
Abstract
In order to explore the grinding surface deformation and subsurface damage mechanism for reaction-bonded SiC ceramics, the grinding experiment for reaction-bonded SiC ceramics was carried out under the condition of different grinding depths using two different kinds of grain sizes of grinding wheel. The ground surface morphology of specimen was observed using the field emission scanning electron microscope (5000 ×), and the value of surface roughness Rz was measured by the confocal microscope, which found that there were the brittle removal region and the plastic removal region on the ground surface of reaction-bonded SiC ceramics and it could improve the ground surface quality and proportion of ductile region using the fine grinding wheel and reducing the grinding depth. The specimen was polished by the ion cross section polisher and the ground subsurface was analyzed by the field emission scanning electron microscope, which found that there were transgranular fracture, intergranular fracture, crack bifurcation, ladder-shaped crack and other phenomenon in the grinding process. And it could control the subsurface damage depth using the fine grinding wheel and reducing the grinding depth. The relationship between surface roughness and subsurface damage was analyzed based on the indentation theory, which found that the simulation results were close to the experiment results when the value of m is in the range of 1/8–1/4. When m is 0.2143 calculated by genetic algorithm, the simulation results are the best.
Introduction
With the development of space optical technology, large aperture aspheric mirror is a necessary trend in the development of space optics because of its high ground resolution, focal length and high ground cover.1,2 The SiC ceramics is a kind of ideal material for manufacturing large aperture aspheric mirrors for its high hardness, low density, chemical stability, low thermal coefficient of expansion and high-temperature wear resistance.3,4 As a typical hard-brittle material, however, the SiC ceramics is a kind of difficult-to-machine material for its high hardness, high strength, low fracture toughness and brittleness, which result in large surface imperfection and the subsurface damage (SSD) in the manufacturing process.5–8 In recent years, some researchers show great interest in machining the SiC ceramics. Xie et al. 6 investigated the ductile-mode grinding in connection with elliptical torus eccentricity and grinding variables, which contributes to decreasing the grain cutting depth to the critical cutting depth without nanometer-scale depth of cut, leading to efficient ductile-mode grinding. Yoo et al. 7 carried out the machining experiment for newly developed conductive SiC ceramics by electrical discharge, which found that as the unit discharge energy increased, the debris size and its standard deviation for YN-SiC increased. Katahira et al. 8 investigated the effects of the application of an atmospheric-pressure plasma jet during polycrystalline diamond micro-end-milling, which introduced that the proposed plasma jet is highly effective in improving both the chip formation process and removing surface contamination at the tool edge during machining. Ji et al. 9 presented a new combined process that integrates electrical discharge milling and mechanical grinding, which is able effectively to machine a large surface area on SiC ceramic with a good surface quality and low cost. Guo et al. 10 proposed a promising method using ultrasonic vibration of the workpiece to overcome chipping and rounding of micro-structural edge features. The results show that the application of ultrasonic vibration can enhance the ground surface quality and improve the edge features of micro-structures.
Although great progress of researching for SiC ceramics has been made, the removal mechanism and surface deformation characteristic of SiC ceramics are still in the exploratory stage. Therefore, the research on the material removal mechanism including surface deformation and SSD of grinding is very important for the precision and high-efficiency machining SiC ceramics. Based on the theory of brittle-to-ductile transition proposed by Bifano et al., 11 many researchers carried out the processing experiments at ductile removal regime for hard-brittle materials.12–14 Also, SSD can affect the service life and quality of optical elements, so it is important to study the SSD in processing materials.15–18 However, the detection of SSD depth for hard-brittle materials is still a challenge. Traditional detection methods for SSD such as angle mechanical polishing method, 15 magnetic rheological polishing 16 and other destructive methods will introduce the secondary injury in the polishing process inevitably, which cannot render the original morphology of the SSD layer. X-ray detection method, 17 ultrasonic detection method 18 and other nondestructive detection methods are difficult to guarantee the detection accuracy, which is limited in the actual processing. Ion beam polishing is a kind of non-contact optical processing methods which is high certainty. The ion beam which has certain energy is emitted from the ion source to impact the surface of the workpiece to be processed. When the energy of sputtering particles is larger than the surface binding energy of workpiece material, they can fly away from the surface of the workpiece to realize the deterministic material removal. There are no stress layer and second injury in the process, which can expose the real structural information inside the sample and is easy for the subsequent observation and analysis by scanning electron microscope.19,20
In order to explore the grinding surface deformation and SSD mechanism for reaction-bonded (RB) SiC ceramics, the grinding experiment for RB-SiC ceramics was carried out under the condition of different grinding depths using two different kinds of grain sizes of grinding wheel. The laser scanning confocal microscope, the beam cross section polishing and scanning electron microscope were used to analyze the morphology of grinding surface and SSD layer which are quantitatively expressed.
Experiment device and conditions
The specimen is RB-SiC ceramics provided by the Changchun Institute of Optics, Fine Mechanics and Physics (the physical characteristic is shown in Table 1). The size of the specimen is 10 mm × 10 mm × 2 mm and the surface is polished to mirror surface by the mechanical polishing method (as shown in Figure 1(a)). The grinding experiment was carried out on the precision horizontal axis surface grinder of type MM7132A (as shown in Figure 1(b)). The spindle speed is 1500 r/min, feed speed is 248 mm/min and the range of grinding depth is 2–20 µm. The metal-bonded diamond grinding wheel whose width B is 10 mm and whose diameter Φ is 300 mm is used in the experiment. The grinding speed is 23.562 m/s. Two kinds of grain size of grinding wheel, W40 and 120#, were chosen in this research. There is water coolant in the grinding process. The detail grinding conditions are shown in Table 2.
The physical characteristic of RB-SiC ceramics.

RB: reaction-bonded.
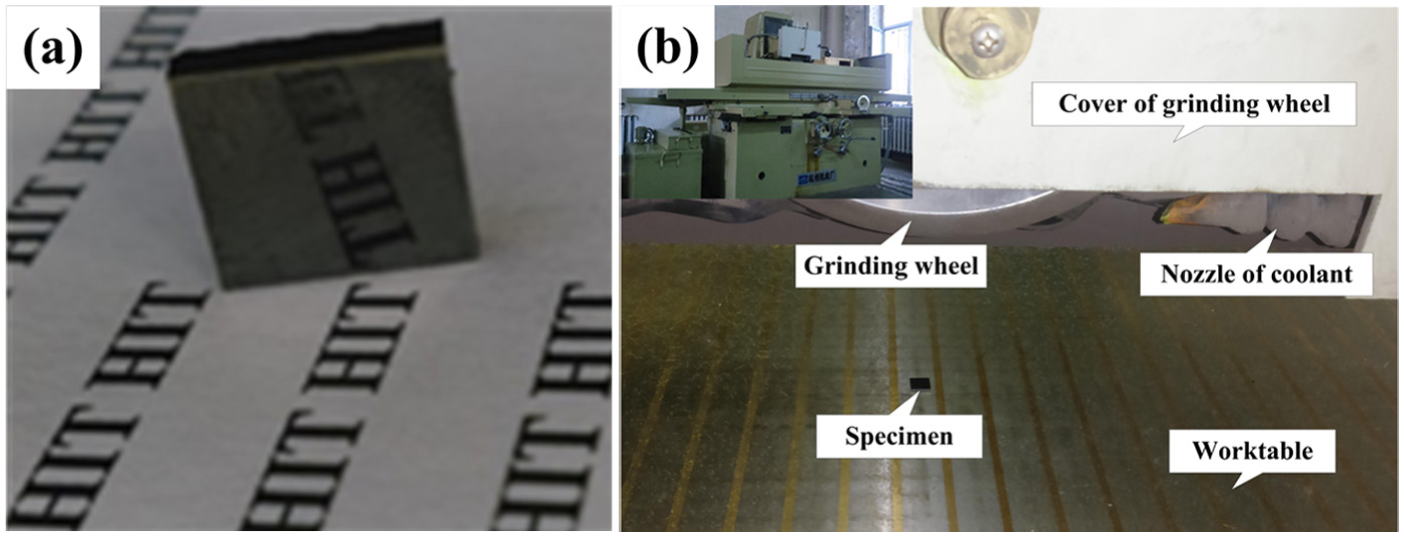
The specimen and device of grinding experiment: (a) specimen of RB-SiC ceramics and (b) device of grinding experiment.
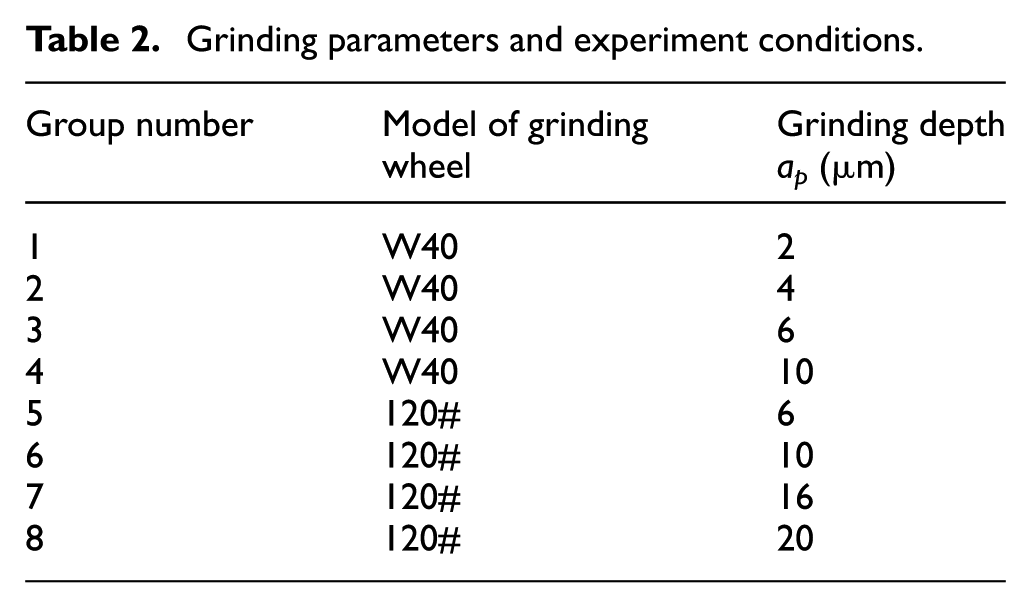
Grinding parameters and experiment conditions.
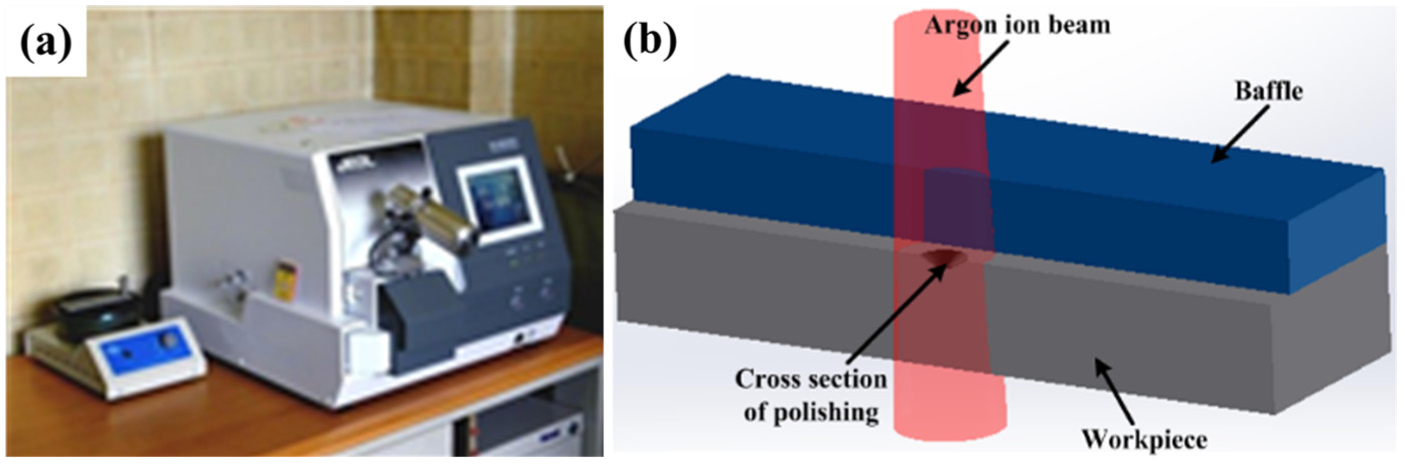
As shown in Figure 2, to observe the SSD of the workpiece, the RB-SiC ceramics grinding surface was polished by the ion cross section polisher of type IB-09020CP. The diameter of ion beam spot is 500 µm (full width at half maximum (FWHM)) and the accelerating voltage is 6 kV. The width of the workpiece over the baffle is 60 µm, which can avoid the influence of the edge-breaking for the subsurface crack in the process of grinding.
The ion cross section polisher and subsurface polishing area: (a) the ion cross section polisher of type IB-09020CP and (b) the sketch of ion cross section polishing).
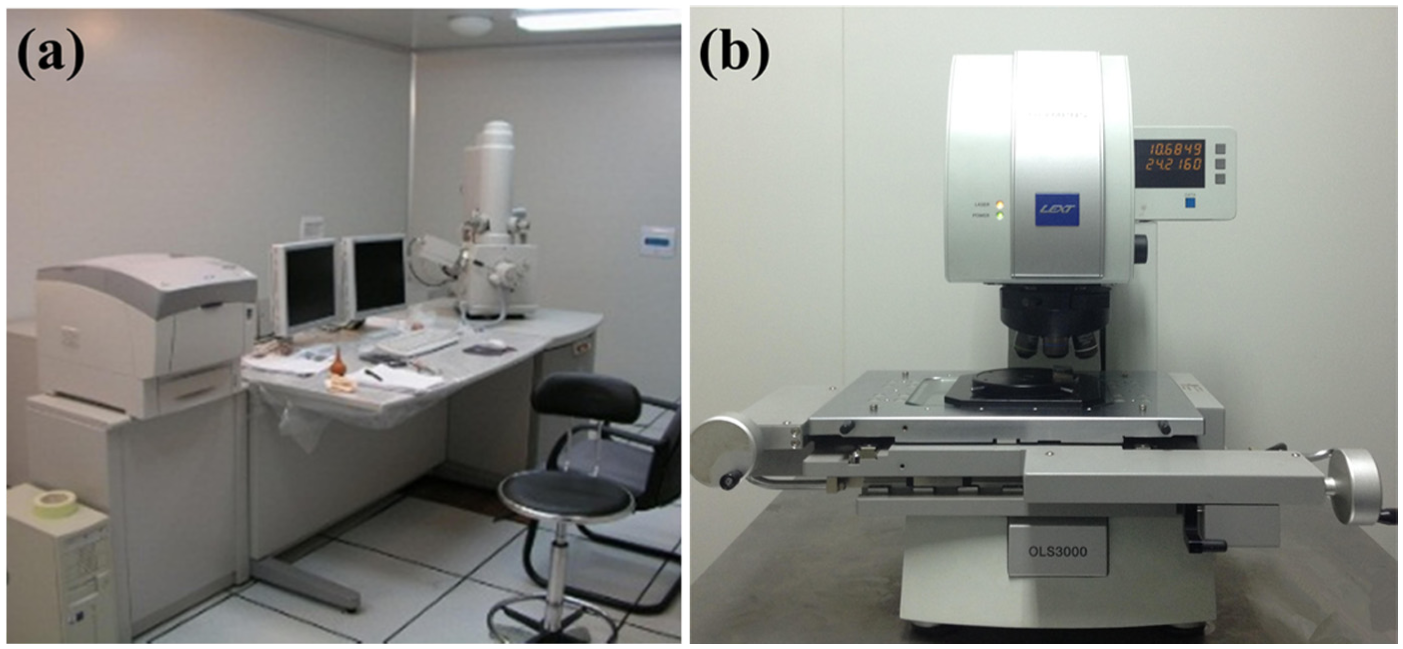
As shown in Figure 3(a), the ground surface morphology and the subsurface of the specimen were observed using the field emission scanning electron microscope (FE-SEM) of type FEI Sirion 200. As shown in Figure 3(b), the ground surface roughness (SR, Rz) was measured by laser confocal microscope of type OLS3000.
Detection device: (a) field emission scanning electron microscope of type FEI Sirion 200 and (b) laser confocal microscope of type OLS3000.
Results and discussions
Morphology of grinding surface for RB-SiC ceramics
The morphology of grinding surface under different conditions
The ground surface morphology of the specimen was observed by FE-SEM (5000×). There are the brittle removal region (represented by B) and the plastic removal region (represented by D) on the ground surface of RB-SiC. As shown in Figure 4(a), the ductile removal area accounted for a large proportion under the grinding depth of 2 µm using the grinding wheel of W40. There are obvious ductile scratches (dotted arrow) on the ground surface. The mechanism of ductile removal for SiC is mainly due to the joint action of dislocation motion and phase transition under high pressure. 21 The proportion of ductile removal on the ground surface gradually reduced and the ductile scratches gradually became discontinuous with the increase in grinding depth. As shown in Figure 4(d), there is obvious brittle fracture removal (solid arrow) on the ground surface under the grinding depth of 20 µm using the grinding wheel of 120#, and it was difficult to find ductile scratches. With the increase in the grinding depth, the grinding depth of single abrasive grains increases. When the grinding depth exceeds a certain value, the removal behavior of brittle material will change from ductile-regime removal to brittle-regime removal.11–14,22,23 And the quality of the grinding surface obtained by the ductile removal is better than that by the brittle removal. Comparing Figures 4(c) and 5(a), and comparing Figures 4(d) and 5(b), we can found that under the same grinding parameters, it was easier to achieve ductile removal and higher quality ground surface using the grinding wheel of W40. Under the same grinding depth, the cutting depth of small-size abrasive and the maximum undeformed chip thickness are smaller than that of the large-size abrasive. Therefore, more ductile-regime removal and more uniform surface quality could be obtained using the grinding wheel of small-size abrasive.24,25
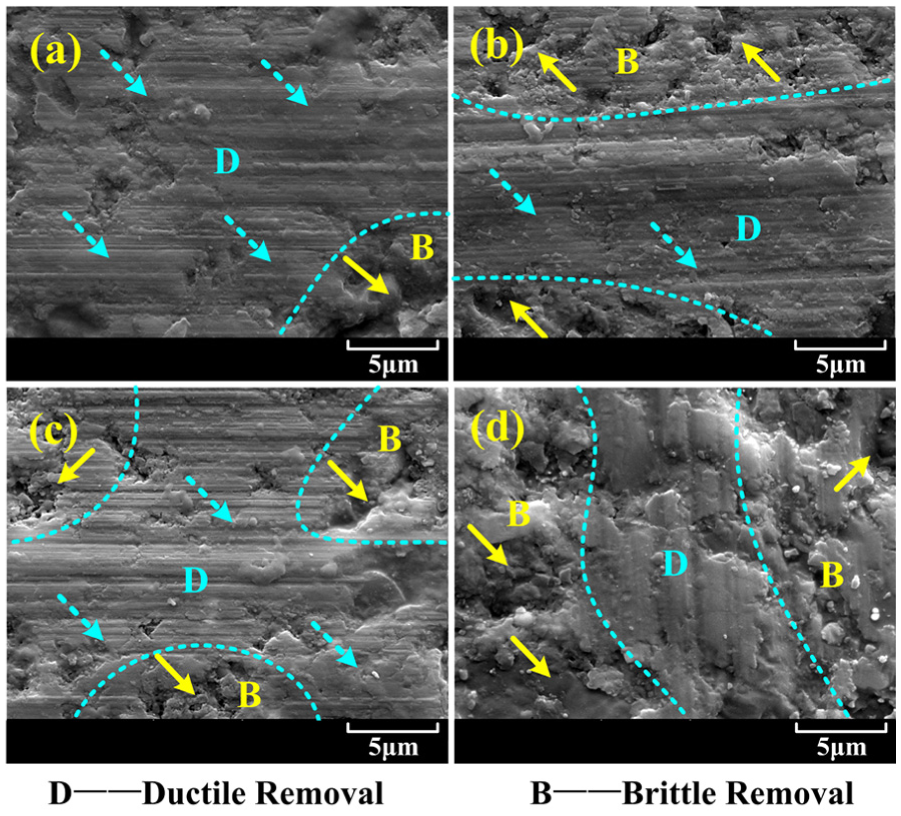
Grinding surface morphology (W40): (a) 2 µm, (b) 4 µm, (c) 6 µm and (d) 10 µm.
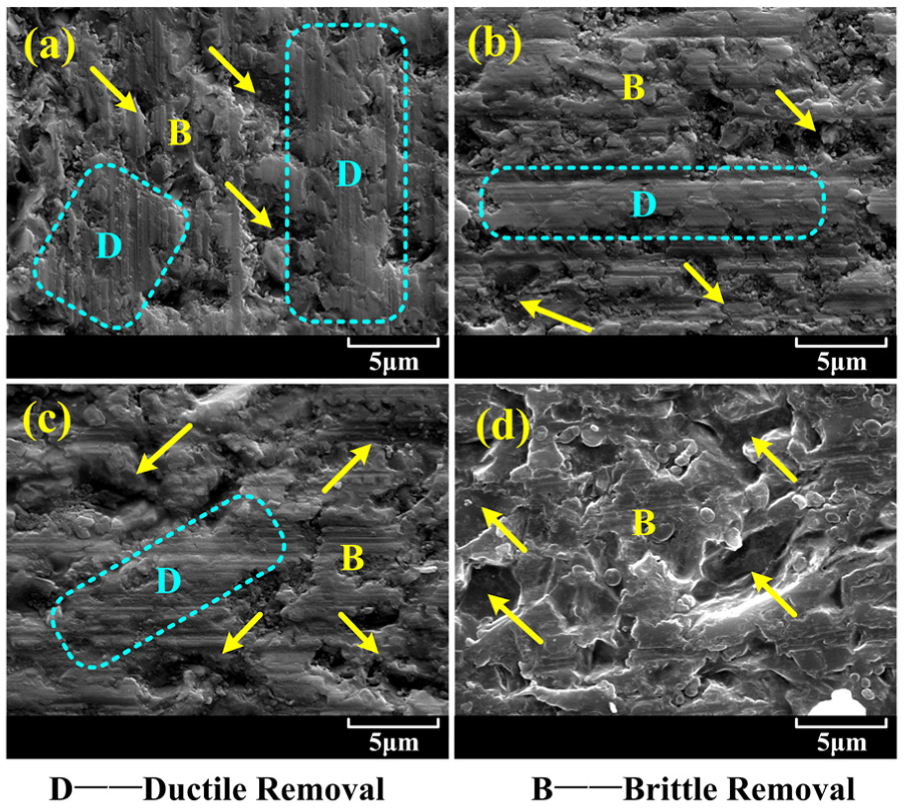
Grinding surface morphology (120#): (a) 6 µm, (b) 10 µm, (c) 16 µm and (d) 20 µm.
The influence of grinding depth and grain size on SR
As shown in Figure 6, to further quantized signified the influence of grinding depth and grain size on SR, the ground SR (Rz) was measured by laser confocal microscope of type OLS3000. The measurement range is 256 µm × 256 µm. Every specimen was measured five times and the average value of five measurement results was chosen as the final result.
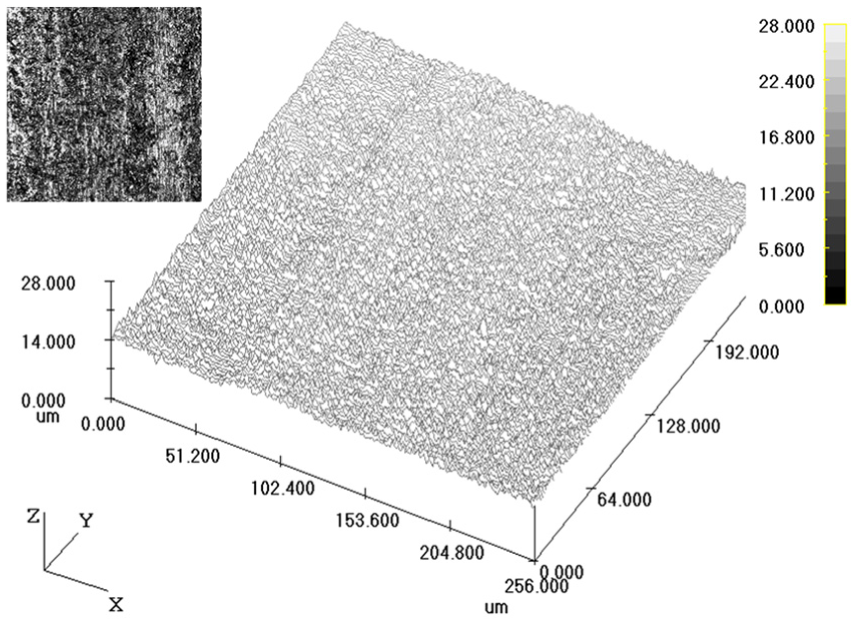
Surface roughness measurement by laser confocal microscope.
The influence of grinding depth and grain size on SR is shown in Figure 7. The value of SR approximately linear increased with an increase in the grinding depth. The surface quality ground by grain size of W40 is better than that ground by grain size of 120# under the same grinding conditions. So it can be used to improve the surface quality of the grinding surface using the fine grinding wheel and reducing the grinding depth.
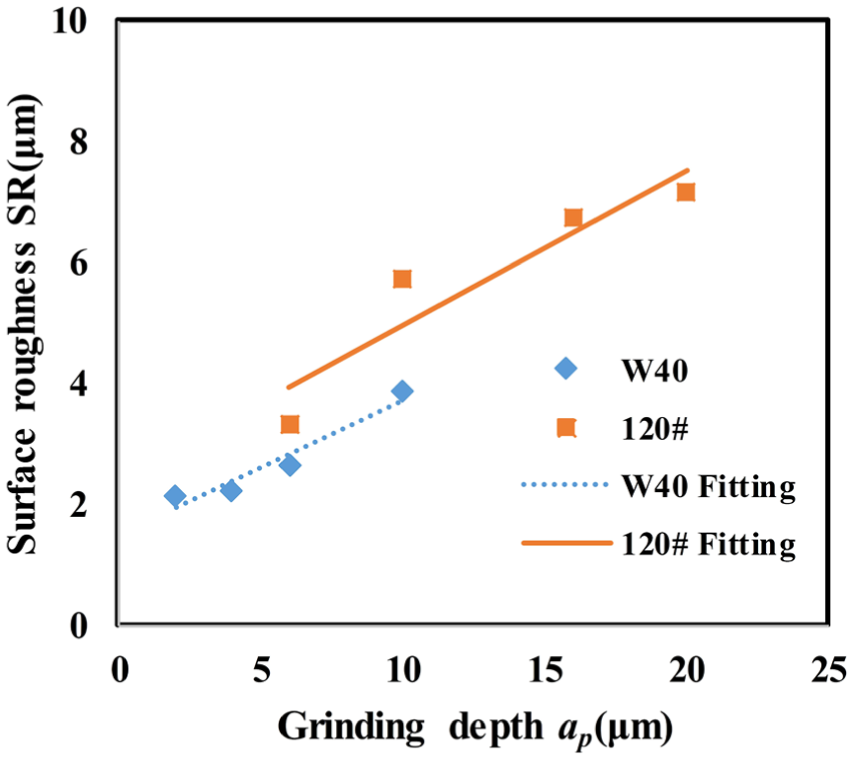
The influence of grinding depth and grain size on surface roughness.
SSD of grinding RB-SiC ceramics
The morphology of SSD for RB-SiC ceramics
The polished subsurface morphology is shown in Figure 8. The length of polishing area is about 2400 µm, and the maximum depth is about 400 µm, which is wide enough to observe the detailed information of the subsurface.
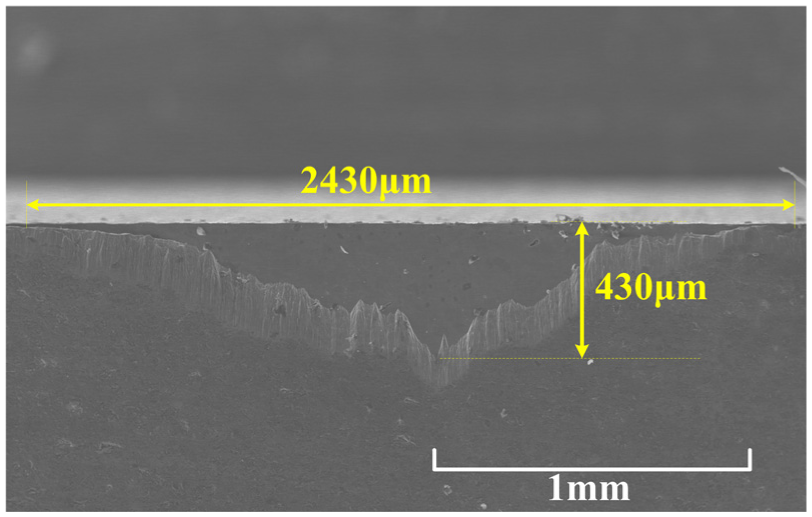
Subsurface polishing area.
The SSD morphologies were observed by FE-SEM. As shown in Figure 9, the SiC phase and the Si phase are analyzed by the energy-dispersive spectrometer. As shown in Figure 9(a), there are transgranular cracks in the SiC phase and Si phase. The crack depth is generally smaller than the grain size of the SiC phase, and most of the intergranular fractures occur in the SiC phase. When the crack is extended to the grain boundary from the SiC phase and extended to the Si phase from the grain boundary, the direction of crack propagation is deflected. This phenomenon shows that the crack propagation is affected by the grain boundary in a certain extent. Many researchers also believe that the grain boundary will inhibit the dislocation motion, 26 inhibit the crack propagation 27 and deflect the crack propagation direction28,29 in a certain extent. And there is also intergranular crack extended along the SiC phase. The micro cracks also occur in the defect (solid ellipse in Figure 9), which indicates that the existence of defects can also cause the expansion of subsurface cracks. As shown in Figure 9(b), there are cracks near the SSD layer extended along the SiC phase and further expansion of the cracks will lead to chunk removal of the material. As shown in Figure 9(c), there are transgranular ladder-shaped crack and crack bifurcation in the ground subsurface. The crack propagation direction is deflected because the crack is not only subjected to the stress of type I but also subjected to the stress of type II. 30 Micro crack cloud aggregation (dotted ellipse in Figure 9) occurred near the ground surface.
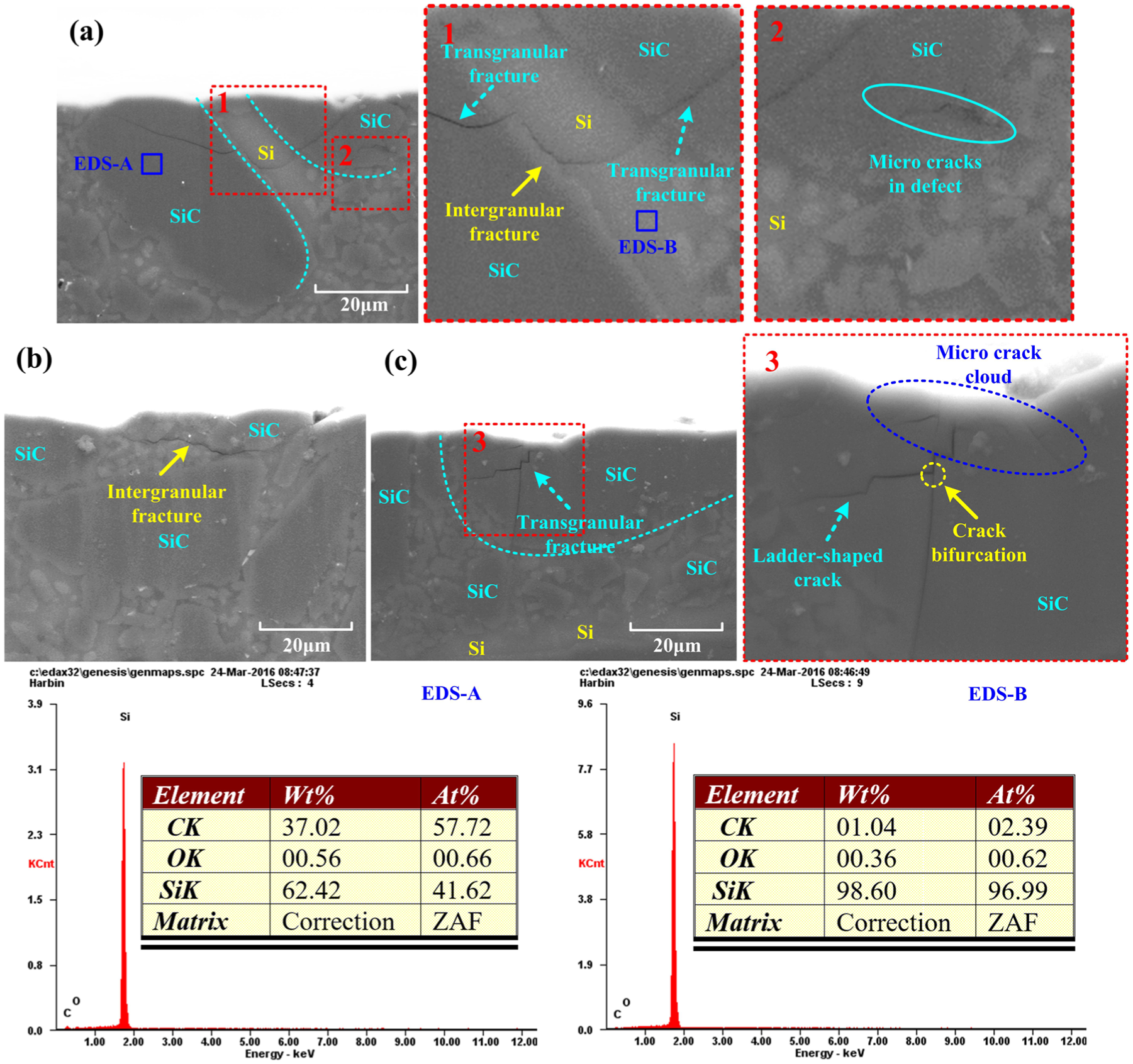
Subsurface damage of RB-SiC ceramics.
The influence of grinding depth and grain size on SSD
The influence of grinding depth and grain size on SSD depth is shown in Figures 10–12. The SSD depth approximately linear increased with an increase in the grinding depth. With the increase in grinding depth, the depth of the single-grain pressing into the specimen is also increased. The depth of the radial cracks and transverse cracks increases with the increase in indentation depth according to the indentation fracture mechanics.31–33 The SSD depth ground by grain size of W40 is less than that ground by grain size of 120# under the same grinding conditions. So it can be used to control the SSD depth using the fine grinding wheel and reducing the grinding depth. When the grinding depth is the same, the depth of the large-size abrasive pressing into the specimen is deeper than that of the small-size abrasive pressing into the specimen. Therefore, the larger the abrasive size of the grinding wheel, the deeper the SSD depth.31–33
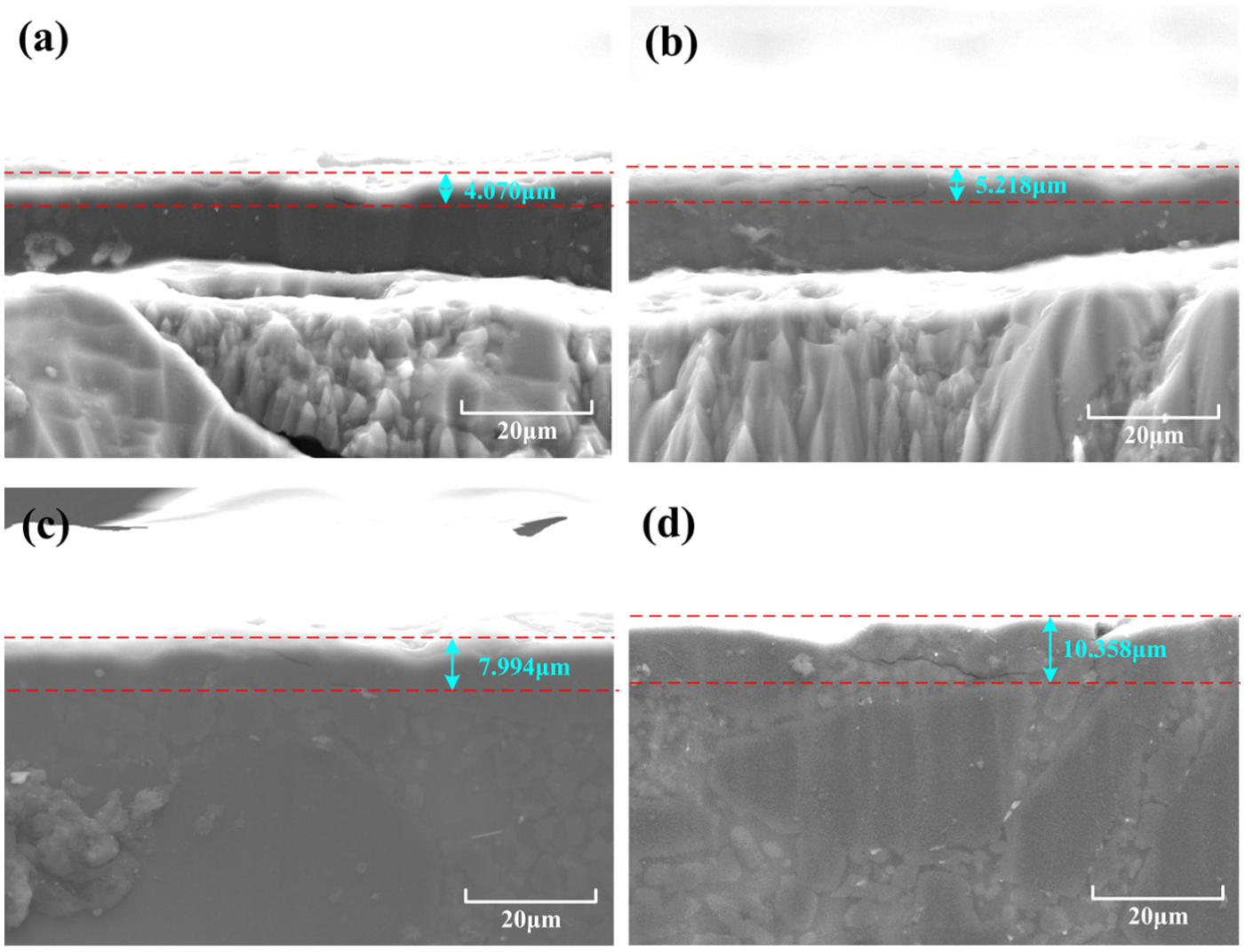
The subsurface damage morphology (W40): (a) 2 µm, (b) 4 µm, (c) 6 µm and (d) 10 µm.
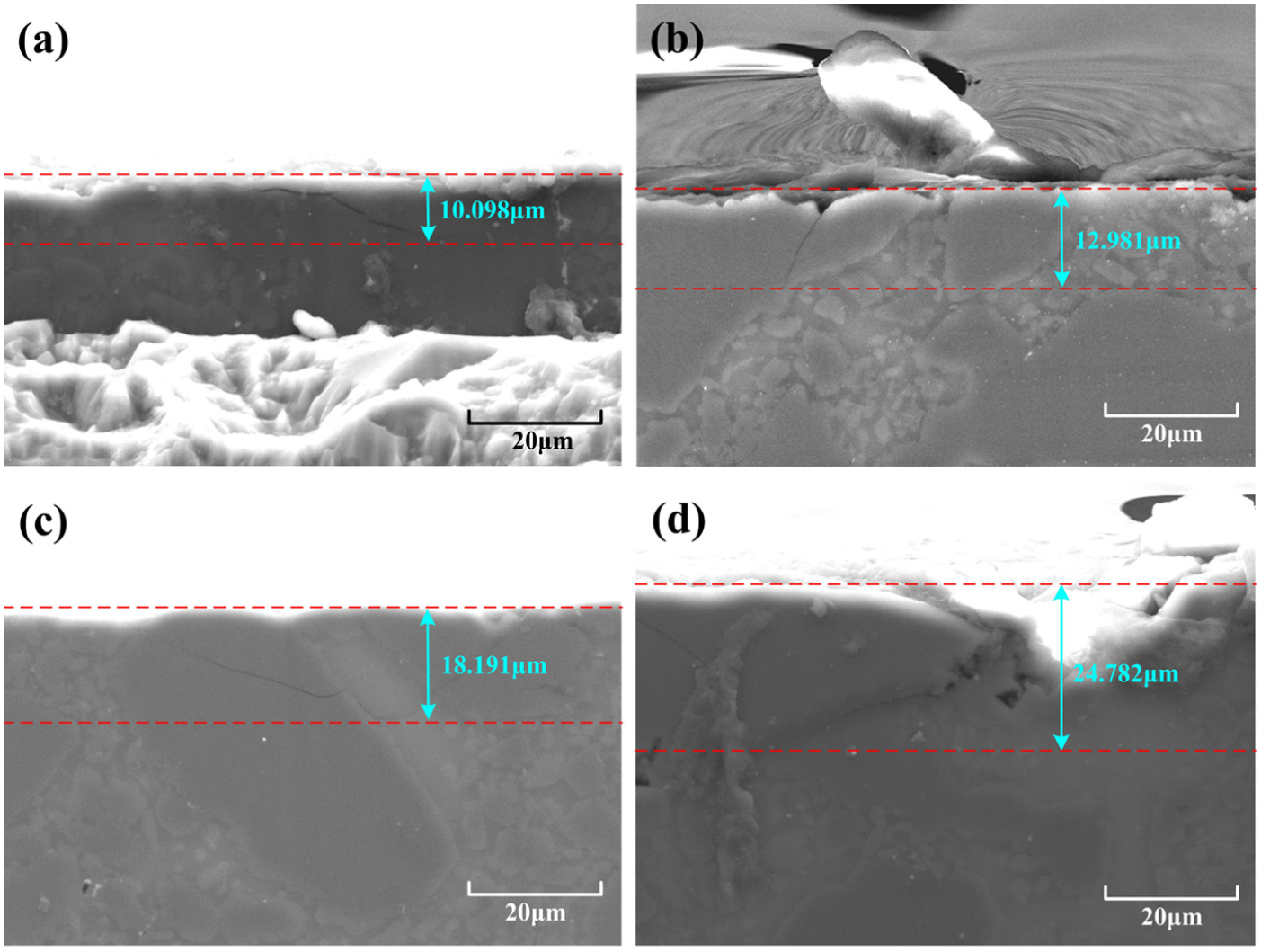
The subsurface damage morphology (120#): (a) 6 µm, (b) 10 µm, (c) 16 µm and (d) 20 µm.
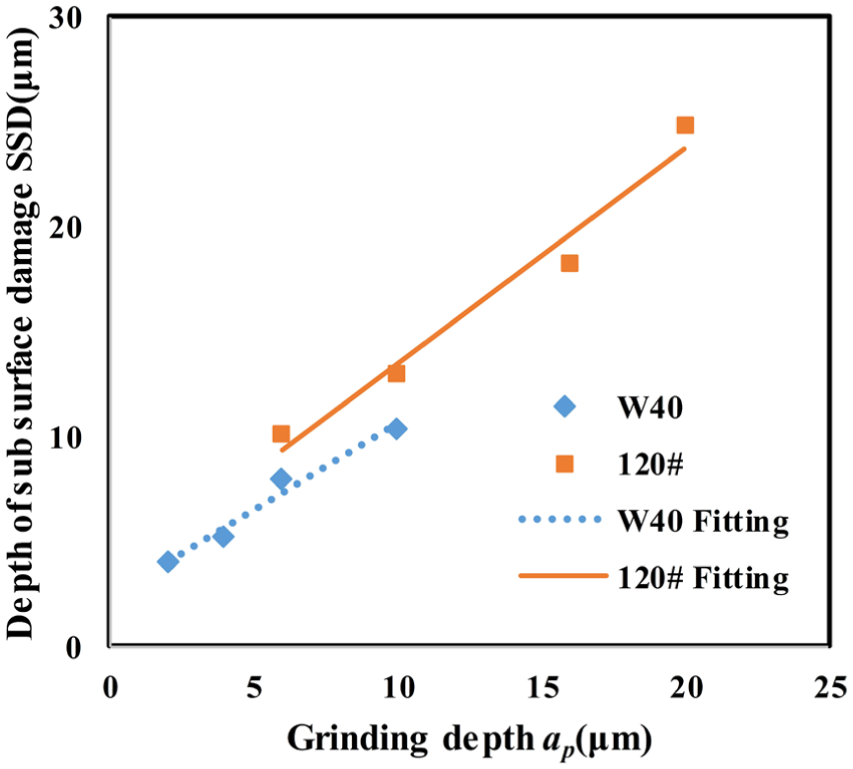
The influence of grinding depth and grain size on subsurface damage depth.
The relationship between SR and SSD
The sketch of the indenter experiment is shown in Figure 13. The radial crack occurs in the load process and the transverse crack occurs in the unload process. The theoretical formula of the radial crack depth and the transverse crack can be obtained by Lambropoulos theory and Hill cavity expansion model.31–33
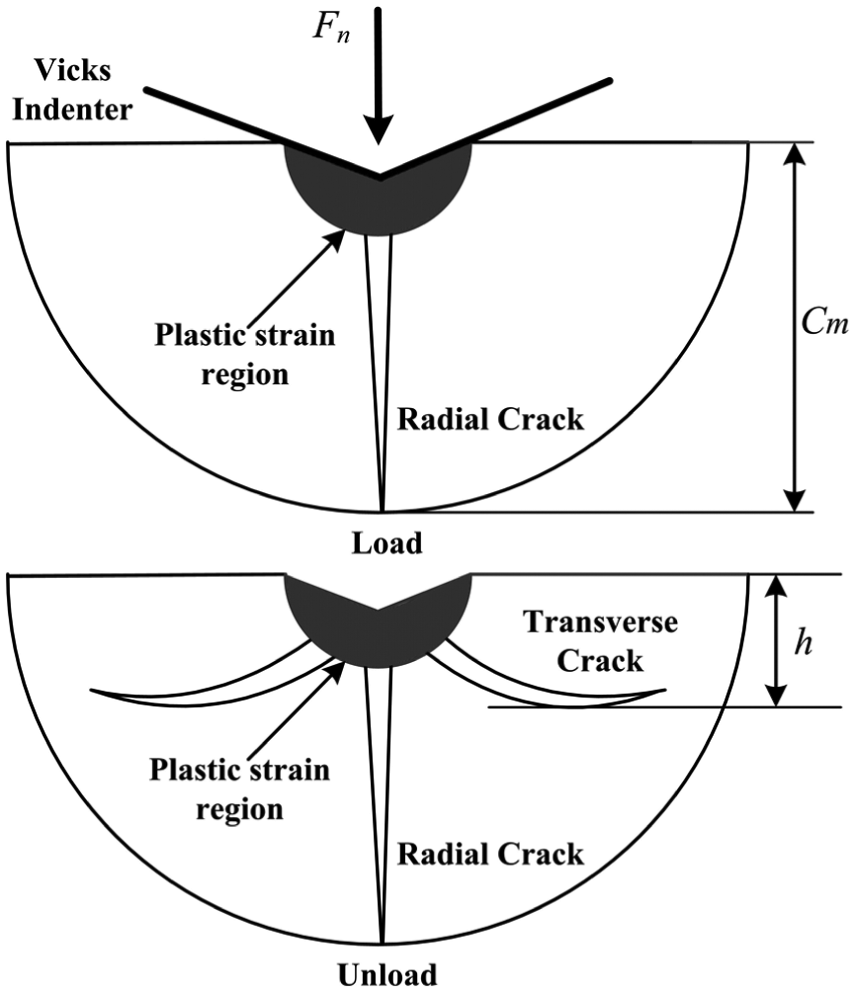
Sketch of indenter experiment.
The theoretical formula of the radial crack depth and the transverse crack are shown in equations (1) and (2)


where cm is the depth of the radial crack, h is the depth of the transverse crack, E is the elastic modulus which is measured as 420 GPa, H is the Vickers hardness which is measured as 26.5 GPa, KIC is the fracture roughness which is measured as 0.602 MPa m1/2, Fn is the normal force, ψ is the included angle of the face which is 136°, and m and αk are the nondimensional parameters.
Based on equations (1) and (2), the relationship between SSD and SR can be obtained by the assumption that the SSD depth and the SR Rz value are equal to the value of the radial crack depth and the transverse crack depth,31–33 which is shown in equation (3)

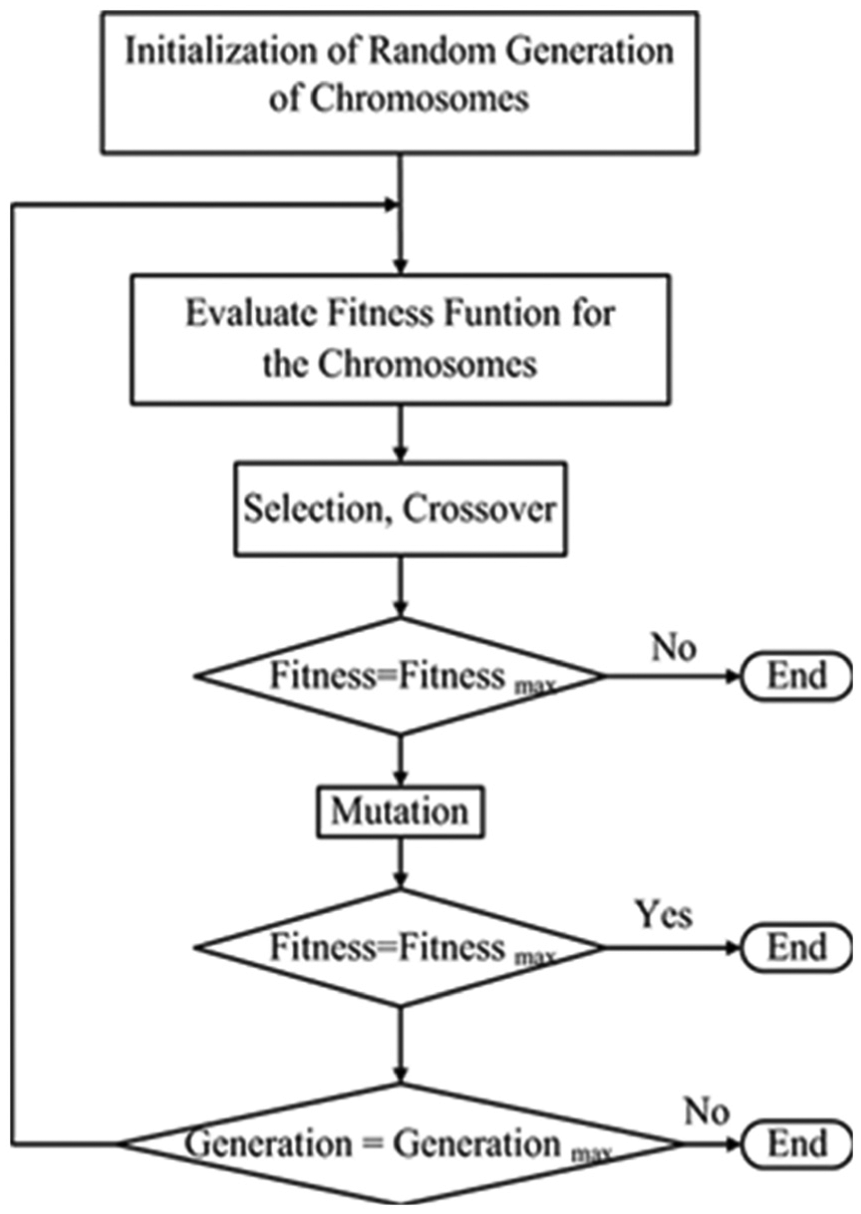
In order to obtain the minimum error and the best value of m, the optimal value of m is solved by genetic algorithm and the m is as the variable. Genetic algorithms are search algorithms modeled after biological systems in which a population of organisms evolves through the process of natural selection. 34 It uses only the fitness value and no other knowledge is required for its operation. There are three basic operators of genetic algorithms, reproduction, crossover and mutation. The operation process of genetic algorithms is shown in Figure 14.
Sketch of operation process of genetic algorithms.
It is shown from Figure 14 that the operation process of genetic algorithms is first assumed to be random individuals x1, x2,…, xn which are decision variable. V = (x1, x2,…, xn), which must satisfy all the restraint conditions, represented the chromosome. Fitness function is then used to evaluate the superiority–inferiority of each individual.
In this article, the initial population is 100, the maximum computational algebra is the 50 generation, the crossover probability is 0.5 and the mutation probability is 0.05.
The fitness function is then used to evaluate the superiority–inferiority of each individual
where
The optimization objective of genetic algorithms is

The mathematic model of objective optimization is

The genetic algorithm evolution is shown in Figure 15. When the algorithm runs to the number 16 generation, the results began to converge. The final optimal solution of the error is 0.00086586.
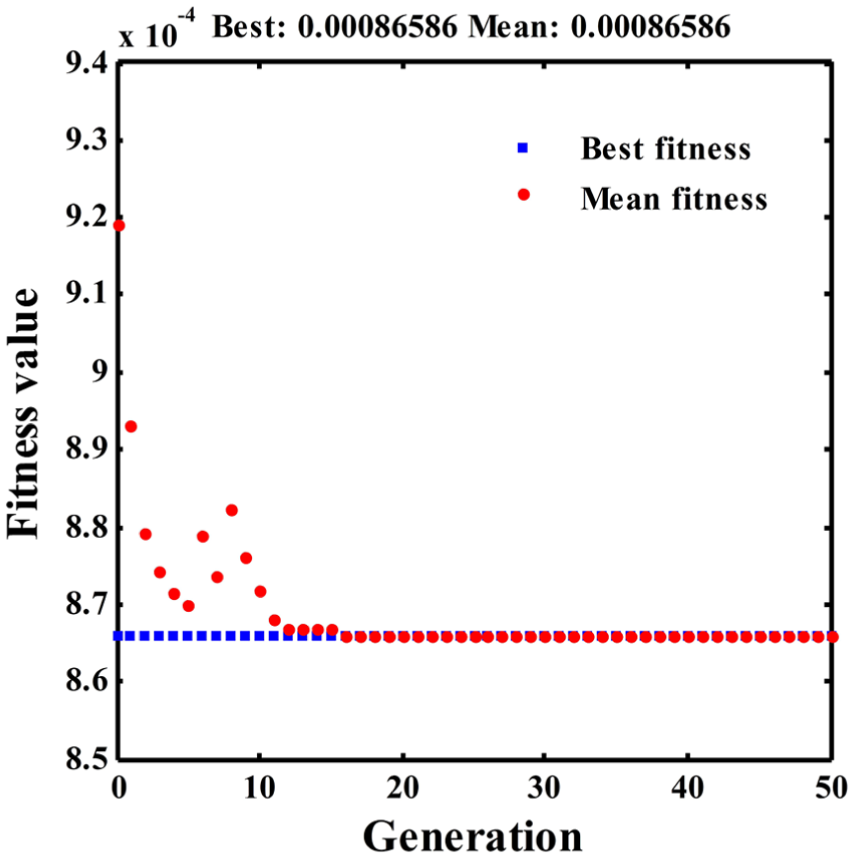
Genetic algorithm evolution.
As shown in Figure 16, when the value of m is in the range of 1/8–1/4, the simulation results are close to the test values. The best value of m calculated by genetic algorithm is 0.2143, and the predicted result is close to the actual measurement result, which indicates that the predicted method has high reliability. The depth of SSD increases with the increase in SR. When the value of SR Rz is less than 2 µm, the material removal mode of RB-SiC ceramics is mainly ductile-regime removal and the depth of the SSD can be controlled within 5 µm. When the value of SR Rz is in the range of 2–4 µm, the material removal mode of RB-SiC ceramics is in the mixing regime of brittle removal and ductile removal and the depth of SSD is about 5–10 µm. When the value of SR Rz is more than 4 µm, the material removal mode of RB-SiC ceramics is dominated by brittle removal and the depth of SSD is more than 10 µm.
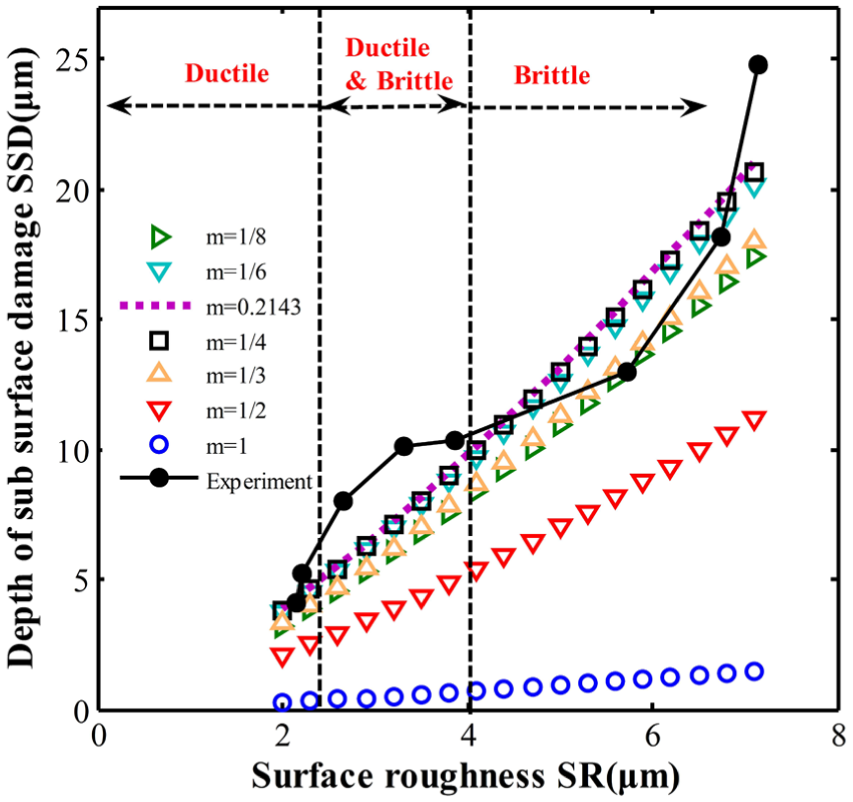
The relationship between surface roughness and subsurface damage.
Conclusion
In order to explore the grinding surface deformation and SSD mechanism for RB-SiC ceramics, the grinding experiment for RB-SiC ceramics was carried out under the condition of different grinding depths using two different kinds of grain sizes of grinding wheel, and some conclusions were drawn as follows:
The ground surface morphology of the specimen was observed using the FE-SEM and the value of SR was measured by the confocal microscope, which found that there were the brittle removal region and the plastic removal region on the ground surface of RB-SiC ceramics and it could improve the ground surface quality and proportion of ductile region using the fine grinding wheel and reducing the grinding depth.
The specimen was polished by the ion cross section polisher of IB-09020CP type and the ground subsurface was analyzed by the FE-SEM, which found that there were transgranular fracture, intergranular fracture, crack bifurcation, ladder-shaped crack and other phenomenon in the grinding process. And it could control the SSD depth using the fine grinding wheel and reducing the grinding depth.
The relationship between SR and SSD was analyzed based on the indentation theory, which found that the simulation results were close to the experiment results when the value of m is in the range of 1/8–1/4. When m is 0.2143 calculated by genetic algorithm, the simulation results are the best.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was financially supported by the Major State Basic Research Development Program of China (973 Program, Grant No. 2011CB013202) and the National Natural Science Foundation of China (Grant No. 51175126).