
Abstract
Just-in-time manufacturing is a main manufacturing strategy used to enhance manufacturers’ competitiveness through inventory and lead time reduction. Implementing just-in-time manufacturing has a number of challenges, for example, effective, frequent and real-time information sharing and communication between different functional departments, responsive action for adjusting the production plan against the continually changing manufacturing situation. Internet of Things technology has the potential to be used for capturing desired data and information from production environment in real time, and the collected data and information can be used for adjusting production schedules corresponding to the changing production environment. This article presents an Internet of Things based framework to support responsive production planning and scheduling in just-in-time manufacturing. The challenges of implementing just-in-time manufacturing are identified first and then an Internet of Things based solution is proposed to address these challenges. A framework to realise the proposed Internet of Things solution is developed and its implementation plan is suggested based on a case study on automotive harness parts manufacturing. This research contributes knowledge to the field of just-in-time manufacturing by incorporating the Internet-of-Things technology to improve the connectivity of production chains and responsive production scheduling capability.
Keywords
Introduction
Manufacturing process need to be more smart and responsive not only for improving the quality but also for improving the operations.1–4 Just-in-time manufacturing strategy is widely adopted and implemented in production. The main objectives of just-in-time (JIT) manufacturing are to control the timeline of the production, delivery of products and eliminate the unnecessary time in all production processes; these achievements could result in small lot size, schedule stability, improved product quality, short setup time and efficient process layout. 5 JIT manufacturing requires manufacturers to handle tasks within very small time spans and therefore any uncertainty may cause big impact on production planning and scheduling.
Industry 4.0 has attracted great attentions due to the great benefits it potentially will bring. Internet of Things (IoT) is the key enabler of Industry 4.0. 6 The developed sensing and wireless network technologies in recent years have raised the possibility of incorporating IoT technologies into manufacturing process to enhance automatic decision and reaction for some situation. 7 Ding and Jiang 8 proposed a cyber–physical–social system based on IoT for personalised production. IoT technology can link the physical elements in manufacturing process, such as materials, work in progress (WIP), finished products, labour, machine and tooling, and acquire their status and performance timely so as to support production scheduling and manufacturing decision within continually changing manufacturing environment. However, what information to be collected and how those collected information can be used to help production scheduling in real changing manufacturing environment remain as an on-going research question. This article presents a research work on developing an IoT-based framework to enhance JIT manufacturing through addressing specific challenges in scheduling process in JIT manufacturing. Overall, the research work has achieved the following objectives:
To identify specific challenges of scheduling process in JIT manufacturing environment.
To design an IoT-based solution for tackling the identified challenges associated with JIT manufacturing in a selected case study.
To develop a dynamic production planning framework based on the designed IoT-based solution.
The rest of the article is organised as follows. In section ‘Literature review’, relevant research in the field of JIT manufacturing, manufacturing planning and scheduling, and application of IoT and radio frequency identification (RFID) techniques in manufacturing and scheduling are reviewed. In section ‘Scheduling process in JIT manufacturing’, challenges of dynamic scheduling in JIT manufacturing are identified. Section ‘Develop a dynamic scheduling framework’ details a dynamic scheduling framework developed based on a case study of automotive harness part manufacturing. Section ‘Develop implementation plan for dynamic scheduling framework’ suggests the implementation plan of the developed framework. Finally, conclusions are marked in section ‘Conclusion’.
Literature review
The literature review part is conducted on three aspects: (1) first, challenges of JIT manufacturing of today are summarised; (2) then, models of manufacturing planning and scheduling in the literature are reviewed; and (3) followed by review on recent application of IoT and RFID techniques in manufacturing and scheduling.
The challenges of JIT manufacturing
Jadhav et al. 9 identified and discussed some main challenges of JIT manufacturing. Based on the potential of using IoT technology to address them, some of those main challenges are depicted below.
Absence of a sound action or planning system
JIT manufacturing requires precise production planning and execution in all aspects and stages, so there is little time margin to tolerate potential error in real production. This requires the planner to be familiar with all process capabilities such as changeover times, changeover patterns and the real lead times of each product,10,11 which requires a high standard of manufacturing activities and a reliable and realistic planning system. Cai et al. 12 developed a prediction model to predict the next locations of work-in-process in the workshop. IoT technologies can be used for capturing real-time production data and information, for example, the availability of materials, operators, machine tools, tooling, jigs and fixtures, which makes it possible to find out timely the production variations against scheduled plans, and once a variation is detected, the production line can react in real time. By doing this, it saves the time and reduces the risks of disturbing the entire planned schedules with small time margin in JIT manufacturing.
Lack of information sharing or communication with stakeholders
Timely inter-organisational communication is important for knowledge sharing13,14 and is essential for JIT manufacturing, it can bring required information up to date whenever needed. 15 If any variation of the lead time or other key manufacturing parameters is not shared with stakeholders (e.g. customer, manager, planner and worker) in other departments in time, there would be no time to adopt mitigation plan, so potentially it will lead to delay of final product delivery. It is essential and feasible to establish a network platform based on IoT technologies between stakeholders in different functional departments, so that real-time information sharing for certain issues and updates can be realised.
Cross-functional conflict
The JIT manufacturing strategy requires close collaboration among functional departments. Destructive conflicts could derail the implementation of JIT manufacturing and communication gap among departments can be a major cause to that.16,17 Accurate data collected by IoT devices in real-time provide visibility to the real manufacturing process and other related business activities, and that could provide a transparent environment to avoid conflicts between functional departments, so that all stakeholders can understand the production needs and clarify the responsibilities and required actions.
Manufacturing planning and scheduling
Some research have been found for manufacturing planning and scheduling in the literature. Shahmoradi-Moghaddam et al. developed a scenario-based robust optimisation approach for a real-world flow shop with any number of batch processing machines. They assumed there are uncertainties associated with processing times and the size of jobs. The developed model has been tested and validated through Monte Carlo simulation. 18
Cheng et al. established comprehensive utility models considering energy consumption, cost and risk for involved stakeholders for resource service scheduling in a cloud manufacturing system. Four kinds of resource service scheduling modes, which are provider centred, consumer centred, operator centred and system centred, are studied; the system-centred cooperative scheduling method is developed for achieving higher efficiency and utility, on-demand use of decentralised manufacturing resources and capability services and so on. 19 Chan et al. constructed an integrated process planning system integrating design, process planning and shop floor scheduling by developing a conceptual framework for applying a multi-agent system. 20 Lin et al. proposed a global optimisation model for the manufacturing resources and capability allocation under the multi-centric architecture. The model relies on quantifying the availability and the collaborative cost of the manufacturing resources and capabilities. More balanced utilisation of the manufacturing resources and capabilities can be obtained through their case study. 21 Liu et al. researched on a quantum-inspired hybrid algorithm with the objective of minimum makespan for integrated process planning and scheduling problems in dynamic manufacturing systems. 22
Application of IoT in manufacturing and scheduling
Manufacturing scheduling is defined as ‘the process of assigning manufacturing resources over time to the set of manufacturing processes in the process plan’ by Shen et al. 23 In comparison with the scheduling process in conventional manufacturing system that is assessed by some standard single performance measures or bio measures, such as cost, energy and productivity energy,19,24,25 the JIT manufacturing is emphasised on JIT production and delivery, which means both earliness and tardiness are discouraged because the earliness will increase the inventory cost and leads to unnecessary waste in the production process while the tardiness will make late delivery that dissatisfies customers or sometimes even possibly violates contracts. 26
Research shows that IoT has been applied in manufacturing and supply chain management. For example, Geerts and O’Leary 27 demonstrated a way to establish an IoT-based supply chain model, which shows the advantages such as strong visibility, interoperability and practicality. Chen et al. proposed an radio-frequency identification (RFID)-based framework for real-time management of production operations. The framework allows enterprises to integrate RFID-based solutions into their information technology infrastructure and manufacturing environment. 28 Poon et al. 29 developed an RFID-based decision support system to monitor the status of manufacturing facilities in a shop floor in real-time. Wang et al. used RFID and Internet technologies for monitoring and control production systems within a manufacturing company. They developed a system with remote connection feature, which can monitor manufacturing progress in distributed environment such as supply chain. 30 Those researches show that the following functions can be realised by IoT:
To enhance vertical and horizontal collaboration in production.
To improve the visibility of production and supply chain.
To optimise assets utilisation and efficiency.
To realise certain level of self-decision-making function.
In the field of production planning and scheduling, application of IoT has been found. Guo et al. developed a system with remote monitoring and production scheduling functions in a distributed manufacturing environment based on RFID and cloud technology that meet actionable decision-making requirements in very short time with good extensibility and scalability. 31 It created a framework to collect real-time production records of machines and operators from shop floor to monitor the manufacturing progress in the plants within a labour-intensive manufacturing company and its suppliers. The collected information from the plants are analysed to generate manufacturing status report for different management levels to realise remote monitoring function. Meanwhile, the analysed data are utilised to support decision-making in manufacturing scheduling. Considering the features of the company studied in that research, there are three levels of scheduling process required: from company to plant, from plant to shop floors and from shop floor to specific assembly lines. The optimum-seeking process is designed to find out the optimal scheduling solution.
Zhang et al. established architecture to realise real-time scheduling and rescheduling through RFID technology and multi-agent design. 32 The architecture is connected to manufacturing resource planning (MRP) II system to get order information, while the machine agent is designed to manage and process the real-time data collected through RFID devices to meaningful information (real-time status of the machine side) used in scheduling process. The information generated by machine agent will be used in the capability evaluation agent whose function is to assign tasks to machines by process. The mechanism used here is to calculate the real-time capability ratio of each machine and agent will select the one with the highest ratio value to assign task to. The genetic algorithm is used to find out the optimum solution.
Zhong et al. considered another manufacturing planning and scheduling model in an IoT-enabled (RFID) shop floor environment. 33 The model is based on a two-level solution (manufacturing planning and scheduling), where planning refers to the task of sequencing the production order from customers while scheduling refers to the task of sequencing and assigning the jobs (broken down from the orders) to machines and operators. The RFID devices in the model are not only used for monitoring the production progress and the status of machines and operators but also for delivering the job information to operators.
Xing et al. designed a fair energy-efficient virtual machine scheduling method based on energy consumption data monitoring using IoT devices. Energy and fairness are analysed first, then a virtual machine scheduling is developed to improve the energy efficiency and fair resource utilisation. 34
IoT has also been versioned for the application in maintenance, particularly predictive maintenance. According to Selcuk’s 35 study, advances in information, communication and computer technologies, such as IoT and RFID, have enabled predictive maintenance to be conducted more efficiently with enhanced data collected in a time efficient manner. In addition, IoT, along with cloud computing, advanced computing, virtualisation and service-oriented technologies have been used by Tao et al. 36 to propose cloud manufacturing model for enhancing resource utilisation and reduce resource and energy consumption etc.
Despite the existing research on frameworks and architectures to collect real-time information from shop floor and generate scheduling solutions based on the collected information, the existing frameworks and architectures do not consider comprehensive manufacturing resources’ variability, for example, tooling, material logistic and one operator for n workstation scenarios. Studies have rarely been seen on the applications of IoT technology in dynamic scheduling during the production process while there are changes of customer orders. This article intends to develop a comprehensive dynamic scheduling framework in JIT manufacturing environment based on IoT technology.
Scheduling process in JIT manufacturing
General production scheduling process flow
General production scheduling process flow for a manufacturing company based on Enterprise Resource Planning (ERP) system for resource requirement management is shown in Figure 1.
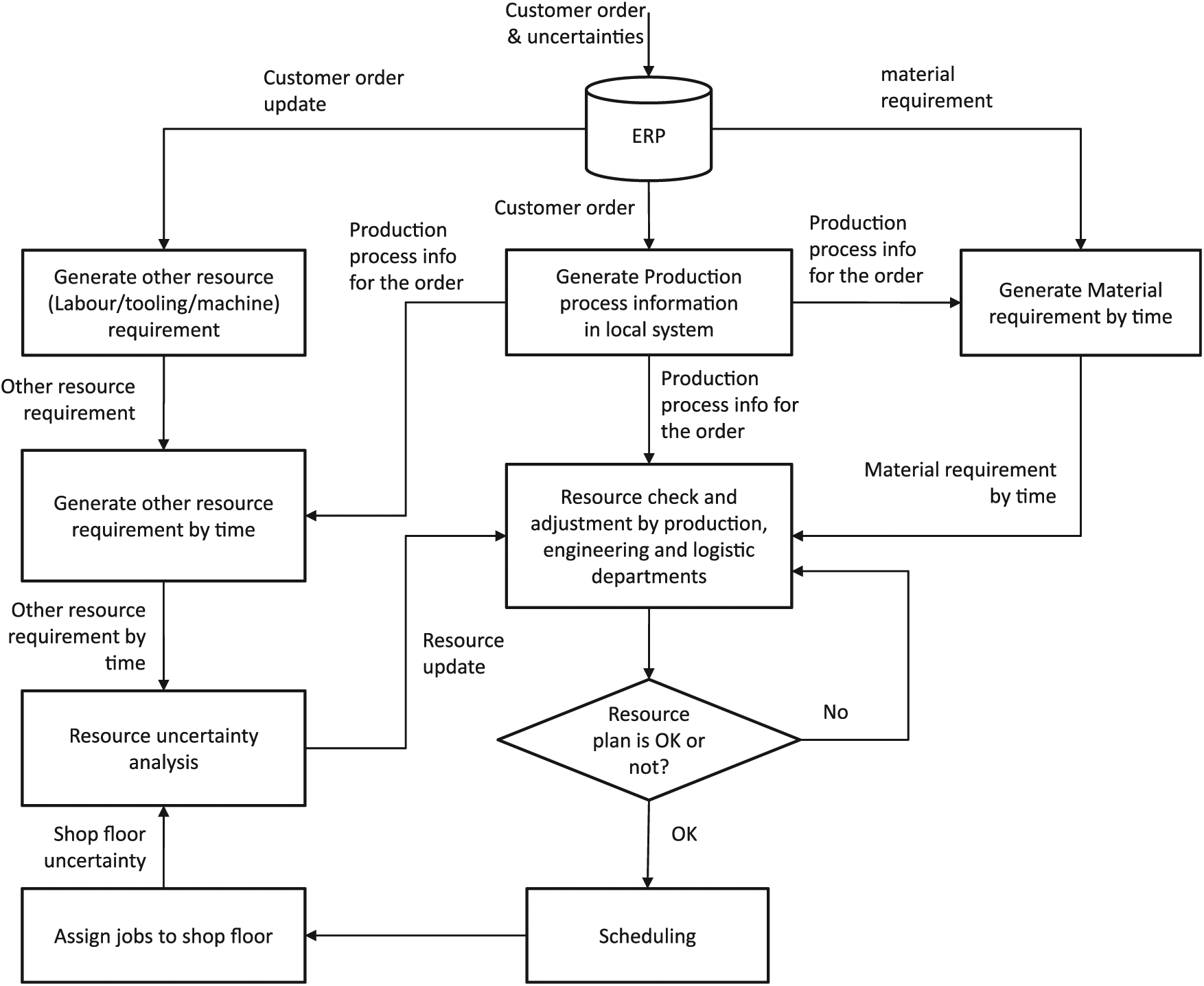
General scheduling process flow.
In Figure 1, the responsibility of ERP system is to receive customer orders and convert the orders to resource requirements. The ‘Generate other resource (Labor/tooling/machine requirement) requirement’ module is to generate resource requirements for the customer orders through local ERP/manufacturing execution system (MES) or manually (for manufacturing resources except materials). The ‘Generate resource requirement by time’ module refers to the sub-requirements for each production process with sequential order of process steps. ‘Generate production process information’ (required resources for each process, standard holding time for each resource, etc.) needs to be broken down to the general resource requirements for each individual process step and time slot. The ‘Resource check and adjustment’ process checks the availability of those required resources in real time, and the production schedule is created if the resource plan could meet the production requirements for a customer order. The broken-down schedules by process and time slots are assigned to the machines and operators by a local IT system or using hard copies format.
During production, status of planned resources may vary for various reasons. The main reasons of them are the customer order change and resource availability change. Customer order change may include the changes of order due date, volume and product ID. Resource availability change may be caused by machine breakdown, labour unavailability and so on. The resource check process would be triggered whenever there is an update on resource availability.
Challenges and impact of scheduling in JIT manufacturing
In addition to the main challenges of JIT manufacturing Jadhav et al dissussed, 9
some further challenges and associated impact exist in the scheduling of JIT manufacturing, as given below.
Inefficient resource checks and schedule process
There is high possibility to re-schedule the orders due to various reasons, and the rescheduling process could have several departments involved for complex orders and it takes time. Furthermore, the extra time caused for rescheduling could challenge the small time margin of JIT manufacturing.
Risks in on-time material delivery from suppliers
Successful implementation of JIT manufacturing relies on on-time material delivery from suppliers because there is no or very little material inventory and it needs more material delivery in small batches. It could take long time to develop alternative suppliers to meet the requirements if existing mature suppliers are no longer able to deliver the materials on time.
Cross-function conflict
Production scheduling process is a cross-function process because it needs to consider the requirements from customer order and the progress and availability of various resources, such as materials, labours and machines, tooling and fixtures. Several departments are normally involved in the scheduling process. Sometimes there are conflicting interests or target between different departments, and this conflict can be amplified sometimes, and poor communication between departments and process transparency could make it even worse.
Develop a dynamic scheduling framework
For developing a dynamic scheduling framework, a case is selected based on an automotive component manufacturer who produces harness parts. Its manufacturing process is shown in Figure 2.
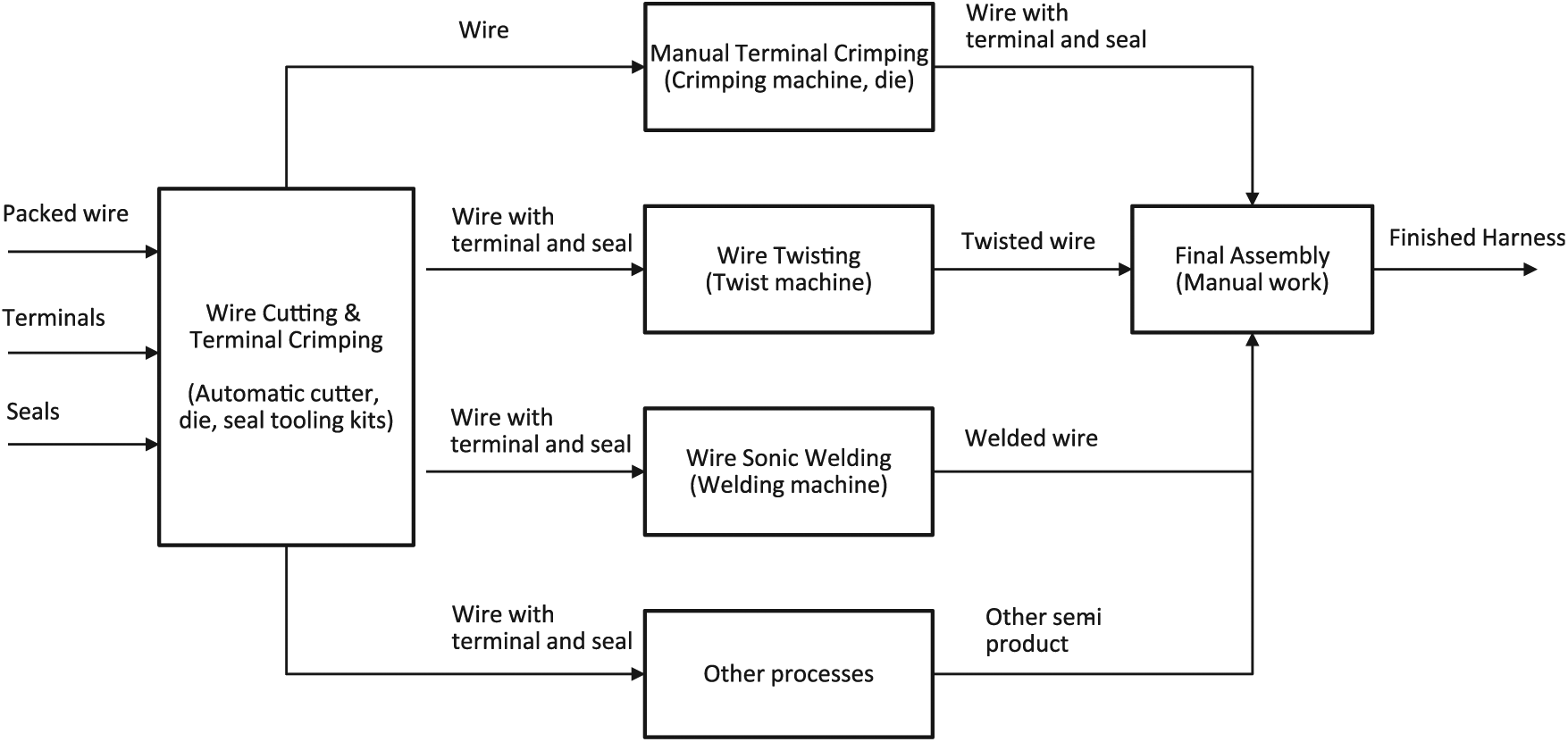
Production process of vehicle harness.
The company has been implementing the JIT manufacturing system for nearly a year. The company’s main customers and providers also have implemented the JIT system so that this company can receive small batch order in more frequent basis. The company orders required materials in two ways: common materials are ordered in big batch and build up inventory in the plant, while other materials are ordered when customer order is received and inventory of required materials is low in the plant. Both types of ordered materials are transported by lorry. The suppliers deliver materials by package, same type of materials use the same type of containers with the same package volumes and quantities. Most production processes (as seen in Figure 2) within the company are machine based, and some processes require tooling such as dies, and fixtures etc. The tooling are stored in the tooling centre when they are not used, and they are delivered to the machine when required (one tooling can be shared by multiple machines). The machines require operators to operate, and some machines can share operators. The operators’ skills are certified by the company and recorded in the labour skill database. The database also stores the match between operators’ skills and specific machine tools and manufacturing processes. The company uses ERP system for material planning and local system as MES. The ERP system stores the customer order (product ID, volume, due date), supplier information, latest bill of material (BOM) and convert the received customer order to requirements for required materials. The production process information are stored and maintained in the local system. The assigned schedule is loaded and stored in the local system and the system can send the breakdown schedules to the individual machines and the operators’ PDAs. The local system installed in a machine tool has the function of monitoring the jobs progress on it.
For developing a framework to carry out dynamic scheduling for JIT manufacturing, the following functions have been identified to be needed based on the selected case study of harness manufacturing: automatic and accurate resource check and update, timely material delivery status sharing between the company and suppliers, timely resource and scheduling information sharing among departments within the company.
An IoT technology based framework has been established by adding two additional functional modules to the original scheduling system in the local system. The two added modules are (1) the real-time resource status monitoring module and (2) the dynamic scheduling module. In relation to the two added modules, the process ‘generate the resource requirement by time’ needs to be updated to an automatic process. The established dynamic scheduling framework is illustrated in Figure 3.
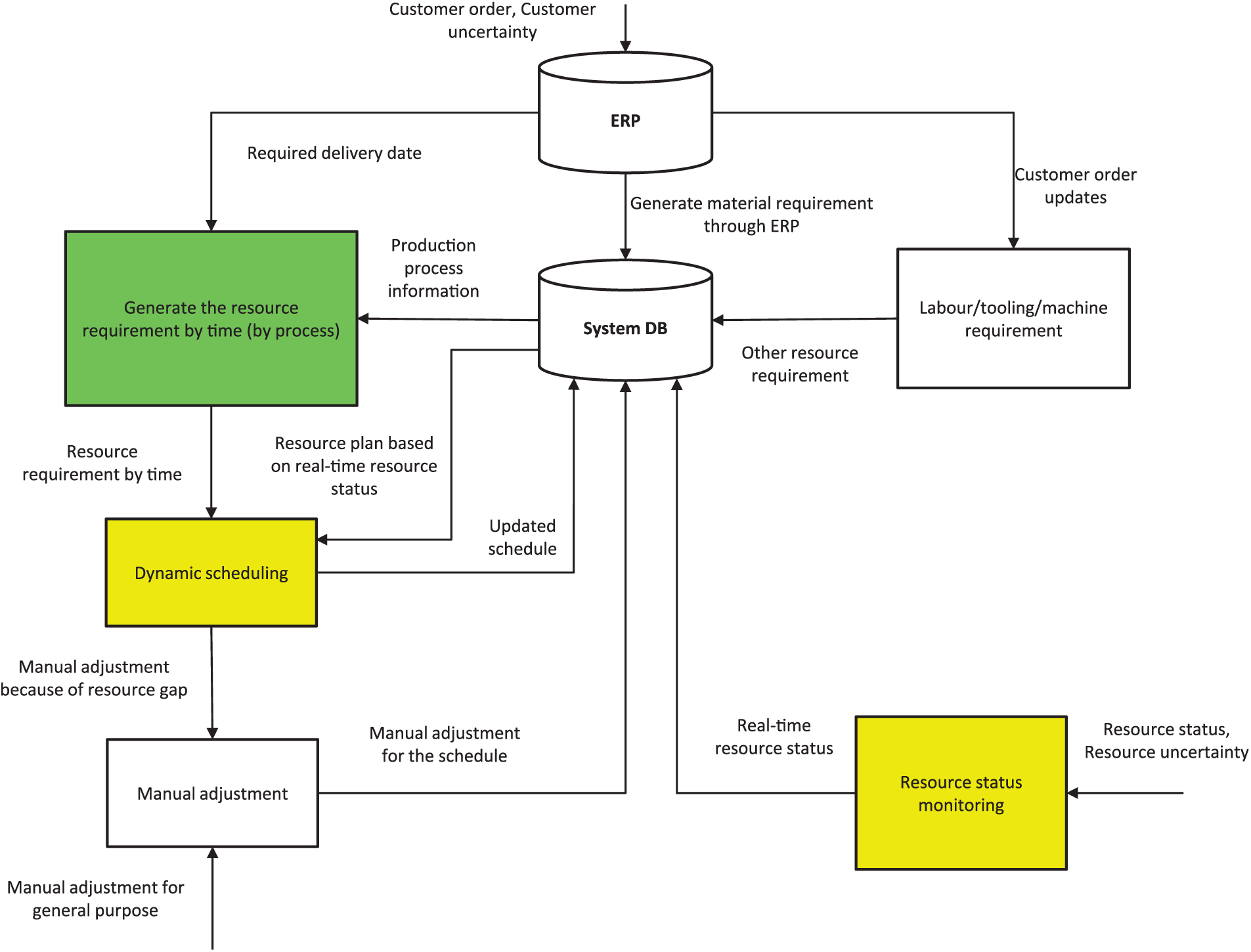
Dynamic scheduling framework.
The specific information required for dynamic scheduling in JIT manufacturing is identified as given below:
Actual production cycle time by process. The production cycle time of each process is captured by machine via recording the process start and end time, and the cycle time is updated in real time and stored in the database of local system.
Machine status. The local system identifies the machine status as Idle (no job allocated and the machine indicates it is not running), Stop (have job allocated but it is not running) or Running, and the local system provides interfaces to operators for identifying and indicating reasons for machine stops such as changeover, maintenance or breakdown.
Tooling status. All the tooling are stored in the tooling centre in the plant when they are not used. The possible locations of tooling are in tooling centre, on machine or in delivery. RFID devices are used to identify the location of tooling (RFID tags are attached to the tooling), and the tooling status can be indicated by operators via RFID devices. RFID readers are installed on machines, and tooling can be detected when they arrive at the machine. RFID readers are installed in the entrance and exit gates of the tooling centre and are used to detect if a tooling is in the tooling centre.
Material delivery status. Monitoring material delivery status requires cooperation with suppliers. A RFID-based solution can be set in transportation lorry to capture material delivery status. The solution includes the following: label the packages with RFID tag (each tag has unique identity number) before loading them onto the lorry; set corresponding relation of material ID and RFID tag ID in advance, and send them with the material order ID and package size to the local system of machine within the manufacturing company once the loading is finished; install a global positioning system (GPS)-enabled personal digital assistant (PDA) (being able to connect to 3G/4G wireless network) on the lorry; and install a RFID reader on the lorry and connect the reader to the PDA so that the PDA can get information from RFID reader in real-time. Using this RFID-based solution, the PDA get the RFID tag ID through RFID reader; the GPS tracker in the PDA generates real-time location of the lorry; the location and material information in the lorry can be obtained by the PDA. This collected information can be sent to the local system through 3G/4G mobile network. The local system can generate the estimated arrival time of the required materials based on real-time weather and traffic condition. The mean time for unloading, inspection and moving packages to shelf are added on top of the arrival time to estimate the materials’ ready time.
Labour status. The production operators can work in different machines. RFID readers are installed on each machine and RFID tags are attached to operators’ identity cards. The local system can detect if an operator is in front of a specific machine. By accessing the RFID readers, the production scheduling system could identify if specific operators are in Idle or in Working status. Operators’ Rest status can be detected when their worn identity card passes a RFID reader in rest zones. If an operator is not detected in either of the areas mentioned above, and there is no records of his/her leave in the local system, the status would be indicated as ‘absence’.
In order to achieve dynamic scheduling using the collected information, a real-time resource status monitoring module and a dynamic scheduling module need to be developed.
Real-time resource status monitoring
For real-time resource status monitoring, two applications named as ‘resource status report’ and ‘resource status monitoring interface’ need to be developed, they are shown in Figure 4.
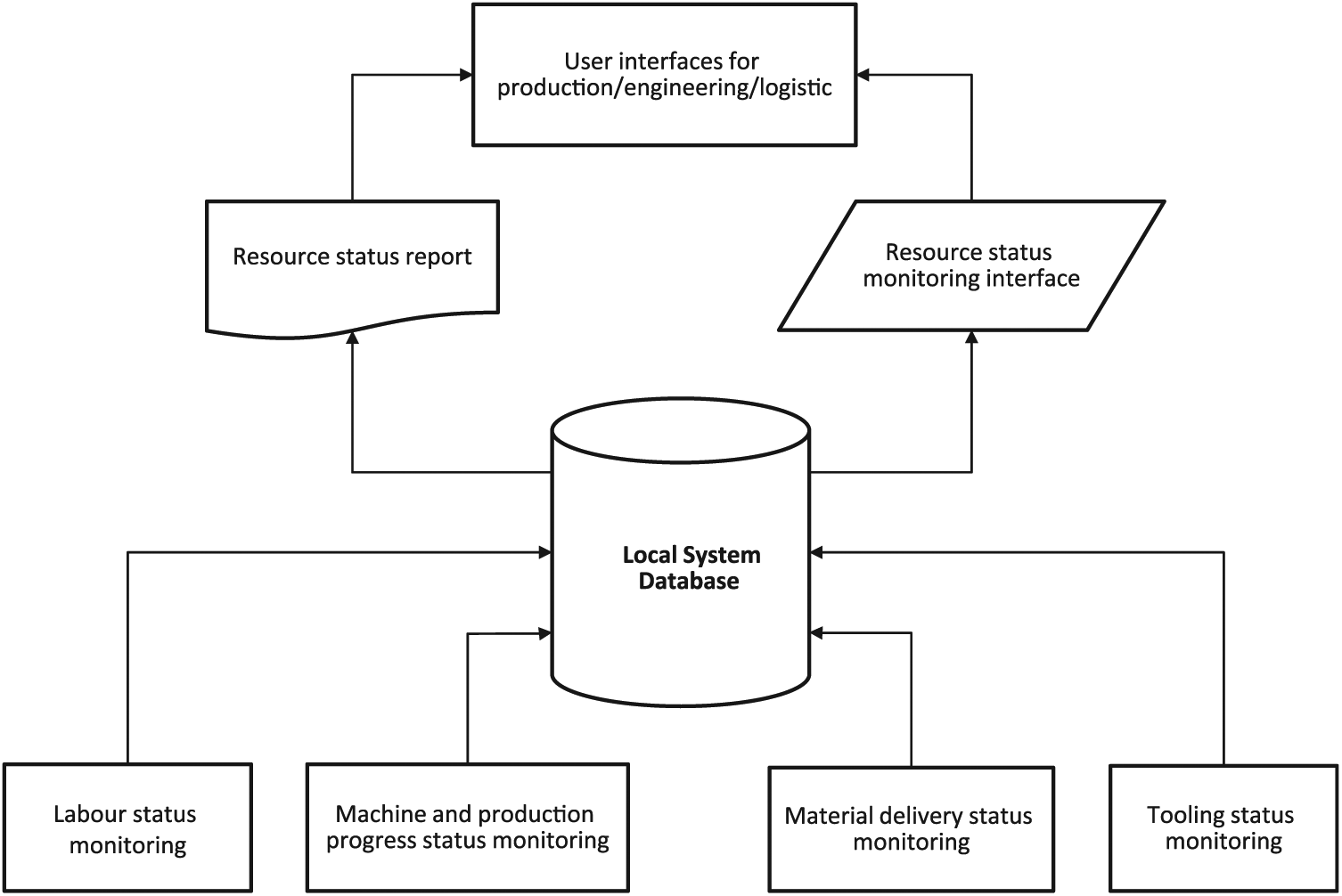
Real-time resource status monitoring module.
The collected resource status, such as labour status, production progress status, materials delivery status and tooling status, would be uploaded to database in the local system. A ‘resource status report’ can be generated by local system based on the collected resource status. By analysing and processing the collected resource status, more information can be obtained such as machines’ average cycle time and down time. A ‘resource status monitoring interface’ is provided on web to allow different users to find the collected data from shop floor easily.
Dynamic scheduling
The dynamic scheduling and the automated ‘generate resource requirement’ process are illustrated in Figure 5.
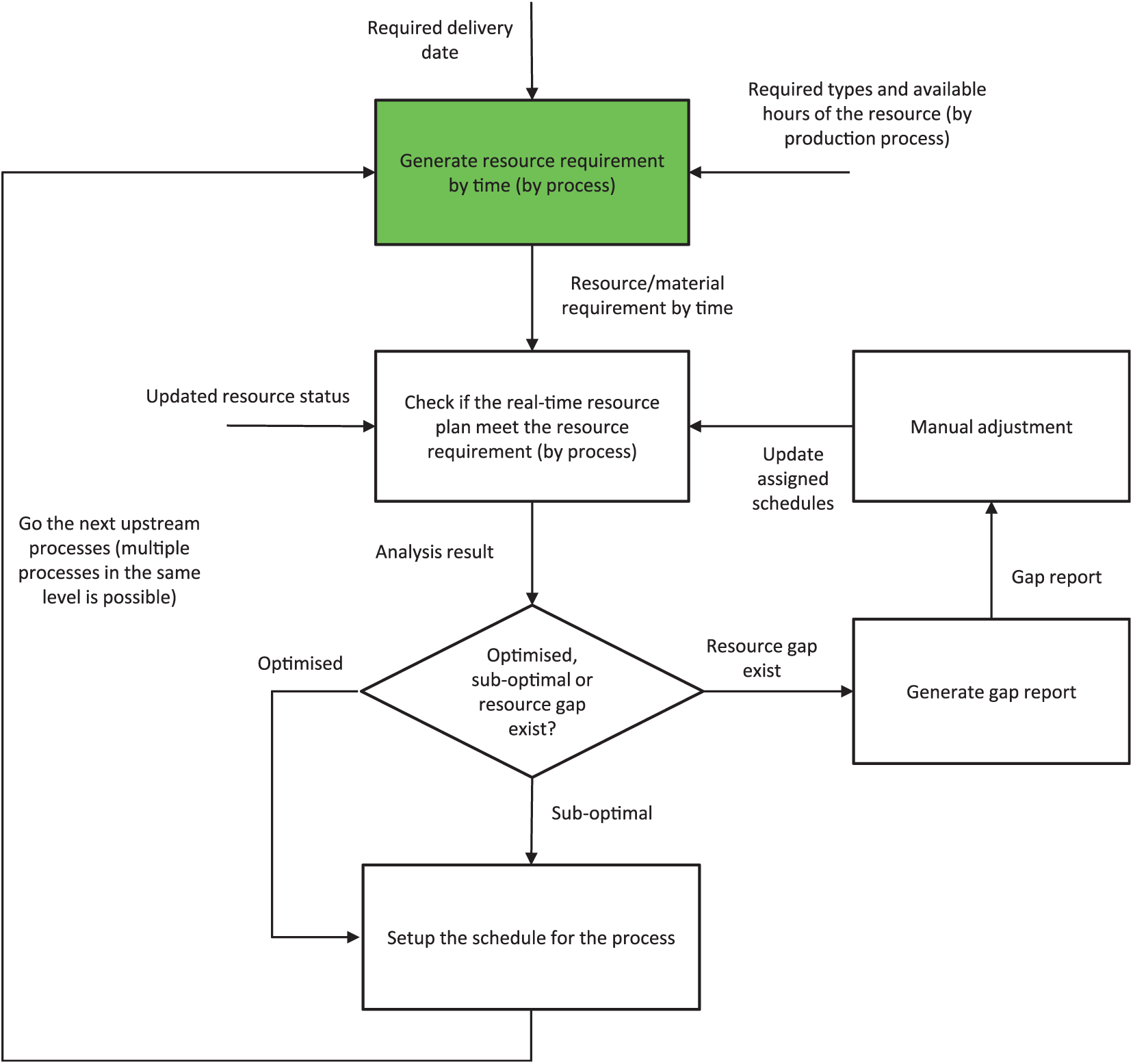
Dynamic scheduling module.
‘The required delivery date (time)’ is given by the customer order information in ERP system, and the ‘required types and available hours of the resources’ refer to two important data sets:
Required resource type: type of resources a customer order requires, for example, type of machine, material ID and tooling ID.
Required available hours: the holding time of required resources for a production process, for example, production process ‘x’ may need machine A for the first 2 h and tooling ‘B’ for the 0.5 h from the beginning of production.
These two data sets can be provided by the production process information in the local system database.
In Figure 5, ‘Generate the resource requirement by time’ process is to generate requirements for resource (materials, machines, labours and tooling) per time slot, which are the baseline being checked against by automatic resource check module. This automatic resource check process is explained as below.
The required start time of the last production process step is calculated based on the ‘required delivery date (deadline) and the standard operation time’ of that production process, consequently the holding time of required resources for that process can be calculated in the format as shown in Table 1. The materials do not have end time in Table 1 means that they are consumables, but they still have associated start time as they are needed for starting a particular production process.
Normalised required holding time for resources.
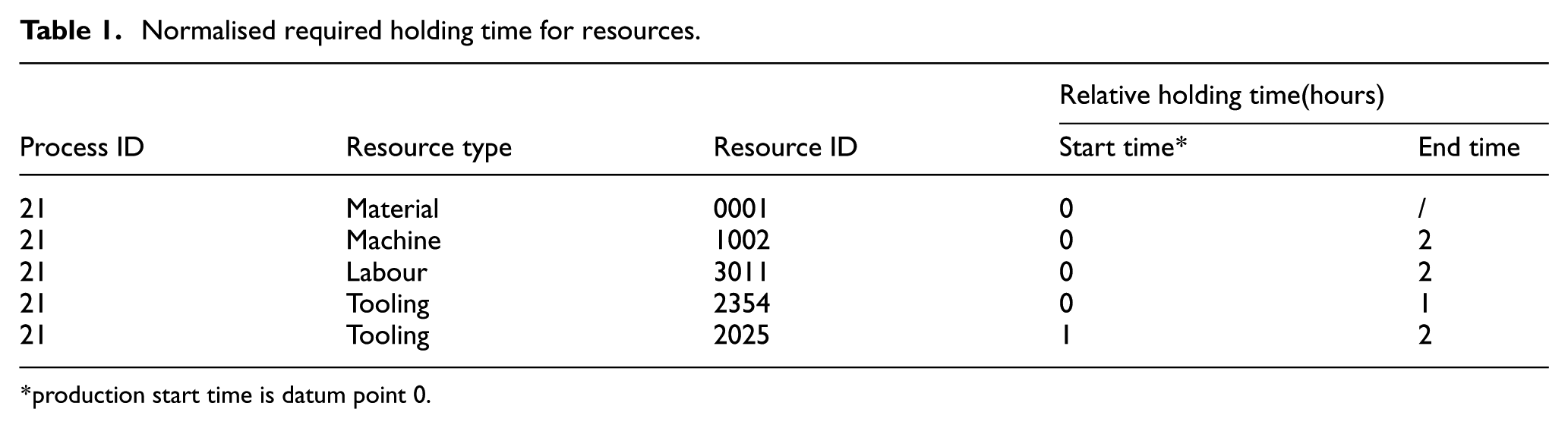
production start time is datum point 0
The required delivery date (deadline) and the relative holding time identified above are used for working out the resource requirement by time for the last scheduled production process as presented in Figure 6.
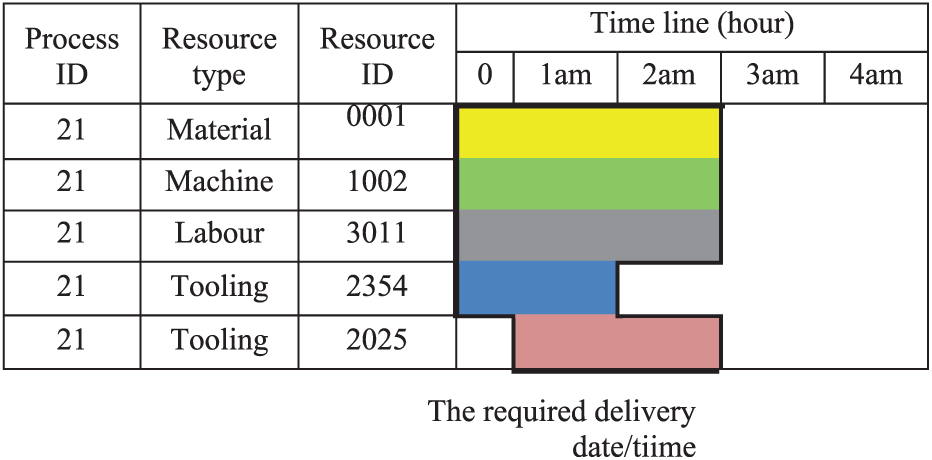
Resource/material requirement by time.
In Figure 6, the resources holding time is outlined in black, when the right side of the outline touches the delivery time, it means that combination is the optimised schedule, which means a JIT production (no tardiness and no earliness). If the actual resource plan does not fit into the optimised schedule plan, the last production process could start earlier, which moves away from the required delivery time but still have the same resource requirement.
For the rest of processes planned for a customer order, ‘the required finish time’ depends on the downstream processes, which means those processes can only be scheduled when the downstream processes have been scheduled. The last process always needs to be scheduled first.
The process ‘Resource check and schedule set’ would generate/update resource plan and compare it with the resource requirement. If the comparison shows the resource plan meets the requirement for a planned production schedule, the production schedule would be set. To update the resource plan based on the real-time resource status and the latest version of schedule assigned to shop floor, it needs to breakdown production schedule to individual process schedules and compare the real-time progress of the individual process to the assigned individual schedule. The resource/material plan is updated based on the comparison results. An example of the updated resource/material plan is shown in Figure 7 in contrast with the original resource/material plan shown in Figure 6.
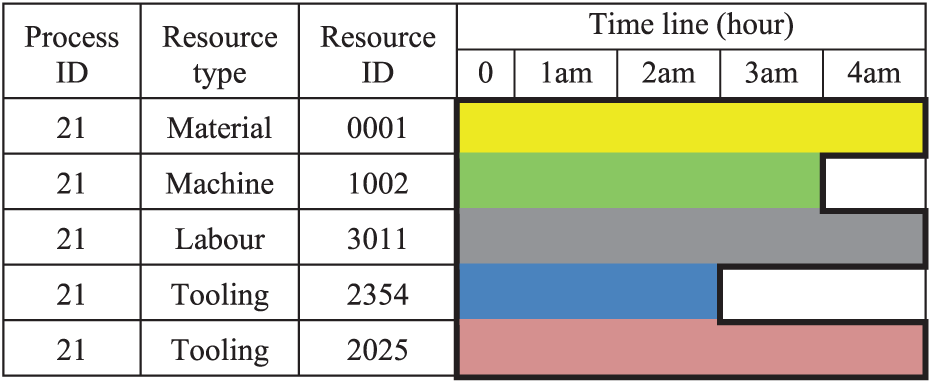
Real-time resource/material plan.
A gap report is generated based on the resource gap found out in the resource check process. The local system would send mails to relevant employees in different departments if the gap report is updated.
Once the gap report is sent, relevant people need to react to it immediately, possible reactions include the following: adjust the assigned schedule to make the resource plan fit into the resource requirement by a schedule or adjust the working hours of machine and labour to make them available for the requirements of the planned process.
As received orders from customers may change, modification of orders will be needed and recorded in the ERP system. The ERP system would send updated orders to the local system. Related operators would receive a reminder from the local system and they need to decide whether the system should recognise the order as a brand new one that can be assigned a new schedule (normally old version order does not start production in this case) or they just manually adjust the corresponding orders (could adjust them in process level). Resource status can be updated in real-time using resource status monitoring module. When a change of resource plan has been detected, the resource check process would be triggered to check if there are resource gaps and the assigned schedules need to be updated.
Develop implementation plan for dynamic scheduling framework
Implementation plan
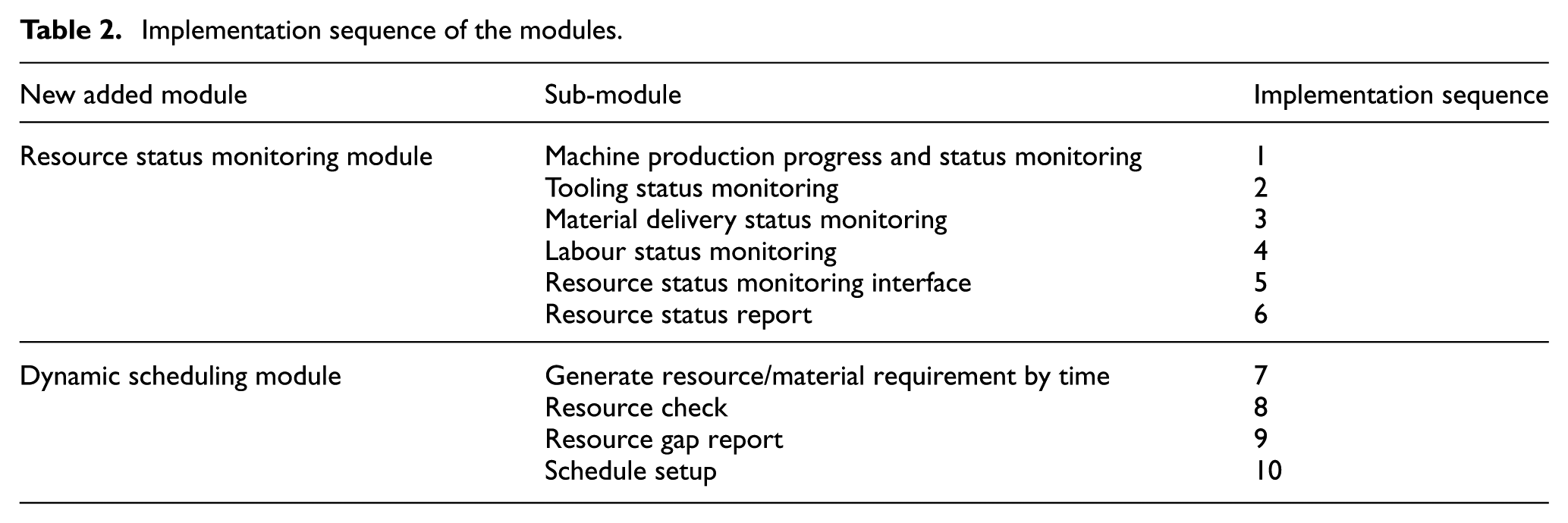
In the dynamic scheduling framework, the real-time resource status monitoring module should be implemented first because its output will be needed by dynamic scheduling. The implementation plan for other modules is based on three factors – easiness of implementation, benefit brought by the modules and the relations between those modules (if any module is the precondition of other modules). Implementation sequence of the functional modules within the framework is recommended in Table 2, potential users may adjust priority to suit their specific business requirements.
Implementation sequence of the modules.
Mitigation of implementation challenges
As the dynamic scheduling framework is vital for the production process, some challenges may occur after implementation, and mitigation plan is needed to reduce risk and enhance efficiency.
To reduce risk, backup plan should be in place for deploying the dynamic scheduling framework, so that if the implementation incurs any problem, the company can switch back to the original manual scheduling system. Backup plan requires the system to be able to recover important data. Troubleshooting documents should be provided in shop floor in order to solve potential occurring problems quickly, and clear contacts should be provided along with the troubleshooting documents.
To enhance efficiency, top management commitment is crucial. All users of the dynamic scheduling framework are encouraged to identify potential problems and suggest improvements. Adjusting performance measurement for involved stakeholders needs to be considered for implementing the dynamic scheduling framework as part of a change management within the business.
Conclusion
An IoT technology based dynamic production scheduling framework has been developed for JIT manufacturing environment based on a case study on vehicle harness manufacturing. Specific challenges of scheduling in JIT manufacturing have been identified. The dynamic scheduling framework is developed based on the original local MES system with adding two additional functional modules, that is, real-time resource status monitoring module and dynamic scheduling module. The developed framework can react to the dynamic changes with customer orders, production progress and availability of required resources so as to allow manufacturers to adjust planed schedules during production to maximise the production outputs with limited resources. An implementation plan for deploying the dynamic scheduling framework is developed based on the consideration of easiness of implementation, benefit brought by the proposed modules and the relations between the modules.
The future work followed this research will include building a dynamic scheduling system prototype, simulating and testing it on selected JIT manufacturing cases studies.
Footnotes
Acknowledgements
The authors thank Dr Yiyong Xiao from School of Reliability and System Engineering, Beihang University, China, for his valuable suggestion, contribution and inputs for revising the article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.