
Abstract
Ti6Al4V is the most widely used titanium alloy and is a demanding material in applications requiring high specific strength and corrosion resistance, that is, aerospace, automobile and biomedical industries. However, the poor machinability of this alloy, resulting from its low thermal conductivity, high hardness at elevated temperatures, high chemical reactivity with the cutting tool and low elastic modulus, restricts its usage. As a result, the tool life in machining of Ti6Al4V is substantially less than conventional materials such as steel and aluminium. This work reviews the various techniques employed in improving the machinability of Ti6Al4V alloy, from the perspective of cutting tool technology. The focus is onto the parameters affecting tool life in machining of Ti6Al4V alloy with some trending techniques and their feasibility, considering the economics to develop the best techno-economic method.
Introduction
Titanium in its pure form is soft and has low mechanical strength and is used only for applications requiring moderate mechanical properties, high corrosion resistance and good weldability. 1 On the other hand, the titanium alloys exhibit exceptional mechanical strength, hardness, good corrosion resistance and low density making them useful in applications requiring high specific strength and good corrosion resistance such as aerospace and automotive.2–4 The titanium alloys, due to their good biocompatibility, find application in biomedical implants. 5 These materials replace steels and aluminium alloys in many applications which usually require weight and/or space saving provide increase in system efficiency by raising the service temperature and due to their high chemical inertness, and eliminate the need of protective coatings that are used in steels. Exceptional corrosion resistance of titanium is due to its protective oxide film that results in its extensive application in seawater, marine, chemical industries, automobile industries, missile components, spacecraft, hydrocarbon processing, power generation, nuclear waste control, metal ore extraction, naval components, armour plates, anodes, food processing, pharmaceuticals, sports equipment, biomedical implants and other surgical equipment, and many other components.6,7
Titanium in its pure form exhibits variation in physical structure with transition from hexagonal close packed (hcp; α) phase to body-centred cubic (bcc; β) phase when heated to a temperature of 882 °C. Thus, a number of alloying elements are added to titanium for a desired combination of properties. The alloying elements, such as Aluminium (Al) and Oxygen (O), when added to titanium, results in increasing the phase change temperature, and are thus called ‘α stabilizers’. Tin (Sn) and Zirconium (Zr) are also added in small amount to stabilize the α-phase and provide strength. The elements such as Vanadium (V), Chromium (Cr), Molybdenum (Mo) and other transition metals are called ‘β stabilizers’ as they decrease the phase-transformation temperature. Titanium alloys are thus classified as ‘α’, ‘α-β’, ‘β’. The ‘α-β’ alloys have intermediate properties of both ‘α’ and ‘β’ alloys and includes ‘near α’ and ‘near β’ alloys depending on the composition of stabilizing elements. The broad classification, properties and applications of different titanium alloys are described in Table 1.
Properties and applications of different titanium alloys. 6
A behavioural analysis of machining various titanium alloys has been presented by researchers giving the favourable and non-favourable characteristics of these alloys.8,9 But, from the application viewpoint, the most abundantly used alloy is the Ti6Al4V (α-β), having a moderate combination of all the properties such as high specific strength, good biocompatibility, exceptional corrosion resistance and ability to retain its mechanical properties at much elevated temperatures.10,11
Issues in Ti6Al4V machining
Although the desire to manufacture a near to net shape product has been the ideology driving the advances in manufacturing technology, still the most common metal removal processes including turning, milling and drilling 12 are essential production processes for fabricating and shaping the products to required shapes and dimensional accuracies. 13 However, unlike conventional materials such as steel and aluminium, the machining of titanium alloys is difficult and the reasons for this poor machinability include its low thermal conductivity, low elastic modulus, high hot hardness and high chemical reactivity with cutting tools. These factors result in degraded tool life as a result of rapid tool wear, low material removal rate and poor surface finish of the machined parts.14–16 As Ti6Al4V is considered the most important alloy of titanium family due to its versatility in applications, maximum developments concerning improvements in machinability have been reported for this alloy. These include optimizing the cutting parameters,12,17 chip morphology study,18–20 vibration and forces in tool–workpiece interaction,15,21 cryogenic machining/treatment 22 and use of variable pressure coolant.23,24 The article mainly focuses on the improvements in the cutting tool technology considering the aspects of type of suitable tools and pre/post-treatment on tools which are best suited in machining Ti6Al4V alloy. The authors have tried to conclude the most appropriate measures for bringing a balance between performance and economics of manufacturing techniques. To understand the reason for difficulty in machinability, comparison of mechanical properties of Ti6Al4V alloy with other conventional materials is presented.
Thermal conductivity
The thermal conductivity of pure titanium is 21 W/m K for all temperatures, but varies for titanium alloy from 5.5 to 25.0 W/m K at temperatures ranging from 273 to 1073 K, 12 which is very low as compared to steel for which the value ranges from ∼30 to 60 W/m K and for aluminium ranges from ∼170 to 240 W/m K for the same temperature range. 25 The Ti6Al4V alloy has a thermal conductivity value ranging from 7.3 to 7.5 W/m K, as given in Table 2. This lower value of thermal conductivity results in heat accumulation at tool tip, thus resulting in early tool failure. Although a slightly higher value of thermal conductivity of forged bars suggests more heat dissipation from Ti6Al4V workpiece during machining, the properties such as hardness and tensile strength contradict the choice as discussed later.

Chemical reactivity
The embrittlement in Ti6Al4V is caused due to its reaction with hydrogen, oxygen and nitrogen to form halides, oxides and nitrides.26,27 Furthermore, the decrease in fatigue strength of workpiece material is caused due to surface hardness resulting from internal diffusion of oxygen and nitrogen.24,27 The chipping and galling of workpiece surface due to its high reactivity with cutting tool results in increased tool wear as well as poor surface finishing.
Elastic modulus
The low value of elastic modulus, as given in Table 2, is not desirable in machining as it results in slenderness from compression exerted by cutting tool and leads to chatter and tolerance problems. 25
Work hardening
The work hardening of Ti6Al4V alloy results in increase in shearing angle due to absence of built-up edge (BUE) in front of the cutting tool. This in turn generates a small contact area, between chip and tool face, due to thin chip generation, resulting in high stress concentration and bearing loads. This stress concentration as well as heat generation due to friction between the chip and tool leads to high heat accumulation at small area of cutting tool resulting in large crater wear near the cutting edge and ultimately tool failure.27,28
Hardness and strength
The high temperature strength and hardness of this alloy lead to higher cutting forces resulting in reduced tool life. Also the high value of dynamic shear strength during cutting generates tool notching resulting from abrasive saw-tooth edges. However, the annealed Ti6Al4V alloy is easier to machine, from Table 2, as a lower value of tensile strength, yield strength and hardness is desirable for easy machining because of lesser forces and reduced power consumption. Thus, the choice of workpiece is cost largely and process oriented.
Effect of temperature on properties of Ti6Al4V alloy
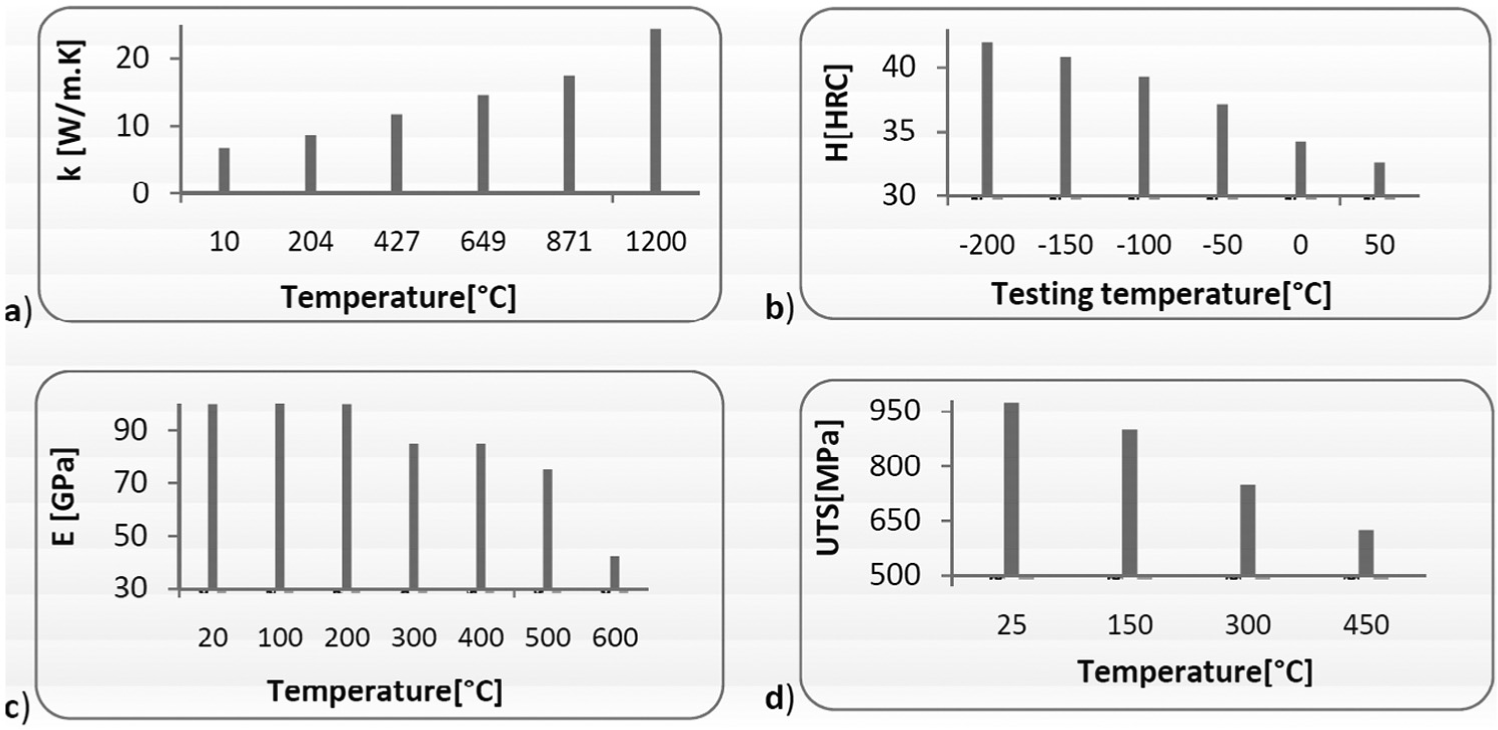
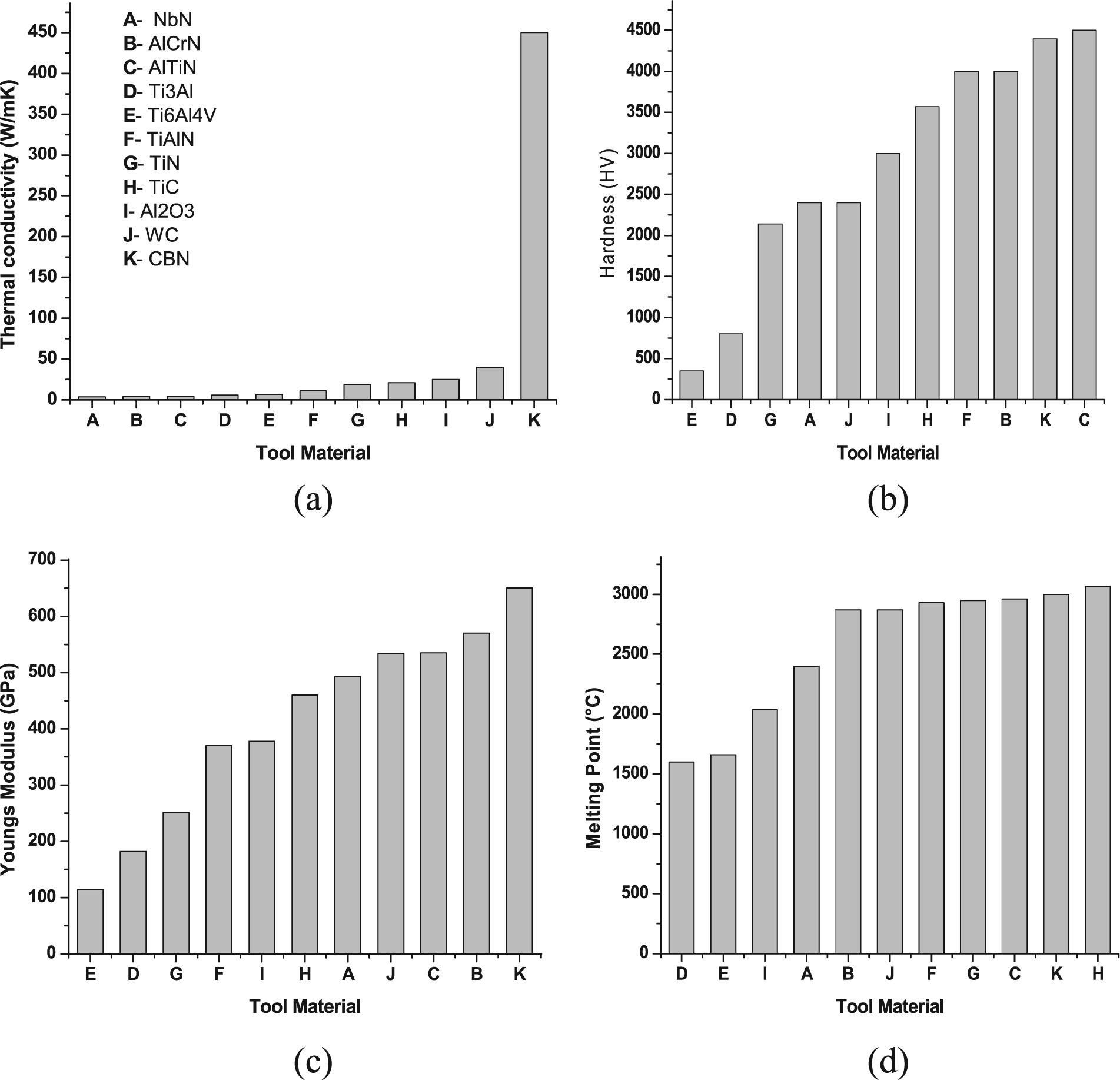
The temperature has a significant effect on properties of Ti6Al4V alloy as shown in Figure 1(a)–(d). While the effect of increase in thermal conductivity (k), Figure 1(a), is desirable as it improves the rate of heat dissipation from the tool cutting edge. 30 Also, the decrease in hardness (HV), Figure 1(b), as well as ultimate tensile strength (UTS), Figure 1(d), are beneficial as the softer material is easy to cut, thus decreasing the magnitude of cutting forces.31,32 The only undesired property with increased temperature is the decrease in elastic modulus (E), Figure 1(c), as it results in more workpiece deflection during cutting which increases vibration and chatter and results in poor surface finish and dimensional inaccuracies. 25
Cutting parameters influencing machining of Ti6Al4V
Although the machining of a particular material is influenced by number of factors including physical properties of the material and cutting tool as well as cutting conditions, thus making it difficult to predict and control them for improvements. However, the most influencing parameters resulting in dynamic forces and hence affect the machinability of a material including user-defined variables such as cutting speed, feed rate and depth of cut resulting in effects in the form of cutting temperature, type of chip generated, material surface integrity, machining power consumption and tool wear. Thus, these independent cutting parameters influence the dynamics of machining resulting in variable performance alterations. The influence of such cutting parameters and their effect on tool life, one of the indicative performance parameter in Ti6Al4V alloy machining, are discussed. The tool life is thus considered to be an important performance parameter in deciding for quality of machinability of Ti6Al4V alloy. The increase in cutting speed reduces the cutting forces for dry machining of Ti6Al4V alloy resulting from reduction in friction and increased strain rate leading to a more stable process. At higher cutting speeds, flank wear growth is significant due to more friction at interface and change in chip flow angle leading to increased BUE formation. 33 For high-speed machining, the coated carbides result in achieving very high cutting speeds and withstanding high dynamic forces and temperatures.34–36 For higher feed rates, the increased chip segmentation results in lower dynamic force frequency. Thus, it is suggested to use larger feed rates for high cutting speeds to eliminate low-frequency vibrations. The lower chip stiffness, resulting from low elastic modulus and high tool tip temperature, is observed at lower feed rates that cause fluctuations in cutting force. These could be eliminated either by increasing feed rate or changing the cutting angle.35,36 Results of dry machining of Ti6Al4V alloy have shown that for depth of cut up to 0.8 mm, the fluctuations in force as well as vibration amplitude increase linearly and then decrease. No considerable change in frequency is noticeable. This jump in vibrations for machining is probably caused by friction phenomenon and low elastic modulus compared to that of steel.35,37 The frictional coefficients give an indication of friction between tool and workpiece at any instance of time. These are found to decrease significantly with lubricant use. Minimum quantity cooling lubrication (MQCL) using combination of minimum quantity lubrication (MQL) and high pressure air as coolant is recommended in low to moderate cutting speeds 38 while the use of solid lubricants, coated tools and LN2 are found to perform significantly better in high-speed machining.39,40 The various wear phenomena are seen in tools resulting from type, location, treatment and configuration of cutting tool. The abrupt chipping of the cutting tool is noted in face milling even at flank wear values as low as 0.018 mm. The reason is seen to be tool embrittlement due to carbon depletion from tool edge by moving chip resulting from oxidation.36,41,42 Also, the high-speed dry machining of Ti6Al4V alloy results in serrated chips and the degree of serration increases with increasing speeds. The frequency of fluctuations in cutting force is found to be proportional to chip segmentation as well as rake angle. Thus, weaker degrees of segmentation and lower rake angles are preferred.34,43
Tool life improvement in Ti6Al4V machining
A number of measures to improve the tool life in machining of Ti6Al4V alloy have been reported in the past. The cutting tool life has been considered as a governing parameter in improving machinability and economics in Ti6Al4V machining. These techniques follow various improvements in the properties of the Ti6Al4V alloy as well as cutting tool such that the life of the cutting tool is improved. These improvements in properties are incorporated directly or indirectly considering its effect on workpiece or cutting tool. Different techniques employed for improving tool life in machining of Ti6Al4V alloy are discussed.
Surface treatment
The challenges such as increased thermal conductivity, hardness and chemical inertness can be overcome by the use of surface coatings on conventional cutting tools in machining. Different techniques such as physical vapour deposition (PVD), chemical vapour deposition (CVD) and electro co-deposition have been employed for desirable coatings. Although the PVD technique provides the maximum strength and adhesion, the electro co-deposition provides the maximum control, accuracy and ease in coatings. Moreover, the use of nanocomposite coatings and multi-layered coatings has resulted in improved performance of cutting tools while machining titanium alloys.44–51
Cryogenic treatment
The deep and shallow cryogenic treatment of cutting tools at temperatures as low as −190 °C and −80 °C, respectively, for 24–40 h has shown substantial improvement in performance. The treatment is also utilized before and after the surface coatings and has resulted in increasing adhesion and life of cutting tool.47,52–66
Cryogenic machining
The most recent and effective technique utilized in machining of Ti6Al4V is the use of cryogenic machining in which the coolant used is in the form of liquid nitrogen injected at the point of actual cutting, thus dissipating high heat levels at the point of cutting. This technology, although expensive for small scale, has resulted in achieving twice the cutting speeds, 30% increase in feed rate and tool life increase by up to 60%. Liquid nitrogen is also seen as a preferred coolant for its clean, non-toxic and environment friendly behaviour.22,34,67–72
Coolant density control
The use of various cooling techniques such as flooded cooling, mist cooling (MQL) accompanied with specially designed tool holders to inject the coolants at place of actual cutting, to dissipate heat effectively, has resulted in improved tool life. The use of vegetable oils is suggested to be a preferred choice in place of mineral oils from cost and environment point of view. These techniques are found to be effective at low and moderate cutting speeds representing a decrease in cutting forces as well as temperatures.39,73–75
Non-conventional machining
The techniques such as dry electrostatic cooling involving mixture of dry ionized gas and ozone injected in cutting zone, laser-assisted machining and hybrid machining have resulted in reduced tool wear and increased tool life.76,77
New tooling technology
The use of polycrystalline diamond (PCD) and polycrystalline cubic boron nitride (PCBN) tools has resulted in improved tool life in machining of hard to cut materials such as titanium. The PCD tools in specific are more chemically inert and capable of achieving high cutting speeds in titanium machining, although the chatter at higher speeds is pronounced. Also the high cost of these tools is another limitation.44,47,62,64,78,79
The machining of titanium alloy is difficult as both flank and crater wear are visible leading to early failure of tool. Due to high chemical reactivity with the cutting material, the chip formed is adhered to the tool leading to chemical crater wear. The chip when peels off from the next cut damages the tool. In titanium machining, a chip is produced that travels over the rake face of the tool at speeds that are two to three times higher than machining steel. Thus, the formation of thin and shorter chips results in narrow contact area leading to concentration of heat and forces on smaller regions and to flank wear.
Cutting tool for Ti6Al4V machining
The cutting tool comprising appropriate composition, shape and treatment, if needed, to enhance properties of machining hard to cut materials especially titanium alloy Ti6Al4V is studied and understood. The most commonly used carbide tools and high-speed steels find their use in machining steel and aluminium, but for titanium machining, the conventional uncoated tools results in a much reduced tool life due to high hardness, chemical reactivity and high heat accumulation at the tip of the cutting tool. The modified carbide tools are found to be more appropriate for higher cutting speeds in comparison to steels tools. 80 Thus, the use of more appropriate material composition for base tool as well as coatings on tool surface using PVD, CVD and electrochemical deposition techniques has proved to be much advantageous in improving tool life of carbide tools as earlier discussed. Although the use of PCD, 81 pure diamond 82 and cubic boron nitride (CBN) tools 83 are suggested for high-speed machining of Ti6Al4V alloys, for conventional machining the use of carbide tools is recommended, for moderate to high-speed machining with intermittent cutting, due to their much lower costs. 44 The state-of-the-art review of various performance tools and techniques suggested by researchers in machining of Ti6Al4V alloy are presented. Hartung et al. 81 suggested the use of WC-Co cemented carbide with 6 wt% of cobalt to WC with grain size not less than 0.8 µm. They also mentioned the use of tool materials including alumina, CBNs, diamond and coated WC tools. The Al2O3 was recorded to wear the most, and only PCD tools wore less than WC-6%Co tools at moderate speeds. Dearnley et al. 84 worked on tool materials from varied composition of WC, Co and TiC + TaC + NbC, alumina + zirconia + TiC, SiAlON, CBN and recommended the crystalline cemented carbides, that is, WC + 6% Co with grain size between 0.8 and 1.4 µm to be the most suitable for machining titanium alloys. Santhanam et al. 85 used PVD techniques for coatings of TiN and B4C on WC-Co substrate for high-speed machining and reported a reduction in the tool wear to a value of 3.9 µm/min. Jansson 86 mentioned the application of B4C coatings on WC substrate using CVD technique and reported a better adhesion result for the same in comparison to PVD technique. Olsson et al. 87 mentioned the use of multilayer coatings of B4C onto TiN-coated WC substrates using plasma enhanced chemical vapour deposition (PECVD) technique for better coating adhesion and lesser tool wear. Narutaki et al. 82 found TiN-, TiC- and Al2O3-coated carbide tools as well as CBN tools unsuitable for machining Ti6Al4V, whereas natural diamond was recommended over PCD and K10 tools. Similar tool life was reported for both PCD and K10 tools. Polini and Turchetta 88 recommended the use of single-layered TiAlN-coated carbide tools over multi-layered and TiAl-coated carbides during end milling. Cherukuri and Molian 89 commented on increased performance of TiAlN-PVD coated and AlMgB14–20%TiB2–pulsed laser deposition (PLD)-coated carbide inserts in comparison to uncoated carbide tools. Fitzsimmons and Sarin 90 suggested the decrease in flank wear in case of SiAlON tools and further reduction in crater wear by utilizing WC/Co composite coatings. Nabhani 91 found maximum tool life in case of PCD tools which were followed by CBN tools and minimum in case of multi-layered carbide tools. Ezugwu et al. 83 commented on better tool life and surface roughness of uncoated carbide tools in comparison to CBN tools at feed rate = 0.15 mm/rev, depth of cut = 0.5 mm and cutting speed = 150 m/min. The cause of reduced tool life in CBN tools is due to greater notch wear. Wang and Ezugwu 92 suggested better tool life of uncoated K20 inserts in comparison to P grade inserts. Also, the tool life of single layer coated tools was found better at higher feed rates of 0.25 mm/rev while the multi-coated tools performed better at low feed rate of 0.13 mm/rev. Ezugwu et al. 93 reported better tool life in case of TiN/TiCN/TiN multilayer coated inserts in comparison to TiN-coated inserts, at feed rates of 0.13 and 0.25 mm/rev. Kishawy et al. 94 demonstrated higher tool life of uncoated rotary carbide inserts than coated rotary inserts as well as uncoated fixed tools. Corduan et al. 95 recommended PCD inserts for high-speed machining with speeds up to 150 m/min, TiB2 inserts for intermediate cutting speeds up to 100 m/min and CBN tools for lower cutting speeds preferably for finishing cuts. Bhaumik et al. 79 showed almost eight times increase in tool life for wurtzite boron nitride (wBN)-cBN composite tools at 80 min to only 12 min for K20 carbides. They also reported superior surface roughness Ra = 0.57 for wBN-cBN composite tools in comparison to roughness value Ra = 1.42 for K20 tools. Amin et al. 7 recommended PCD inserts for high-speed machining, at Vc = 120–160 m/min, for better tool life as well as surface integrity in comparison to uncoated inserts which were found good for only low cutting speeds of Vc = 40–80 m/min. Lopez de lacalle et al. 96 considered uncoated as well as coated carbide tools with TiCN and CrN coatings for low cutting speeds. The uncoated carbide insert developed maximum flank wear followed by CrN-coated inserts and minimum for TiCN-coated carbide inserts. Flank as well as notch wear was visible in all the cases at cutting speeds up to Vc = 50 m/min. Che Haron et al. 97 concluded that multi-coated tools performed better than single-coated tools at high speed cutting with higher feed rate as well as depth of cut considering two types of cutting tools. Uncoated tools were also tested and were found suitable for less demanding applications. Ginting and Nouari 98 considered higher cutting speeds up to 150 m/min and showed improved performance of P grade carbide inserts in ball end milling of Ti-6242S alloy. These tools were found to perform better at lower cutting speeds and feed rates. Zareena et al. 99 compared bCBN and PCD tools with CBN tools and found maximum tool life for bCBN tools followed by PCD tools and minimum for CBN tools at higher cutting speeds up to 350 m/min, feed rate = 0.05 mm/tooth and depth of cut = 0.05 mm.
To analyse the choice and effect of different coating materials onto the tool substrate, one needs to understand the different properties that the tool and the workpiece, that is, Ti6Al4V lack for efficient machining. The influential parameters responsible for poor machining of Ti6Al4V, as discussed earlier, are its poor thermal conductivity, high chemical reactivity with workpiece and low elastic modulus. The appropriate coating for tool machining this alloy could be attributed to one having a moderate value of thermal conductivity, low chemical reactivity with this alloy and imparting improved mechanical strength and hardness to tool. With the ever-increasing need for high productivity in the industry, high-speed machining is the requirement of the hour for all kinds of products. Although most of the machining needs in industry now a days are fulfilled by coated tools, as desired properties could be incorporated through coatings, the appropriate coating for machining titanium-based alloys is still need to be implemented. From the research so far, it is clear that the use of ceramics, diamond tools and CBNs is not suitable for titanium machining as they are chemically reactive. 44 Although the use of uncoated carbide tools is limited to low-speed machining, an appropriate coating onto carbide tools is considered more feasible and economical. The suggested tool configuration for tungsten carbide (WC) cermets for optimal tool life, while machining at low and moderate speeds, is with 6% cobalt by weight as binder and an average grain size between 0.8 and 1.4 µm. 84 The higher content of cobalt was found to increase plastic deformation of the cutting edge while lower content increased notch wear. Also, the finer WC grains were found to increase hardness and resistance to plastic deformation but resulted in lower resistance to crater wear. Contrary, the larger grain size resulted in improved crater wear resistance while compromising in lower attrition wear and decreased plastic deformation of cutting edge. Thus, a moderate value of grain size of 0.8–1.4 µm is found to optimize both the parameters. Negative rake angles were preferred over positive rake angle for offering better edge security.
In case of high-speed machining of Ti6Al4V alloy, work hardening and high heat generation become critical factors in deteriorating tool life as shown in Figure 2. Also, the degree of strain hardening is much higher compared to low/medium carbon steels and aluminium alloys, equivalent to high carbon steels and still lower than stainless steels and nickel alloys. Thus, the issue of low thermal conductivity is most responsible for poor machinability of titanium alloys as almost 80% of heat generated is withheld at the tool tip and only 20% is transferred to the chips. 2 The appropriate coating material should result in enhanced performance of tool, in terms of properties listed below: 42
It should provide optimal thermal conductivity and thermal expansivity to minimize thermal gradients and thermal shocks.
It should provide resistance to high stresses by combining high hot hardness.
The coating should be chemically inert with titanium.
It should exhibit high tensile, compressive and shear strength to improve mechanical properties, namely elastic modulus.
It should help withstand effects of early chip separation through improved hardness, toughness and fatigue resistance.
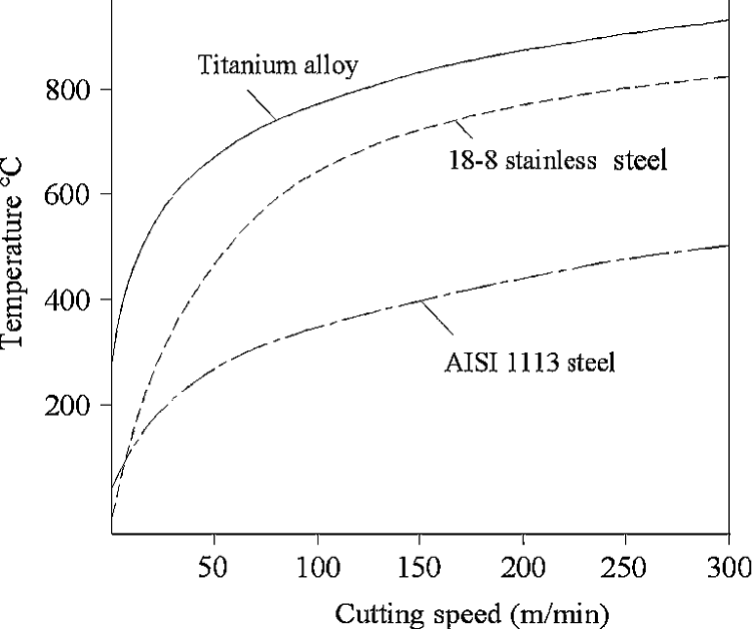
Increase in cutting temperature with cutting speed for titanium and steel alloys. 100
The above-described coatings for WC tools had suggested that both the TiN and Al2O3 coatings are unsuitable for machining Ti6Al4V. 45 Rather TiAlN and Ti3N coatings individually or in combination as multi-layered or composite coatings have resulted in enhanced tool life, as quoted by previous researchers.51,89 This could be attributed to the lower values of thermal conductivities of these materials than the tool material (WC) but slightly higher than the workpiece (Ti6Al4V), thus creating a thermal barrier. It is suggested that ideally the materials with lesser values of thermal conductivity than the Ti6Al4V alloy could increase tool life much significantly. Thus, the materials such as AlTiN, AlCrN and nano-sized boron nitride (NbN) are expected to provide better results due to significantly low thermal conductivities as shown in Figure 3. AlCrN is shown in Figure 3 to have decreasing trend of thermal conductivity with increasing temperature, thus making it more suitable as a coating material than other nitrides such as TiAlN and AlTiN.103,106
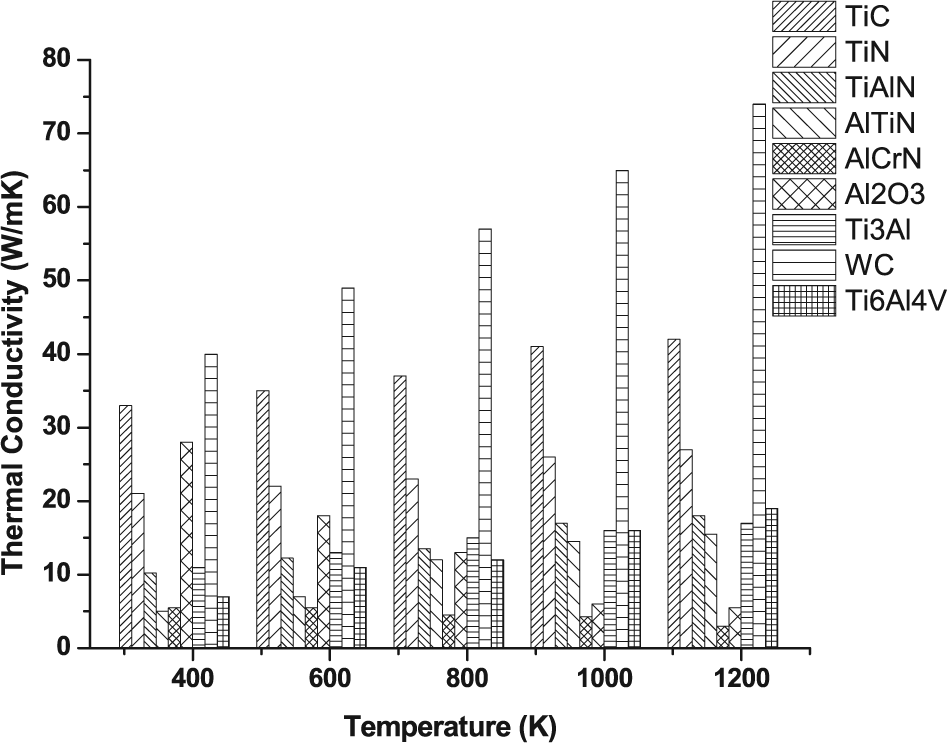
Moreover, the increased hardness and improved mechanical properties make these coatings suitable for machining Ti6Al4V. The comparison and suitability of various coating materials with Ti6Al4V at room temperature are shown in Figure 4. Although the TiAlN is the recommended coating material 106 with TiN and TiC coatings also showing prominent results in machinability of Ti6Al4V alloy, some other efficient coating materials are represented in Figures 3 and 4, which could be coated onto WC and cBN substrates. As discussed earlier, NbN is having the lowest thermal conductivity which is desirable, but their low hardness could be improved by varying the ratio of Nb and N, thus making it a promising coating material for titanium machining. 44 Also AlCrN and AlTiN due to their higher chemical inertness, which increases with increasing Al content, are found to be more suitable than TiAlN coatings. 106
Cryogenics for enhancing life of cutting tools
It has already been recognized that the main reason for the poor machinability of Ti6Al4V alloy is due to high temperature building at tool tip resulting from its low thermal conductivity and its high chemical reactivity with the cutting tool resulting in deteriorated tool geometry. Although the use of different coatings have proved to be promising in enhancing tool life, another approach being utilized by researchers is the use of cryogenics in both the direct and the indirect manner. The use of cryogenic machining is found to be a revolutionary measure in machining hard to cut materials especially titanium alloys at high cutting speeds.65,71 This approach brings about the utilization of cryogenic coolants such as liquid nitrogen and liquid helium in place of normal coolant used in machining, to be directly injected at the point of cutting by utilizing specially designed coolant nozzles working separately or incorporated within the tool holder. Furthermore, coolants such as liquid nitrogen and helium, due to their inert nature, make cutting environment clean and chemically inert. It also enables low reactivity of tool with workpiece.
Another application of cryogenics in machining is seen in the form of cryogenic treatment of cutting tools especially for WC tools. The cryogenic treatment or cryoprocessing is the process of treating a material at very low temperature for a desired time. The temperature may vary from −80 °C to −140 °C for shallow cryogenic treatment and −140 °C to −196 °C for deep cryogenic treatment. The commonly used refrigerant for shallow cryogenic treatment is dry ice, and liquid nitrogen for deep cryogenic treatment. The materials are also treated at much lower temperatures of the range of −269 °C using liquid helium. The cryogenic treatment could be termed as heat treatment at very low temperatures which is followed by tempering where the temperature of specimen is brought to ambient conditions in a controlled way for attaining desired properties. A typical cryogenic treatment process is shown in Figure 5 where the specimen is first slowly cooled to a temperature of approximately 80 K, which is the liquefaction temperature of nitrogen, at a cooling rate of 2 °C/min–3 °C/min. The material is then withheld at this temperature within the chamber for almost 24- to 40-h time period, called the soaking period. 55 Then, the specimen is removed from the liquid nitrogen chamber and exposed to ambient air to allow warming either at room temperature or within the chamber. This cooling-down cycle in gaseous nitrogen controls the temperature accurately, thus avoiding thermal shocks to the treated material.111,112
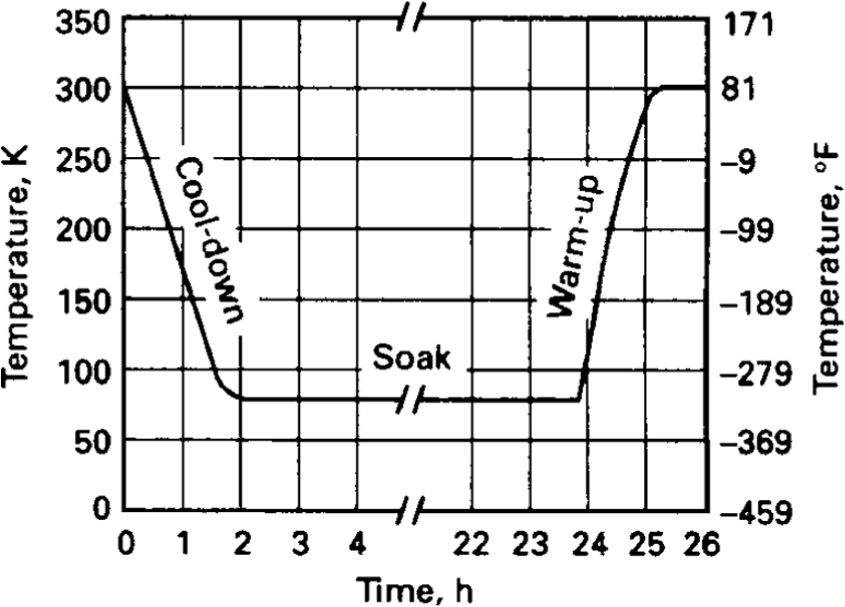
Temperature versus time graph for cryoprocessing of specimen at 80 K. 111
This brings upon microstructural changes in the material by relieving stresses and enabling a more stable structure. The stability in microstructure further leads to improved mechanical and thermal properties of the cutting tool. This process has helped increasing the tool life for both coated and uncoated carbide tools, not only in machining of hard to cut materials but also conventional materials. 52 The use of cryogenic treatment has also been utilized before and after the surface coatings on tools and in both the cases it has provided improvement in adhesion and stable microstructure, respectively,54,60–62 thus improving the tool life. Improved mechanical properties, namely hardness as well as toughness are achievable after cryogenic treatment of carbide tools. The increased hot hardness values as well as improved thermal conductivities are observed in deep cryogenic treatment of cemented carbides. 54 The developments in the study of cryogenic treatment on WC coated and uncoated tools have been presented through a state-of-the-art review. Reddy et al. 60 summarized that the deep cryogenic treatment resulted in increased toughness and hardness, thus increasing hot hardness and reducing tool wear compared to untreated carbides. Thakur et al. 113 observed changes in microstructure of WC tools due to cobalt densification resulting in uniform distribution of WC particles, thus improving wear resistance. Yong et al. 63 concluded an increase in tool life by almost 28.9% in dry conditions and 38.6% with the use of cutting fluid in deep cryogenically treated WC tools. They also suggested shorter machining times and wet machining for further increasing tool life. Gill et al. 64 found an enhanced tool life in interrupted machining of cryogenically treated WC tools during turning operation. Poomari et al. 114 utilized treated TiAlN PVD-coated WC tools and observed increased tool life at lower and intermittent cutting speeds but degraded performance as the speed increased. Özbek et al. 115 reported increased hardness and improved microstructure, namely relieved stresses in case of cryogenically treated carbide tools. Gill et al. 116 found increased adhesion strength of TiAlN coating on pre-treated WC tools with increased overall tool life. Kalsi et al. 58 observed that cryogenic treatment resulted in fineness, uniform distribution and densification of cobalt binder that resulted in firmness of WC tool providing better wear resistance. Thamizhmanii et al. 117 found an improved surface integrity of workpiece at high cutting speeds and low feed rate when using PVD-coated WC inserts. Yong et al. 118 observed a decrease in chipping and flank wear and much improved performance at low cutting speeds. Gill et al. 54 reported substantial improvement in wear resistance for both deep and shallow cryogenically treated WC tools due to refinement in grains and crystal alignment of hard α-phase with uniform distribution of β-phase. Thornton et al. 59 noted an increase in hardness of WC tools at 9.2% and reduction in the value of flank wear by 6%. The increased BUE reduced abrasive wear but increased stresses, thus resulting in sub-surface cracks. There was no significant change in the value of crater wear. Vadivel and Rudramoorthy 61 suggested the crystallographic change of carbide with the presence of fine η-phase for cryogenically treated carbide tools which resulted in improved wear resistance. Strano et al. 47 performed deep cryogenic treatment on TiAlN-coated WC tools, thus reducing adhesion wear of tool rake face at high cutting speeds.
Researchers have proved many advantages of deep cryogenic treatment on WC tools including better performance for both interrupted and continuous machining mode using both dry and wet cutting conditions. 65 A fewer limitations being the initial cost, time and post-processing treatments including demagnetization and controlled tempering for desired microstructure. But once treated, it imparts better machining characteristics to cutting tools for desired workpiece materials, thus making it an essential part of production process of these tools. The improvement is also seen for WC coated as well as uncoated tools in high-speed machining of Ti6Al4V alloy. In case of interrupted machining, the cryogenically treated WC tools were found to perform more consistently in comparison to continuous machining process. For carbide turning inserts, better tool life in terms of flank wear was reported for deep cryogenically treated inserts in comparison to their untreated counterparts. 60 Moreover, researchers have shown the ability of cryogenically treated WC tools to resist chipping in milling as well as turning operations in addition to reduced flank wear.63,118 Although it is claimed to be advantageous in only low or medium cutting conditions, with maximum efficiency in intermittent cutting, merely no significant benefit is reported in high-speed continuous machining where less time is available for heat dissipation from the tool tip. Along with the uncoated WC inserts, coated carbide inserts have also shown an increased performance at high speed cuttings. Poomari et al. 114 observed improved performance for PVD-coated TiAlN coatings on WC tools at low and intermittent speeds. Gill et al. 116 found improved adhesion strength of coatings on pre-treated WC tools and Strano et al. 47 mentioned reduced adhesion wear for post-treated TiAlN-coated WC tools.
Conclusion
A number of measures and techniques have been suggested by reviewers for improved machinability of Ti6Al4V alloy. These manufacturing techniques have developed substantially with the advances in technology. The most effective measures and techniques with agreement to technical and economic factors are concluded as follows:
The most influential parameter for limiting the machinability of Ti6Al4V is low thermal conductivity and high chemical reactivity with cutting tool. The cutting tool in Ti6Al4V machining is found to wear at both flank and crater equally at high cutting speeds resulting from high heat accumulation at tool tip and adhesion with the serrated chips, respectively. At lower cutting speeds, the crater wear is found to cease due to absence of high cutting temperatures at tool chip interface.
The WC tools with 6% cobalt as binder with grain size between 0.8 and 1.4 µm are found to be the most suitable. Although diamond inserts perform better than CBN tools in respect of chemical inertness, WC tools due to their satisfactory performance at low and medium speeds as well as their cost-effectiveness make them the choice for machining titanium alloys.
Although, the reaction of Ti6Al4V workpiece with WC cutting tool results in deteriorated tool life due to the formation of carbides, the presence of nitrides during machining are preferred for reduced tool wear. Thus, coated WC tools are preferred for high-speed machining of Ti6Al4V alloys, with TiAlN, AlTiN, AlCrN, NbN and TiAlSiN coatings suggested for improved tool life and increased wear resistance. Considering the thermal conductivities of coating materials, both higher as well as lower thermally conductive coatings, than Ti6Al4V, are found to improve tool life. Modified multilayer coatings with high adhesion material as lower layer and hard as well as tough material as upper layer are suggested. Therefore, a number of contradictory theories prevail which need to be justified for proper wear mechanism concerning various cutting parameters. A more suitable coating needs to be developed which could further reduce abrupt failure of tool.
Cryogenics as pre- and post-coating treatment methods for improving tool life are suggested. Cryogenic treatment of tool material before and after coating has resulted in improved wear resistance and mechanical properties due to improved microstructure and uniform grain distribution. In case of WC tools, it has resulted in formation of more stable microstructure, that is, the η-phase, refinement in particle boundaries and improvement of thermal conductivity.
In cryogenic machining, the lubrication effect of LN2 as well as rapid heat traverse is found to be useful in increasing tool life. Contrary, some researchers have quoted for increased cutting forces and embrittlement of cutting edge leading to early tool failure due to chipping as a result of increased hardness. It is also suggested to have improved coating adhesion for pre-cryogenic treatment and stable microstructure of coatings for post-cryogenic treatment. Thus, it needs to be clarified for the optimum use of cryogenics for tool life and cost-effectiveness concerning pre- or post-treatment of tools and whether to use cryogenic treatment or cryogenic machining or both hand to hand, as the latter is costlier but more effective.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.