
Abstract
Electrochemical honing of gears is a productive, high-accuracy, micro-finishing and long tool life gear finishing process in which material is removed by combined action of electrolytic dissolution and mechanical scrubbing action. The use of ultrasonic-assisted electrochemical honing of gears is first proposed, and it may help to enhance the process performances of the classical electrochemical honing process by scrubbing the complete surface of the gear tooth. In this technique, the honing gear is attached on the ultrasonic vibrator to provide the ultrasonic vibrations on the workpiece surface. The focus is on an optimization of the process parameters of ultrasonic-assisted electrochemical honing of bevel gear made of AISI 1040 carbon steel. The result of experiments reveals that the applied high ultrasonic frequency (kHz) on the workpiece has the maximum influence on the process performance. The maximum percentage improvement in average and maximum surface roughness using ultrasonic-assisted electrochemical honing of bevel gear is 91.04 and 71.98, respectively. The results confirm that the ultrasonic-assisted electrochemical honing can produce a better tooth surface roughness than the electrochemical honing. This will improve bevel gear efficiency and reliability in operation.
Introduction
The surface quality of a gear plays a major role in its performance and reliability. Bevel gears are widely used machine elements to transmit power and/or motion between the non-parallel intersecting shafts. Bevel gears are used in differential drives, valve control and precision mechanical instruments.1,2 Consequently, continued efforts are on to achieve superior surface finish of such gears irrespective of size and profiles. In general, gear grinding, gear shaving, gear honing and gear lapping process are popular in industries. 3 In these finishing processes, material is removed by mechanical shear owing to high plastic deformation caused by mechanical abrasion. Therefore, the hardness of workpiece and tool acts as determining factor. Moreover, these processes are costly, time consuming and the surface finish achieved is not up to the mark. Therefore, there is a need for an alternate process which has nano-level finishing at higher finishing rate. The process is expected to be effective for finishing intricate external profiles and advanced materials.
In the recent years, the electrochemical honing (ECH) is emerging as a prominent finishing technique for both internal and external surfaces. In ECH, metal is removed by combined action of electrochemical machining (ECM) and mechanical honing. Most of the workpiece material is removed at atomic scale by electrolytic dissolution, the hardness of the tool does not act as determining factor and furthermore, the process experiences no tool wear. Although the concept of ECH of gear finishing was started in 1981 by Chen, 4 Wei et al. 5 described that ECH have the capabilities to provide a better functional surface finish, as well as to accurate geometrical errors, smoothening of higher asperities on the surface and being productive at the same. ECH can achieve average surface roughness values up to 0.05 µm and dimensional tolerances up to ±0.002 µm. In addition, it provides some unique features like workpiece material of any hardness can be finished and takes less processing time as compared to the conventional processes.6–9 However, ECH of bevel gears was initiated in 2013 by Misra. The author used the mixture D-optimal design approach to study the effect of electrolyte composition on ECH of bevel gears. He established that the aqueous solution containing 70% NaCl and 30% NaNO3 as an optimum electrolyte composition gives best outcomes for ECH of bevel gears. 10
The use of ultrasonic-assisted electrochemical honing (UECH) of gears is first proposed. According to the best knowledge of authors, no literature is presently available on the UECH process. The use of ultrasonic vibration in the ECM process was reported by many authors. They presented that the ultrasonic vibrations have the significant influence on the kinetics of electrode processes conditions and increases the rate of electrochemical dissolution. The ultrasonic vibrations give possibility for creating cavitation microbubbles near the workpiece and electrode surface. Dissolved in electrolyte gas, products of dissolution and increased electrolyte temperature during machining cause that very good conditions for cavitation bubbles to grow occur in the gap. Process of the microbubbles collapse in area adjacent to electrode gives possibility for increasing the intensification of mass and electric charge transportation.11–13 But, it required only, when the amount of current and electrolyte temperature is high. In ECH, the typical range of current is 20–40 A, which had almost no effect on the electrolyte temperature. Therefore, ultrasonic vibration assistance in ECM zone is not much important, but there is a scope to introduce ultrasonic vibrations in the honing zone of the ECH process. Use of ultrasonic vibration in the honing action has yielded better process performance as reported in the literature. Kuai 14 in 2012 used ultrasonic honing device to improve surface quality and to reduce the honing surface damage. Liang et al. 15 mentioned that ultrasonic assistance leads to a great improvement of surface quality with lowest surface roughness and a significant decrease in grinding forces. In this study, an experimental study of the UECH of bevel gear has been carried out and describes a detail of the process principle of UECH process. It is expected that the process performance characteristics will be enhanced with the assistance of ultrasonic vibrations.
Principle of UECH
The process principle of ECH is based on the Faraday’s laws of electrolysis and mechanical scrubbing. Figure 1 describes the proposed working principle of UECH process of bevel gears. In this process, most of the metal is removed at the atomic scale by anodic dissolution. Moreover, the honing action as well acts as performance multiplier.
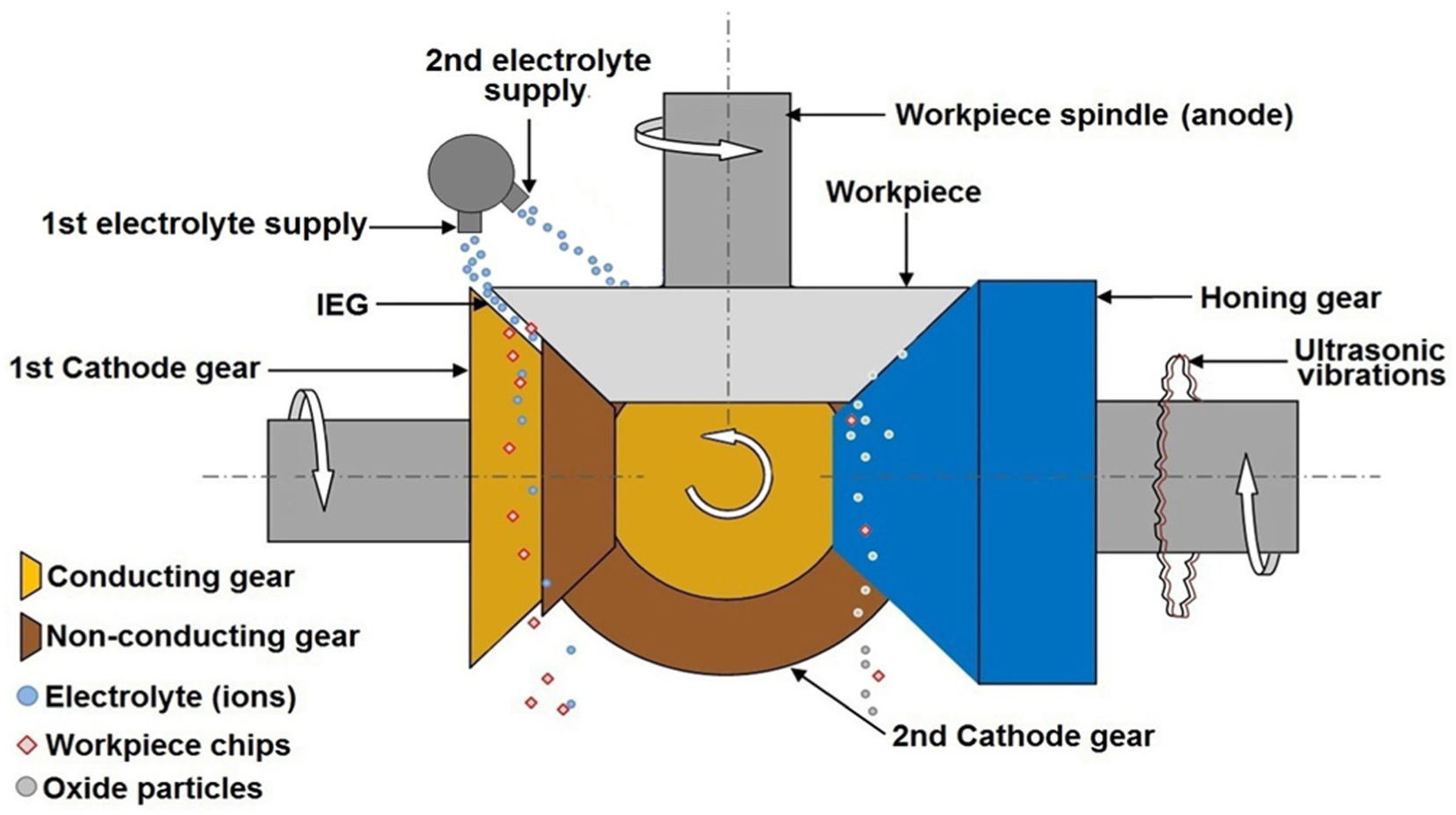
Proposed process principle of UECH of bevel gear.
The cathode in the ECM process should be electrically conductive to make electrolysis action, but in ECH of gears, the cathode gear is in constant mesh with workpiece gear due to engagements of teethes, which will cause a short circuit. Therefore, to avoid the short circuiting, the profile of conducting part of cathode gear has an undercut than insulating part of cathode gear to provide inter-electrode gap (IEG) of “δ.” The conducting part of this clubbed cathode gear takes part in electrolytic dissolution, while the insulating part remains in mesh with workpiece gear and thus, helps in obtaining the rotational motion. The half thickness of the workpiece gear only takes part in UECH action and therefore, two different types of cathode gear have been used. The cathode has the same involute profile as the workpiece. The axis of the shaft on which the cathode is mounted is perpendicular to the axis of the workpiece gear. The full streams of electrolyte are supplied to IEGs, and a DC current is passed through the gaps. During the process of material removal from the tooth flank, oxygen is evolved out at cathode after dissolution of aqua solution, and this oxygen reacts with anodic workpiece gear to form a thin metal oxide micro-film on workpiece. This micro-film is insulating in nature and protects the workpiece surface from being further removed, and it minimizes the ECM action. This oxide layer on the tooth surface of the workpiece ear is scraped by the honing action when it comes in contact with honing gear.16,17 Ultrasonic vibrations in honing action help to scrubbing the complete profile of the workpiece gear and offers an enormous reduction in honing pressure with higher material removal rate and surface quality. This scrubbed surface, when returning to the ECM zone, is removed electrochemically once again. Consequently, with the processing time, geometric accuracy of the workpiece gear rapidly improves.
Experimental details
This study emphasizes the effect of ultrasonic vibrations on the ECH process of bevel gears, and thus it helps to enhance the performance characteristics of the process. Figure 2 depicts the schematic diagram of the experimental setup of UECH of bevel gear. This setup has five subsystems, namely, (1) power supply system; (2) electrolyte supply system; (3) finishing chamber housing workpiece, cathode and honing gears; (4) rotation system to the workpiece gear; and (5) ultrasonic vibration system.
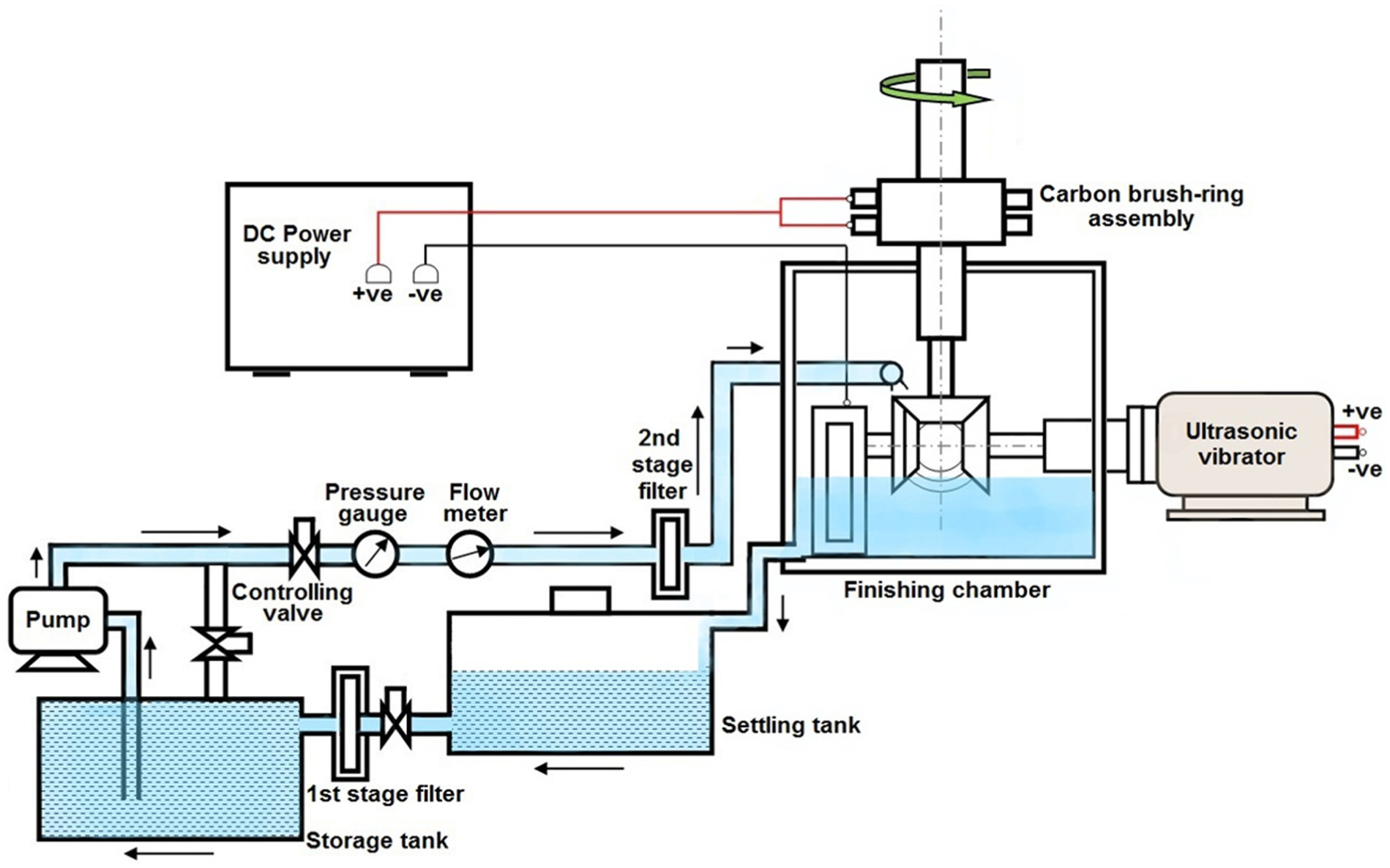
Schematic view of the UECH setup used for finishing of bevel.
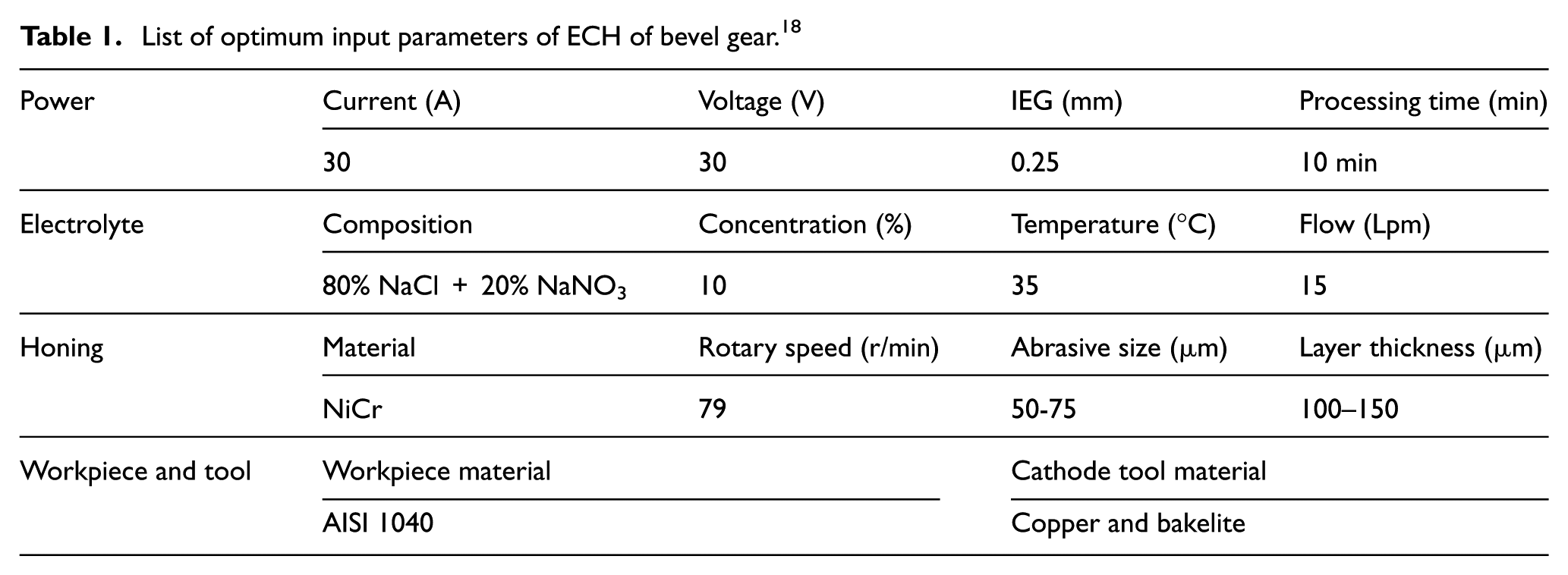
Misra 18 presented the optimum values of input process parameters of ECH of bevel gears in detail, and the values of input parameters were kept fixed at their optimum level for this study. The list of these optimum parameters is illustrated in Table 1. For the investigation, the experimental setup has been designed and fabricated for UECH of bevel gears as shown in Figure 3. The details of finishing chamber housing have been described using Figure 4. The entire tooling system with sub-parts such as axles, brackets and adjusting bolts are enclosed in a machining chamber made of perspex for better visibility and corrosion-resistance. The chemical composition of AISI 1040 bevel gear workpieces as presented in Table 2 was observed through a BAIRD-made atomic absorption spectroscopy instrument. The ultrasonic frequency (kHz) is used as an input process variable to investigate its effect on finishing of gear tooth profile by analyzing the surface roughness values before and after the process.
List of optimum input parameters of ECH of bevel gear. 18
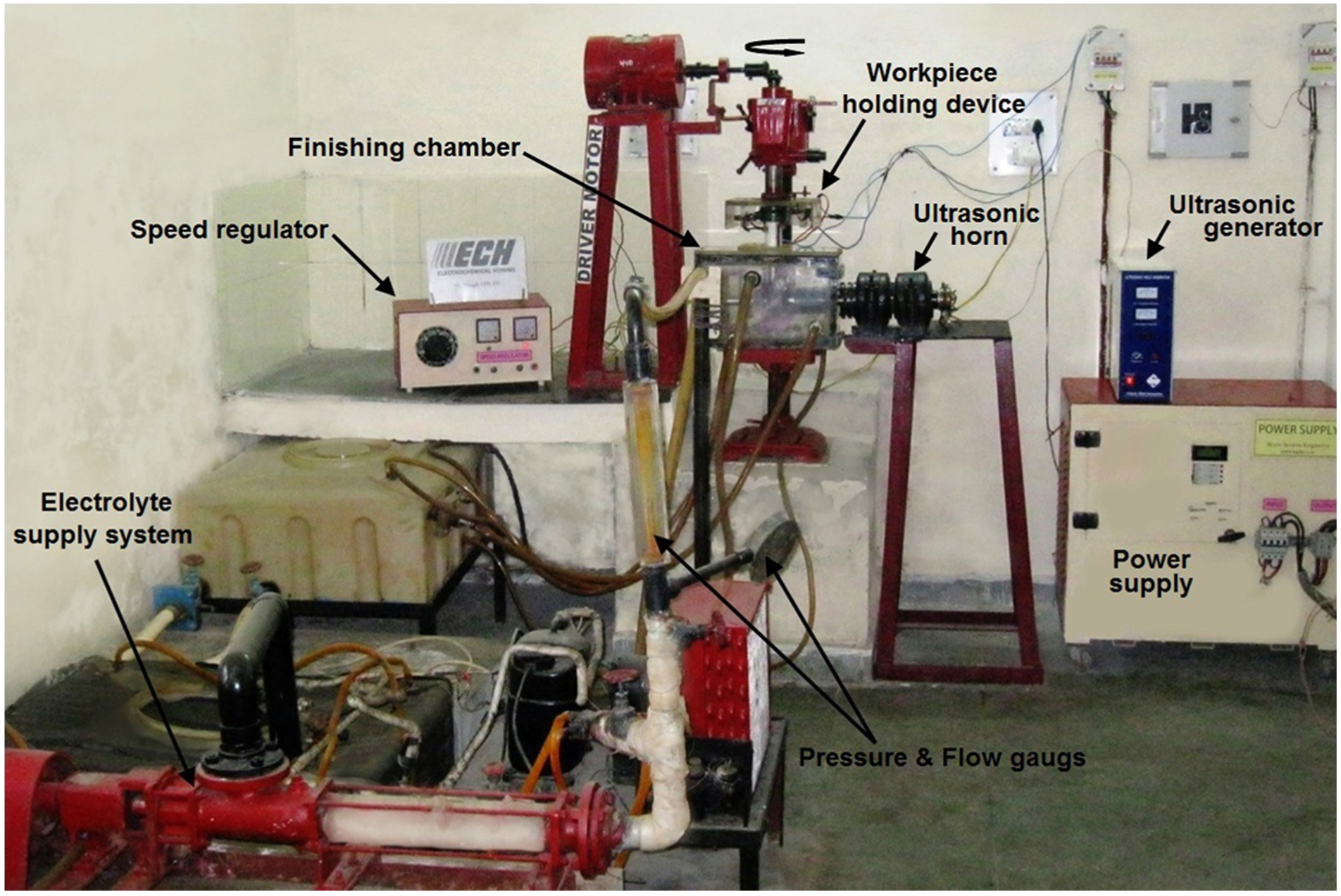
Photographic view of experimental setup for UECH of bevel gears.
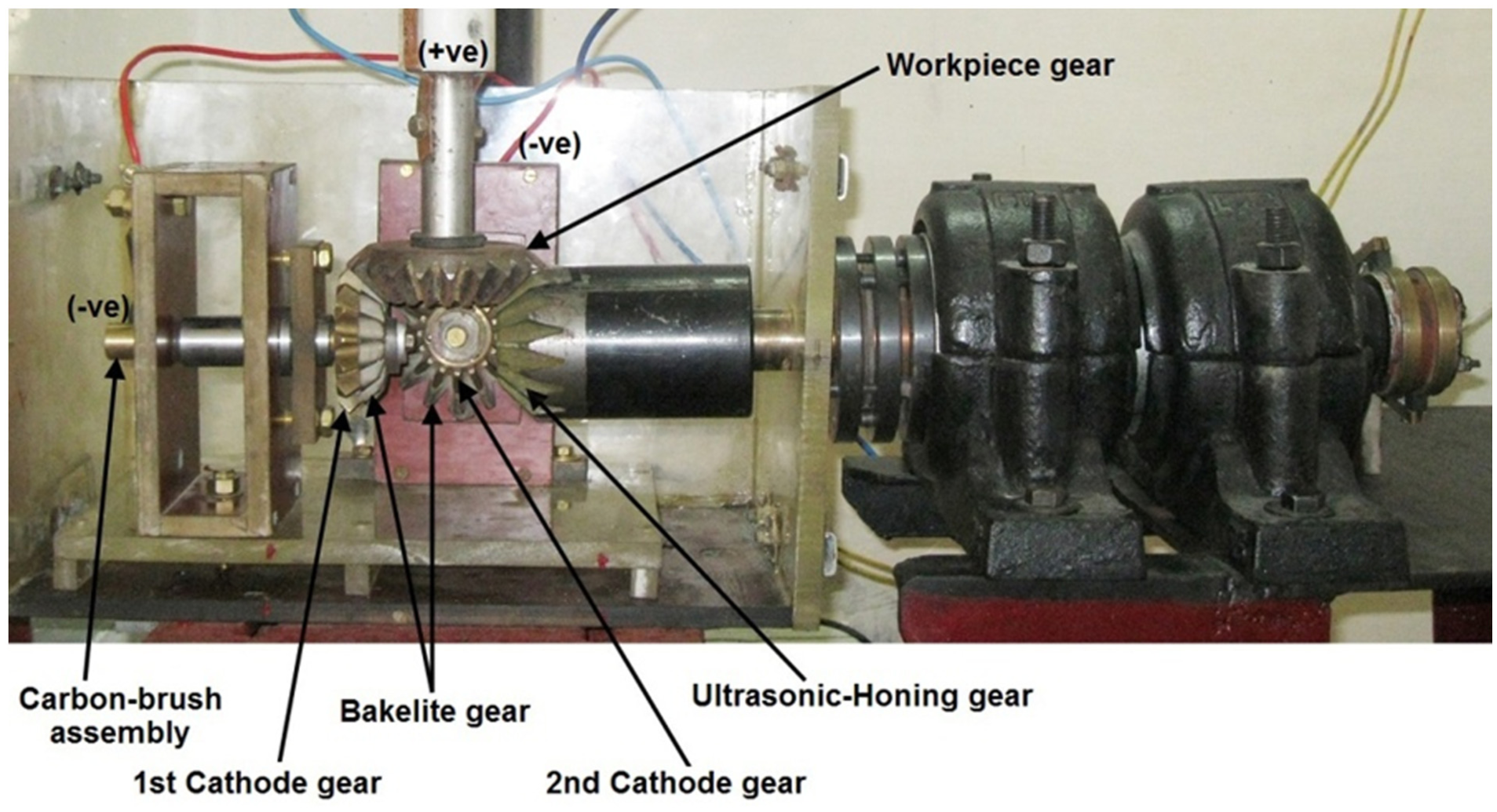
Photographic view of finishing chamber housing.
Chemical composition of the workpiece gear.

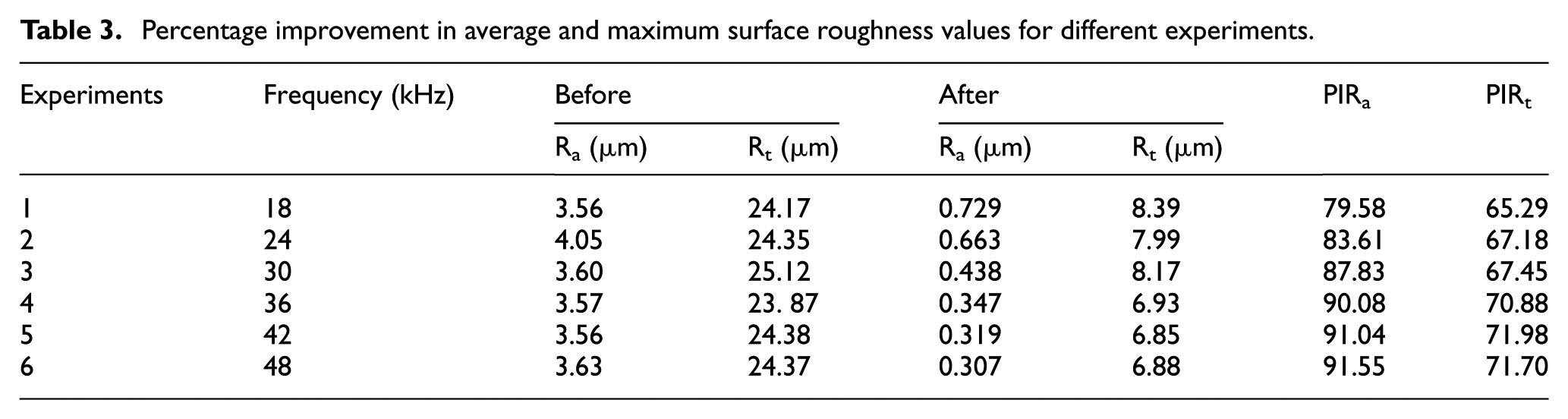
The average surface roughness (Ra) and maximum surface roughness (Rt) values before and after UECH are measured by a Wyko NT 1100 optical profilometer interfaced with Vision®32 software. Ten separate measurements on the face width, one tooth profile and one particular gear tooth are taken along the face width of the workpiece gear, and the average value is used. The percentage improvement in the average surface roughness (PIRa) and maximum surface roughness (PIRt) is calculated using equations (1) and (2), respectively. Higher values of PIRa and PIRt indicate the smaller value of final Ra and Rt, respectively


Results and discussions
During analysis of results, main attention was focused on ultrasonic frequency and surface roughness. Table 3 presents the percentage improvement of average and maximum surface roughness values for different ultrasonic frequencies respectively. Figure 5 shows the effect of ultrasonic frequency on percentage improvement in the surface roughness values of the gear teeth. From these graphs, it is evident that PIRa and PIRt increase with the ultrasonic frequency.
Percentage improvement in average and maximum surface roughness values for different experiments.
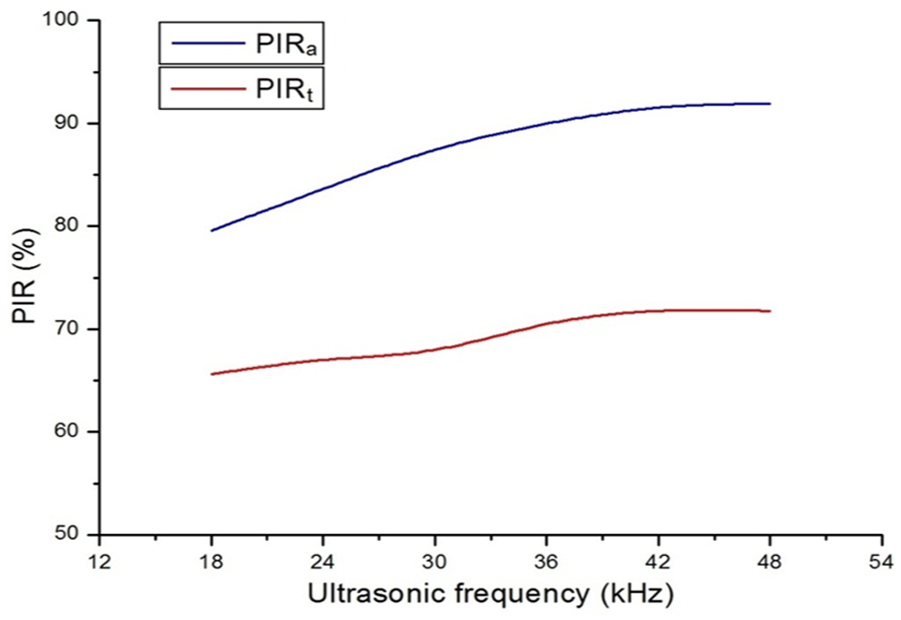
Effect of ultrasonic frequency on percentage improvement in the surface roughness values of gear teeth.
The effect of the processing parameters on the surface quality was evaluated using a scanning electron microscopy (SEM) and an optical profilometer. Figure 6(a) and (b) illustrates the surface topographies of the workpiece surface before finishing, after finishing through UECH. It is clear from the figures that the surface texture becomes more uniform and smooth indicating significant improvement in surface finish. The SEM analysis of the workpiece surface is depicted in Figure 7, which shows significantly reduced gear hobbing marks, high peak and scratches in the UECH processed surface. Figure 8(a) and (b) shows the distributions of individual asperities height before finishing and after finishing. It is found that 95% of data points are confined in more narrow range in case of the UECH processed surface.
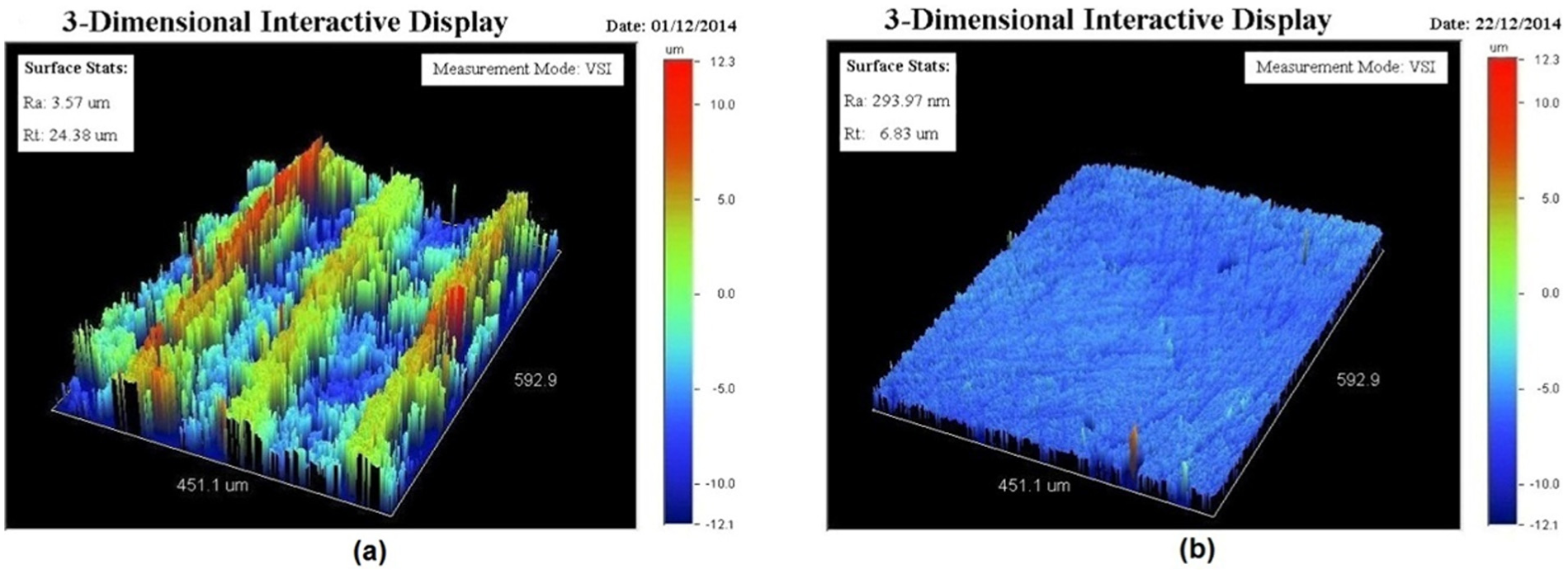
Topography of the workpiece surface obtained through optical profilometer: (a) before UECH and (b) after UECH.
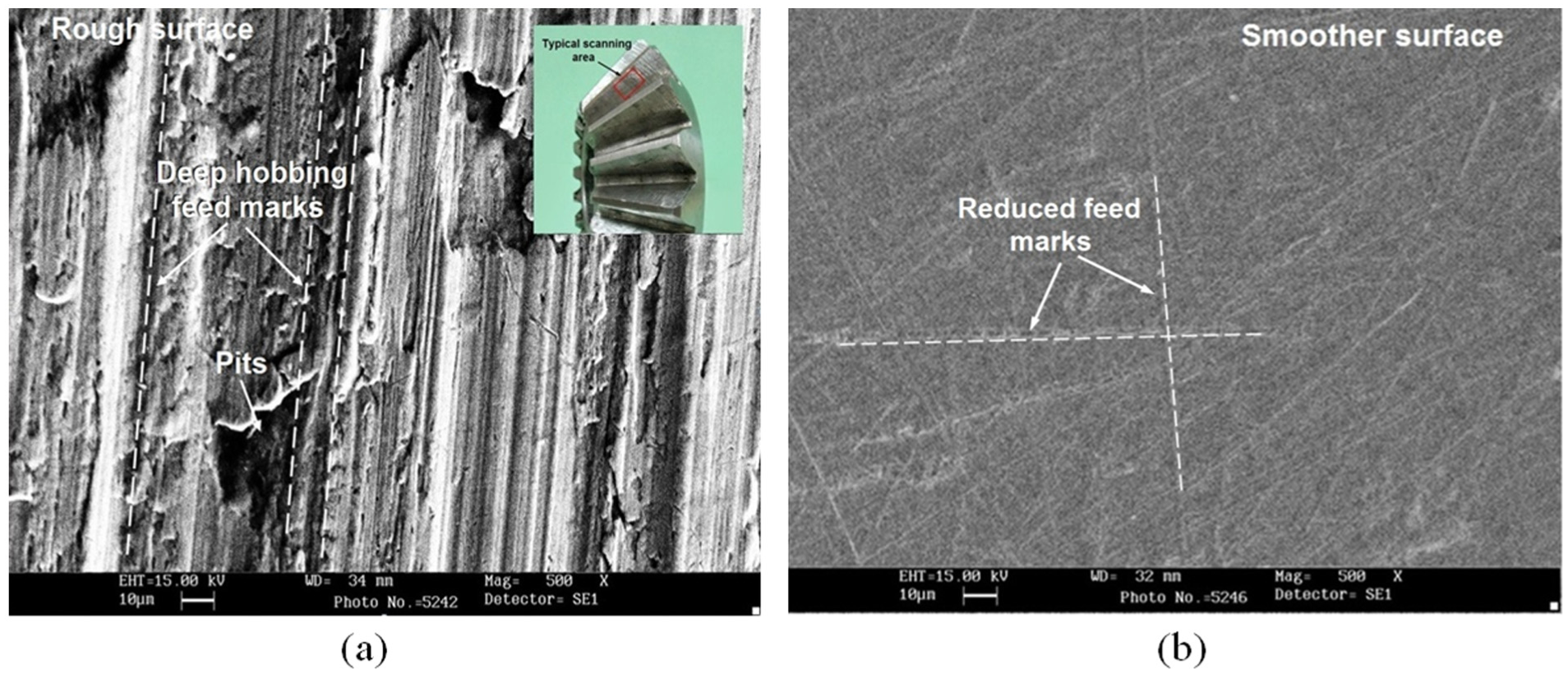
Typical SEM micrographs of gear tooth surface: (a) before UECH and (b) after UECH.
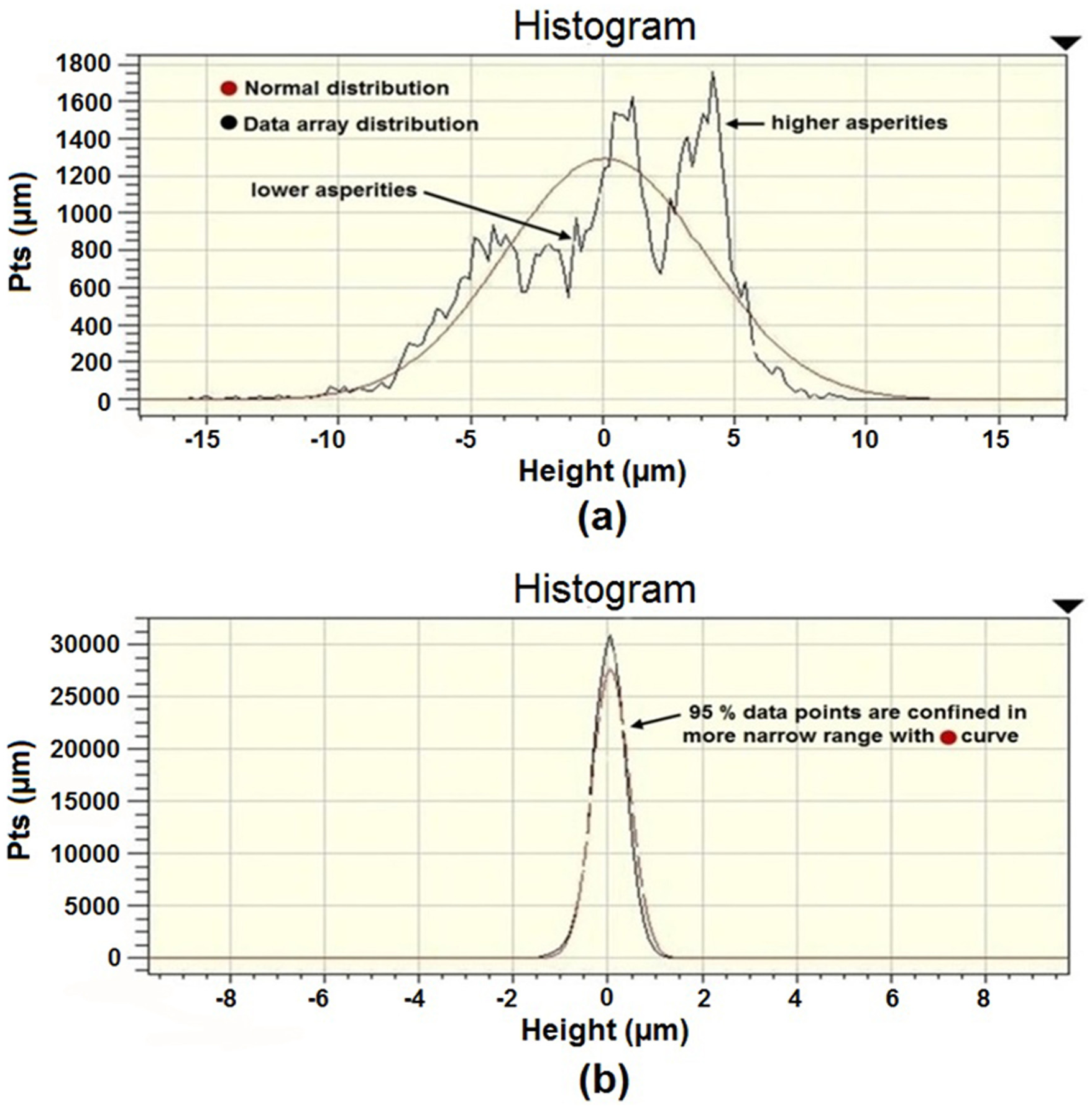
Distribution plot of the work surface obtained through optical profilometer: (a) before UECH and (b) after UECH.
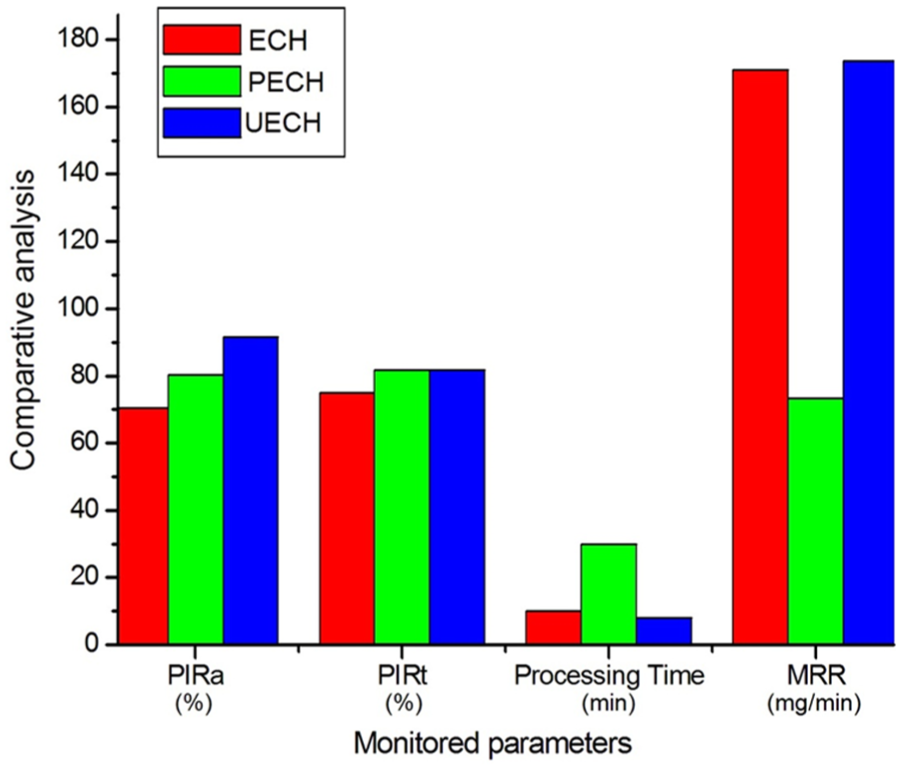
The efficient and superior finishing has resulted from uniform anodic dissolution of tooth flank surface, due to proper scrubbing of workpiece surface by ultrasonic-assisted honing gear. Figure 9 describes a comparison analysis of monitoring parameters (i.e. PIRa and PIRt) of ECH, pulse-electrochemical honing (PECH) and UECH. Smoother surface profile contributes to enhance working performance and service life of the bevel gears.
Conclusion
In this work, experimental studies of the UECH process on bevel gears were carried out for a higher precision and surface finish. Results have been presented with suitable illustrations. The following conclusions could be drawn from the study:
The existence of the ultrasonic vibrations in ECH process acts as a performance multiplier. It facilitates easy and complete scrubbing of the oxide layer from the ECM processed workpiece surface. This scrubbed surface, when returning to the ECM zone, is removed electrochemically once again. The surface quality and geometric accuracy of the workpiece surface is rapidly improved as the process continue.
The UECH process gives a better tooth surface roughness, Ra 0.31 µm/Rt 6.88 µm.
The optimum value of ultrasonic frequency is 42 kHz for maximizing the improvement in the surface roughness values.
Gear tooth surface morphology gets significantly improved resulting in glazed and uniform texture in a given processing time.
Single-page description
This paper presented the original contribution of work toward the precision finishing of gear tooth surfaces. We introduced for the first time ultrasonic vibration in the classical electrochemical honing (ECH) process with the objective to enhance the process performance of an ECH process.
The contribution of the work is extremely important to increase the service life, load carrying capacity, reduce the point forces and noise generation of the gear box. Addition of ultrasonic in ECH process provides a complete scrubbing of the workpiece bevel gear surface during processing. The results reveal that the ultrasonic vibrations in ECH enhance the process performance characteristics.
As per authors’ best knowledge, no work is reported on ultrasonic-assisted ECH (UECH). We designed and fabricated the experimental setup of UECH of bevel gears based on the machine constraints and literature review of ultrasonic-assisted grinding, and ultrasonic-assisted conventional honing process. Therefore, this work is presently proposed.
This work provides the combination of ultrasonic vibration in the honing zone of ECH process, which helps to find out the role of ultrasonic frequencies in the process principle for the other researchers.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the Department of Science and Technology, New Delhi, India, under Grant No. SR/S3/MERC-0068/2010(G).