
Abstract
Among modern manufacturing methods, lean manufacturing has been a dominant method used in many industrial sectors. The principle of the lean manufacturing is to eliminate the wastes present in various forms of the industry. The adoption of lean manufacturing in an industry could be identified by the leanness measurement through lean assessment. In lean assessment, the evaluator plays a vital role. Selecting the right person for the assessment will reduce the ambiguity, time consumption and computation time. Decision-makers play a vital role in lean assessment. Few studies have been found in the literature to select or identify the decision-maker. In this article, the TOPSIS-Simos method has been proposed to identify a lean resourced employee in the industry. The proposed method is case studied in the manufacturing industries. The lean resourced employee has been identified after computation. The proposed method could be applied to identify the lean resourced employee in all types of manufacturing industries.
Introduction
Lean manufacturing is the principle manufacturing method in the present world. It aims to reduce the wastes present in various forms in the organisation and non-value adding activities using various lean tools.1–4 The lean manufacturing methods have been from the Toyota production system. 5 In today’s world, industries should be competitive in their production methods in order to meet the global market. The lean system mainly focuses on value-added activities which improve the manufacturing system performance of an organisation. 6 In the evolution of the manufacturing era, the production method’s transformations started with craftsman production followed by mass production, leading to the current lean practised productions. 7 The major seven wastes present in the industry are overproduction, waiting, transportation, over processing, inventory, motion and defects.8–11 Added to this list, the underutilisation of employees is considered as the eighth waste. 12 The employees must be utilised in the proper manner throughout the production system, otherwise they would be considered as waste. Lean manufacturing comprises of various management practices. They are total quality management, total productive maintenance, pull production, cellular manufacturing, 5S, Kaizen and so on. To measure the presence and performance of lean activities in the industry, leanness was calculated through the lean assessment method. Lean assessment is the phenomenon of assessing an organisation or industry in order to find the level of leanness.11,13–15 Leanness may be categorised into lean, leaner, leanest or too lean based on the assessment score.16,17 Lean assessment has been carried out by an expert. The expert’s scores have been based on his perception during the leanness measurement of an organisation. The scores have been expressed in terms of points and linguistic terms, associated with fuzzy concepts.10,18,19
Literature review
The literature review has been categorised into two sections, namely, lean assessment SAE J4000 and Technique for Order Preference by Similarity to Ideal Solution (TOPSIS). The Society for Automotive Engineers (SAE) approved the SAE J4000 standard, called ‘Identification and measurement of best practice in implementation of lean operation’. The main section of the standard is composed of 52 components, divided into 6 elements (ethics and organisation, people and human resources, information system, client–supplier relationship and organisation, product and product management and product and process flow), which evaluate the implementation degree of principles related to lean operations, in a company.
Literature review on lean assessment
The degree of leanness possessed by a tableware manufacturing firm is evaluated with three hypotheses, and the result shows the evidence of leanness in the industry. The evaluation is based on questionnaire answered by chief executive level officers and production managers. 20 The leanness measurement method has been developed for the Indian auto components industry based on a 100-point scale. The parameters have been assessed by five experts from lean strategy implementation. However, the experts’ perception has a bias, overcome by the addition of some weight to their judgements. The vagueness in the expert’s score has been converted into fuzzy variables, and defuzzification was carried out to find the leanness index. 21 A systematic and logical method has been proposed to identify the leanness criteria, using the balance scorecard approach. Based on expert opinion, the lean criteria were extracted from the literature. The expert’s score has been considered with the criteria dependency over objectives. 22 A model was proposed for an automobile company to determine the leanness level. The model is based on artificial neural networks and the analytical hierarchy process (AHP; A2). The model could avoid the ‘group of decision-makers’ opinion’ which is a time-consuming process. Few decision-makers have been used for the judgement of the lean criteria. 23 A decision support system (DSS) has been developed based on the fuzzy logic concept for leanness assessment in the industry. To overcome the time consumption and the manual calculation, the DSS has been developed. Linguistic variables have been used for the assessment. The model has been validated with a case study conducted in a modular switch production industry. The decision-makers are all experts having great knowledge and experience, heading various departments in the industry. However, the ambiguity in the decision process has been based on the decision managerial perception. 12 A multi-grade fuzzy approach has been developed for leanness measurement in an organisation and validated it with a case study from an electronics manufacturing company. The experts’ perception is obtained on a 10-point scale. The scale of 8–10 represents ‘extremely lean’, 6–8 represents ‘lean’, 4–6 denotes ‘generally lean’, 2–4 indicates ‘not lean’ and 0–2 shows ‘extremely not lean’. The model is validated with the questionnaire answered by the department heads of various divisions in the organisation.24,25 Later, a fuzzy quality function deployment approach has been developed for the lean assessment. The model has been composed of lean competitive bases, lean attributes and lean enablers. An electronic switch manufacturing company has been considered for the validation of the model. The model has been validated with the experts’ opinion obtained in the Likert scale (0–10). 26
Literature review on TOPSIS
TOPSIS is one of the multi-attribute decision-making (MADM) methods used widely in many industrial scenarios and problems. Comparing many methods, such as the AHP, Preference Ranking Organisation Method for Enrichment Evaluation (‘PROMETHEE’), ‘ELimination and Choice Expressing REality’ (ELECTRE) and so on, TOPSIS has been used in many decision-making problems due to its simplicity and because it needs less computational calculation. The basic principle behind the method is to choose the best alternative, which has the shortest distance from the positive ideal solution and is farthest from the negative ideal solution based on the evaluating criteria.27–29
The hierarchical fuzzy TOPSIS (HTOPSIS) method has been proposed for truck selection based on 17 criteria and 7 alternatives. The best alternative has been identified after getting linguistic assessment from the operation manager of the transportation company. 30 A method has been proposed to evaluate the energy generation types based on nine alternatives and seven criteria. The AHP is used to obtain the weights, and the dominant energy generation has been identified using TOPSIS. 31 An HTOPSIS has been developed to identify the best supplier in the detergent production industry. (The hierarchy consists of objectives, criteria, sub-criteria and alternatives.) The criteria and sub-criteria have been identified and assessed by 10 experts. 32 A framework has been proposed to identify and prioritise the barriers of knowledge management adoption in supply chain management. The barriers have been identified and assessed by 15 expert members consisting of senior managers, IT representatives, project representative and senior executive member. 33 A fuzzy AHP and fuzzy TOPSIS method has been proposed for construction project selection and the key risk factors associated with it. Fuzzy linguistic variables have been used to rate the five criteria and have been assessed by decision-makers consisting of general managers, project managers, planning and control personnel, site engineers, site managers, design engineers and administrative personnel. 34 A model comprising of fuzzy AHP and TOPSIS has been developed for selecting the best plastic recycling method. The weightage of the criteria had been obtained, using the fuzzy AHP, and the best one has been identified after TOPSIS computation. The criteria had been identified through the literature and validated by various decision-makers of the industry. 35 The financial performance of shipping companies has been evaluated using the fuzzy TOPSIS method. A total of 15 criteria have been assessed by four expert members in linguistic terms. The best one has been identified using the TOPSIS. 36 Three types of fuzzy TOPSIS framework have been used to select green suppliers for a Brazilian electronics company. Three decision-makers had been engaged to evaluate the criteria with respect to linguistic variables. 37 A modified version of the intuitionistic fuzzy logic–TOPSIS method has been used to increase the decisional process time by neglecting the supra decision-maker. Intuitionistic Fuzzy Set (IFS) evaluation scale has been used to rate the decision-maker votes. The method has been applied with the case of identifying the best packaging machine. 38 A warehouse selection problem has been studied with various multi-criteria decision-making (MCDM) techniques. In TOPSIS evaluation, the Simos procedure has been used in the weighting the criteria. 39
Observations from the literature review
From the literature review, it has been observed that researchers have contributed abundantly to the various lean assessment methods and models, based on the response from the various expert members and decision-makers, possessing rich knowledge of the lean. The knowledge may differ from one person to another. The ambiguity of the decision-maker has been overcome using fuzzy logic techniques and other MCDM techniques. To find the crisp values in decision-making, the right employee has to be identified for the assessment scenarios.
Based on the literature survey on various organisations, it was observed that the various tools such as questionnaire survey, 100-point scale, balance scorecard approach, artificial neural networks with the AHP (A2), DSS, multi-grade fuzzy approach and fuzzy quality function deployment approach had been used for lean assessment by the previous researchers. The major losses of the previous lean assessment tools are the need of multiple experts (resources) required during the lean assessment activities along with the time consumption and identification of decision-makers.
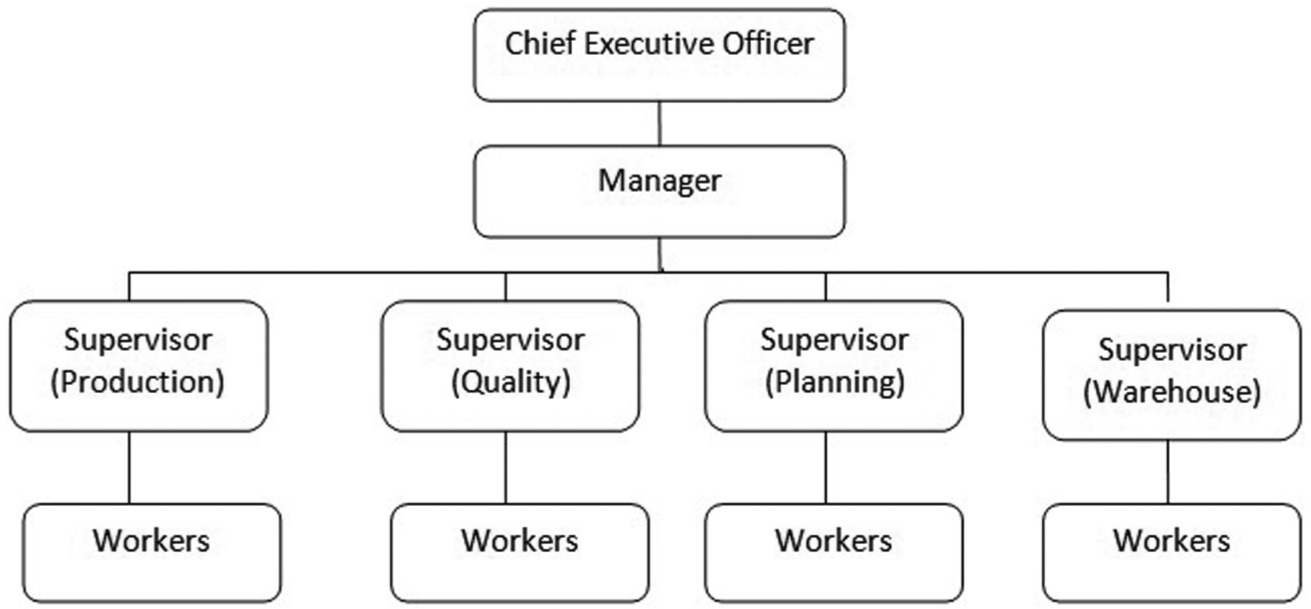
Figure 1 shows the general hierarchy existing in any industry. The decision-makers play various roles such as CEOs, managers and supervisors. Some of the models have been validated with an industrial case study. The decision-makers play a vital role in lean assessment. Few studies have been found in the literature to select or identify the decision-maker. At this point, the objective of this article is to find a model or method to identify the Lean Resourced Employee (LRE) from the industry. The LRE is the right man to act as an expert member or decision-maker in the case of the lean assessment of an organisation.
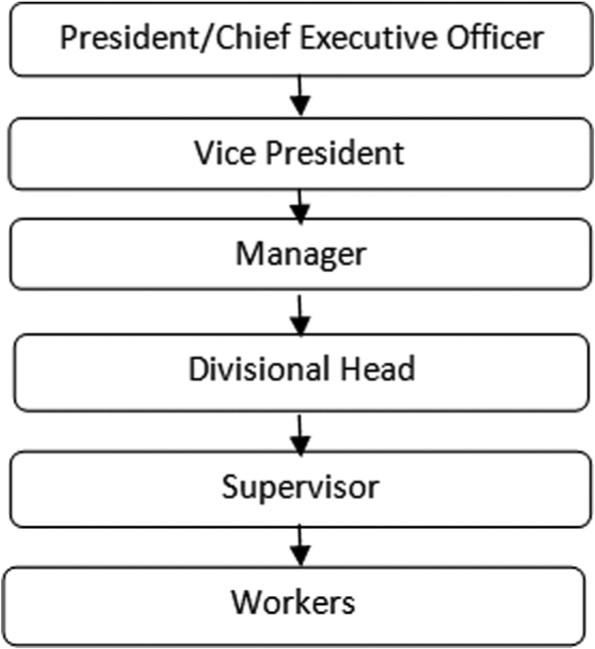
Hierarchy of employees in the industry.
Methodology
The methodology adopted in the research work is shown in Figure 2. Initially, the literature related to lean assessment and TOPSIS has been reviewed. From the literature review, the research gap has been identified. Based on the research gap, the problem and objective have been formulated. To solve the problem, the model has been developed. The case organisations are identified to find the lean resourced employee. The criteria have been identified through literature and finalised by experts in the industries. The alternatives have been identified by the CEO and manager in the case organisations, namely, rubber and mechanical equipment manufacturing industries. The ratings have been gathered from the alternatives. The modified Simos procedure has been used for the criteria rating, instead of matching the criteria with a gaming card. 40 After computation using the TOPSIS-Simos model, the alternatives have been ranked based on the computational values. The LRE has been identified after ranking.
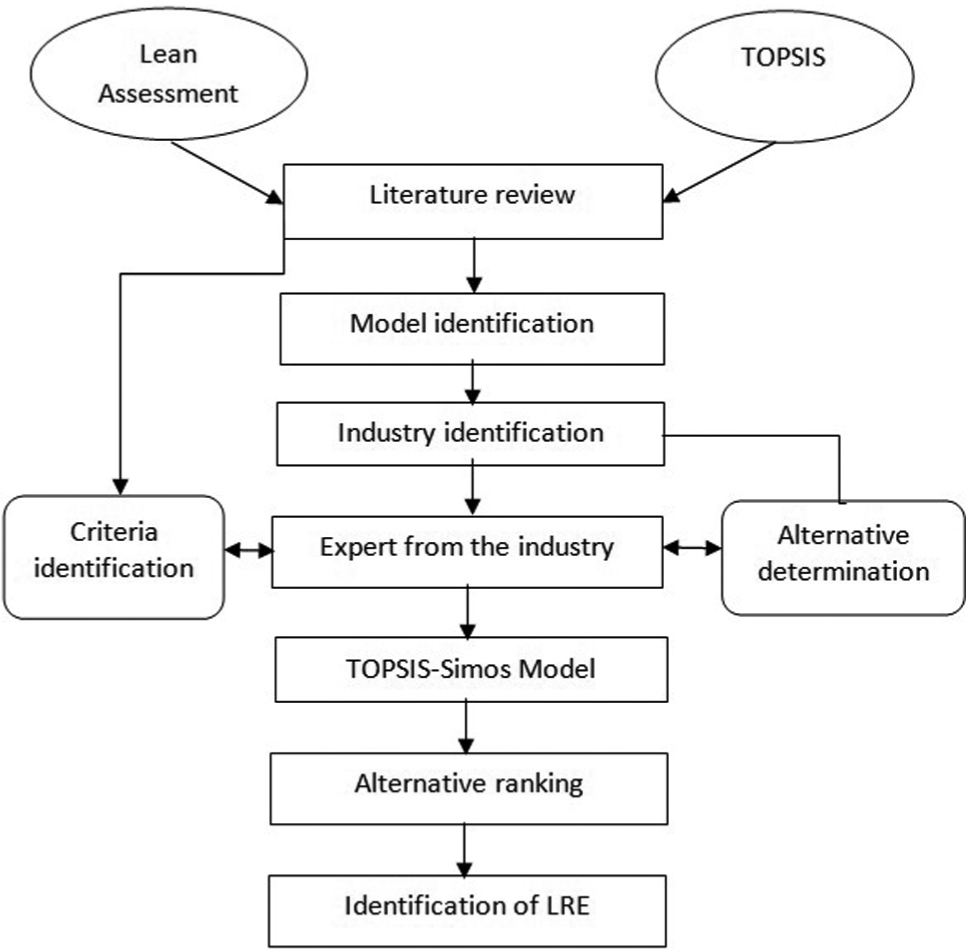
Flow chart of the research work.
TOPSIS procedure
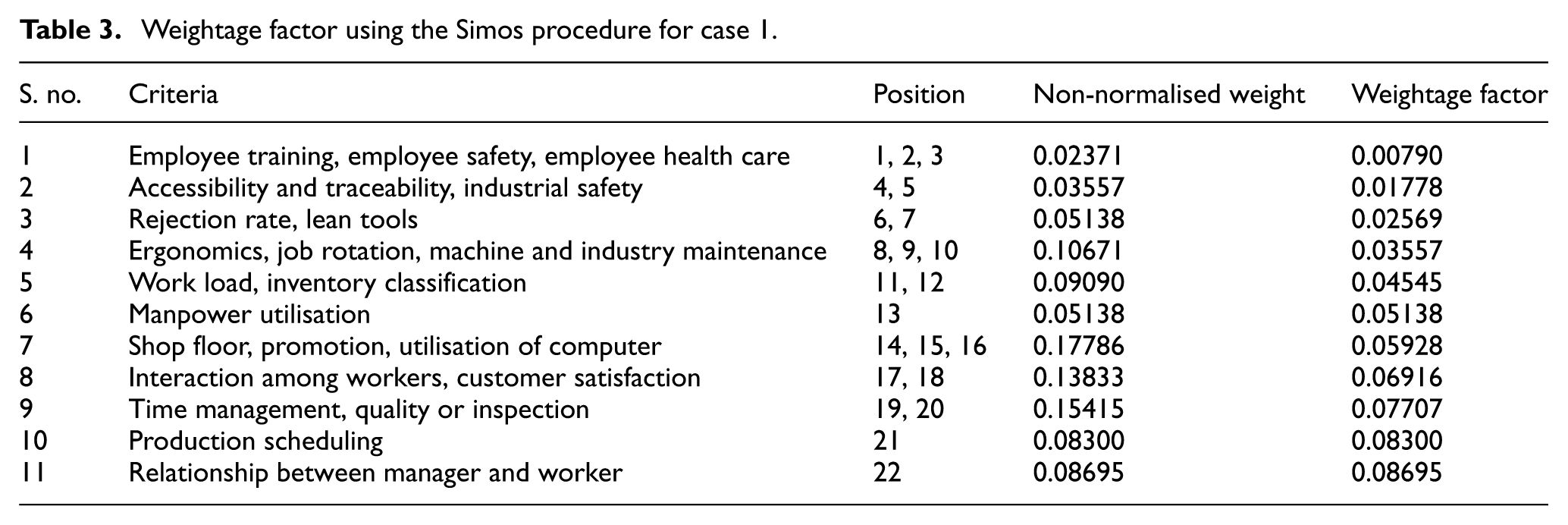
In this research work, the modified Simos procedure is used in the computational steps, which is shown in Table 3 and Table 5.40,41
Definite set of criteria = [C1, C2, C3, C4, …, C12, C13, C22]
In this study, the criteria have been assigned based on the assessment score. The TOPSIS computation steps has been carried out in the following procedure.41,42
Procedure 1
Equation (1) has been used to find the normalised performance matrix (rij )
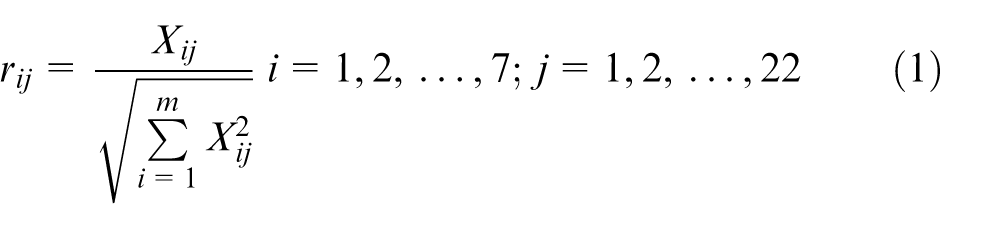
where ‘i’ denotes the number of alternatives, ‘j’ denotes the number of criteria and xij is a normalised matrix value.
Procedure 2
The weighted normalised matrix (

where
Procedure 3
If jth criterion shows a better performance
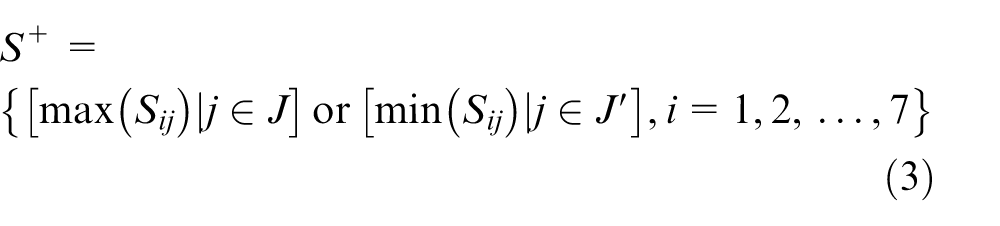
if jth criterion shows the worst performance, the S − values are determined, where S + represents a positive ideal solution and S − represents a negative ideal solution.
Procedure 4
The best alternative distance (


where i = 1, 2, 3, …, 7. j = 1, 2, 3, …, 22.
Procedure 5
Equation (6) has been used to find the closeness coefficient values

From the Ci value, the best alternative has been obtained.
Case study in a rubber industry
The case study has been carried out in a rubber industry located in Chennai. Only few studies have been attempted in the rubber industry. The various studies attempted in the rubber industry have been inventory classification in the rubber industry 43 and lean performance assessment in a tyre company. 44 The industry falls under the medium-scale range of industries, manufacturing rubber components particularly for automobiles. The company has been one of the leading suppliers of rubber components for major automobile industries. The company has been functioning with the employee strength of around 100 staff, employed in various divisions under various designations. From the employees, the alternatives have been determined.
Alternative determination
Figure 3 shows the hierarchy of the employees in the rubber industry. The industry has been managed by the managing director, manager and supervisors working in various departments. The various departments of the industry include production, planning, quality and warehouse operation. The alternatives have been defined, after interaction with the managing director and manager. The supervisors working in the various departments have been considered as the alternatives. In this study, the supervisors have been playing a major role in the operation management of the industry. They have vast exposure to the various corners of the industry. It had been decided by the experts to identify an LRE from the group of seven supervisors working in various departments of the industry. The supervisors have been named as A, B, C, D, E, F and G. Alternatives A and B are from the production department, C and D are from the planning department, E is from the warehouse operations and F and G are from the quality department.
Hierarchy of the employees in the rubber industry.
Criteria identification and assessment
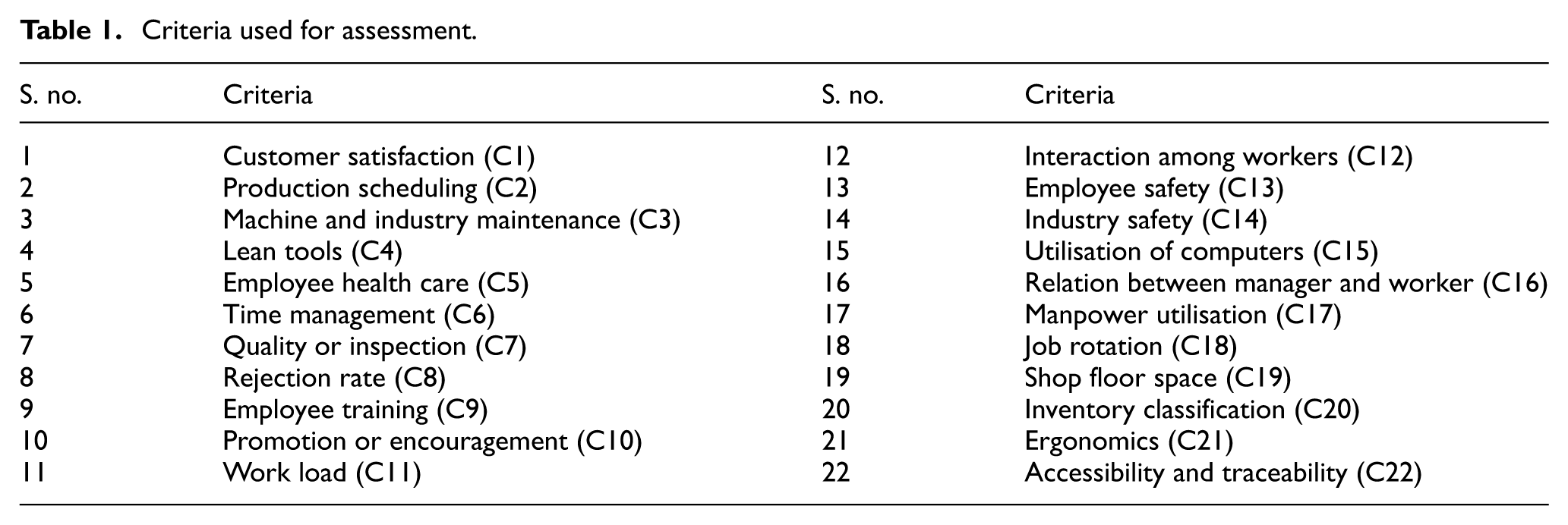
The criteria for the evaluation have been identified through the literature. The identified criteria have been obtained from the key performance indicators of lean, critical success factors of lean and lean enabled factors.9,44–47 The identified criteria have been discussed with the expert from the industry. Based on the needs of the industry and expectation of the expert, the criteria have been pruned to 22. The identified criteria have been listed in Table 1. The supervisors have assessed the criteria on an 11-point measurement scale, 48 where 0 indicates no knowledge about the criteria, 10 shows expertise on the criteria and 5 indicates partial knowledge about the criteria as shown in Figure 4.
Criteria used for assessment.
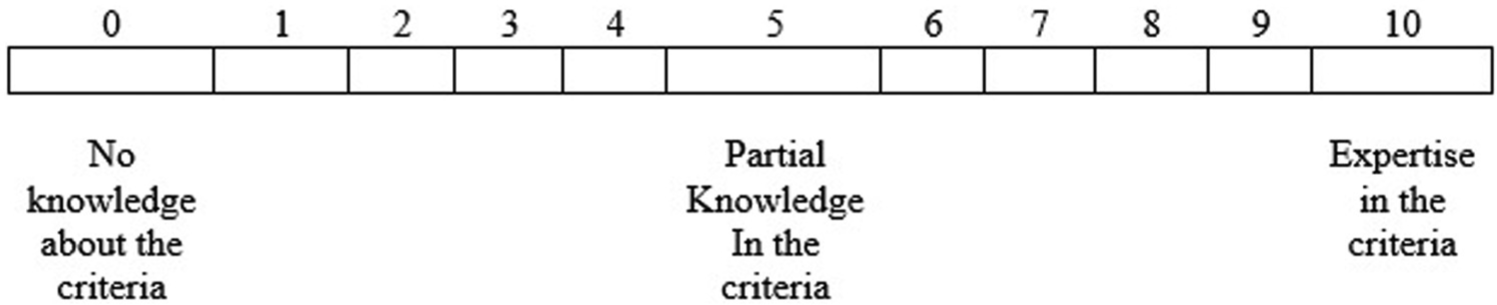
Criteria assessment format.
Assessment scores
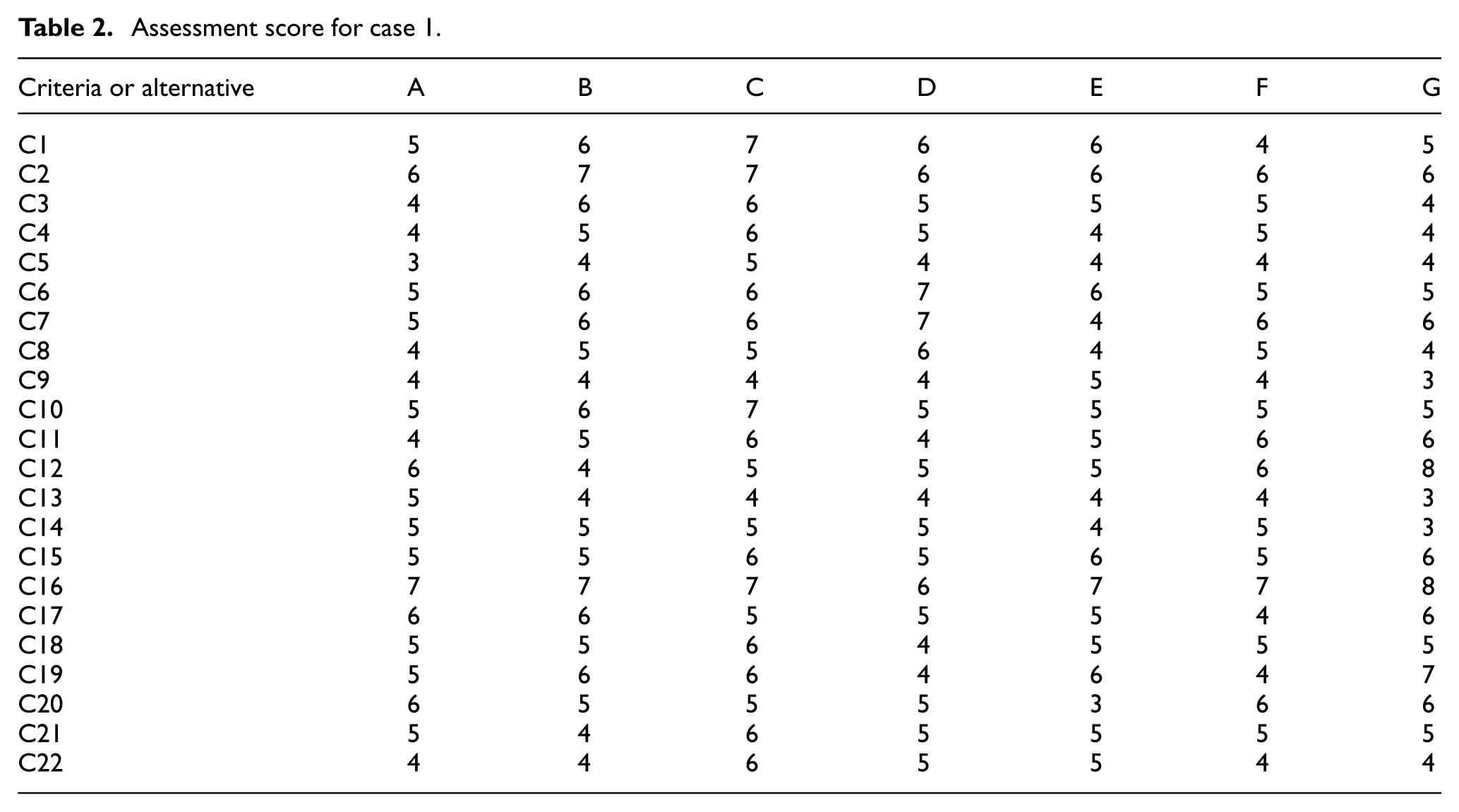
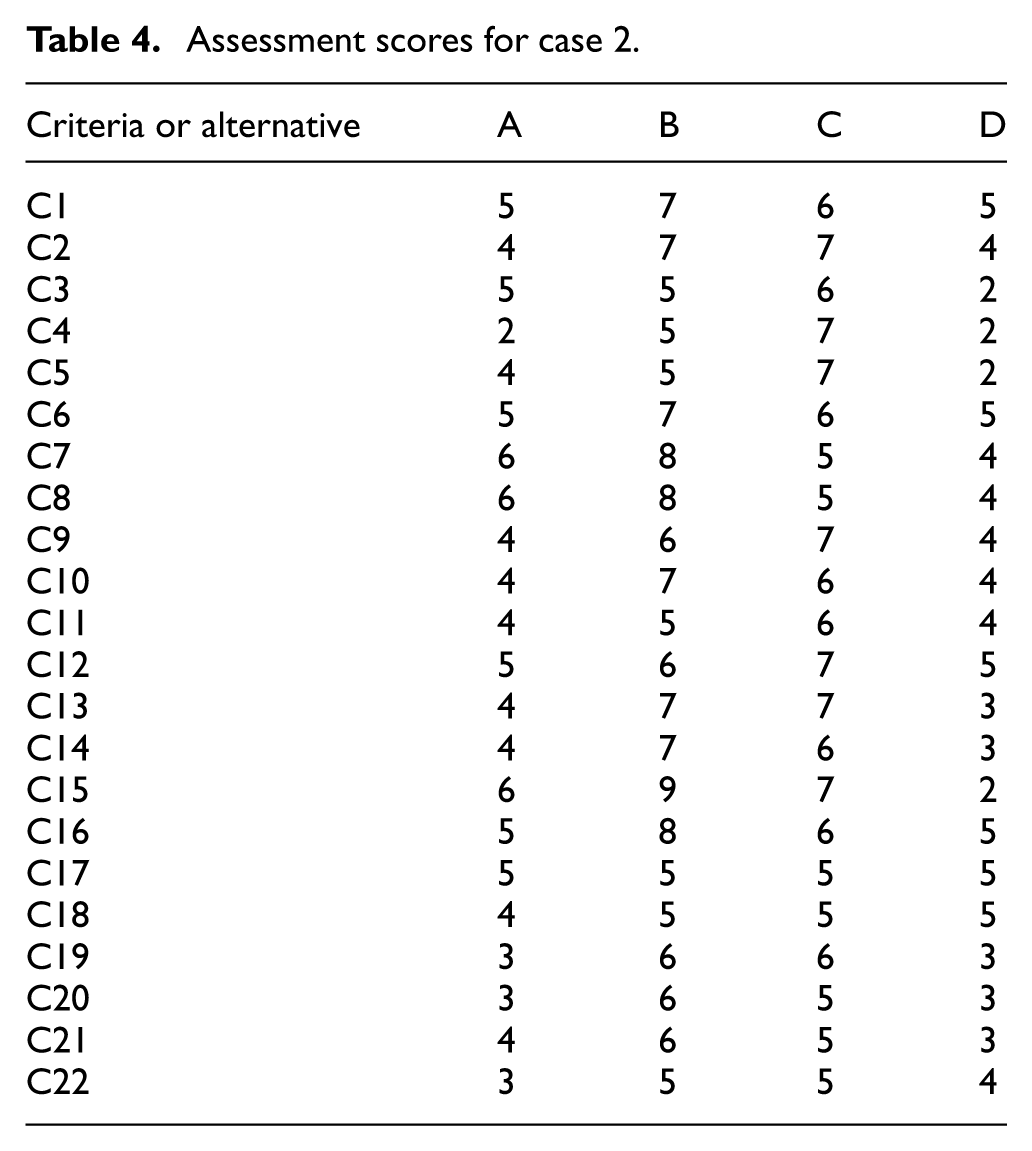
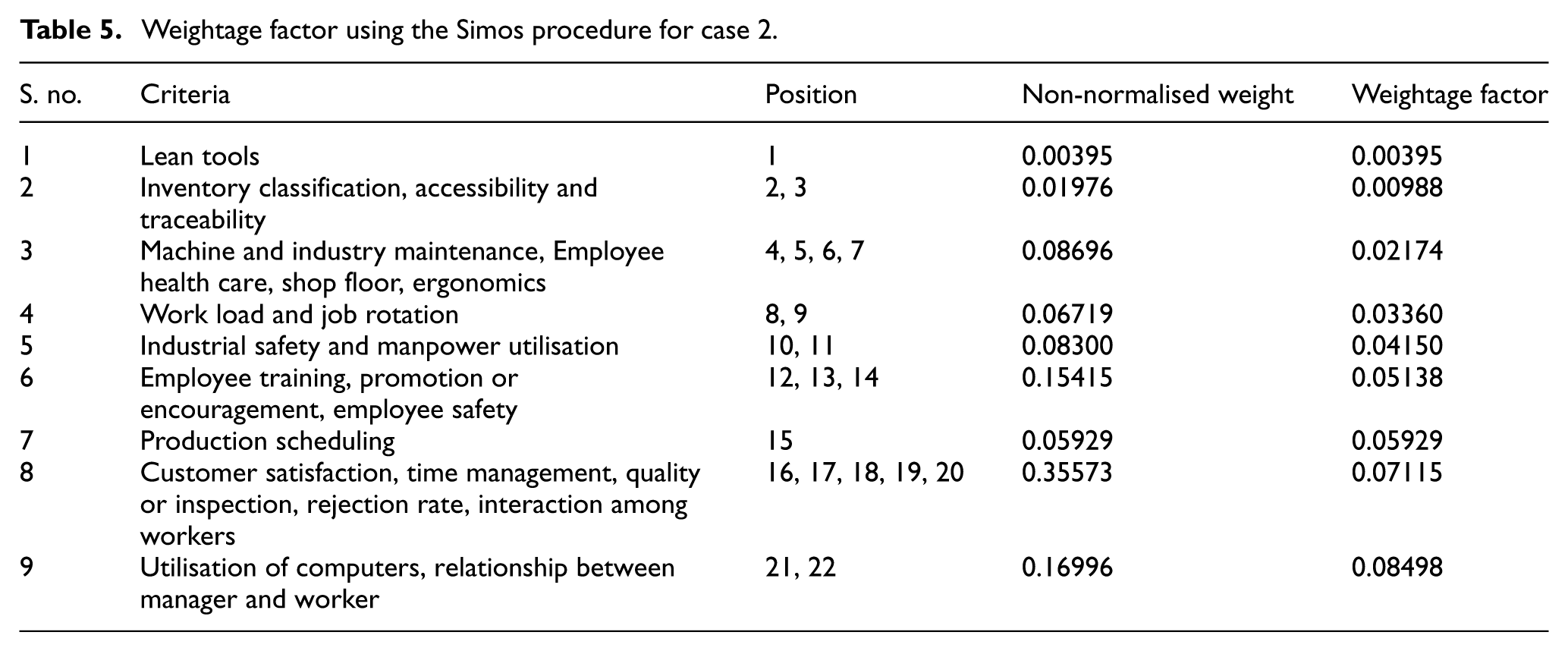
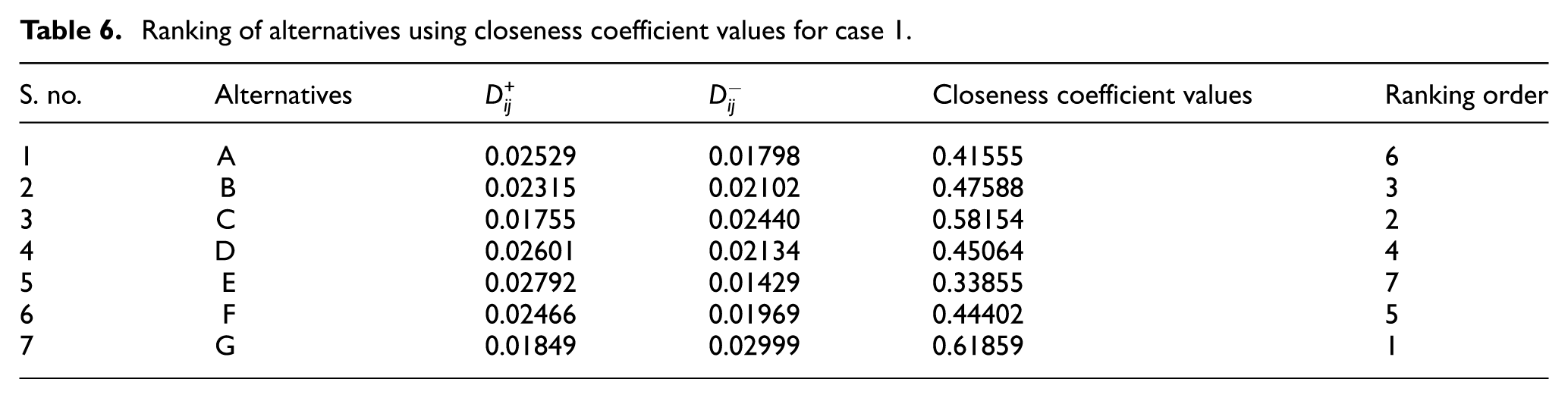
The criteria have been assessed by the supervisors, and their scores have been tabulated in Table 2 and table 4. The supervisors have gone through each criterion, and the scores have been chosen based on their own knowledge and exposure to the criteria. The results obtained from the alternatives have been arranged from the least important to the most important. 40 The weighted values of each criterion have been tabulated in Table 3 and table 5. The normalised and weighted normalised matrices have been designed, using the Simos procedure using equations (1) and (2). For each criterion, the best and worst performances have been calculated using equation (3). The positive and negative ideal values of each alternative have been computed, using equations (4) and (5). The computed values have been tabulated in Table 6 and Table 7.
Assessment score for case 1.
Weightage factor using the Simos procedure for case 1.
Assessment scores for case 2.
Weightage factor using the Simos procedure for case 2.
Ranking of alternatives using closeness coefficient values for case 1.
Ranking of alternatives using closeness coefficient values for case 2.

Case study in a mechanical equipment manufacturing industry
The second case study has been carried out in a mechanical equipment manufacturing industry located in Chennai, manufacturing equipments and special purpose machineries for industries such as paper and boards, pharmaceuticals, oil and gas, chemicals and fertilisers, sugar and confectionaries and distilleries. The firm is headed by a CEO followed by four supervisors working in various departments. The company has been functioning with the employee strength of more than 75, employed in various divisions under various designations. From the employees, the alternatives have been determined.
Alternative determination
The alternatives have been defined, after interaction with the managing director and manager. The supervisors working in the various departments have been considered as the alternatives. Also, in the second study, the supervisors have been playing a major role in the operation management of the industry. They have vast exposure to the various areas of the industry. It had been decided by the experts to identify an LRE from the group of four supervisors working in various departments of the industry. The supervisors have been named as A, B, C and D. Alternatives A and B are from the quality department, whereas C and D are from the production department. The criteria used for assessing case 1 study have also been used in the second case.
Results and discussion
In the rubber industry, the closeness coefficient values of the alternatives have been computed using equation (6) and tabulated in Table 6. Based on the closeness coefficient values, the alternatives have been ranked. From the results, the alternatives have been arranged in the following sequence: G, C, B, D, F, A and E. G has been found to be the best alternative identified from the results. The supervisor G belongs to the quality department of the industry and having a working experience of around 7 years. In this study, it has been found that the alternative G exhibits maximum awareness and exposure to the lean principles and tools. The maximum score given by G to the criteria was interaction among workers and relationship between the manager and workers. The minimum score awarded to the criteria was employee training, employee safety and industry safety. It is clearly evident that the employee has been well versed in interacting with the manager and the workers. Although he has been found to be a little unaware about the safety and training principles followed in the industry, he has been identified to be the right worker to act as the LRE of the industry. He could act as the decision-maker in the case of the lean assessment of the organisation and also act as a team head while implementing the lean tools in the organisation.
In the case of mechanical equipment manufacturing industry, the closeness coefficient values of the alternatives have been computed using equation (6) and tabulated in Table 7. The alternatives have been ranked based on the closeness coefficient values. From the results, the alternatives have been arranged in the following sequence: B, C, A and D. B has been found to be the best alternative identified from the results. The supervisor B belongs to the quality department of the industry and having a working experience of around 15 years. In the current case, alternative B has been found exhibiting maximum awareness and exposure to the lean principles and tools. The maximum score given by B to the criterion is utilisation of computers. It is clearly evident that the employee has been well versed in using the computers in the industry. He has been identified to be the right worker to act as the LRE of the industry. He could act as the decision-maker in the case of the lean assessment of the organisation and also as a team head while implementing the lean tools in the organisation.
Lean manufacturing is a continuous improvement method, considering all the operation management activities involved in the industry. It focuses on identification and elimination of non-value-adding activities existing in the industry. Lean principle is focused on maximising the production output, quality of the product by minimising the production cost, shop floor space, inventory, lead time of the product and customer satisfaction. The various tools which stabilise the production system towards lean were just in time (JIT), Kanban, standardised work load level, visual control and Kaizen. The first step in implementing a lean manufacturing starts with finding the current leanness level of the organisation. Thereafter, based on the lean score or index, the lean culture existing in the organisation has been found to carry out the lean assessment, the SAE approved the SAE J4000 standard, called ‘Identification and measurement of best practice in implementation of lean operation’. The SAE J4000 document lists the criteria, through which an organisation will be working towards the lean manufacturing principles, always focusing on the waste elimination or minimisation. The standard SAE J4000 has not defined a way to measure the implementation level of practices in the lean management in the organisation. Decision-makers play a vital role in lean assessment. They play various roles such as CEOs, managers, supervisors, academic and lean experts who possess rich knowledge and exposure, experience in the lean manufacturing. To find the crisp values in decision-making, the right employee has to be identified for the assessment scenarios. Few studies have been found in the literature to select or identify the decision-maker. At this point, the objective of this article is to find a model or method to identify the LRE from the industry.
The two cases presented above have discussed and validated the findings using the proposed method as a potential decision-making method for dealing with the selection of the LRE in the manufacturing industry. The LRE for the cases has been found after computation. In the literatures, many methods have been proposed to identify the leanness of the organisation, lean assessment of the organisation. The studies had been carried out using various scale measurements such as Likert, 25 10-point scale, 24 100-point scale 21 and 11-point scale. 48 The bias in the expert’s decision had been overcome by converting the scores into fuzzy linguistic variables. To reduce the time and manual calculation, DSS had been developed to find the leanness of the organisation. Fuzzy linguistic variables have been inbuilt within the DSS. The ambiguity of the decision-maker has been overcome using fuzzy logic techniques and other MCDM techniques. However, the knowledge may differ from one person to another. Comparing many methods, such as the AHP, PROMETHEE, ELECTRE and so on, TOPSIS has been used in many decision-making problems due to its simplicity and because it needs smaller computational calculation. The basic principle behind the method is to choose the best alternative, which has the shortest distance from the positive ideal solution and is farthest from the negative ideal solution based on the evaluating criteria.26–28 The proposed model could overcome the above-mentioned limitations. The model has been used to analyse the lean principle knowledge of the employee thoroughly using the criteria. Using the model, the organisation could identify the right person or team members to implement the lean principles, tools in the organisation.
Conclusion
The assessment of leanness in the organisation gains vital importance in the present manufacturing scenario. There are many methods and instruments to measure the effectiveness of lean implementation in the organisation. To carry out the lean assessment, the SAE approved the SAE J4000 standard, called ‘Identification and measurement of best practice in implementation of lean operation’. The standard SAE J4000 has not defined a way to measure the implementation level of practices in the lean management in the organisation. The SAE J4000 document covers six lean implementation areas: management or trust, people, information, supplier or organisation or customer chain, product and process or flow. It also lists 52 components, which provide measurable points of reference for successful lean implementation; however, to measure the score of the six implementation areas of any organisation, an assessment would be carried out using 52 components with the help of a decision-maker who is well known with the lean tools, wastes and activities. The document has not been listed by any components or tools to identify a decision-maker. Decision-makers have been playing a major role in the lean assessment of the industry. They should possess rich knowledge, exposure and experience in the lean manufacturing. To find the crisp values in decision-making, the right employee has to be identified for the assessment scenarios. Based on their perception, the industry’s leanness has been assessed. Selecting the right employee for the decision-making process has always been an important task. The identification will reduce the time consumption, uncertainty and the need for multiple experts. Under this circumstance, the TOPSIS-Simos method has been proposed to find the LRE from the industry. The proposed method is to identify the LRE from the industry. The LRE is the right man to act as an expert member or decision-maker in the case of the lean assessment of an organisation. TOPSIS has been used in many decision-making problems due to its simplicity and because it needs less computational calculation. The modified Simos procedure is used in the computational steps. In the proposed method, the weightage of the criteria has been computed using the modified Simos procedure. The scores obtained from the alternative have been arranged from the least important to the most important. Then, the TOPSIS methodology has been used to identify the LRE from the various alternatives. The LRE would act as the decision-maker during the lean assessment of the industry. The proposed method has been studied in a rubber industry and mechanical equipment manufacturing industry. The LRE has been identified after the computation. The lean employee could act as the decision-maker or as an expert member during the lean assessment in the industry.
Limitations and scope for future work
In this study, the TOPSIS-Simos method has been used to identify the LRE in a rubber industry. Furthermore, other techniques such as ELECTRE, VIKOR, Grey relation analysis and AHP could also be used for the identification process. The proposed method could further be validated with case studies from various other manufacturing industries.
Footnotes
Acknowledgements
The authors acknowledge the anonymous reviewers who reviewed this article and their valuable suggestion.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support provided by the Centre for Research, Anna University, Chennai, for carrying out this research work through the Anna Centenary Research Fellowship CR/ACRF/6 January 2012.