
Abstract
The three main pillars of sustainability are the society, the environment, and the economy (people, planet, and profit). The key drivers that sustain these three pillars are energy and resource efficiency, a clean and ‘green’ environment that incorporates effective waste reduction and management, and finally cost-effective production. Sustainable manufacturing implies technologies and/or techniques that target these key drivers during product manufacture. Because of the effort and costs involved in the machining of titanium and its alloys, there is significant scope for improved sustainable manufacturing of these materials. Titanium and its alloys are extensively used for specialized applications in aerospace, medical, and general industry because of their superior strength-to-weight ratio and corrosion resistance. They are, however, generally regarded as difficult-to-machine materials. This article presents an overview of previous and current work and trends as regards to sustainable machining of titanium and its alloys. This article focuses on reviewing previous work to improve the sustainable machining of titanium and its alloys with specific reference to the selection of optimum machining conditions, effect of tool materials and geometry, implementing advanced lubrication and/or cooling techniques, and employing advanced and hybrid machining strategies. The main motivation is to present an overview of the current state of the art to discuss the challenges and to suggest economic and environment-friendly ways for improving the machinability of titanium and its alloys.
Keywords
Overview
A primer on sustainability
In general, ‘sustainability’ is the ability to continue a defined behaviour indefinitely. Higher demand for resources due to the increasing world population and the associated environment impacts thereof are put forward as the main reasons for requiring sustainable development. The United Nations defines sustainability as ‘Development that meets the needs of the present without compromising the ability of future generations to meet their own needs’.1,2
According to US Department of Commerce, sustainable manufacturing is defined as ‘the creation of manufactured products using processes that minimize negative environmental impacts, conserve energy and natural resources, are safe for employees, communities, and consumers, and are economically sound’.3,4 It includes (1) the manufacturing of ‘sustainable’ products and (2) the sustainable manufacturing of all products. The former includes exploring sources of renewable energy and green and social equity–related products. The main aspects concerned with the latter, that is, sustainable manufacturing of products are developing and establishing energy efficient, non-polluting, economical, and viable processes for manufacturing of products.5,6 Furthermore, the implementation of such processes/techniques ensures the societal well-being and economic growth adopting the system-level approach throughout the whole life cycle of a product.7,8
Figure 1 displays the three pillars of sustainability (economy, environment, and society) in context with the key drivers. The key drivers that underpin these pillars are energy, cost and resource efficiency, waste reduction and management, personnel health and operational safety, and environment friendliness.1,5,9 Sustainable manufacturing requires simultaneous consideration of economic, environmental, and social implications associated with the production and delivery of products.
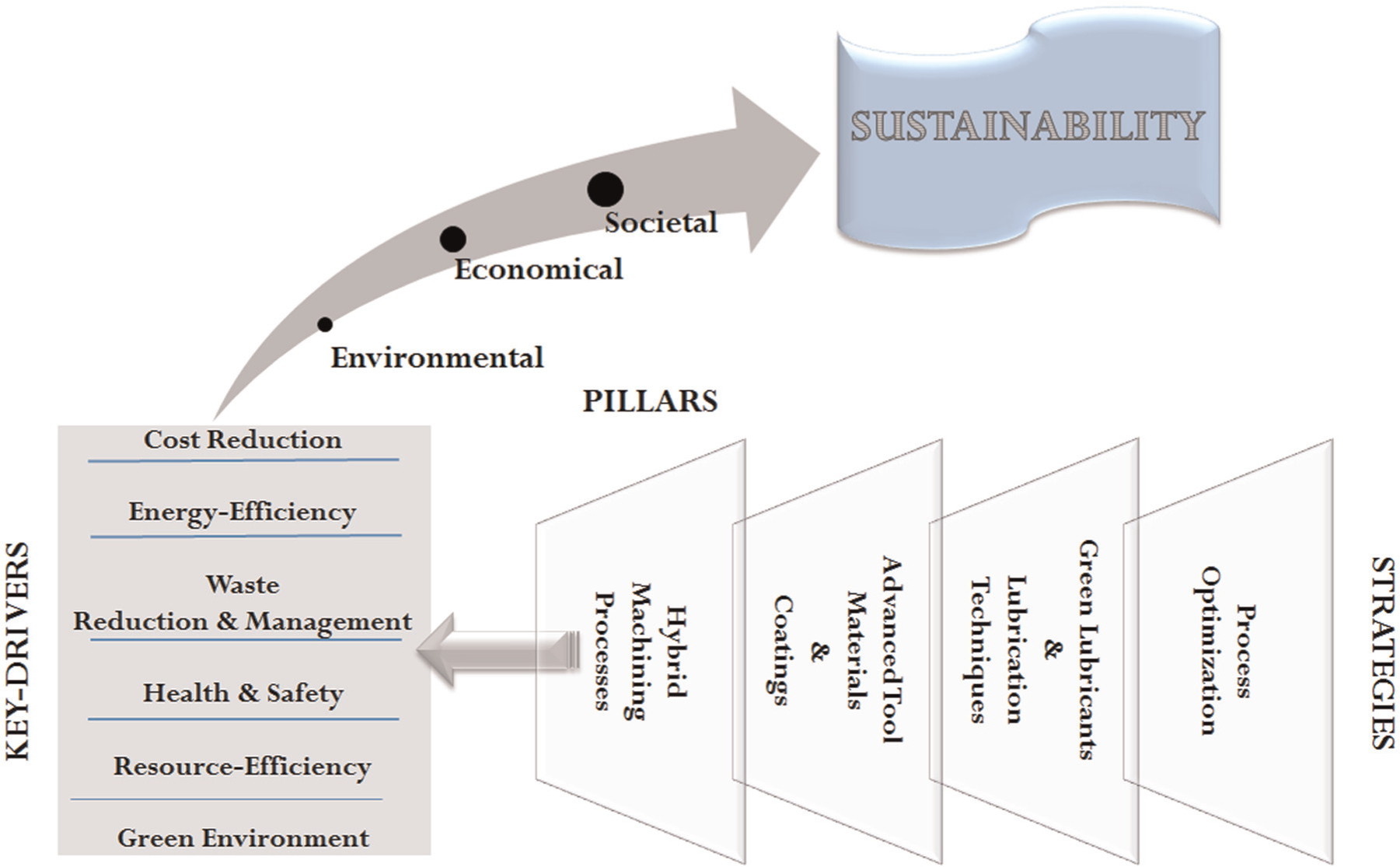
Schematic showing various sustainable machining strategies attaining key drivers to strengthen the three pillars of sustainability.
Various sustainable manufacturing strategies and corresponding techniques such as the use of smart materials, advanced composites and coatings; employing advanced manufacturing practices such as hybrid processes, additive manufacturing techniques, environmentally conscious/green machining, lean manufacturing practices, automation, enterprise resource planning and product life cycle management systems; and recycle and remanufacturing exist. These are the prime means to attain the key drives targeting to strengthen the three pillars of sustainability.7,8 Moreover, the sustainability of machining processes is influenced significantly by the process parameters, tool geometry, tool material, workpiece material, part geometry, and the associated process cooling and lubrication strategies employed (Figure 1). Improved sustainability during machining may then be attained by:8–10
Selecting optimum machining conditions to minimize energy consumption and to maintain cost efficiency;
Selection of suitable tool materials, geometries, and coatings to minimize tool failure and improving part quality thereby maintaining resource efficiency;
Employing hybrid machining processes (HMPs) for reducing the process chain by eliminating the need for subsequent finishing operations;
Adopting advanced lubrication/cooling techniques such as minimum quantity lubrication (MQL) and cryogenic cooling to minimize the cost associated with these fluids and reduce the environmental impact that these may have when discarded or recycled.
Ample published literature exists on the machinability improvement of titanium alloys using different sustainable machining strategies. The aim of this review article is therefore to extract the most important information collectively among the available literature and to offer a brief review and discussion of the mechanism and working of the techniques and strategies employed. The following section briefly introduces titanium and its alloys along with the perceived difficulties encountered during machining.
Introduction to titanium and its alloys
The ‘wonder metal’ titanium is the ninth most abundant element in the earth’s crust and fourth most abundant structural metal. 11 It is a low-density element which can be strengthened significantly by alloying and deformation processing. In general, titanium and its alloys exhibit high strength-to-density characteristics, exceptional corrosion and erosion resistance, bio-compatibility, high fatigue strength, and attractive mechanical properties. Consequently, it is used extensively in:
Aerospace applications (aircraft engines and airframes, missiles, and spacecraft);
Chemical and petrochemical production;
Hydrocarbon production and processing;
Power generation;
Desalination, nuclear waste storage, pollution control, ore leaching and metal recovery, and offshore marine deep sea applications;
Automotive components;
Food and pharmaceutical processing;
Recreation and sports equipment;
Medical implants and surgical devices.
Both pure (unalloyed) and alloyed forms of titanium have diverse application areas. Lower-strength largely commercially pure titanium alloys (ASTM Grades 1–4, 7, 11) are used mostly for their corrosion resistance coupled to adequate strength. The high-strength alloyed grades (α, near-α, α-β, and β alloys) are used mostly for their superior strength-to-weight ratios and good corrosion resistance in aerospace, automotive, and biomedical applications. Grade 5 (Ti-6Al-4V) is an example of α-β alloy grade that is widely used in aerospace and for biomedical applications because of its high strength-to-weight ratio. It is the most common Ti alloy used and accounts for more than 50% of all Ti alloys used. Grade 2 and 4 are examples of widely used commercially pure Ti alloys. The former is extensively used for its superior corrosion-resisting properties in applications such as heat exchangers while the latter finds widespread use in biomedical applications because of its good corrosion resistance coupled to an improved (relative to Grade 2) mechanical properties.
Many of these applications require significant machining. Unfortunately, titanium and its alloys are generally classified as difficult-to-machine materials because of certain inherent properties. These are briefly summarized as:11–13
Low thermal conductivity, inhibiting dissipation of heat within the machining zone, creates high thermal gradients which leads to rapid tool wear and in some cases catastrophic tool failure;
Low elastic modulus (effectively 50% of steel) implies large deflections of the workpiece during machining and thereby increases chatter, vibration, and rubbing leading to elevated temperatures which in turn may cause poor surface finish;
High chemical reactivity of titanium especially at elevated temperatures leads to tool–workpiece interactions such as localized adhesion implying increased wear, chipping, and eventually tool failure.
Figure 2 depicts the main challenges and their consequences associated with the machining of titanium alloys. Usually, good machinability translates to metal cutting with minimum energy, minimum tool wear, good surface finish, high material removal rate, and so on. The fundamental idea of machining economics is simply to obtain the lowest possible cost per manufactured part while maintaining the quality standards of the product.14,15 The difficulties involved when machining titanium and its alloys, as outlined above, therefore imply high production cost and energy consumption. This has prompted various investigations to improve the machinability of titanium and its alloys by adopting various different machining strategies and techniques to improve sustainability. A review of these is presented in the following sections.
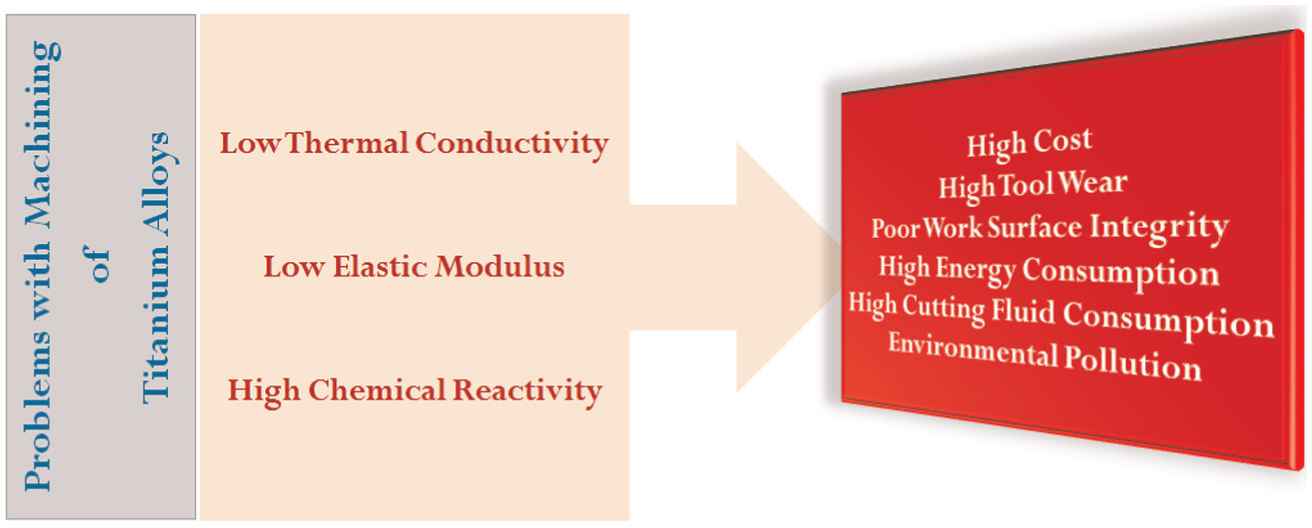
Main difficulties and their consequences associated with machining of titanium alloys.
Previous work on sustainable machining of titanium alloys
Optimizing machining parameters, selecting suitable tool material and geometries, using advanced cooling and lubrication strategies, adopting hybrid methods of machining, and so on are important ways to improve machinability and thereby achieving sustainability in machining by ensuring lower power and energy consumption, waste reduction, resource efficiency by minimizing tool failure, reducing consumption of cutting fluid and water, minimizing environmental pollution, and improving the part quality. It is worth mentioning that most of the research work conducted to date to improve sustainable machining of titanium and its alloys has largely focused on the machining of titanium Grade 5, that is, Ti-6Al-4V. Limited work has been conducted on most of the other Ti alloys. Table 1 presents a summary of previous work conducted to improve the machinability of titanium alloys and therefore benefitting its sustainable manufacture (categorized on the basis of machining strategy and corresponding technique implemented).
Summary of previous work conducted on sustainable machining of titanium alloys adopting various strategies and corresponding techniques.
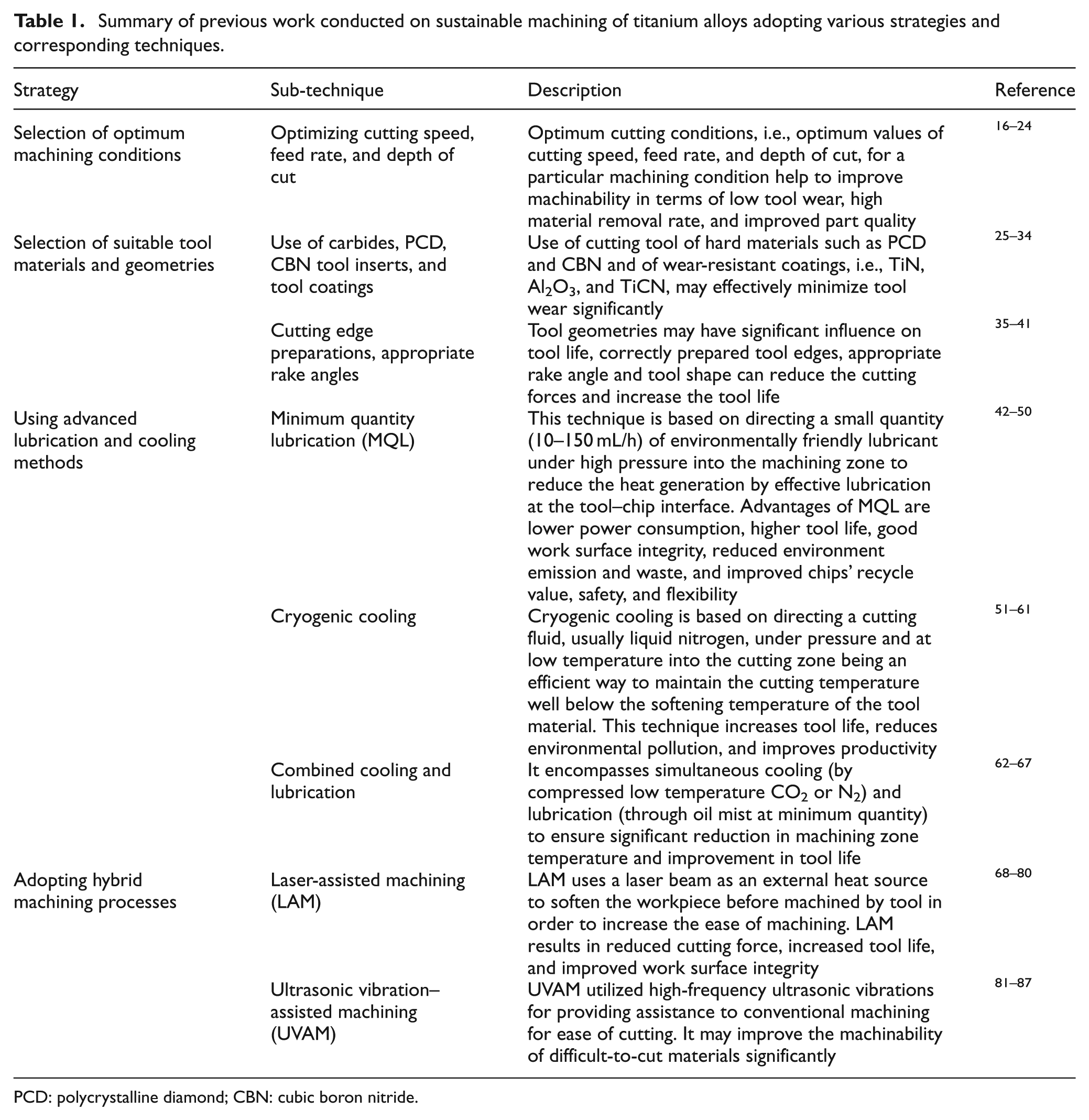
PCD: polycrystalline diamond; CBN: cubic boron nitride.
Selecting optimum machining conditions
Before presenting some of the more important investigations in detail, it is necessary to briefly introduce and qualify selected facts about conventional machining conditions and their consequences.
Higher cutting speeds are required in order to achieve improved material removal rates (reduced machining time) for a specific chip cross-section. This implies increased machine power and higher stability and may reduce the tool life.15,88,89 Shorter machining times or higher removal rates can also be achieved using higher feed rates and larger depths of cut, which usually in turn increases the cutting temperature and forces (thereby shortening the tool life) and does not solve the increased power requirements. In comparison to the use of a larger depth of cut, the use of higher feed rates should be preferred since it does reduce the specific cutting forces more significantly, which also means using less power and less energy. In general, higher cutting speeds, feeds, and larger depths of cut do result in higher material removal rates but usually at the expense of a reduced tool life, which may reduce productivity and efficiency. However, surface quality may remain acceptable at higher cutting speeds (due to the minimum chances of built-up edge formation) whereas it may decrease significantly with increasing feed and depth of cut. In conclusion, machining parameters should be optimized rather than maximized for improved machinability and productivity. This usually involves an engineered trade-off and is essential for economic machining of especially difficult-to-machine materials such as titanium and its alloys.
Various investigations have been conducted to achieve the most favourable cutting conditions by optimizing the process parameters and therefore improving sustainable machining of titanium alloys thereby improving sustainability. Typically, combinations of the three basic machining parameters, that is, cutting speed, feed rate, and depth of cut,16–24 are varied and optimized.
Ramesh et al. 16 reported on machinability improvement by optimizing the machining parameters during turning of Ti-6Al-4V for minimizing the surface roughness. Experiments were designed and conducted based on appropriate Taguchi’s orthogonal array under varying cutting speeds (80–280 m/min), feed rates (0.06–0.21 mm/rev), and depths of cut (0.5–1 mm) using chemical vapour deposited (CVD)-TiN-TiCN-Al2O3-TiN-coated carbide inserts. Response surface methodology was employed to optimize machining parameters for ensuring best surface finish ranging between 1.08 and 1.8 µm.
Sustainable machining of Ti-6Al-4V was investigated by Wang et al. 17 by optimizing process parameters for minimizing tool wear and maintaining stable machining conditions. A solid carbide end mill (12.7 mm) was used to machine Ti-6Al-4V under flood cooled conditions. The optimized cutting parameters were feed rate, 0.1 mm/rev; cutting speed, 58.1 m/min; radial depth of cut, 0.6 mm; and axial depth of cut, 12.7 mm. A high spindle rotational speed was selected (1174 r/min) for improved energy efficiency as the cutting forces tended to decrease with increased cutting speed. A good surface finish indicated stable machine conditions. An average cutting temperature 650 °C was observed at tool–chip interface, which was less than the characteristic temperature of tool material and led to no obvious tool wear.
In a most recent study, Khanna and Davim 18 attempted to improve the machinability of titanium alloys by optimizing the cutting speed and feed rate to minimize the cutting force and temperature during machining under flood cooling. Uncoated carbide inserts were used at different sets of parameters for milling of Ti-6Al-4V. The optimum values of cutting force and feed force were found at 80 m/min cutting speed and 0.1 mm/rev feed rate. A minimum cutting tool temperature was observed at 40 m/min cutting speed and 0.1 mm/rev feed rate.
For an efficient micro-milling of Ti-6Al-4V with an aim to improve surface finish and reduce burr width, three important process parameters, that is, cutting speed, feed per tooth, and axial depth of cut, under the influence of different tool materials and coatings were optimized by Sooraj and Mathew. 19 Experimental investigations and optimization was based on the Taguchi L18 technique. The optimum value of burr width is 88.33 µm and surface roughness 0.2594 µm, obtained at spindle speed of 5000 r/min, feed per tooth of 3 µm/tooth, and axial depth of cut of 50 µm while using TiN-coated tool.
In a most recent work, Kuram and Ozcelik 20 also employed Taguchi technique to optimize machining parameters in order to minimize tool wear, surface roughness, and cutting forces during micro-milling of Ti-6Al-4V. Tool wear 70 µm, surface roughness 0.112 µm, longitudinal cutting force 7.25 N, and radial cutting force 4.25 N are the optimum values corresponding to various combinations of cutting speed, feed rate, and depth of cut.
Response surface methodology–based optimization strategy was successfully used in the work conducted by Chauhan and Dass 21 while turning titanium (Grade 5) using polycrystalline diamond (PCD) cutting insert. The best experimental combination of cutting speed, feed rate, depth of cut, and approach angle of the cutting edge was obtained to simultaneously minimize surface roughness and tangential cutting force.
Other investigations where cutting parameters were optimized for improved machinability are discussed elsewhere in this article as appropriate to the specific strategy involved, that is, MQL machining, cryogenic cooling, and thermal-assisted machining.
Selection of suitable tool materials, coatings, and geometries
Careful selection of tool material and geometry is an important requirement to address the problems associated with the machinability of titanium alloys. The performance of a cutting tool is normally assessed in terms of its operating life based on a certain wear criterion. Wear affects the stability of the cutting edge and consequently the dimensional tolerance of the machined work surface. Tool materials that are typically used for machining titanium alloys include uncoated and coated cemented carbides (extensively used), PCD, polycrystalline boron nitride, and cubic boron nitride (CBN).11–13 To further enhance tool life (reduced wear), coatings such as TiN, TiCN, and Al2O3 are widely used.
When considering the main reasons for the poor machinability of titanium alloys, the most important parameters when selecting a tool material for titanium are that it must have a high hardness at elevated temperatures (hot hardness), high thermal conductivity to mitigate thermal gradients and shocks, a high chemical inertness with titanium, and a high compressive and shear strength.11,12,89,90 In addition to tool wear, tool materials, geometries, and coatings are also responsible for machining dynamics and work surface integrity.
Sustainable turning of titanium alloy Ti-4.5Al-4.5Mn utilizing polycrystalline cubic boron nitride (PCBN) tools was done by Zoya and Krishnamurthy. 25 The machining performance for a range of cutting speeds was evaluated in terms of surface finish, cutting temperature, cutting force, and specific cutting pressure. A good surface finish was achieved at 185 m/min with a stable cutting performance up to a cutting speed of 220 m/min.
Jawaid et al. 26 evaluated the performance (material removal rate and tool life) of two differently coated carbide cutting tools (physical vapour deposited (PVD)-TiN and CVD-TiCN-Al2O3) over a wide range of cutting conditions when face milling Ti-6Al-4V. Good performance of both the tools in terms of an extended tool life was observed at the lowest cutting speeds and feed rates; however, the CVD-coated tool showed a highest volume of removed material. Non-uniform flank wear was the dominant wear pattern exhibited by both the tools. The CVD-coated tool outperformed the PVD-coated tool in most cases implying that it is the most suitable coating of the two when machining Ti-6Al-4V.
Ezugwu et al. 27 recommended the use of uncoated carbide tools when compared to PCBN tools for improved machinability during high-speed turning of Ti-6Al-4V.
The performance of PCD-customized tools during end milling of Ti-6Al-4V was investigated by Pan et al. 28 No significant tool–workpiece chemical interaction was observed for the selected cutting parameters. A cutting temperature below 50 °C was observed with no significant damage on PCD insert.
Minimizing the cutting force and tool wear while improving workpiece surface integrity were the main aims of the research work conducted by Polini and Turchetta. 29 Three coated carbide end mills (coated with TiAl, single layer coating of TiAlN, and multilayer coating of TiAlN) were evaluated for milling of Ti-6Al-4V. Tool of multilayer coating of TiAlN displayed comparatively lower cutting forces, higher tool life, and lower surface roughness for cutting speeds over the full spectrum from low to high. The improved performance was attributed to its higher hardness, lower perceived cutting temperature, lower tool–workpiece diffusion rate, and lower tool wear due to the multilayer nature of the coating.
Jaffery and Mativenga 30 investigated the effects on tool wear of three different tool coatings, namely, NbN, AlCrN, and Ti6Al during turning of Ti-6Al-4V. At low cutting speed, the coatings were not as effective as at medium speed, and AlCrN showed better performance than both NbN and Ti6Al since at this cutting speed no titanium aluminide forms that could reinforce the existing coating. At higher cutting speeds, Ti6Al showed higher tool life as compared with both NbN and AlCrN due to the formation of stable base by Ti6Al for titanium aluminide (acts as a thermal barrier) to adhere for reinforcing the coating.
Niu et al. 31 identified PVD (TiN + TiAlN)-coated tools as superior to CVD (TiN + Al2O3 + TiCN)-coated and uncoated carbide tools when milling the advanced titanium alloy TA19. The PVD coating displayed the lowest cutting force (lower power) and least tool wear. Pervaiz et al. 32 conducted an experimental study to evaluate the machinability of Ti-6Al-4V using TiAlN-coated and uncoated carbide inserts under different machining environments (various combinations of cutting speeds and feeds; and three different machining environments, namely, dry, mist, and flood conditions). The uncoated inserts performed best in terms of surface finish for all cutting speeds during dry machining. Because of the wear- and heat-resistant nature of the TiAlN coating, the coated inserts performed best at higher cutting speeds for both mist and flood cooling conditions. At low cutting speeds (therefore low cutting temperature), the uncoated inserts performed best during mist and flood cooling. It was also observed that the uncoated inserts displayed higher cutting forces at all cutting speeds, except for the flood cooling environment. The coated inserts were observed to consume more power (lower energy efficiency) than the uncoated inserts at the lower cutting speeds. But during mist cooling, the coated carbides displayed comparatively lower energy consumption because of efficient control of friction in cutting zone. The TiAlN coating effectively reduced the coefficient of friction between tool and workpiece especially at the higher cutting speeds. The TiAlN-coated tools displayed comparatively lower energy consumption in all cases but especially at the higher cutting speeds. A tool wear assessment concluded that the coated tool performed better at high cutting speed whereas the uncoated tool was better at low speeds. The mist cutting environment was beneficial for lower tool wear as compared to the dry environment. Finally, it was concluded and suggested that the coated tool should be used at high cutting speeds for improved machinability of Ti-6Al-4V. 32
Nithyanandam et al. 33 minimized tool wear rate and surface roughness during machining of Ti-6Al-4V using a nano-coated carbide tool along with optimized cutting parameters. The lowest surface roughness was achieved with high cutting speed, low feed rate, and small depth of cut. Feed rate was identified as the most influential parameter affecting surface roughness.
A detailed investigation on wear of CBN-coated carbide tool and its comparison with uncoated tool during micro-milling of Ti-6Al-4V was done by Thepsonthi and Özel. 34 The results of experimental investigations accompanied by finite element analysis showed that the CBN-coated tool outperformed the uncoated carbide tool in generation of tool wear and cutting temperature.
Tool life may be significantly affected by tool geometry descriptors such as tool nose radius, rake angle, cutting edge radius, and type and degree of edge preparation. 88 Different tooling geometries that may increase the machinability of titanium by reducing cutting forces and hence extending tool life have been investigated.35–40 Some of the common practices for increasing tool life are to chamfer the cutting edge, thus reducing the propensity of tool tip chipping (edge preparation), increasing the positive rake angle for reducing the chip–tool contact length to minimize the temperature, employing round cutting edges, and so on.
Hughes et al. 35 turned Ti-6Al-4V using different tool geometries to improve the surface integrity and tool life. Higher tool life (50 min) and lower surface roughness of the workpiece (average roughness, 0.3–1.2 µm) were obtained during machining of Ti-6Al-4V at the combination of high speed and feed rate using round inserts with sharp edge. Also, at higher depth of cuts, sharp inserts were recommended to improve the tool life. An increase in side cutting edge angle led to reduction in tool life due to the thickening of the chip and associated concentration of stress on the tool edge.
During the drilling of titanium alloys, the heat partition between the cutting tool and workpiece is a significant function of the tool material, as a proportionally larger portion of the heat generated during drilling is absorbed by the tool. 36 Commonly used drill tool materials for drilling of titanium are high-speed steel (HSS), WC–Co carbide, HSS–Co carbide, CBN, wurtzite boron nitride (WBN)–CBN composite, and TiAlN–PVD-coated tools. Both drill geometry and material have significant effects on the cutting force. Zhu and Wang 37 successfully minimized the cutting force by reducing the side cutting edge angle. They recommended higher hardness and higher density drill material to avoid early tool failures. Li et al. 38 found that WC–Co drills performed better when compared to HSS tools when drilling titanium alloys because of lower thrust force and torque.
Efforts to improve the machinability of Ti-6Al-4V were also conducted by Khanna and Sangwan 39 by machining using PVD-coated (TiAlN–TiN) carbide inserts with various combinations of cutting edge radii and rake angles. A close relationship was observed between machinability and tool geometry. Significant reduction in cutting forces was observed by varying rake angle from 0° to 15° for the high feed. A decrease in the tool–chip contact length due to increase in rake angle in the positive direction resulted in a significant reduction in mean tool temperature due to the reduction in effective friction area. This work indicates the significant influence of cutting edge preparation on the performance of PVD-coated inserts.
Experimental results based on orthogonal turning tests conducted on Ti-6Al-4V with different cutting edge radii, cutting speeds, and feeds by Wyen and Wegener 40 revealed that the machinability of titanium could also be enhanced using cutting tools with rounded cutting edges.
Significant work reported by Ji et al. 41 presents the experimental findings on milling of titanium alloy TC11 employing PCD cutting tools with various geometries and large variation in cutting parameters. Rake angle was found to be the most significant factor affecting workpiece surface roughness and tool life. It was reported that the longest tool life could be achieved by selecting a suitable radial rake angle (around 1°), axial rake angle (around 5°), and nose radius (around 1.6 mm).
The next section discusses the application of advanced and sustainable lubrication techniques for improving machinability of titanium alloys.
Using advanced lubrication and cooling methods
The basic function of a metal cutting fluid is to provide cooling and lubrication and thus reducing the high temperatures encountered during the cutting process as well as the tendency for welding of chips to the tool, while increasing tool life simultaneously. 91
A wide variety of cutting fluids are commercially available for cooling and/or lubrication for various machining operations. The primary function of a cutting fluid is to control the thermal and tribological aspects of the workpiece, chip and cutting tool interface during a machining process. An uncontrolled cutting interface usually leads to elevated temperatures and associated difficulties such as increased wear and tool material breakdown. It is worth mentioning that the metal working fluid (MWF)-associated cost (cutting fluid and lubrication system) may account for almost 15% of the total machining cost.91,92 Generally, cutting fluids can be divided into three main classes: oil based, aqueous based, and gas based. Vegetable oils, esters, and gas-based coolant–lubricants, that is, air, nitrogen, helium, and argon, are some of the environment-friendly cutting fluids and good alternatives of harmful conventional cutting fluids such as mineral oils, semi-synthetic fluids, and other emulsion-based fluids.
The cooling methods for mechanical machining can be divided into two types, namely, conventional cooling (flood cooling), and non-conventional cooling (dry, cryogenic, MQL, minimum quantity cooling and minimal quantity cooling lubrication, etc.). 91 While conventional use of cutting fluids, that is, flood cooling, aims to provide ample cutting fluid in the machining zone, it may affect operators’ health, cause environmental pollution, and contribute significantly to the manufacturing cost. Whereas modern techniques such as near-dry cooling methods may significantly minimize the wastage of cutting fluid, keep environment clean and green, and reduce machining cost while even being beneficial to product quality.
MQL is a micro-lubrication technique that facilitates near-dry machining and eliminates large quantities of water- and oil-based coolants and replaces them with a small quantity of lubricant mixed with a transport medium (usually air). 91 MQL is a modern technique that aims to deliver MWF to the cutting interface where it is actually required. Contrary to other conventional techniques, MQL is not primarily a heat removal technique; rather, it primarily reduces the frictional heat produced by the chip sliding along the rake face of the tool and the tool interacting with the recently cut workpiece surface. 92 The pressurized transport medium may provide some residual cooling of the cutting interface, but this is not the primary reason for the effectiveness of MQL. A typical MQL system consists of a cutting fluid reservoir, a source of compressed air, flow control system, tubing, and a spray nozzle as shown in Figure 3.
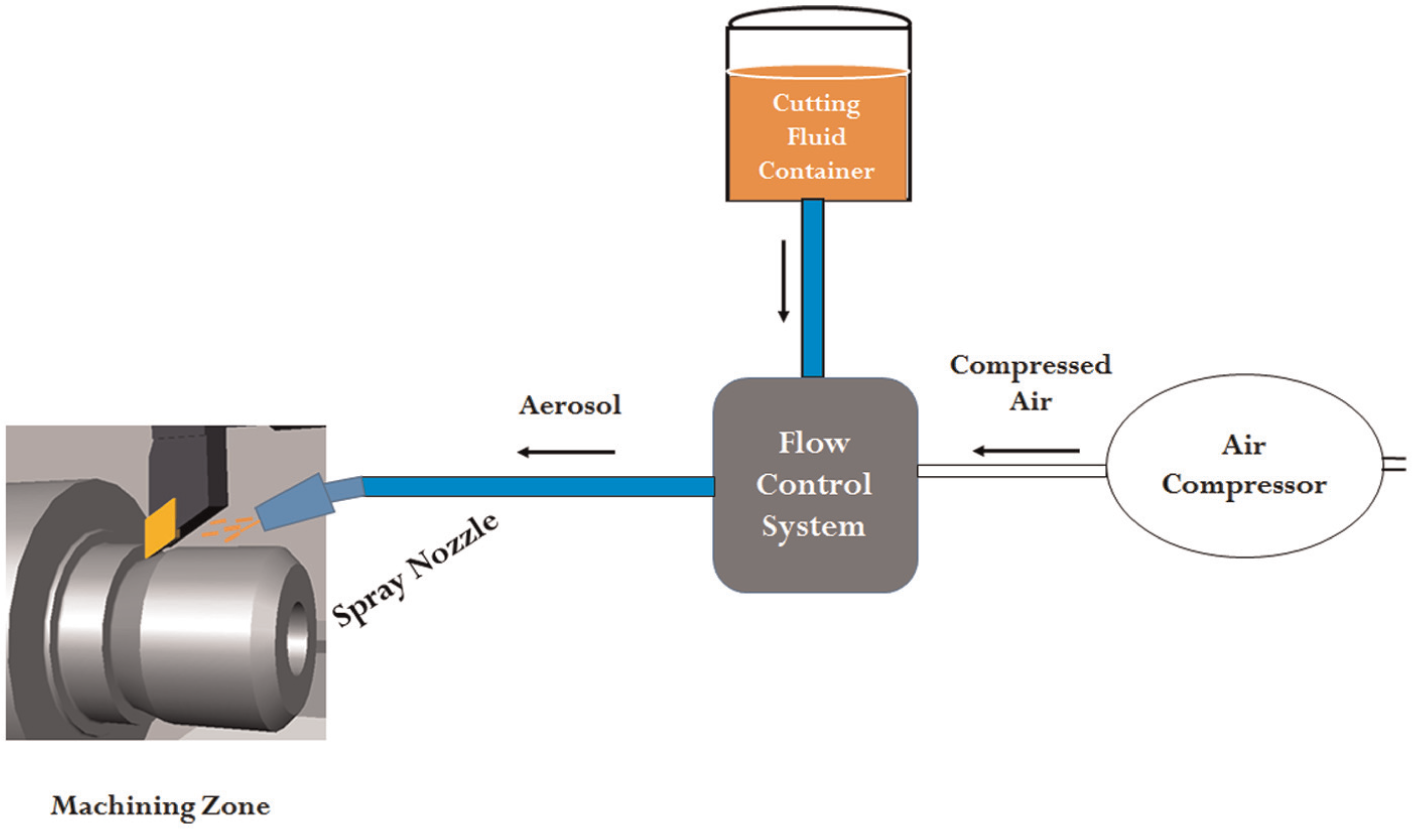
A schematic showing various components of a typical MQL system.
High-pressure air from an air compressor and cutting fluid from a reservoir pass through the flow control system where atomization of the cutting fluid takes place. The mixture of high-pressure air with micro-droplets of cutting fluid (called aerosol) is then sprayed at a controlled flow rate into the machining zone with the help of appropriate tubing and nozzle system. 92 MQL generally makes use of small amounts of oil based on vegetables or esters, which are less harmful to humans and the environment.91,92 It is therefore safer for operators and workers as they are not exposed to the toxicity, bacteria, and fungus risks that come with traditional wet machining. Metal chips produced during MQL machining are nearly dry and much cleaner than with conventional approaches. Near-dry chips are easier to recycle and more valuable as a recycled material. The consumption of cutting fluid in MQL is typically 10–250 mL/h compared to the several litres per hour (of flooded cooling system), which keeps the cost of manufacturing low. In general, the use of minimal quantity lubrication may significantly reduce machining costs while protecting and maintaining the environment.
Cryogenic cooling is also an environmentally safe alternative to the conventional emulsion cooling and uses cryogenic gases such as nitrogen, helium, and carbon dioxide as the main coolants, which evaporate harmlessly into the air.51–53 Figure 4 depicts a schematic of a typical cryogenic cooling system, which constitutes a cylinder of cryogenic gas, pressure and flow control systems, tubing, and nozzle. Unlike MQL, the primary aim here is to cool (remove heat) the cutting interface.
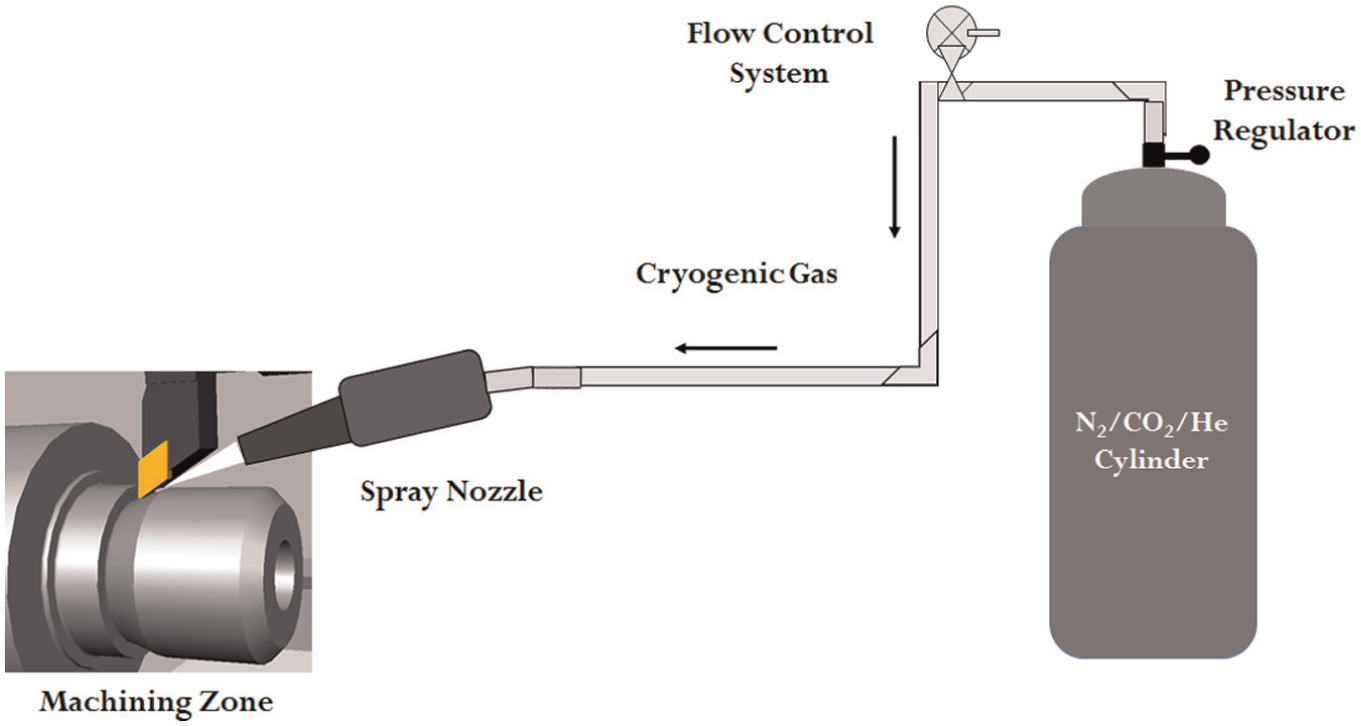
Schematic representation of a typical cryogenic cooling system.
In cryogenic cooling with nitrogen, a liquid form of nitrogen is injected or sprayed into the cutting zone with small-diameter nozzles at temperature of around −200 °C. The liquid nitrogen absorbs the heat generated during machining and evaporates quickly, becoming a form of gaseous fluid protection layer between the chip and the tool face that functions as a lubricant; this lubricant may further reduce the tool–chip interface temperature and thus chemical reaction between tool and chip. This reduces the adhesion and diffusion of the cutting tool and hence increases the tool life.51–53 The chips produced by this technique can be recycled as scrap metal as they have no residual of oil attached to them. Nitrogen is inert and lighter than air and therefore disperses readily into the atmosphere and does not harm the operators and the environment. The cooling effect of the cryogens is particularly interesting in machining difficult-to-machine materials that suffer from excessive tool wear mainly due to high cutting temperatures.
Previous works on the use of MQL, cryogenic cooling, and combined cooling and lubrication-assisted machining of titanium alloys are discussed in the following paragraphs.
Review of the previous work on MQL-assisted sustainable machining of titanium alloys
A significant amount of work has been published on the application of MQL for almost all materials. The application to titanium and its alloys is less well documented and presented here in a complete and concise manner.
A study conducted by Sun et al. 42 aimed to investigate the effects of three coolant techniques, that is, dry, near-dry (MQL), and flood cooling on tool life during end milling of titanium alloy Ti-6Al-4V. Superfine particles of vegetable oil–air mixture were sprayed at 0.52 MPa pressure and 40 mL/h flow rate under MQL condition. It was reported that for similar cutting speeds and feed rates, the tool life achieved during MQL was significantly longer than the other methods. For all the cutting conditions, the longest tool life (about 80 min) was found under MQL machining, and the shortest one (6.0 min) was observed under flood cooling. Cutting forces were found to be lowest during MQL and highest in dry cutting. It was finally concluded that MQL machining achieved the longest tool life and the highest material removal rate for all cutting speeds, feed rates, and radial depths of cut evaluated.
The main problems associated with grinding of titanium alloys are attributed to the high specific energy and high grinding zone temperature. Sadeghi et al. 43 address the problems associated with grinding of Ti alloys using MQL. Aluminium oxide grinding wheels were used to grind Ti-6Al-4V alloy with four different oil types, namely, synthetic oil, vegetable oil, cutting oil Grade 1, and cutting oil Grade 2. The ranges of MQL flow rate and air pressure were 2–140 mL/h and 3–6 bar, respectively. Considerable reduction in machining forces, lower surface roughness, better surface morphology, and structure were observed with the synthetic oil, whereas improved cooling effects were seen in the grinding zone with the vegetable oils. After a detailed analysis, it was concluded that MQL-assisted grinding performance is better when compared to conventional lubrication methods.
The research work reported by Rahim and Sasahara 44 indicates the substantial benefit of using MQL (with palm oil) at 0.2 MPa air pressure and 10 mL/h flow rate in terms of micro-hardness, surface roughness, and subsurface deformation while drilling Ti-6Al-4V. An increase above 300% in tool life was claimed over dry-drilling; moreover, thrust force, torque, and power consumption were also reduced in palm oil MQL. Comparatively, lower coefficient of friction, lower micro-hardness, and better subsurface conditions were observed and attributed to the high viscosity of the palm oil in MQL system.
An investigation on the effects of different MQL parameters, namely, air pressure, quantity of oil consumed, and position of the nozzle on machinability (force and temperature) during end milling of Ti-6Al-4V was done by Liu et al. 45 In order to make sure of the penetration of oil mist into the interaction zone, the optimum values of air pressure (i.e. 0.6 MPa) and spray distance (i.e. 25 mm) were found along with the 10 mL/h flow rate. Similarly, Cai et al. 46 aimed to investigate the effects of different oil supply rates (2–14 mL/h) using MQL in high-speed end milling of Ti-6Al-4V. An optimum value of oil supply rate, that is, 10 mL/h was found to reduce the cutting force and surface roughness and thereby improve machinability. With increasing oil supply rates, the length of the chipping edge reduced noticeably due to growing penetration depth along the cutting edge.
Nath et al. 47 employed an own-designed and fabricated atomizing cutting fluid spray (ACFS) system to investigate tool life and therefore machinability of titanium alloys during turning. Triangular-type uncoated microcrystalline carbide inserts were used to turn Ti-6Al-4V under the influence of micro-droplets of water-soluble cutting fluid created by ACFS. Longer tool life was demonstrated at the combination of low gas pressure, long spray distance, and high droplet flow rate. A comparatively thicker fluid film was formed that helped in providing sufficient cooling and lubrication effects in the entire cutting zone preventing direct tool–chip contact and thereby friction, resulting in a longer tool life. For some combinations of ACFS, the tool life improved up to 40%–50% over flood cooling. Moreover, the ACFS developed displayed low running costs due to a significantly lower consumption of cutting fluid (10–20 mL/min) as compared to flood cooling (1000 mL/min or higher).
Zheng et al. 48 reported a significant improvement in the machinability of Ti-6Al-4V while micro-milling under MQL conditions. The use of environment-friendly lubricant at a flow rate of 10 mL/h and at the air pressure of 0.4 MPa resulted in higher tool life, that is, tool wear comparatively 50% lesser than that of dry condition, and better surface finish.
In an important recent study, self-fabricated cemented carbide tools with a TiAlN/AlCrN coating were used by Okada et al. 49 for MQL-assisted milling of titanium alloy Ti-6Al-4V. Vegetable oil at 12 mL/h flow rate and at 0.5 MPa pressure was supplied to the machining zone with various settings of cutting speed and feed rate. Some important observations were as follows: the tool flank temperature decreased significantly when using MQL in low-speed cutting of Ti-6Al-4V, the cutting feed force decreased in high-speed cutting conditions, the use of MQL suppressed the generation of built-up edges and improved surface roughness even at low-speed cutting, and no peeling of tool coating thereby increasing tool life.
Gao et al. 50 employed an own-designed and developed wet MQL system used to supply castor oil at 0.3 MPa pressure and 60 mL/h flow rate to drill Ti-6Al-4V with high-speed steel spiral drill resulting in a reduction in cutting force and improvement in tool life.
The review above clearly illustrates that substantial improvements in sustainable machining of titanium and its alloys are possible by utilizing MQL-assisted machining.
Review of the previous work on cryogenic cooling–based sustainable machining of titanium alloys
An important review article reported by Yildiz and Nalbant 51 and Kaynak et al. 52 on cryogenic cooling–based machining also covers some of the aspects of machining titanium alloys; nevertheless, a detailed review of significant investigations on cryogenic cooling–based machining of titanium alloys in context of sustainability is needed and herewith presented.
Some of the initial attempts of using cryogenic cooling in machining include the attempt made by Hong et al. 53 to improve the machinability of titanium alloys. Tough unalloyed WC/Co inserts were used to turn Ti-6Al-4V alloy with various combinations of machining parameters. Cryogenic coolant LN2 was supplied through a two-nozzle flooding system (to cool both the rake and flank faces of the tool) at a flow rate of 0.65 kg/min. A tool life improvement of five times (compared to conventional machining) was demonstrated when machining at highest cutting speed employing cryogenic cooling.
The absence of chips adherence on tool surface, low cutting force, minimum workpiece surface roughness, and therefore overall improvement in machinability were observed by Ying-lin et al. 54 while high-speed milling of Ti-6Al-4V with cryogenic cooling. In a novel work conducted by Sun et al. 55 on cryogenic turning of titanium alloy, three different machining environments, namely, dry machining, compressed air cooling, and cryogenic compressed air cooling, were used to turn Ti-6Al-4V. Cryogenic compressed air was generated by passing the compressed air at 7 bars through a coiled copper tube inside a liquid nitrogen tank to achieve the temperature of LN2 (−196 °C). During experimental investigations, both the compressed air and cryogenic compressed air showed a dramatic reduction in chip temperature. The reduction in temperature led to the formation of comparatively smaller built-up edge and lower tool wear.
Cryogenic turning of Ti-6Al-4V was done by Dhananchezian and Kumar 56 to improve the machinability by supplying liquid nitrogen through holes made in PVD TiAlN-coated tungsten carbide tool inserts. A machinability comparison was also done with flood cooling. The cutting temperature was reduced by 62% in cryogenic machining when compared to wet machining because of the direct application of liquid nitrogen to the heat generation zones through holes made in the cutting tool insert which ensures the rapid dissipation of heat and reducing the tool–work interface temperature. A high reduction in cutting force (38%) and average surface roughness (35%) when comparing cryogenic cooling with wet machining were observed largely because of the improved lubrication effect and fluid cushion formation produced by liquid nitrogen at the chip–tool rake surface and newly machined work surface.
Bermingham et al. 57 investigated the effectiveness of cryogenic coolant during turning of Ti-6Al-4V alloy at a constant speed with different combinations of machining parameters using tungsten carbide inserts. They found the greatest improvement in tool life while machining at combinations of high feed rates and low depths of cut. At high feed rates, the more efficient penetration of liquid nitrogen into the cutting zone allowed the greatest cooling efficiency. They found that the effectiveness of the cryogenic coolant in extracting heat from the cutting zone is due to the cryogenic coolant limiting the frictional heat generated during cutting and limits heat transfer to the tool by reducing the tool–chip contact length.
While turning Ti-6Al-4V, liquid nitrogen–based cryogenic cooling was also employed by Strano et al., 58 and significant improvement in machinability in terms of reduction in cutting forces, friction coefficient, and enhancement in tool life was observed compared to wet (flood cooling) machining.
One more recent work by Yap et al. 59 reports the improvement in surface quality, tool life, and reduction in the friction force and friction coefficient under the effects of low pressure (0.0345 MPa) cryogenic liquid nitrogen cooling when machining Ti-5Al-4V-0.6Mo-0.4Fe. Klocke et al. 60 reported the improvement in machinability of gamma titanium aluminide Ti-45Al-8Nb-0.2C-0.2B, during longitudinal external high-speed turning under the influence of cryogenic lubrication. With round, chamfered, and uncoated RCMX and CNMA inserts under cryogenic condition, they obtained smooth surfaces with average roughness of less than 0.4 µm, crack-free surface, and tolerance limits slightly superior to the tolerance limit imposed by the aerospace industry.
A recent study on the application of cryogenic cooling during orthogonal turning was conducted by Rotella et al. 61 on Ti-6Al-4V alloy with various settings of feed rate and cutting speed under dry, cryogenic (coolant LN2 applied through a 2-mm nozzle with a pressure of 12 bar creating a surface temperature of −185 °C), and MQL (performed applying vegetable oil emulsion through an external nozzle to the cutting zone properly selecting a flow rate of 60 mL/h and pressure of 4 bar) conditions. The average surface roughness obtained when machining with cryogenic coolant was found to be consistently superior to those obtained in dry and MQL machining.
The review above illustrates that significant improvement in sustainable machining of titanium and its alloys may be achieved by utilizing cryogenic cooling techniques.
Review of the previous work on combined cooling and lubrication-based sustainable machining of titanium alloys
In a unique approach, Yuan et al. 62 used an MQL system coupled with cooled air supply to investigate machinability improvement of Ti-6Al-4V during milling with uncoated carbide inserts. A substantial reduction in the cutting force was observed that correspondingly reduced the flank wear. They focused on determining the optimum cooling air temperature in combination with MQL using synthetic ester at 20 mL/h for best machinability. The longest tool life (21.5 min) was obtained with cooled air having temperature of −15 °C.
Raza et al. 63 evaluated tool wear patterns for six different lubrication strategies including flood cooling, dry machining, vegetable oil MQL machining, cooled air lubrication, cryogenic machining (with liquid nitrogen), and vegetable oil + cooled air/minimal quantity cooling lubrication (MQCL) machining while turning Ti-6Al-4V using uncoated cemented carbide turning tool inserts. They reported the best performance, in terms of lowest tool flank wear, with cooled air having 0 °C temperature and vegetable oil supplied at 2.8 mL/min under MQCL condition at low cutting speed (i.e. 90 m/min) and feed (i.e. 0.1 mm/rev).
In a similar study conducted by Deiab et al., 64 using essentially the same set of parameters and experiments investigated various different cooling strategies while turning of Ti-6Al-4V alloy with uncoated carbide inserts. MQL and MQCL with vegetable oils were found to be the best strategies for turning titanium to obtain the best surface finish. The better lubrication characteristics of MQL and MQCL yielded lower energy consumption as well.
Park et al. 65 performed machining evaluation tests of titanium alloy (Ti-6Al-4V) with eco-friendly machining techniques, that is, MQL with eco-friendly oil (at 3 mL/min), cryogenic machining with liquid nitrogen (at −196 °C), and combination of cryogenic and MQL. Ti-6Al-4V was face milled by coated PVD TiAlN and uncoated carbide inserts. The presence of low cutting forces has been observed at lower cutting speed under MQL condition. At low cutting speed, the lubricant in MQL was enough to provide the lubrication and extracted the heat generated at the cutting zone, which reduced the cutting force and temperature. For high cutting speed, the combination of MQL and cryogenic cooling reduced the cutting force and tool wear greatly due to the protection of lubricant cushion dispensed by MQL along with the extraction of heat by the cryogenically cooled nitrogen spray. They also reported the promising results shown by MQL and cryogenic cooling in power consumption as the delivery unit of cryogenic and MQL used less electric energy than flood cooling.
During high-speed end milling of Ti-6Al-4V, significant improvement in tool life was observed by Su et al. 66 while employing compressed cold nitrogen gas and oil mist (called as CCNGOM) as the cooling/lubrication condition. Nitrogen gas at a pressure of 0.6 MPa and at −10 °C temperature was mixed with water-soluble coolant which then used to supply to the machining zone at 120 mL/h. The tool life using this cooling condition, that is, CCNGOM was observed as 2.69 times higher than that under dry cutting condition and 1.93 times as much as that when using nitrogen-oil mist only.
Machai et al. 67 reported the successful machining of metastable β-titanium alloy Ti-10V-2Fe-3Al under the influence of MQL and CO2 snow combined cooling technique. Vegetable oil at a flow rate of 30 mL/h was applied at the rake face of the coated cemented carbide turning tool; simultaneously, the liquid carbon dioxide (with a temperature of −80 °C) was applied at the flank face of that tool. This condition resulted in lowest tool wear compared with flood cooling and the application of CO2 snow alone.
In conclusion, it can be said that the advanced lubrication and/or cooling techniques discussed in the forgoing sections are much better in comparison to the conventional wet cooling. Table 2 summarizes the important features and benefits of these techniques in comparison to wet cooling.
Features of some important lubrication and/or cooling techniques used for the machining of titanium alloys.
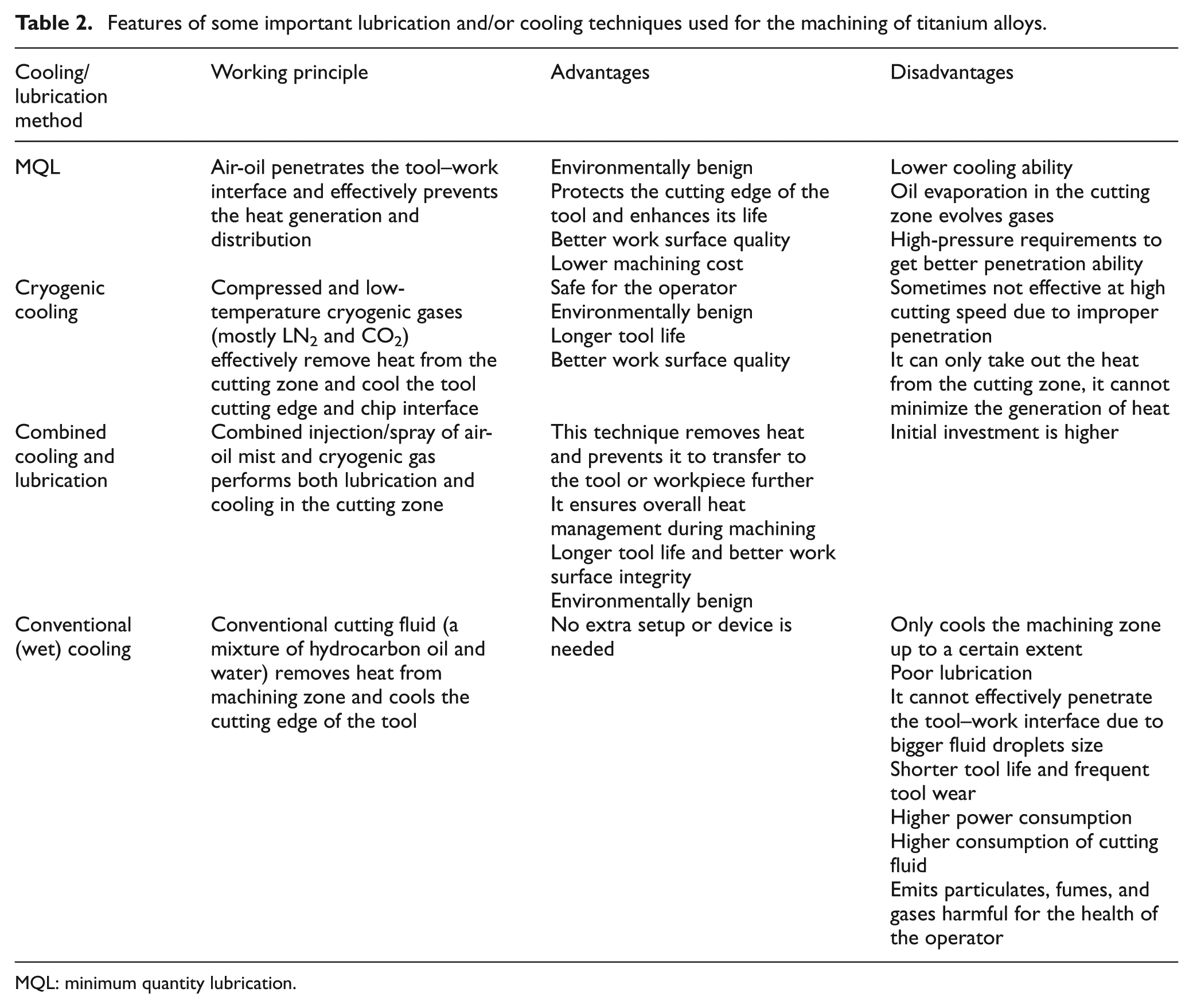
MQL: minimum quantity lubrication.
Employing hybrid machining processes
Difficulties encountered especially in case of hard and brittle materials during machining such as frequent tool failures, poor work surface integrity, and high machining cost motivated the introduction of HMPs.68,69 HMPs are the combinations of two or more machining processes coupled together to facilitate ease of machining. Generally, non-conventional manufacturing techniques are combined as aids to mechanical (conventional) machining processes for improving the machinability. Laser- and ultrasonic-assisted mechanical machining processes are two important HMPs, utilized extensively for cutting difficult-to-cut materials including titanium alloys.
Laser-assisted machining (LAM) uses an external heat source such as a laser beam to heat and soften the workpiece locally in front of the cutting tool and allows difficult-to-machine material to be machined with greater ease.68–70 The substantial reduction in the cutting force required for machining is the greatest reason for the improvement.
Figure 5 shows how the LAM uses a laser beam as an external heat source to locally soften the workpiece in front of the cutting tool. The main intention of applying a laser beam to the machining process is to significantly reduce the yield strength and the work hardening of the material and subsequently to ease the plastic deformation of the workpiece. The two main and widely used laser sources are CO2 laser and Nd:YAG laser.67–70 The Nd:YAG laser has a shorter wavelength and therefore better absorptivity. Laser power, laser beam spot diameter, cutting speed, feed, and depth of cut are the main operating parameters associated with LAM. Significant decreases in cutting forces, longer tool life, and improvement in work surface integrity have been reported with the application of LAM on various Ti alloys.68–80
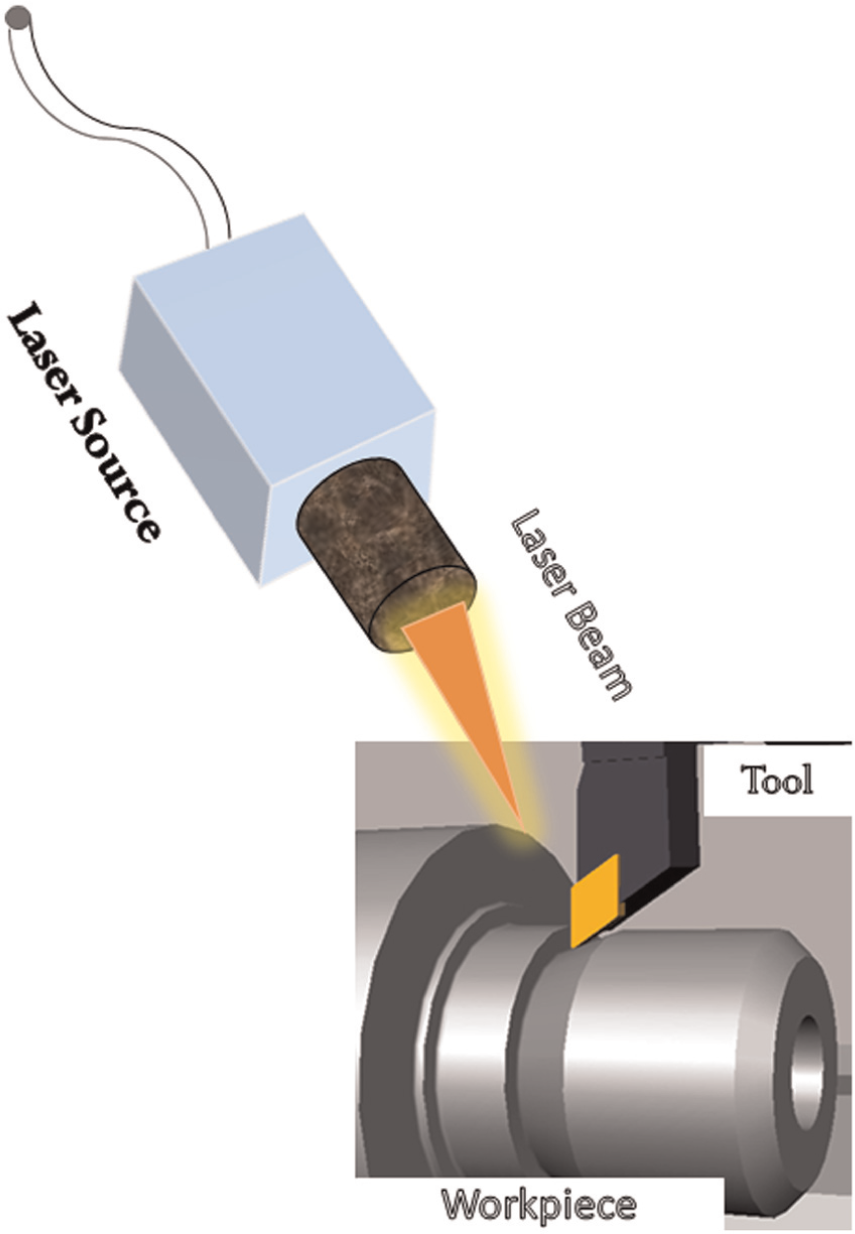
Schematic representation of laser assisted machining.
Ultrasonic vibration–assisted machining (UVAM) has been recognized as an important substitute to conventional machining processes for machining difficult-to-cut materials.81,93,94 Contrary to conventional ultrasonic machining where an ultrasonic transducer is utilized to propel abrasive particles suspended in a slurry to erode the work surface, in ultrasonic-assisted machining the ultrasonic vibrations are directly applied to the tool or workpiece of the conventional machining (drilling, turning, milling, etc.) systems to influence the machining operation. UVAM employs the superposition of high-frequency (up to 80 kHz) and low-amplitude (up to 400 µm) vibrational waves on the tool or workpiece movement, preferably, in the cutting direction, to facilitate improved machining. It avoids the chipping or destruction of the part’s surface layer on the tool, decreases the cutting force, and improves the tool life and work surface properties.
Figure 6 presents a schematic of an ultrasonic-assisted machining system which consists of an ultrasonic transducer that imparts high-frequency vibrations generated by external ultrasonic source, via a horn attached to the tool holder thereby superimposing the vibrational movement onto the tool motion. UVAM has also been used to improve the machinability of titanium alloys81–87 and is reviewed in the upcoming section.
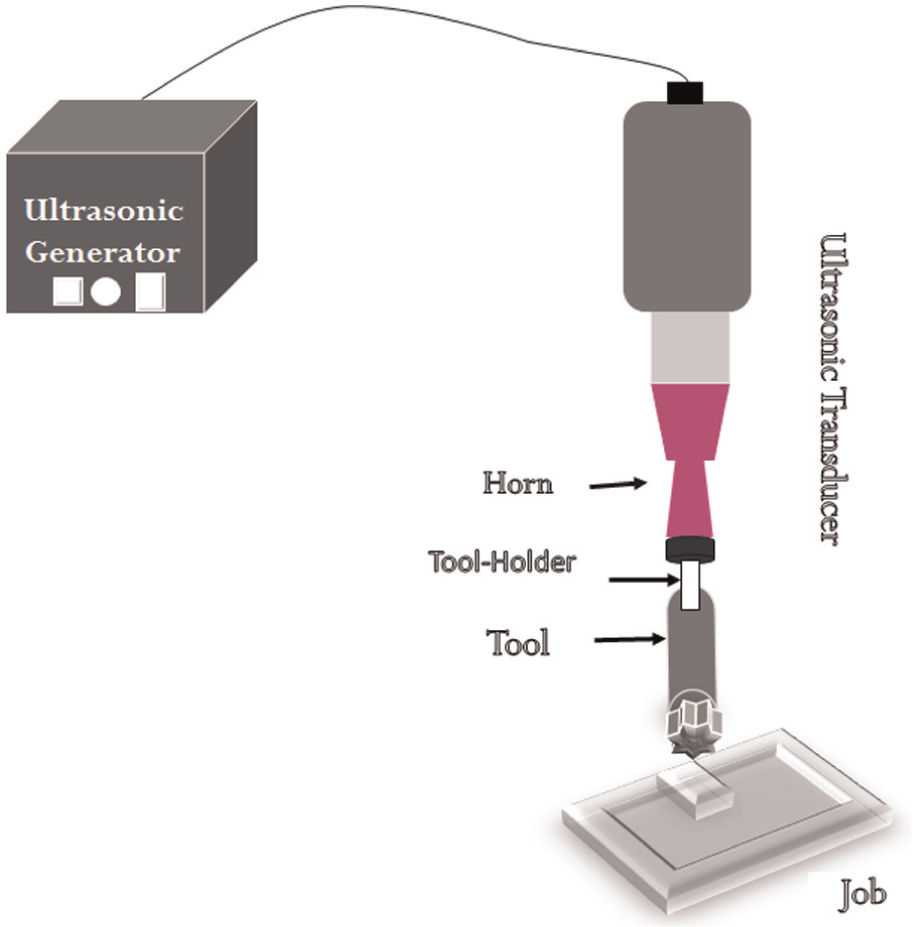
Schematic representation of ultrasonic-assisted machining. 95
Review of the previous work on LAM of titanium alloys
Sun et al. 71 used a 2.5-kW Nd:YAG laser in dry conditions while turning commercially pure titanium. Due to the laser preheating, the reduction in cutting force (which is a function of temperature rise at the cutting zone) was observed. Comparing with conventional cutting, the smoother surface finish attributed to lower dynamic cutting force and lower hardness near the machined surface attributed to lower twin density were obtained. Turning at higher machining speed was found to be possible in laser-assisted conditions.
Dandekar et al. 72 demonstrated substantial improvement in machinability of titanium alloys via laser-assisted and hybrid (laser-assisted combined with cryogenic cooling) turning. A 1.5-kW CO2 coherent laser was utilized initially for laser assistance during dry cutting. A cryogenic coolant in the form of liquid nitrogen was subsequently added to facilitate hybrid machining. Cobalt-bonded tungsten carbide cutting tools with and without coating were used. Reduced specific cutting energy and improved surface finish were demonstrated by both the laser-assisted and hybrid processes when compared to conventional machining. An economic analysis based on estimating tooling and labour costs showed up to 40% reduction in overall machining costs achieved by laser and hybrid processes with coated tools. Superiority of the hybridization of laser and cryogenic cooling was reported over conventional and LAM in terms of material removal rate, tool life, and cost savings.
Sun et al. 73 employed a 2.5-kW Nd:YAG laser delivered by a 15-m-long optical fibre and defocused by an optical lens with a focal length of 200 mm, to mill Ti-6Al-4V. Cutting forces were significantly reduced with a reduction of 55% in feed force reported. To achieve maximum reduction in cutting force, machining at higher cutting speeds and higher laser power was recommended. Thermal softening of the workpiece by the laser beam effectively reduced the dynamic impact on the tool edge leading to significant reduction in tool chipping and improving its life.
Sun et al. 74 also reported significant reduction in cutting forces and tool wear during laser-assisted milling of Ti-6Al-4V. Laser power, tool–beam distance, depth of cut, and cutting speed were identified as the most important factors influencing the feed force during the machining process.
A series of experimental investigations conducted and reported by Rashid et al.75–78 further demonstrate the application of LAM for titanium alloys. Structural beta titanium alloys such as Ti-10V-2Fe-3Al, Ti-5Al-5Mo-5V-3Cr, and Ti-6Cr-5Mo-5V-4Al having high strength, fracture toughness, and deep hardenability and potentially used in aircraft landing gear, springs, and necklaces were investigated. In order to effectively improve the machinability of Ti-6Cr-5Mo-5V-4Al alloy, an experimental investigation was performed by Rashid et al. 75 at various feed rates and cutting speeds under dry conditions with laser beam assistance. A 2.5-kW Nd:YAG laser delivered by a 15-m-long laser optical fibre connected to the turning centre was used to perform LAM. Uncoated tungsten carbide tool was used for turning. Various experimental trials were performed under a wide range of cutting speeds and feeds with laser power of 1200 W. Cutting forces during LAM were lower than that for conventional machining at all feed rates and a maximum of 15% was observed over the entire range of feed rates and cutting speeds. For beneficial application of LAM, optimum ranges of cutting speed and feed were bracketed. Furthermore, Rashid et al. 76 attempted to extend the range of cutting speed up to 125 m/min for machining of Ti-6Cr-5Mo-5V-4Al alloy by increasing the laser power from 1200 to 1600 W. In additional investigations, Rashid et al. 77 reported the superiority of the LAM over conventional machining of high-strength Ti-10V-2Fe-3Al titanium alloy over a wide range of cutting parameters. The lowest cutting temperature and cutting force were observed at a cutting speed between 55 and 100 m/min and laser power of 800–1200 W. 78
Mohid et al. 79 observed a substantial decrement in cutting force with increase in depth of cut during laser-assisted micro-milling of Ti-6Al-4V using TiAlN-coated cemented carbide micro ball milling tool with nominal diameter of 0.3 mm and in conjunction with laser having average power of 14 W.
A most recent study by Hedberg et al. 80 investigated and reported the superiority of laser assistance over other traditional methods for milling of Ti-6Al-4V. A laser beam of wavelength 1.071 µm with a maximum power output of 1.0 kW was applied ahead of the TiAlN-coated carbide insert in order to facilitate the milling of Ti-64. Consequently, about 30% reduction in cutting force and significant improvement in tool life was observed over traditional wet machining. Moreover, the cutting speed was found to be increased from 85 (in traditional milling) to 50 m/min for laser-assisted milling, and a 33% reduction in cost was achieved despite the additional cost of laser equipment.
Review of the previous work on UVAM of titanium alloys
Churi et al. 81 investigated the effects of machining parameters on the generated cutting force and surface finish of the workpiece during rotary ultrasonic drilling of Ti-6Al-4V. A piezoelectric transducer located in the ultrasonic spindle used to generate vibrations of frequency 1–20 kHz which then transferred to the diamond core drill tool attached to the other end of that spindle. The effects of spindle speed and feed rate at various levels of ultrasonic power were studied. Under the assistance of ultrasonic vibrations, machining at high spindle speed with generation of minimum cutting force and roughness could become possible. In addition, a substantial improvement in surface finish of the drilled hole was observed corresponding to the high ultrasonic power.
Pujana et al. 82 applied ultrasonic-assisted drilling on Ti-6Al-4V by means of a piezoelectric transducer and a power generator working in 17.5–27.5 kHz frequency range (two-flute uncoated tungsten carbide 4-mm drill). The application of ultrasonic assistance in drilling resulted in a general reduction in cutting force as 10%–20% on average temperature that has a negative effect on tool life.
Nik et al. 83 carried out plunge grinding of Ti-6Al-4V for various levels of depth of cut, cutting speed, and feed under the influence of ultrasonic vibration with a frequency of 20 kHz. Both wet and dry grinding with ultrasonic assistance were investigated with the aim to improve the surface finish of the workpiece and to reduce the cutting forces. The lower cutting forces and improved surface finish demonstrated was put down to the presence of impact loading, smaller contact surface, variation in cutting depth, self-sharpening, and an improvement in lubricant penetration (achieved by ultrasonic assistance). The dry ultrasonic grinding displayed better improvement results than the wet grinding implying that grinding at higher cutting depth and cutting speed with reduced coolant consumption is possible. Higher production rates, lower manufacturing cost, and therefore improved sustainability may be possible by incorporating ultrasonic-assisted machining.
Improving surface finish and chip morphology, minimizing cutting forces and temperature were the main objectives of the research work conducted on ultrasonic vibration–assisted turning (UVAT) of titanium alloy by Patil et al. 84 Dry turning of Ti-6Al-4V with the assistance of ultrasonic vibrations (frequency, 20 kHz; amplitude, 20 µm) was conducted. Results of the UVAT were compared with conventional turning. The surface roughness testing demonstrated that the average surface finish for UVAT was 40% lower than for conventional turning (1 compared to 0.6 µm). A reduction in maximum temperature of 25% at the chip–tool interface and a 44% decrease in cutting force were also demonstrated when compared to conventional turning.
An important experimental investigation on machinability improvement of metastable β-titanium alloy Ti-15333 was done by Maurotto et al. 85 Ti-15333 was turned using cemented carbide tools with the assistance of ultrasonic vibration with a variation in certain turning parameters (depth of cut, 0.2–3 mm; feed rate, 0.05–0.25 mm/rev; speed, 45 m/min). They observed reductions in average cutting forces (compared to conventional turning) and improvements in surface quality of up to 70%.
A novel study based on improving the machinability of titanium by applying ultrasonic vibrations during internal thread cutting (tapping) was reported by Pawar et al. 86 The experimental investigations showed that the ultrasonic vibration–assisted cutting reduced the torque during tapping as compared to the conventional process. They observed a 19.1% reduction in torque, approximately 20.3% reduction in cutting temperature, a superior surface quality, and better machinability.
Muhammad et al. 87 recently combined hot turning with ultrasonic-assisted turning as a HMP, hot ultrasonic-assisted turning, to improve the surface quality and reduce the cutting force for Ti-15V3Cr3Al3Sn parts. In hot ultrasonic-assisted turning, thermal softening combined with tool separation in each vibratory cycle of tool movement resulted in a significant force reduction. Improved machinability in terms of reduced cutting forces significantly improved surface quality, and no adverse signs of metallurgical changes and no bad effects on material characteristics were observed.
Conclusion and future recommendations
This article presents a review of previous efforts to improve the machinability of titanium alloys using various sustainable machining strategies and the corresponding benefits. Despite the difficulties associated with the machining of titanium and its alloys, cost effective and quality machining of these alloys are possible if the machining conditions are optimized, appropriate tool materials and geometries are used, suitable cooling and lubrication strategies are employed, and advanced and/or hybrid techniques such as thermal and vibration-assisted machining are used. Noticeable improvements are possible in the machinability of titanium alloys after adopting sustainable machining techniques as demonstrated in the review. This does not mean that all the problems associated with the machining of titanium and its alloys have been addressed. It remains an area of major research concern.
Based on the review presented to improve the sustainable machinability of titanium alloys, the following conclusions and recommendations for future work can be drawn:
Uncoated carbides and CBN were found to be the best and most extensively used tool materials.
Important coatings found to minimize the wear and increase tool life are TiAlN, TiN, Al2O3, and AlCrN.
The shape of the cutting edge, rake angle, and side cutting edge angle were identified as the main tool geometry descriptors influencing the machinability of titanium alloys.
MQL-assisted machining and cryogenic cooling were demonstrated as the most prominent lubrication techniques for improved energy-efficient and green machining of titanium alloys.
LAM and UVAM were both demonstrated to improve the machinability of titanium alloys. These technologies are, however, still in their infancy and much further work is required.
Various possibilities still exist where combinations of different tool materials and coatings along with other sustainable machining strategies, namely, MQL, cryogenic, LAM, and UVAM, may be developed into hybrid processes that could lead to further improvements.
Most of the previous efforts on improving the sustainable machining of titanium and its alloys have largely focused on a limited number of the high-strength alloys, especially Ti-6Al-4V. Very little work exists on the commercially pure grades.
MQL was mostly demonstrated for milling operations, and its workability and suitability for turning, drilling, grinding, and so on need to be further explored.
Exploring the combined effects of two machining strategies together such as MQL-LAM, MQL-UVAM, cryogenic-LAM, and cryogenic-UVAM on machinability and therefore sustainability may result in interesting results and also requires further exploration.
Micro-machining of titanium alloys using different sustainable machining strategies is also a challenging future avenue.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.