
Abstract
Applications of metal–ceramic composites are increasing in advanced materials field; however, efficient utilization of these materials depends on the cost involved in processing and structure–properties correlations. Processing of materials through microwave energy has already been accepted as a well-established route for many materials. In this work, composites of nickel-based metallic powder (matrix) and SiC powder (reinforcement) were successfully casted by microwave heating. The mechanism for the development of composite castings using microwaves is discussed with proper illustrations. The results of microstructure analysis of the developed cast revealed that uniform equiaxed grain growth with uniform dispersion of reinforcement. The results of X-ray diffraction analysis revealed that during microwave heating some metallurgical changes took place, which led to higher microhardness of cast. Micowave processed casting revealed lower defects (~1.75% porosity) and average Vickers microhardness of 920 ± 208 HV. This work reports the successful applications of microwaves in manufacturing, in the form of melting and casting of metallic powders.
Introduction
Metal–ceramic composites are the class of advanced materials having significant importance in many industrial, biomedical, energy material and aerospace applications.1–3 Over the past decade, there has been notable diversification in manufacturing technologies of metal matrix composites (MMCs)/fiber-reinforced plastic (FRP)/ceramic/metal–ceramic composites, including the variation in material composition and processing methods.4–6 Conventional methods of processing MMC include solid state methods, liquid state methods, semi-solid state method, vapor deposition, in situ fabrication techniques and so on. However, each of these techniques has certain advantages and disadvantages, but sustainability issues of the processing and manufacturing methods are of primary concern. Typical requirements for any process to be sustainable include lower processing energy, lower processing time, enhanced properties of processed materials, lowering of defects, processing variety and environment-friendly characteristics.7–9
The utilization of microwaves in material processing involves all these characteristics and qualifies for the sustainable and novel material processing methods.6,10–12 Many authors6,9,12–15 have reported huge savings of energy and processing time using microwave heating over the conventional heating. The reported work of Johnson et al. 16 shows the successful applications of domestic microwave on preheating of large FRP components and reported microwave heating as low-investment technique. The involvement of volumetric heating associated with microwaves differentiates it from conventional heating and is responsible for the above said favorable characteristics. The direct absorption of microwave energy within the material and heating at atomic level leads to the volumetric heating, which in turn reduces the thermal gradients and helps in achieving the quality of the processed products. Microwave sintering has already been claimed as a well-established material processing route, and maximum work is reported in the field of sintering of material powders including ceramics, metals and composites.14–19 However, processing of the metallic powder directly by microwaves is not feasible due to the lower skin depths associated with the raw metal powder.6,9,13,20–22 This leads to the reflection of microwaves from the surface without causing effective heating. To overcome this problem, researchers6,9,20–25 have utilized the concept of microwave hybrid heating (MHH) which allows the alteration of temperature-dependent properties of raw metallic powders, and the metallic powder starts coupling with microwaves directly due to an increase in skin depths. This allows rapid heating of metallic powders and helps in achieving the melting temperatures. The work by Bansal et al. 26 reported successful joining of dissimilar steels using MHH and reported the mechanical properties of the obtained joint. Furthermore, Srinath et al. 27 have revealed the negligible porosity (0.78%) in the joint region of stainless steel (SS-316) obtained by MHH process and reported microwave joining as a novel process. Recently, Gupta and Sharma 28 have reported development of metallic/composite claddings on bulk steels using domestic microwave oven and described the “microwave cladding” as a new approach in surface engineering.29–31 It was reported that using MHH, within seconds of microwave exposure, high-quality claddings were developed by metallurgical bonding with substrates. The authors reported that owing to volumetric heating, defect-free claddings with uniform thickness were produced. Recently, the authors have filed an Indian patent 32 on the development of metal–ceramic composite castings by MHH.
In this study, a new and efficient method of processing composites using MHH is presented. The domestic microwave working on 2.45 GHz frequency was utilized for the development of composite castings (EWAC + 10% wt SiC) under susceptor environment. The theory and mechanism of microwave casting process were discussed with appropriate illustrations and characterizations of microwave processed castings were carried out using various techniques.
Experimentation
Materials
Nickel-based powder (EWAC-1004EN; make: L&T) of average particle size 40 µm is used as the matrix material. The elemental composition of EWAC powder is presented in Table 1. Reinforcement of silicon carbide powder (10 wt%) of same average size is manually mixed with the EWAC powder.
Percentage elemental composition of matrix material (EWAC powder).
The X-ray diffraction (XRD) spectra of the powders are shown in Figure 1(a) and (b), which shows the dominant presence of nickel in EWAC powder with the presence of silicon and chromium, whereas the dominant presence of SiC with some phases of SiO2 is visible in silicon carbide powder. The typical scanning electron microscopy (SEM) images showing the morphology of raw powders are presented in Figure 1(c) and (d), which reveals the spherical shape of EWAC powder and irregular particle-type shape of SiC powder. The selected raw powders were properly mixed in the definite proportions (EWAC + 10 wt% SiC) to obtain composite powder for microwave processing.
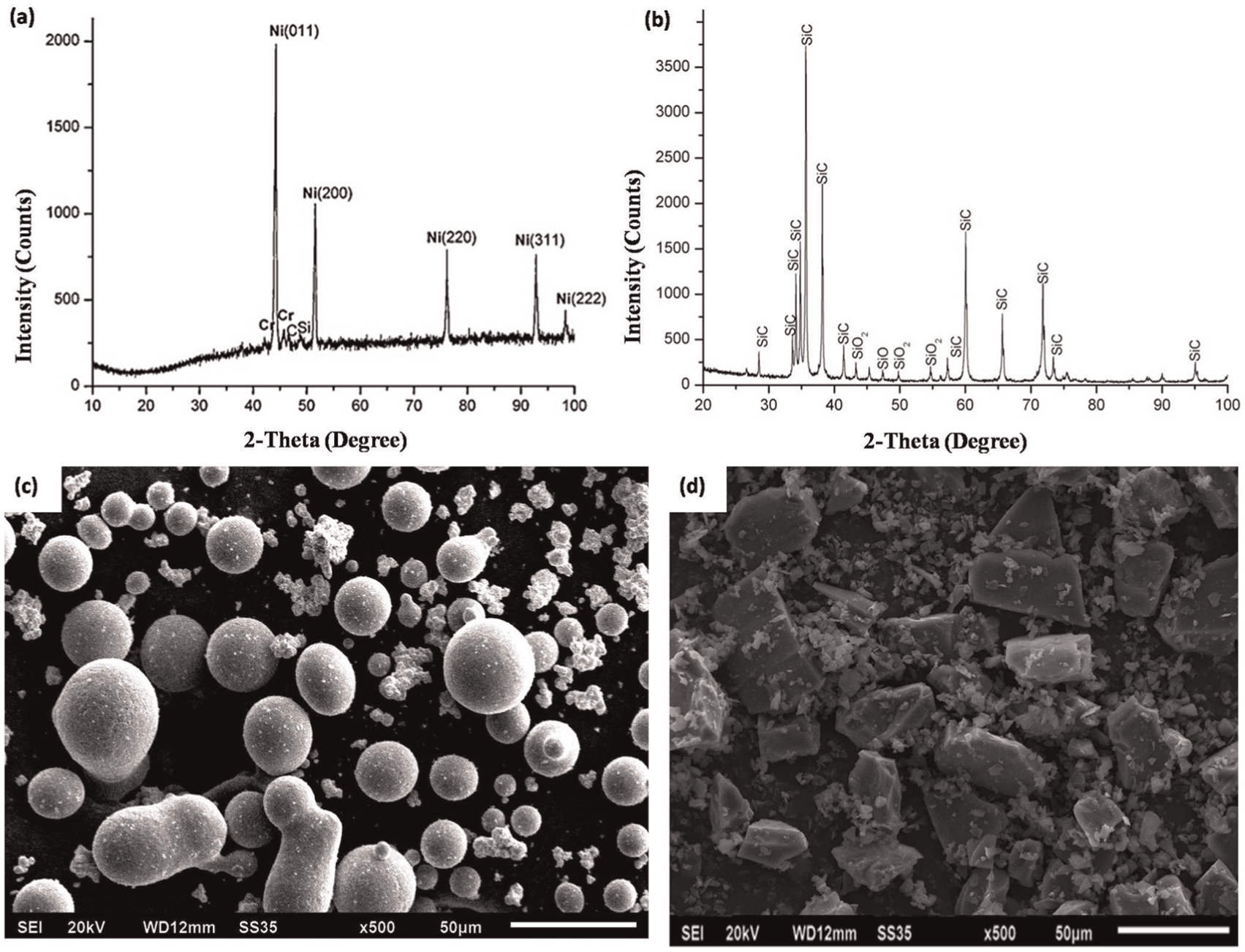
Typical XRD patterns and SEM images of (a, c) EWAC powder and (b, d) silicon carbide powder.
Experimental setup
The schematic of the experimental setup used for processing of metal–ceramic powder in domestic microwave applicator is shown in Figure 2(a) and (b).
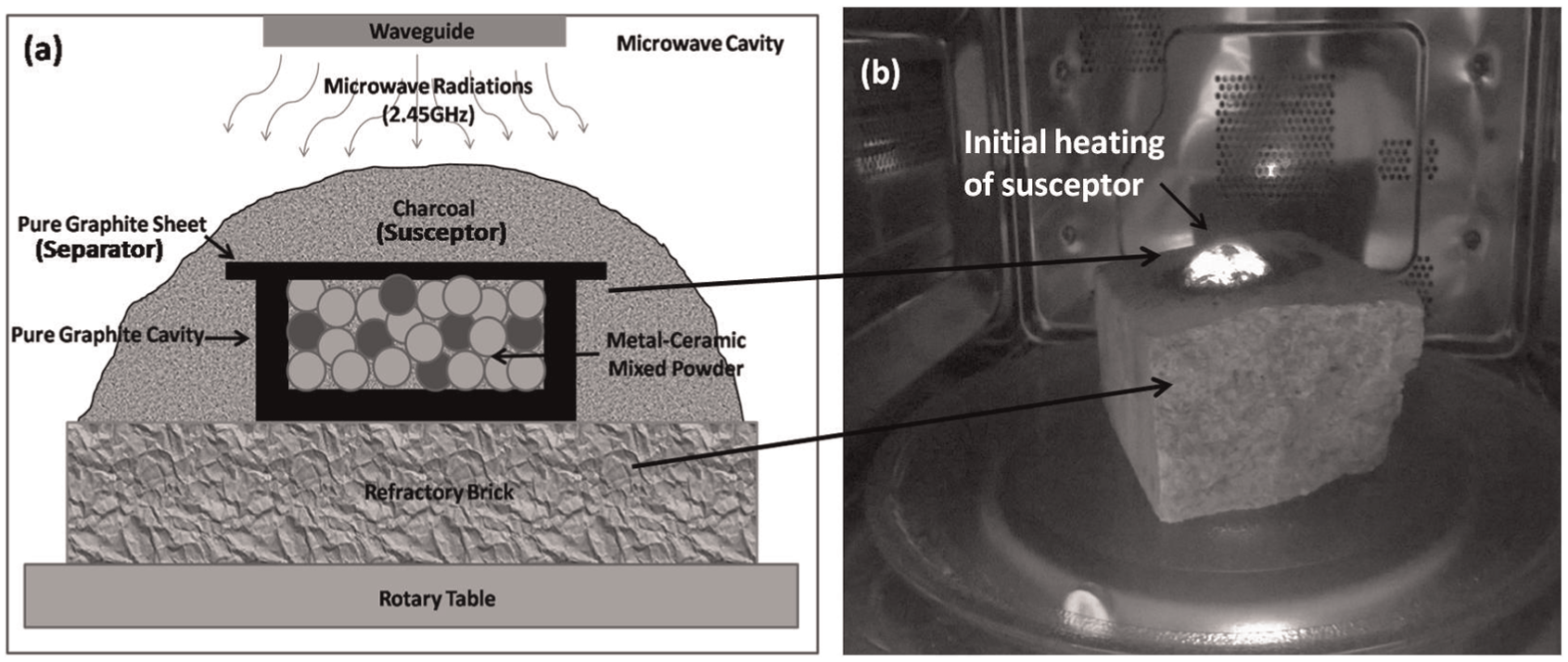
(a) Schematic representation of microwave hybrid heating process for casting of composite and (b) actual processing in domestic microwave applicator.
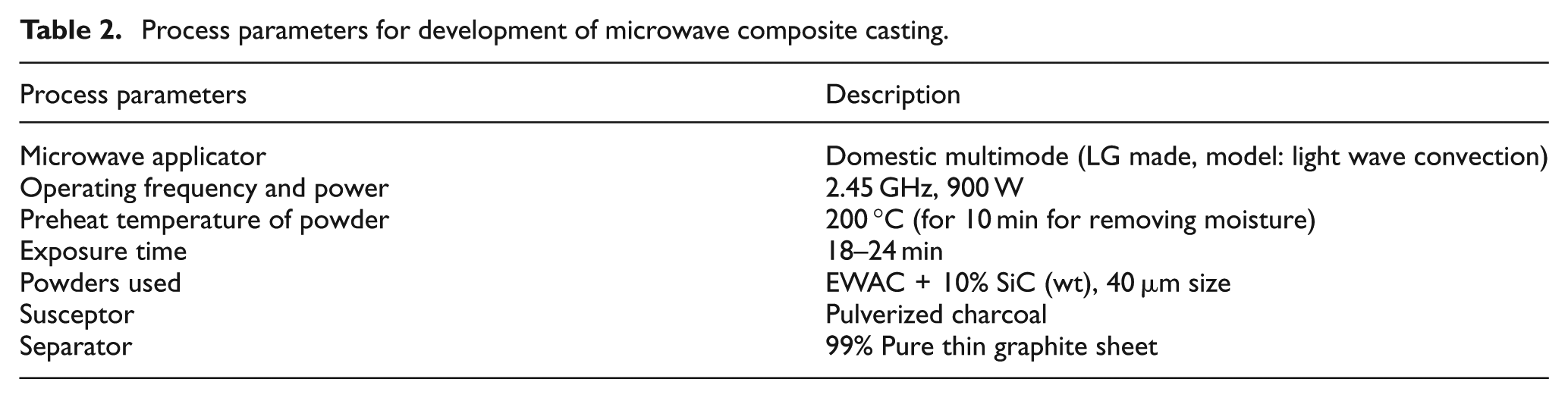
The premixed composite powder is placed in the machined graphite cavity having thin side walls. The processing of composite metallic powders was carried out using MHH concept, which utilizes a microwave absorbing material called as the susceptor. The susceptor in the form of charcoal powder is spread over the cavity which is covered with thin separator sheet. The main function of the separator sheet is to prevent the contamination of the composite powder placed in the cavity from the susceptor and environment. The susceptor being a good microwave absorber material gets heated up initially and allows the conventional heat transfer to the powders in the cavity through the separator sheet. This setup is placed over a refractory brick placed on the turntable of domestic microwave oven. Microwave irradiation of 2.45 GHz frequency is used at 900 W of power level for processing of composite powders. The processing parameters for the development of castings are presented in Table 2.
Process parameters for development of microwave composite casting.
Mechanism of microwave casting process
The process of MHH has already been explained by the authors of previous works,6,9,18,20–24,26–29 but the study of the interactions of metals and ceramic powders with susceptor heating is significant for processing. The skin depth/penetration of radiations in metals when processed with low-frequency microwaves of 2.45 GHz is very less. This causes negligible heating of particles, and most of the microwaves are reflected back which can cause sparking in the oven due to potential differences. Lower skin depths were also shown for some ceramics, but it was found that in case of ceramic powders, at a certain critical temperature phase changes occur that transited properties into higher loss tangent. 33 At this stage, powders start interacting efficiently with microwaves which cause enhanced heating rates, and this effect is known as microwave effect. Such effects were observed by Gupta and Sharma20,21,28–30 in the processing of metallic powders, and the authors reported that if metals are heated up to some critical temperatures, it will change the temperature-dependent properties, which will alter the skin depths. At increased skin depths, microwaves are absorbed directly into the metallic powders and cause efficient heat generations. In the processing of composite powders, heating is involved from both the sides, that is, from the outside of the cavity toward the inside by conventional heating produced by the susceptor and from the inward to the outward, which is caused by the absorption of microwaves by silicon carbide particles (at initial stages, being good absorber) as shown in Figure 3(a) (considering circular cavity). Moreover, the cavity also absorbs microwaves and converts them into heat energy. The temperature of metallic powders which are in contact with the cavity walls rises instantaneously. The heat is further transferred to nearby particles via conventional modes of heat transfer as shown in Figure 3(b), and the temperature decreases with an increase in distance from cavity walls. At the same time of conventional heating, critical temperature is achieved, and at this critical temperature, metallic powders start interacting directly with microwaves which causes a sharp rise in temperatures. This stage of bi-directional heating is shown in Figure 3(c), and hybrid heating causes flattening of temperature profile throughout the particle as shown. In the mean time, this phenomenon takes place throughout the cavity, and high temperatures, which are enough for melting nickel metal powders, are developed and cause melting. However, as soon as the melt is obtained due to complete coalescence, the absorption of microwaves stops due to an increase again in skin depth associated with fused and melted structure as shown in Figure 3(d).
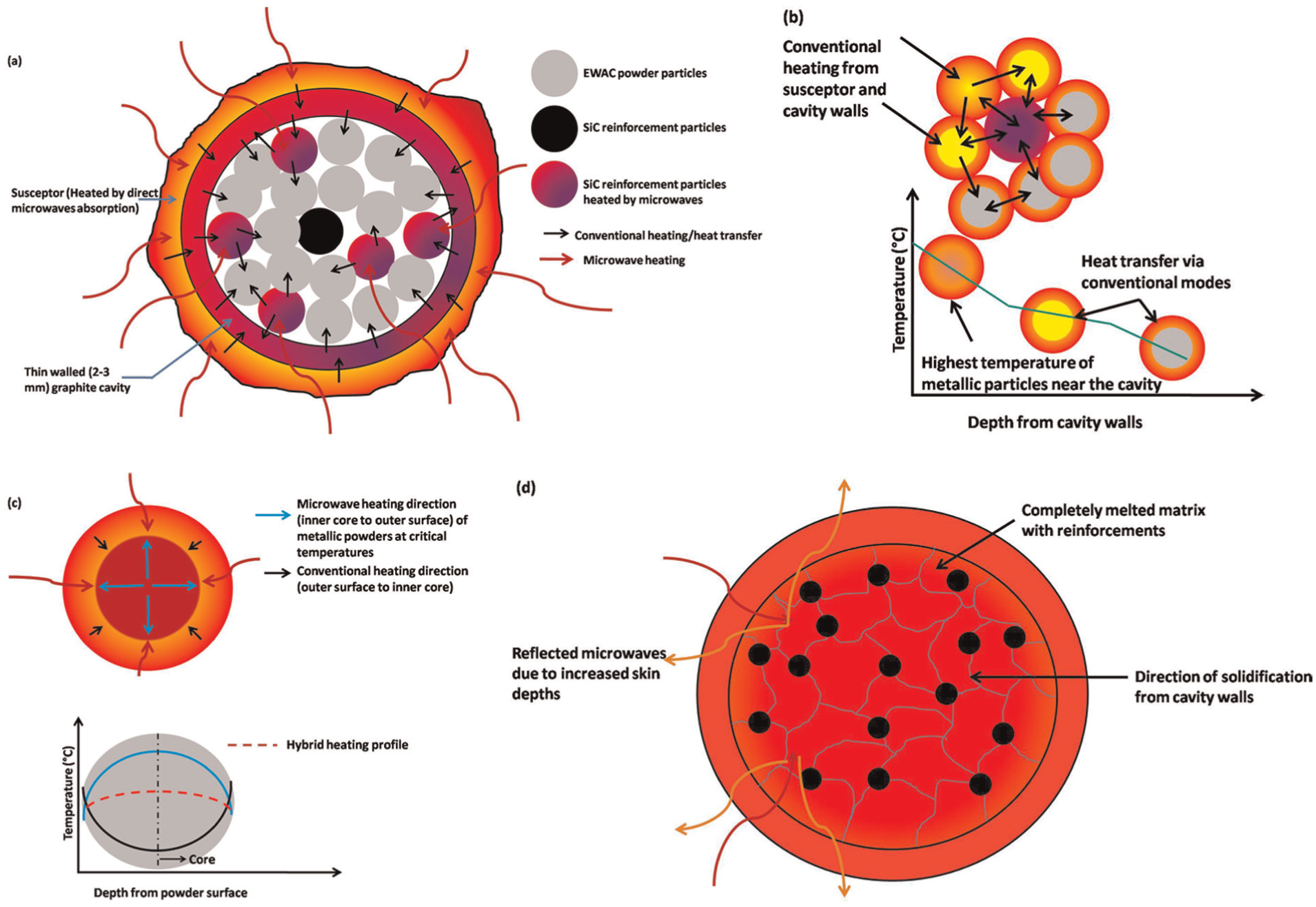
(a) Initial microwave heating showing conventional heat transfer from cavity walls to the powder particles within the casting setup, (b) progressive heat transfer within the metallic powders via conventional routes, (c) bi-directional (hybrid heating) of metallic powders at critical temperatures (where microwaves starts direct interactions) and (d) coalescence of melt particles which increases skin depth (which causes reflection of microwaves from melt surface).
The formation of eddy currents in the melt pool causes agitation of particles and helps in the distribution of reinforcements in the melted nickel matrix. This phenomenon of complex heating is involved in melting and casting of the composite powder using microwaves. The cavity is allowed to cool under the atmospheric conditions for solidification of castings. The detailed inferences and observations during the casting of composite with respect to microwave exposure times are reported in Table 3.
Observations on casting of composite with respect to microwave exposure time at 900 W power levels.
Characterization of developed castings
The microwave processed composite cast after solidification and cooling was cut cross-sectionally using low-speed diamond saw (model: MS-10; make: DUCOM, India) and was polished in cloth wheel machine using emery papers and 5 µm diamond paste. The polished sample was cleaned using acetone and dried using hot air blower. The dried samples were kept in air tight containers to prevent any contamination from atmosphere for further characterizations.
The XRD patterns were obtained at room temperatures in XPert PRO PANanalytical diffractometer using Cu Kα X-rays. The scanning was carried out in the range 20°–100° at a scan rate of 1° min−1. The distribution of reinforcement and microstructure of the microwave processed cast were analyzed by optical microscope and SEM. Vickers microhardness of cast was evaluated using microhardness testing machine at a load of 50 g applied for 30 s.
Results and discussion
The results of characterizations of the microwave casted composite are discussed in detail with illustrations presented in the next section.
Observations on phases in microwave casted composite
The typical XRD spectrum of microwave processed metal–ceramic cast is shown in Figure 4, which shows that some metallurgical changes have taken place with the formation of some inter-metallic compounds.
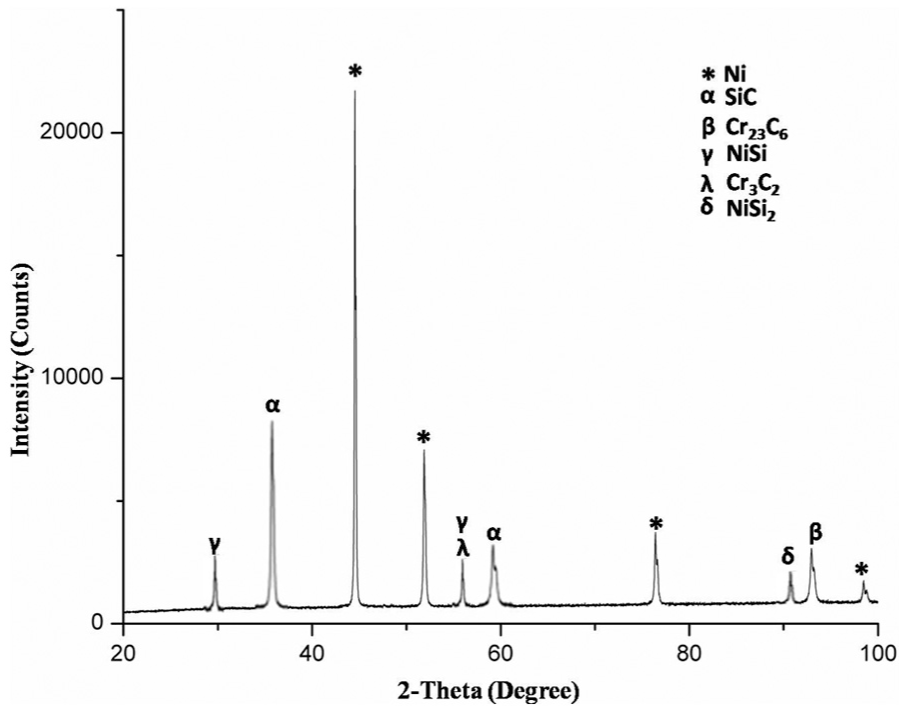
XRD spectrum of EWAC + 10 wt% SiC casting developed through microwave hybrid heating.
The XRD spectrum shows the dominant phases of nickel (corresponding to 2θ; 44.22°, 51.38°, 98.35°) and silicon carbide (2θ; 35.72° and 59.25°). Some complex compounds were also formed such as chromium carbides and nickel silicides. It has been reported 34 that at high temperatures SiC can decompose into free silicon and carbon, and this further led to the formation of hard chromium carbides21,31 and nickel silicides29,30 which are represented by equations (1)–(4)




The presence of chromium carbide may be attributed to the mutual diffusion of chromium (present in the EWAC powder) with the decomposed carbon from SiC. Some of the available nickel reacted with decomposed silicon to form compounds of NiSi and NiSi2 which are shown at diffraction angles (2θ) of 29.92°, 57.16° and 88.89°. The presence of these complex carbides and silicides 35 can enhance the abrasion resistance of the developed cast.
Observations on microstructure
The microwave processed metal–ceramic composite castings of EWAC + 10% (wt) SiC are shown in Figure 5(a), which reveals that the sample is cavity-shaped with uniform thickness throughout. Casting shows complete melting of powders, and no visible cracks and porosity were detected on the surface. The typical optical micrograph (without etching) of the cast cross section is shown in Figure 5(b) (using metallurgical microscope; make: Leica), which shows the uniform distribution of reinforcement particles in the matrix phase.
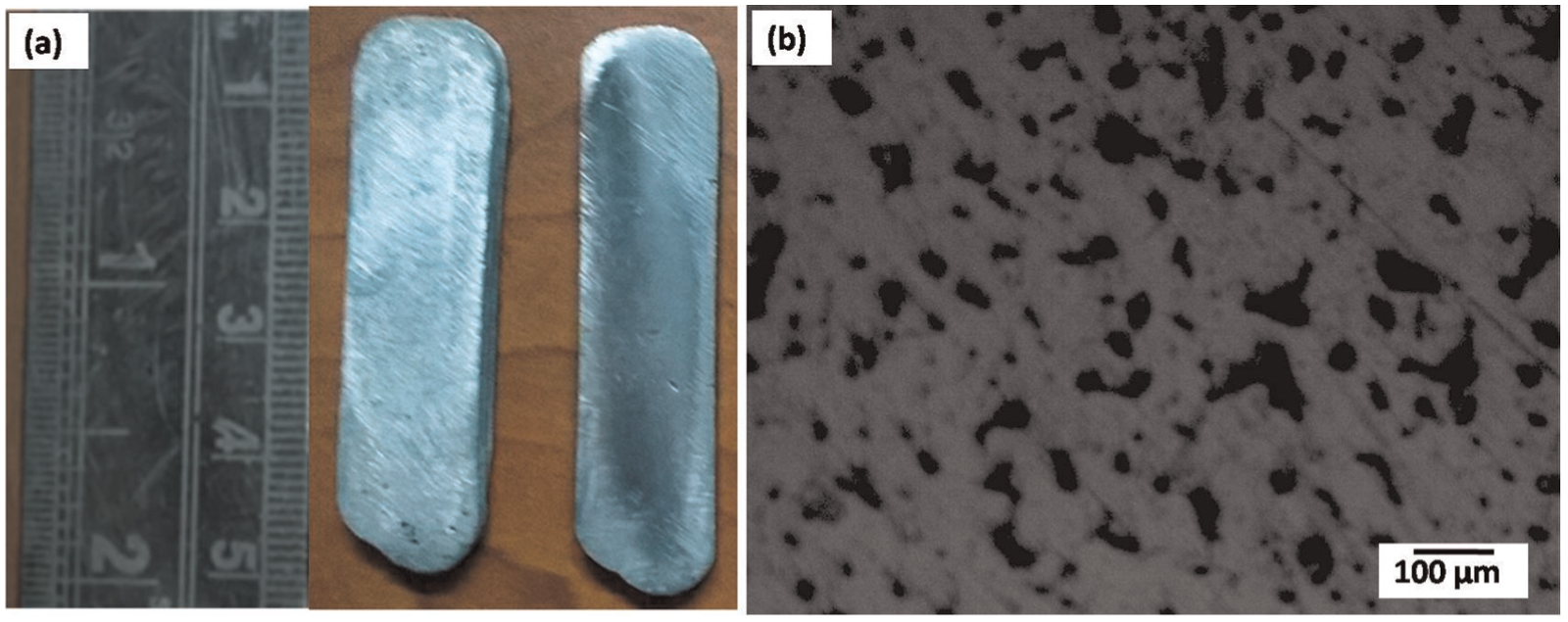
(a) Microwave processed composite castings of EWAC + 10% SiC and (b) optical micrograph showing uniform distribution of reinforcement in matrix phase.
To study the microstructure of casting, the polished sample was etched using freshly prepared etchant solution (containing equal proportions of nitric acid + acetic acid + hydrochloric acid). Figure 6(a) shows the typical SEM image of the cross section of the developed cast which reveals the detailed microstructure. The microstructure reveals the formation of equiaxed grains of matrix (nickel) throughout the cross section of cast and uniform distribution of reinforcement particles (SiC) which are embedded in the matrix. The obtained SEM image was processed using image analysis software ImageJ for analyzing the reinforcement particles and pores in the microstructure. The crack-free interface between reinforcement and matrix is shown in Figure 6(b), which shows the typical back-scattered electron image at higher magnification. The overall study of microstructure shows crack-free cast with uniformly distributed reinforcements.
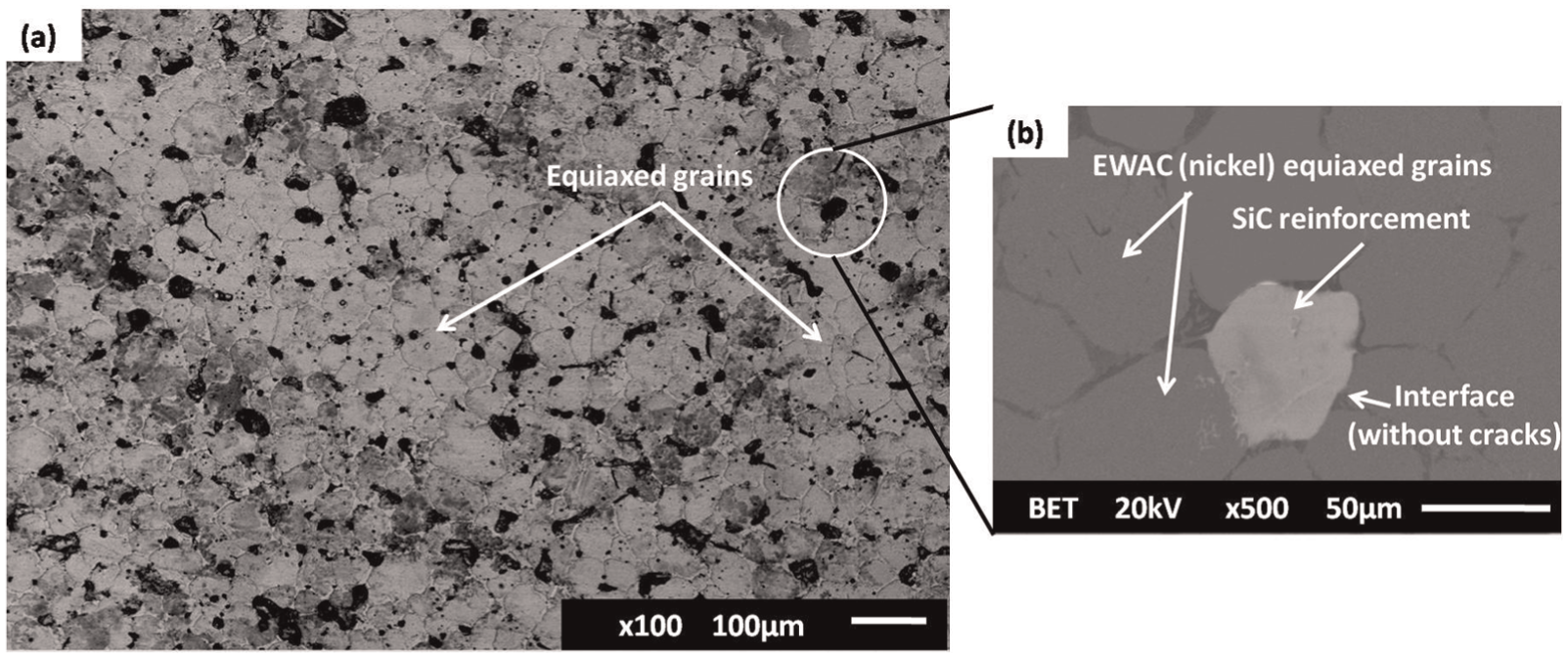
(a) SEM image showing the microstructure of casting developed by MHH and (b) magnified back-scattered electron image showing the defect-free interface between reinforcement and matrix phase.
The porosity was measured using linear count method and ImageJ software, and was found to be in the range of 1.68%–1.75%. The presence of significantly lower porosity defects may be attributed to the volumetric heating associated with microwave heating which caused uniform heating of composite powders. Furthermore, in microwave processing, the escape velocity of gases being higher than solidification front velocity which allowed pore-free castings. 20 The reported results of some authors are compared with the present results of porosity and microhardness which are shown in Table 4. The results revealed that the present microwave casting process produced significant lower porosities. The microwave heating caused reduced thermal gradients throughout the casting which supported the formation of uniform grains, and transitions to dendrites were restricted. 42
Comparison of present work results with previously published data.
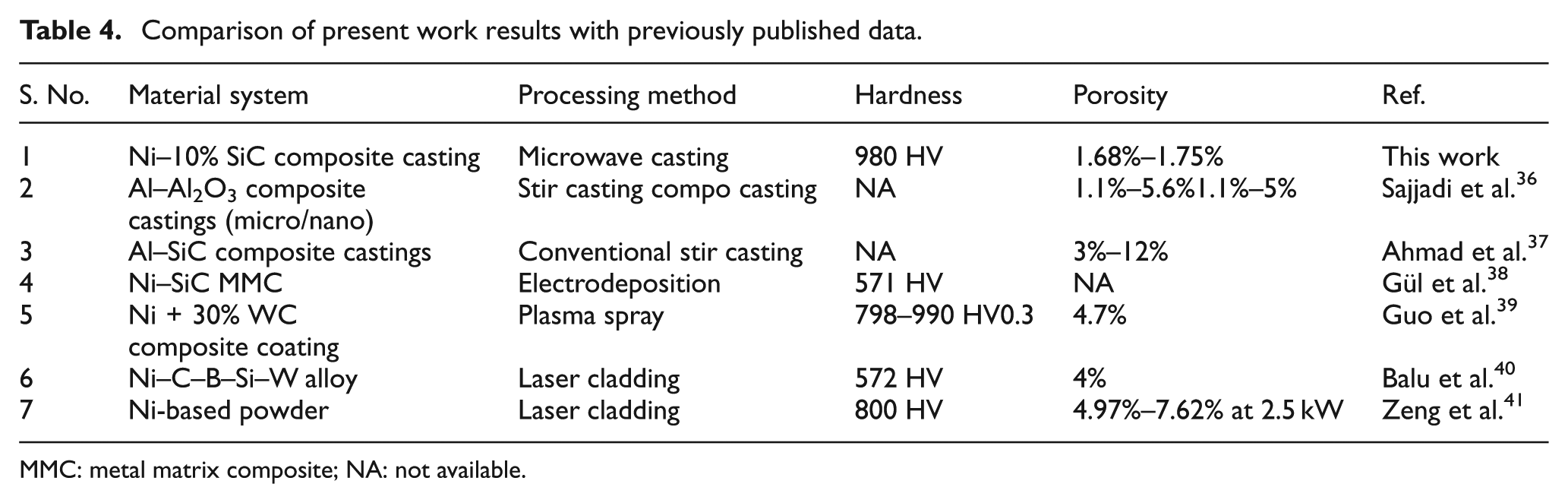
MMC: metal matrix composite; NA: not available.
Observations on microhardness of composite casting
The Vickers microhardness was carried out along the cross section of the developed cast. A set of five indentations were carried out on clad cross section, and the average value is considered as the final microhardness. The microhardness results revealed that microwave processed casting possessed higher average microhardness (980 HV) which may be attributed to the metallurgical changes during the microwave processing of composite casting and formation of hard carbides and silicides (refer Figure 4). Furthermore, the microstructure revealed the uniformity in grains and uniform distribution of reinforcements which contributed to the higher microhardness (refer Table 4). However, when indentation falls on reinforcement phases, higher microhardness was recorded, which was due to the inherent hardness possessed by SiC which resists the deformation, but nickel matrix being ductile shows lower microhardness and higher order deformations. This is the main reason for higher variations (±208 HV) in microhardness of cast. Figure 7(a) and (b) shows the morphologies of indentations; higher plastic deformation occurs when indent falls on matrix, but reinforcement phase resists the deformation and shows higher microhardness.
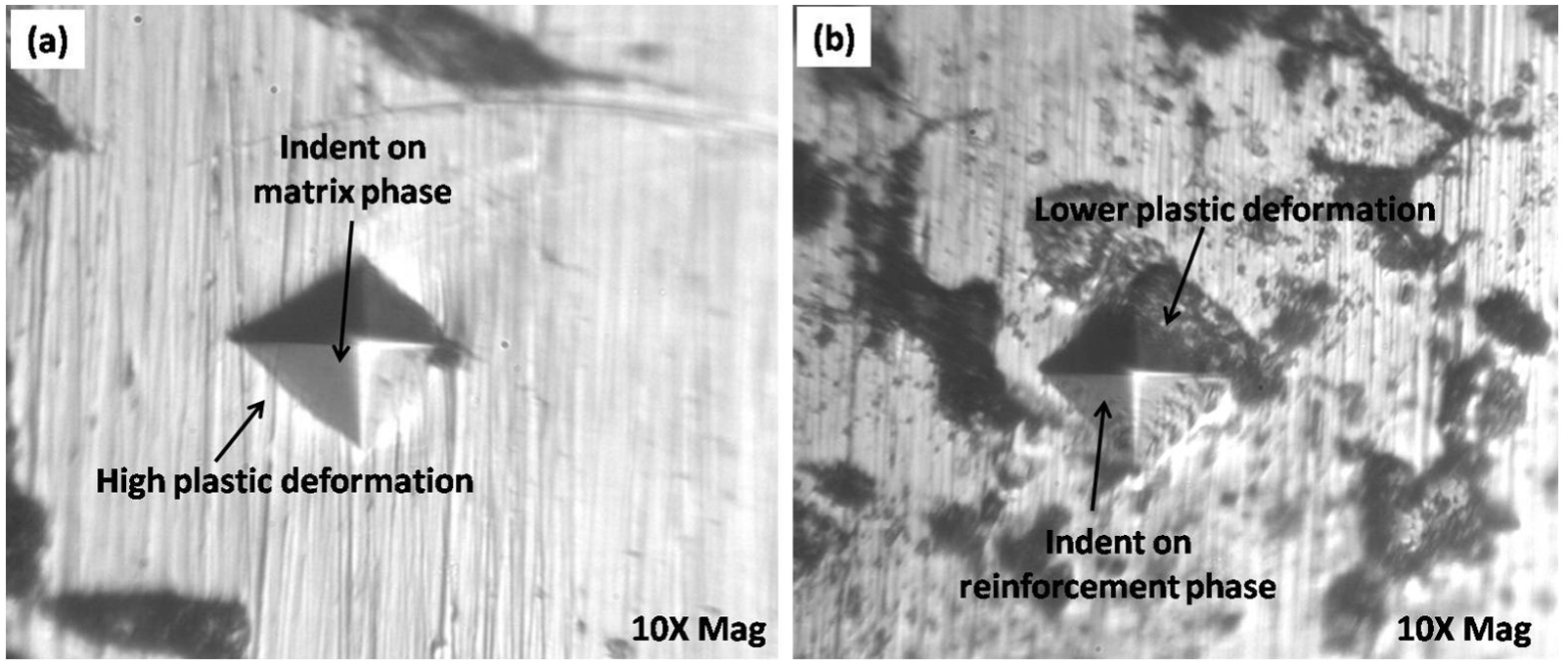
Microhardness indentation morphologies on (a) matrix phase (showing higher deformation) and (b) reinforcement phase (showing lower deformation).
The results of the present investigation are highly encouraging, which will attract many researchers in the near future for development of efficient microwave casting processes.
Conclusion
The results of this research have described a new and efficient method of casting metal–ceramic composite by microwave radiations of 2.45 GHz at 900 W. The mechanism of casting via MHH has been demonstrated with suitable illustration. In this work, castings of metal–ceramic composites were developed with suitable susceptor environment, and microstructural characterizations were carried out on the cross sections of the developed cast. The following major conclusions are drawn from the work and are as follows:
MHH was successfully employed for the development of metal–ceramic composite casting using domestic multimode microwave applicator working on 2.45 GHz frequency and 900 W power level.
The mechanism of microwave casting shows that conventional heating through susceptor allows the metallic particles to reach a certain temperature (critical temperature). At this temperature, microwaves start interacting directly with metallic particles due to an increase in skin depths. By bi-directional heating of powders, high temperatures were attained which were suitable for melting and casting of the composite powder.
The XRD pattern of the composite cast shows that during microwave processing some metallurgical changes took place and allowed the formation of some hard carbides and silicides. Formation of these compounds contributed toward the microhardness of casting.
The microstructure of the microwave developed cast shows the equiaxed grains throughout the cross section. The microstructure revealed that uniform grains were formed with uniform distribution of reinforcements in the matrix phase. The microstructure confirms the absence of cracks, and less porosity was found in the cast cross section. The quality of the microstructure and lowering of defects was attributed to the volumetric heating associated with the process.
The results of Vickers microhardness tests revealed higher microhardness 980 ± 208 HV of the microwave processed cast. This is due to the formation of hard carbides (as shown by XRD results) and uniform distribution of SiC throughout the microstructure.
It was concluded that the developed process of microwave casting will be targeted for manufacturing industries, where energy-efficient processes and sustainability are the main issues.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.