
Abstract
Anti-glare coatings on glass substrates were prepared by a silk-screen printing machine using a glass frits paste. The proposed method was achieved by dispersion control of the glass frits using silk-screen printing equipment, and the glass frits used was ZnO-B2O3-SiO2. To implement an anti-glare effect using ZnO-B2O3-SiO2 during tempering of liquid crystal display cover glasses, the specific parameters related to the anti-glare effect were analysed, and the performance of the proposed method in terms of the clarity and anti-glare effect was compared with that of an anti-glare film solution.
Introduction
The durability requirement such as impact strength and scratch resistance has been increased in commercial liquid crystal display (LCD) monitors, which are widely used for electronic bulletin boards, point of sales (POS), automated teller machines (ATMs), digital signage monitors and so on. In general, an additional thermal tempered cover glass that exhibits durability is attached to these monitors. Commercial LCDs are normally exposed to high illuminance, which causes glare on the glass surface making it difficult to recognize LCD information. Anti-glare (AG) technology has been developed to prevent this glare phenomenon. The principle of AG technologies is the generation of surface roughness on the cover glass and attachment of an additional AG film to the substrate to scatter incident light. 1 AG film solutions have been developed together with the polarizing film technique to prevent condensation of external light by coating of the surface with fine particles.2–5 AG film manufacturing involves lamination to attach the AG film to the tempered glass and autoclaving to remove small air bubbles between the AG film and the tempered glass. However, because the film is inherently vulnerable to scratches, its use for commercial displays, which are touched frequently, is prohibitively expensive. Another simple AG method is hydrofluoric acid etching or leaching of the glass surface in alkaline solutions. 6 This method creates waste that must be disposed of or processed to suitable products, and a considerable amount of water is required to remove the noxious material left on the AG cover glass. The contaminated water causes environmental problems, and additional cleaning equipment is required. Also, the etched AG glass requires a further tempering process to strengthen the glass. To overcome these problems, AG coatings of substrates have been developed by applying sol–gels comprising silica and crystalline tin oxide particles.6–8 AG surface treatment to improve legibility and reduce visual fatigue has been investigated. 9 The micro-nano manufacturing technology of structured surfaces for light trapping with low reflectivity is reviewed. 10 To produce tempered LCD cover glasses with an AG effect, at least two processes, such as sintering of cover glass and AG implementation, are required. However, in the commercial market, these two processes are costly and lead to low productivity. Therefore, in this study, a novel manufacturing process involving the application of an AG coating using silk-screen printing machine is proposed. The material, silk-screen printing conditions and sintering conditions were researched. The proposed AG coating generated the surface roughness using transparent and colourless glass frits. The chosen glass frits were ZnO-B2O3-SiO2 (ZBS) powder, which is a type of low-temperature co-fired ceramics (LTCCs). Based on the experimental results under several manufacturing conditions, the parameters significantly related to the AG effect were identified. The AG performance was compared with that of an AG film solution. This study will facilitate creation of a new market opportunity in the commercial LCD cover glass industry.
Material
The ideal AG film and etching solution, together with the proposed method, are shown in Figure 1. The principle involves the generation of surface roughness to scatter external light. The etched AG cover glass is obtained by dissolving the substrate using a texturing pattern. Both the AG film and the proposed method involve addition of the glass frits on the substrate to generate surface roughness. Manufacturing of the tempered LCD cover glass using the AG film and etching methods is a two-step process, that is, sintering and AG effect process in the other process line. Significant defects in LCD cover glasses can be caused by contamination during transfer between the two processes. To reduce contamination, we proposed a manufacturing process that integrates these two processes.
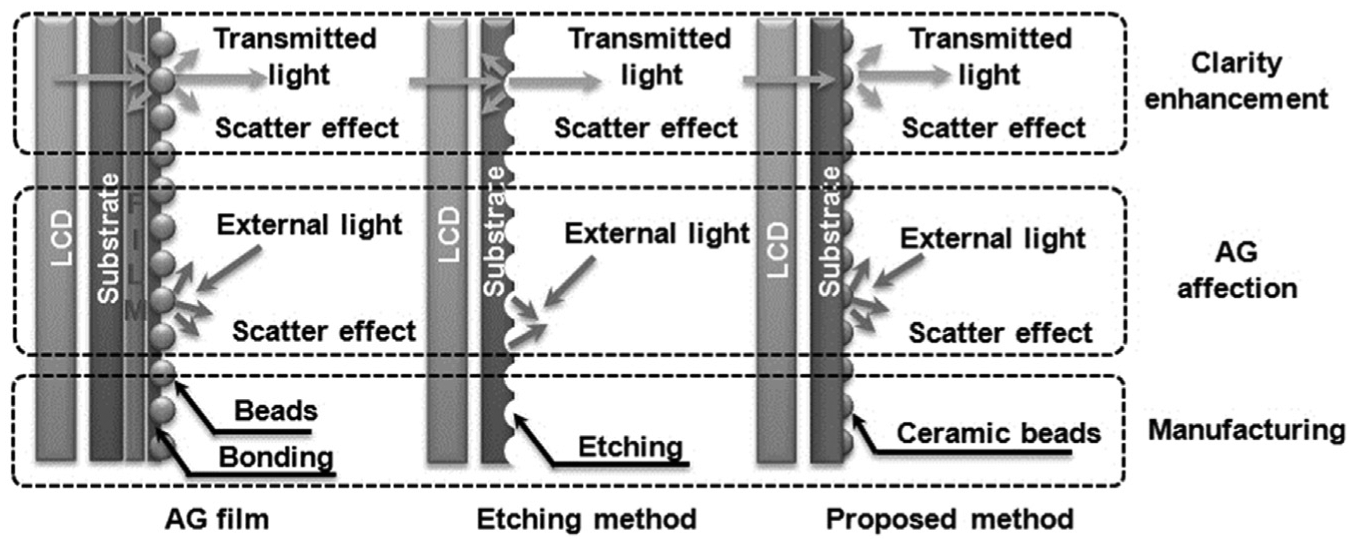
Schematic of the AG implementation.
Because manufacture of tempered LCD cover glasses involves silk-screen printing for the bezel and sintering for tempered glass in one process line, the proposed method uses silk-screen printing for AG coating and sintering for tempering the LCD cover glass. Sintering requires a temperature of about 680 °C, so LTCC materials were evaluated. The considered LTCCs were SiO2(S), B2O3-SiO2(BS), ZnO-B2O3(ZB), Al2O3-B2O3(AS) and ZBS. To identify the optimum material, softening temperatures, the colour, price and supply for mass production were considered. The softening temperatures of them are 1600 °C, 820 °C, 610 °C, 850 °C and 582 °C in sequence. 11 Regarding softening temperatures, the paste should become a gel without melting completely, which helps forming surface roughness. ZBS was found to be the optimum material.
ZBS is an LTCC originally developed to produce dielectric resonators (DRs), and studies of ZBS have focused on DR frequency characteristics, such as relative permittivity, quality factor and the near-zero temperature coefficient of the resonant frequency. These frequency characteristics are closely related to the ZBS sintering conditions required to improve densification of materials. 12
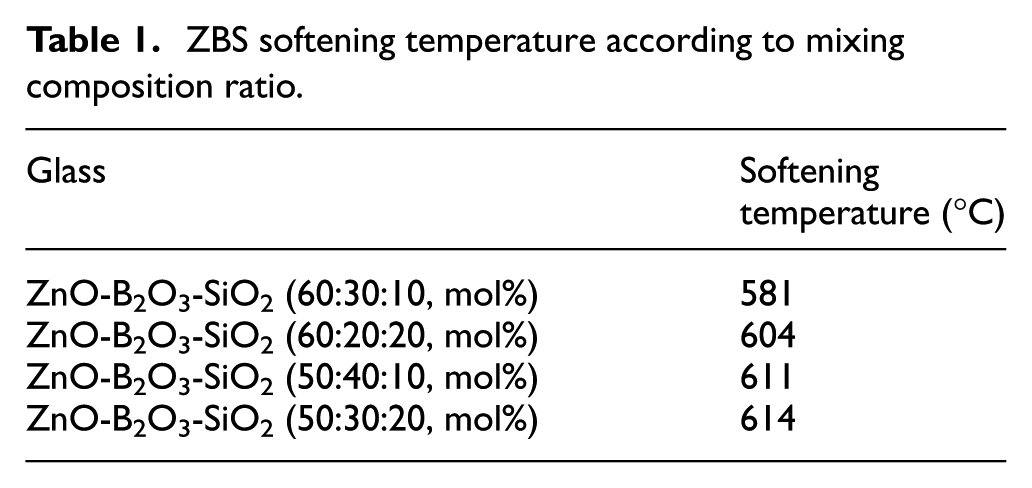
For use of ZBS as glass frits for the proposed manufacturing process, the sintering condition, average particle size and mole percentage of ZBS were assessed. Sintering is carried out at a temperature normally >1200 °C for tens of minutes because of the frequency characteristics of LTCCs. 12 However, since our aim was to generate surface roughness using ZBS, the ZBS softening temperature and sintering condition of the tempering glass were considered. Generally, the sintering temperature for tempered cover glass after silk-screen printing is <680 °C for ∼3 min. The ZBS softening temperature according to mole mixing composition ratio is shown in Table 1. 12
ZBS softening temperature according to mixing composition ratio.
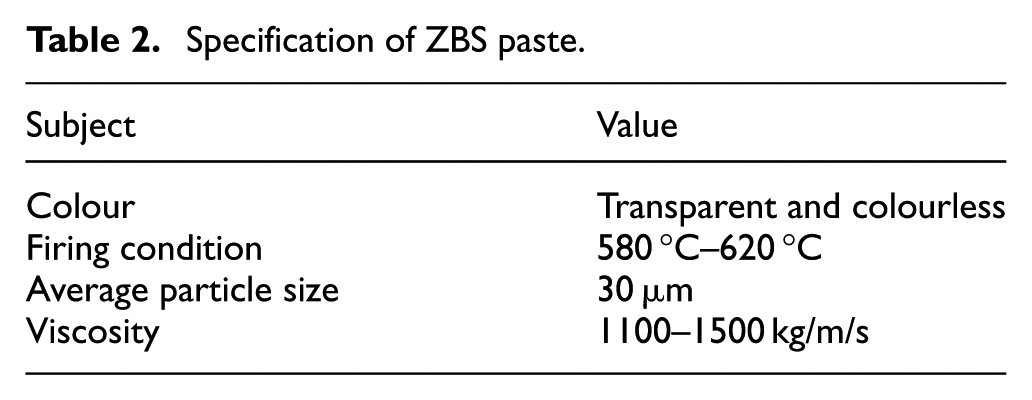
The average size of ZBS particle differs among manufacturing processes from one to tens of micrometers. The ZBS particle size is important for selecting the mesh opening size for silk-screen printing because the amount of ZBS that passes through the mesh is determined by the mesh opening and the average ZBS particle size. This relationship is important for the proposed method. We used a ZBS paste manufactured by the ‘O’ incorporation in Japan. The properties of the ZBS paste are shown in Table 2.
Specification of ZBS paste.
Experiments and discussion
The aim of this study was to use silk-screen printing to produce an AG effect during tempering of LCD cover glass. A schematic of the silk-screen printing process is shown in Figure 2. A mesh is installed on the printing bed, and the paste is squeezed through the mesh using a squeegee, resulting in the paste coating the glass. The quantity of squeezed paste depends mainly on the mesh opening size, the concentration of paste and the angle and velocity of the squeegee. In this study, the paste concentration, mesh opening size and squeegee velocity were directly related to the quantity of paste squeezed during the silk-screen printing process. The AG effect was evaluated using the haze value, which is a widely used reference value for the assessment of AG effects in the commercial market.
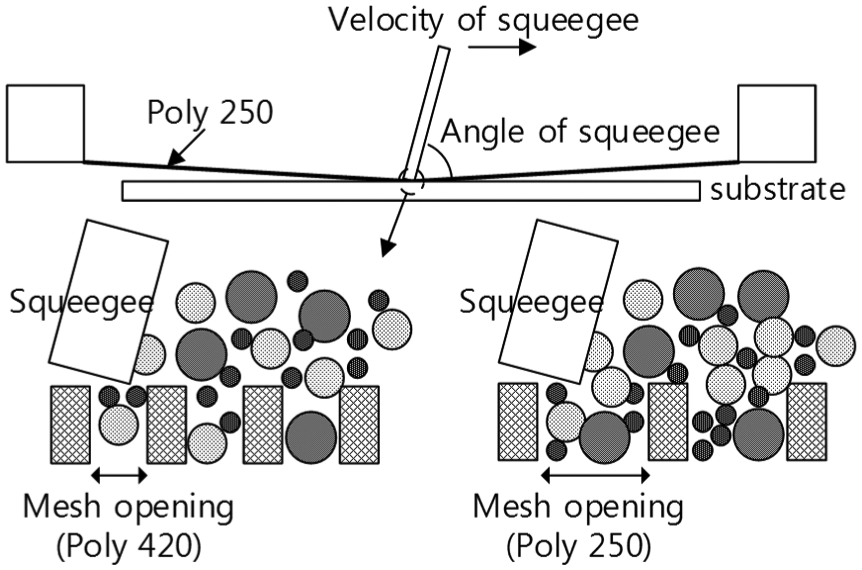
Schematic of the silk-screen printing process.
First, the influences of five mesh types and three ZBS paste concentrations on the AG effect were investigated. The sintering conditions were T = 680 °C for t < 3 min, and the squeegee angle and velocity were 60° and 15 mm/s, respectively.
The Sefar PME series mesh manufactured by the Sefar incorporation was used. Meshes are generally classified using the mesh number. Mesh number is the average mesh-count in square inches, for example, Poly 250, 300 and 420. Therefore, a higher mesh number indicates a smaller mesh opening size (Figure 2).
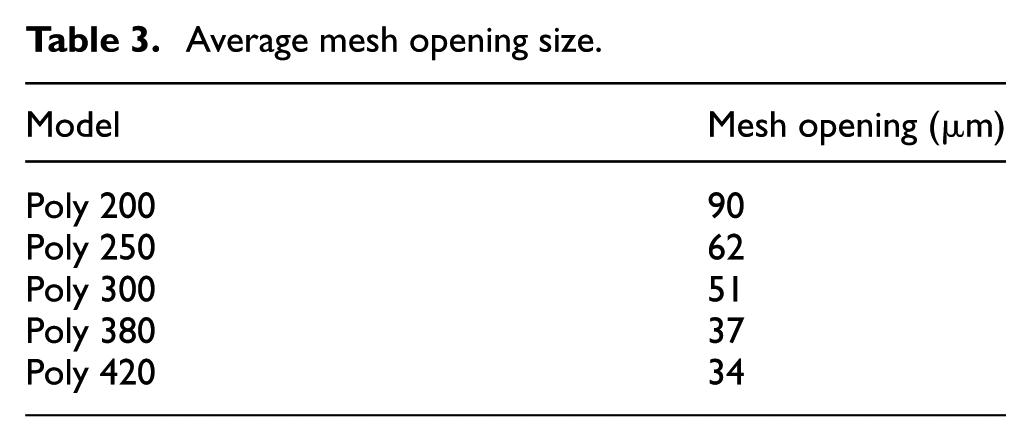
To verify the relationship between the mesh opening size and the amount of ZBS squeezed, Poly 200, 250, 300, 380 and 420 meshes were evaluated. The average mesh opening size according to mesh number is shown in Table 3.
Average mesh opening size.
The effect of mesh opening was first investigated. The percentage of oil was 35%, and the test specimens were produced as shown in Table 3 using the previously defined silk-screen printing process and sintering conditions. All specimens were coated on a 2.8-mm glass substrate.
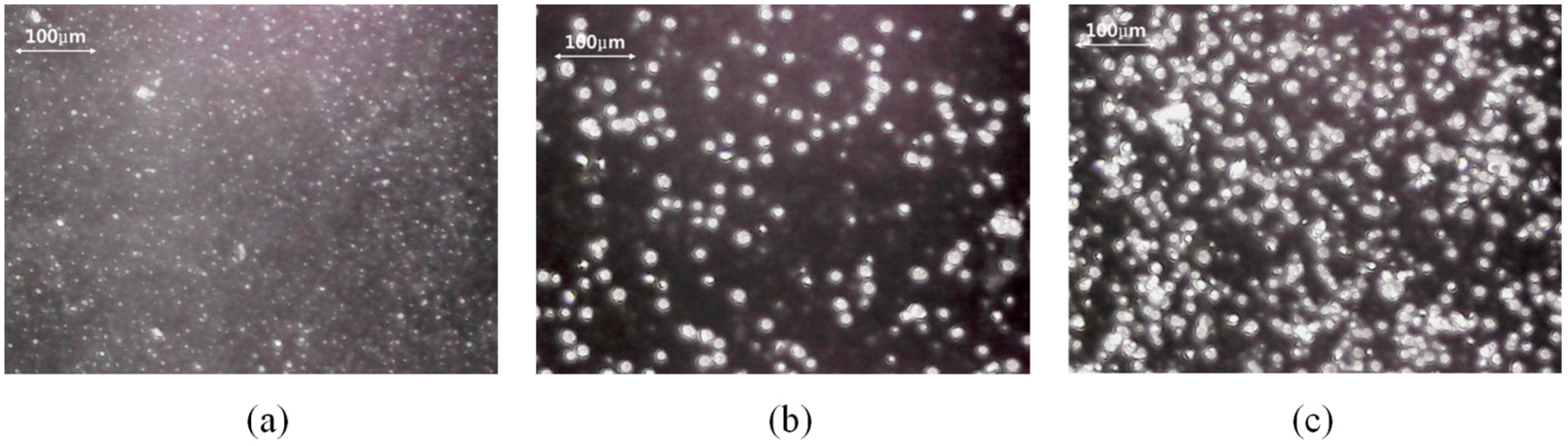
After sintering, optically penetrated images of the substrate surface were analysed (Figure 3). The images were captured using a micro optical camera (×700 magnification) and processed to evaluate the surface roughness. External light was reflected and recorded as white spots. To quantify the percentage of white spots, black and white images were processed as shown in Figure 4. The percentage of white spots after image processing was 22.33%, 10.98%, 6.86%, 33.23% and 49.43%, respectively. The wider mesh opening has the much white range under Poly 300. Haze values based on ISO 14782 standard conditions and using the D65 standard illuminant were 20.5, 16.4, 13.2, 13.2, 25.4 and 26.1, respectively. Haze and percentage of white according to mesh opening are shown in Figure 5. A ZBS paste with an average particle size <37 µm controlled the amount of squeezed ZBS. However, Poly 380 and 420 were unsuitable because ZBS with an average particle size >37 µm could not pass through the mesh openings, and ZBS with a small particle size melted under the sintering conditions used.
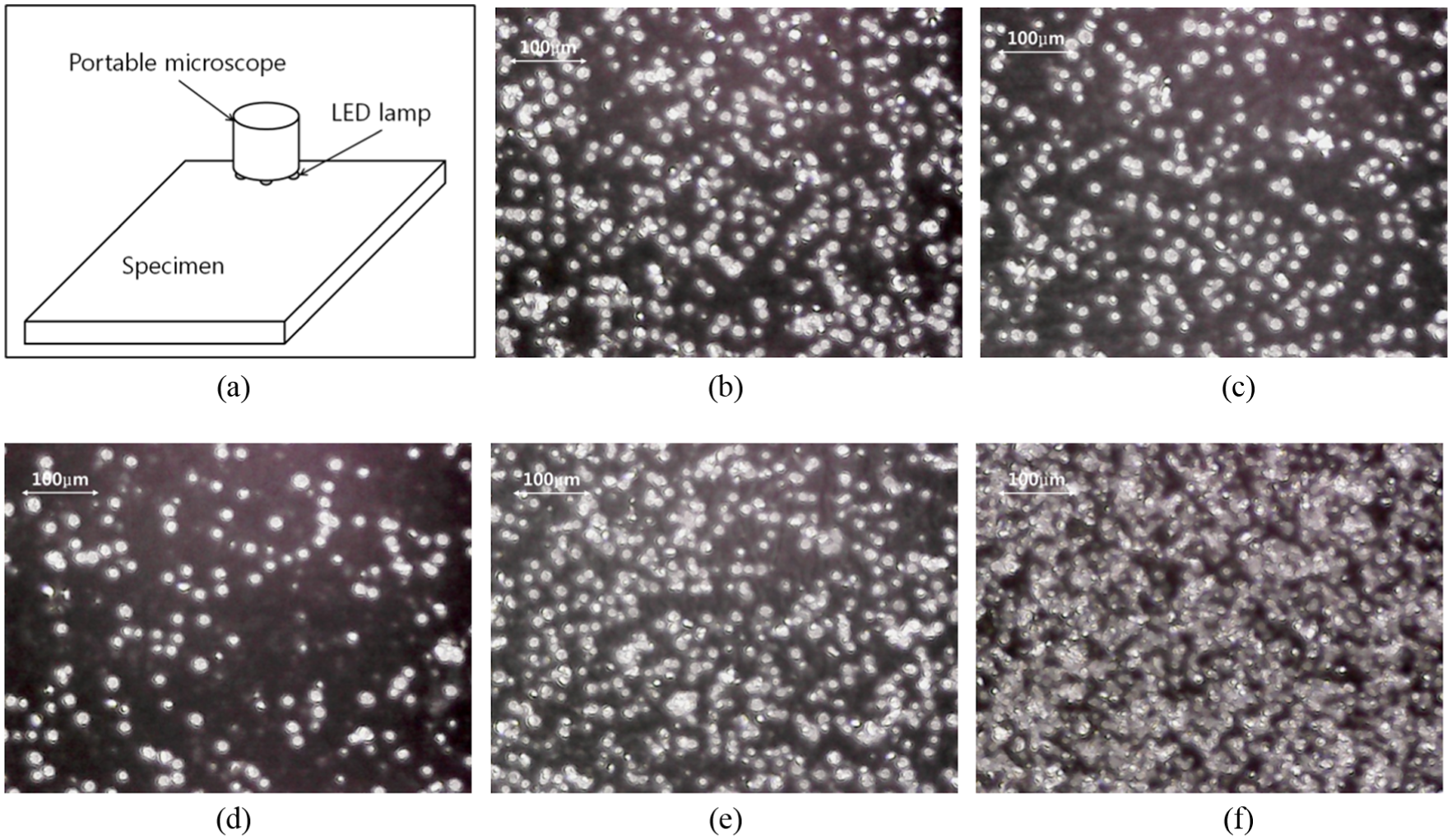
Optically penetrated images of substrate surface according to mesh opening size: (a) preparation, (b) Poly200, (c) Poly 250, (d) Poly 300, (e) Poly 380 and (f) Poly 420.
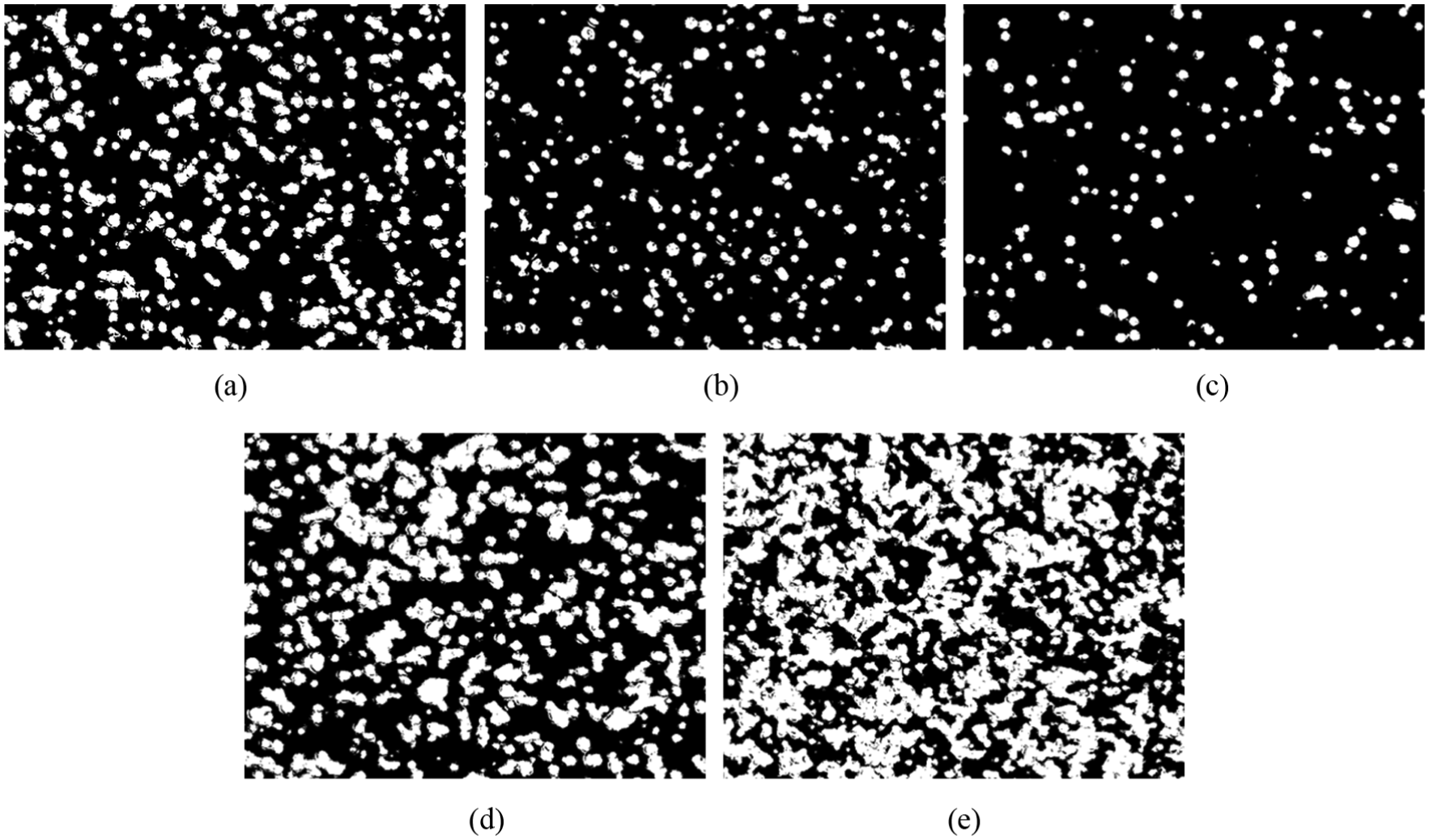
Result of processing of the optically penetrated images: (a) Poly 200, (b) Poly 250, (c) Poly 300, (d) Poly 380 and (e) Poly 420.
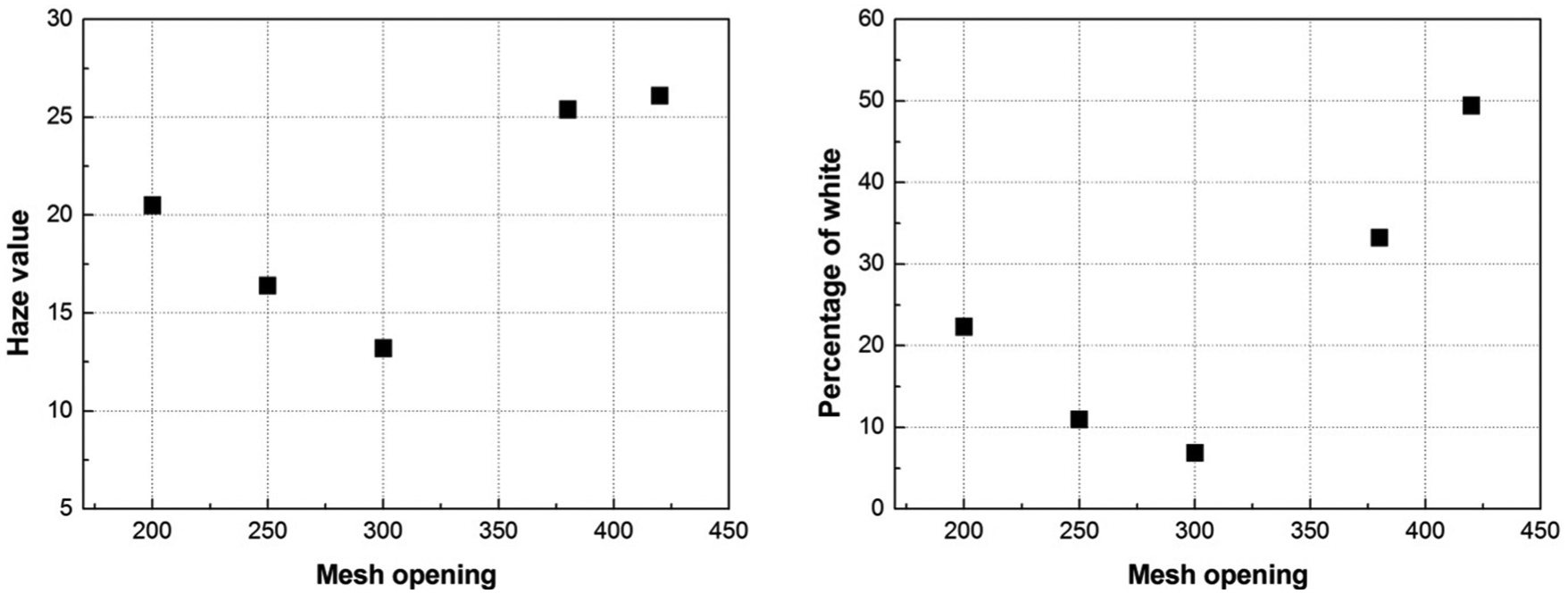
Haze values and white percentages according to mesh opening size.
The ZBS paste concentration and squeegee velocity were next evaluated. Oil concentrations of 25%, 35% and 50% were used. The other conditions were as in previous experiments, and Poly 250 mesh was used.
The optically penetrated images of substrate surfaces are shown in Figure 6. Oil percentage affected the distribution of squeezed ZBS. The use of a high percentage of oil resulted in considerable white spots, since the diluted ZBS paste passes through the mesh and the oil evaporates. The haze values of these specimens were 9.4%, 16.4% and 19.5%, respectively.
Optically penetrated images according to paste concentration: (a) 25% oil, (b) 35% oil and (c) 50% oil.
The optically penetrated images according to squeegee velocity are shown in Figure 7. In this case, 35% oil in the ZBS paste was used. As the squeegee velocity increased, the number of white spots in the tempered cover glass increased. A low squeegee velocity facilitated transport of the ZBS paste through the mesh, resulting in considerable coating of ZBS paste on the glass. The haze values were 22.8%, 16.4% and 13.1%, respectively.
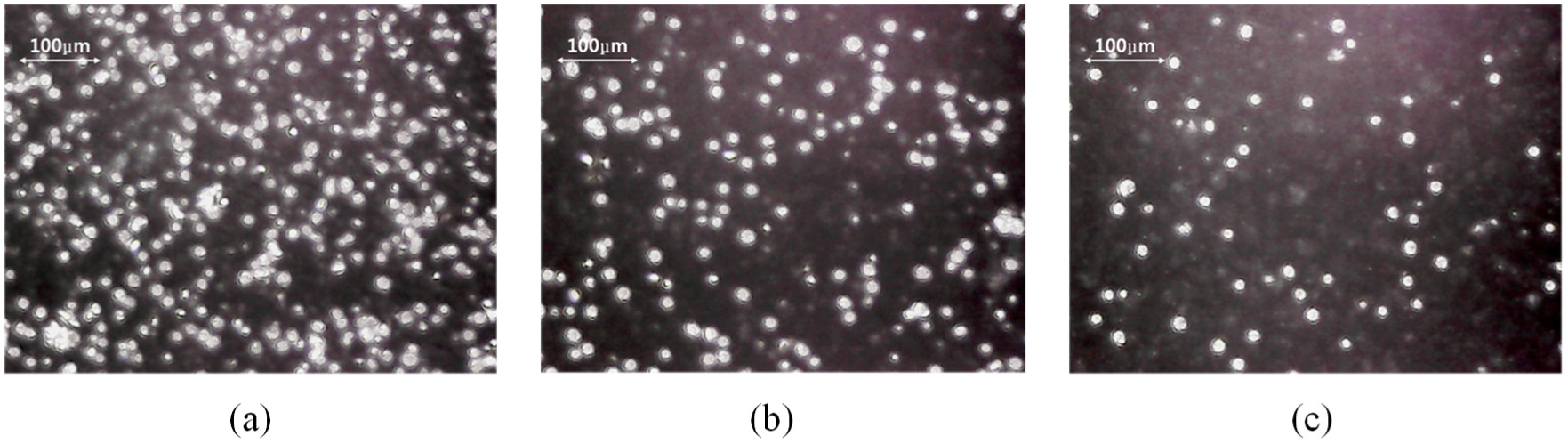
Optically penetrated images according to squeegee velocity: (a) 5 mm/s, (b) 15 mm/s and (c) 25 mm/s.
Surface roughness was analysed using the Surftest SJ-400 roughness test manufactured by Mitutoyo (Figure 8). The arithmetic average of the absolute Ra value and average wavelength λa were calculated using equations (1) and (2), respectively.
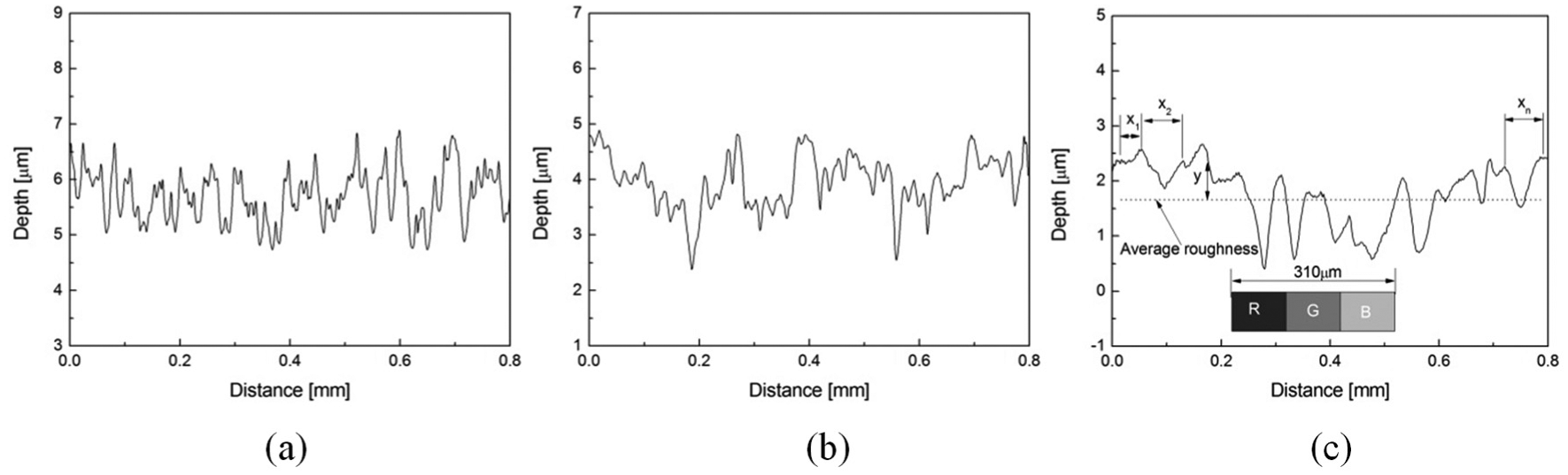
Surface roughness according to squeegee velocity: (a) 5 mm/s, (b) 15 mm/s and (c) 25 mm/s.
The arithmetic averages of absolute R a value were 0.40, 0.41 and 0.48, and average wavelengths, λa , were 12.36, 20.18 and 44.36


The light transmitted from red, green and blue (RGB) cells of the LCD is scattered by the surface roughness, and so as the average wavelength of surface roughness decreases, the haze value increases.
To investigate the surface profile of the specimens produced using the proposed method, scanning electron microscope (SEM) images were obtained (Figure 9). The conditions used were Poly 250, 15 mm/s and 35% oil. Figure 9(a) shows the specimen surface and Figure 9(b) a tilted surface image. The average thickness of the ZBS coating after softening was about 5 µm, as shown in Figure 9(c).
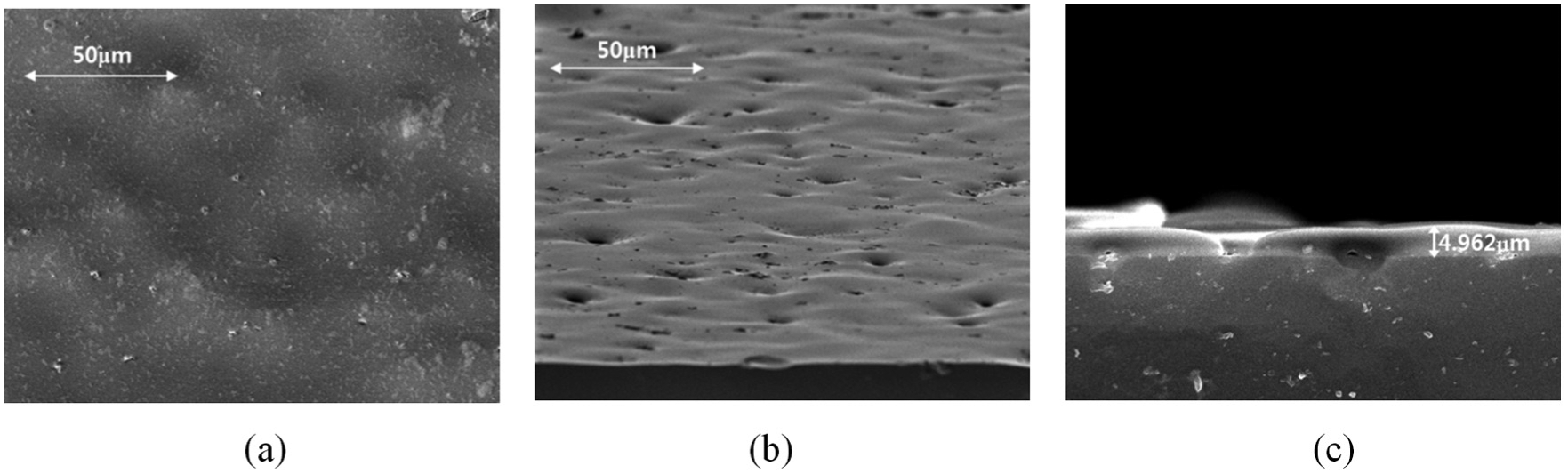
SEM image of the specimen: (a) surface image, (b) surface tilted by 10° and (c) cross-section image.
The haze value, roughness and pencil hardness of the proposed, etched AG coating and AG film were compared (Table 4). Pencil hardness was tested based on ISO 15184, which specifies a method for determining hardness by pushing pencils of known hardness over the coated surface. The proposed method and etched AG had better surface hardness than AG film, and the proposed method exhibited the highest haze value.
Properties of the solutions.

AG: anti-glare.
Picture quality and AG effect of the AG film and the proposed method were compared because an AG film is used as a reference for assessment of AG effects. For comparison, an AG film and a specimen produced using the proposed method were attached to an LCD monitor, and a white light-emitting diode (LED) light source was set in the middle of the monitor. The proposed AG method minimized LCD clarity loss and maximized the scattering effect (Figure 10).
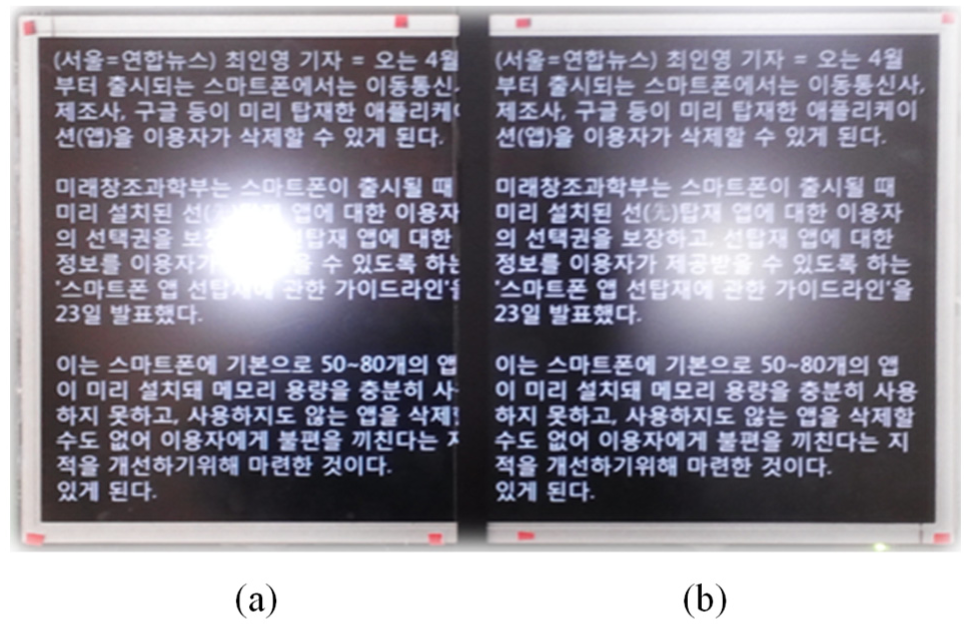
Readability test: (a) film AG and (b) proposed AG.
The proposed method achieved an AG effect on an LCD cover glass using the silk-screen printing process and sintering for tempering of the LCD cover glass.
Conclusion
A novel AG implementation process was proposed. The proposed manufacturing process involved silk-screen printing and ZBS paste. To achieve an AG effect, several parameters were investigated. The major parameters of the proposed process were as follows:
Mesh opening size and ZBS particle size;
Sintering temperature and duration of the glass tempering process;
Oil concentration and squeegee velocity.
The parameters affecting haze values were the quantity of ZBS paste squeezed through the mesh, which influenced the average wavelength of surface roughness of the LCD cover glass. In this study, we determined the condition mesh opening, ZBS particle size, oil concentration and squeegee velocity for the tempering of LCD cover glasses. The proposed process and conditions will facilitate application of AG coatings in the LCD cover glass manufacturing industry.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
This work was supported by Dong-A University research fund.