
Abstract
A material microstructure-mechanics-affected machining scheme is proposed to account for the influence of material microstructural evolution on cutting mechanics. Explicit calculation of material microstructural evolution path is provided. To blend the material microstructure states into the thermo-mechanical coupling process, the material microstructure terms are introduced into the traditional Johnson–Cook model. As an application, the machining forces and average grain size are predicted in the orthogonal turning of titanium alloys. This method provides a more comprehensive way to explore microstructure-thermo-mechanical coupling in the machining process.
Introduction
The manufacturing process conditions could significantly influence the resultant surface integrity of the final workpiece material. For the hard-to-machine material, such as titanium- and nickel-based alloys, the precision machining still faces considerable challenges.1–4 The material mechanical properties are strongly dependent on the microstructural states. The thermo-mechanical loading introduced by high-speed machining will unfavorably affect the workpiece material properties, such as augmented grain size and tensile residual stress profile. Most current research work only focuses on the thermo-mechanical coupling process, where the microstructural evolution effect is largely ignored. However, obvious microstructure change has been observed in the machining process, especially for multiphase material, such as titanium alloys, steels, and aluminum alloys.5–7
An early research on the material microstructural evolution in the manufacturing process is reported by Hughes and Hansen, 8 in which the material texture change is found in the sheet metal forming of pure nickel. In a later study, Na et al. 9 categorize this as grain growth and recrystallization. Similar research is also conducted by Ding and Shin 10 in the hot deformation process of Ti-6Al-4V. A single crystal plasticity model was proposed by Kadkhodapour et al. 11 to account for the dislocation density and material texture information in the large deformation process of steel. As the development of high-speed machining, high temperature could occur in the machining process, which promotes considerable material microstructural evolution. The elongated martensite and new grains generation are observed by Duan and Zhang 12 in the orthogonal turning of steel. A strain, strain rate, and temperature-to-grain size mapping are developed by Shekhar et al. 13 for the orthogonal machining.
Due to the computational efficiency, most of the microstructural-level investigation of machining stays on the experimental or observational stage. The real machining environment involves large strain and high strain rate, which makes it inappropriate for the application of microstructural modeling method. Most of the current research work focuses on the continuum-level modification of the Johnson–Cook (JC) model to account for the microstructure attributes on the material mechanical properties. A Bammann—Chiesa—Johnson (BCJ) model is reported by Guo et al. 14 to account for the dislocation density in the adiabatic shear zone. A simple mathematic interpolation scheme is employed. Zhang et al. 15 recently proposed a self-consistent flow stress model to account for the phase transformation effect in turning. However, the explicit phase transformation calculation is not provided.
New methodology needs to be developed that has the material microstructure information and high computational efficiency for machining. The explicit material microstructural evolution path could be obtained. Also, the correlation between material microstructure attributes and mechanical properties needs to be clearly addressed. A previous study by Pan et al. 16 introduced a finite element approach for the material microstructural evolution calculation for the machining of Ti-6Al-4V. Though explicit calculations of the grain size and phase transformation are provided, the effect of grain size variation during machining on material flow stress is not clearly established. The model is only validated by the chip morphology without referring to the cutting forces. In the current work, a more advanced model will be provided. In addition to the microstructural evolution calculation, the effect of both phase transformation and grain size, as they evolve dynamically during the machining process, on material flow stress will be imbedded into a modified JC model that is microstructure-dependent. A case study will also be conducted for the application of this method in machining of titanium alloys. The cutting forces output from the model will be provided. The force comparison will be provided against the experimental measurement data and a traditional cutting force model.
Microstructure-mechanics-affected machining scheme
A physical-based modeling scheme for the residual stress, machining forces, and microstructure states is proposed. The flow chart of the proposed research method is shown in Figure 1. The model inputs the process parameters, machining tool configuration, and material initial mechanical microstructural properties into a well-defined process function path. The machining forces and temperature field are the outputs from the classic contact mechanics theory. The thermo-mechanical loading condition is taken into the microstructural evolution loop. The phase transformation is purely based on the temperature loading history. The dynamical recrystallization process is a strong function of strain, strain rate, and temperature. After the explicit calculation of the microstructure attributes, the material flow stress is updated and sent back into contact mechanics block. An interactive process is conducted. Finally, the residual stress, material microstructure attribute, and machining forces are the prediction outcomes.
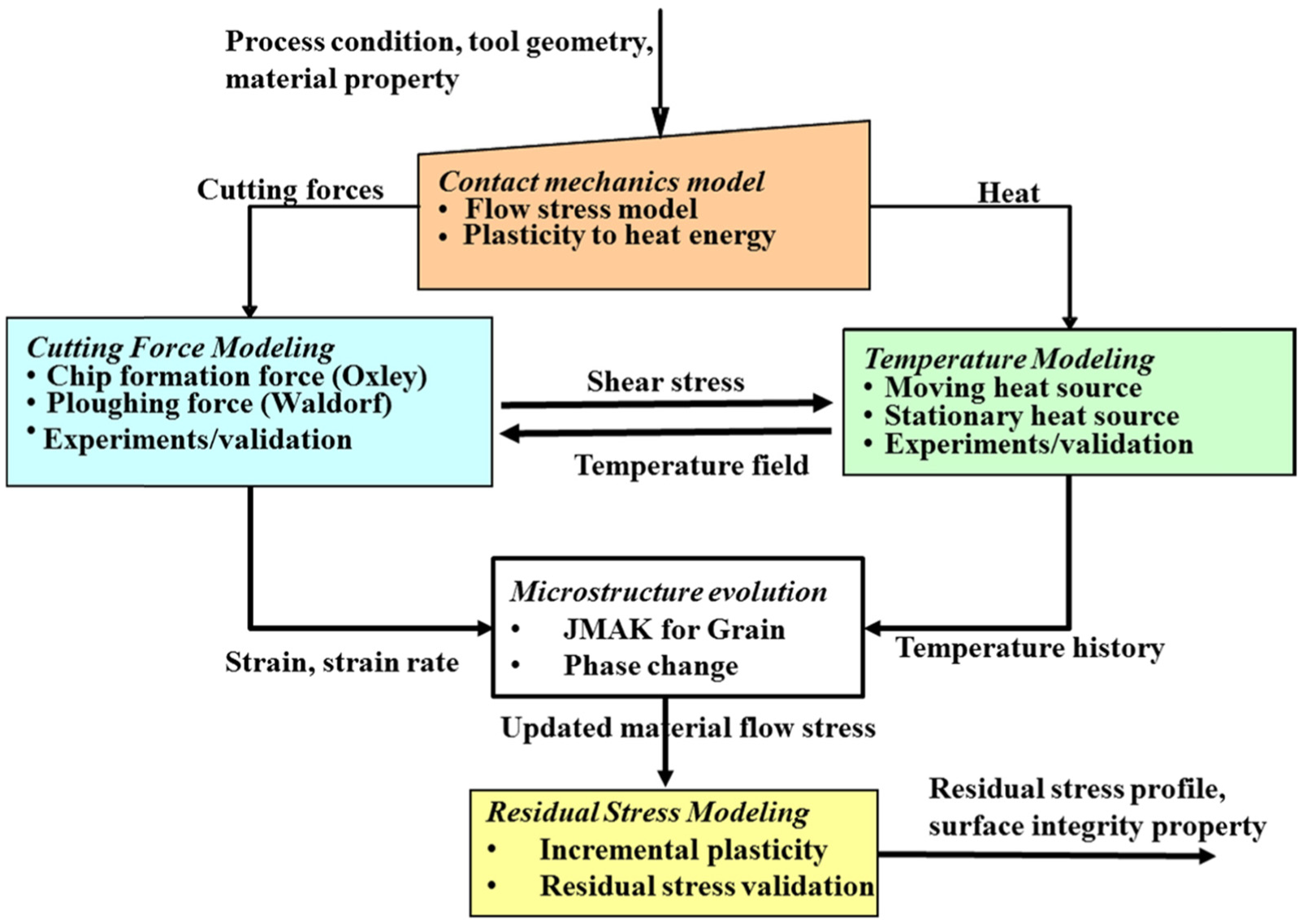
Material microstructure-affected precision machining scheme.
Microstructural evolution
The microstructure change in the machining process includes phase transformation and recrystallization-induced grain growth. The phase transformation model for most materials could be obtained by time–temperature–transformation (TTT) curve. For the Ti-6Al-4V material, the β phase volume fraction will increase as a function of temperature, as shown in Figure 2. The phase transformation modeling involves three steps: the α to β in the heating process, the β to α + β in the cooling-down process, and the α to β in the cooling. In the heating process, the α to β phase transformation could be calculated by Avrami equation

where ξ is the transformed volume fraction, b and n are the material constants, and T is the current temperature. The TTT curves used to β to α + β calculation could be found in a previous research. 16 The α to β transformation in the cooling is described by

where
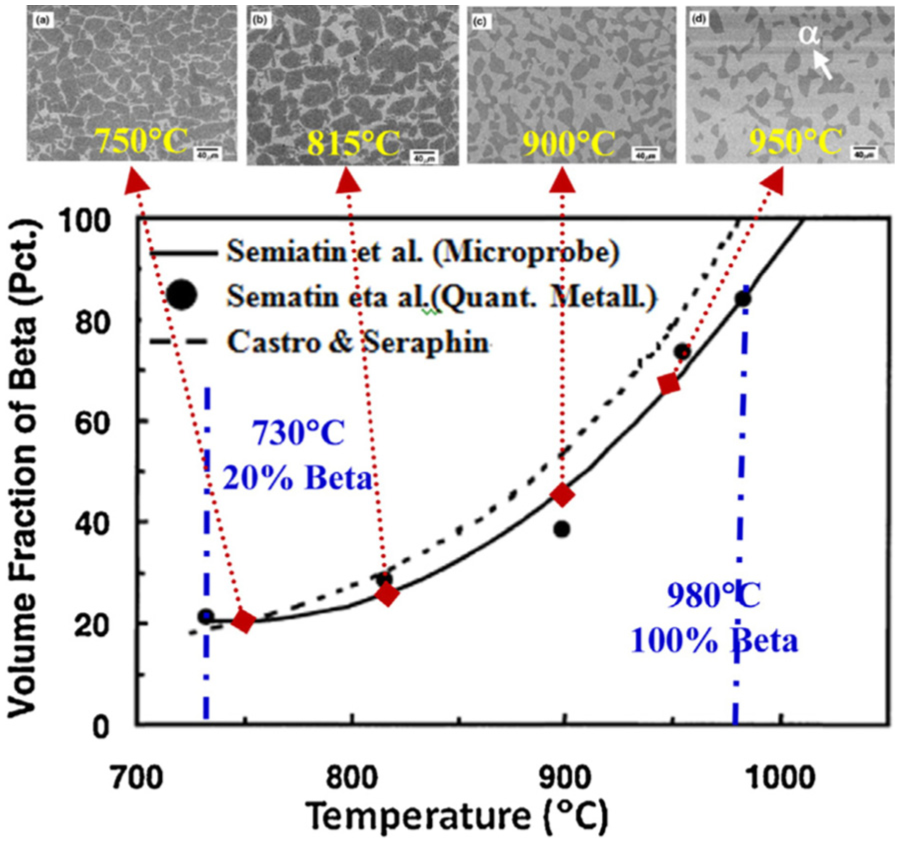
Volume fraction of β phase as a function of temperature for Ti-6Al-4V and the resulting microstructure. 15
For the grain size evolution model, the dynamically recrystallized volume fraction of the material Xdrex could be obtained as a function of strain ε, strain rate

where D0 is the initial average grain size.
Microstructure–mechanics interaction
The flow stress of different phases could be calculated by the modified JC model. So, the effect of phase transformation on the material flow stress could be described by the mixture rule as

where σα+β is the flow stress of the multiphase material, and σα and σβ are the flow stress of the α phase and β phase, respectively.
In addition to the phase transformation effect from the previous study, 16 a grain size–based term will be introduced. The grain size effect on the material flow stress could be described by the Hall–Petch equation. With the increasing grain size, the material yield stress would decrease. For the implementation of machining, a modified term needs to be included in the JC model as

where A is the material initial yield stress in a traditional JC model, and Ahp and Khp are the phase-dependent material constants.
Forces and microstructure prediction
The material microstructure-mechanics-affected precision machining method is applied for the cutting forces and microstructural evolution prediction in the orthogonal turning process. The cutting speed is selected to be 55 m/min at a feed rate of 50 µm/rev. A TPG432-type cutting insert is used. The insert is made of tungsten carbides without coating. The tool edge radius is measured to be 5 µm. The insert is mounted to a CTFPR-164C-type tool holder to have a 0° rake angle and −5° relief angle. The tool holder is clamped to a Kistler dynamometer (9257B) for the cutting force measurement. The turning experiment is conducted on the Okuma CNC lathe (Okuma LB 2000). A Ti-6Al-4V hollow bar with the wall thickness of 1 mm is used as the workpiece. The normalized Cockroft–Latham damage model is used for the segmented chip formation in turning of Ti-6Al-4V.
Different from the chip morphology comparison, 16 which could only provide an indirect way for the model validation, the cutting forces output will be validated. The predicted cutting force and plowing force with the microstructure-mechanics-affected machining method and a traditional method are plotted in Figure 3, respectively. The experimentally measured cutting force and plowing force are 138 and 51 N. The plowing forces from both methods show a close approximation to the measurement. The cutting force history shows some periodic valleys. This could be explained by the segmented chip formation in the turning process. When the incremental plastic strain calculation reaches the fracture threshold, the fracture in the chip occurs and propagates. The cutting force would have a sharp decrease and reaches to the valley. After the plastic strain releases in the segmented chip formation process, the cutting force would slowly increase up to the peak value. The material microstructure-affected machining method provides a more accurate cutting force prediction in case of chip segmentation.
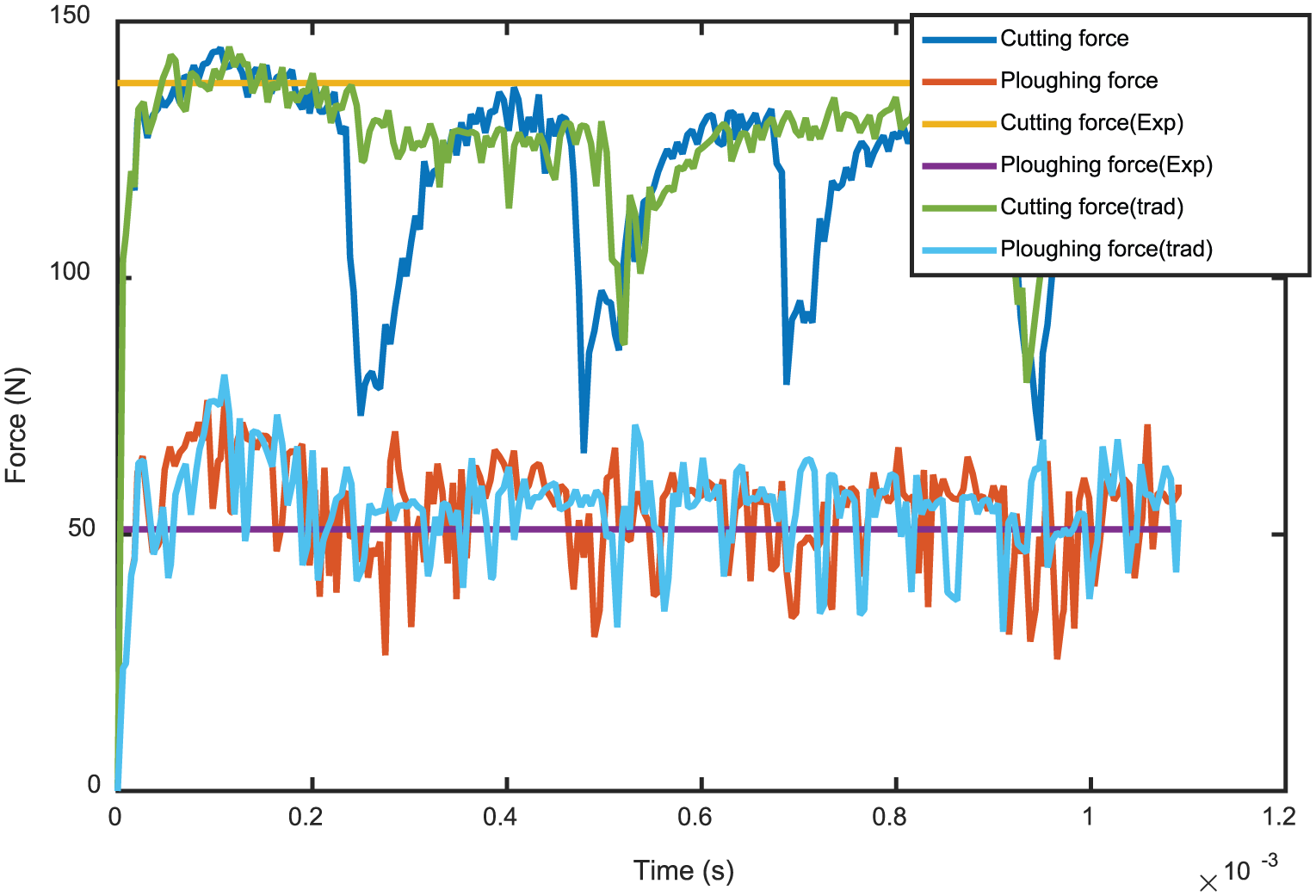
The experimental and predicted cutting force and plowing force at a cutting speed of 55 m/min and feed rate 50 µm/rev.
The electron back scatter diffraction (EBSD) tests are conducted for the grain size measurement. A TESCAN MIRA X3 FE-SEM with an EDAX OIM™ camera is used. The scanned region covers the workpiece surface and around 200 µm below. The step size of the scan is 0.3 µm in both x and y directions. Experimental scan points below 0.1 of confidence index are filtered out to improve experimental reliability. The initial average grain size of the Ti-6Al-4V is experimentally determined to be 15 µm by EBSD. The average grain size on the machined workpiece surface and chip is plotted in Figure 4. The refined grain structure is observed on the machined workpiece surface. The minimum grain size occurs at the tool–workpiece interface where the high temperature, large strain, and strain rate exist.
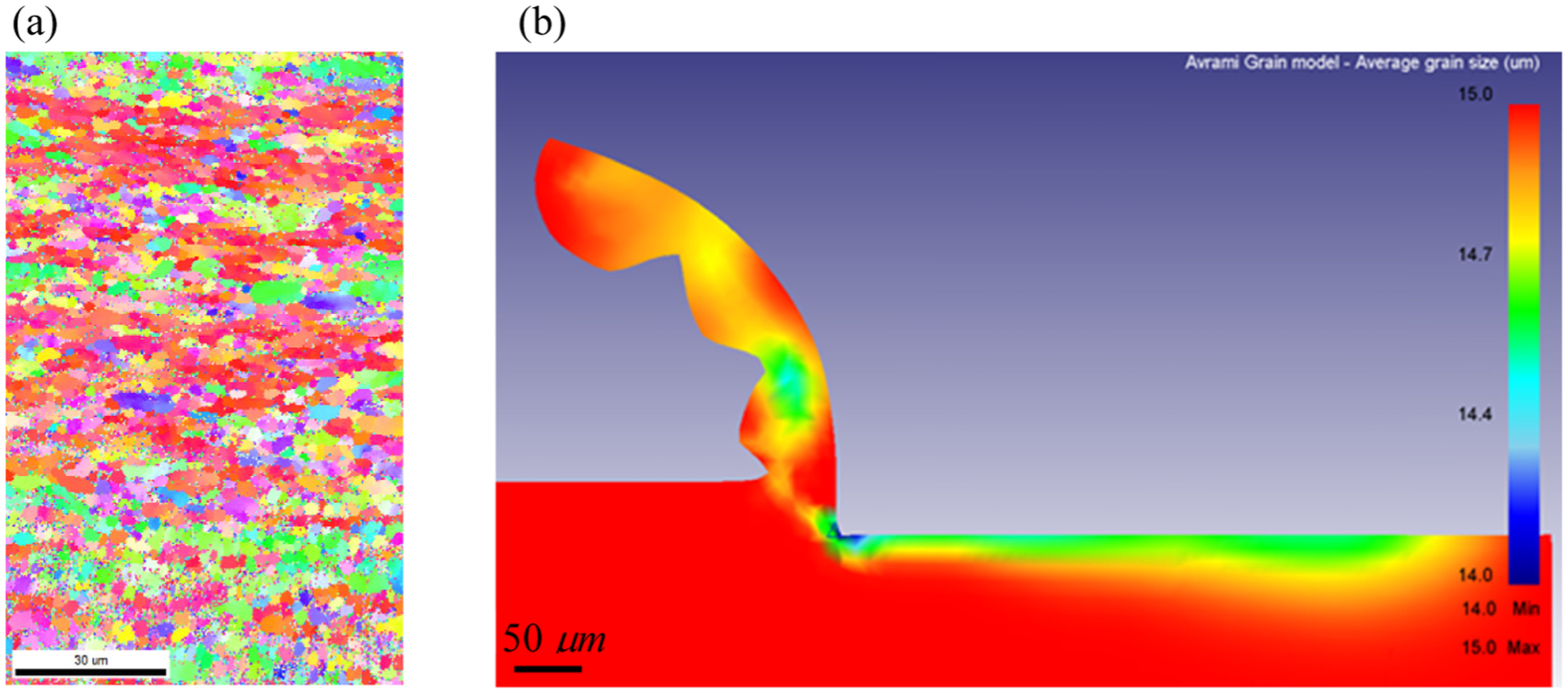
(a) EBSD image of the initial Ti-6Al-4V microstructure properties and (b) the predicted average grain size at a cutting speed of 55 m/min and feed rate 50 µm/rev.
Conclusion
The material microstructure-mechanics-affected machining approach that accounts for the effect of material microstructural attribute evolution on cutting mechanics is proposed. The approach takes the high computational benefits from continuum-level modeling by introducing the material microstructure terms to the traditional JC model. Also, the explicit microstructure properties calculation, such as phase transformation and average grain size, are provided. The effects of material microstructure change on flow stress are clearly described. A case study is conducted on the Ti-6Al-4V material for the forces and average grain size prediction in the orthogonal turning. The proposed method offers an effective computational tool set for the precision machining process design and optimization.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the University Strategy Program of Georgia Institute of Technology.