
Abstract
In the last 30 years, the concept of manufacturability has been applied to many different processes in numerous industries. This has resulted in the emergence of several different “Design for Manufacturing” methodologies which have in common the aim of reducing productions costs through the application of general manufacturing rules. Near net shape technologies have expanded these concepts, targeting mainly primary shaping process, such as casting and forging. The desired outcomes of manufacturability analysis for near net shape processes are cost and lead/time reduction through minimization of process steps (in particular cutting and finishing operations) and raw material saving. Product quality improvement, variability reduction and component design functionality enhancement are also achievable through near net shape optimization. Process parameters, product design and material selection are the changing variables in a manufacturing chain that interact in complex, non-linear ways. Consequently, modeling and simulation play important roles in the investigation of alternative approaches. However, defining the manufacturing capability of different processes is also a “moving target” because the various near net shape technologies are constantly improving and evolving so there is challenge in accurately reflecting their requirements and capabilities. In the last decade, for example, computer-aided design, computer numerical control technologies and innovation in materials have impacted enormously on the development of near net shape technologies. This article reviews the different methods reported for near net shape manufacturability assessment and examines how they can make an impact on cost, quality and process variability in the context of a specific production volume. The discussion identifies a lack of structured approaches, poor connection with process optimization methodologies and a lack of empirical models as gaps in the reported approaches.
Introduction
Manufacturing industry is constantly challenged to evolve in response to changing markets and social needs. Although for many years the reduction of costs was the only goal, the growing demand for lower impacts on the environment has also started to drive manufacturing to improve processes in terms of their sustainability and waste. Consequently, the social (rather than economic) demand for the efficient use of resources is emerging as a business opportunity where highly efficient operations in terms of energy and materials will also meet regulations and enable access to high value markets.
Given this context changing manufacturing methods is frequently a necessity rather than simply an opportunity to improve profits. The continuous investigation of cost reduction and production improvement technologies has led to the emergence of a generic class of manufacturing technologies known as near net shape (NNS) that can be the key to lean and green enterprises.
Essential NNS processes aim to create semi-finished products that are as close as possible to the desired final geometry and technological characteristics (e.g. surface finish, hardness). Thus, the objective of NNS is the elimination, or reduction, of finishing steps (e.g. machining operations, heat treatments) and the minimization of raw material usage (e.g. reductions in scrap and wastage). NNS technologies can be seen as a component of a lean manufacturing approach where variations in the overall manufacturing process, part design and material choices are driven by the desire to reduce waste. Indeed, a virtuous circle of impacts can result from reductions in material waste, for example:
Reduction of machining steps or the merging of several individual components in a single part can result in a shorter process chains that both lower variability and, consequently, increased quality.
Reductions in fabrication and assembly operations reduce the opportunity for errors and so results in lower scrappage rates.
In other words, it is clear to any manufacturing engineer that the reduction of lead-times and waste through appropriate technologies produce many collateral advantages beyond the basic savings. NNS as a distinct subject has its roots in the design for manufacturing (DFM) work of Boothroyd and Dewurst 1 in the 1980s. Their pioneering work on a systematic approach to design for assembly (DFA) directly influenced subsequent approaches to the improvement of process efficiency. For example, Ishii et al. 2 developed a design for injection molding (DFIM) system which was directly implemented in computer-aided design (CAD) system. The knowledge-based system was able to screen drawings associated with mechanical components and apply DFIM rules to make suggestions to tailor their shapes for injection molding. Many other authors have reported the implementation of similar DFM codes in CAD/computer-aided engineering (CAE) system. Following Tateno, 3 Hwang and Stoehr, 4 Mathur et al., 5 Doege and Thalemann, 6 and other pioneering studies, Altan and Miller 7 were the first to clearly define the aims and boundaries of NNS design. They first discuss the conceptual design stage where “A feasible part/process design is not achieved until a balance is achieved among functional requirements, production volume, part geometry, process capabilities, material properties, tooling requirements, equipment requirements and other factors.” Many alternatives need to be explored in this phase, responding to every “what-if” question, but, they suggest, it is at the detailed design stage, “design for manufacturability” needs to be evaluate. Altan and Miller 7 define three possible forms of manufacturability evaluation:
The modifications, or evolution, of a design after the specific combination of material and manufacturing of material and manufacturing process is defined.
The evaluation of several potential candidate process/material combinations when the component design is fixed.
The re-design of a part for a new manufacturing process.
However, importantly, the authors assert that all these scenarios can be interpreted as “requiring a process which will start with an initial representation of the design and then transform it, if necessary, into another part which meets all of the functional requirements and can also be produced.” 7 This insight is fundament to all NNS methodologies reported in the literature surveyed by this paper surveys. The resulting summary charts the evolution of NNS concepts across the last 25 years. The overall objective is to define streams, or patterns, in the research and identify the principal and most effective approaches to the investigation of NNS processes.
Scoping the literature review
Table 1 details the searching strategies for the selection of NNS papers included in this survey. A number of different search terms and screening approach were employed. A broad search was followed by a process of abstract verification that allowed the scope to be limited to papers and articles related to metal manufacturing processes.
Articles searching and selection strategy.
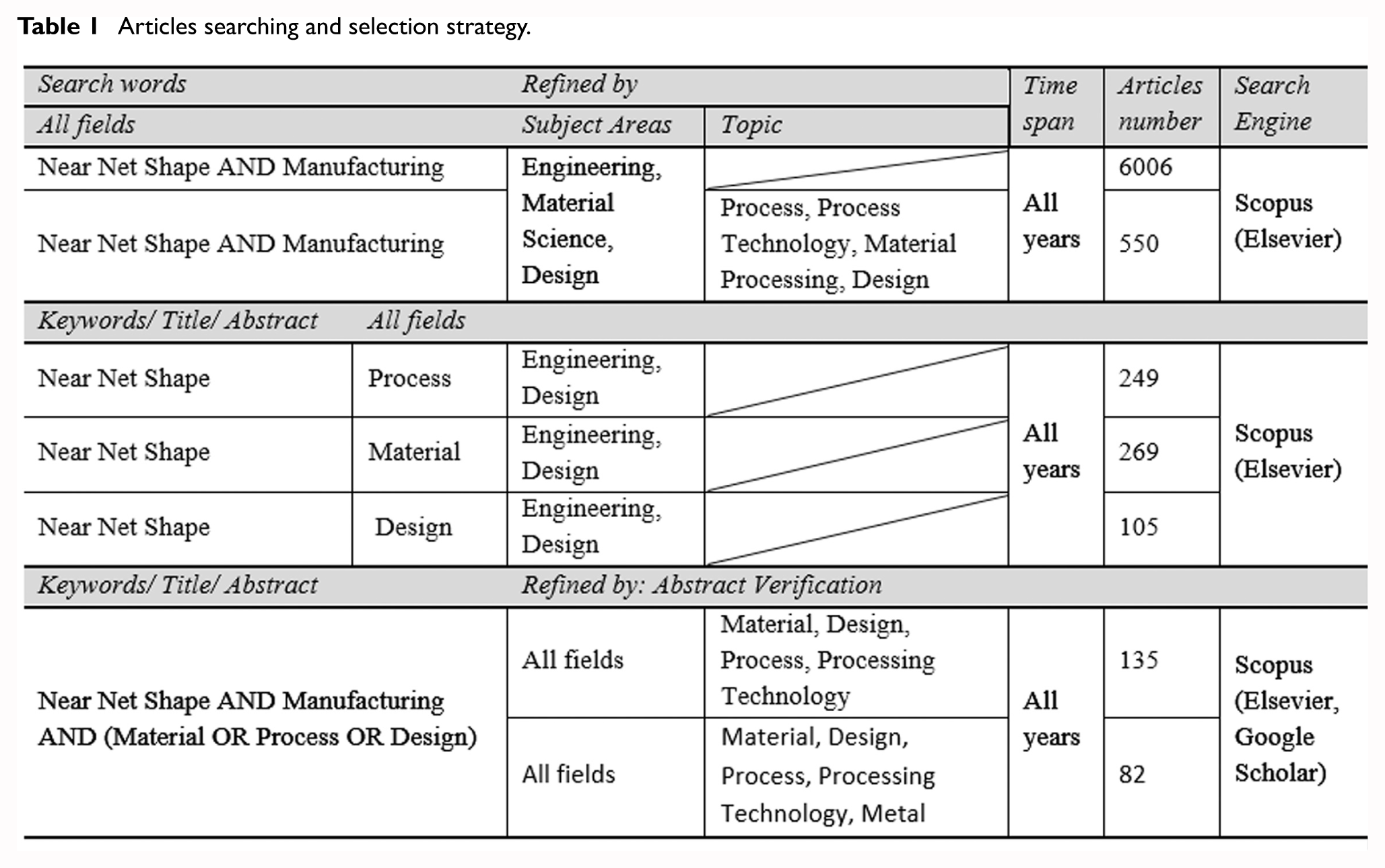
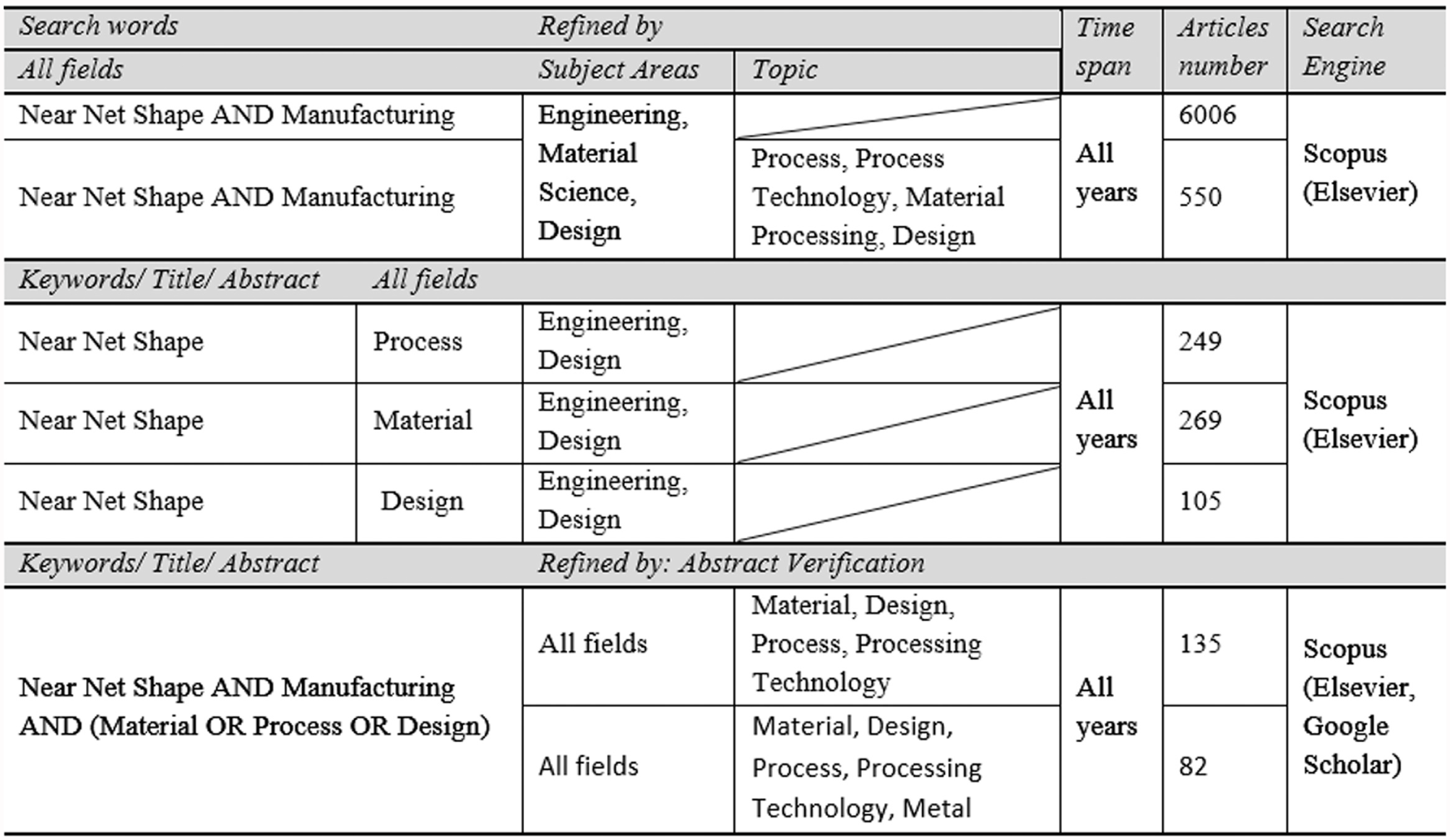
Figure 1 illustrates the rate and focus of NNS research reported over the last 30 years. Since the peak of NNS research activity (between 1995 and 2005), the variety of materials under investigation has dramatically increased. The cost of composites and ceramic components appears to have motivated much of this recent work. Similarly, industries that use titanium, or complex metal alloys, have provided easiest justifications of NNS approaches and allowed the subsequent spread of successful applications to other, less costly, materials. Only a few NNS investigation relating to exotic materials, such as rhenium and amorphous alloys, have been published. Given the high costs of such metals, it is likely that commercial confidentiality has restricted dissemination of this work.
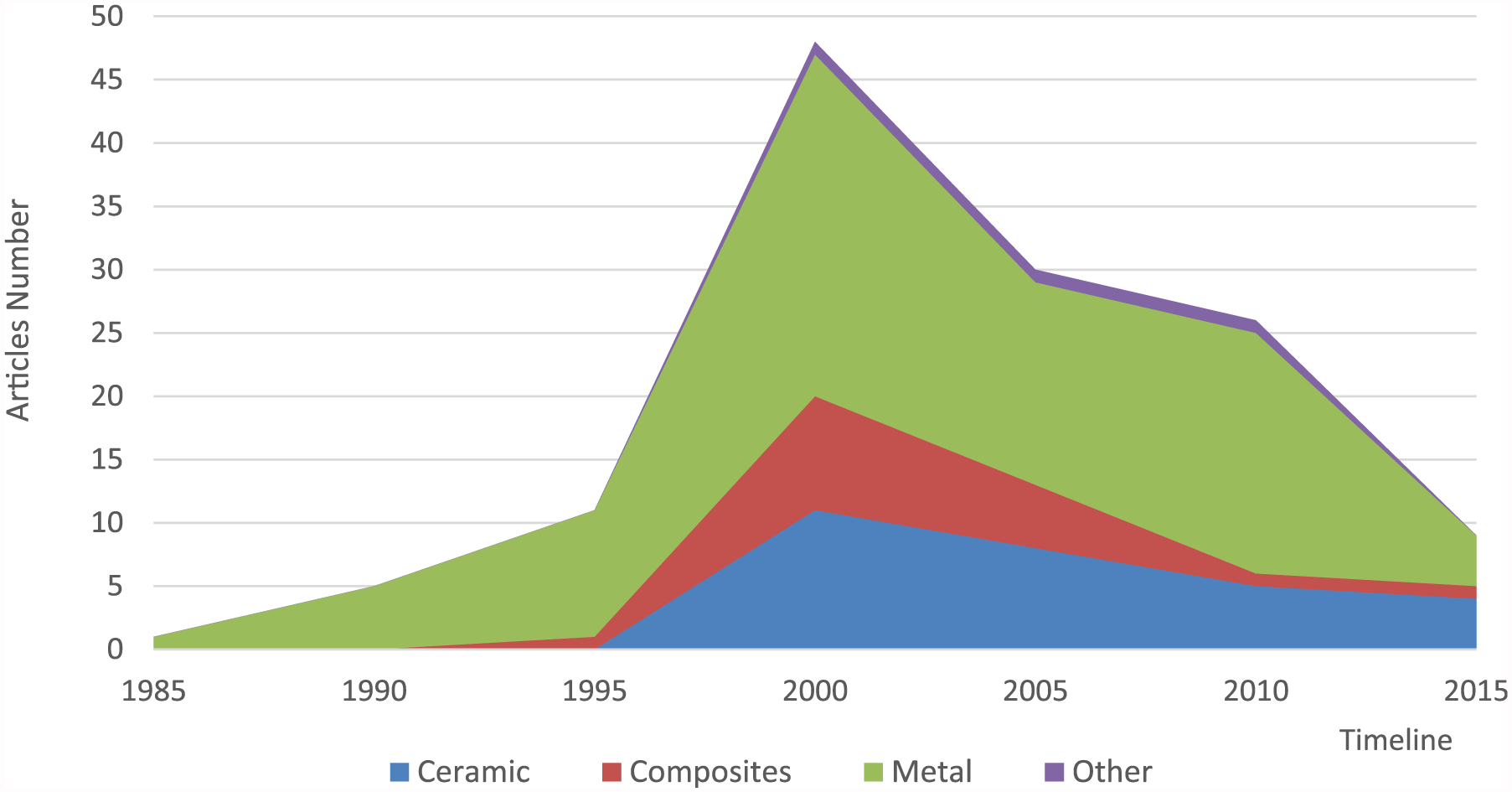
Annual publication volume of academic papers reporting NNS investigation classified by materials (1985–2015) (Table 1)
Review synthesis
In this section, the articles have been categorized in terms of the research methodologies applied (i.e. experimental, analytical, review meta-analysis). Figure 2 shows how the approaches adopted by researchers have varied over the years and demonstrates the predominance of the empirical approach.
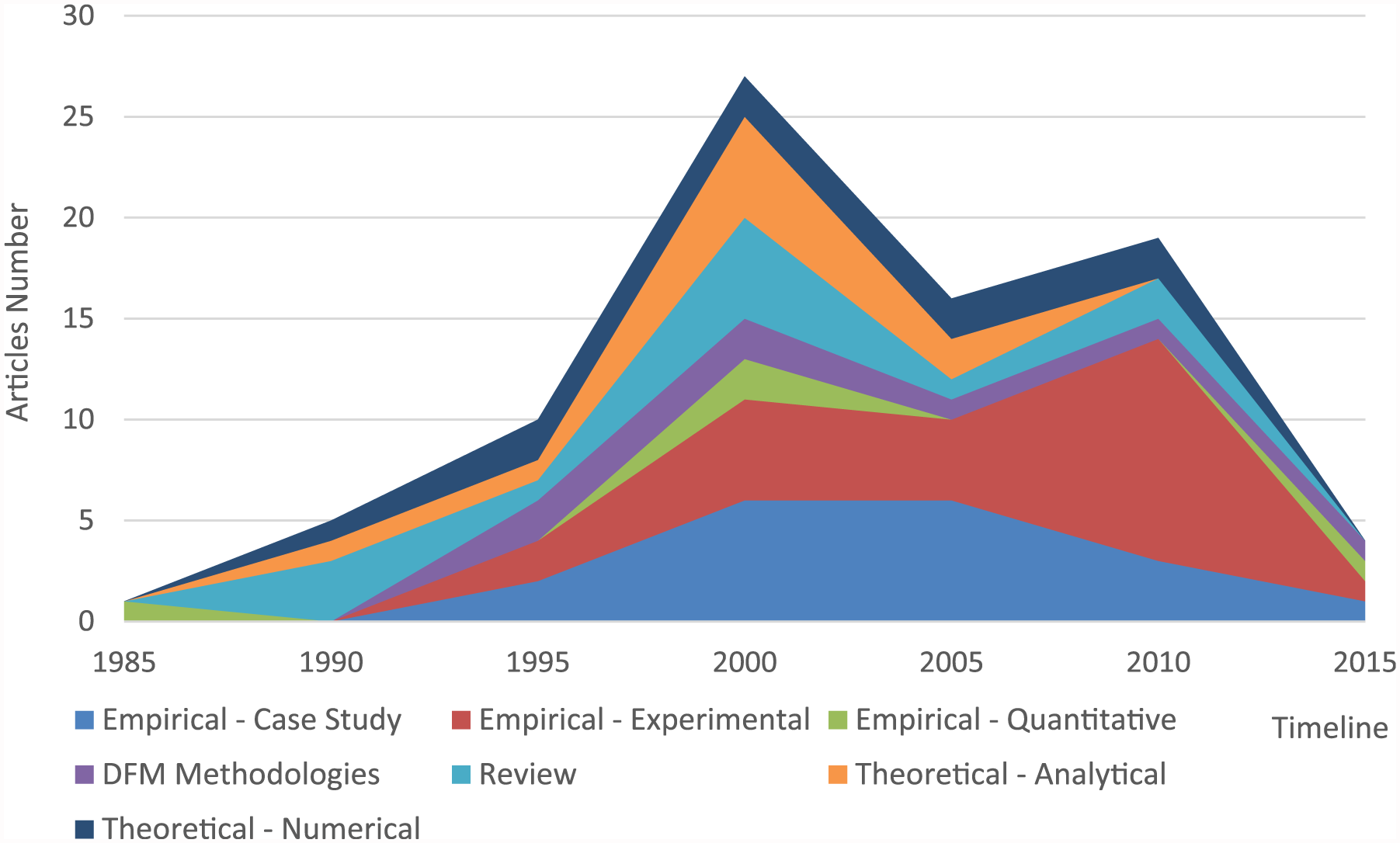
Annual publication volume of academic papers reporting NNS investigation categorized by research method (1985–2015) (Table 1).
Figure 3 details the distribution of papers in terms of the industry sectors: aero-space/aero-nautical, multisector application (gears, spline shaft, connecting rods, magnets production), automotive, electronic/robotic, nuclear/energy, academic research, military and others (mold fabrication, heavy industry, ingots production, ecologic productions, biomedical). Figure 4 shows the percentage of NNS papers associated specific processes: forging (hot, cold, precision, closed-die forging, including hot extrusion and indirect extrusion), forming (including flow forming, hydroforming, semi-solid metal casting (SSMC), semi-solid metal extrusion, rolling and strip casting), casting (sand, investment, centrifugal, high- and low-pressure casting), additive layer manufacturing (ALM) processes (including blown powder and metal bed technologies) and powder technologies (including hot isostatic pressing, metal injection molding (MIM)).
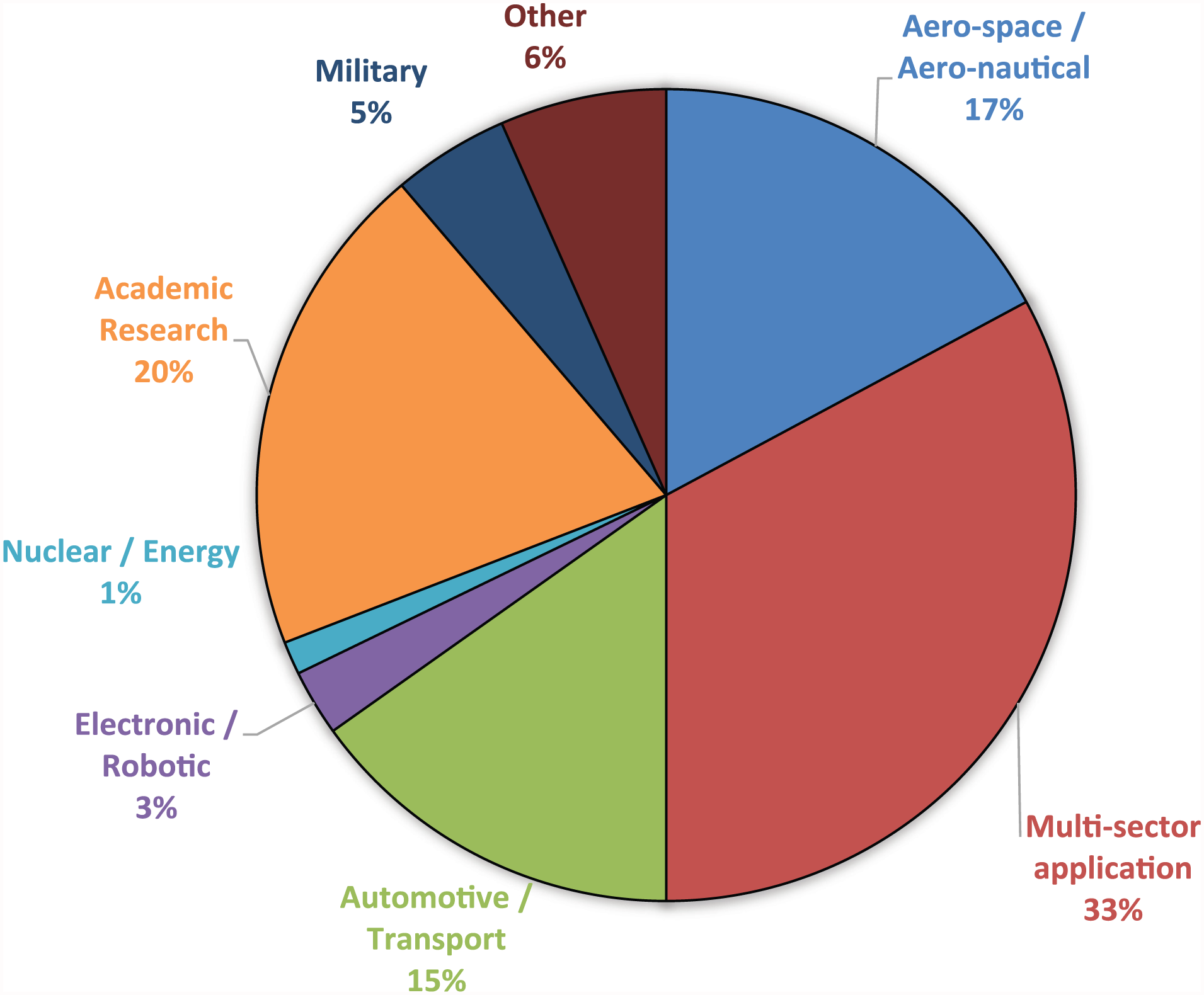
Papers distribution by applications.
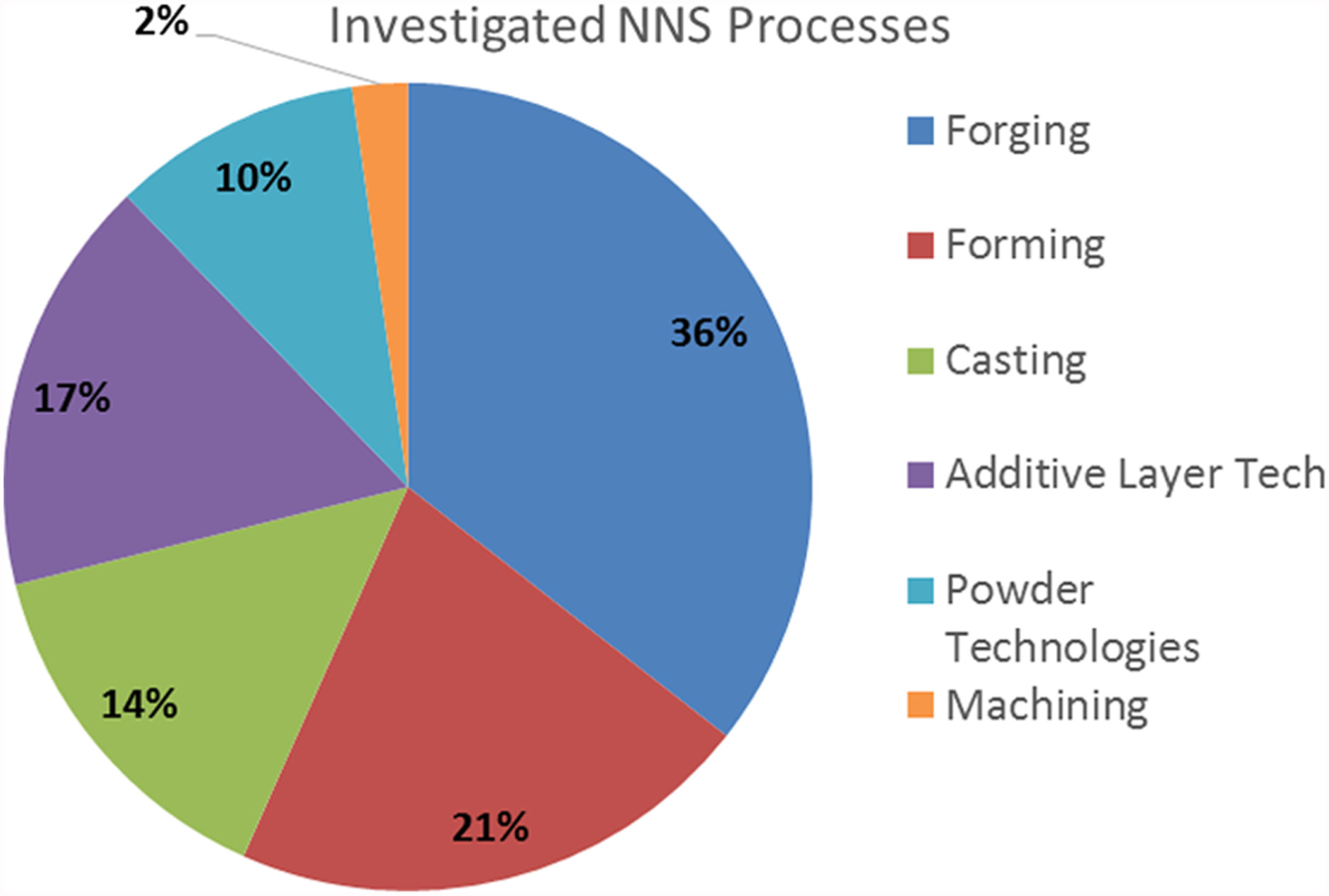
Percentage of NNS papers by manufacturing process.
The following sections review contributions to the development of the research methodologies reported in Figure 2. For each category of contribution considered (i.e. analytical, DFM methodology), the process described in one, or more, of the papers belonging to that group is illustrated schematically to show the researcher’s approach.
Theoretical—analytical
The following papers report analytical models of NNS processes. Chitkara and Bhutta 8 develop an upper-bound model for predicting forming loads in splined shaft forging (relative to their reduction ratio) and compare the results with experimental trials. Similarly, upper-bound models have been developed for forging of spur gears 9 and crown gears. 10 In a slightly different approach, Chitkara and Kim 11 use upper-bound and velocity field (i.e. various forging rate) for predicting loads in forging of gear coupling. Netto et al. 12 deploy a turbulent fluid flow, heat transfer and solidification model, investigating the strip casting dynamic and nozzle shape optimization. Kwak and Doumanidis 13 introduce a closed-loop controller for optimizing material deposition in thermally scanned welding, extendable to other welding technologies. Jeon and Kim 14 compare two different analytic methods for simulating hot isostatic pressing and verifying them through a combination of finite element model (FEM) and previous experimental trials reported in the literature. Tomov and Gagov 15 (Figure 5) optimize the preform design of spur gears. The authors model, analytically, both the preliminary open-die forgings operations and the final precision forging, correlating all manufacturing steps with preform dimensioning.
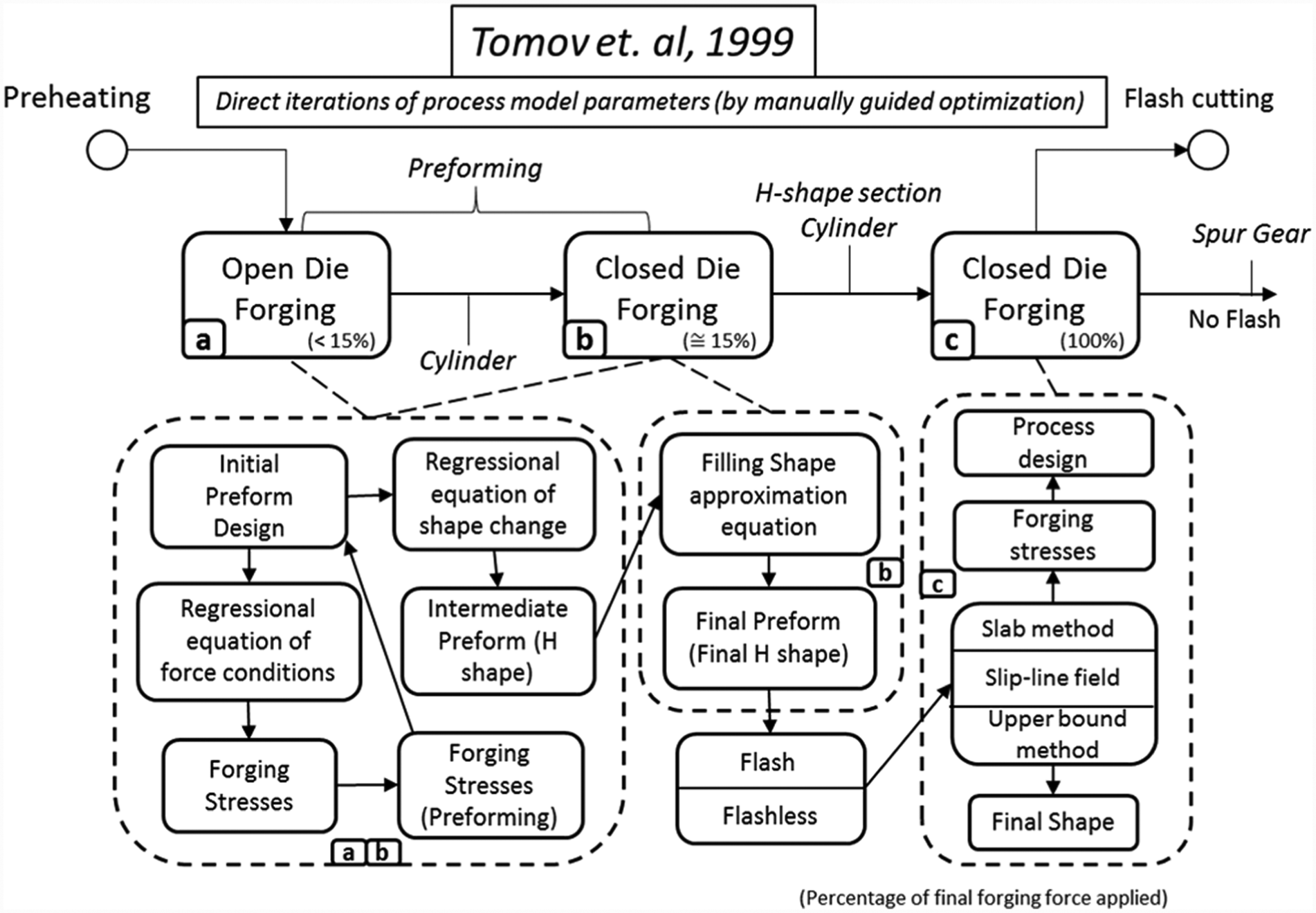
Schematization of Tomov and Gagov’s 15 procedure for analytical optimization of forging process.
Castro et al. 16 (Figure 6) apply a genetic algorithm optimization to a numerical model, simulating a hot upset forging process. The evolutionary strategy provides process parameters and preform design optimization (described by a polynomial function). This approach is notable for its linking of process and resource optimization with process parameters and product design.
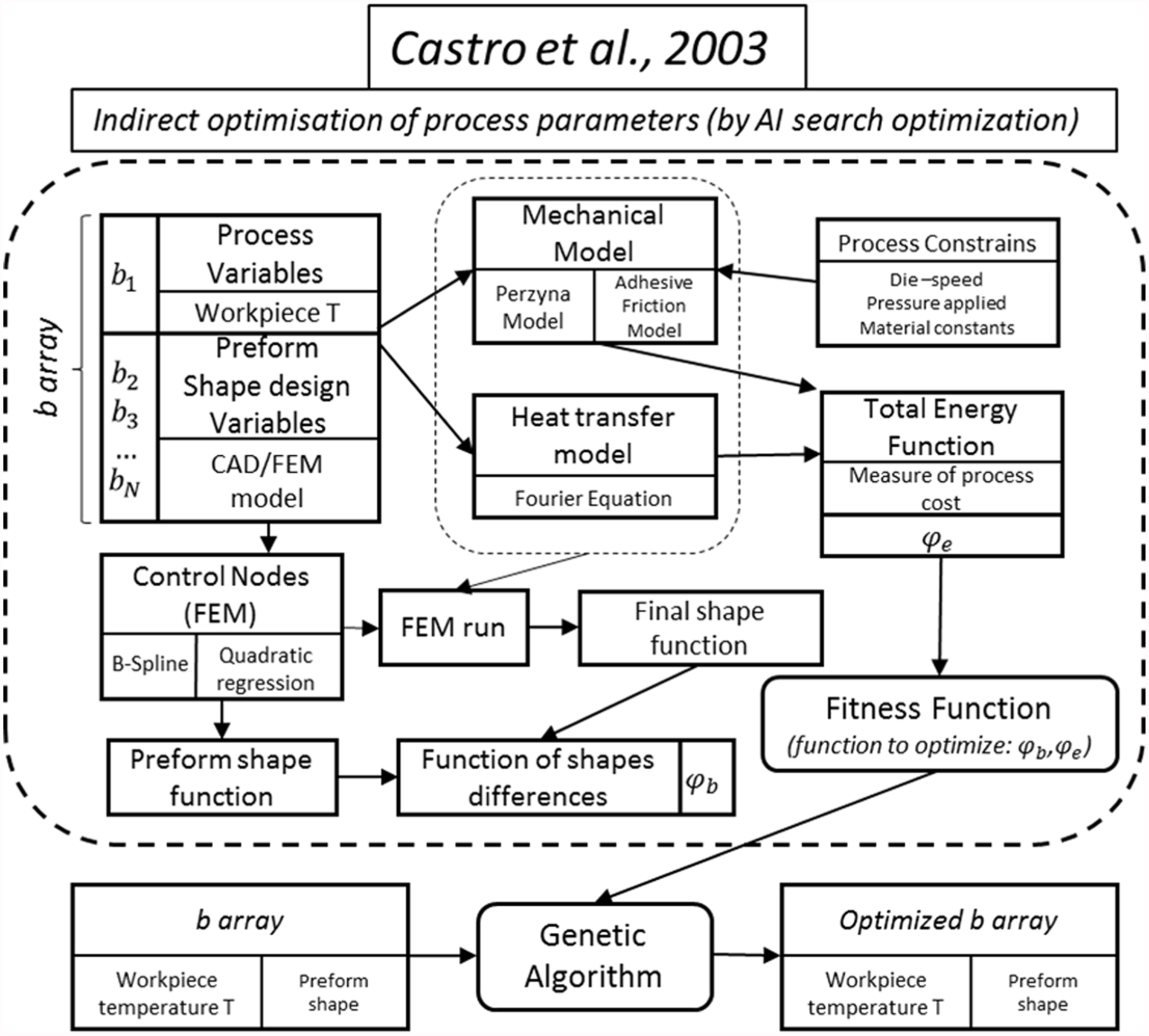
Schematization of Castro et al.’s 16 genetic algorithm for optimizing hot impression-die forging process in terms of preform shape and process temperature
Theoretical—numerical
The following papers report numerical models of NNS processes. The maturing of this category of NNS investigation into a practical tools that could support Multiphysics models can be seen in the work of Hwang and Stoehr 4 who develop a solidification model for casting processes that included turbulent viscosity, surface tension and marker reduction scheme of molten metal, combining Lagrangian and Eulerian approach. Similar complexity of modeling is used in simulating isothermal forging process by Morita et al. 17 , for optimizing die design and preform positioning of a turbine blade. Comparing to the classic forging process, the authors observe the superior properties of isothermal forged component (in terms of defects, mechanical and material properties and decreasing machining allowance). Li 18 uses finite elements for modeling the electromagnetic recirculation process during casting. Takemasu et al. 19 investigate precision forging process of connecting rod. Using material flow simulation, the authors optimized the preform design in this application (volumes definition and the effectiveness of die filling process are critical in precision forming). Initially, they optimized the component by parts, dividing the rod in regions, before subsequently proposing a new preform design. Mamalis et al. 20 compare implicit and explicit approaches to modeling precision die forging. They concluded that implicit code results are more accurate, although that computational cost is higher. Okada et al. 21 deploy numerical models for forging of semi-solid alloys and validate them with experimental results. The aim is to characterize the Al-Al3Ni flow and deformation in semi-solid state forging. Kim et al. 22 investigate numerically a centrifugal casting investment process (or centrifuging casting) of turbocharger rotors (TiAl alloy). Simulation provides information about mold filling, which correlate well with experimental trials and can be used to resolve production problems such as the incomplete filling of dies. Park et al. 23 develop a bi-dimensional FEM to characterize multistage forging of automotive parts (joint). The numerical model’s aim is to develop a reliable forming process chain as well as to establish process parameters and stress analysis for a correct process design. Yuan et al. 24 (Figure 7) deploy a model for simulating hot isostatic pressing of axial-symmetric components. The tool design has been tested for obtaining dimensional proprieties of component and again experimental trials show good agreement between predicted and real geometries.
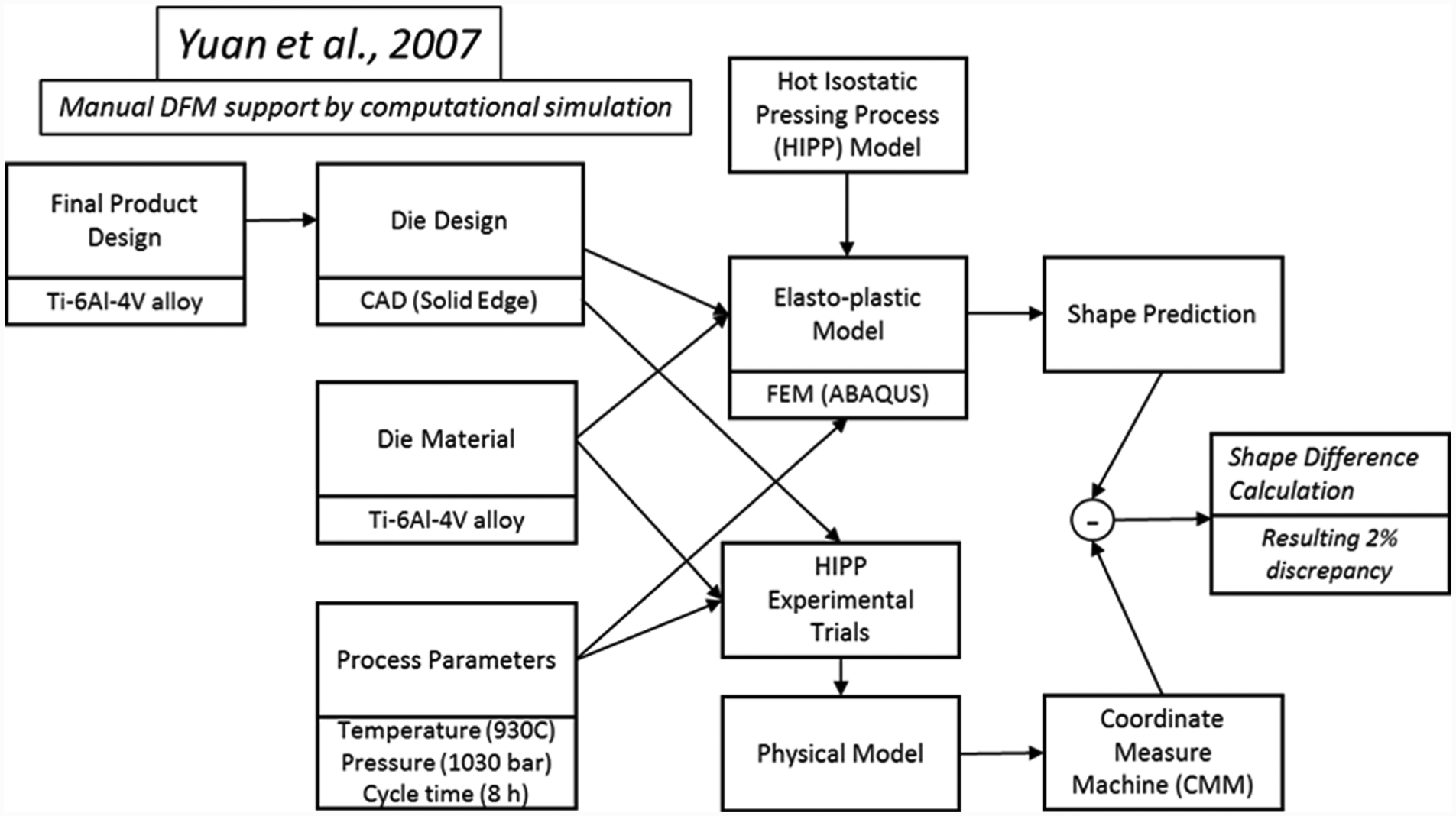
Yuan et al.’s 24 numerical investigation scheme for evaluating hot isostatic pressing final shape prediction through FEM.
DFM methodologies
The following papers report “Design for X” methodologies relevant to NNS processes. Chu et al. 25 deploy a skeleton-based design analysis to extract topological information from a 3D model (Euler characteristics and connectivity). In this way, product features information are digitalized and computed through a dedicated algorithm. Using a heuristic knowledge base database, product design feasibility can be analyzed for different casting and forming technologies. De Sam Lazaro et al. 26 develop a feature recognition program for sheet metal parts.
Program rules are able to represent sheet features and so represent a simple design as a digital object. This allows a knowledge-based system to be configured, adapting DFM rules for this specific case. Using this program, the multistage sheet forging process’s component design can also be evaluated and a feedback can be provided to the designer. Caporalli et al. 27 (Figure 8) report a CAD-/FEM-based expert system that enables process design optimization for manufacturing by a precision hot forging process. Starting from a part design, the system applies dedicated NNS rules (e.g. minimizing machining allowances, selection of parting line, radii, drafts and fillets selection) and modifies the part design. After this, a forging sequence (checking also the different preforms designs) is created using either the job’s similarity with previous routes or generated, according to selected NNS criteria and matched to material, size and geometry of the part. Finally, a die design is generated, considering preforms geometry, thermal expansion and the use of standardized tools and inserts. Yin et al. 28 present a virtual prototyping approach for evaluating the feasibility of mold casting. Framework evaluates geometric moldability of the component by recognizing and evaluating undercut features. The algorithm is capable of recognizing undercut features and giving multiple interpretations based on volume decomposition. The component volume is decomposed into cells in order to evaluate parting directions and feasibility. Konak et al. 29 estimate shrinkage in hot isostatic pressing using a neural net approach to create a predictive model based on industrial data (regression analysis). Medellin et al. 30 develop a decomposition and optimization procedure (Octotree) from a 3D model, which provides a subdivision of component into different sizes of cube. After stability analysis, an assembly sequence is generated and a robotic cell used to construct the component by collocating and binding the singular cubic volumes. Final component needs to be post-machined in order to obtain curve surfaces. Löwer et al. 31 review and deploy strategy for substituting conventional material (metal and plastic) and process. They identify and assess the technical, ecological and economic feasibility of this approach and use a systematic approach for matching technical requirements with biological characteristics.
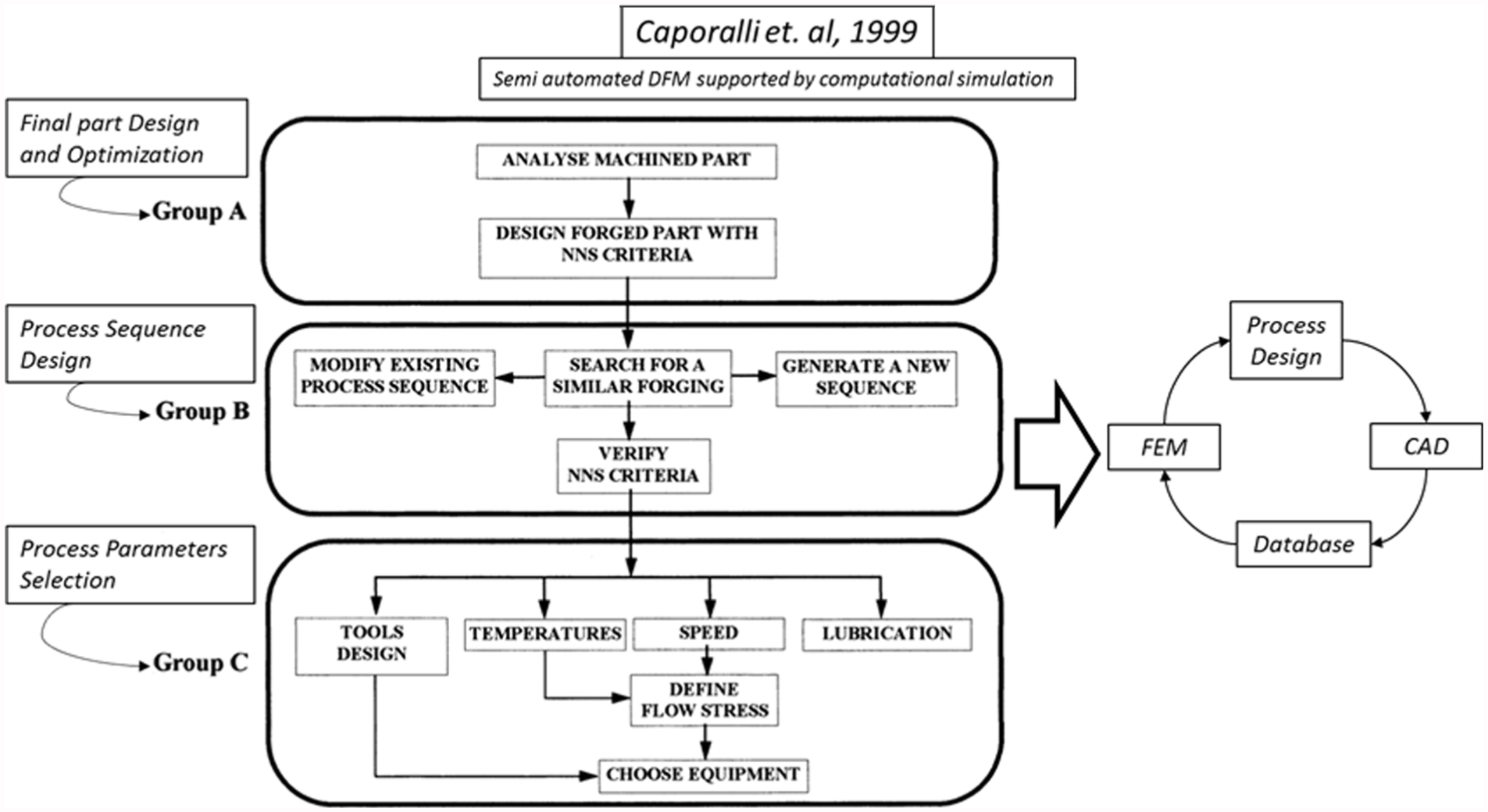
Caporalli et al.’s 27 expert system flowchart with application to process design components.
NNS reviews
The following papers review NNS processes methodologies and models. Doege and Thalemann 6 approach NNS by reviewing metal forming technologies for several applications (including squeeze casting and rolling). These forming processes replace existing technologies (mainly machining), in turn these substitutions are explained and justified by the possibility of obtaining ready-to-install products. Kudo 32 surveys and summarizes previous industrial approaches and frameworks for quality control, comparing them with NNS approach. The author provides both general models and examples in forming and forging environments. Interaction between process controls (equipment and process parameters), workforce and the process chain workflow’s design is detailed. Altan and Miller 7 review previous “design-for-forging” (hot, cold, warm and sheet forging) and “design-for-manufacturing” approaches. In the latter, the author summarizes “design-for-net-shape-methodologies” and application, giving fundamental guidelines and definitions. Moriguchi 33 discusses the impact of cold forging (particularly injection forging) on production of gears and drive train components, including impact of CAE on process efficiency. Similarly, Siegert et al. 34 summarize approaches for precision forming of aluminum and steel. The authors review die design and process parameter optimization (using FEM) for hot forging of connecting rods and helical gears. Similarly, Yoshimura and Tanaka 35 review precision forging methods for similar materials and detail their possible applications. Kruth et al. 36 discuss possible future applications of ALM techniques in manufacturing production, presenting them as NNS processes. Doege and Bohnsack 37 evaluate the impact of innovative equipment and device optimization (particularly closing devices) on hot forging performances (e.g. reduction of forging loads). Dean 38 summarizes the benefit of several innovative forming technologies (i.e. orbital, precision and closed-die forging) on spur and helical gears. The author reviews the impacts of these new technologies on final product properties and manufacturing chains. Mac Donald and Hashmi 39 review the impact of bulge-forming on tubes production, including process simulation and optimization. Mudge and Wald 40 synthesize possible application for freeform technology, including repairing, cladding and also pioneering full components freeform fabrication. Yamamoto et al. 41 investigate the potential of the Armstrong process, which provides titanium powders for sintering process. Mechanical properties and final densities obtained by the authors in previous experiments are compared as well as those reported for different powder forming technologies.
Empirical—experimental
The following papers detail experimental investigations into NNS processes. A number of authors have reported investigations into the potential of SSMC process for NNS applications: Witulski et al. 42 compare SSMC and isothermal forging capabilities for aluminum alloys, mainly in terms of productivity and defects avoidance. Kang et al. 43 (Figure 9) examine different reheating methods for the semi-solid casting of aluminum components, comparing the resulting microstructure, mechanical and surface proprieties. Kapranos et al. 44 optimize a thixoforming die for minimizing defects in the production of end plates for electric motors.
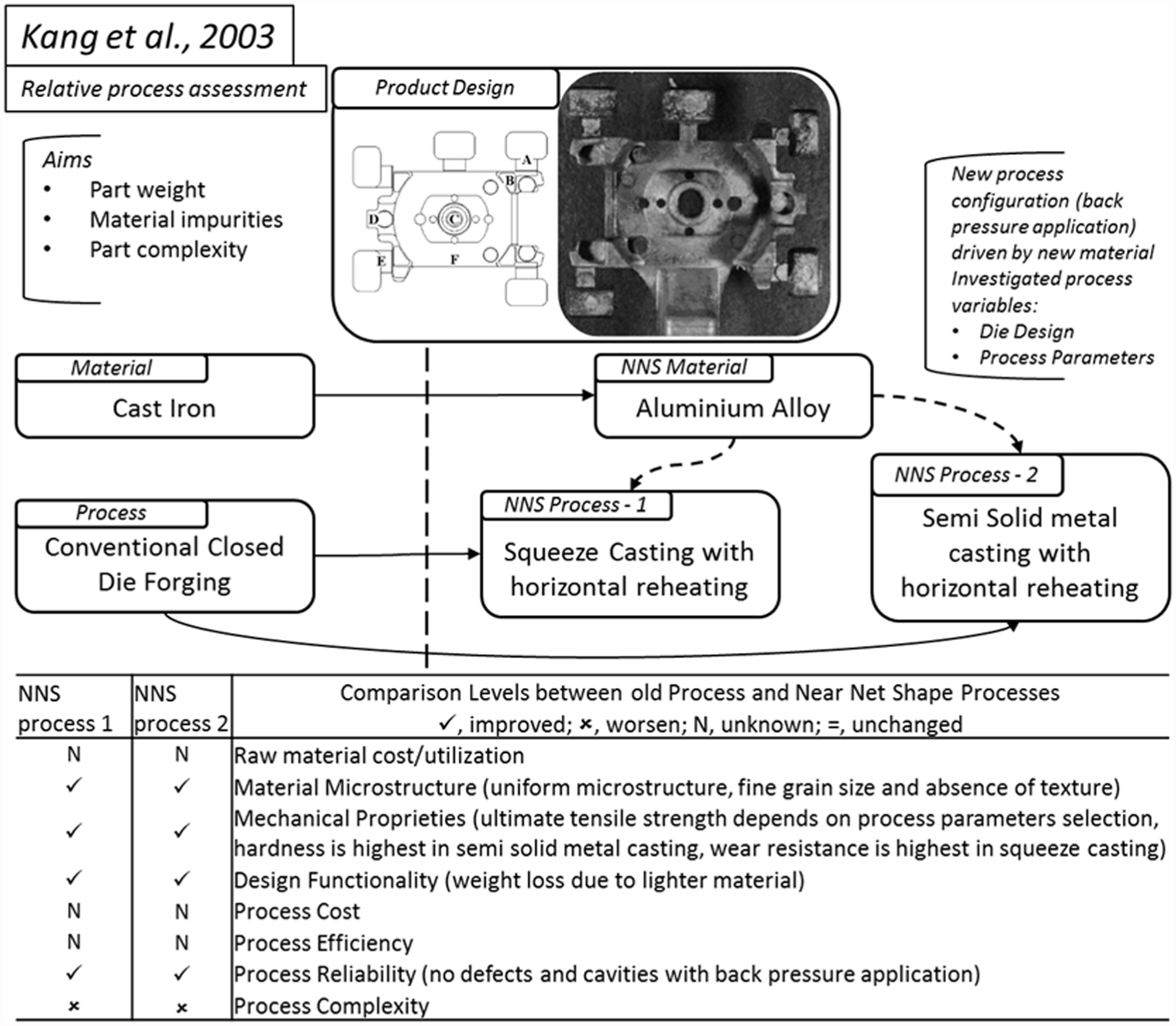
Schematic representation of Kang et al.’s 43 experimental paper on aluminum carter squeeze casting (old process, material, product design and new NNS tested process and material; investigation aims; NNS variables developments and comparison levels between new and old NNS process).
De Yin et al. 45 develop and test horizontal-type induction heating for SSMC. Mechanical properties have been evaluated varying process parameters for a novel reheating method. Investigating rheocasting, Curle 46 report the results of microstructural analysis of aluminum alloys produced by a number of different processes. Similarly, other authors have reported material characteristics for several applications, characterizing materials behavior or targeting material properties, through new or existent processes. Gupta and Ling 47 investigate Al-Si alloy properties (mechanical, thermal and fractural behavior) and microstructure arising from production of ingots using a disintegrated melt deposition technique. Material properties are also reported during an investigation of the investment casting of automotive components (turbocharger and exhaust valves), in which Sung and Kim 48 analyze the resulting TiAl microstructure (a-case formation) and fluidity.
For hot rolling, Arribas et al. 49 investigate dynamic and static recrystallization (dependent on grain size and deformation conditions during the process) as well as particles/precipitates inclusion of Ti alloys. Köhl et al. 50 develop a variant of MIM for producing highly porous NiTi medical implants. Microstructure and mechanical properties control are performed using space-holders techniques (i.e. testing different material powders, injected with the metal and after chemically removed). Qi et al. 51 study heat treatment effects on microstructure and mechanical properties during a laser deposition process of Inconel alloys. Rapid manufacturing (also known as additive layer manufacturing) has also been investigated by other authors, mainly treating them as NNS process for defined components geometries or materials. Lewis et al. 52 summarize the trials for direct light fabrication technology, including final components properties. Milewski et al. 53 use a five-axis powder deposition to produce complex geometries from 316 stainless steel direct light fabrication (selective laser melting).
Investigating the production of NNS Inconel turbine components, Qi et al. 54 deploy a “Design of Experiments” approach for systematically assessing the process parameters in laser net shape manufacturing (melting blown powder technology). Janney et al. 55 investigate a powder forging process (Gelcast) for producing tool steel and ceramic machinable green parts. Krishna et al. 56 experiment with LENS (Laser Engineered Net Shaping) system (freeform fabrication) for NiTi alloys, displaying final mechanical and microstructural properties. Taminger and Hafley 57 investigate electron beam forming process for aerospace components. Working with forming and forging processes, Hartley 58 investigates hot extrusion for lithium alloys, for aerospace application. The author tested different working condition and assessed the savings for the final machining step. Also Dirba et al. 59 (Figure 10) use similar technology with low deformable alloys (Nd-Fe-B) for magnets production. Magnetic proprieties have been investigated as well as temperature stability and mechanical characteristics with the aim of enabling material waste reduction. Similar investigation has been conducted by Hinz et al. 60 for radially oriented magnets. Shi et al. 61 demonstrate the advantages of isothermal closed-die forging for impeller production using FEM analysis and experimental trials. Julien and Després 62 develop a novel low-pressure metal injection molding (LMIM), process that is economic for low batch sizes. They report the application of the process to production of aerospace turbine blades and investigate the microstructure obtained. Working on strip casting, Liang et al. 63 investigate edge containment for Zn-10Al alloy. Bewlay et al. 64 develop roll forming for engine disk, comparing its microstructure, mechanical properties and material wastage with conventional hot forging process (Figure 11). Park et al. 65 investigate the machining of turbine blades and report the experimental optimization for tool positioning in the context of NNS production.
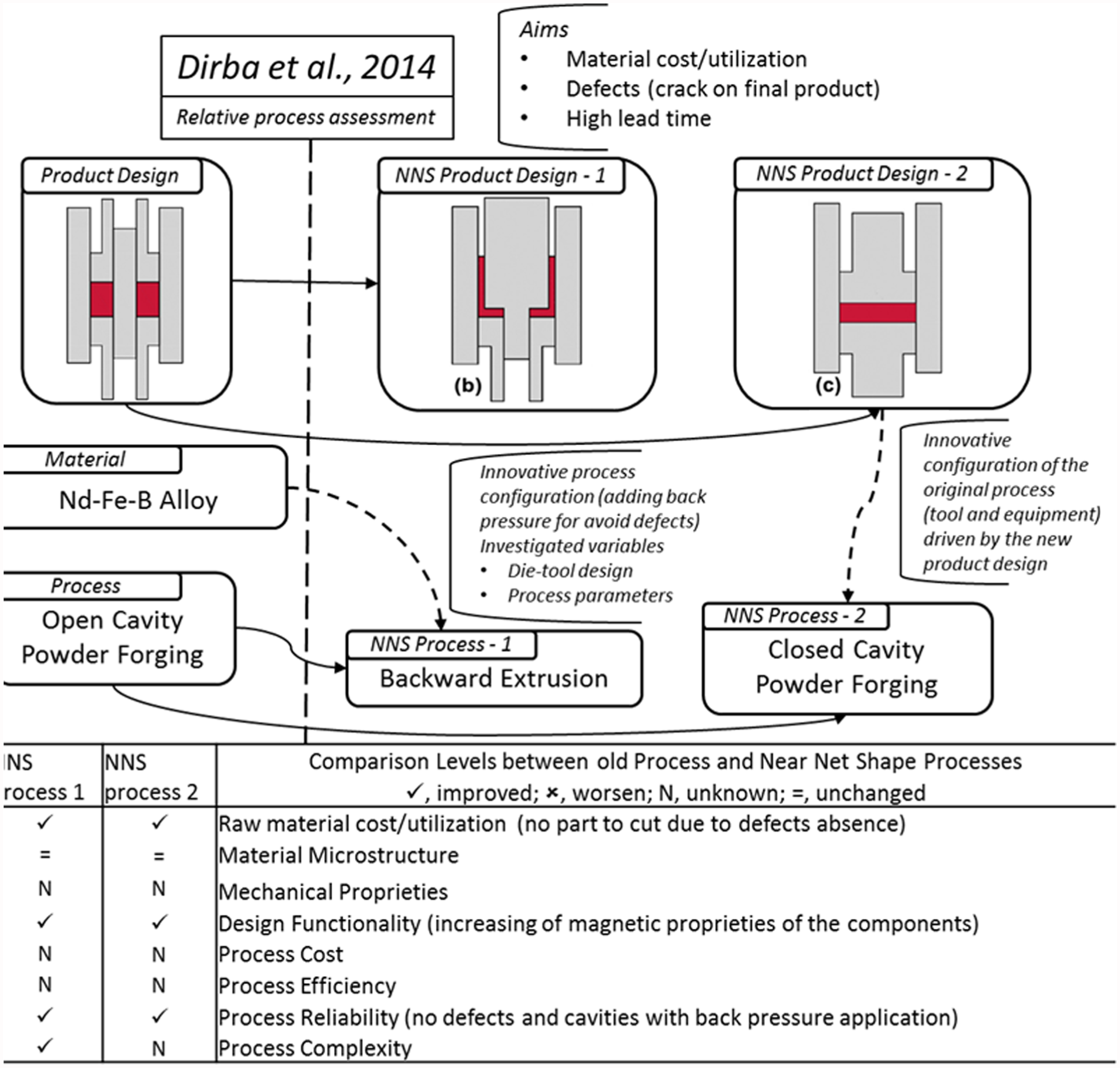
Schematic representation of Dirba et al.’s 59 experimental paper on magnet forging (old process, material, product design and new NNS tested processes and product designs; investigation motives and targets; NNS variables developments; comparison levels between old and NNS process).
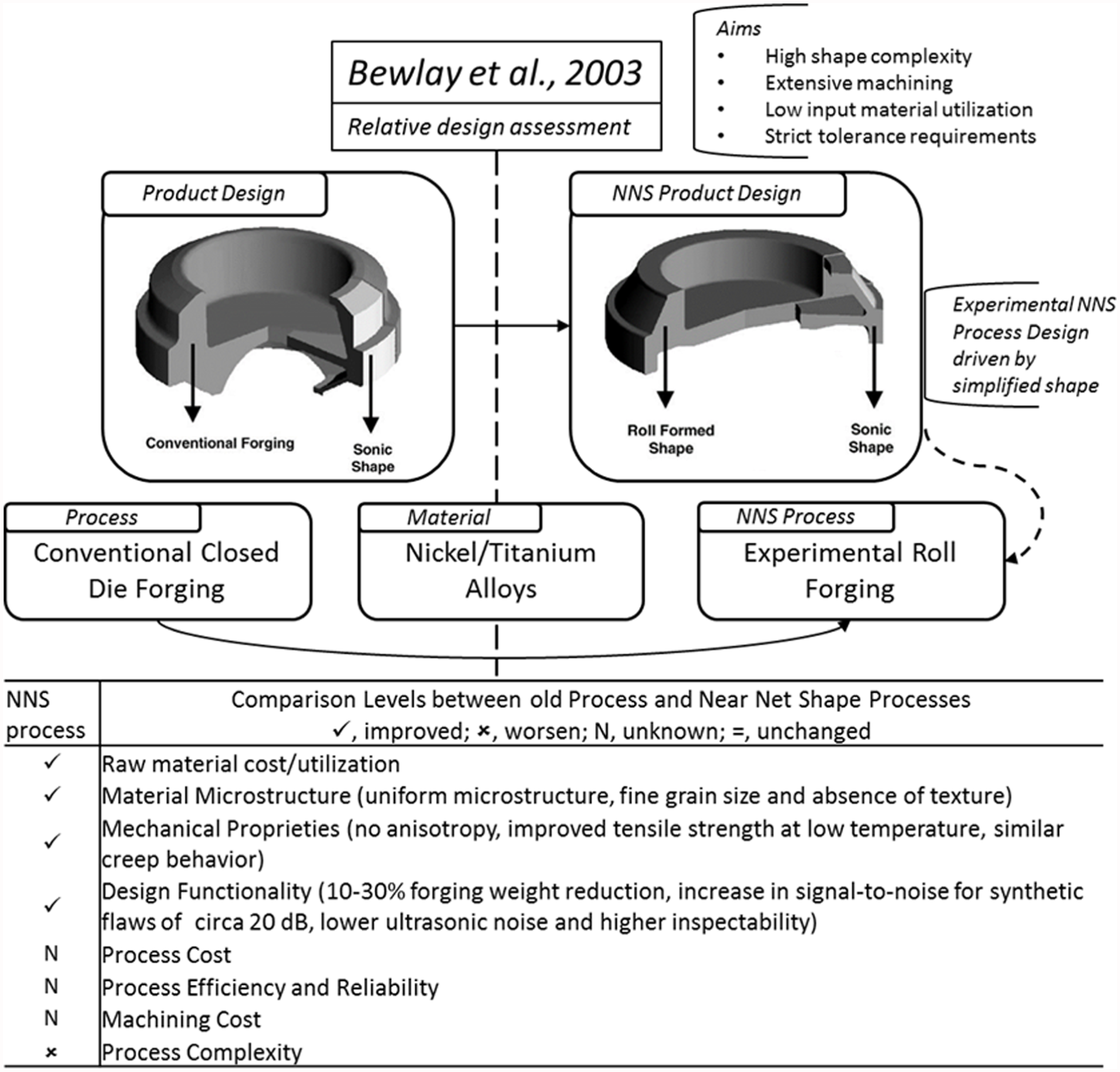
Schematic representation of Bewlay et al.’s 64 experimental paper on engine disk roll forging (old process, material, product design and new NNS tested process and product designs; investigation motives and targets; NNS variables developments; comparison levels between old and NNS process).
Empirical—case study
The following papers report empirical results for NNS processes based on experimental investigations. Onodera and Sawai 66 (Figure 12) illustrate two examples of NNS applications in automotive industry (for spline shaft and joint productions) and introduce a general production scheme (inspired by Ishikawa tree’s schematization) that supports quality control functions.
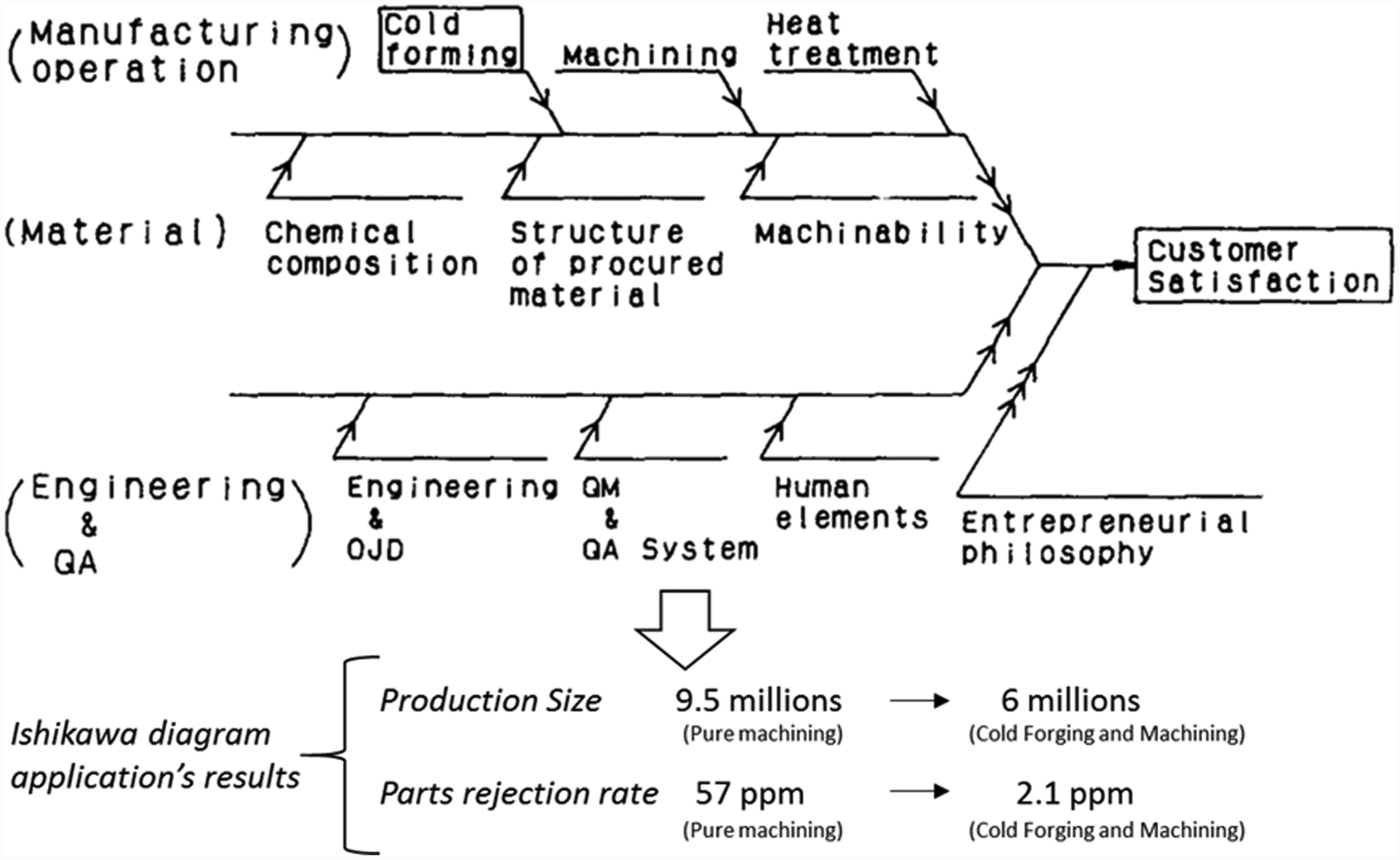
Onodera and Sawai’s 66 Ishikawa diagram for cold forging and results of its application.
Maegaard 67 illustrates the difference in process design (die and punch) and final quality for cold forging and backward extrusion, in the context of small batch production. Hirt et al. 68 investigate potentiality of thixoforming for automotive components weight reduction, developing simulation and production optimization (process parameters). Quality, reliability and potential production volume of components are investigated in an industrial environment (where production is assisted by robotic device). Many authors introduce rapid prototyping processes as NNS application, for example, Schlienger et al. 69 for LENS, Milewski et al. 70 and Lewis and Schlienger 71 for laser deposition and Bak 72 for direct metal casting. Blackwell and Wisbey 73 compare final properties (mechanical properties and microstructure) using different LENS laser types and power compositions. Similarly, Kottman et al. 74 assess the feasibility of laser hot wire application for aerospace components (titanium). LaSalle and Zedalis 75 explain capabilities of MIM for high production volume and low-weight component. Groenbaek and Birker 76 discuss dies containers design and the way in which die life-life increases impact on productivity. Dahlman and Escursell 77 introduce a tool cooling system for turning operation, which results in an increase in productivity. Douglas and Kuhlmann 78 illustrate some sensible improvement in material waste and quality, using precision forging processes. Cai et al. 79 test different die designs and lubrications for the precision forging of gears. They examine the influences of different designs on metal flow and load requirements through experiments and finite element simulation. Friction factor has been evaluated experimentally and numerically during all stages of forging process. Friction distribution is shown to have a strong influence on the process of die filling. Klug et al. 80 synthesize the different impacts of manufacturing processes (forging, forming and casting) on economic production of titanium components in military components fabrication.
Behrens et al. 81 and Vilotić et al. 82 both investigate the impact of precision (crankshafts, rods and gears) and cold forging (roller bearings and cardan joints), respectively, for the production of automotive components. Cominotti and Gentili 83 (Figure 13) have compared flow forming and classical machining for a shaft production. The authors illustrate the different process chains (including technological advantages and disadvantages) and detail their impact on the different aspects of cost. A differential cost analysis is presented that considers flow forming as economic alternative to classic machining.
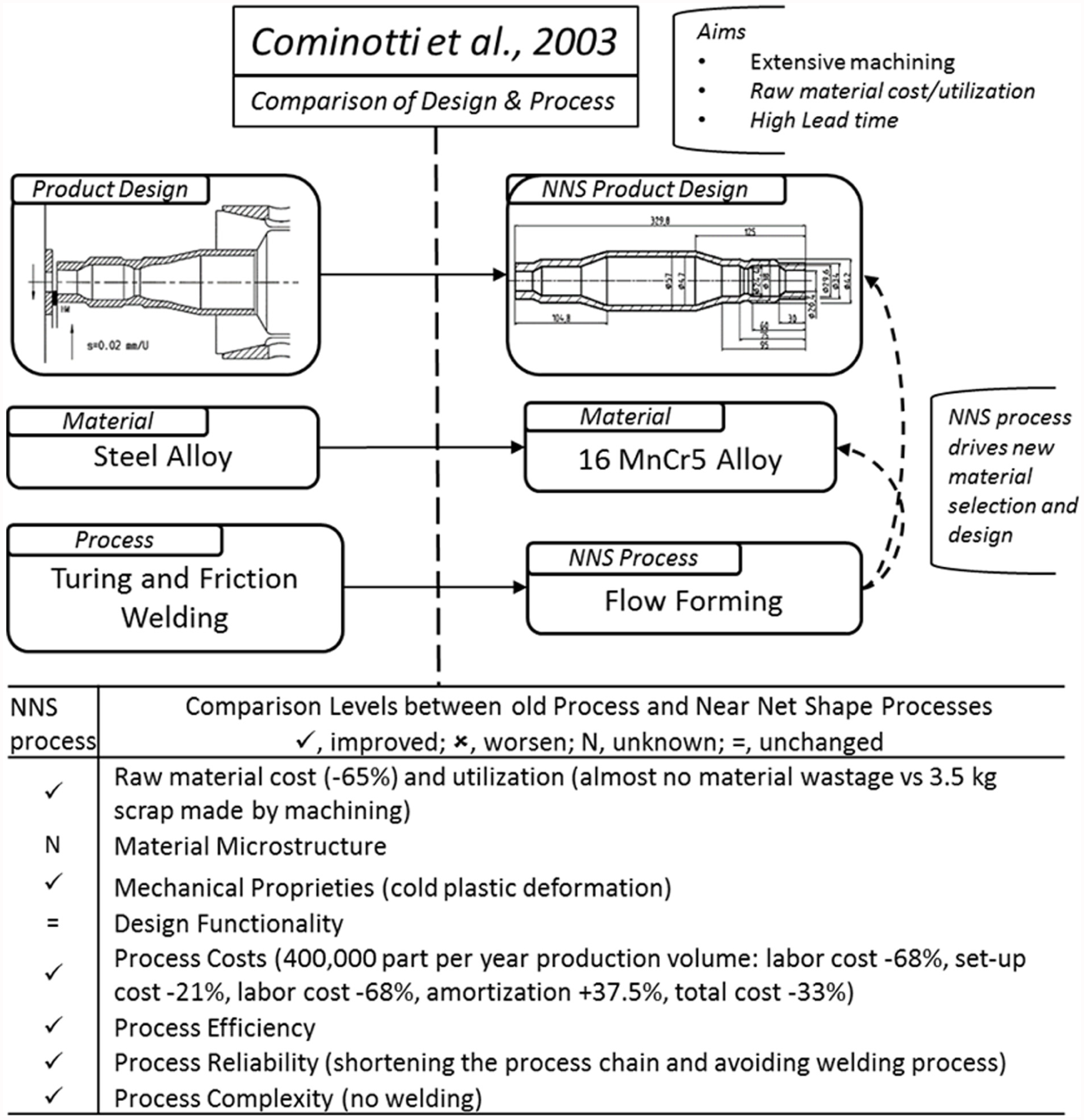
Schematic representation of Cominotti and Gentili’s 83 experimental paper (old process, material, product design and new NNS tested process; investigation motives and targets; NNS variables developments and comparison levels).
Empirical—quantitative
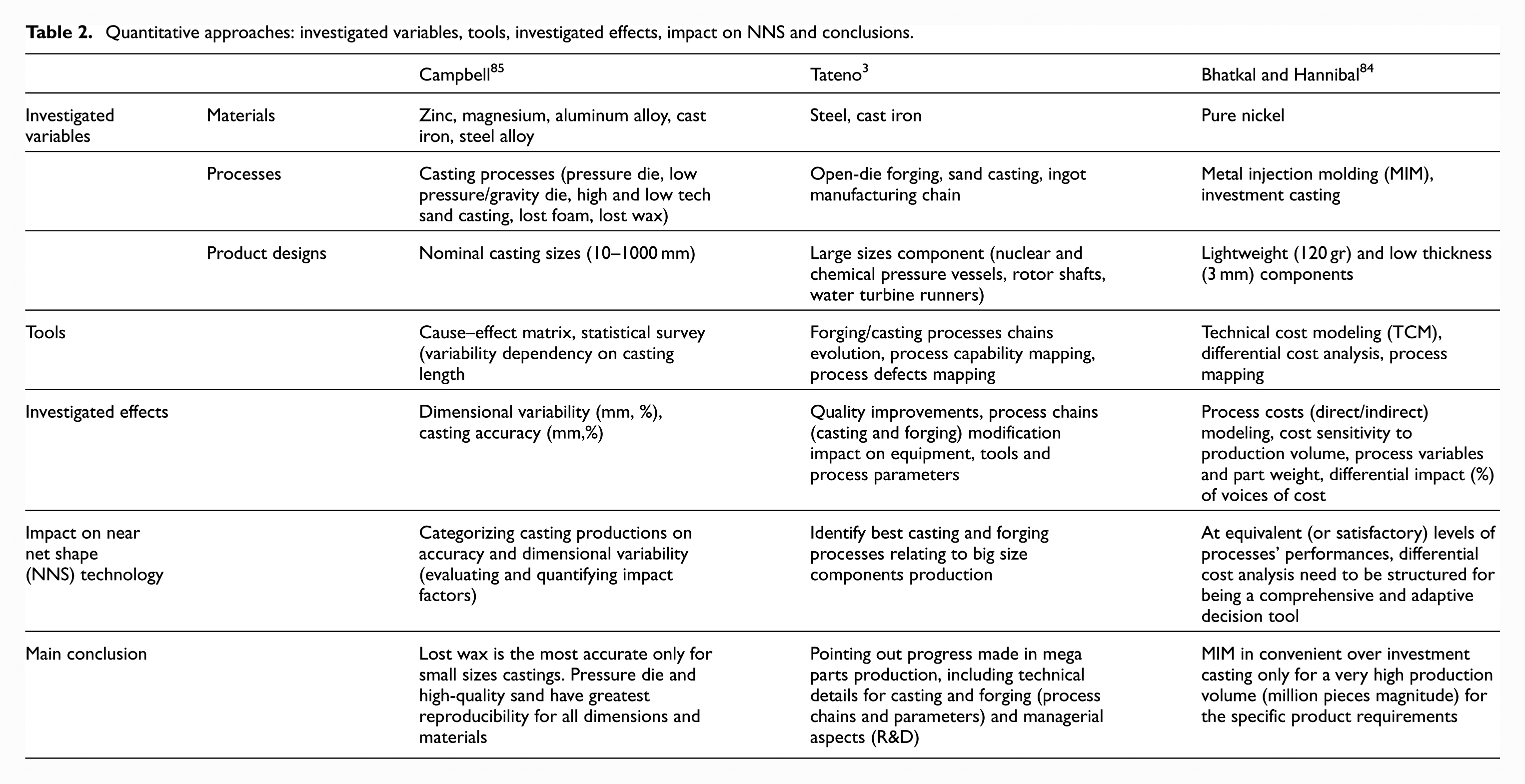
The following papers report quantitative relationships and data generated by NNS process case studies. Tateno 3 investigate the differential processes capabilities for casting and forging process in the case of large size part production. Its investigation compares different materials and technological output, generated by different processes. Bhatkal and Hannibal 84 describe one of the few differential cost analysis and production capabilities mapping, for comparing MIM and investment casting. Information about several components have been gathered using a technical cost modeling approach. A complete economic evaluation has been made in both cases and its sensitivity has been mapped by varying design and process parameters. Campbell 85 evaluates casting potentialities for several processes (sand casting, lost foam, lost wax, high pressure and low pressure/gravity casting). The dimensional variability of parts was investigated in relation to process variables, production dimensions and material. The author has been able to rank casting process regarding their potential dimensional accuracy (depending on casting dimensions). Table 2 summarizes the quantitative approaches methodologies and results.
Quantitative approaches: investigated variables, tools, investigated effects, impact on NNS and conclusions
Discussion
Although they deal with many different NNS technologies, the discussed papers can be classified into five distinct classes (Table 3). Altan and Miller 7 observed that part design, material and process play fundamental roles in NNS technology; taxonomy in the tables has been defined as process innovation, process design, product design, material characterization, differential.
Overview of the NNS research: process innovation, process design, product design, material characterization, differential analysis, applied framework.
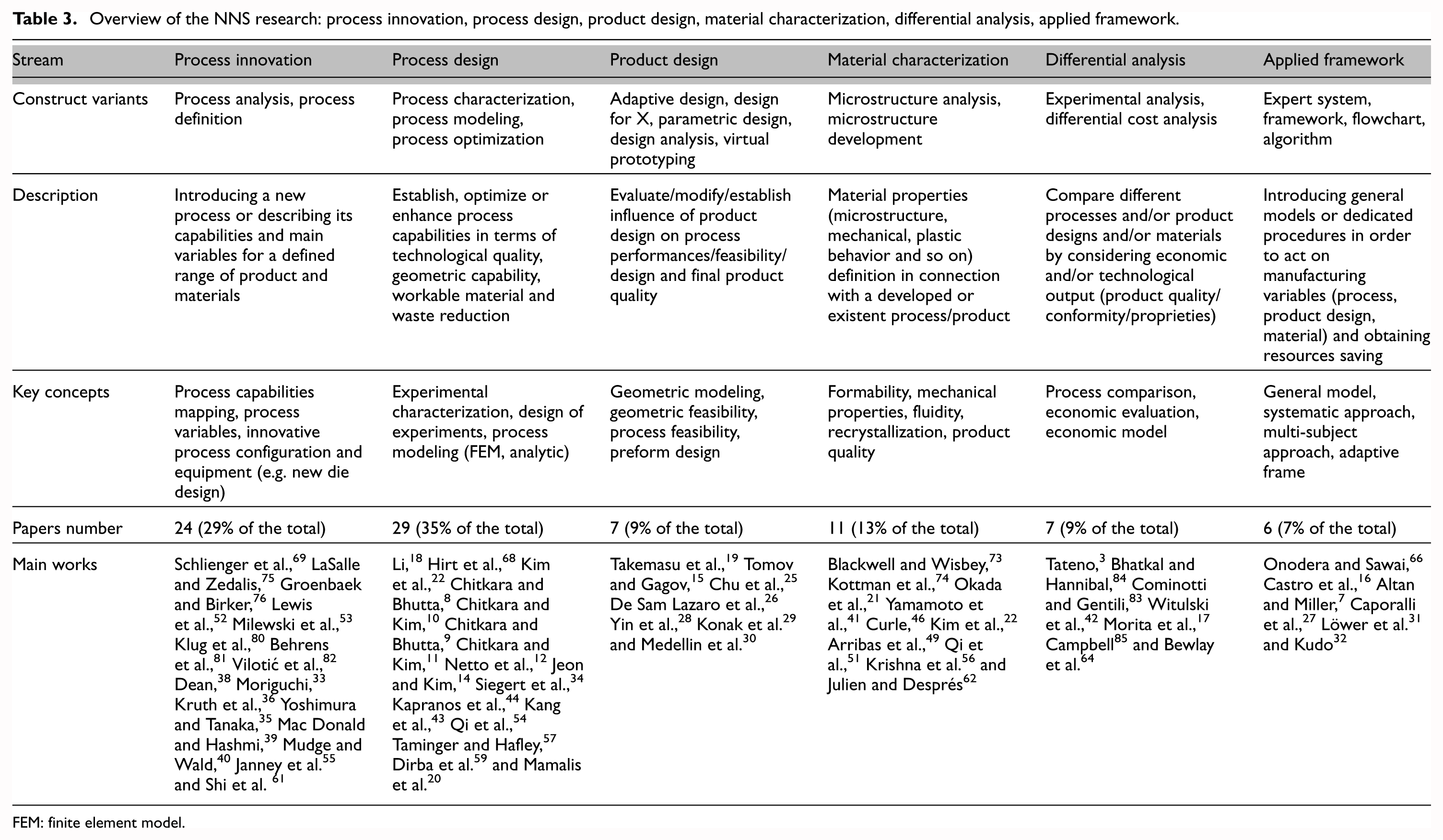
FEM: finite element model.
Process innovation
“Process innovation” papers introduce a new process36,39,55,69 or illustrate its capabilities and main variables for a defined range of products33,35,38,61,75,76,80–82 and materials.36,52,53,55,80 The process innovation’s classification is dominated by work on forging/forming33,35,38,39,61,76,81,82 and additive layer manufacturing36,40,52,53,69 processes, although a few articles investigate novel powder technologies55,75 and casting 80 processes. The majority of the papers in this category present case studies35,38,53,76,80–82 and reviews,33,36,39,40 although some experimental investigation are reported for powder technologies55,75 and additive layer manufacturing.52,69 The applications motivating work in this area are the forging of gears,33,38,76 similar high performance automotive components35,81,82 (i.e. bearings, cardan shafts, rods) and impellers.61,75 Tool design, 35 particularly die design for forging,33,38,76 and new process configuration 39 are also frequently investigated by authors. Process parameters and variables for new processes are determined by several authors,36,38,39,55,82 again mainly for forging processes and powder technologies.
Process design
“Process design” papers aim to establish,8–11,14,20,54,57,68 optimize12,22,34,44 or enhance18,43,49 process capabilities in terms of technological quality,8,11,18,43,44,59,68 geometric capabilities,9,10,14,20,54 workable material12,34,57 or waste reduction. Investigations are mainly empirical (experimental and case studies) and analytical.8–12,14 The empirical ones focus on forming, particularly on enhancing and optimizing SSMC processes in terms of the technological quality43,44,68 or establishing ALM processes’s workable materials 57 or geometric capabilities. 54 Analytical papers are focused on determining achievable geometries9,10,14 and technological quality8,11 as well as optimizing workable materials 12 in forging process applications. Analytical analysis on material optimization has also been conducted for powder technologies.8–12,14 Much of the work on numerical analysis enhance and optimize the quality of casting, particularly investment casting,18,22 and also defining the component shapes achievable by forging. 20
Product design
“Product design” papers aim to evaluate, modify and establish the influence of product design on process performances,19,29 feasibility,25,26,28 design15,28,30 and final product quality. 29 DFM methodologies are mainly used in this category,15,19,25,26,28–30 and it is interesting to note that only two papers have investigated forging with different methodologies, one numerically (i.e. regarding cost performances improvement 19 ) and the other analytically (i.e. regarding process design 15 ). DFM methodologies have also been applied for determining the feasibility of forming25,26 and casting processes. 28 The approach is a powerful one and processes chains and process parameters have been designed using DFM methodologies for casting, 28 forming and additive layer manufacturing. 30 DFM methodologies have been used for predicting the final product quality (i.e. shrinkage) and performances (i.e. quantify ideal shape modifications) in powder technologies hot isostatic pressing (HIP). 29
Material characterization
“Material characterization” papers define metal properties in connection with a new process62,74 (e.g. LMIM, and laser hot wire process, ALM process) or existing process21,22,41,46,49,51,56,73 or products. Microstructure,41,46,49,51,56,62,73,74 mechanical properties,51,56,62,73 plastic flow/behavior 21 and other material processing parameters (e.g. fluidity, strain curve)22,41,49 are commonly investigated material properties. Titanium22,41,46,49,73,74 is the most investigates material, because of its excellent mechanical proprieties, versatility and high cost but it is not the only focus and other papers investigate specific alloys such as aluminum–titanium, 21 nickel–titanium 56 and Inconel alloys.51,56 The majority of the articles is experimental46,49,51,56,62,74 or case study,73,74 although it is surprising to note that only one uses a design of experiments approach. 51 Two papers investigate titanium behavior for centrifugal casting 22 and SSMC 21 with numerical models. Forming, 49 particularly SSMC,21,46 ALM and powder technologies processes are the most investigated for material characterization.
Differential analysis
In the category “Differential analysis,” papers compare different processes17,42,84 or different processes with different product designs64,85 or even different combinations of processes, product designs and materials.3,83 The authors use comparison criteria which include process economics3,83 and technological output evaluations.17,42,64,84,85 The technological output evaluation considers product quality, product conformity and the generic proprieties (e.g. part weight, vibrational characteristics). The latter are final product characteristics which are not described as quality or conformity requirements (i.e. depending on the specific product application). Three paper use quantitative approach,3,84,85 comparing different casting processes, 85 casting and powder technologies (MIM) 84 as well as casting and forging. 3 Isothermal forging has been used as benchmark for comparison of several processes: experimentally for roll forging 64 and SSMC 42 and numerically for closed-die forging. 17 The only case study reports an economic comparison between flow forming and friction welding/machining. 83
Applied framework
“Applied framework” papers introduce general models7,31,32 or adaptive procedures16,27,66 for determining manufacturing variables (process, product design, material) in order to obtain resources saving,7,16,31,32 quality enhancing 66 or process design optimization (i.e. process parameters selection).7,16,27 The majority of the papers analyze process and product variable combinations,16,32,66 but only one considers the combination of process, product and material. 31 Two of them are taking in consideration only process variation.7,27 Main application of work in the class is the forging process,7,16,27,66 although two articles include casting 31 and forming 32 in their frameworks. Resource saving is the main motivation (i.e. raw material usage reduction7,16,31), because of its high impact on forging cost. DFM methodologies27,31 and reviews7,32 have been used for constructing the frameworks, although the following report different approaches: in one Ishikawa diagram for cold forging 66 is constructed through a case study, on the other hand, the other article analytical approach uses genetic algorithms 16 for developing a preform design methodology.
Closing remarks
NNS manufacturing is a multi-disciplinary task and consequently approaches are varied and often driven by the nature of the specific application. The literature reflects how NNS philosophies have evolved over the years to include almost all the main manufacturing techniques. So although initially the phrase was only used in reference to plastic deformation processes, NNS concepts have now been extended to casting and powder technologies and are implicit in the justification of many specialist forming processes (e.g. flow forming, hydroforming, SSMC),21,39,42–44,46,68,83 powder technologies (HIP, MIM)62,84 and ALM systems.36,40,51–54,56,57,69,73,74 Indeed, today the term NNS is frequently used to convey the generic capabilities of manufacturing technologies and distinguish them from systems that aim to deliver finished components. The literature also highlights that NNS has been associated with the creation of advantageous process and material combination for particular designs whose form has been manually tailored for that purpose. Interestingly, there appears to be a lack of general frameworks or computer-aided manufacturing (CAM)/CAD tools to support the general process of “Design for NNS” (i.e. the reported tools2,25–27 are largely focused on support of specific processes such as casting, closed-die forging and injection molding). Similarly, the general interactions between material, design and process are only rarely investigated and formally expressed (even although this is an area of work is suggested by many authors as a future development).7,32
The literature demonstrates that innovative NNS systems are still emerging but although researchers frequently report new technologies the impact of these contributions on cost and the overall workflow in a manufacturing process is only rarely discussed.32,66,83 Perhaps, a competitive analysis might be undertaken for a number of candidate processes (usually no more than two) but the scope of such analysis is often limited by the lack of flexibility in a component’s material and design. A comparative cost analysis is a fundamental instrument for justifying every investigation into the desirability of NNS technologies. The few differential cost analysis reported in the literature are mainly case study,83,84 where only different process alternatives have been evaluated (i.e. without considering alternate materials or designs). There appear to be no reports of work connecting systematic methodologies for process (e.g. Swift) and material (e.g. Ashby) selection.
Conclusion
This review has identified and categorized the reported work on NNS manufacturing over the last 30 years. The process of creating a structured summary of the field has resulting in the identification of several knowledge gaps and trends in the academic literature. It is clear that the NNS approach has evolved from being a generic term to a specific family of processes and technologies. The early sections showed that the total literature (relating to all various aspects of NNS manufacturing) is now extensive and consequently, the scope of this article has been restricted to metals. So further work is needed apply to a systematic literature review methodology to the processes for materials which fell outside the scope of this article (e.g. ceramic and composites) This additional breadth would help to better define the common approaches and, perhaps, more clearly identify the generic NNS research opportunities and limitations. However, the authors believe that, even given the necessary limitations of this article, the attempt to completely summarize the NNS manufacturing approach for the first time is a useful contribution that will focus and stimulate further work in this important area.
Footnotes
Acknowledgements
The authors want to thank WARC (Weir Advanced Research Centre), DMEM (Department of Design, Manufacturing and Engineering management) of the University of Strathclyde and Weir Group PLC for the fundamental and continuous support in this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.