
Abstract
Process monitoring is a major focus on improving productivity of discrete manufacturing. With the recent application of new technologies such as radio frequency identification to manufacturing process, real-time production information has become available for decision support in manufacturing system. This study presents a radio frequency identification–based visibility monitoring rule for tracking work-in-process. Specific to the aviation manufacturing shop floor, a case study for demonstration is designed. The value of radio frequency identification–enabled real-time information is investigated within the discrete manufacturing operation. For this purpose, a simplified simulation model is developed to test the benefit of radio frequency identification–based rule compared to the classical scheduling rule. The results indicate that the adoption of radio frequency identification brings better production performance.
Introduction
Radio frequency identification (RFID) is a technology for identifying and tracking of items automatically. It relies on storing and remotely retrieving data using devices called RFID tags. An RFID system consists of hardware, such as RFID tags and readers, and software such as RFID middleware. 1 Up to now, the adoption of RFID is accelerating in retail, supply chain, logistics, manufacturing and many other domains. This change is being driven by rapid improvements in the technology and by successful deployments that have proven the values of RFID. RFID has been used to improve the operation performance in many domains. Ko et al. 2 give the design of a product tracking system which can collaborate with the EPC (Electronic Product Code) network to track products in the RFID-enabled, large-scale supply chain. Chen et al. 3 present the integration of lean production and RFID technology to improve the performance of warehouse management.
A majority of extensive researches on RFID are in supply chain and health care. However, RFID applications in the manufacturing shop floor setting still remain rather limited and unexplored. 4 There exist many uncertain factors in the discrete manufacturing system, such as machine failure, inventory shortage, the delivery change and rush order. Nevertheless, it is critical for manufacturers to know the instantaneous status of an item, the process it has gone through and its trajectory through the manufacturing system. RFID-enabled track and traceability in the discrete manufacturing process provides the possibility. Manufacturers who want to know their instantaneous status can adopt the RFID technology to monitor the discrete manufacturing process through tagging items. Production scheduling is an important process for avoiding delay in the production process and for improving manufacturing performance so as to fulfill customers’ needs. 5 RFID technology plays a significant role in influencing the whole production plan in the job shop. Evaluating the value of RFID in the production process can provide a validation for the future practice. The purpose of this research is to make a solution for process monitoring in the discrete manufacturing. We also evaluate the impact of RFID in production to seek whether the benefit of real-time information from RFID system can be realized.
The remainder of the article is organized as follows: section “Literature review” provides the related literature. Section “RFID-based visibility monitoring rule” proposes a monitoring rule adopting RFID technology in the discrete manufacturing process. Section “Model formulation” gives a model formulation about the discrete manufacturing job shop and RFID data processing. Section “A case study” discusses a case study. Section “Simulation” provides a simulation model and evaluates the performance of the proposed rule against the classical scheduling rules. Section “Conclusion” summarizes the article and suggests future research directions.
Literature review
RFID application on monitoring
RFID systems are used in many fields such as supply chain, manufacturing, business processes and warehouse operations. Supply chain is the most mature application using RFID. With the purpose of monitoring environmental performance of the forestry supply chain, Björk et al. 6 propose the RFID-based solution. Through the traceability and process information systems, the performance of the supply chain can be analyzed. Bindel et al. 7 discuss the application of an embedded RFID device into printed circuit boards for life cycle monitoring of electronic products to support product service systems. In the construction domain, the study demonstrates the implementation of a wireless passive RFID-based technology system for construction resource field mobility and status monitoring by Costin et al. 8 Laniel et al. 9 apply RFID to track and monitor temperature in the cold chain. They determine the optimal RFID antenna placement to achieve better readability. Kranzfelder et al. 10 provide a preclinical evaluation investigating feasibility and appliance reliability of a stationary RFID system for real-time surgical sponge monitoring and operating room (OR) team tracking. Their study is the first combined RFID system that has been developed for stationary use in the surgical OR. This implementation evaluated the interference between RFID equipment and surgical instrument. It gives a reference to us in order to implement a real RFID-based monitoring system in the discrete manufacturing process.
The applications of RFID in manufacturing are still in development. There are some researches for shop floor process monitoring in real-time. Gwon et al. 11 present an advanced RFID application for automotive assembly processes and integrate RFID technology with a real-time decision support system to ensure the accurate and efficient delivery. Makris et al. 12 discuss an RFID application to a robotic assembly cell in a random mix manufacturing and present a case study coming from the welding operations of the automotive industry to demonstrate the integration framework. Although it is difficult to estimate all the possible ways of adopting RFID technology in the manufacturing process, it is probable that the predominant usage will be in identification of individual product parts on the production line. 13
RFID performance on application
The adoption of RFID technology brings the changes to the manufacturing domain. Evaluating the performance of RFID applications leads us to utilize it much better. Chongwatpol and Sharda 14 present an RFID-based traceability approach to improve production scheduling and propose a novel rule to adjust production schedules. Their evaluating results suggest that an RFID-based scheduling rule generates better performance compared to the traditional scheduling rules on many aspects, such as cycle time (CT) and machine utilizations. Thiesse and Fleisch 15 consider the use of RFID for real-time location of physical objects in a semiconductor fab for dispatching and scheduling purposes. New dispatching rules take into account real-time information and gain a better performance on the logistic processes. Han et al. 16 develop an RFID-based weedicide manufacturing process and provide a simulation analysis of a new process which shows improvement of the CT and reduction in the waste of boxes.
In the discrete manufacturing process, Arkan and Van Landeghem 17 present an RFID-based real-time location system (RTLS) solution for obtaining the process visibility and evaluate the performance using RFID. This study gives new insights into shop floor actions and redesign. In the military enterprise, Ferrer et al. 18 evaluate the use of RFID technology for improving remanufacturing efficiency. The discrete-event simulation is chosen for modeling a representative remanufacturing facility. They analyze how RFID generates values in the remanufacturing operations. A framework is provided for deciding on the adoption of RFID technology for easy identification of components in the remanufacturing process. For the manufacturing enterprise, many varieties of production components tend to cause the shop floor uncertainty and complexity. Zhong et al. 19 present an RFID-enabled real-time manufacturing execution system (RT-MES) for solving this problem in mass-customization production companies. In terms of workers, machines and materials, the efficiency and effectiveness of the proposed RT-MES are evaluated for shop floor production management. Zhang et al. 20 propose a performance evaluation method for RFID-based tracking network of job-shop-type work-in-process (WIP) material flows. It is expected that their study will provide a systemic evaluation method for guiding and optimizing the RFID-based tracking configuration solution. These works present valuable reference for successful implementation of a real RFID-based monitoring system.
RFID-based visibility monitoring rule
Different from continuous manufacture, the processes deployed in discrete manufacturing are not continuous in nature. Different products have different manufacturing processes. Each process can be individually started or stopped and can be run at varying production rates. Figure 1 presents an item production cycle in discrete manufacturing process briefly. Items are often transported to the target location by trolley. Their production trajectory is predetermined. According to the production plan, they are placed in a certain workstation first. When the process at this workstation is completed, items will be transported to the next workstation. After a series of processes in some workstations, items should be inspected to determine whether they are qualified or not. Qualified items are stored in the warehouse. Otherwise, they must be reworked or scrapped. From an item production cycle in discrete manufacturing process, physical and information flow of items from the raw materials to the final products is complex. Process visibility is significant for improving the production efficiency and quality. As a means of automatic identification technology, RFID shows the potential in the discrete manufacturing process monitoring.
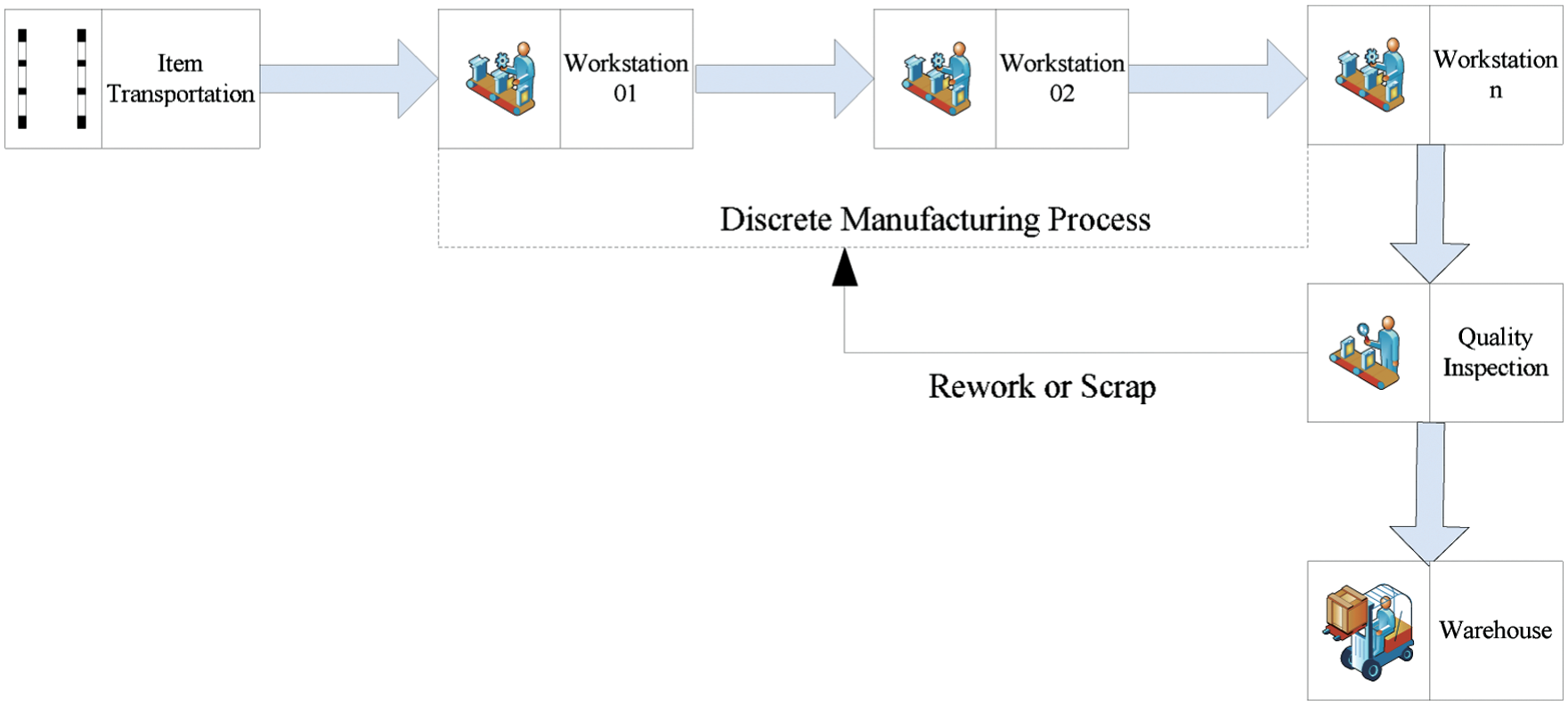
Item production cycle in discrete manufacturing process.
An RFID-based visibility monitoring (RBVM) rule is proposed for production and emergency response. Figure 2 presents a real-time monitoring rule by adopting RFID technology. In order to obtain the information from production process, RFID is deployed at the scene of the shop floor to provide a unique identification to every WIP. The RFID equipments capture the status of the WIP throughout the production line in real-time. This means that the producer can monitor the production status timely to deal with an emergency or adjust the production plan reasonably. As presented in Figure 2, the RBVM rule is shown. First, the RFID system should be initialized to realize the deployment and parameter settings. Then, connect RFID readers to the network of the shop floor to monitor the surrounding information. The connection status must be checked whether successful or not.
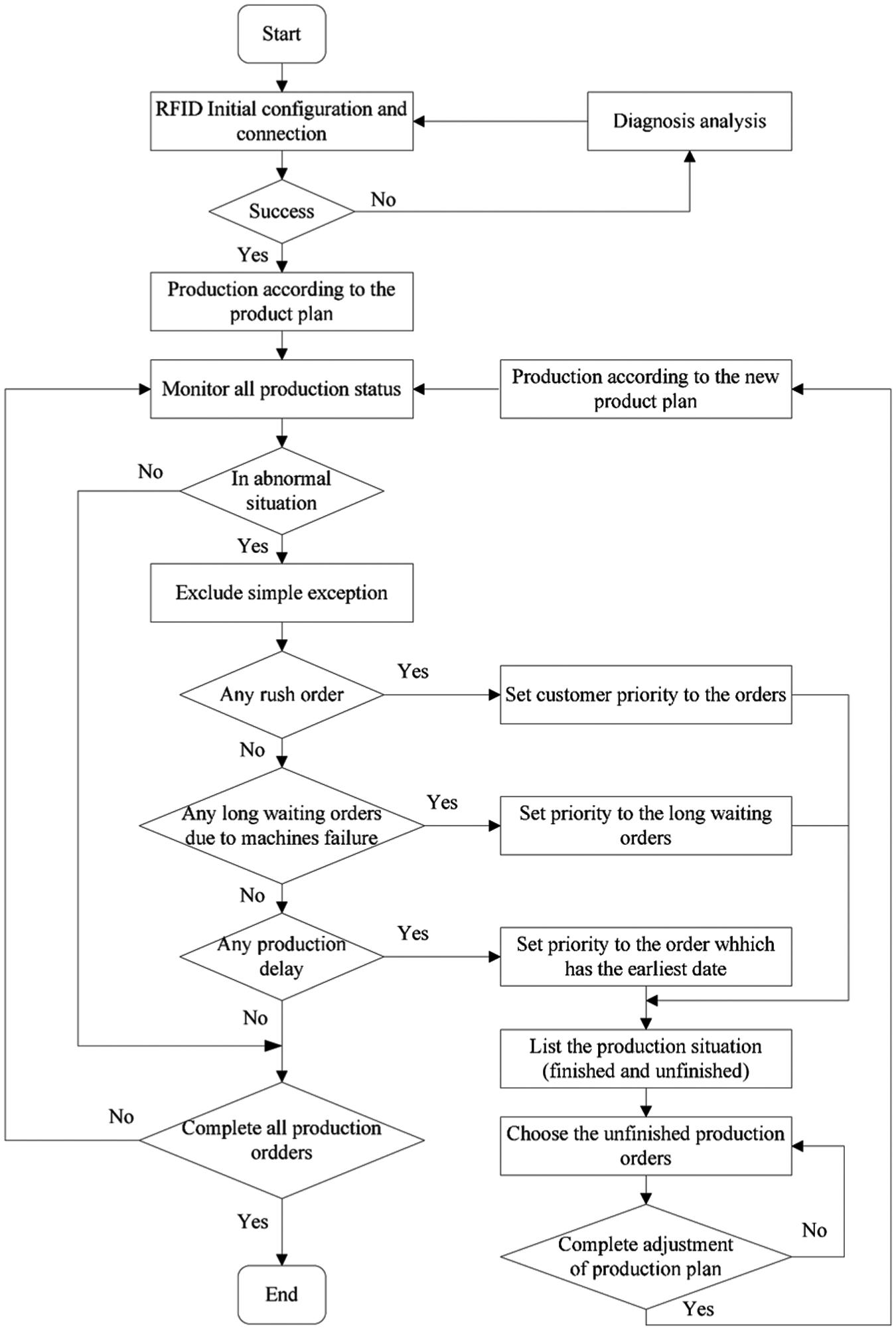
RFID-based visibility monitoring (RBVM) rule.
If a certain RFID reader fails, the failure diagnosis will be presented. The worker will check the corresponding equipment. After troubleshooting, the RFID system runs normally. According to the production plan, workers process the products. The plan is usually made by using customer priorities or critical ratio criterion. The RFID readers will monitor the surrounding WIP in real-time. If the production is in abnormal situation, workers will exclude some simple exceptions which have little effect on production plan. If the production plan is affected, plan adjustment should be carried out. Here, some production problems are discussed. Rush orders are significant for the manufacturers. How to deliver on time is the key to win the credibility for enterprises. When rush orders happen, the customer priority will be set to those orders first. In addition, there may be some long waiting orders due to the machine failure during production. Then the long waiting orders will get the priority. The other production problem that we consider is the production delay. The priority will be set to the order which has the earliest due date (EDD) usually.
After the adjustment of the order priority, planners can query the production progress and list product situations which are finished or unfinished. Then they choose the production orders that have not been completed and implement production plan adjustment based on the priority. Here, the principal goal of the proposed rule is the minimization of the total time cost. The objective function is as follows

Subject to




where
The waiting time and the changeover time of tools depend on planning and scheduling. The changeover time of the tools is taken into account because different products should be processed by different tools according to their materials. It is time-consuming and greatly affects the CT. The transport time depends on the material transport equipments’ sequence. The processing time is usually considered as constant. The breakdown time is an uncertain factor. Therefore, the changeover time of tools and the waiting time are considered to be the key of cost minimization.
Equation (1) is a selection function. It is obvious that different WIPs have different processing steps. If the WIP i is processed at the workstation j, the value of function will be 1. Otherwise, it will be 0. Equations (2) and (3) indicate that the start time and the finished time which are captured by RFID readers are not later than the planned time. They mean the RFID-based real-time production activities can be executed on time. Equation (4) shows that the production orders can be completed before their due dates to ensure the product delivery. When the new plan is formulated, workers process the products based on the new production plan. Before disconnecting RFID readers, the system will always monitor the manufacturing process.
In a state of monitoring cycle, the rule including acquisition, exception handling and so on guides the RFID application in discrete manufacturing process. Emergency response and appropriate actions can be taken to assure the production safety and efficiency. The RFID system can recognize whether WIPs arrive at a specific workstation and what status they are in. Thus, physical and information flow from WIP becomes visible and controllable. The information from the RFID system can be given as feedback to other system (such as MES, ERP (Enterprise Resource Planning)) so that the production planner can adjust the schedules timely.
Model formulation
In this section, based on the actual company, the representative configuration of a discrete manufacturing shop floor is presented. An RFID solution is deployed on the shop floor to track and trace manufacturing objects and collect production data in real-time. Data processing supports the production visibility.
Overview of discrete manufacturing shop floor
Many manufacturing companies operate their shop floors through so-called functional layouts, that is, the machines with similar functionality are grouped together in one area of the shop floor.21,22 The discrete manufacturing shop floor just has such layout in this study. It is abstracted from the actual shop floor. The company mainly produces aviation products. It has special characteristics, such as product variety and punctuality. There are interferences in the shop floor. And the company proposes the requirement of confidentiality. Therefore, it is different from those general manufacturing shop floors, such as the garment manufacturing mentioned by Lee et al. 23 It considers RFID implementation on a general machining workshop.
Taking into account the layout of the discrete manufacturing shop floor, five typical processing methods are selected: turning, milling, planing, grinding and bench work. In general, the individual parts undergo a sequence of operations. These operations may take place at the same or different physical locations. Workstations are grouped according to their functions. A workstation represents a kind of functional operation. The quality inspection is carried out after completion of all operations. At length, qualified parts are stocked in the designated area.
Additionally, each workstation is allocated with a semi-part which acts as a storage area for incoming parts waiting to be processed; in other words, the incoming parts to one workstation come from either the inventory area of raw material or other workstation. In light of production schedules, the parts are moved to the specific workstation; if they reach the wrong workstation, the system should give an alarm. After the operation is completed at this workstation, the parts are placed at the area for waiting temporarily and sequentially moved to the next designated workstation. The waiting area of workstations can correspond to multiple parts information. While at some point, a kind of part information only appears at a specific workstation.
Traditionally, schedules are made by production planners and released to the shop floor. Whenever production problems happen, some process information could not be communicated to the shop floor manager timely and effectively. It often has a negative influence on production CTs. Against this background, we decided to equip the shop floor with RFID technology in order to make the discrete manufacturing process visible and thus controllable.
RFID deployment
As a suitable identification and tracking technology, RFID is selected to monitor the discrete manufacturing process. In the case of aviation products in the machining workshop, there are several requirements and constraints which must be taken into account. For example, the floors and machines in the shop floor are made of metal that can interfere with the RFID signal. Thus, anti-mental tags are optional. According to the enterprise requirement of confidentiality, data encryption method is necessary.
In order to monitor the discrete manufacturing process effectively, making a deployment of RFID is key. The RFID deployment consists of hardware components and software system. The hardware components include fixed tag readers, handheld tag readers, passive and active tags and a database server. The fixed readers should be strategically located in order to identify the tag signal. The handheld readers are used to read the tag for checking or tracing. Tags are deployed on WIP to track their trajectory. The database server analyzes and stores data from tags. Figure 3 represents the shop floor layout with the RFID solution. Since the process route is fixed, RFID readers are mainly deployed on the key location, such as the gate and workstations. They are connected to the server. RFID readers will read all tags that enter the corresponding readers’ areas. The data present related information about WIP. When WIP starts moving, readers in different areas will monitor them in real-time. Through the RFID system, the location and status of WIP can be detected.
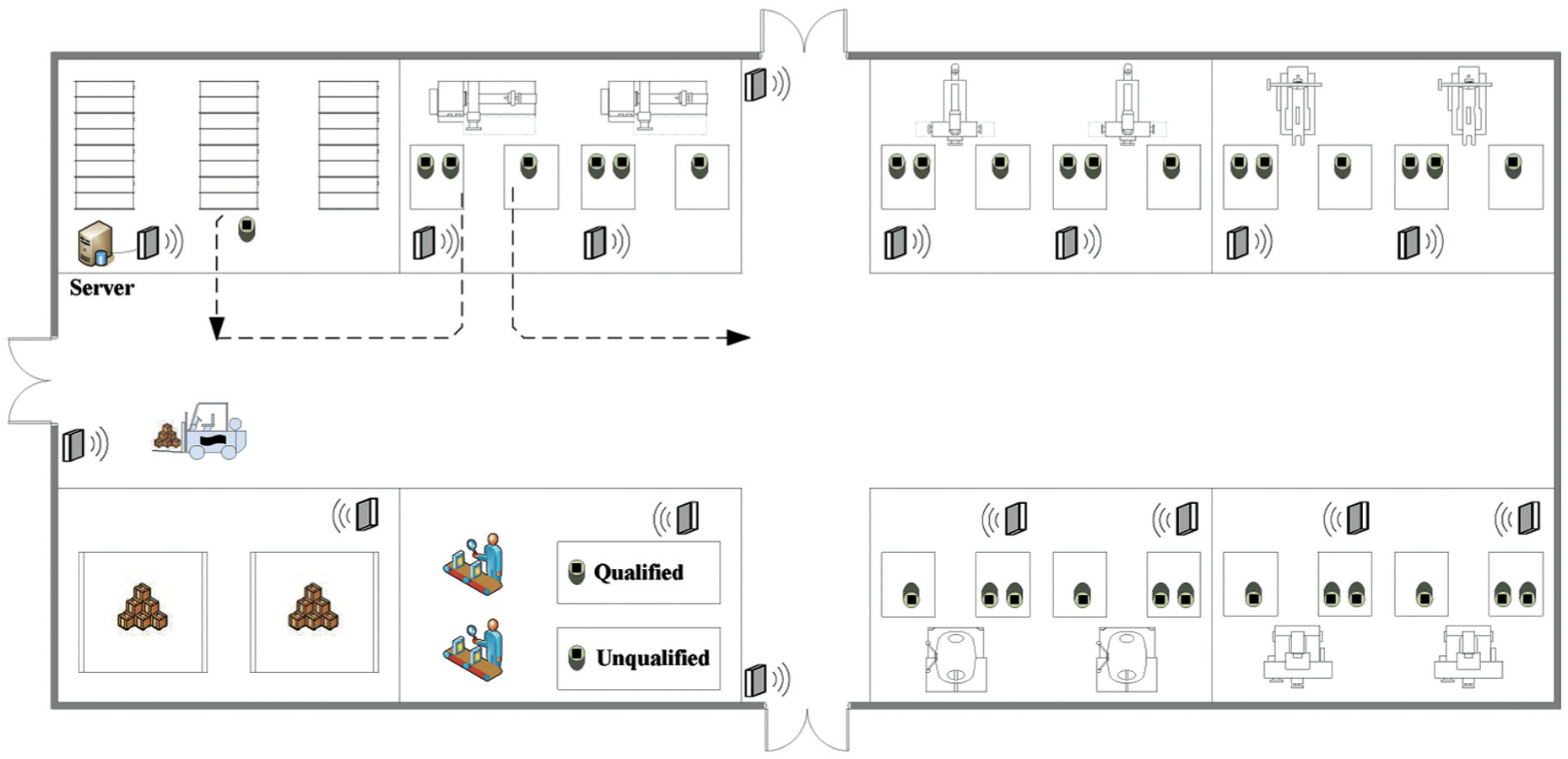
RFID layout of the shop floor.
Data processing
In the discrete manufacturing process, a variety of data are generated. Data acquisition and processing are the foundations for monitoring production process. It is of great importance to know how to utilize the information from the RFID system for optimizing job shop production.
There are four layers about the RFID data processing, as illustrated in Figure 4, including configuration and read/write layer, RFID event handling layer, business logic processing layer and user monitoring layer. 24 RFID configuration and read/write layer is the underlying configuration. It provides initialization and source data to the monitoring system. After RFID deployment in the shop floor, the readers and tags are bound to the corresponding objects (such as gate, WIP). When the system monitors the production process, RFID readers can identify WIP with tags in real-time. RFID event handling layer deals with the collected raw data. It is evident that the high volume of data streams from production process is redundant, such as duplicate readings. Raw data are usually encrypted for confidentiality. Thus, it needs to decrypt the data into meaningful information that we can recognize. The handled data are stored in the database. And it is through business logic processing layer to be provided to the user interface. RFID event handling layer and business logic processing layer are often as RFID middleware to provide service to the applications. When the production process data need to be displayed, the data can be accessed through web service. Then users can monitor the effective information from the visual interface of PC, PAD or electronic Kanban.
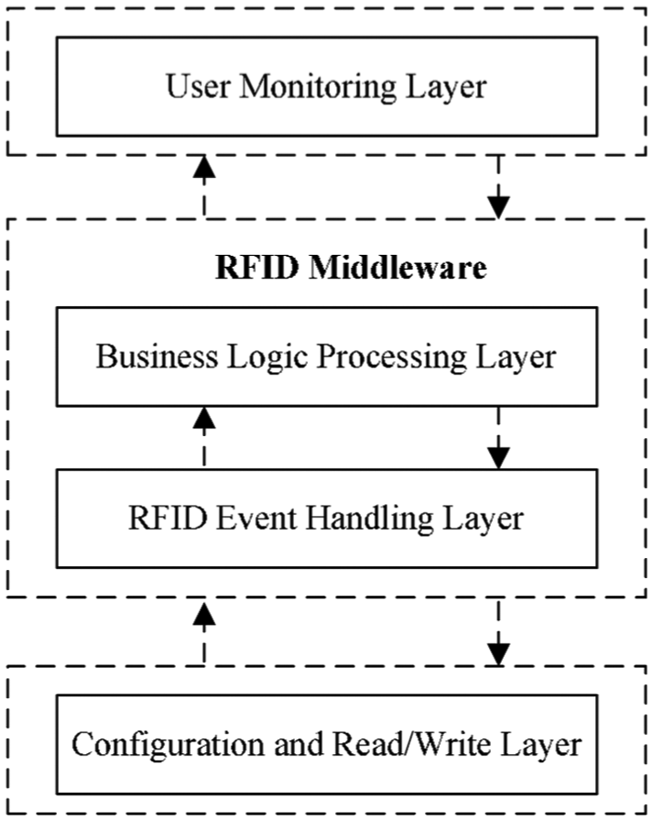
Architecture of the layered RFID data processing.
Such layered architecture is applied to the system design. The discrete manufacturing data are processed according to this architecture. The detailed information can be traced through the system database.
A case study
A typical RFID-enabled solution usually consists of several parts, which include RFID hardware, middleware, application software and the associated protocol. In this section, a stylized prototype system is introduced. The prototype system is developed for monitoring of the discrete manufacturing process based on RFID technology. There is a case study for demonstration.
Figure 5 shows the RFID system deployment at the workshop in the case study, including RFID readers, tags, network equipments and electronic terminals. They realize production data acquisition, transmission and monitoring. RFID readers are deployed at key positions. Machine buffers and gates are chosen. RFID tags are often bound to essential productive factors, such as materials, tools and workers. The working frequency of RFID devices is chosen mainly according to the requirements of transmission distance, environmental factors and economy. Communication network provides reliable data transmission. RFID devices connect with the local area network (LAN) via a serial port or network interface. Real-time production data are stored in the server database. The electronic terminals are available in production process. Through the clients, electronic Kanban and handheld RFID terminals, real-time production information can be queried.
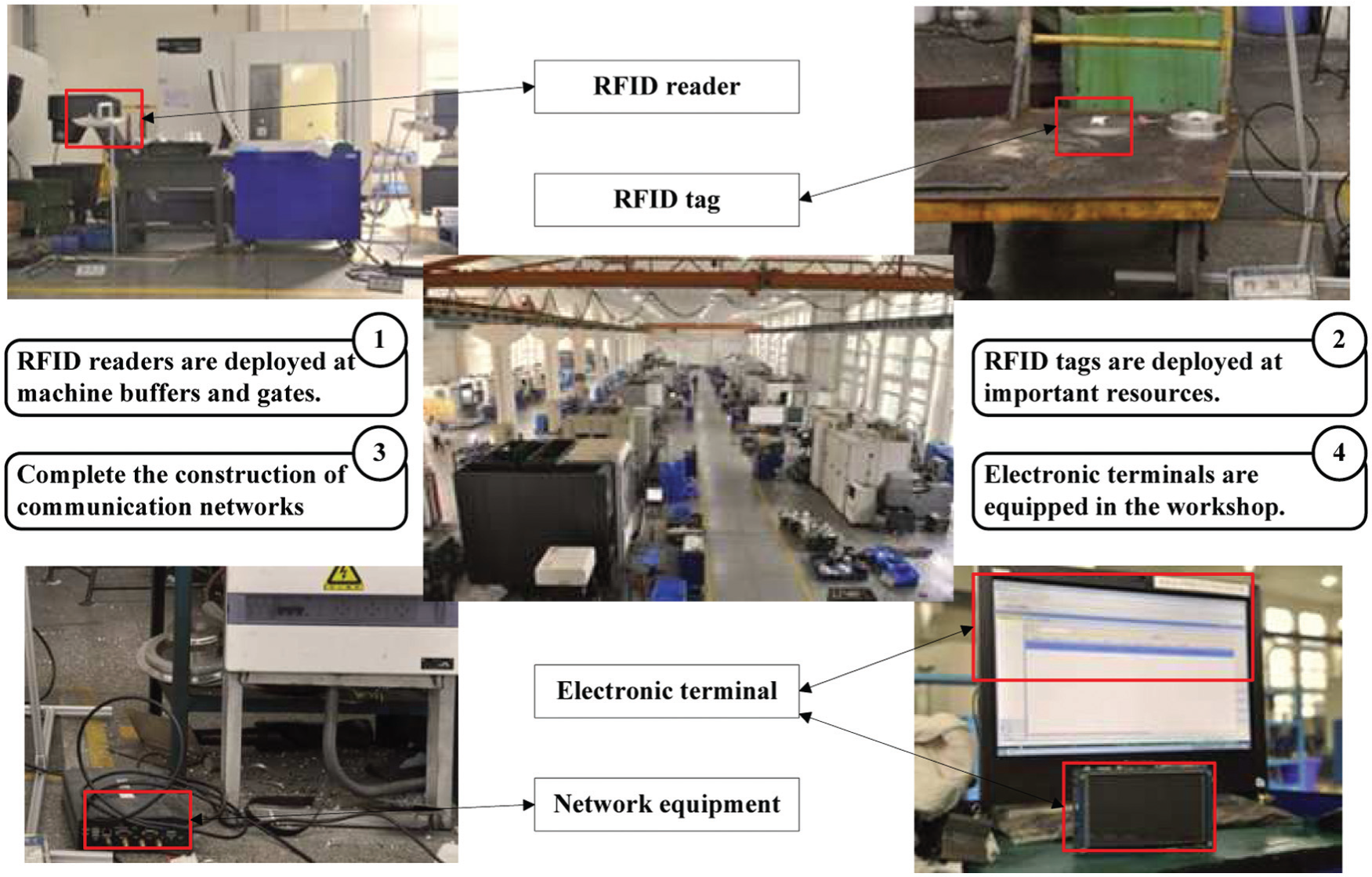
RFID system deployment at the workshop.
In the manufacturing environment, work orders are edited first. Using the RFID technology, some related data are written in the RFID tags. The tag’s data structure is illustrated in Figure 6. The tags attached to the parts contain data, which include tag ID, ID type, production information and reserved block. Figure 7 shows the cycle life of RFID tags. First, original tags should be initialized. Then they will be issued to different parts. Afterward, they are in the working state. Once a tag is lost, it will be invalid and canceled in the system. When the parts are completed, RFID tags ought to be recycled and reinitialized until they are scrapped. The configuration interface for RFID system can achieve the reader configuration and tag read/write operations. It accomplishes the hardware configurations. In this system, the RFID tag represents a kind of parts. According to the work order, the RFID tag can be taken to different workstations.
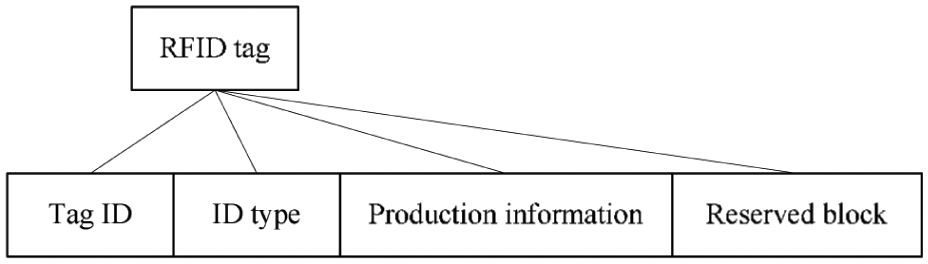
RFID tag’s data structure.
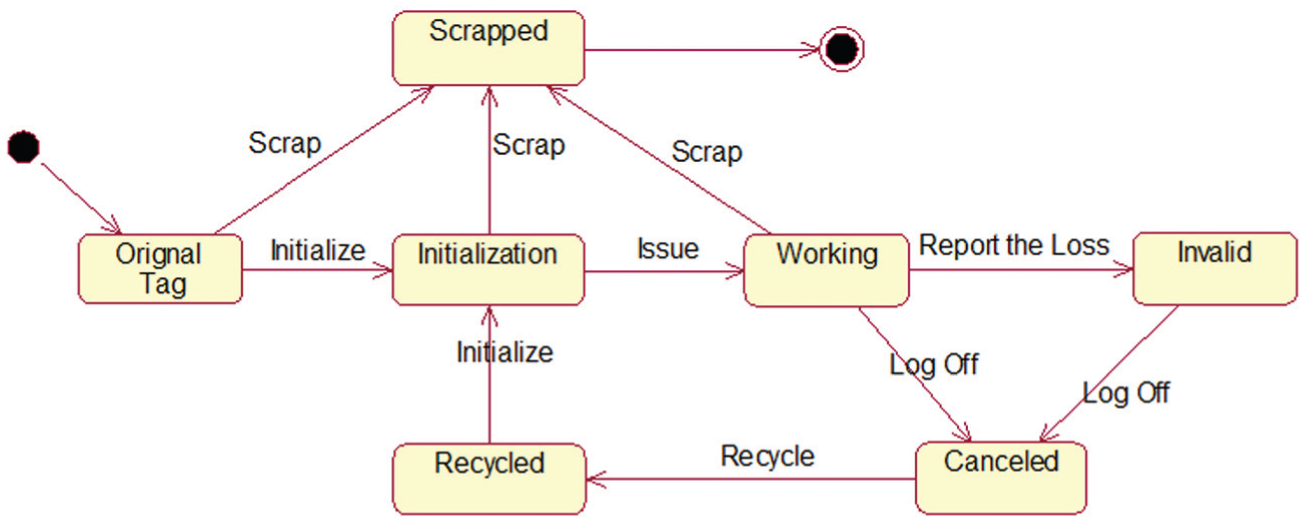
Cycle life of RFID tag.
As illustrated in Figure 8, RBVM in the discrete manufacturing process is presented. From the production site, manufacturing information is acquired through RFID equipments and sensors. In the monitoring of discrete manufacturing process, the system monitors the current production process in real-time, such as machine status, environment temperature and WIP status. The manufacturing information can be queried from the database, including processing information, tools status, quality inspection and so on. Thus, production becomes more visible and controllable.
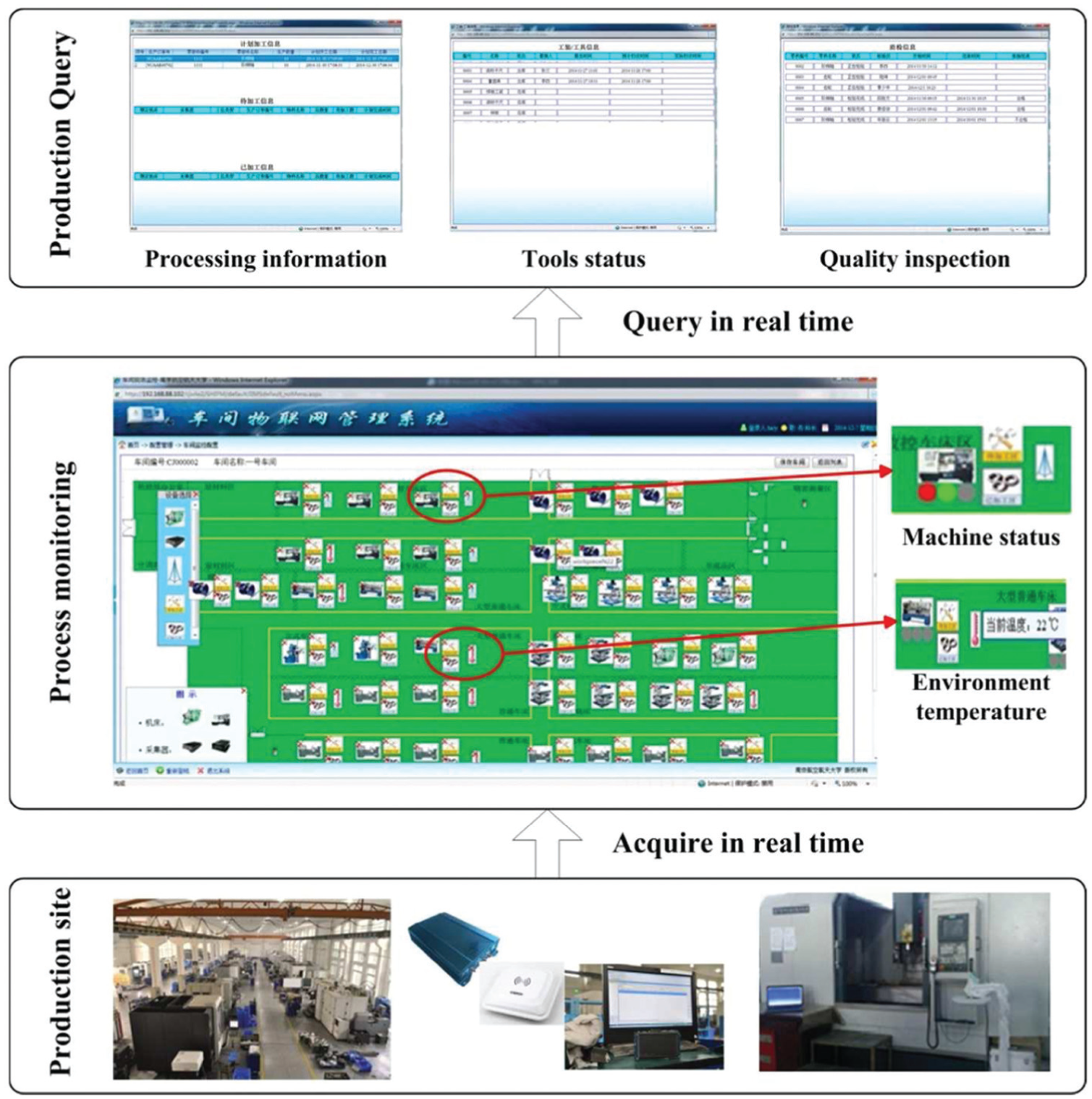
RFID-based visibility monitoring in process.
Simulation
This section provides a simulation approach to examine the benefit of RBVM rule. First, a simulation model is created using eM-Plant, and several fundamental assumptions and simulation parameters are set. Second, simulations are carried out and the results are discussed.
Simulation model
The simulation model introduces some general characteristics that are shared by aviation manufacturing shop floor and other similar discrete manufacturing facilities. The purpose of our simulation model is to test the performance of RBVM rule against the classical scheduling rules. We compare two different dispatching rules: shortest processing time (SPT) and EDD for the model comparison. In our model, we adopt certain assumptions and simplifications to isolate the effects of some changes to the facility’s operations. Some fundamental assumptions are set as follows:
Overflows of buffers do not occur at workstations.
Transport time from the buffer to the machine at the certain workstation is ignored.
Setup time of each workstation is 2 min or 30 s according to the type of the parts. If the part is the same as the last, the setup time will be 30 s. Otherwise, it will be 2 min.
Once a job is started, it cannot be stopped unless the machine has fault.
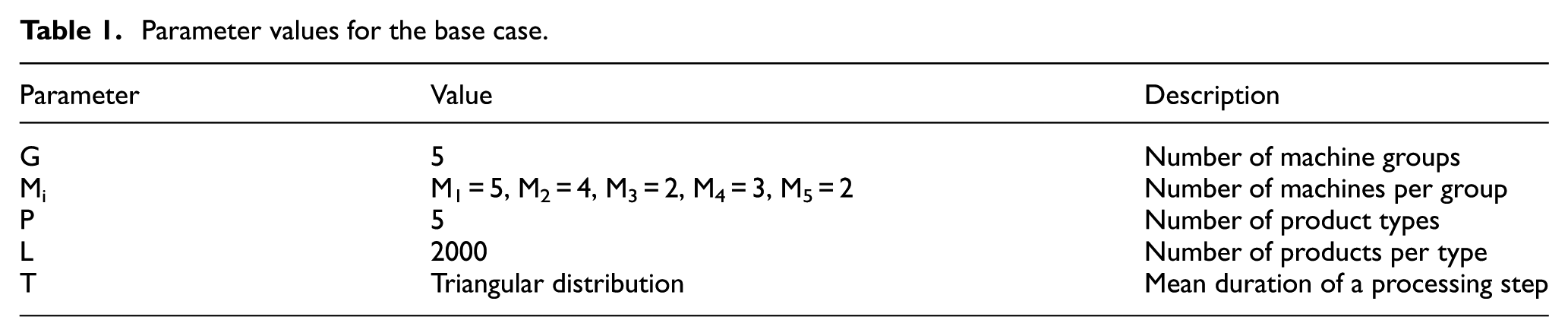
A simulation of the shop floor is designed in eM-Plant software and the parameter values for the base case are given in Table 1. There are five groups of machines. They represent five kinds of processing methods. Different group has different number of machines. There are five kinds of products which need to be processed. Triangular distribution is selected as the duration of a processing step.
Parameter values for the base case.
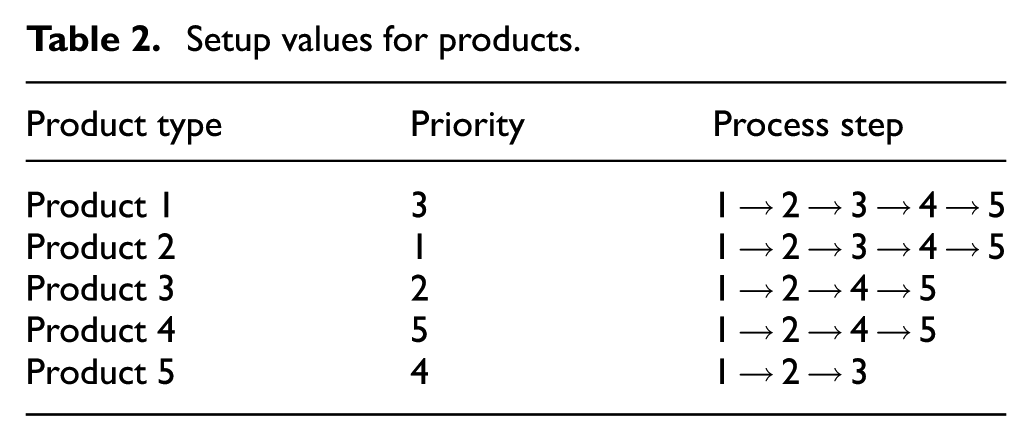
The setup values for products are given in Table 2. The products have different priority. The smaller value represents the higher priority. Each kind of product has its own process step. For example, product 1 needs to be processed by methods 1, 2, 3, 4 and 5 sequentially.
Setup values for products.
The simulation model is run in different configurations. Compare the new rule (RBVM) against the classical rules to evaluate the applicability of RFID in the discrete manufacturing. A snapshot from the simulation of the shop floor is shown in Figure 9. RFID equipments are deployed at the gate and workstations to collect production process information. Figure 10 indicates production routes of parts according to the plan. The duration of the simulation is 1 month.
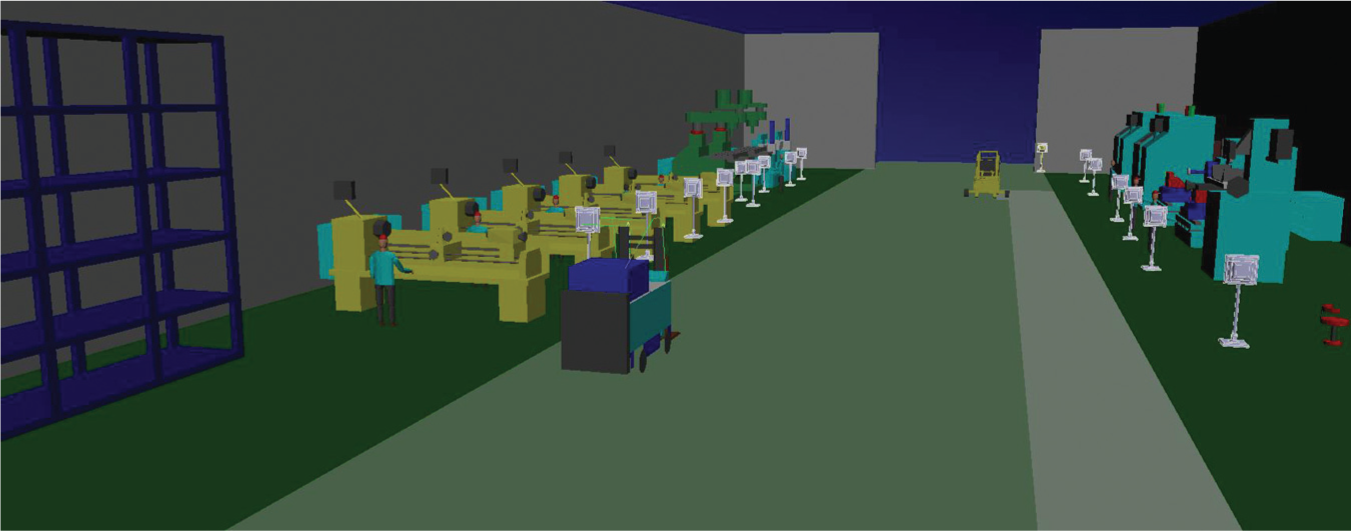
Snapshot from the simulation of the shop floor.
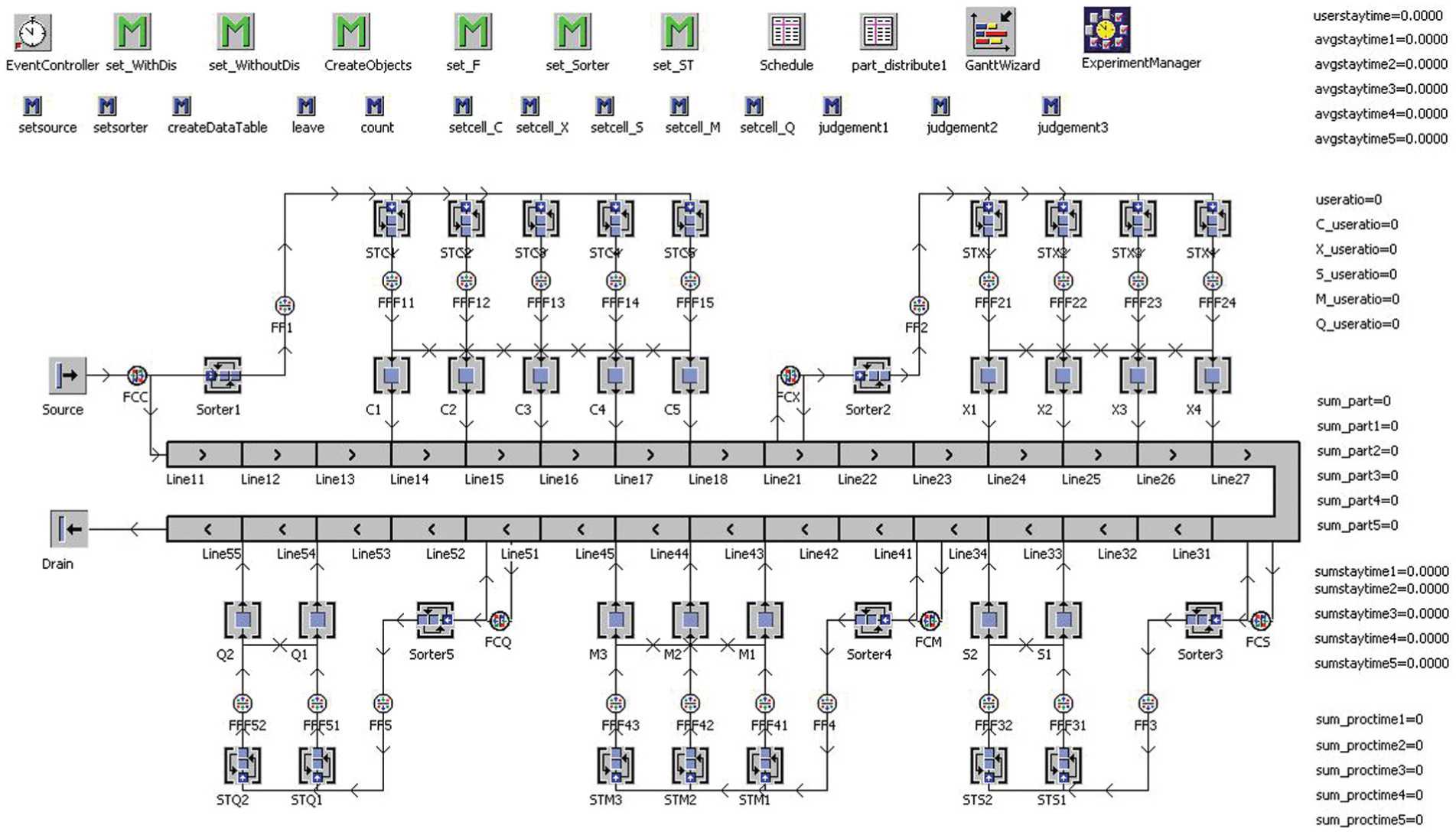
Production route of parts.
Results and discussion
The key performance measures are specified here: (1) mean CT and (2) mean machine utilization rate (MUR). The CT is directly related to the on-time delivery. The MUR is the technical and economic indicator to reflect the equipment working status and the production efficiency.
The CT measurement is calculated as follows

where
Impact of RFID in parts’ arrival interval
This section evaluates the impact of parts’ arrival interval under different rules. To some extent, the parts’ arrival interval reflects the production demand. In other words, the shorter the parts’ arrival interval, the greater the production demand. The simulation results assess whether RFID-based rule adds more value than others when demands become more variable. As depicted in Table 3, the mean MUR and mean CT with different rules are shown.
Comparison of different rules.
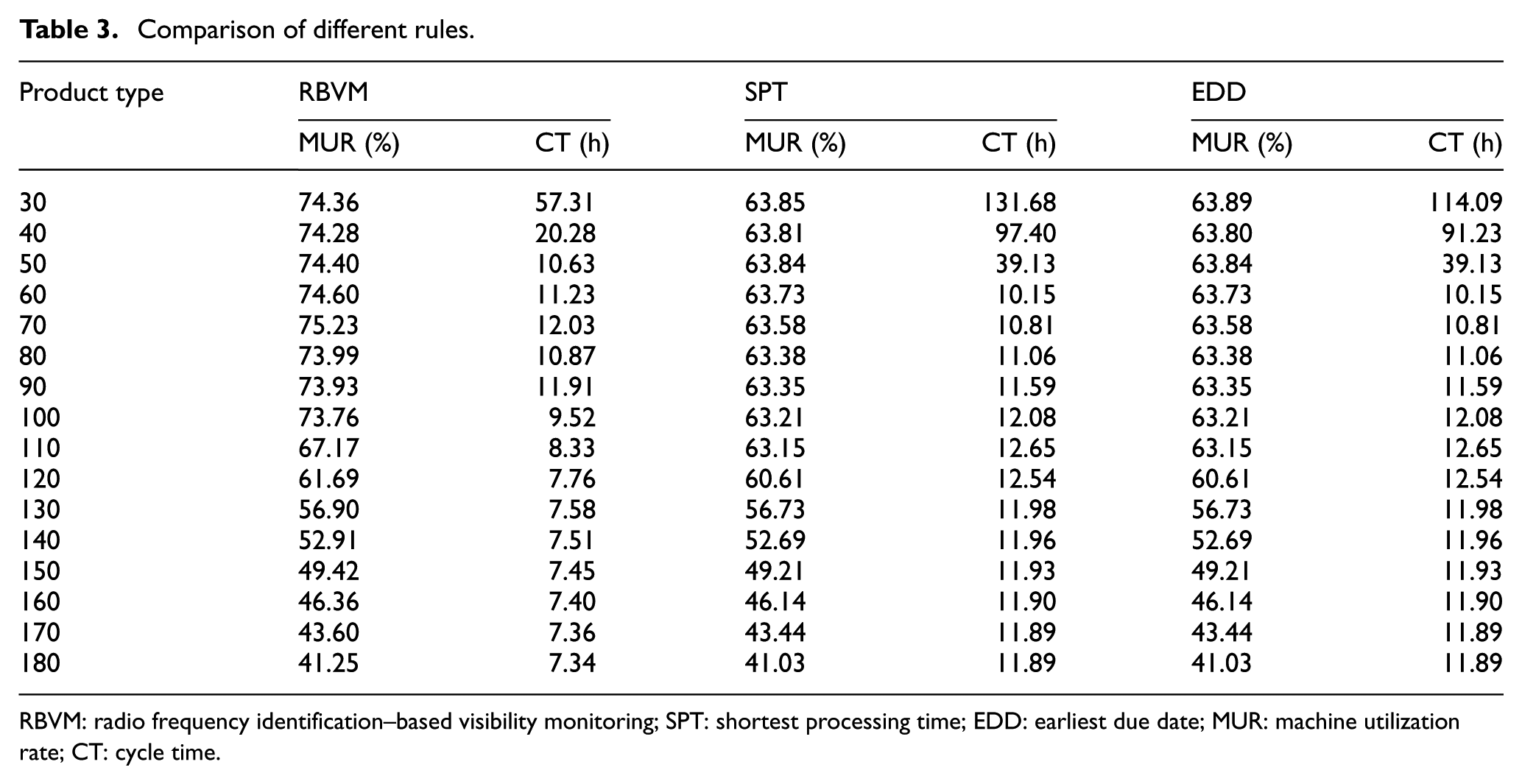
RBVM: radio frequency identification–based visibility monitoring; SPT: shortest processing time; EDD: earliest due date; MUR: machine utilization rate; CT: cycle time.
Figure 11 shows the trend of the mean MUR over the parts’ arrival interval. As a whole, the RFID-based rule has higher performance. When the arrival interval is from 30 to 100 min, it increases nearly by 16% compared to SPT and EDD. After that, the mean MURs of three rules tend to the same. It is easy to understand this result. When the arrival interval is relatively short, production demand is large. There are few idle machines. Then the machine utilization is high. Once the arrival interval becomes long, it does not matter whether with RFID technology or not. Besides, SPT and EDD have the nearly same trend. Figure 12 shows the trend of the mean CT over the parts’ arrival interval. The result analysis is similar to the above.
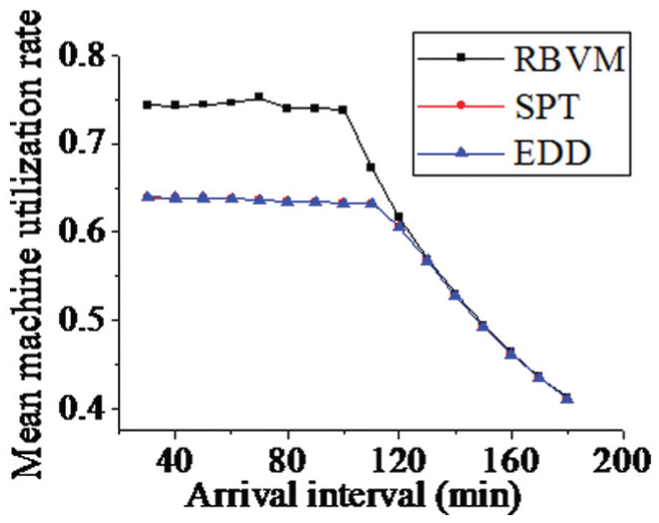
Comparison of mean machine utilization in different arrival intervals.
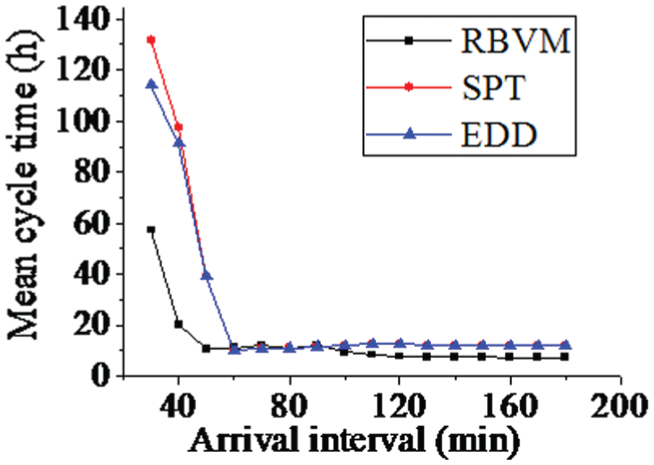
Comparison of mean cycle time in different arrival intervals.
Comparing the RFID-based rule to SPT and EDD, the impact of RFID in parts’ arrival interval is evident. The benefit gained from RFID indicates that the RFID-based rule can better adapt to the demand change. It provides a choice to a company which faces significant demand variations. The simulation results also show that when the production demand is small, RFID has little impact on production performance. The best arrival interval is from 30 to 100 min. It gives a reference to companies which are willing to adopt RFID technology to improve production efficiency.
RFID-based rule in accommodating disruption
In this section, the capacity of RFID-based rule in accommodating disruption is tested. Considering parts’ arrival interval in section “Impact of RFID in parts’ arrival interval,” this simulation is conducted under the interval of 90 min. An overview of simulation results is presented in Table 4.
Comparison of three rules with/without disruption.
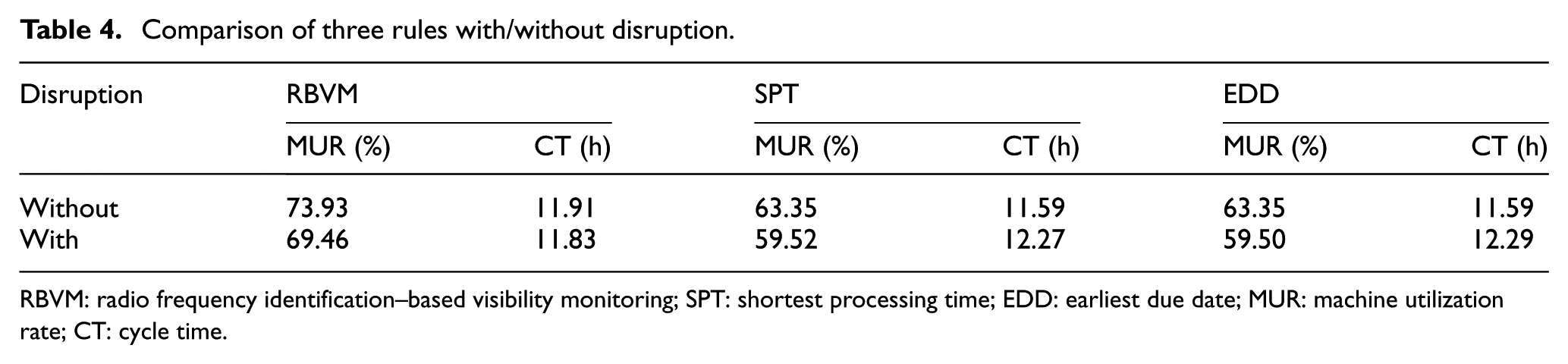
RBVM: radio frequency identification–based visibility monitoring; SPT: shortest processing time; EDD: earliest due date; MUR: machine utilization rate; CT: cycle time.
Table 4 indicates the comparison of three rules with/without disruptions. It is obvious that RFID-based monitoring rule achieves better performance compared to the classical rules (SPT and EDD). The mean MURs of the three rules are about 73.9%, 63.3% and 63.3% without disruption. And the mean CTs are about 11.9, 11.6 and 11.6 h, respectively. When disruptions occur, the mean MURs for SPT and EDD are both about 59.5%. The mean MUR for RFID (69.5%) is relatively high compared to the other rules. It increases approximately by 16.8% compared to SPT and EDD. Meanwhile, the mean CT for RFID remains closely the same at approximately 11.8 h. However, the mean CT for SPT and EDD increases to 12.3 h. It increases by 6.0% compared to the original.
The RFID-based rule can present real-time information from production process. The classical rules (SPT and EDD) set a fixed sequence before the start of production task. In the production process, some circumstances tend to happen, such as machine fault and rush orders. Once the disruption occurs, the RFID-based rule enables operations to react to it timely. And workers can provide the solution on short notice. However, the traditional rules are not based on the real-time information. Production planners cannot adjust orders timely. Then the entire production cycle will be delayed because of unforeseen disruption. This is why the mean CT of SPT and EDD increases. In the same way, the real-time adjustment of production for RFID makes the mean MUR higher than others. Even in the case of disruption, the RFID-based rule also has higher performance.
Conclusion
In contrast to the typical utilization of RFID technology in supply chain applications, warehouse management and automotive manufacturing industry, this article adopts RFID technology for monitoring of discrete manufacturing process. It presents an RBVM rule. Besides, it gives an overview of the discrete manufacturing shop floor which mainly produces aviation products. Through deploying RFID devices at the reasonable location, it provides a simple solution for discrete shop floor. The case study verifies the practical feasibility and effectiveness of the solution. The focus of the research is how to assess and improve shop floor performance of low-automated discrete manufacturing process by using RFID technology. Compared to the classical rules (SPT and EDD), the RFID-based rule shows better applicability. The proposed methods provide important referential value for applying RFID technology in discrete manufacturing domain.
Further research is necessary if the discrete manufacturing system based on RFID technology is to realize its full potential. In this study, the performance analysis is limited since the simulation model is simplified and does not contain all possible factors in accordance with the actual discrete manufacturing environment. Therefore, more reasonable simulations that incorporate real-world features need to be conducted. Another possible extension is to evaluate how RFID affects a production schedule, which determines when and how much of each product will be executed at the higher level of production planning and control. Future research is required in the field of mathematical modeling concerning RFID-enabled real-time information to enhance the performance of discrete manufacturing process. Furthermore, the integration of the RFID-enabled monitoring system with other manufacturing information systems, such as MES and PDM (Product Data Management) will be studied. According to the data acquisition from the discrete manufacturing process by RFID technology, the monitoring system provides the information support to other systems in order to make better decisions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article was supported by Defense Industrial Technology Development Program of China (grant no. A2520110003), the Foundation of Graduate Innovation Center in NUAA (grant no. kfjj130117), Funding of Jiangsu (PRC) Innovation Program for Graduate Education (grant no. CXLX12_0173) and the fundamental Research Funds for the Central Universities.