
Abstract
In traditional assembly dimensional chain theory, actual geometrical features are obtained by translating or rotating from the nominal geometrical features. Thus, the deviation stack-up function is irrelevant with the machining stroke. In order to solve this problem, a model describing the variation in the dimensional chain of stroke-related mechanical assemblies is proposed. The geometrical features of assembly parts are discretized as a set of coordinate points, and the traditional geometrical dimensional chain is equivalently replaced by several linear dimensional chains. For every linear dimensional chain, the assembly datum of two parts is deformed due to gravity or thermal effect and so on, resulting in the non-closure of dimensional chain. In this article, the closure of the dimensional chain is guaranteed by replacing the assembly datum by the plane determined by three highest points. Finally, an experiment was carried out to verify the necessity of constructing the variable dimensional chain and its accuracy. Combining this new model with Monte Carlo simulation method, the influence of gravity on tolerance analysis was analyzed, and the results show that the variation in the dimensional chain induced by working conditions cannot be ignored in the tolerance design stage.
Keywords
Introduction
Tolerance analysis is used to determine the accumulative effect between the tolerances of functional elements (FEs) and functional requirement (FR). A typical tolerance analysis process consists of three major steps. The first step is tolerance modeling where mathematical model is derived to describe the dimensional or geometrical variations in the parts. The second step is establishing the deviation stack-up function of mechanical assemblies, which describes the accumulative effects between the dimensional or geometrical deviations of FEs and FR. In the last step, the accumulative effect between the tolerances of FEs and FR is acquired by combining the established deviation stack-up function with the worst-case, root sum square or Monte Carlo simulation methods.
Currently, the major tolerance models include attribute models, 1 offset zone models, 2 parametric models, 3 kinematic models 4 and degree of freedom models. 5 In International Organization for Standardization (ISO) standard 6 and these models, actual geometrical features are obtained by translating or rotating from the nominal geometrical features. Consequently, the variation in the deviation stack-up function of stroke-related mechanical assemblies cannot be described. Based on the tolerance models, tolerance analysis is used to determine whether the designed tolerances of FEs could satisfy the tolerance requirement of FR.
Constructing the deviation stack-up function of mechanical assemblies is the most important step of tolerance analysis. Tolerance analysis models include tolerance analysis models based on homogeneous transformation matrix (HTM), Jacobian models, vector-loop based model and Tolerance-Map®. The tolerance analysis model based on HTM was proposed by Whitney et al. 7 Desrochers and Clément, 8 Desrochers 9 and Guo et al. 10 used this approach. In this model, geometrical features are discretized as coordinate points, and the actual geometrical features are replaced by the fitting surface or line of the discretized points. Accordingly, the HTM between two mechanical assemblies is derived. This model is mainly used in deviation evaluation of FR when the orientation deviation of FE is much larger than its form deviation. However, the prediction accuracy of this model is poor while the form deviation of FE is much bigger than its orientation deviation. Jacobian models proposed by Laperrière and colleagues,11,12 Ghie et al. 13 and Desrochers et al. 14 take HTM as its foundation. The Jacobian matrix between two mechanical assemblies is obtained to describe the deviation stack-up function of mechanical assemblies, and the tolerance accumulative effects between FEs and FR are acquired by combining this model with modal interval arithmetic and so on. Because of the construction of HTM in this model, the weakness of this model is the same as the model based on HTM. The vector-loop-based model was proposed by Chase 15 and Gao et al. 16 This model uses vectors to represent dimensions in an assembly and create the assembly graph. This model also relies on the construction of HTM. The tolerance-mapping (T-Map) was first proposed by Davidson et al. 17 Both Mujezinovic et al. 18 and Singh et al. 19 used this model. In this model, the variation in geometrical features in tolerance zone is “reflected” by the volume of the assumed point set. T-Map must combine with Minkowski sum to accomplish the tolerance analysis process.
The variation in the deviation stack-up function cannot be described in these models. However, this variation in the deviation stack-up function is often large for stroke-related mechanical assemblies. The horizontal machining center was taken as an example in this paper. According to ISO 10791-1: 1998, 20 there are four form tolerance requirements and 22 position tolerance requirements, but no size tolerance requirements. Except for flatness, axial runout and radial runout, there are 23 tolerance requirements associated with the machining stroke. Especially, for the large machine tool components, such as the bed, the column and the beam, the variation in dimensional or geometrical deviations in the whole machining stroke is very large due to some affecting factors such as gravity of the moving components. In this article, a verification experiment was carried out on a horizontal machining center, as shown in Figure 6. The calculation results in section “Necessity of constructing the variable dimensional chain” show that the variation in FR is 6.1 µm in the whole machining stroke due to the gravity of the moving components, while the FR of the straightness of the X-axis motion is 6 µm. So the variation in FR cannot be ignored. However, the variation in the deviation stack-up function of mechanical assemblies cannot be derived from the models based on HTM and so on.
Hence, this article presents a variable dimensional chain in which the variation in the deviation stack-up function could be considered. First, the coordinate systems of the mechanical assemblies are set according to the actual testing requirements. In order to describe the variation in the geometrical features under working conditions, the geometrical features of assembly parts are discretized as a set of coordinate points in this model. Then a mathematical model of geometrical tolerance is constructed by limiting the coordinates of the points in the form of inequalities. Second, the traditional geometrical dimensional chain is equivalently replaced by several linear dimensional chains, where the variation in the deviation stack-up function in the whole machining stroke can be described. Then it is assumed that three highest contact points determine the assembly datum of two parts. Considering this assumption and the actual assembly constraints, the coordinate transformation matrix between two components can be derived. Finally, an experiment is carried out to verify the necessity of constructing the variable dimensional chain and the accuracy of the calculation results. Tolerance analysis of mechanical assemblies under working conditions was acquired by combining the variable dimensional chain with the tolerance model or Monte Carlo simulation method.
Tolerance model
Shah et al. 21 think that the key problem for tolerance modeling is to correctly describe how the geometrical features change in the tolerance zones. In this article, coordinate systems are built on parts. Then the range of the coordinates is limited by inequalities and the mathematical tolerance model is established. The following chapters explain this model from two respects: discrete representation of the geometrical features and mathematic tolerance model.
Discrete representations of the geometrical features of the mechanical assemblies
Requicha 2 proposed the drift tolerance zone theory based on the change cluster in 1983. The geometrical features were represented by discrete points and the geometrical features were then acquired by the fitting faces of these discrete points. From then on, the method of representing geometrical features by discrete points has been widely used in many literatures.22,23
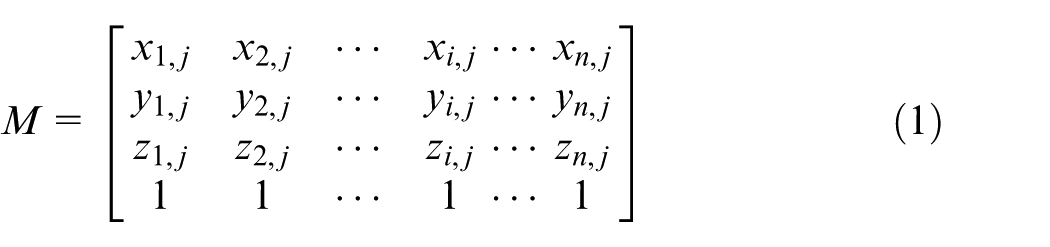
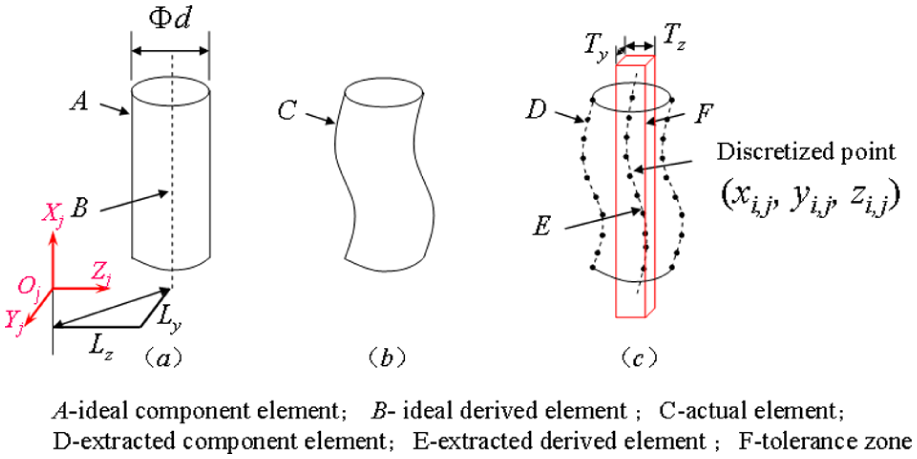
In order to well reflect the variation in every geometrical feature, the parts’ geometrical features are also represented by discrete points in this article, as shown in equation (1), where M is the discrete description of a geometrical feature; it can be any geometrical feature such as a plane and the movement track of an axis; i = 1, 2, 3,…, n is the point index; j = 1, 2, 3,… is the index for coordinate system OjXjYjZj and xi,j, yi,j and zi,j represent the coordinates of discretized point i in X-, Y- and Z-directions in coordinate system OjXjYjZj, respectively
In this article, the main error direction is the vertical direction to the assembly datum surface and is used to search for three highest points. These three points are used to determine the replaced plane of the actual geometrical feature and they have first three coordinate values in the main error direction. Suppose that Z-direction is the main error direction, and zi,j (i = 1, 2, 3,…, n) can be varied due to factors such as gravity and temperature. As shown in Figure 1, the variation in the geometrical features under actual working conditions can be obtained by combining the discrete points with the variation rule F. By this way, the actual working conditions can be applied to the geometrical feature.
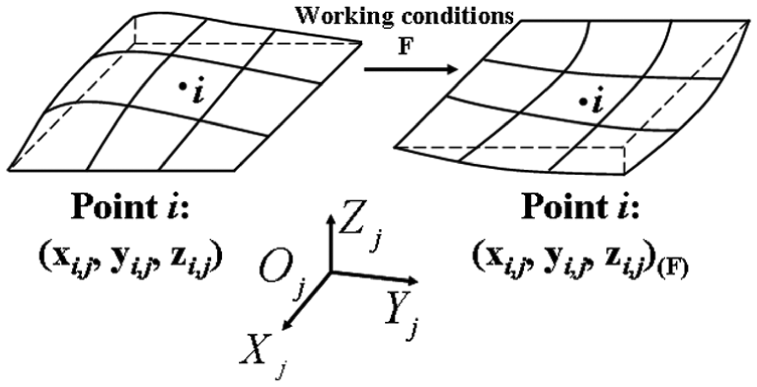
Variation in the geometrical features under working conditions.
The number of the discrete points can be inferred by testing points. However, there is no reference for testing points. Thus, the number of the testing points on FEs should be determined on-site. Figure 2 and equation (2) show the relationship between the numbers of discrete points and testing points for guideways’ installation datum surfaces. Where ndp represents the number of the discrete points, ntest represents the number of the testing points, S represents the length of the moving component such as worktable and S1 represents the distance between two adjacent discrete points. As shown in equation (3), for fixed joint surfaces such as the installation datum surface between the column and bed, the number of discrete points equals to the number of the testing points. In equation (3), ndp represents the number of the discrete points, and ntest represents the number of the testing points


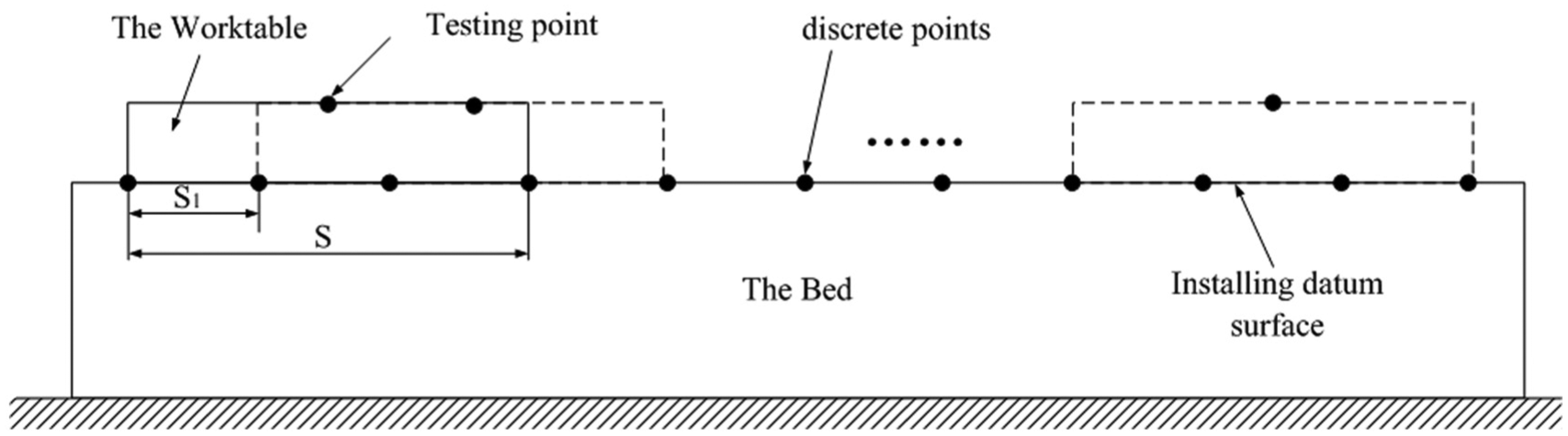
Relationship between the number of the discrete points and the number of the testing points for guideways’ installation datum surfaces.
Mathematical tolerance model
In this article, tolerance analysis in the worst case is derived by combining mathematical tolerance model with the variable dimensional chain. The mathematical tolerance model is not the key point in this article, so only the mathematical model of geometrical tolerances owning rectangular tolerance zone is derived.
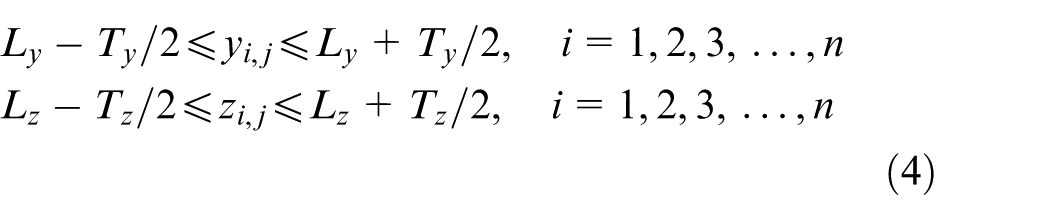
Figure 3 shows a cylinder and the straightness of the cylinder axis is a typical geometrical tolerance owning rectangular tolerance zone. In Figure 3, the actual elements do not coincide with the ideal ones in three-dimensional (3D) case, and the cylinder is discretized as discrete points. In previous tolerance models, the cylinder is acquired by fitting the discrete points. Then the derived elements are obtained to build the mathematical model of tolerance. In this article, the coordinate ranges are limited by inequalities and the tolerance model is then derived. In 3D case, the straightness tolerance of cylinder axis can be expressed by equation (4), where Ly represents the distance of cylinder axis away from plane XjOjZj; Lz represents the distance of cylinder axis away from plane XjOjYj; Ty represents the tolerance of the straightness of cylinder axis in Y-direction; TZ represents the tolerance of the straightness of cylinder axis in Z-direction and xi,j, yi,j and zi,j represent the coordinates of discretized point i in X-, Y- and Z-directions in coordinate system OjXjYjZj, respectively
Interrelationship of the geometrical feature’s definitions.
Variable dimensional chain under working conditions
Figure 4(a) shows the traditional dimensional chain and the variation in the dimensional chain of a precision horizontal machining center, where the straightness of X-axis motion is a very important precision index. As shown in Figure 4(a), AΣ in the whole stroke can satisfy the tolerance requirement in ideal conditions. However, the geometrical features will change due to the gravity of components in the whole stroke, and the deviation at position ② has exceeded the tolerance of FR. So it is necessary to construct the variable dimensional chain.
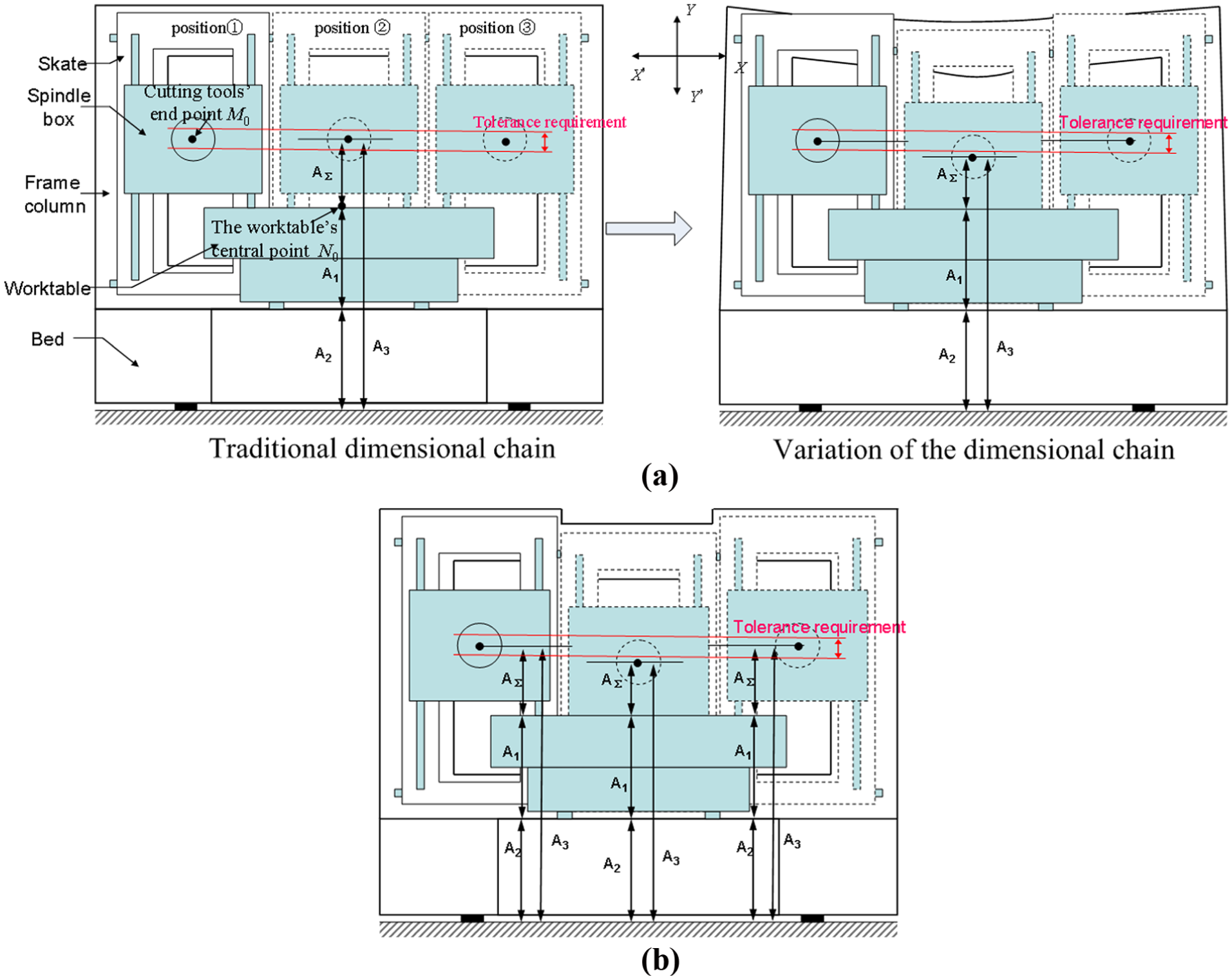
Variation in the deviation stack-up function under working conditions and the variation dimensional chain: (a) the deviation stack-up function of mechanical assemblies along the whole machining stroke under gravity condition and (b) the deviation stack-up function of mechanical assemblies along the whole machining stroke achieved by the method in this article.
When testing the straightness, relative dimensions in several testing points are used as equivalence. So the assembly dimension chain of the straightness could be replaced by several linear dimensional chains as shown in Figure 4(b). AΣ is the distance between the spindle axis and the working table, A1 is the distance between upper and lower surfaces of the working table, A2 is the distance between the upper surface of bed and the ground datum and A3 is the distance between the spindle axis and the ground datum. The dimension chain of other geometrical tolerances can also be replaced by several linear dimensional chains because that relative dimensions in several testing points are used as equivalence when testing those geometrical deviations.
Variable dimensional chain of mechanical assemblies
Assumptions
The following assumptions are given before establishing the variable dimensional chain:τ
Two assembly parts are in contact with each other in three highest points of the discrete coordinate points characterizing the geometrical feature of the part.
In the actual measurement, the dimension of FR at a fixed position is regarded as constant, but it varies at different positions in the whole machining stroke.
Coordinate transformation matrix Kij between two assembly parts
The dimensions of the FR are calculated via transformation matrix. So the most important thing in this model is the calculation of the transformation matrix Kij. The first step is to find three highest non-collinear points in equation (1). Suppose their coordinates are (xl, yl, zl), (xm, ym, zm) and (xn, yn, zn) respectively; thus, two vectors can be expressed as follows

Plane P01 is determined by these three points. Once vectors

Although the position of plane P01 in the coordinate system OiXiYiZi is determined, the worktable can still be rotated or moved within the plane. Therefore, in order to determine the only position of the coordinate system OjXjYjZj, the actual assembly constraints should be taken into account. Because the guideway is in close contact with the vertical datum surface, OjYj can only have a small angle with OiYi. Searching for two points in the three highest points, which have approximately the same Y value. With the assumption that these two points are (xm, ym, zm) and (xn, yn, zn), and ym > yn, the vector in the same direction as axis OjYj in the coordinate system OiXiYiZi can be derived, as shown in equation (6). And then the vector in the same direction as axis OjXj can be deduced, as shown in equation (7)


The three vectors in equations (5)–(7) have the same direction as the three axes of OjXjYjZj in the coordinate system OiXiYiZi. The coordinate transformation matrix between two assembly parts is thus derived as
where k11, k21 and k31 are the direction cosines of vector
Variable dimensional chain
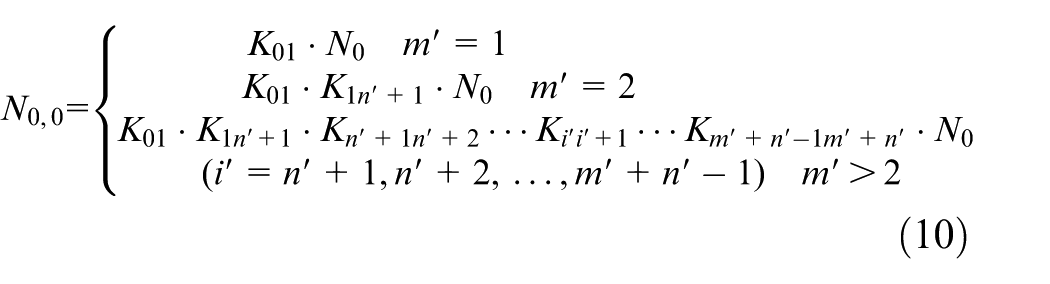
Figure 5 shows the topological structure of a stroke-related mechanical assembly. There are two related geometrical features of two parts (part n′ and part m′ + n′) when referring to a tolerance of FR. The two geometrical features are discretized as M in equation (1), and they are supposed as matrices M0 (on part n′) and N0 (on part m′ + n′). Given the assumption that part i″ and i″ + 1 are stroke-related, K01, K1n′+1, Ki′i′+1 (i′ = 1, 2, 3,…, m′ + n′) and Ki″i″+1i (i″ ∈ 1, 2, 3,…, n′, i = 1, 2,…, n) can be deduced by the calculating process of equations (5)–(7). And then the coordinates of point sets M0 and N0 in the coordinate system O0X0Y0Z0 can be calculated by equations (9) and (10), where M0i,0 is the coordinate of point set M0 in the coordinate system O0X0Y0Z0 when part i″ + 1 moves to the ith position on part i″; N0,0 is the coordinate of point set N0 in the coordinate system O0X0Y0Z0; Ki′i′+1 (i ′= 0, 1, 2, 3,…, m′ + n′) is the transformation matrix between Oi′Xi′Yi′Zi′ and Oi′+1Xi′+1Yi′+1Zi′+1; K1n′+1 is the transformation matrix between O1X1Y1Z1 and On′+1Xn′+1Yn′+1Zn′+1; Ki″i″+1i (i″ ∈ 1, 2, 3,…, n′, i = 1, 2,…, n) is the transformation matrix between Oi″Xi″Yi″Zi″ and Oi″+1Xi″+1Yi″+1Zi″+1 when part i″ + 1 moves to the ith position on part i″; n represents that there are n positions in the whole machining stroke.

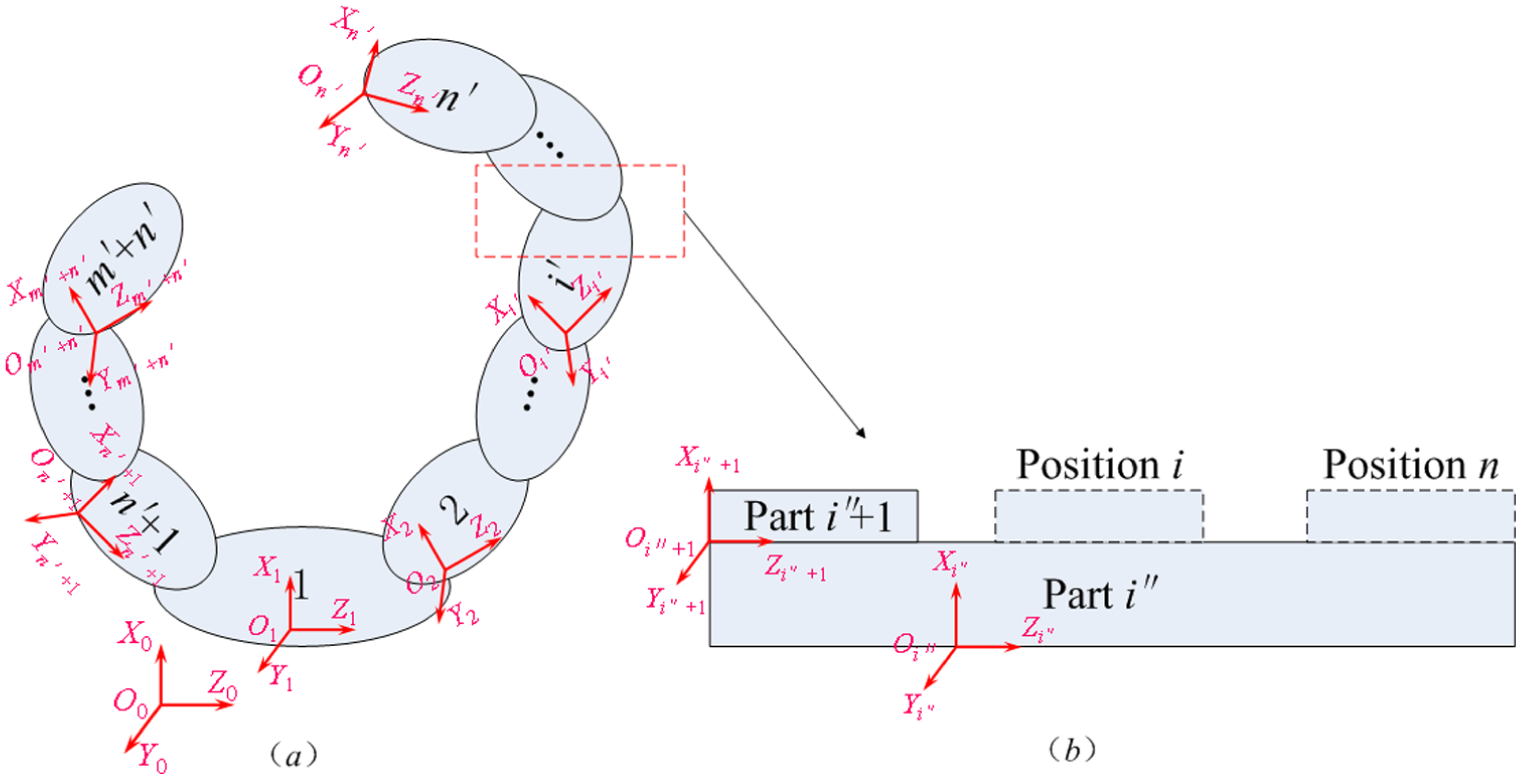
Topological structure of a stroke-related mechanical assembly.
With the assumption that geometrical feature of part m′ + n′ is the measuring datum of FR’s deviation, the deviation stack-up function between the deviations of FEs and FR can be derived by equations (9) and (10). The deviations induced by working conditions include systematic deviations and random deviations. Systematic deviations bring about the position variations in the tolerance zones. The random deviations lead to the variation in FEs in a certain range and eventually cause the deviation of FR varied in a certain range. 24
Tolerance analysis based on the variable dimensional chain
Worst-case method
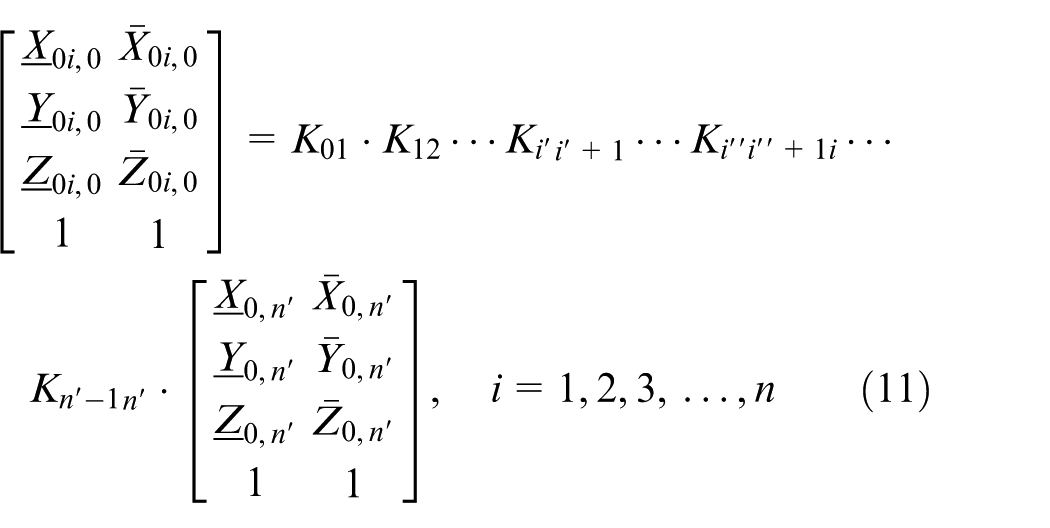
Tolerance analysis in worst case can be acquired by combining equation (9) with the mathematical tolerance model in this article, as shown in equation (11). The deviation variation range of the FR can be derived by equation (11), where (
Monte Carlo simulation method
The tolerance analysis method is obtained by combining the variable dimensional chain with Monte Carlo simulation method. M0 can be obtained by sampling according to part’s tolerance and its probability distribution. Combined with the deformations under working conditions, the transformation matrices K01, K1n′+1, Ki′i′+1 (i′ = 1, 2, 3,…, m′ + n′) and Ki″i″+1i (i″ ∈ 1, 2, 3,…, n′, i = 1, 2,…, n) can be deduced by equations (5)–(7). And then the deviation of FR can be acquired by equations (9) and (10). When the sampling process is repeated, the deviation variation range and probability distribution of FR can be derived, and then the tolerance accumulative effect between the tolerances of FEs and FR can be obtained.
Experimental verification
Figure 6 is a horizontal machining center and its simplified schematic diagram. The variable dimensional chain of the straightness of X-axis motion is constructed on the horizontal machining center. Figure 7 shows four parts used to construct variable dimensional chain of the straightness and the coordinate systems of “bed–column–skate–spindle box” are built in Figure 7.
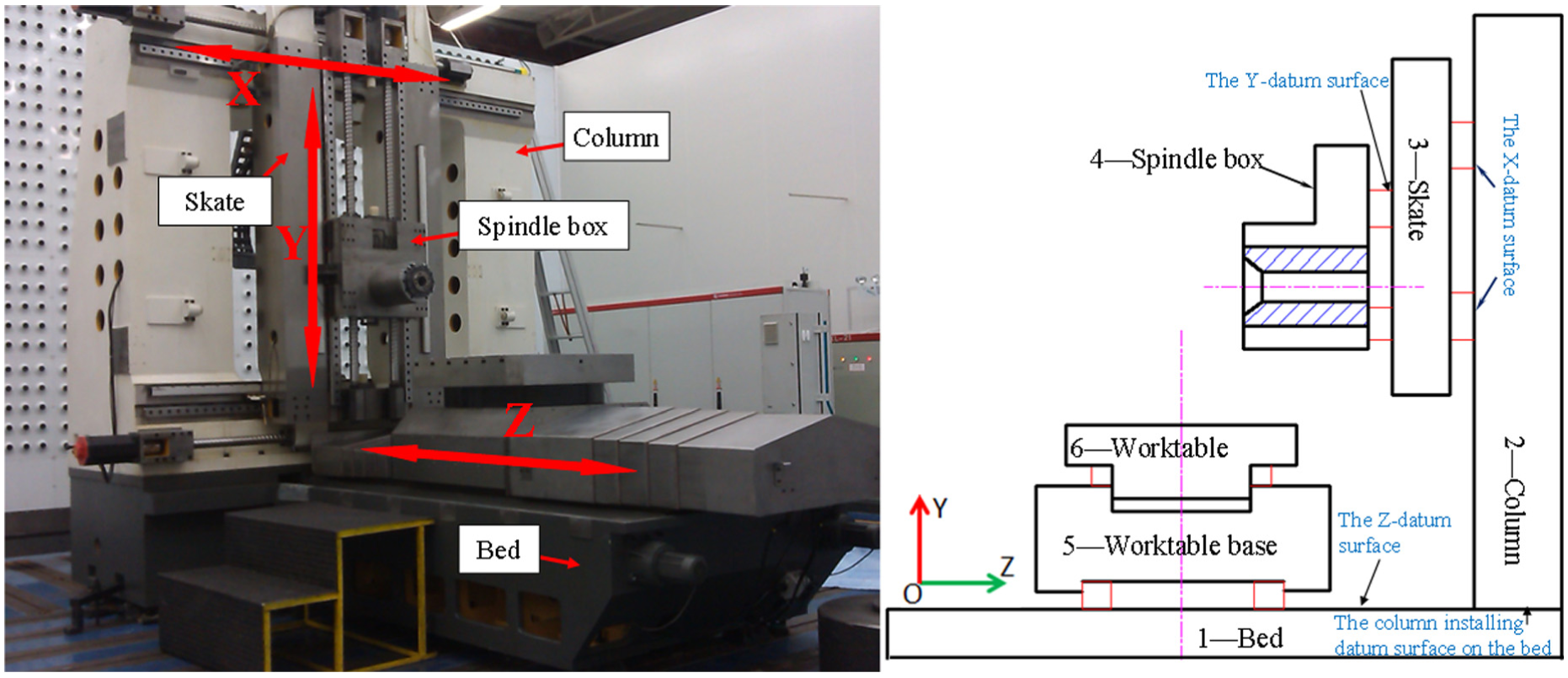
A horizontal machining center and its simplified schematic diagram.
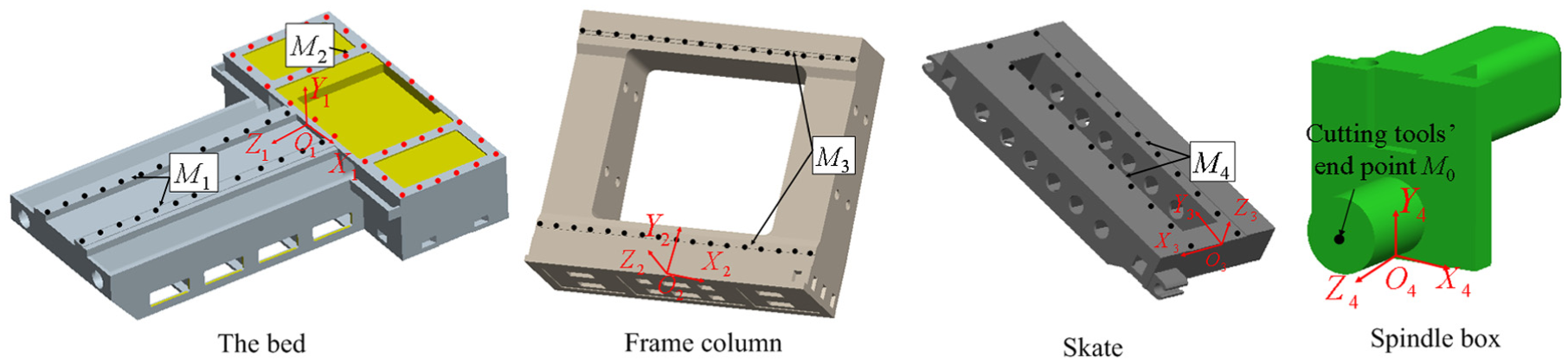
Set of the coordinate systems of “bed, column, skate and spindle box.”
Then the geometrical features of the four parts in Figure 7 are represented as discrete points as shown in equation (1). In Figure 7, M1 is the discrete description of Z-axis guideways’ installation datum surface on the bed (the Z-datum surface), M2 is the discrete description of column installation datum surface on the bed; M3 is the discrete description of X-axis guideways’ installation datum surface on the column (the X-datum surface) and M4 is the discrete description of Y-axis guideways’ installation datum surface on the skate (the Y-datum surface), respectively. For M1 to M4, the naming rule is the same with equation (1).
For M1, ntest equals to 10, S equals to 0.9 m, S1 equals to 0.3 m, so the number of the discrete points equals to 26 according to equation (2). Then M1 is represented as
For M2, ntest equals to 20, so the number of the discrete points equals to 20 according to equation (3). Then M2 is represented as
For M3, ntest equals to 11, S equals to 0.9 m, S1 equals to 0.3 m, so the number of the discrete points equals to 28 according to equation (2). Then M3 is represented as
For M4, ntest equals to 8, S equals to 0.6 m, S1 equals to 0.3 m, so the number of the discrete points equals to 20 according to equation (2). Then M4 is represented as
Necessity of constructing the variable dimensional chain
In this section, the variation value of the dimensional chain due to gravity deformation is used to verify the necessity of constructing the variable dimensional chain. The measurement theory of the straightness of X-axis motion is shown in Figure 8, and the dimensional chain of the straightness of the X-axis motion under gravity is established by equations (9) and (10).
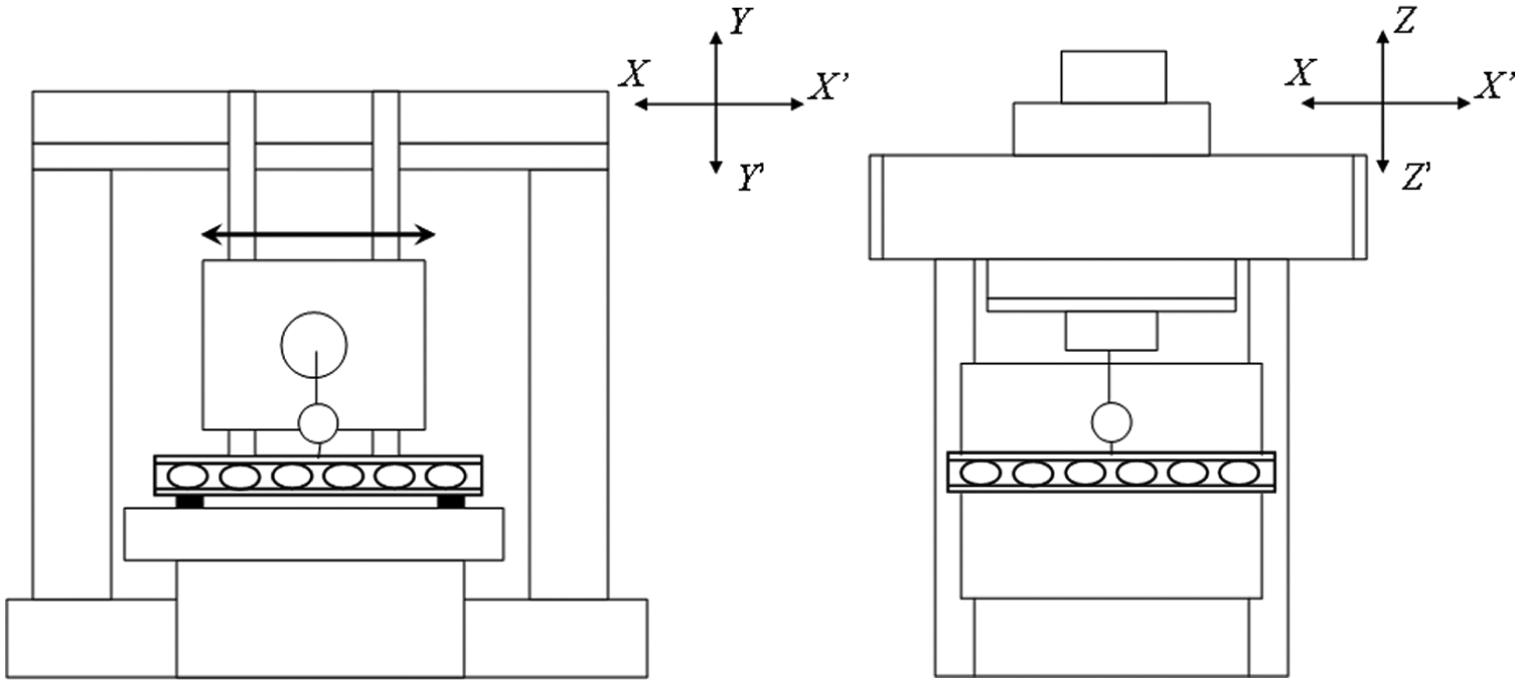
Measuring theory of the straightness of X-axis motion.
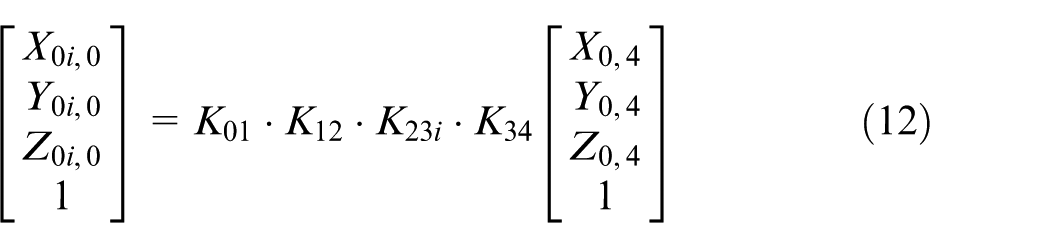
In equations (9) and (10), m′ equals to 1, n′ equals to 4, n equals to 9 and i″ equals to 2 for the horizontal machining center in Figure 6. Then K01, K12, K23i and K34 can be obtained by equations (5)–(7). And M0i,0 can be acquired by equations (9) and (10), which is shown in equations (12) and (13), where (X0,4, Y0,4, Z0,4)T and (X0,1′, Y0,1′, Z0,1′)T are the coordinates of points M0 and N0 in O4X4Y4Z4 and O1X1Y1Z1; (X0i,0, Y0i,0, Z0i,0)T are the coordinates of M0 in O0X0Y0Z0 when the skate is at ith position on the frame column; (X0,0′, Y0,0′, Z0,0′)T are the coordinates of point N0 in O0X0Y0Z0; K01 represents the transformation matrix between O0X0Y0Z0 and O1X1Y1Z1, and K12 and K34 can be deduced the rest from this; K23i represents the transformation matrix between O2X2Y2Z2 and O3X3Y3Z3 at position i

Then the straightness of the X-axis motion in Y- and Z-directions can be calculated with equations (14) and (15). Equations (14) and (15) are the deviation stack-up functions between the dimensional or geometrical deviations of FEs and FR


The value of A1 plus A2 is regarded as constant because the leveling ruler on the worktable is treated as the measuring datum when measuring the straightness of the X-axis motion. Hence, the geometrical features M1, M2 and M4 are treated as ideal and K01, K12 and K34 are only translation matrices. K23i can be calculated by M3 and M3 is acquired as follows.
The variation in the straightness of the X-axis motion is mainly caused by the deformation of the X-axis datum surface. Using finite element simulation software Samcef V8.1, the deformations of the 28 discretized coordinates on the datum surface of the column were calculated by simulating the gravity deformations at nine positions in the whole machining stroke. The results are shown in Table 1. In Table 1, the values of “UP-Z direction” at 300, 500,…, 2900 mm represent the variation values of z1,2, z2,2,…, z14,2 in M3; the values of “DOWN-Z direction” at 300, 500,…, 2900 mm represent the variation values of z15,2, z16,2,…, z28,2 in M3; the values of “UP-Y direction” at 300, 500,…, 2900 mm represent the variation values of y1,2, y2,2,…, y14,2 in M3; the values of “DOWN-Z direction” at 300, 500,…, 2900 mm represent the variation values of y15,2, y16,2,…, y28,2 in M3, and in M3, x1,2, x2,2,…, x14,2 equal to 300, 500,…, 2900 mm. x15,2, x16,2,…, x28,2 equal to 300, 500,…, 2900 mm, respectively.
Deformations of the 28 discretized coordinates on the datum surface (µm).
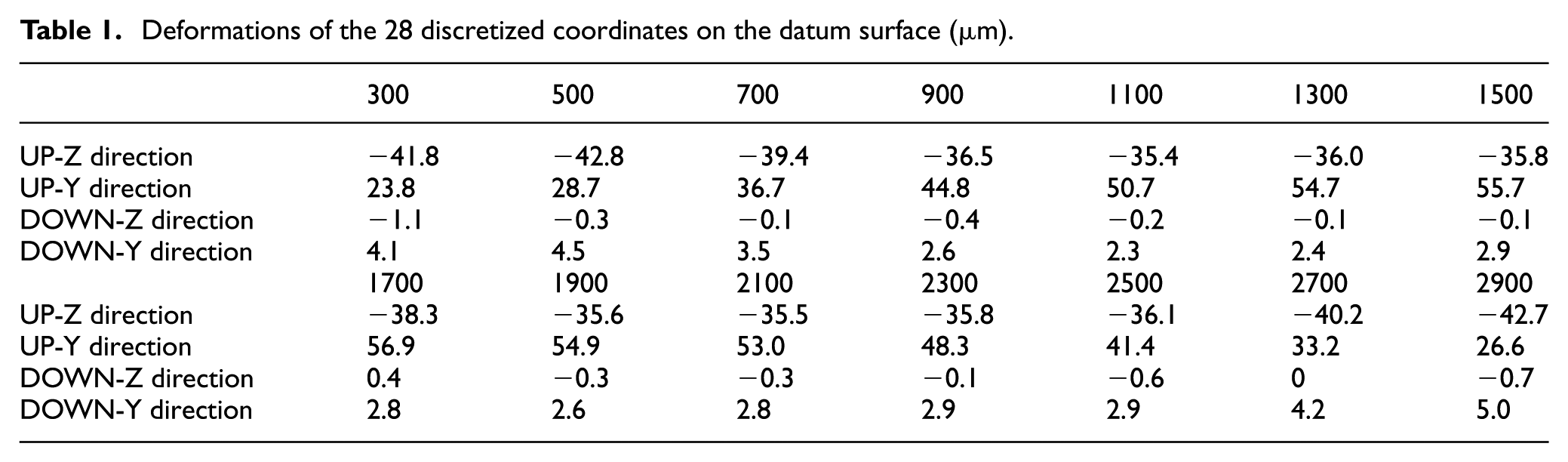
Table 1 shows the variation values of M3 when only the gravity deformation of the machine tools is considered. Then K23i (i = 1, 2, 3,…, 9) can be calculated by equations (5)–(7). Set the cutting tools’ end point as M0 (0, 0, 200, 1)T and the worktable’s central point as N0 (0, 100, 400, 1)T. The coordinates of point M0i,0 at nine positions were calculated by substituting the deformations into equation (12). And the dimension variation in AΣ can be acquired by the calculated coordinates Y0i,0(i = 1, 2,…, 9), as shown in Figure 9.
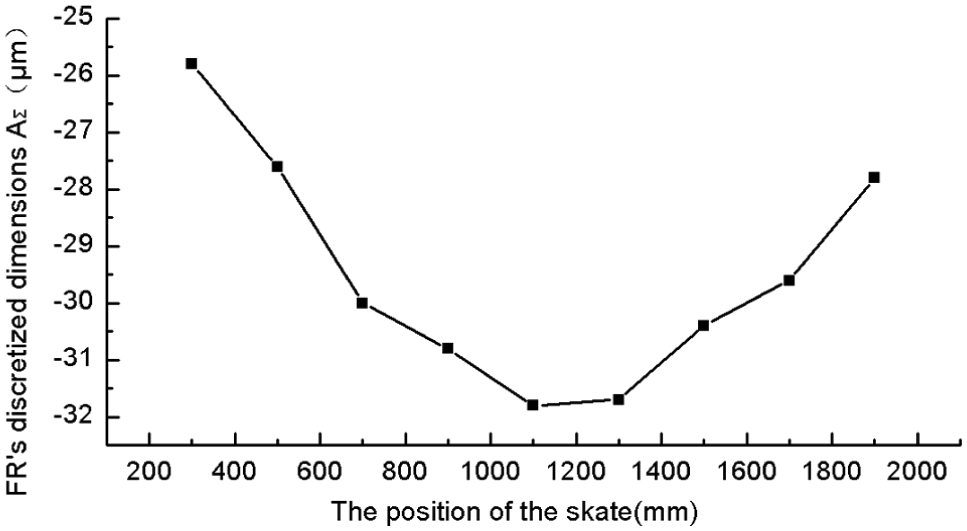
Tolerance position variations in the dimension AΣ under gravity condition.
In Figure 9, the variation in AΣ in the whole machining stroke is 6.1 µm. However, the FR of the straightness error is 6 µm, so the variation in the assembly dimensional chain under gravity cannot be ignored.
Calculating accuracy verification of the variable dimensional chain
In this section, all the factors are considered when calculating the variation of the dimensional chain. The calculating process is the same as section “Necessity of constructing the variable dimensional chain.” The variation values of the dimensional chain calculated in this section are compared with the actual measured values to verify the accuracy of the variable dimensional chain.
Experimental verification method
The first group of geometric errors was measured when the assembly process was completed. So the effects of residual stress and material creep can be ignored. The final deformations of the guideway’s surface M3 can be calculated by equation (16)

where Pi,j denotes deformations of the guideway’s surface when the assembly is completed; j (j = 1, 2, 3, 4) represents the deformations of the upper level installing surface (UP-Z direction in Table 1), upper vertical installing surface (UP-Y direction), lower level installing surface (DOWN-Z direction) and lower vertical installing surface (DOWN-Y direction), respectively; δi,j represents the simulated deformations of the guideways; δi′ represents the scraping amount of the point on the guideway’s surface; δ″ represents the value of the bed level.
The coordinates of point M0i,0 at nine positions can be obtained by substituting the deformations into the variable dimensional chain. And the straightness of the X-axis motion was measured by autocollimator Angle AIM PRO and its accuracy is 0.5″. Figure 10 shows the measurement principle of the straightness. The calculated errors were compared with the measured ones to verify the accuracy of the variable dimensional chain.
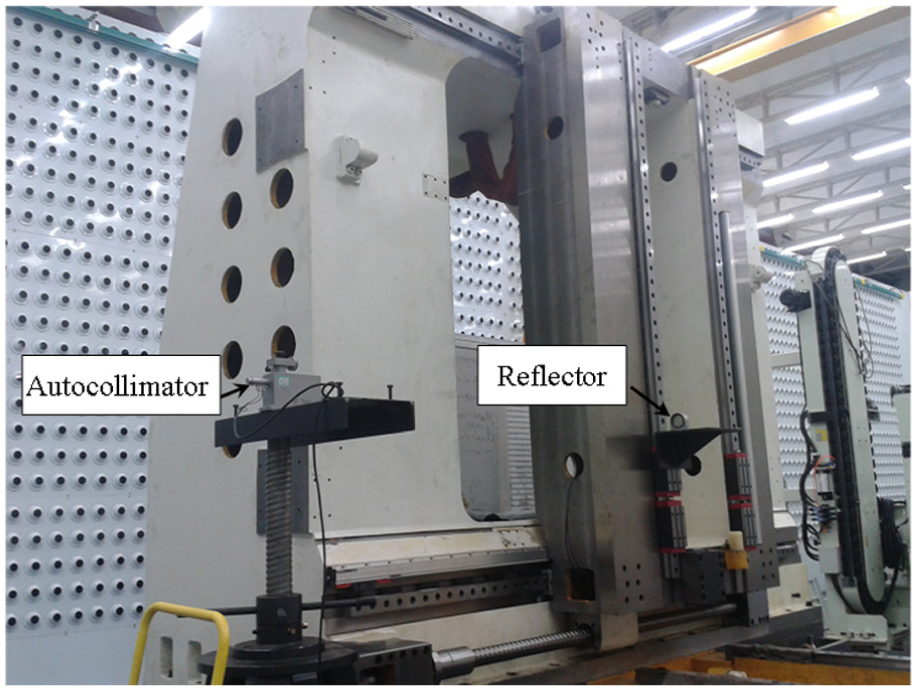
Measuring theory of the straightness of the X-axis motion.
Results
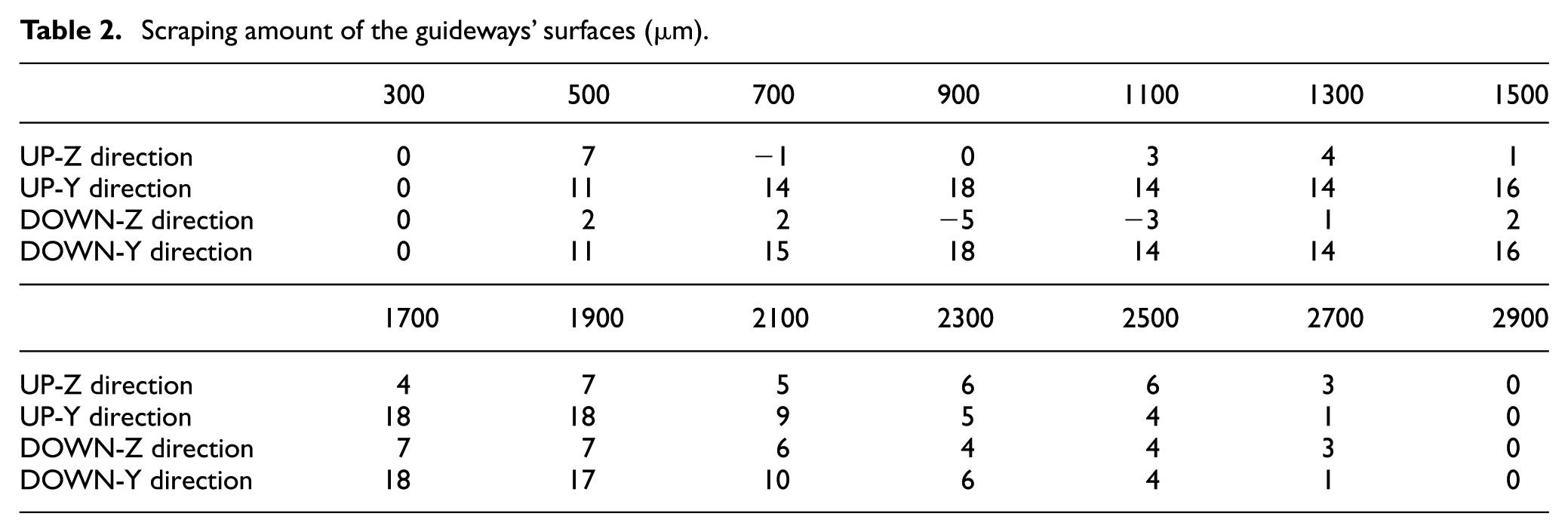
In equation (16), measuring result δ″ was that the right end is 5 µm higher than the left end of the bed. The scraping amount δi′ is shown in Table 2. The final deformations of the guideways’ surfaces (M3) were calculated when the assembly was completed, as shown in Table 3.
Scraping amount of the guideways’ surfaces (µm).
Final deformations of the guideways’ surfaces (µm).
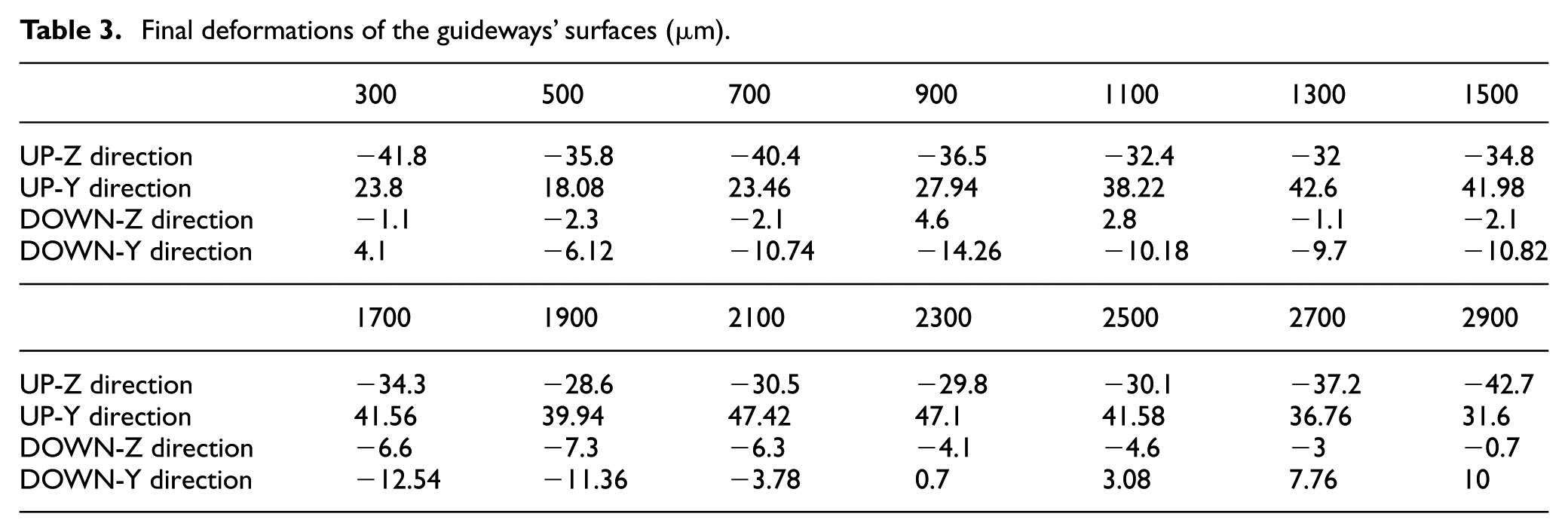
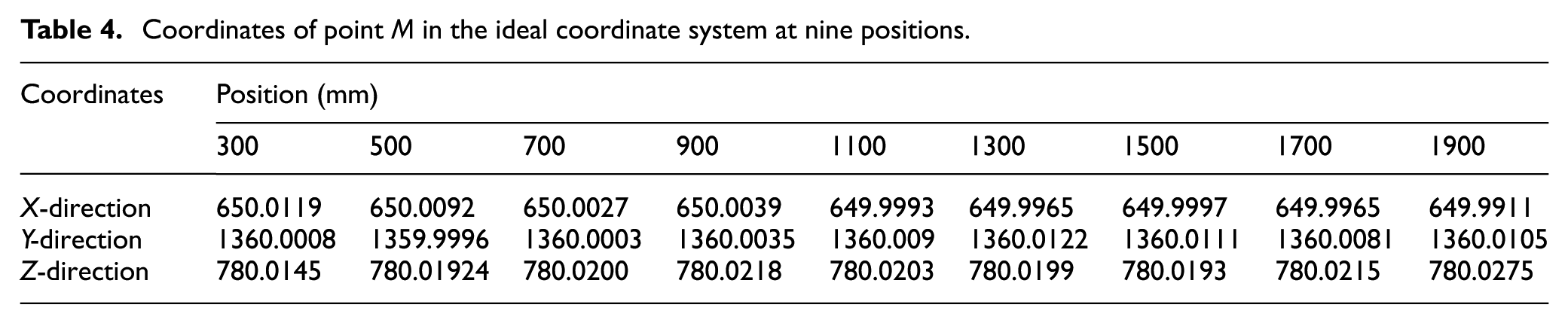
The coordinates of point M0i,0 at nine positions were obtained by substituting the deformations in Table 3 into equation (12), and the results are shown in Table 4. And then the straightness of the X-axis motion in planes XOZ and XOY is calculated by equations (15) and (14).
Coordinates of point M in the ideal coordinate system at nine positions.
The deformation data in Table 3 are actually the deformations of the discretized points used to characterize the guideways’ surfaces M3. Hence, the discretized points can be fitted into a plane, and the HTM can be derived, which has the same calculating process as equations (5)–(7).
Straightness of the X-axis motion in plane XOZ
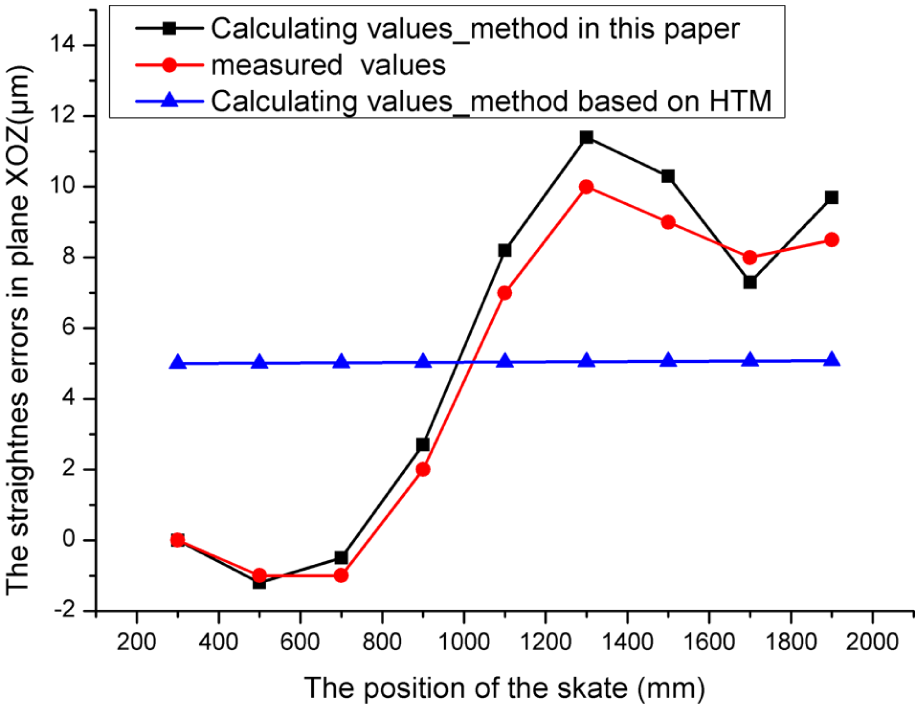
As shown in Figure 11, the straightness of the X-axis motion in plane XOZ calculated by the variable dimensional chain is 13.0 µm, while the measured value is 12 µm. The calculated errors by the model in this article and the measured results are approximately the same and the largest deviation is 1 µm at testing point 8, while the calculated errors by HTM method have a big difference compared with the measured results and the largest deviation is 6 µm.
Straightness of the X-axis motion in plane XOZ calculated by the variation dimensional chain in this article and the measured one.
Straightness of the X-axis motion in plane XOY
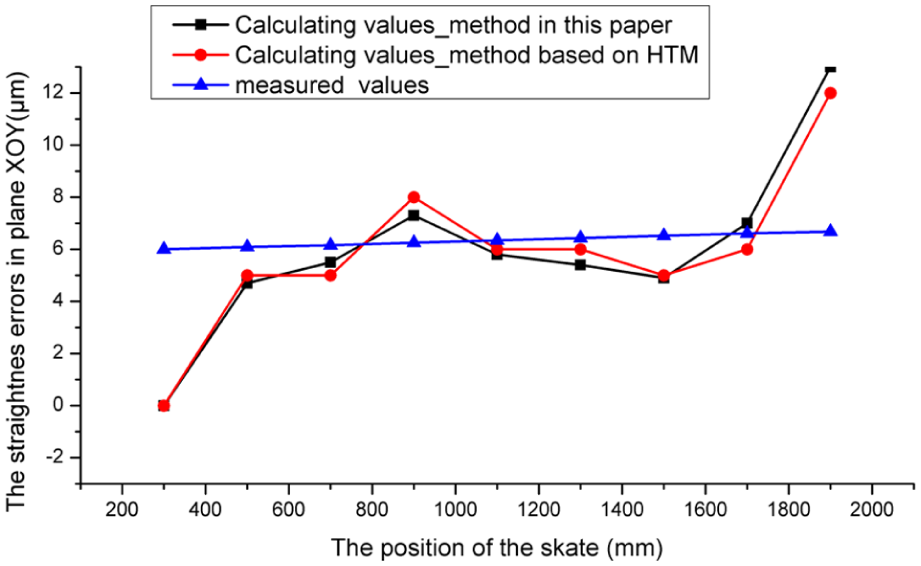
As shown in Figure 12, the straightness of the X-axis motion in plane XOY calculated by the variable dimensional chain in this article is 11.4 µm, while the measured value is 10 µm. The calculated errors by the model in this article and the measured results are approximately the same and the largest deviation is 1.4 µm at testing point 6, while the calculated errors by HTM method have a big difference with the measured results and the largest deviation is 5 µm. The accuracy of the variable dimensional chain of calculating the dimensional or geometrical error of FR had been verified.
Straightness of the X-axis motion in plane XOY calculated by the variation dimensional chain in this article and the measured one.
Tolerance analysis using Monte Carlo simulation method
The new tolerance analysis method combines the variable dimensional chain with Monte Carlo simulation method, which has been described in section “Monte Carlo simulation method.” Section “Necessity of constructing the variable dimensional chain” is actually a one-time calculating process of tolerance analysis. When the calculating process is repeated, the deviation variation range and probability distribution of FR can be derived.
The coordinates of M3 without considering the gravity deformation can be acquired as follows: the straightness tolerances of the guideway’s datum surfaces were transformed as a set of coordinate points according to the tolerance model. Because the coordinate point obeys a certain probability distribution in the whole variation zone, the coordinates of M3 can be acquired by randomly selecting coordinates, according to the probability distribution of the coordinate point.
In the design stage, the straightness values of the X-axis guideway in the planes XOY and XOZ are all 4 µm, and both of them obey a normal distribution. Then the variation range of the coordinates in M3 can be represented as equation (17) according to equation (4)

The deformation values of the guideways can be obtained by adding the randomly selected coordinates with the deformations of the guideways in Table 1. The coordinate transformation matrices were calculated by equations (5)–(7). Here, K23i is the rotation matrix, while K12 and K34 are the translation matrices. Based on these, one calculation process of calculating the coordinates of point M0i,0 is completed by equations (14) and (15). Repeating the sampling process, the variation range and the distribution of the straightness of the X-axis motion in two directions were calculated under the condition that the sampling times are 100,000. The calculating results are shown in Figure 13(a)–(d), which show the situations considering and not considering the effect of the gravities of mechanical assemblies.
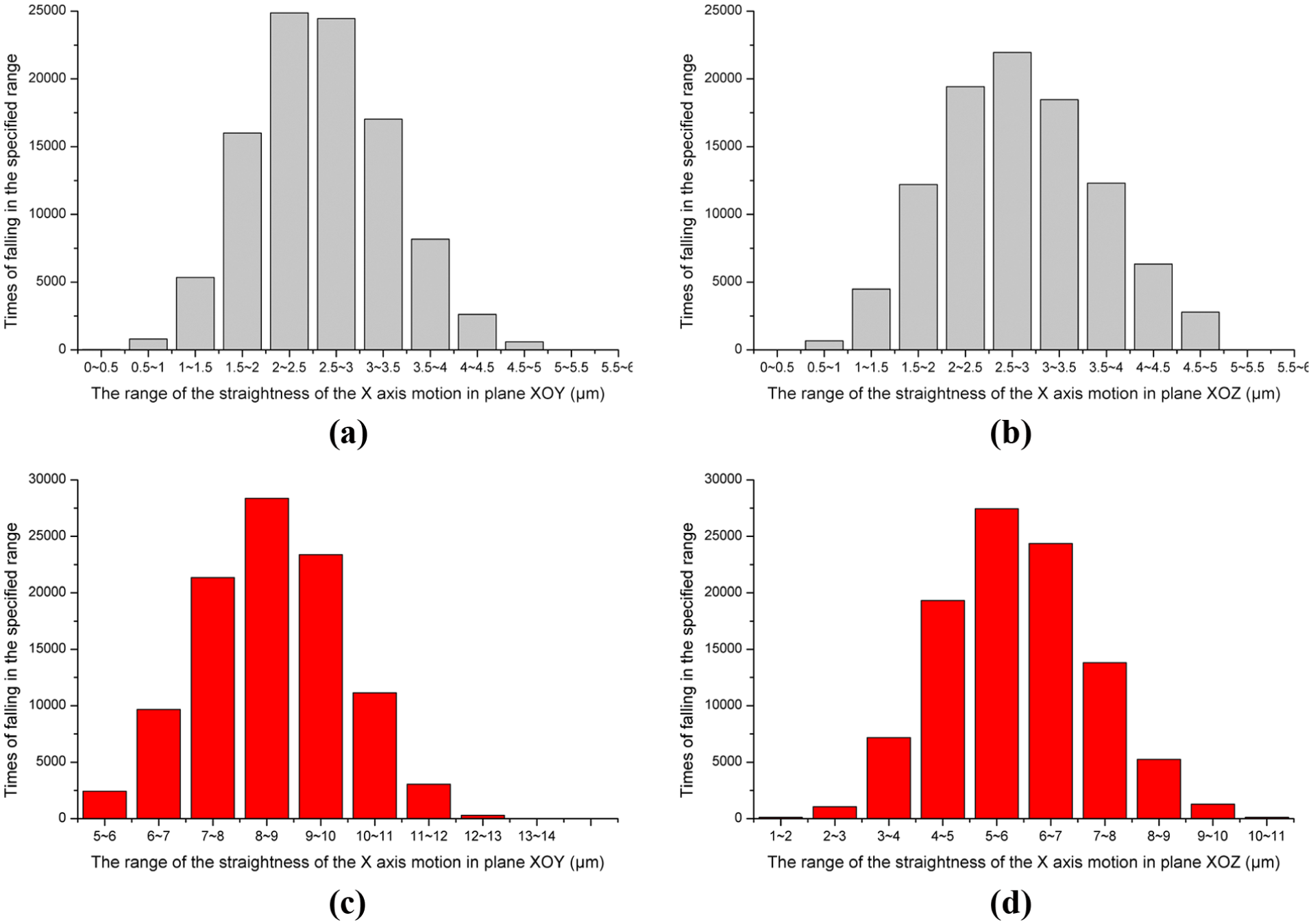
Probability distribution of the straightness of the X-axis motion: (a) the probability distribution of the straightness of the X-axis motion in Y-direction without considering the gravity, (b) the probability distribution of the straightness of the X-axis motion in Z-direction without considering the gravity, (c) the probability distribution of the straightness of the X-axis motion in Y-direction considering the gravity and (d) the probability distribution of the straightness of the X-axis motion in Z-direction considering the gravity.
The FRs of the straightness of the X-axis motion in two directions are both 6 µm. Comparing with Figure 13, the assembly successful rates of the straightness of X-axis motion in Y- and Z-directions were 99.96% and 100% when the effects of the components’ gravities were not considered, while the assembly successful rates were 2.43% and 55.13% if the gravities of the mechanical assemblies were considered. In this article, the effect of gravity on the tolerance analysis was analyzed, and the results show that the actual working conditions cannot be ignored in tolerance design.
Discussion
This article takes a horizontal machining center as an example to study the variable dimensional chain. The variation in the dimensional chain under gravity deformation was considered. The location or size of the tolerance of FR is influenced by the variation value of the dimensional chain induced by the actual working conditions. The variation value is either equal to or far greater than the tolerance of FR, so the variation in the dimensional chain has a significant influence on the tolerance allocation results and cannot be ignored in tolerance design. Based on the variable dimensional chain proposed, the tolerance analysis results were acquired on a horizontal machining center when the effects of the components’ gravities were considered and not considered. The results show that without considering the effect of gravity, the assembly successful rates of the straightness of X-axis motion in Y- and Z-directions were 99.96% and 100%, respectively, while the assembly successful rates were 2.43% and 55.13% when considering the gravity of the mechanical assemblies. Conclusion can thus be drawn that the actual working conditions have a great influence on the tolerance analysis results and cannot be ignored.
An experiment is carried out to verify the accuracy of the calculation results. The straightness errors of X-axis motion were calculated with the model presented in this article and the model based on HTM. The two calculating results were compared with the measured results. It can be seen that the calculation result based on HTM method was maximally 6 µm different from the measured value, a large gap than that of the calculation result based on the model proposed in this article. The reason lies in that the form deviation of the geometrical feature is ignored in the model based on HTM. The results show that the deviation stack-up function constructed by variable dimensional chain is more accurate than the method based on HTM.
Machine tool is typically a stroke-related mechanical assembly, and many components are associated with stroke, such as the bed component and the column component. Hence, it is necessary to construct the variable dimensional chain for stroke-related mechanical assembly. Deviation stack-up function which takes stroke as the independent variable is constructed via variable dimensional chain. With the variable dimensional chain proposed in the article, reasonable tolerance allocation under working conditions can be obtained.
Conclusion
This article presents a variable dimensional chain, which can reflect the variation in the dimensional chain under working conditions for stroke-related mechanical assemblies. The variable value of the dimensional chain will significantly influence the tolerance allocation results. Some conclusions can be drawn as follows:
The location or size of the FR’s tolerance is significantly influenced by the variation in the dimensional chain induced by the actual working conditions, so the variation in the dimensional chain must be considered at the tolerance design stage. This article takes a horizontal machining center as the example to study the variable dimensional chain. The variation in the dimensional chain under gravity deformation was considered. The results show that the actual working conditions have a great influence on the tolerance analysis results and cannot be ignored.
An experiment was carried out to verify the accuracy of the variable dimensional chain. The results show that deviation stack-up function constructed by variable dimensional chain is more accurate than the method based on HTM for stroke-related mechanical assemblies.
The application object of the variable dimensional chain is stroke-related mechanical assembly such as machine tools. Accurate deviation stack-up function that takes stroke as the independent variable is constructed via variable dimensional chain. With the variable dimensional chain proposed in the article, reasonable tolerance allocation under working conditions can be obtained.
Footnotes
Appendix 1
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by State Key Program of National Natural Science of China (51235009) and Basic Manufacturing Equipment of China (2012 ZX04012032).