it can be found that the increase in normal stress can delay the start-up of plastic instability of the sheet or tube dramatically.
From current theoretical standpoint, double-sided hydroforming process should be an effective method for the formability improvement of tube or sheet, because strong normal stress could be introduced by double-sided pressures. However, when Matin and Smith 7 wanted to verify their forming limit theory model based on their designed experimental device of double-sided sheet hydro-bulging process, their theoretical prediction failed to be supported by the experimental data from their bulging tests. Recently, via upgrading the 10-MN hydroforming machine, a dedicated experimental setup for double-sided tube hydro-bulging process has been established by the researchers of this investigation. 23 Using this experimental setup, different hydro-bulging experiments can be realized by replacing the die cavity and clamping blocks with others, which have different cross-sectional shapes and/or different lengths of bulging zone. Next, some investigations about the dependence of plastic instability of thin-walled 5A02 aluminum alloy tubes and thick-walled 6063 aluminum alloy tubes on the external pressure were carried out using this experimental device.24,25 Unfortunately, it is also found that the normal stress has hardly any influence on the forming limit strain of these tubes before necking occurrence. Hence, a further assessment of the plastic instability of thin-walled tubes in double-sided hydro-bulging process must be proposed and more verification experiments about other tubes should be taken to consolidate the results.
In this article, the effect of external pressure, that is, through-thickness normal stress, on plastic instability of tubes was carried out on the basic of the classical theory of plastic instability, and a further assessment of the plastic instability of thin-walled tubes in double-sided hydro-bulging process will be given. Furthermore, to serve the purpose of supporting the new assessment, 2A12 aluminum alloy tubes were hydro-bulged freely under internal and external pressures with fixed tube ends. The effect of normal stress on forming limit of tube before the occurrence of necking was discussed deeply.
Further assessment of the plastic instability of thin-walled tubes
In the previous investigation, an analytical solution has been presented by Mellor 26 for the instability conditions of a thin-walled tube which is deformed under the combined action of internal pressure and independent axial tension stress. In the process of determining the plastic instability strain, some key points should be stated: first, the tube will remain stable only if the increase in pressure-carrying capacity due to work-hardening at any incipient necking can compensate for the decrease in pressure-carrying capacity due to thickness reduction; second, the pressure load reaches the maximum value at the moment of plastic instability, after which an incipient necking will continue to develop and then the tube becomes unstable.
In addition, during the derivational process of critical equivalent strain, some assumptions are made as follows:
Elastic deformation is ignored.
Tube material is assumed isotropic in the whole process.
Double-sided free bulging with fixed tube ends
For the tube bulged under the combined action of internal pressure and external pressure, its force equilibrium diagram is shown in Figure 1, in which pi is the internal pressure, pe is the external pressure, ri is the inside radius of tube, t is the thickness of tube and

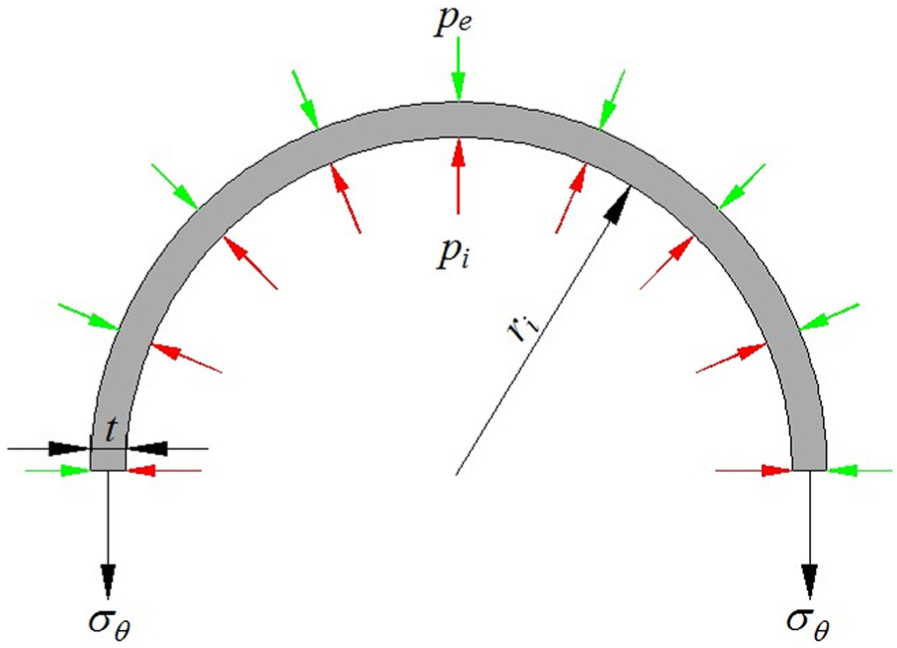
Schematic diagram of the balance between internal and external pressures.
Then the circumferential stress of the tube under combined effect of internal pressure and external pressure can be obtained based on equation (1)

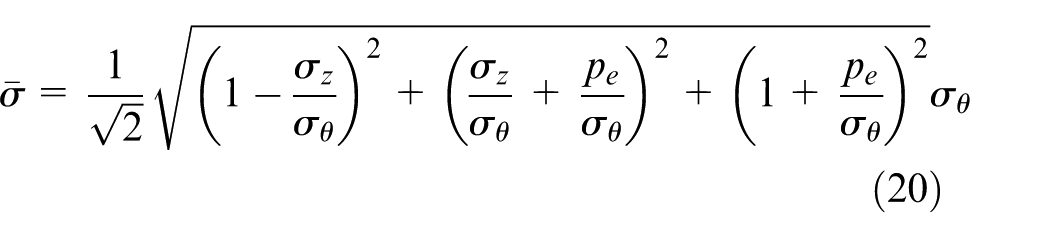
If the deformed tube satisfies the Mises yield condition, and tube ends are fixed at the same time, the through-thickness normal stress and axial stress on the outer surface of tube can be expressed as follows with the assumption of plane strain deformation in the longitudinal direction

Therefore, the equivalent stress on the outer surface of the tube,

After rearrangement of equation (4), the internal pressure is expressed as follows

Here, the forming limit strain of thin-walled tube in double-sided free bulging with fixed tube ends will be deduced based on the plastic instability model established by Mellor. 26 Throughout the derivation, the external pressure was assumed to be constant while the internal pressure increased continuously to drive deformation. During hydro-bulging of the tubes under combined action of internal pressure and external pressure, the tube will become unstable if reduction in internal pressure due to thickness reduction cannot be compensated by an increase in internal pressure because of the work-hardening. Then fracture will occur on the tube. According to equation (5)

Under the plane strain state of

Combining the conditions of

Substituting equation (8) into equation (6)

After rearrangement of equation (9), the result could be obtained as follows

where Z represents the sub-tangent modulus. As a result, if the strain-hardening characteristics

It can be clearly found from equation (11) that the external pressure has no influence on the forming limit strain of the tube when tensile instability occurs on the tube under the combined action of internal pressure and external pressure. Besides, the forming limit strain of the tube under combined conditions of internal pressure and external pressure could be solved directly according to equation (2), as shown in the following type

Similarly, by assuming the tube deforms under plane strain state and satisfies the Mises yield criterion, the following equation can be obtained

On the inside surface of the tube, the through-thickness normal stress,
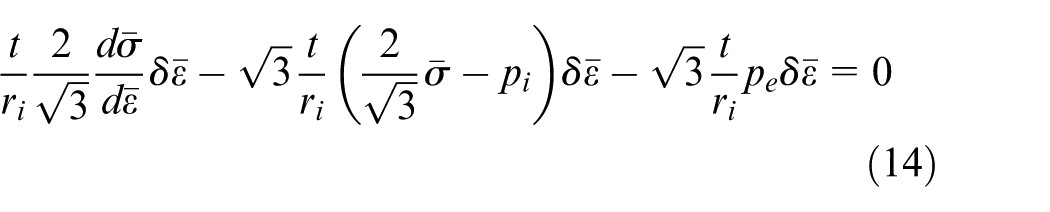
Rearranging equation (14), it can be obtained that

Consequently, the forming limit strain of the tube can be written as another format as follows

Substituting equation (2) into equation (16), it can be obtained that

Similarly, it is found from equation (17) that the forming limit strain of the tube is irrelevant to the external pressure when it was deformed under double-sided pressures. In relation to equation (16), if

In equation (18), the effect of normal stress induced by the internal pressure is considered. However, in single-sided free bulging process, the internal pressure is relatively small to the circumferential stress of the tube and is often ignored. So equation (18) will return to the expression of
Double-sided hydro-bulging with independent axial load
To make the theoretical analysis of tube’s plastic instability in double-sided hydro-bulging with independent axial load more simple, the ratio of axial to circumferential stress

Rearranging equation (19), it can be obtained that
If
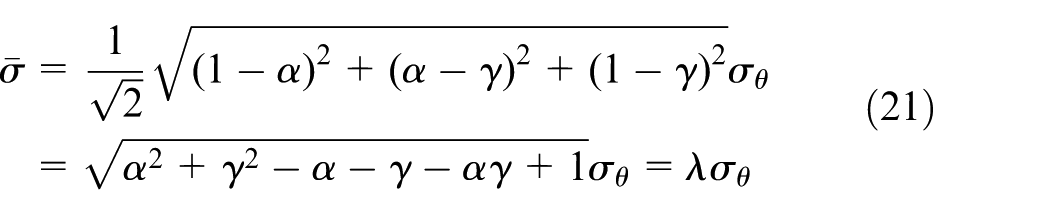
For the tubes deformed under the hybrid effects of double-sided pressures and axial compressive force, their circumferential stress can be still expressed using equation (2). Substituting equation (21) into equation (12), it can be obtained that

According to the incremental Levy–Mises constitutive relation

Combining the conditions of

Substituting equation (24) into equation (22), it can be obtained that

Equation (22) then reduces to

Hence, forming limit strain of the tube is

Rearranging equation (27), it can be obtained that

By comparing with the single-sided tube hydroforming process, it has been concluded in Cui et al.
24
that the circumferential stress and axial stress could be reduced by the external pressure applied on the tube with the magnitude of external pressure increment in the condition of same deformation degree. Furthermore, the equivalent stress
Rearranging equation (28) again and substituting equation (20) into it, it can be obtained that
Not that after removing the external pressure, that is,

Furthermore, it can be found from the above equation that without axial load, (
Experimental verification
To confirm the accuracy of aforementioned theoretical prediction, 2A12 aluminum alloy tubes were used to be bulged freely under double-sided pressures with fixed tube ends, so as to make a further understanding of the tensile plastic instability behavior of the tube in double-sided hydro-bulging process.
Materials
In this experimental verification, the as-received tube metal was 2A12 aluminum alloy tube in the annealed state, whose outer diameter and nominal thickness are 66 and 3.0 mm, respectively. The arc-shaped samples (specimen width = 15 mm, parallel length = 35 mm and extensometer gauge length = 25 mm) were cut from the tube along its axial direction, and then their uniaxial tensile properties were tested on an Instron 5569 machine. Figure 2 gives the true stress–strain curve, which has been fitted by the Holloman hardening equation
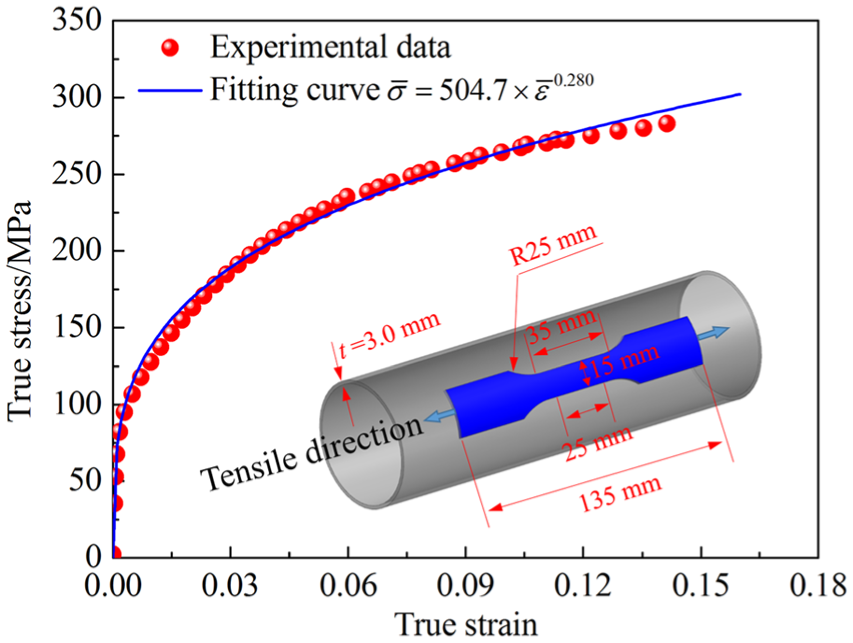
True stress–strain curve of annealed 2A12 aluminum alloy tubes.
Experimental setup
To make the double-sided tube hydro-bulging experiments, a dedicated experimental setup was designed and manufactured, as shown in Figure 3, and detailed descriptions of internal structure and operating principle about this experimental setup can be found in Cui et al. 23 During the hydro-bulging process, the strict increase or decrease in the internal and external pressures was controlled by the pre-set loading path within the computer control system. Accordingly, the desired normal stress can be imposed on the tubes with the variation in external pressure. In this verification experiment, the 2A12 aluminum alloy tubes were hydro-bulged under the differential pressure between the inside and outside of the tube until fracture occurs on the tubes, and then the influence of normal stress on the formability of the tubes under different external pressure conditions can be obtained.
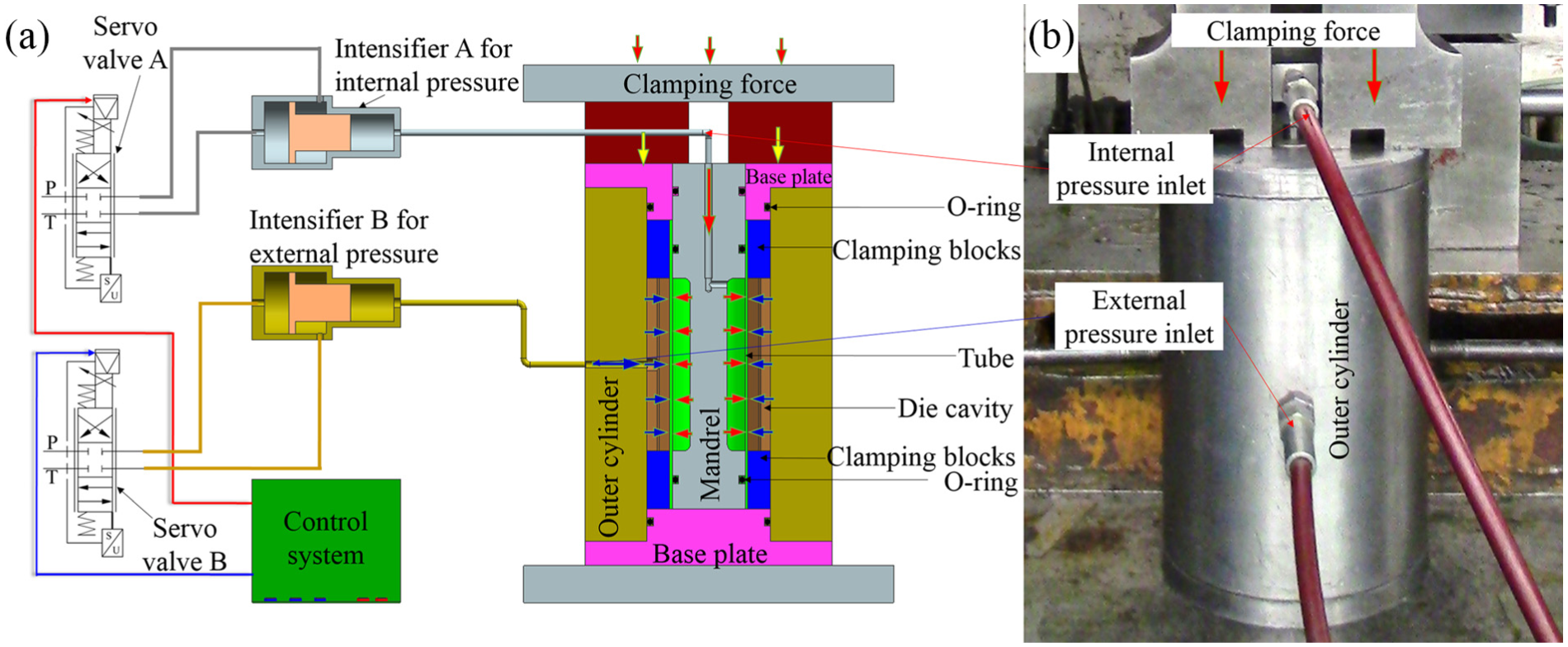
Experimental apparatus for double-sided tube hydro-bulging process: (a) diagrammatic sketch of internal structure and (b) experimental die in working.
In this double-sided free hydro-bulging investigation, the inside diameter of the die cavity was designed as 90 mm, which could guarantee that the occurrence of fracture on the tubes will definitely happen before they have the chance to contact with the die cavity. Moreover, the clamping blocks and tube ends have a match with tooth and groove, with which the axial shrinkage of the tube can be alleviated tremendously during the bulging process.
Loading paths
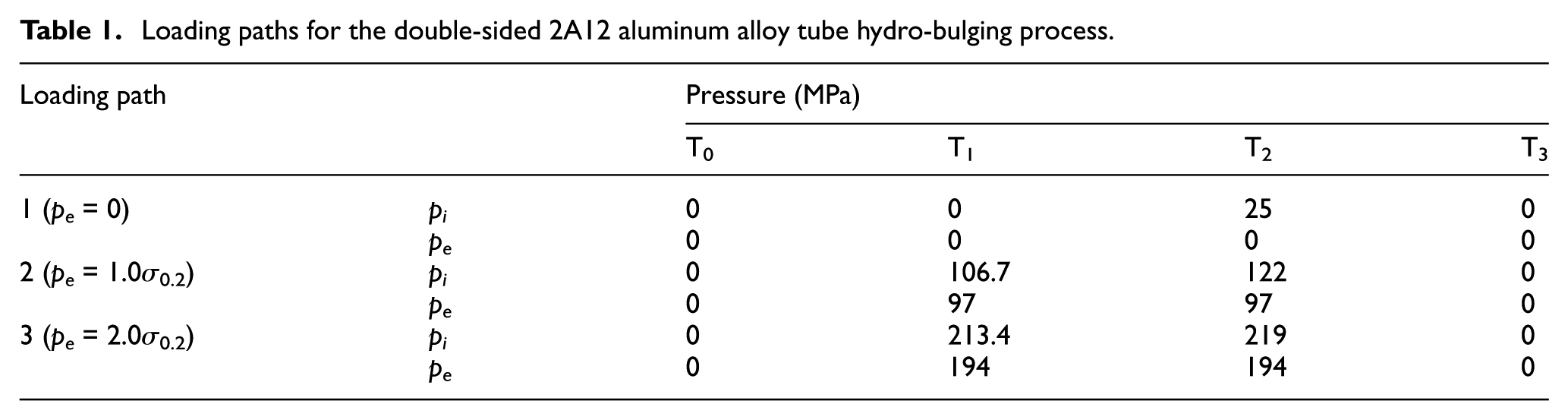
In this verification experiment, the total length and the length for bulging of the 2A12 aluminum alloy tubes are 234 and 140 mm, respectively. Three levels of external pressures, that is, 0, 97 MPa (1.0σ0.2) and 194 MPa (2.0σ0.2), were used in the double-sided free hydro-bulging process of 2A12 aluminum alloy tubes, and the corresponding loading paths are shown in Figure 4 and Table 1. During the hydro-bulging process, the external pressure value was kept constant, and the internal pressure continues to increase to generate the increasing pressure difference. In this way, the tube was bulged under the increasing pressure difference until fracture. In addition, three repeated experiments were conducted under the same external pressure condition, so as to ensure the experiment dependability.
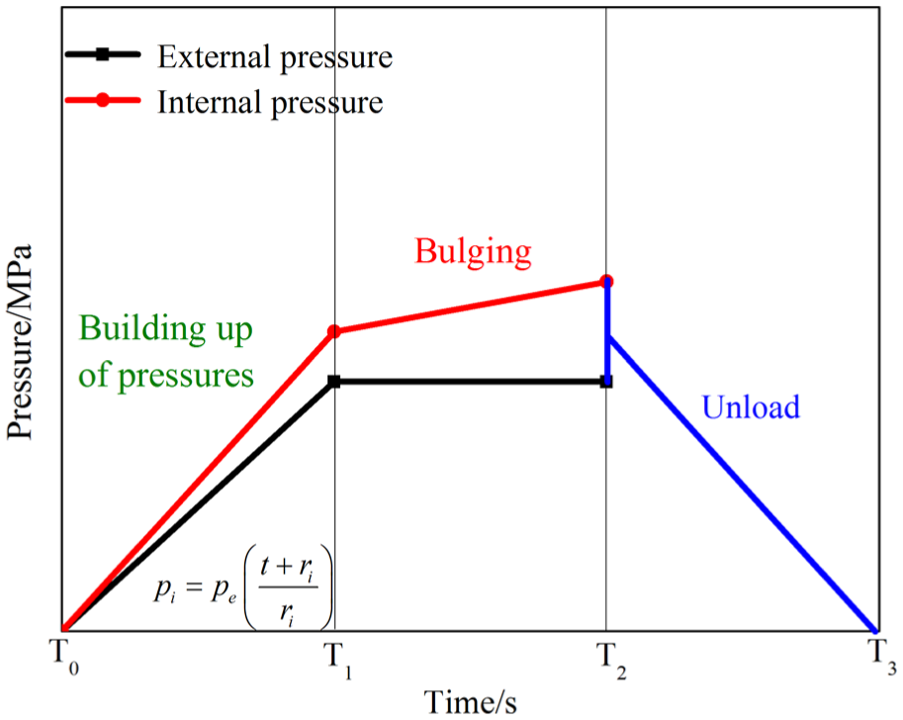
Schematic diagram of loading path under internal and external pressures.
Loading paths for the double-sided 2A12 aluminum alloy tube hydro-bulging process.
Experimental results
The cracked 2A12 aluminum alloy tubes under different external pressures in double-sided free hydro-bulging process are shown in Figure 5(a) while Figure 5(b) records the values of internal pressure, external pressure and pressure difference between the internal pressure and external pressure for all the tubes at the fracture moment. It can be seen from Figure 5(b) that the pressure differences at the fracture moment are 20.7, 20.9 and 21.2 MPa when the 2A12 aluminum alloy tubes were hydro-bulged under external pressures of 0, 97 and 194 MPa, respectively. It is observed that the external pressure in the double-sided hydro-bulging process has hardly any influence on the corresponding ultimate pressure difference. The slight variation in the ultimate pressure differences with the increasing external pressure is likely attributed to the inevitable performance difference between tubes and the control precision of pressure sensor.
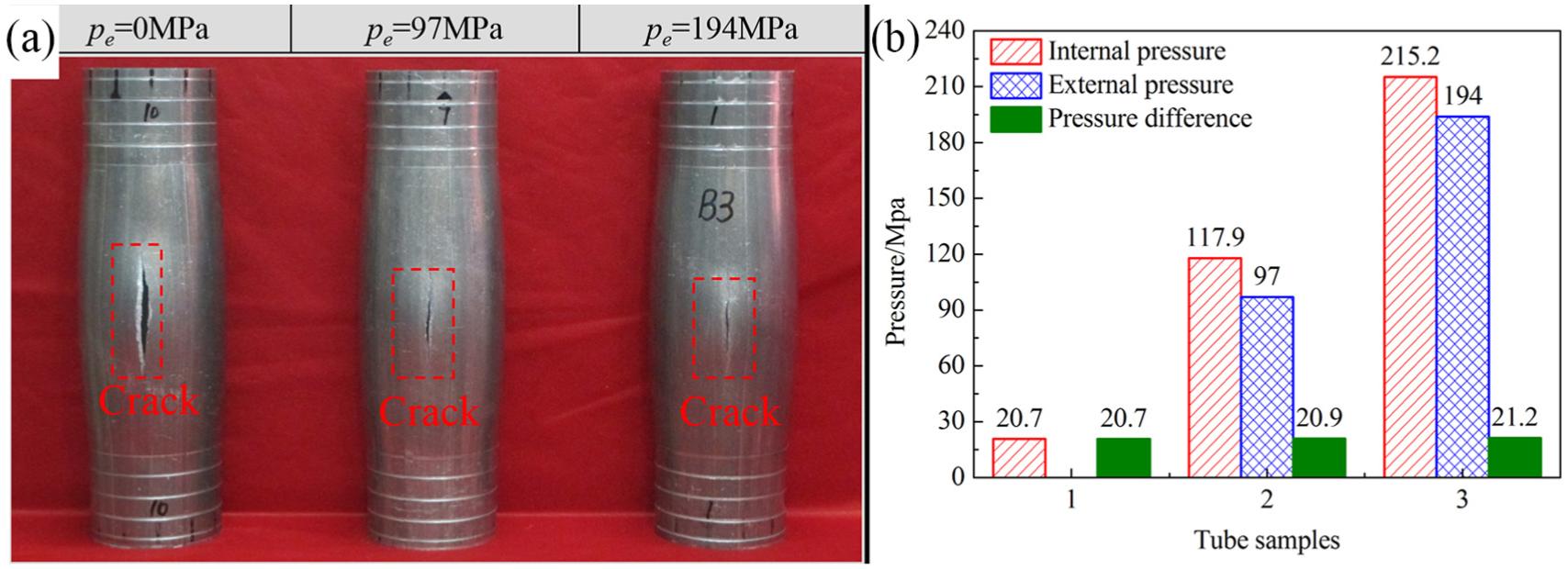
Cracked tubes and the pressure values at the fracture moment: (a) cracked 2A12 aluminum alloy tubes and (b) fracture pressure.
Ultimate expansion ratio
The radius distribution of cracked 2A12 aluminum alloy tubes along the axial direction, that is, profile of bulging zone, is shown in Figure 6(a) for different external pressure conditions. In relation to the pole of bulging zone, the ultimate expansion ratio of tube (
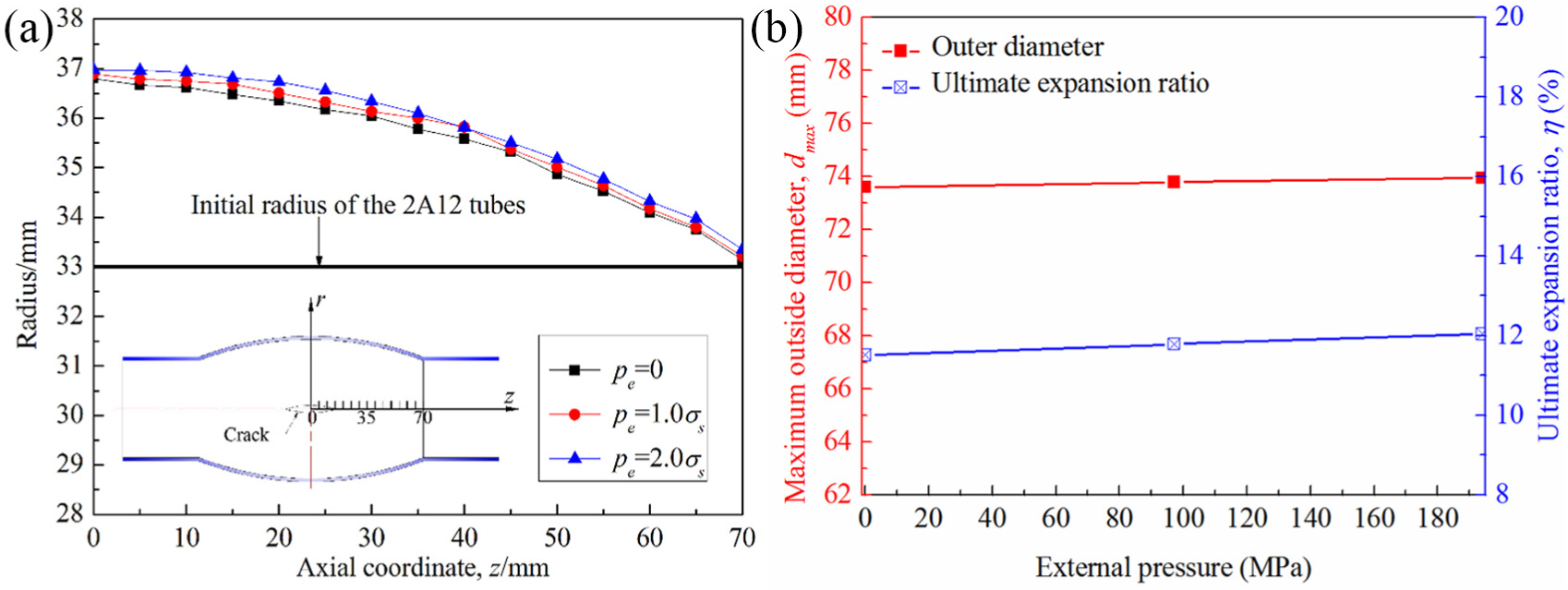
Effect of external pressure on profile of bulging zone and ultimate expansion ratio of 2A12 aluminum alloy tubes: (a) profile of bulging zone and (b) ultimate expansion ratio.
Wall thickness distribution
The initial 2A12 aluminum alloy tubes used in the double-sided hydro-bulging process have similar circumferential thickness distribution, as shown in Figure 7(a). Therefore, external pressure effect on the formability of the tube can be preferably picked out without the interference of initial thickness difference. Then these similar 2A12 aluminum alloy tubes were used to be hydro-bulged under different external pressures; Figure 7(a) and (b) gives the circumferential and axial thickness distribution, respectively. It can be found obviously that not only the thickness distribution trend but also the thickness values have almost no dependence on the external pressure.
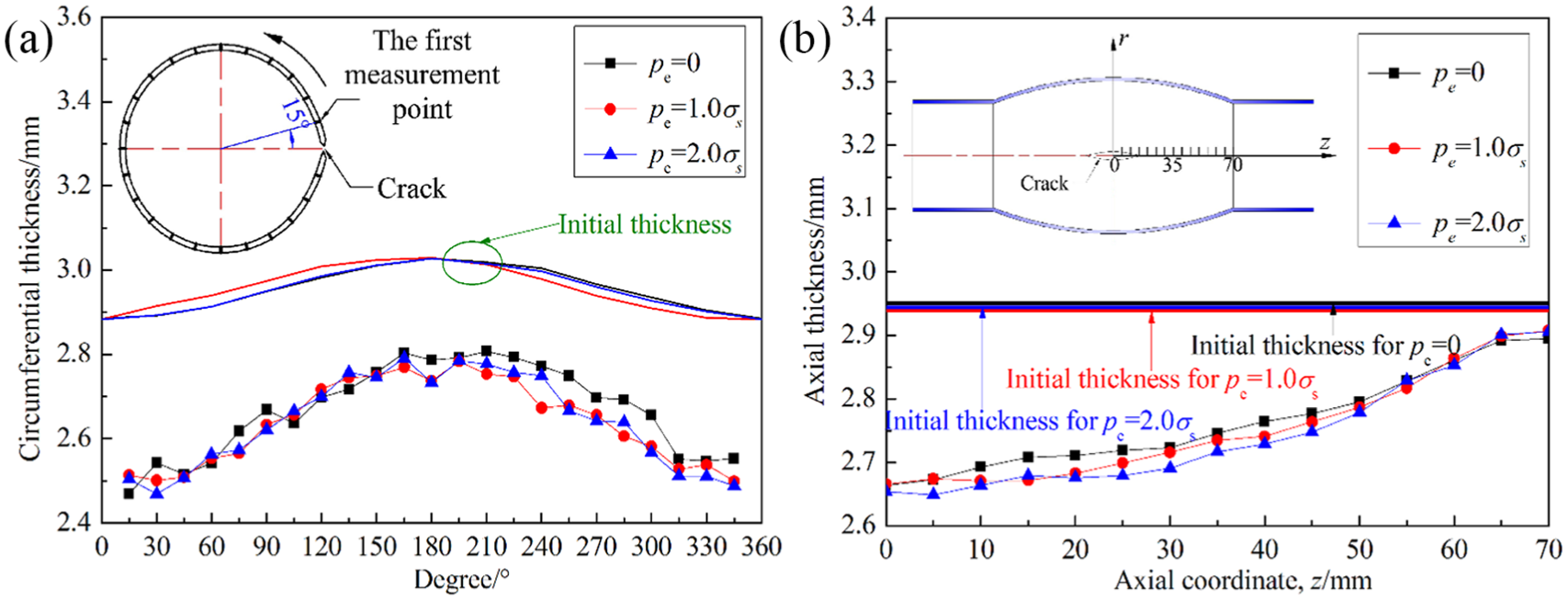
Dependence of thickness distributions of 2A12 aluminum alloy tube on the external pressure in double-sided hydro-bulging process: (a) circumferential thickness and (b) axial thickness.
Forming limit strain
Based on aforementioned results, the circumferential strain,

Figure 8 shows the forming limit of 2A12 aluminum alloy tubes calculated from equation (31) in the hydro-bulging process with different external pressures. Figure 8 gives us the information clearly that the critical equivalent strain of 2A12 aluminum alloy tube has no dependence on the external pressure. When 2A12 aluminum alloy tube was just hydro-bulged with the internal pressure role, its critical equivalent strain is 0.12196. Even if external pressures of 97 and 194 MPa were applied on the tube outside, its critical equivalent strains are only 0.12062 and 0.12558, corresponding to a slight decrease rate of 1.1% and a slight increase rate of 2.9%, respectively.
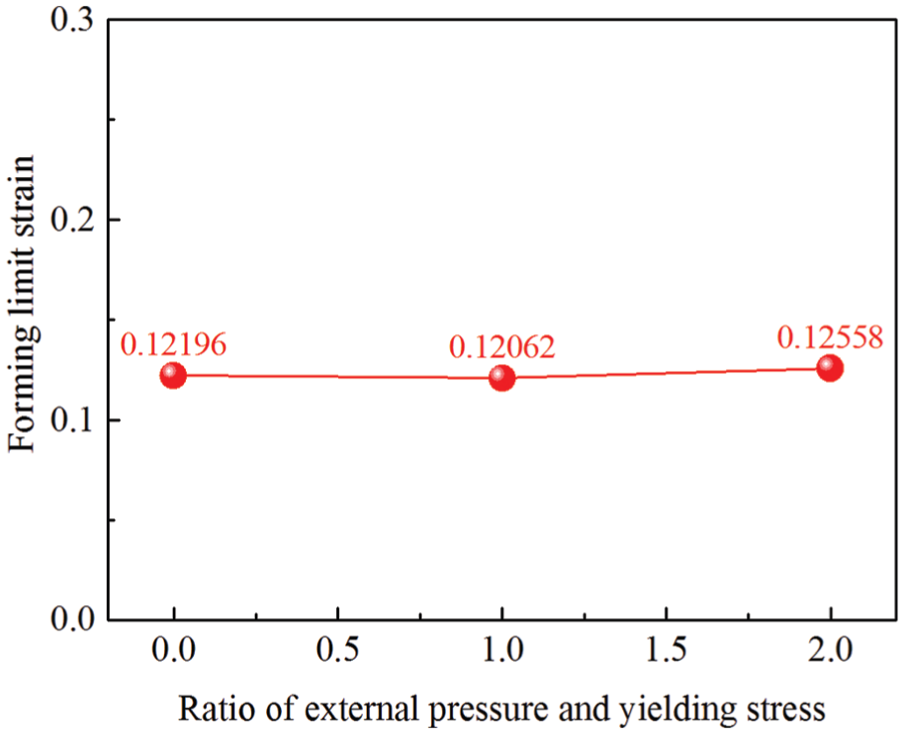
Forming limit of 2A12 aluminum alloy tubes under different external pressures.
Moreover, according to the equations regarding critical equivalent strain calculation given in equations (11) and (17), the forming limit strain can be calculated as 0.16166 or 0.17635 with the axial strain-hardening exponent of n = 0.280, which is bigger than the experimental value of about 0.12. This overestimation should be related with the anisotropic properties of the tube. In theoretical prediction, the deformed tube was assumed to satisfy the Mises yield condition. However, the actual tube is anisotropic, and its circumferential strain-hardening exponent n is different from that of the axial n = 0.280. Generally, the mechanical properties of the aluminum alloy tube along the circumferential direction are weaker than that of the axial direction. Moreover, in tube bulging process, the tubes are deformed under the bi-axial stress state or three-dimensional stress state. Under such complex stress state, the tube has a comprehensive hardening behavior compared with the axial uniaxial tension. This is because the circumferential property of the tube and the through-thickness normal stress are all considered in the tube hydro-bulging test under complex stress state. In a previous study, we have found that the strain-hardening exponent n of 5A02 aluminum alloy tubes obtained from double-sided hydro-bulging tests are all lower than that obtained from uniaxial tensile test of axial arc-shaped sample. 27 Assuming that this is analogous to the 2A12 aluminum alloy tube, the smaller n value under complex stress state will make the prediction result to get closer to the experimental values. Certainly, this article mainly focuses on whether external pressure has an influence on the forming limit of tubes.
Discussion
By summarizing the above results, it can be found that the verification experiments coincide exactly with the new theoretical insight into plastic instability of thin-walled tubes, both of which indicate that the external pressure has no improvement on the forming limit strain of tube when it was deformed under the double-sided pressure loads. However, as has been reviewed in introduction, previously proposed forming limit theory models with consideration of through-thickness normal stress found that the formability of sheet or tube can be improved obviously by the normal stress. Now, the inconsistency between our experimental results and the previously proposed forming limit theory models can be explained clearly based on the new theoretical insight into plastic instability of thin-walled tube in this article.
For the forming limit theory models published in other articles, such as in Jain and Wang, 8 the circumferential stress expression should be obtained from the force balance in the radial direction of the thin-walled tube. In relation to their investigation, force balance along the radial direction was expressed as follows

They simplified the above equilibrium equation based on the fact that

In addition, they assumed that

It can be found from equation (34) that their circumferential stress expression is very different from our new expression in equation (2). In their investigation, they thought that the tubes used in industry were both long and thin, so the item of thickness t was ignored in the equilibrium equation (32), and the radius of the tube was defined as the same value of r. Actually, for the element involved in the establishment of equation (32), the action area of the internal pressure is

Substituting the boundary condition,

Rearranging equation (36), it can be obtained that

It can be seen clearly that equation (37) has the same expression as equation (2) about the circumferential stress. So far, the contradiction between our experimental results in this study and the previously proposed forming limit theory models can be explained as follows: first, we are sure that the forming limit strain of tubes before necking occurrence is insensitive to the superimposed normal pressure, which is not only verified by the 2A12 aluminum alloy tubes in this investigation but also has been confirmed in the previous works on 5A02 aluminum alloy and 6063 aluminum alloy tubes;24,25 second, the reason that forming limit strain of tube can be improved dramatically by normal stress in the previously proposed forming limits theory models is because they all ignored the thickness item in the equilibrium equation; third, in fact, the normal stress has a gradient along the thickness direction from
Conclusion
In this article, the tensile plastic instability of tubes under double-sided pressures is further assessed based on the plastic instability theory, and then theoretical results are verified by the double-sided tube hydro-bulging experiment of 2A12 aluminum alloy tubes. The main conclusions can be summarized from this investigation as follows:
A further assessment of the plastic instability of thin-walled tubes in double-sided hydro-bulging process was proposed. Its conclusion gives that the external pressure has no effect on the forming limit strain of tube when it was deformed under double-sided pressures with fixed ends. Even when independent axial load is applied, the tube formability is still insensitive to the external pressure.
The new assessment of the plastic instability of thin-walled tubes was validated via the double-sided free hydro-bulging experiment of 2A12 aluminum alloy tubes. When external pressures of 97 and 194 MPa are applied on the 2A12 aluminum alloy tube outside, its critical equivalent strain only has a slight variation, respectively, which indicates that it is insensitive to the external pressure.
The contradiction between our results in this study (no external pressure dependence) and the previously proposed forming limit theory models (significant effect of external pressure) has been given a clear explanation. The reason that forming limit of tube can be improved dramatically by normal stress in the previously proposed forming limits theory models is because they all ignored the thickness item in the equilibrium equation.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study presented herein was financially supported by the Program for Changjiang Scholars and Innovative Research Team in University (No. IRT1229) and the National Natural Science Foundation of China (No. 50975061). The authors wish to express their gratitude to the funding.