
Abstract
In the machine tools, tool vibration is an undesirable phenomenon which affects tool life, quality of machined surface and produces irritating noise. This tool vibration is due to the interaction between metal cutting process and forces acting on the machine tool. In this investigation, an attempt was made to reduce tool vibration during turning of hardened steel using particle and mass impact dampers. A mass impact damper used in this investigation consists of a concentrated mass made of copper mounted on the bottom of the tool holder and particle damper consists of copper particles of 3.5 mm diameter positioned along the axis of the tool holder. Particle size and its location were designed using computational analysis and impact hammer–based modal testing was performed for both dampers. When these dampers were mounted on the tool holder, particles will collide with each other and subdue the vibration produced in the tool holder. Cutting experiments were conducted to study the influence of mass and particle damping on tool vibration and cutting performance during turning of hardened AISI4340 steel using hard metal insert with sculptured rake face. From the results, it was observed that the use of mass impact and particle dampers enhances the rigidity of the tool holder which, in turn, reduces tool vibration and improves the cutting performance. Among the two dampers, it was found that the presence of mass impact damping provides superior cutting performance when compared to particle damping.
Introduction
Machining of the metals is time and again accompanied by relative vibration between the workpiece and tool. This tool vibration is undesirable because of its adverse effects on surface finish, machining accuracy and tool life. Admittedly, it is found that the method to eliminate tool vibration cannot be translated into practical terms. 1 But there are instances where tool vibration can be reduced by increasing the stiffness of tool shank which was accomplished by providing damper. Rivin and Kang 2 suggested that the stability of the system in turning process will be improved enhancing the dynamic stiffness of the tool. In general, a reduction in tool vibration can be achieved by developing two types of dampers: a damper with fixed stiffness and a damper with variable stiffness. For a damper with fixed stiffness, the damping capability remains the same throughout the life of the cutting tool; it is simple in construction and operates in harsh environments. However, for the damper with variable stiffness, damping capability will be varied by adjusting some controlling parameters of the damper and it is found to be expensive and complicated when compared to the former.
In the past, many types of dampers have been tried and used by researchers to reduce vibration. Among the various types, impact damper, viscous damper and frictional damper are considered to be the most effective. Visco-elastic dampers have been used successfully along with boring and turning tools to suppress tool vibration.3,4 From the literature, it is observed that impact dampers can be used effectively for attenuation of tool vibration during metal cutting. 5 The advantages of impact dampers over traditional damping devices are that impact dampers are inexpensive and have simple designs that provide effective damping performance over a range of accelerations and frequencies.6,7 In addition, impact dampers are robust and operate in environments that are too harsh for other traditional damping methods. 8 Also, vibration damping with impact dampers has been used in a wide variety of applications including television aerials, turbine blades, structures, plates, tubing and shafts. 9
Ema and Marui10,11 developed an impact damper that consisted of a free mass in the form of a ring with a hole at the centre slightly greater than the diameter of the drill, and from the results they concluded that impact damper reduces tool vibration effectively. Tarng et al. 12 used a tunable vibration absorber with piezoelectric inertia actuator for turning operation. Vela-Martínez et al. 13 investigated the effect of the dynamics of cutting tool on the stability process for turning operation by introducing interaction between the workpiece and cutting tool as lumped mass system. Moradi et al. 14 proposed control strategies to suppress regenerative chatter in orthogonal turning process. Ramesh and Alwarsamy 15 suggested that, in impact damper, the materials having high density produce more inertial mass which leads to better reduction in tool vibration. Otto and Radons 16 have proposed an approach involving spindle speed variation for chatter suppression in turning operation. Sam Paul and Varadarajan 9 used impact damper during turning process and suppressed tool vibration effectively. Also, they observed that damping material plays a significant role in improving the damping ability of impact damper. Sathishkumar et al. 17 developed a chatter suppression method based on particle damping technique to reduce chatter in boring tool and to improve surface finish. From the results, it was observed that there was about 40% improvement in the surface finish when granules of copper with a size of 4.75 mm were used to fill the hole in the boring bar. Panossian 18 developed non-obstructive particle damping for suppressing structural vibrations. In this method, a small cavity is appropriately positioned inside the structure and filled with the particles. The energy dissipation due to collision between the particles and the particles with the cavity wall led to damping. Friend and Kinra 19 applied the particle damping method on cantilever beam and achieved 50% improvement in damping ability. Later, Marhadi and Kinra 20 extended particle impact damping method to cover different materials and established its effectiveness.
The above-mentioned studies indicate that the use of particle damping has proved to be effective for different machining operation. In this investigation, it is planned to study the effect of using particle damper and mass impact damper on tool vibration, cutting force, surface roughness and tool wear during hard turning of AISI4340 steel of 46 HRC using hard metal insert with sculptured rake face. When mass was added to the tool holder, there will be mutual impact interaction between the tool holder and mass particle. This results in the absorption of the vibratory energy which further leads to a reduction in amplitude of tool vibration. The type and size of slot for locating particles were determined by computational analysis using ANSYS software and the size of the damping mass was determined by arithmetic analysis. Modal testing using impact hammer was performed on the tool holder with particle and mass dampers, and a series of cutting experiments were conducted to study the effect of particle and mass dampers during turning of AISI4340 steel of 46 HRC using hard metal insert with sculptured rake face. The mass impact damping used in this study appears to be a simple, inexpensive and effective method to suppress tool vibration and to improve the cutting performance.
Selection of tool and work material
Multicoated hard metal inserts with sculptured rake face geometry with the specification SNMG 120408 MT TT5100 from Taegu Tec were used as the cutting tools in this investigation. The cutting tool inserts and the tool holder were selected as per the recommendations of M/s. TageuTec India Pvt. Ltd and the information available in the literature. 21 The tool holder used in this investigation had the specification PSBNR 2525 M12. AISI4340 steel was selected as a work material which is widely used in die making, automobile and allied industries. 22 Its other applications include aircraft engine mounts, propeller shafts, connecting rods, gear shafts, crane shafts and heavy forgings such as rotor shafts, discs and welded tubing applications. It is a through hardenable medium alloy steel that can be hardened to 46HRc and is known for its toughness, tensile strength and fatigue strength and is less costly compared to high alloy steels. 23 Considering its wide range of application in industry, this grade of steel was considered as the work material in this investigation. It has a composition which is shown which is Table 1. Bars of 75 mm diameter and 380 mm length hardened to 46HRC were used for this investigation.
Chemical composition of work material.
Design and development of damper
In this article, an attempt was made to reduce tool vibration in the machine tool using particle and mass impact dampers. Both the dampers are based on the concept of collusion between the particles. A particle is part of a mass, and the mass has particles in it and also the particle is like a small tiny object and a mass is stuff combined. Mass impact damping refers to only a single (somewhat larger) auxiliary mass in a cavity, whereas particle damping is used to imply multiple auxiliary masses of small size in a cavity.
Construction details of particle damper
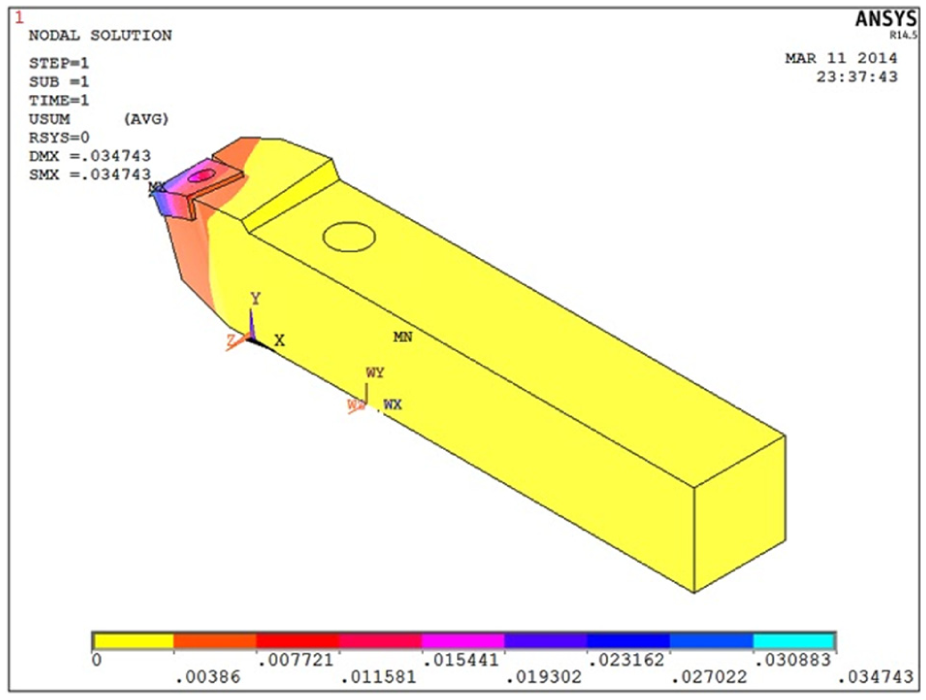
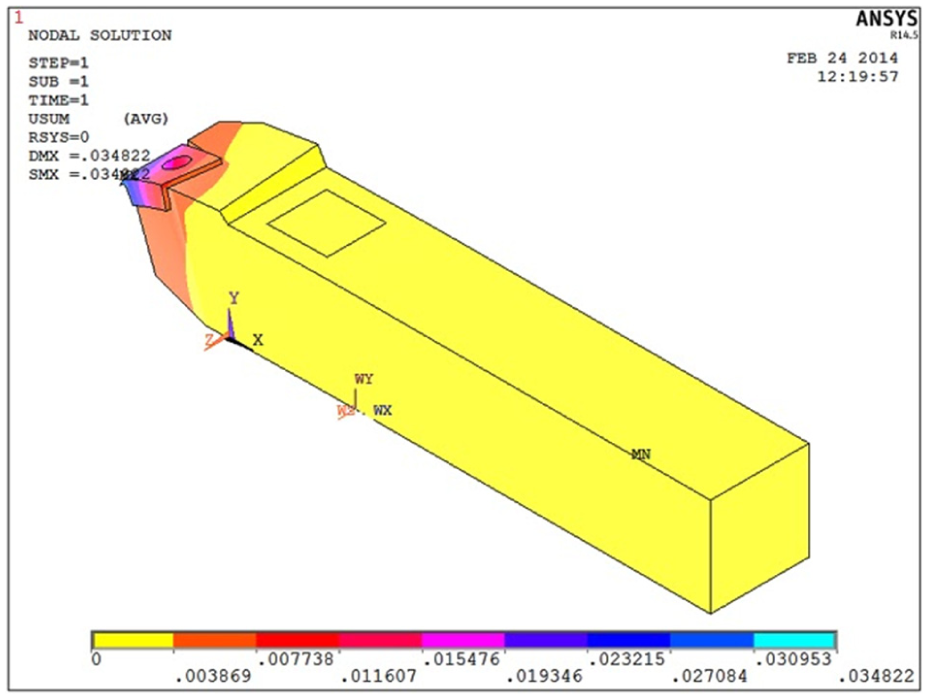
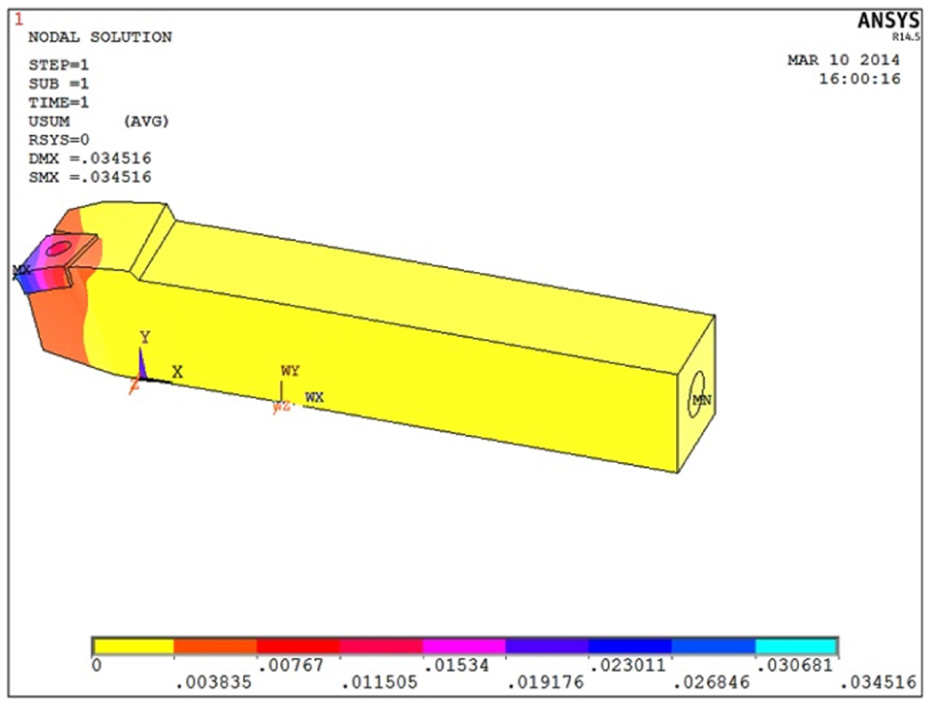
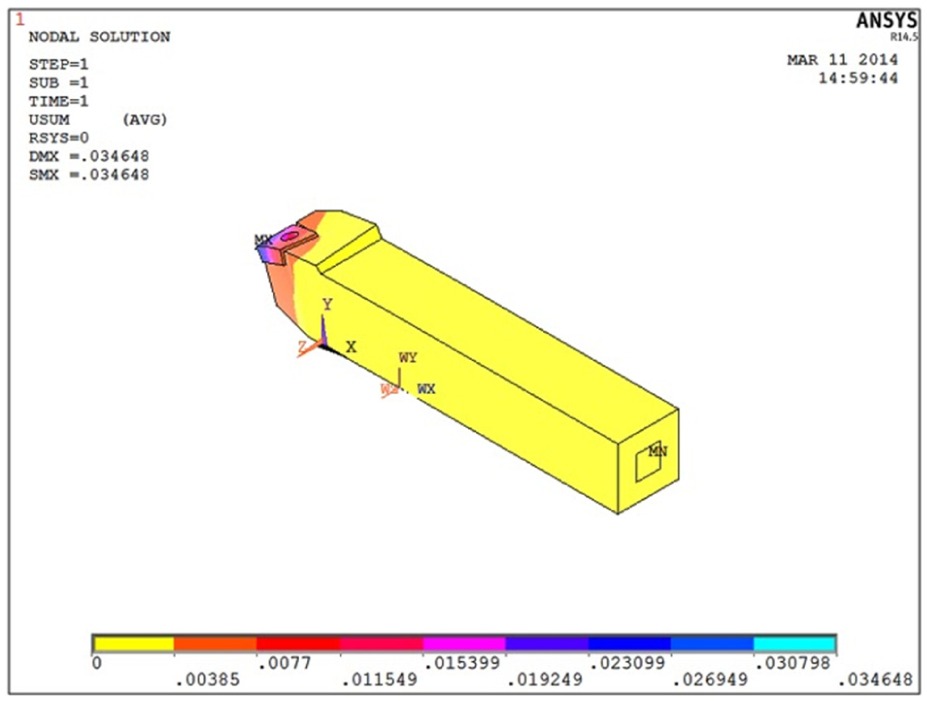
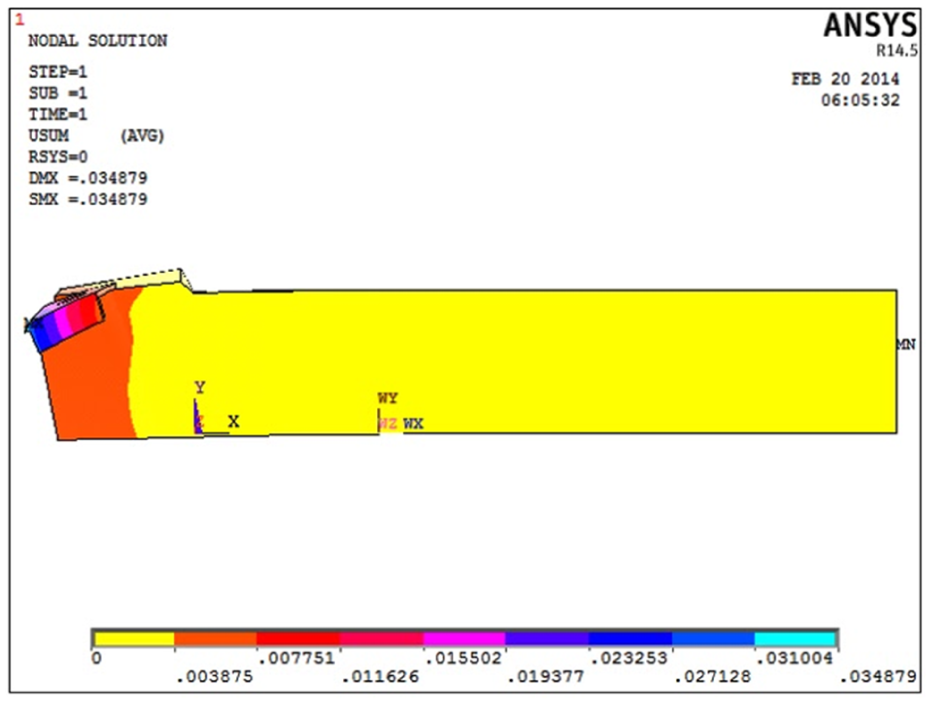
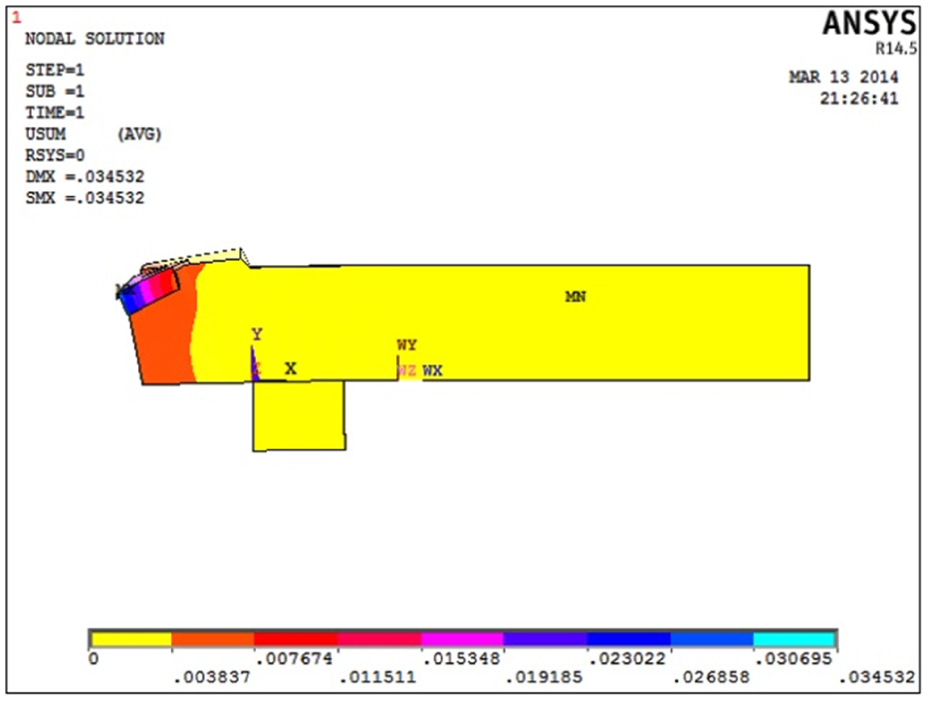
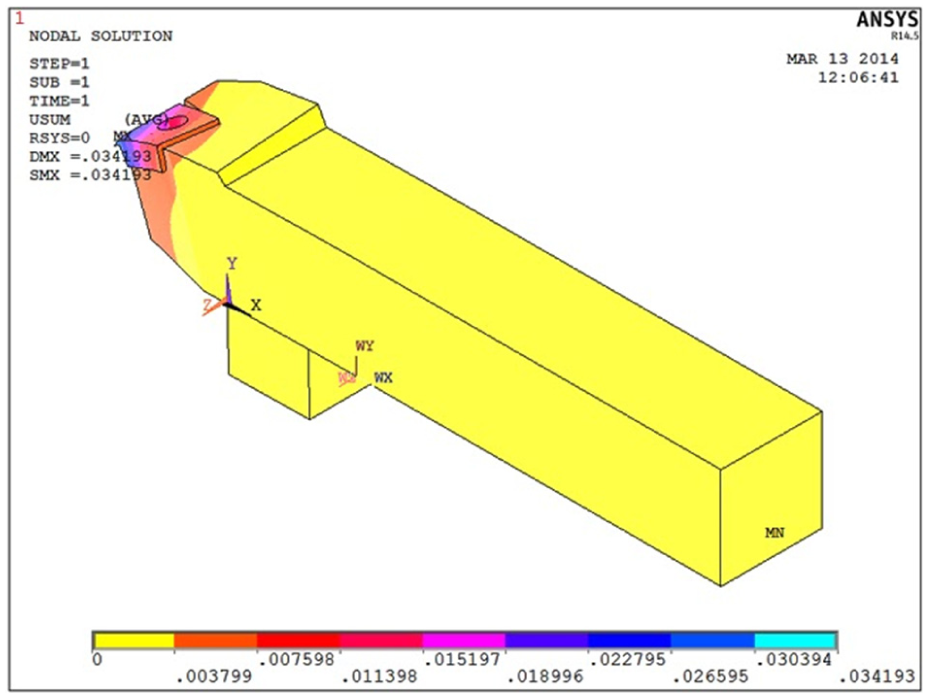
Particle damping is a derivative of impact damping where multiple auxiliary masses of small size are placed inside a cavity attached to the vibrating structure. Also, it is a type of impact damping where in a vibratory body vibration is reduced by making a slot, in which multiple particles are made to collide with each other. A friction and impact interaction between the particles within the cavity leads to the increase in damping ability. In practice, particle dampers are highly nonlinear dampers whose energy dissipation, or damping, is derived from a combination of loss mechanisms, including friction and momentum exchange. The basic principle behind particle damping is conversion of kinetic energy into heat energy. Because of the ability of particle dampers to perform through a wide range of temperatures, frequencies and survive for a longer life, they have been used in applications such as the weightless environments of the outer space, aircraft structures, to attenuate vibrations of the civil structures, tennis rackets and in metal cutting. Finite element analysis was performed using ANSYS software to identify the type and size of slot to be provided in the tool holder. Geometric model created in ANSYS was meshed using three-dimensional (3D) SOLID185 element which is an eight-noded higher order element. Grid independence study was carried out and 16 number of divisions with 5,456,782 number of elements were used. The tool with 55 mm overhang length was considered for the analysis as the overhanging below 55 mm results in interference between the tool and workpiece and a point load of 400 N was applied at the tip of the tool holder in the vertical direction. The maximum deflection was calculated for the tool holder with circular and rectangular slots in the transverse and longitudinal directions. Both rectangular and circular slots were filled with copper particles. The deflection plot for the tool holder with particle damping in the circular and rectangular slots in the transverse direction is shown in Figures 1 and 2, respectively. Figures 3 and 4 present the deflection plot for the tool holder with particle damping in the circular and rectangular slots in the longitudinal direction. The maximum deflection for the tool holder without the damper is shown in Figure 5.
Deflection plot for tool holder with particle damping in circular slot in transverse direction.
Deflection plot for tool holder with particle damping in rectangular slot in transverse direction.
Deflection plot for tool holder with particle damping in circular slot in longitudinal direction.
Deflection plot for tool holder with particle damping in rectangular slot in longitudinal direction.
Deflection plot for tool holder without mass or particle damper.
Construction details of mass impact damper
A mass impact damper is based on the principle that, when two bodies collide, certain amount of their kinetic energy is converted into heat so that the energy content of the system is reduced. A mass impact damper consists of a concentrated mass of predetermined size and shape mounted on the bottom of tool shank at a specific location. From the literature, it was observed that good damping will be achieved if the mass ratio of the damper with reference to the mass of the tool shank is 0.1 or greater than 0.1. 20 In this investigation, the mass of the tool was found to be 700 g, and hence the mass of the damper was fixed as 70 g. Copper and lead are selected as the material for making the damper. Considering the size of the tool shank and the ease of mounting on the tool shank, the length and the breadth of the damper were fixed as 15 and 15 mm, respectively. Using arithmetic operation, the height of damping mass was found to be 20 mm. Computational static analysis was performed using finite element to study the effect of the materials such as lead and copper on damping capability during turning process. The deflection plot for the tool holder with mass impact damper made of copper and lead is shown in Figures 6 and 7, respectively. Deflections obtained for the tool holder with and without damper are presented in Table 2.
Deflection plot for tool holder with mass impact damper made of lead.
Deflection plot for tool holder with mass impact damper made of copper.
Computational deflection for tool with and without damper.
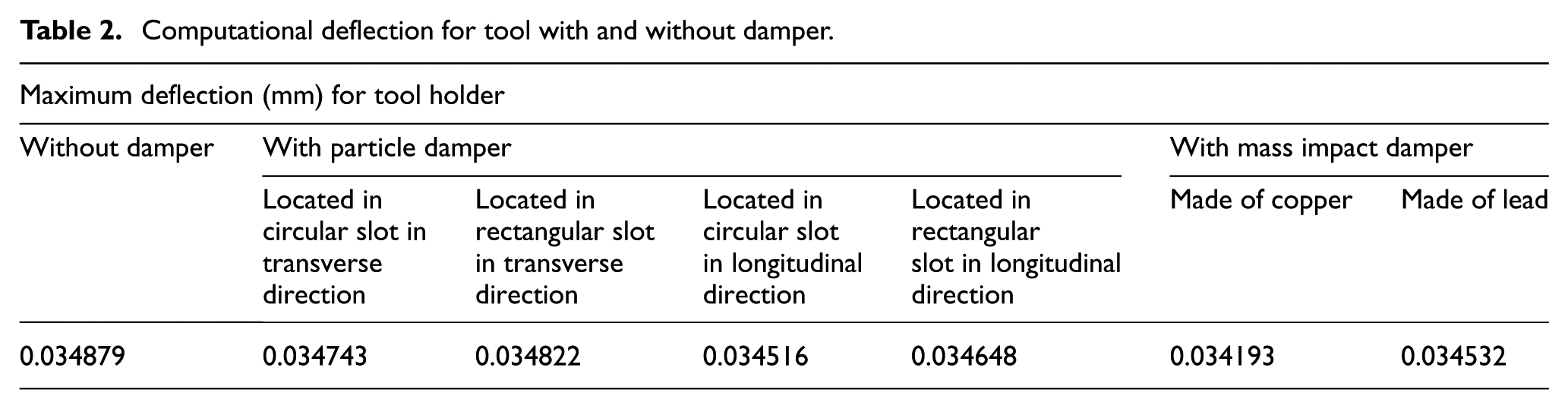
From the finite element analysis results shown in Table 2, it can be seen that the effect of particle damper on tool vibration will be better when copper particles were positioned in the longitudinal direction having circular cross section. Hence, longitudinal slots having 105 mm length and 10 mm diameter were made in the tool holder to contain copper particles of 3.5 mm diameter. Also, it was observed that mass impact damper made of copper has less deflection when compared to mass damper made of lead. Accordingly, impact mass made of copper having size 15 × 15 × 20 mm was fabricated and attached to the bottom of the tool holder through a link.
Modal testing using impact hammer
The behaviour of the tool holder with particle and mass impact dampers was obtained from the ANSYS. However, experimental measurement is required to evaluate dynamic behaviour of the tool holder with dampers. Therefore, an experimental modal testing using impact hammer is adopted in this work to identify the natural frequency of the tool holder with particle and mass dampers. Modal testing using impact hammer was done for the tool holder with particle damper and mass damper and the results were compared with the tool holder without damper. The experimental set-up consisted of a PSBNR 2525 M12 tool holder with an insert and sim, Fast Fourier transform (FFT) analyzer which receives analog voltage signals from a signal conditioning amplifier, filter and digitizer for computations, impact hammer (Dytran make 1051 V3 model with a sensitivity of 52.1 mV/lbf) which gives rise to an impulse signal when exciting the structure with a distinct shock, uni-axial accelerometer (Dytran make 3055 B2 model with a sensitivity of 102.8 mV/g) and LMS Test Xpress Software. The tool was fixed for overhang length of 55 mm and the accelerometer was mounted on the top of the tool holder and interfaced with the LMS Test Xpress software to record the response of the cutting tool in line with the frequency domain. An average of five hits was taken into consideration. The response of the tool holder with particle damper, mass impact damper and without damper is shown in Figures 8–10, respectively. The results obtained using modal testing are presented in Table 3.
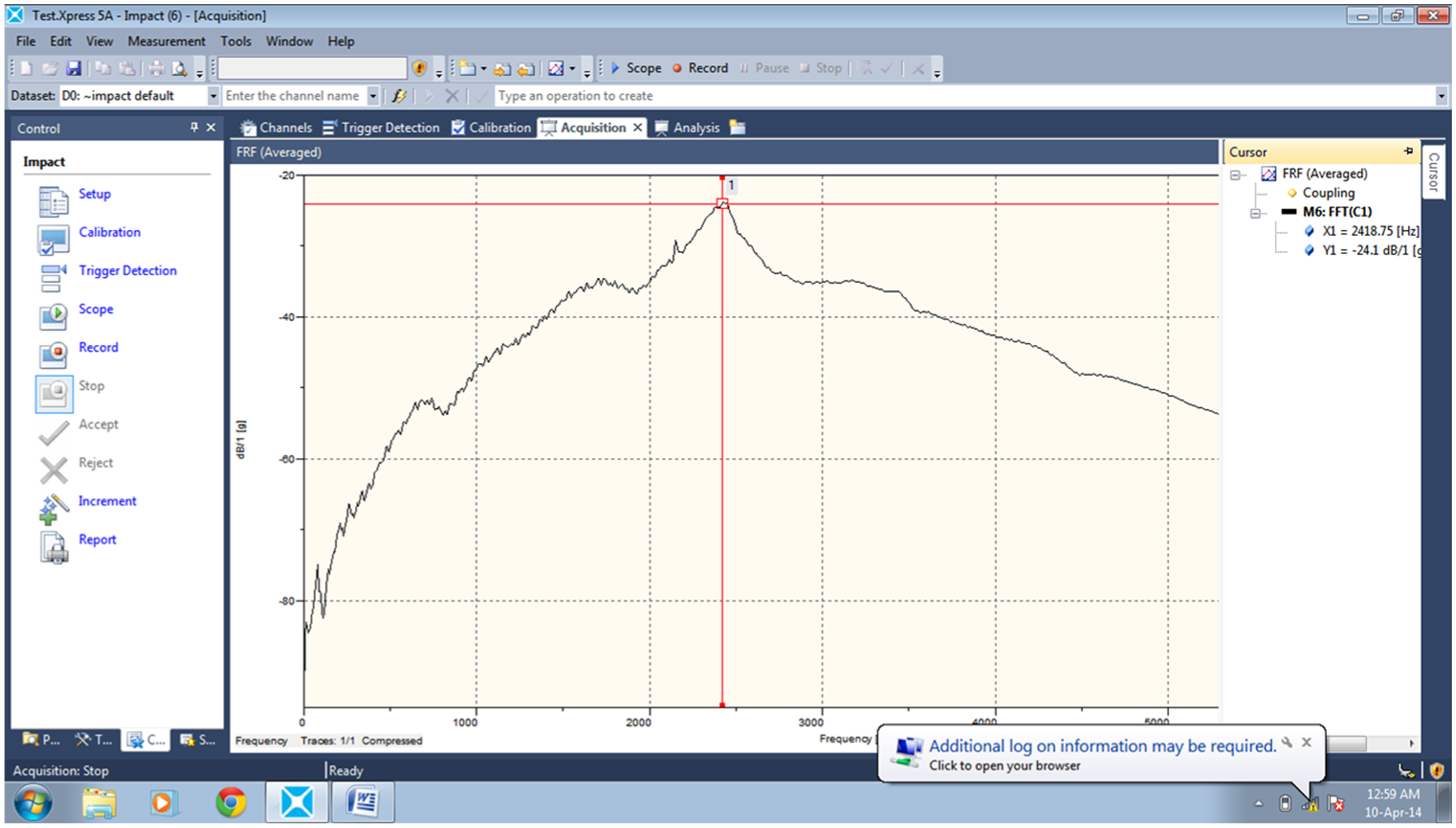
Natural frequency for tool holder with particle damper.
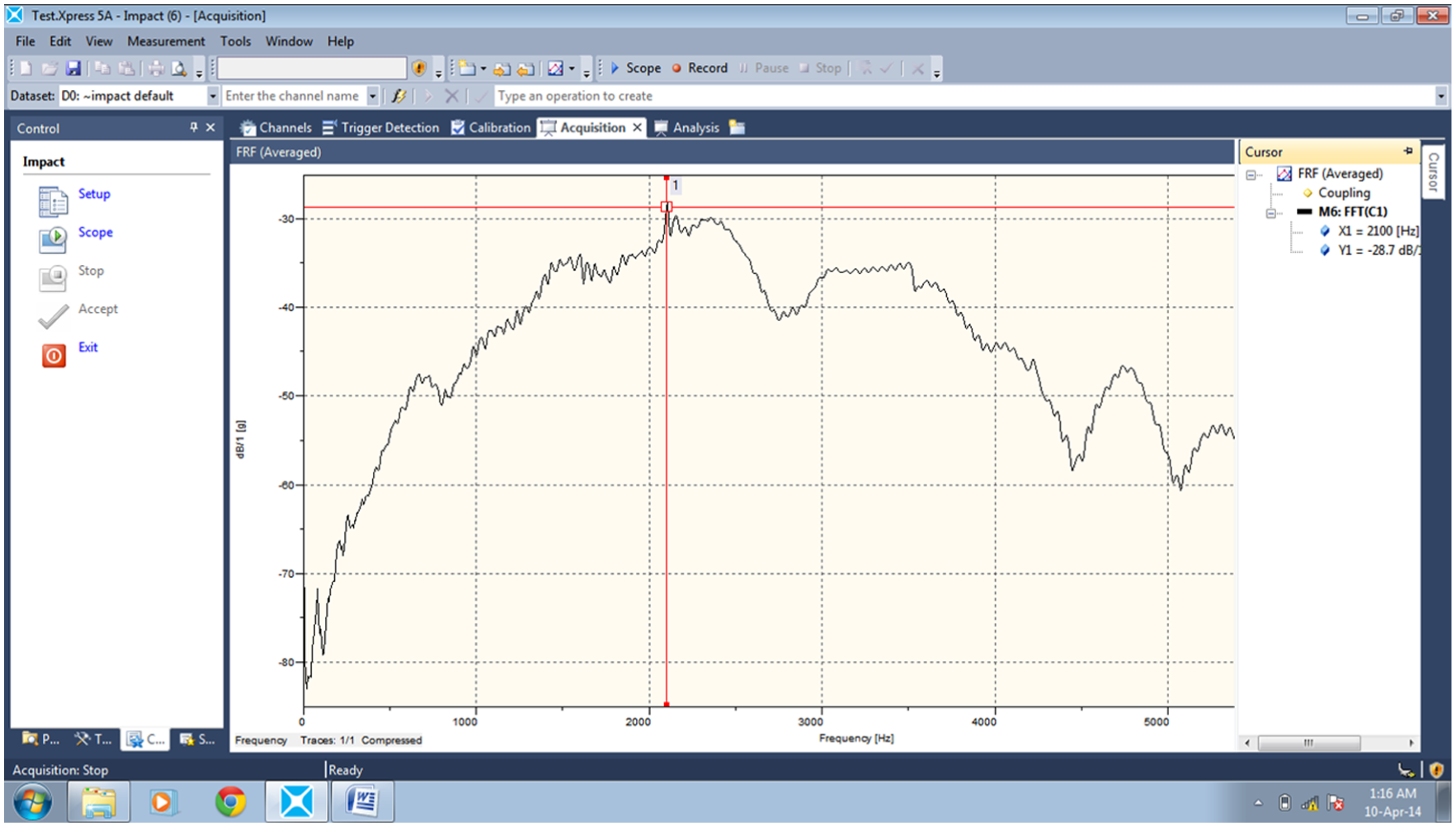
Natural frequency for tool holder with mass impact damper.
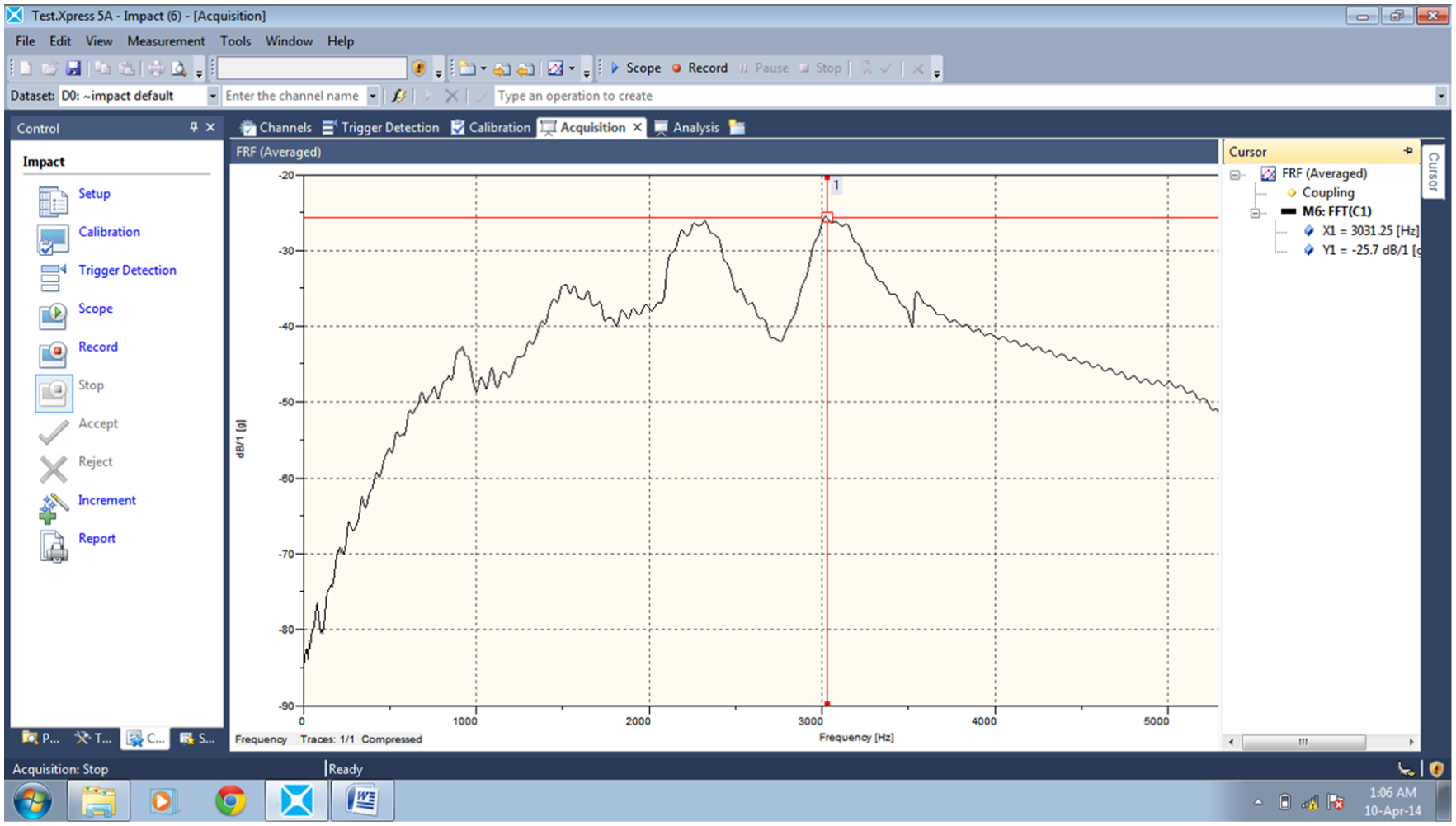
Natural frequency for tool holder without damper.
Natural frequencies obtained using modal testing.
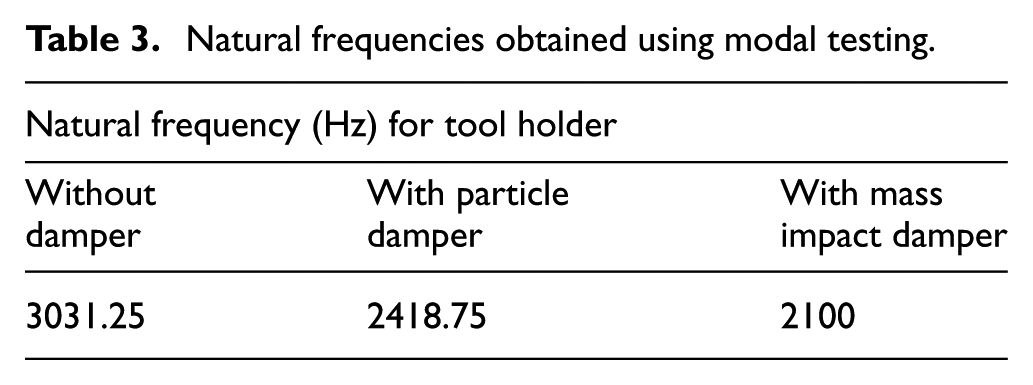
From the results obtained using impact hammer–based modal testing, it was observed that the frequency for the tool holder without particle or mass impact damper was found to be 3031.25 Hz, whereas the frequency for the tool with particle damper and mass impact damper was found to be 2418.75 and 2100 Hz, respectively.
Experimentation
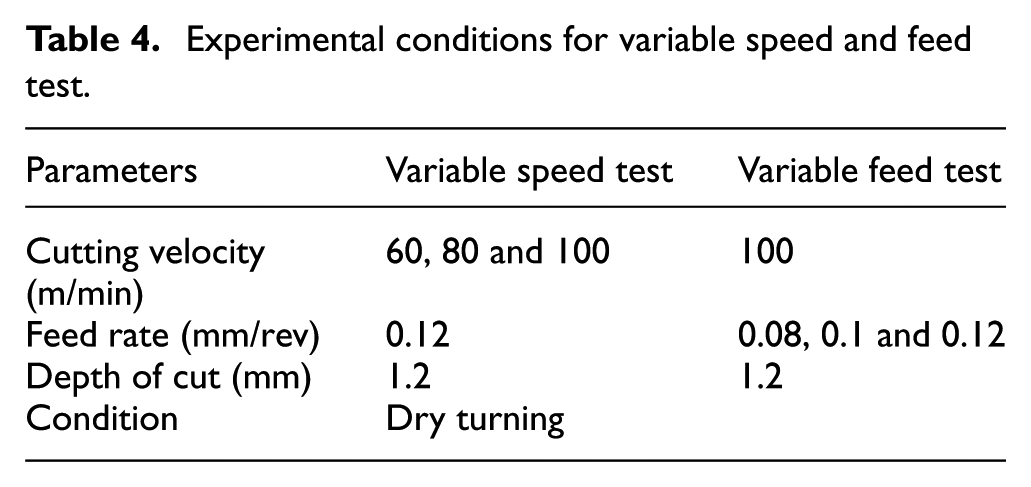
In order to study the effect of particle and mass impact dampers on tool vibration and cutting performance, the cutting experiments were carried out on a Kirloskar Turn Master-35 lathe. The experiments were carried out with two replications and each experiment lasted for 2 min. The impact mass was connected to the tool holder using clamping mechanism and the particles are positioned in the slot provided at the tool holder. The particle damper used in this article consists of copper particles of 3.5 mm diameter whereas the size of the mass impact damper used has a size of length 15 mm, height 20 mm and width 5 mm. Hence, the former is termed as particle damper and the later is referred as mass damper. The amplitude of tool vibration was measured using a piezoelectric-type accelerometer where the pickup was mounted at the top of the tool holder near to the tool tip. The main cutting force was measured using a Kistler-type 9257B dynamometer. The surface roughness was measured using a stylus-type surface roughness tester and the average flank wear was measured using a tool maker’s microscope. Variable feed and speed tests were conducted to study the influence of particle damper, mass impact damper on tool vibration and cutting performance during turning of hardened AISI4340 steel. The operating parameters for variable speed and variable feed test are summarized in Table 4. These parameters were selected based on the information available in the literature. 24 In this study, the tool overhang length of 55 mm was considered for both dampers.
Experimental conditions for variable speed and feed test.
Results and discussion
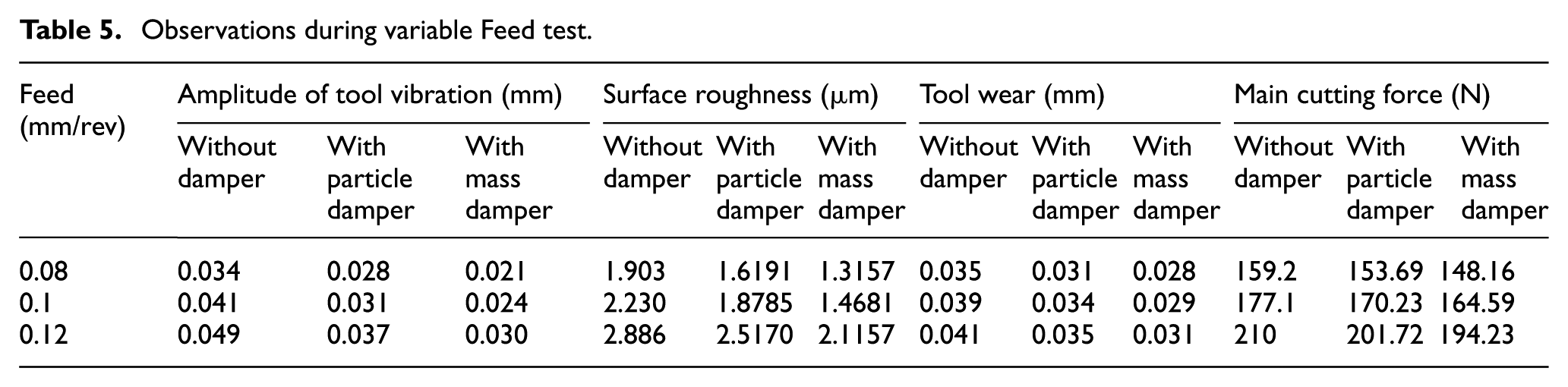
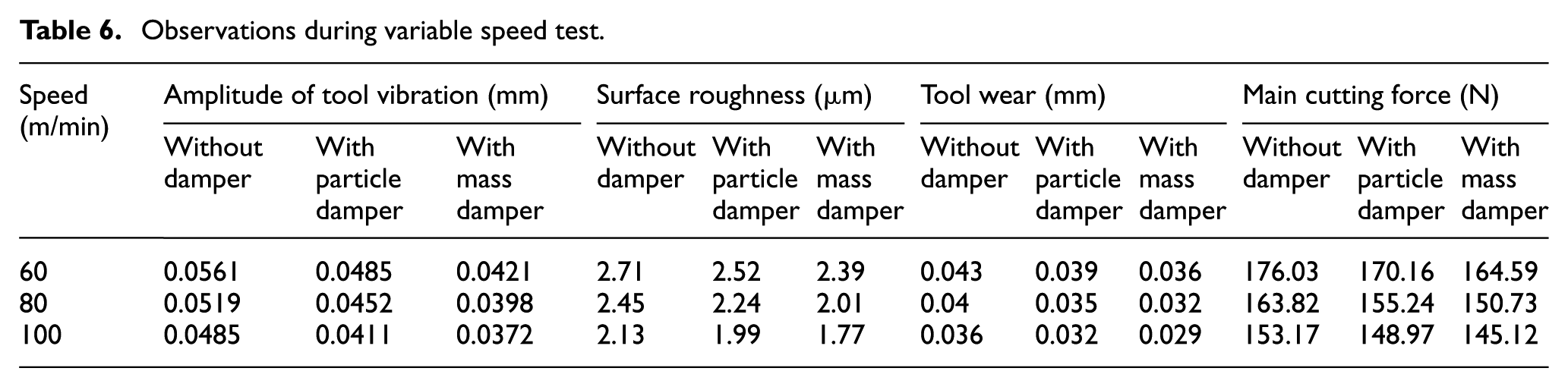
The variable speed and feed test results obtained from experimental work are summarized in Tables 5 and 6, respectively.
Observations during variable Feed test.
Observations during variable speed test.
The comparison of the amplitude of tool vibration with particle damper, mass impact damper and without damper during the variable feed test and variable speed test is shown in Figures 11 and 12, respectively. A similar comparison of surface roughness is presented in Figures 13 and 14 and tool wear is presented in Figures 15 and 16, respectively.
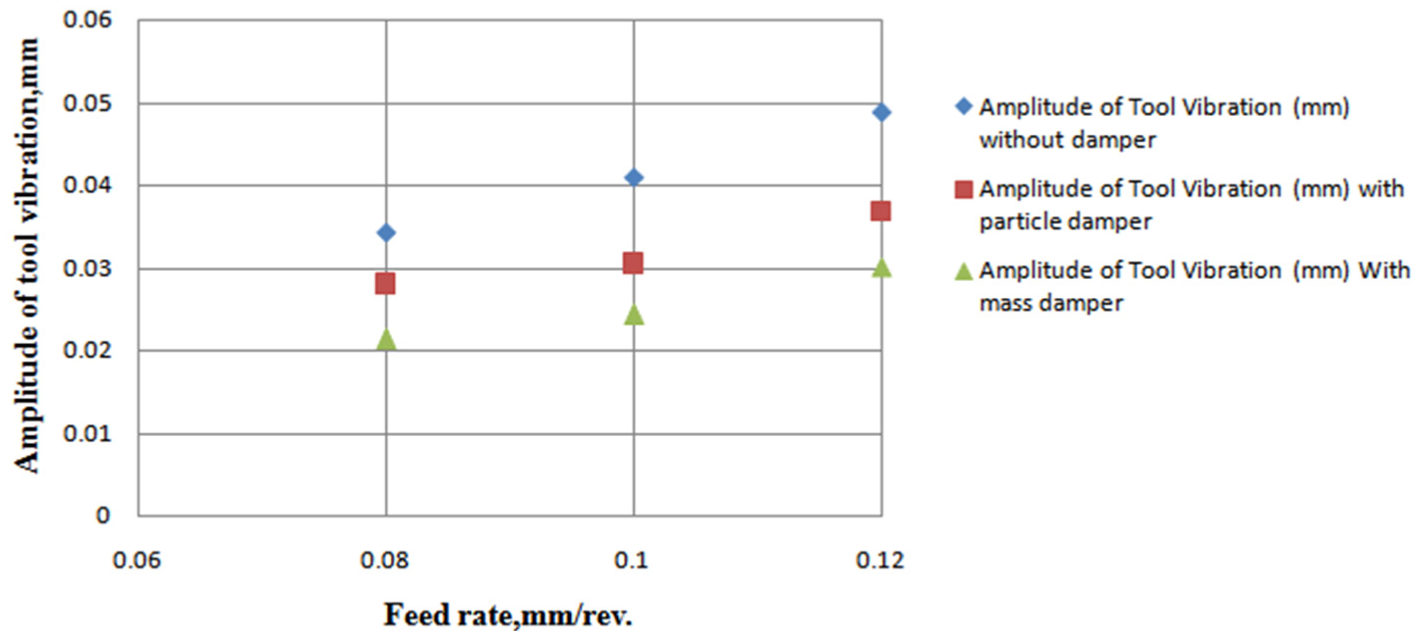
Comparison of tool vibration during variable feed test.
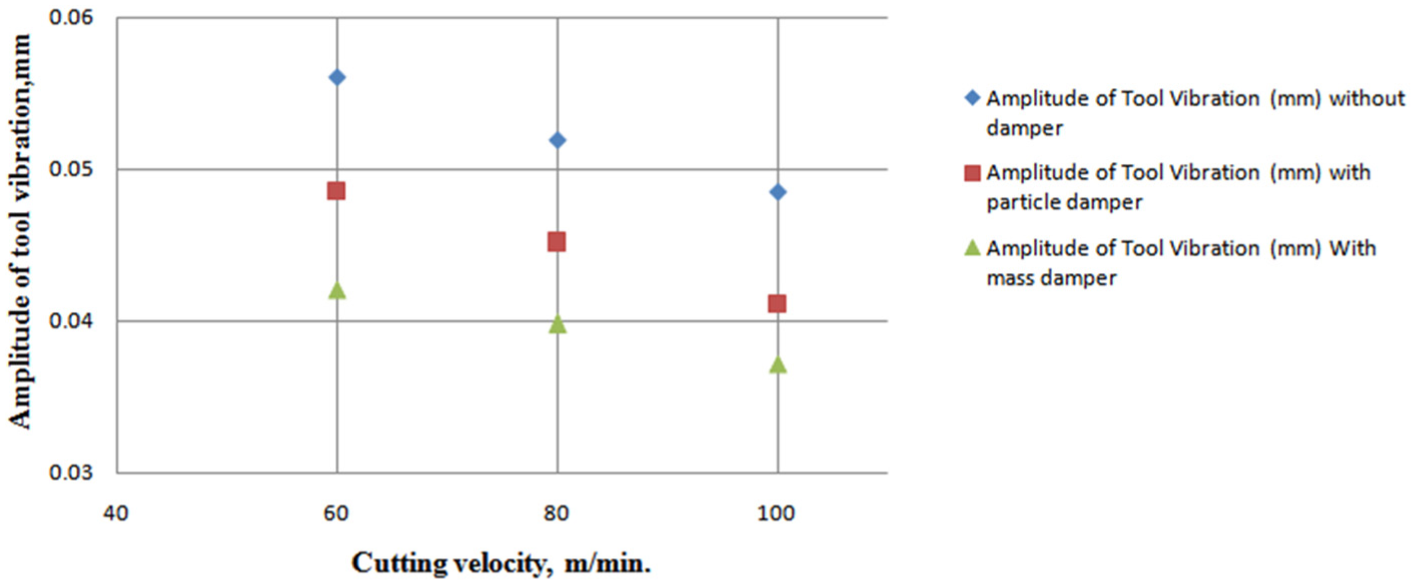
Comparison of tool vibration during variable speed test.
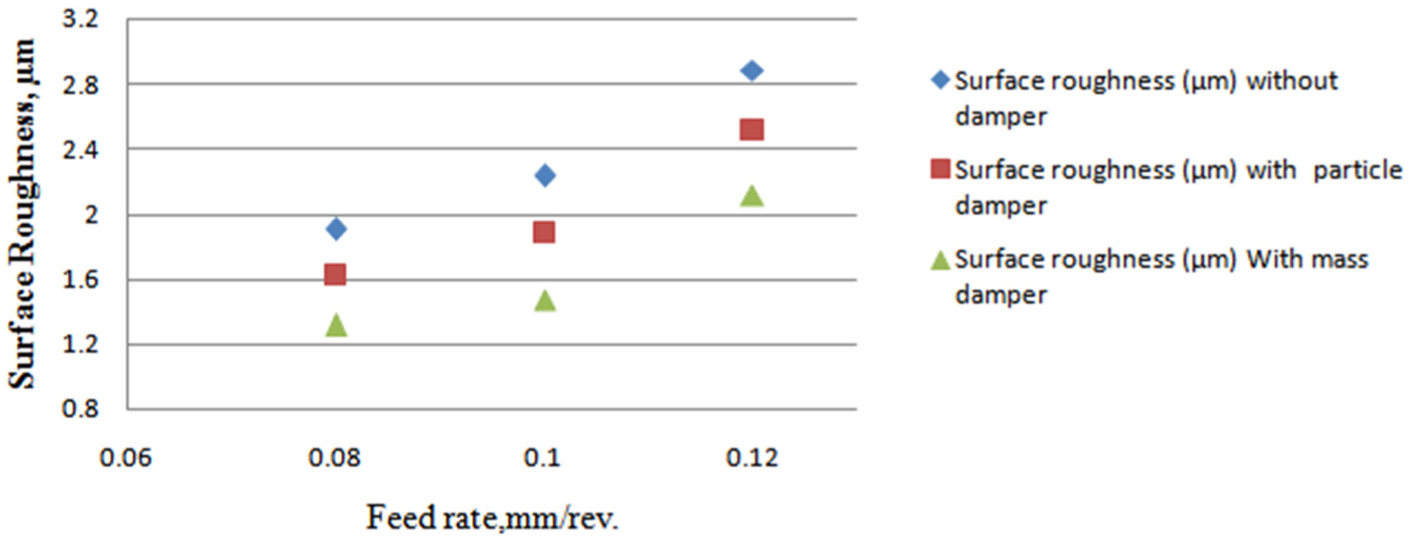
Comparison of surface roughness variable feed test.
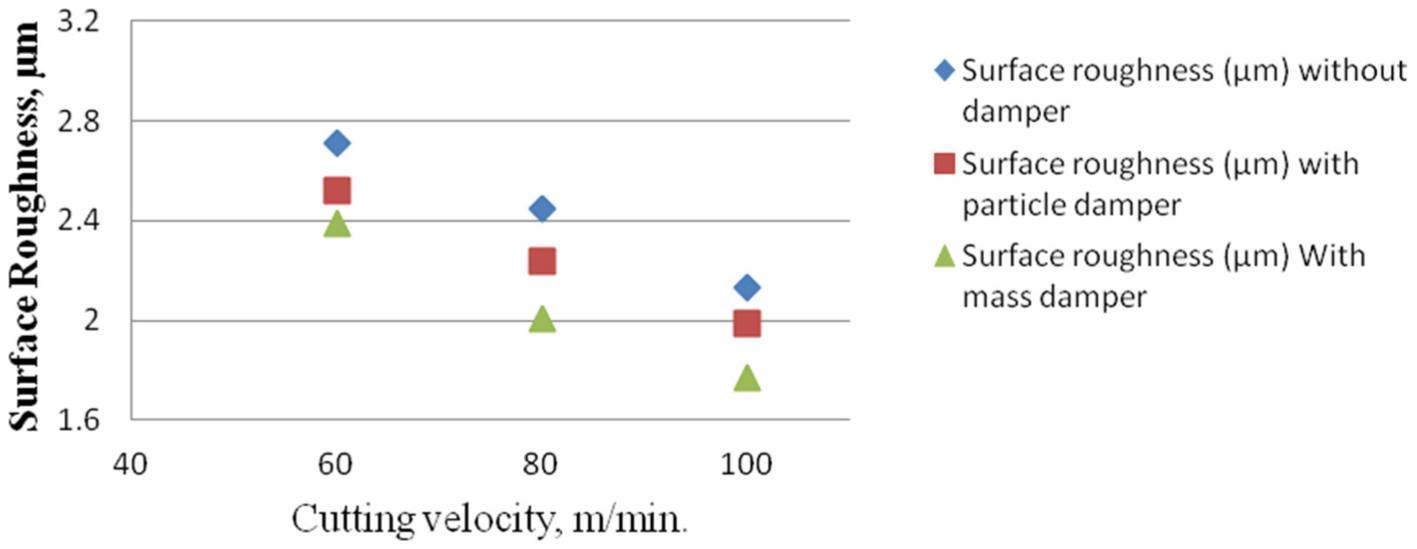
Comparison of surface roughness during variable speed test.
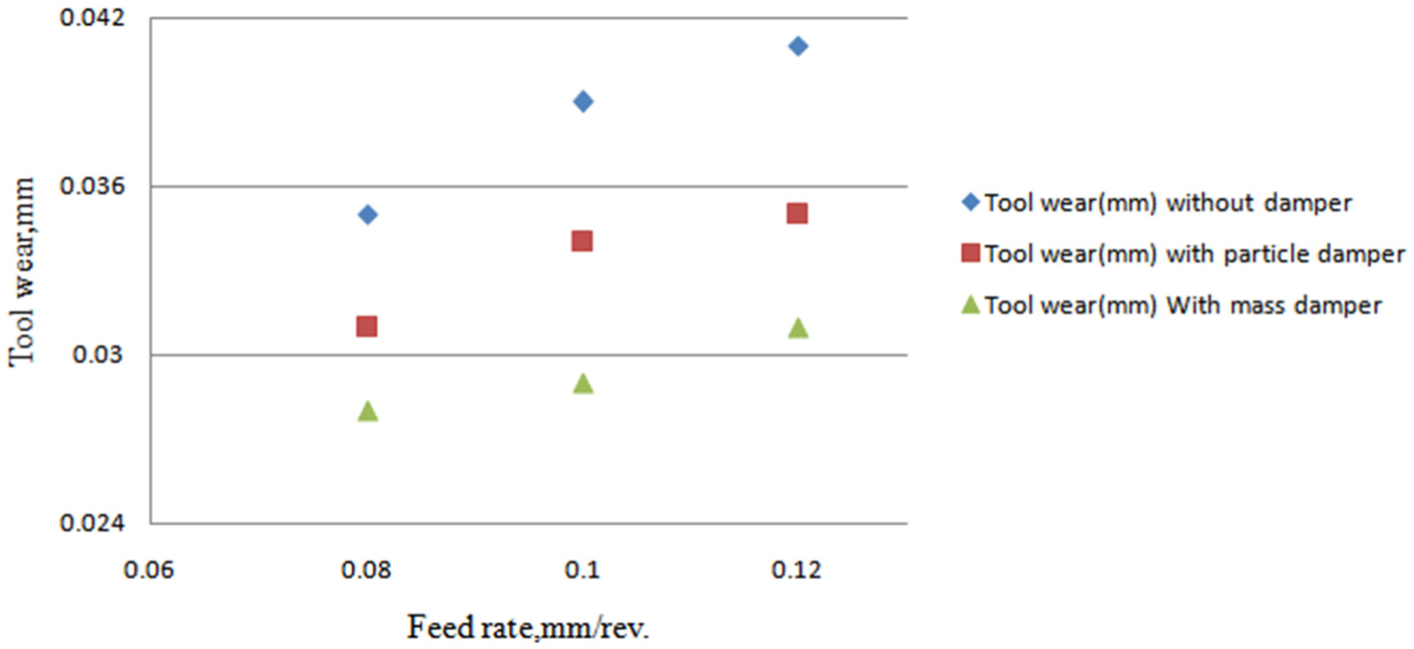
Comparison of tool wear during variable feed test.
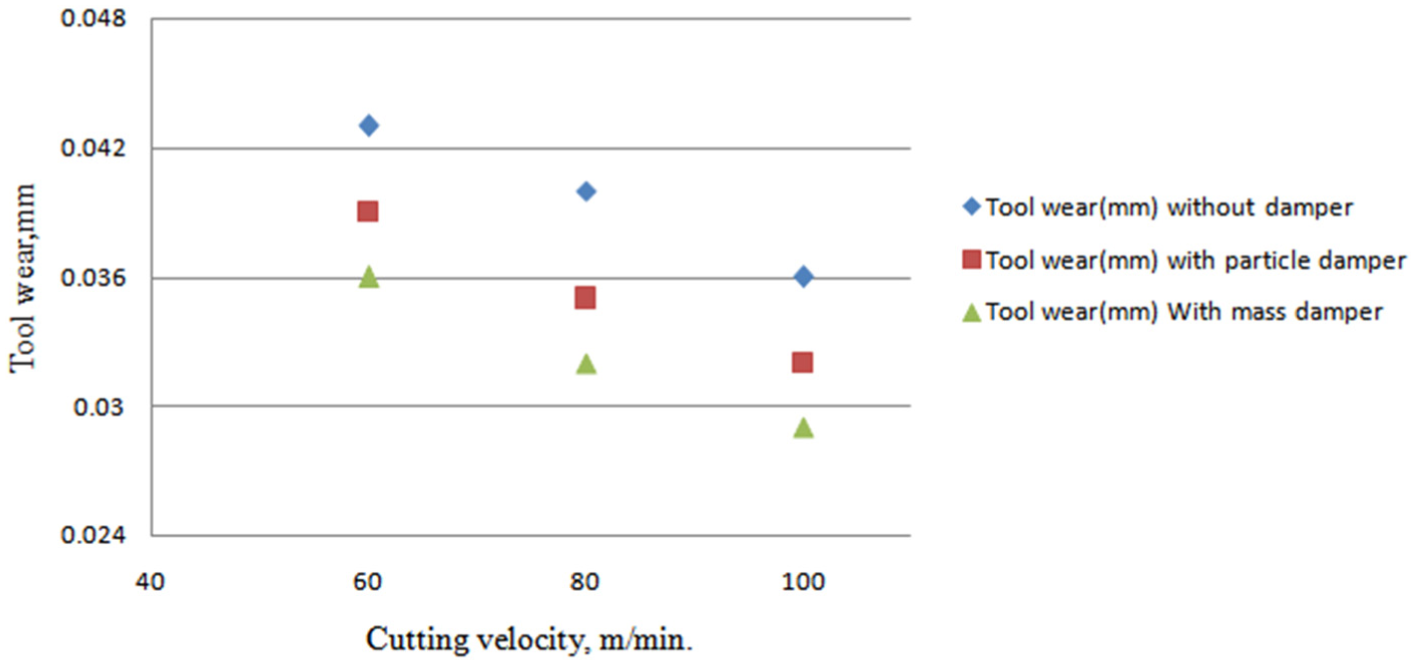
Comparison of tool wear during variable speed test.
Confirmatory experimental results
The confirmatory experiments were conducted with the input parameters kept at levels as indicated in Table 4 and the performance was compared with cutting performance during conventional turning without mass and particle dampers. The comparison of cutting performance for the two cases is presented in Table 7.
Confirmatory experimental results.

From Table 7, it can be seen that mass impact damper provides superior performance when compared to the tool holder with particle damper. When compared to the tool holder without any damper, the presence of particle damper reduces tool vibration by 36%, tool wear by 12%, cutting force by 6% and surface roughness by 6%, whereas the influence of mass impact damper reduces tool vibration by 62%, tool wear by 27%, cutting force by 10% and surface roughness by 27%.
Effect on tool vibration
From the variable feed and speed test results for amplitude of tool vibration shown in Figures 11 and 12, it was observed that there was a considerable reduction in tool vibration when the tool holder was provided with mass impact damper compared to particle damper. Similar result was obtained from computational and modal analysis for tool vibration. When mass damper was attached to the tool holder, the mass of the system gets increased while the input force remains constant and vibration response decreases. Also, when the mass is attached to the tool holder, there will be collision between the tool holder and mass which results in absorption of vibratory energy leading to a reduction in amplitude of tool vibration. This factor leads to the increase in rigidity and stability of the tool holder which is the required necessity to provide better cutting performance during hard turning. But particle damping is the removal of vibratory energy through losses that occur during impact of granular particles which move freely within the boundaries of a cavity attached to a primary system. It dissipates the energy of the vibrating structure through interactions of the particles. First, the energy must be transferred from the vibrating structure to the particles. During vibration, the particles interact with the vibrating structure continuously. Therefore, the major contribution to the energy transfer comes from the collisions between the tool and the particles.
Despite the fact that both dampers were based on the principle of mutual interaction, the interaction between the particles takes place inside the slot provided in the tool for particle damper. But in mass impact damper, the mutual interaction between the tool and mass takes place outside the tool holder, and also as the mass is considered as a collection of particles, its interaction will have significant effect. When comparing both mass and particle dampers, energy transfer between the particles inside the slot for particle damping is lesser than the energy transfer that will occur between the mass and tool in mass damping. Due to this effect, mass damper absorbs more vibratory energy developed in tool holder and subdue the vibrations produced in the tool holder which leads to lower amplitude of tool vibration compared to particle damping.
Effect on surface roughness
From the variable feed and speed test results for surface roughness shown in Figures 13 and 14, it was observed that surface finish improved when the tool holder was provided with mass damper compared to particle damper. Also, from the confirmatory results, it can be seen that surface roughness for the tool holder without damper was found to be 1.803 µm whereas it was 1.699 and 1.3157 µm for the tool with particle and mass dampers, respectively. This is due to the fact that when the tool vibration reduces, the bouncing of the tool in and out of the workpiece decreases and there will be a reduction in the irregularities of the surface which will result in better surface finish.
Effect on tool wear
From the variable feed and speed test results shown in Figures 15 and 16 for tool wear, it was observed that the average flank wear VBB reduced effectively when the tool holder was provided with mass impact damper compared to particle damper. Similar results were obtained in the confirmatory experiments. When the tool holder lacks rigidity, due to the interaction between the tool holder and workpiece, vibration acting on the tool holder will increase. Due to increase in vibration, the metal flow past the tool may be uneven and small fragments of the tool are removed. Also, the poor surface finish caused by tool vibration initiates the risk of crack initiation which results in high tool wear. When the tool holder was provided with mass impact damper, the average flank wear VBB was found to be 0.030 mm, 0.036 mm for tool holder with particle damper and 0.041 mm for tool holder without any damper. This clearly shows that mass impact damper and particle damper have significant effect on tool wear. The metal cutting industry has the choice – either to use the particle or mass impact dampers which are cheaper in construction, operate in harsh environment and have constant damping capability throughout the life of the cutting tool. The scheme which is specifically developed for hard turning may be extended to improve cutting performance during normal turning operations as well as commercialization of this idea is sure to benefit the metal cutting industry.
Conclusion
In this study, an attempt is made to investigate the effect of particle and mass impact dampers on tool vibration and cutting performance during turning of hardened AISI 4340 steel using hard metal inserts with sculptured rake face. Mass impact and particle dampers have been designed, developed and tested using computational and experimental methods. A series of experiments which were conducted during turning of hardened steel have lead to the following conclusions:
Particle damper and mass impact damper can reduce tool vibration and improve cutting performance effectively when compared to tool without damper.
The presence of mass impact damper can bring forth 62% reduction in tool vibration, 10% reduction in cutting force, 27% improvement in surface finish and 27% reduction in tool wear and particle damper can reduce tool vibration by 36%, cutting force by 6%, tool wear by 12% and surface roughness by 6% when compared with dry turning. For achieving better performance, mass impact damper which is located at the bottom of the tool holder is more suitable than particle damping.
Both dampers are simple in construction, inexpensive, robust and can operate in any harsh environments.
Footnotes
Acknowledgements
The authors are grateful to the Centre for Research in Design and Manufacturing Engineering (CRDM) of the School of Mechanical Sciences, Karunya University, for facilitating this research work. The authors would like to thank Mr Jones Robin, Mr Devamanoharan and Mr Sivasankaran of Mechanical Engineering Department for their help in conducting experiments. The authors also thank M/s. TageuTec India Pvt. Ltd for supplying cutting tools needed for this investigation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.