
Abstract
Information availability and data transparency are key requirements from manufacturers when supporting products throughout the life cycle, for example, when implementing product service systems. The application of embedded wireless technologies into printed circuit boards can help by bridging current knowledge gaps in order to minimise both technical and financial risk through: reduced product downtime, improved quality of tracking, and enhanced end-of-life decision making. The application of an embedded radio frequency identification device into printed circuit boards for life cycle monitoring of electronic products to support product service systems is discussed in this article.
Introduction
The product service system (PSS) is a well-documented sustainable business model and represents a growing area of research that supports the recognised strategic theme of sustainable manufacturing. 1 Under the PSS paradigm companies sell a ‘service’ rather than a product. 2 Manufacturers offering a ‘service’ or a ‘function’ may have a superior selling proposition compared with classical product sales. As shown in Figure 1, product information, such as location, status and health, use history, and materials/component contents needs to be gathered and updated throughout the whole product life cycle. This information can then be used by the service provider to create company knowledge (to feed back to the design, e.g. design for manufacturing (DfM), design for recycling (DfR), design for maintenance ) on customer preferences and behaviour, service plans (pre-emptive and scheduled), and costing when bidding for new products.
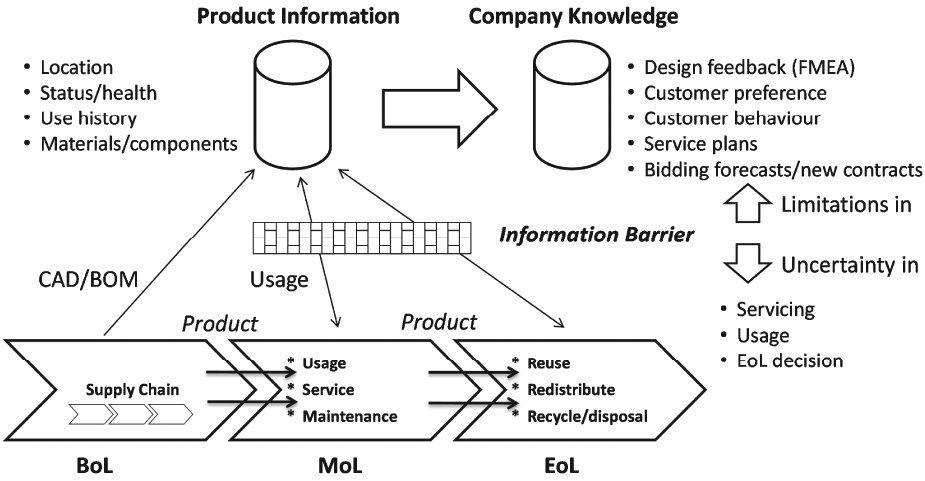
Illustration of the information barriers in the MoL and EoL in PSS.
Product information is not always available during the life cycle of a product. 3 Information flow in the beginning of life (BoL) for the product is closely monitored within industrial companies within the supply chain. Currently, tracking data in the middle of life (MoL) and end of life (EoL) is normally unavailable. These product information barriers cause limitations in extracting knowledge at the original equipment manufacturers (OEMs) (e.g. when to schedule services, which cost model to use, what the user preferences are). As a result uncertainties are introduced in the PSS, which influences servicing, use-phase of the product and EoL decision making, hence, increases the risk of ownership for the OEM.
A more detailed and continuous view of a product in real time is needed throughout the whole product life cycle in order to support a sustainable service provision model. The research assertion made in this article is that risk limitation techniques must be established as a requirement for a PSS to be profitably implemented. Risk limitation is needed to maximise operating time as a charged ‘service per unit basis’, i.e. cost per hour of operation 4 by:
shorter time from order to service;
reduced downtimes during use phases;
increased lifetime;
increased reuse value.
It is shown that product centric data (PCD) is crucial to achieve these objectives and that a wireless embedded device, for example a radio frequency identification device (RFID), can offer enhanced visibility of PCD by overcoming the information barrier within the supply chain during MoL and EoL. It is shown that these results enable the reduction of risk by lowering the amount of uncertainty of life cycle-related data. In the approach adopted by the authors, contrary to traditional usage of RFID tagging systems, as described, for example, in Lee et al., 4 RFID tags are embedded into low volume products (i.e. into the printed circuit board (PCB) of an electronic product) of high value, so that information could be gathered and stored within the product throughout its life cycle. PCD can be obtained at all stages of the life cycle, starting at the PCB manufacturer, and can be readily made available to stakeholders, even in cases where no global network or connections to central databases are available. The embedding of the RFID tag into the PCB also enables the information to be physically attached, hence impossible to remove or change, therefore, can be used to ensure the authenticity of the product and associated data.
In ‘Product service systems risks and uncertainties’, an overview of where risks and uncertainties occur in a PSS is described and the literature reviewed on current life cycle monitoring systems. In ‘The risk for OEMs in the electronic domain’ the specific risks in a PSS in the electronic domain are highlighted followed by details of how a life cycle monitoring device (e.g. embedded RFID) can be embedded into the structure of a PCB, which is discussed in ‘Embedding of RFID system’. Finally, use cases are described where such embedded devices can reduce risk in a PSS for electronic products.
PSSs risks and uncertainties
Much research work has been done regarding PSSs, including definition, 1 configurations of a PSS business, and applications, as discussed in Mont and Tukker. 5 In these applications the focus has been on costing implications and tools to support a PSS business model; the design issues associated with a PSS, life cycle considerations, 6 and supply chain management and logistical issues. 7
The PSS model is attractive for items such as capital goods that have a high inherent value. As shown in Figure 2, the main customer benefit is the ‘service’ supplied by the product (e.g. a vehicle power-train or a jet engine). 8 In addition, the customers also benefit from a reliable service and reduced investment. The major difference to conventional business approaches is that, in a use-oriented PSS, customers pay for equipment availability – the ownership of the product stays with the OEM. 9
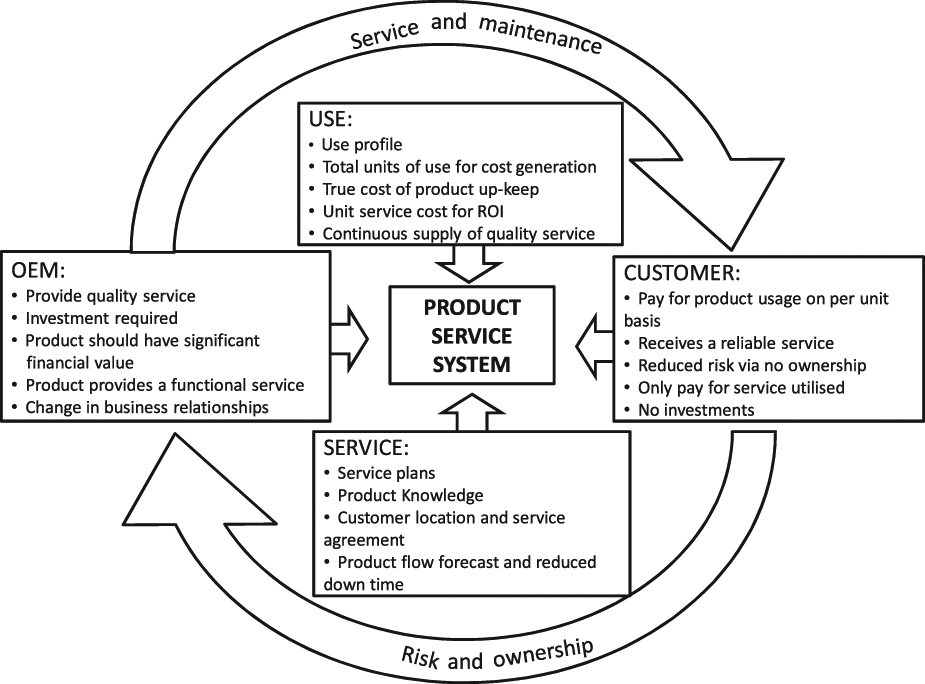
The main characteristics of a PSS.
Resulting from this change in ownership the OEMs major interest is to increase the operation time of the product, which leads to logistical activities and product life cycle servicing, 10 which are crucial for the development of a successful PSS strategy. Customer locations, product return planning, and service/maintenance plans are among a wide range of logistical issues that must be addressed in order to support the successful delivery of a PSS.
Risk mitigation can be observed as a consequence of the changed ownership from customer to producer. 1 Equipment availability EA as defined by Blanchard and Fabrycky 11 is a function of mean time between failure (MTBF) and mean time to repair (MTTR)

As a consequence, MTBF has to be increased while MTTR should be decreased to a minimum. Information about the product and its performance is of paramount importance to achieve these objectives. The barriers for implementing a PSS model have previously been analysed 12 with the conclusion that the most common barrier is a lack of strategic planning. However additional major barriers include the lack of ideal information systems and the lack of PCD throughout a product’s complete life cycle.
Risk owing to PSS
Risk and uncertainty definition
Uncertainty generates risk and is founded in poor or missing information. 13 As shown in Figure 3, uncertainty is characterised as ‘not predictable’ and could be either a threat or an opportunity. Examples of uncertainty are MTBF, MTTR, EoL value, and currency rates. Risk is defined as the threat of loss (financial, 9 reputation quality, 1 time, 13 and opportunity) from an unwanted event, with uncertainty being the possible reason for the negative event. Risks can, therefore, also be either predictable or unpredictable. Risk for a PSS could, for example, be the risk that life cycle costs are higher than the revenue generated from a contracted piece of equipment owing to limited/reduced availability. Through the introduction of available, transparent, and accurate PCD, focused on improving communication, it is hypothesised that both uncertainty and, therefore, risk can be minimised.
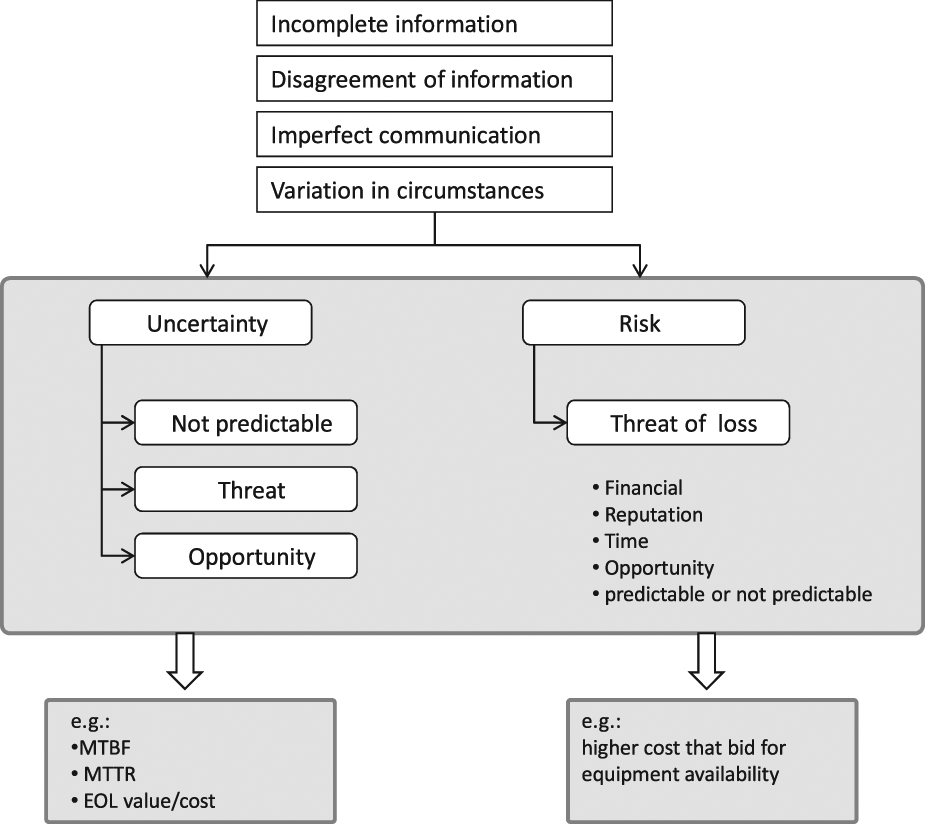
Uncertainty and risk definition derived from Erkoyuncu et al. 13
Risk quantification and classification
Risk measures have been defined in literature in several different ways.12,14 The common starting point is to establish both the probability, and the severity of consequence of the risk occurring. 15
Risk (R) can be described by a set of i risk elements, which consist of the risk scenario (S i ), probability (P i ), and consequence (x i ) as shown in equation (2), which was adapted from Kaplan and Garrick 12

In addition, consequence x(u) is typically a function of uncertainty u. The risk elements can be calculated and visualised in a risk matrix, as shown in Figure 4, where the consequence is shown versus the probability of occurrence of each risk element. Risk management strategies typically aim to mitigate risk elements from the top right quadrant to the lower left quadrant. 15
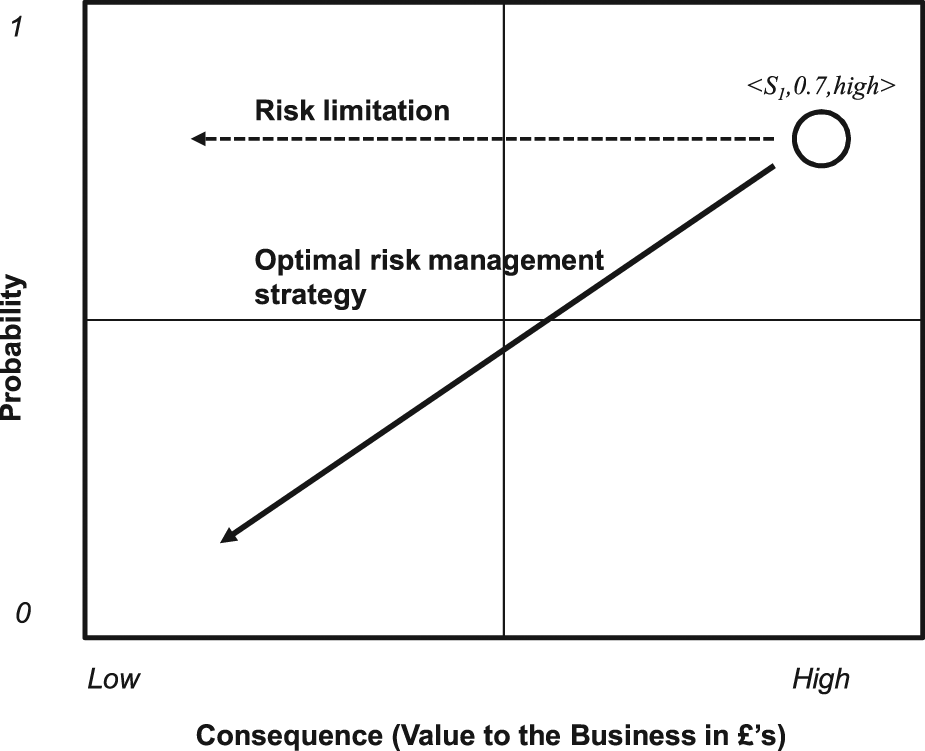
Risk management strategy and risk limitation illustrated in the risk matrix.
The probability of an occurrence cannot be affected by the proposed embedded information system. However, the availability of information could limit the consequence of the occurrence via reduced uncertainty through the retrieval of required information. Therefore, risk limitation (i.e. movements of risk sets horizontally to the left), rather than full mitigation, where also probabilities would be reduced, is discussed in this article. Risk limitation can be achieved via the timely availability of secure product life cycle information, which is directly stored within the product.
Life cycle information
Life cycle information is central to PSS implementation. Furthermore performance data collected during customer usage can help to provide a better understanding of the product during its life, to enable optimisation of servicing and maintenance plans, improve overall product quality, and wear characteristics, and hence, increase the value of the service supplied. With product ownership and subsequent investments being the responsibility of the OEM, quality and reliability are key to reducing running costs, retaining brand reputation, and maximising return on investment. To fully support this, system data transparency, consistency, correctness, and validity is critical.
Cash flow in a PSS
A typical cash flow profile throughout the life cycle of a product is shown in Figure 5. Contrary to usual product sale cash flows, positive cash flow (revenue) is dependent on the equipment’s availability in the use phase or MoL. To increase profitability of a PSS a company has to decrease non-operating times (i.e. time to service delivery and MTTR or service). Costs during the time to service delivery arise from manufacturing, distribution and installation, and delivery.
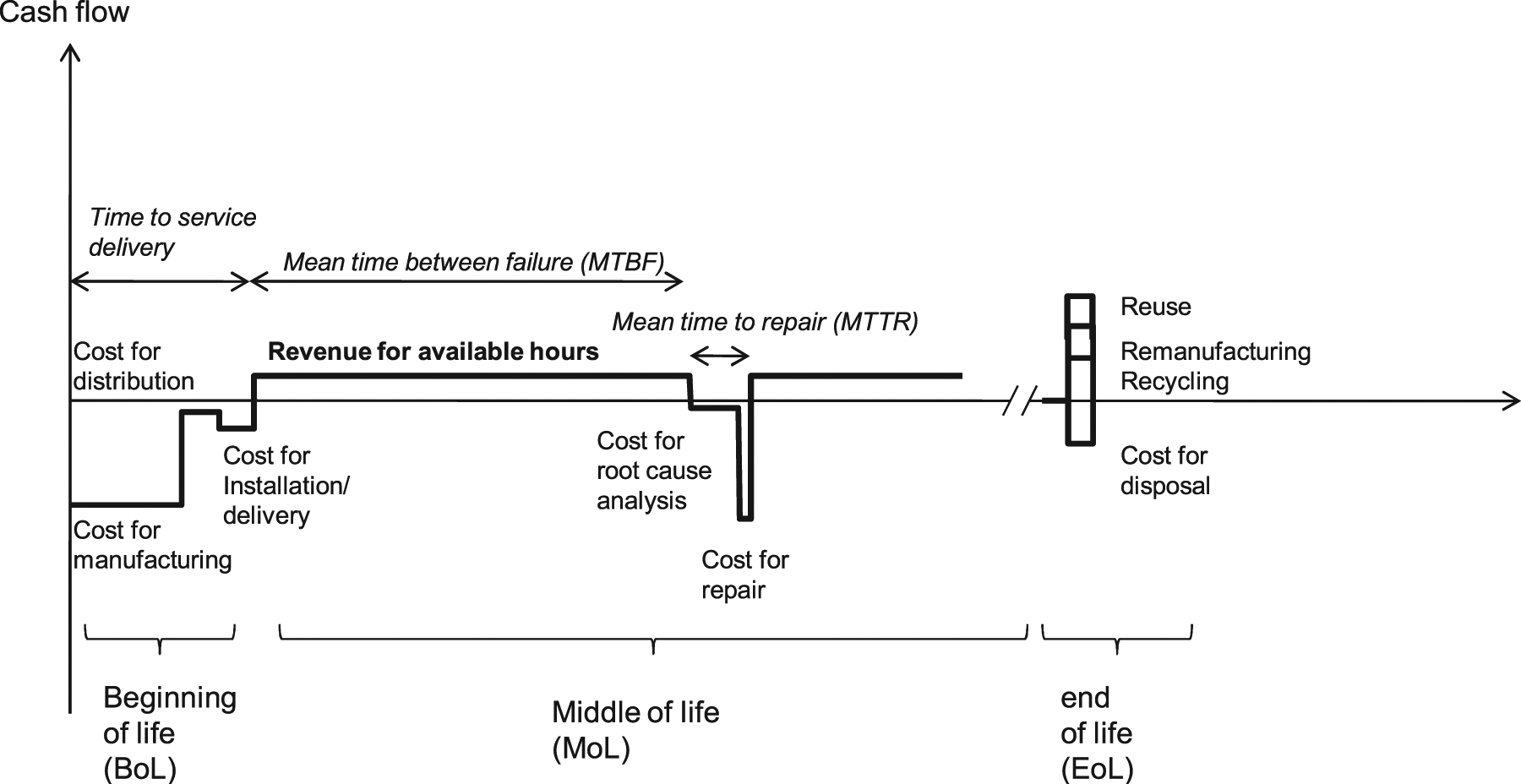
Cash flow in a PSS for high value–low volume electronic products.
These costs can be predicted from manufacturing experience. However, costs incurred during the use phase of a product/service include those for root cause analysis and repair, which occur during servicing and maintenance. Uncertainties exist here, as MTBF and MTTR are also strongly dependent on the scenarios and the efficiency in responding to events (e.g. failures). The need for improvements in life-cycle monitoring to enable a more accurately and timely prediction of these variables is vital for PSS adaptation. 16
RFID systems
RFID systems consist of three major parts:17,18
an RFID tag (i.e. a memory chip), which can store a unique number and typically 512 bits of user-defined data that can be interrogated wirelessly;
an RFID reader capable of communicating with the RFID tag;
an application software (typically linked to a database system) that interprets, analyses, and visualises the RFID data.
Energy is transmitted wirelessly to the RFID tag, which is scavenged by the RFID-label’s antenna.17,19
RFID systems have been used in various different industries (e.g. aerospace, 20 automotive, 21 health care, 22 and retail) and during different life cycle stages in order to:
trace products through the supply chain;
trace quality information;
enhance logistics operations;
monitor products/animals;
prevent counterfeiting of products.
An overview of different application areas can be found in literature such as Hu et al. 19 and Chao et al. 23
In particular in the manufacturing supply chain, identification of products with RFID has been proved highly beneficial. Real-time identification of products can synchronise information and material flow in production and visualise real-time production information, warehouse activities,24,25 and manufacturing WIP inventories. 26 Real-time information can be utilised for real-time planning, scheduling, or assembly control. 27
RFID-enabled product and material control can help to increase supply chain logistic efficiency. 28 It was also shown in literature that the RFID technology can be used for reverse logistic management, 29 e.g. for remanufacturing. 30 It can further be used to enable quality and supply chain traceability. 31 It was also shown that the capability of uniquely identifying a product with RFID can help to improve decision making at the EoL of the product.32,33
Life cycle monitoring
Life cycle monitoring systems have been proposed as solutions capable of closing the information gap of PCD across the supply chain between BoL and MoL. A possible system structure for a life cycle monitoring system is presented in Figure 6. Within this system each product is uniquely identified with a RFID or barcode, which is interrogated by a reader. Relevant information is linked via an electronic product code (EPC), ID@URI, or worldwide article information (WWAI) to a specific product. An EPC is a global standard, which assigns unique numbers to manufacturers and product groups. A unique serial number is stored in the RFID chip and a networked database system links data to this number. 17 ID@URI stores a unique web link to a location in the RFID chip, where relevant data can be accessed. The WWAI scheme uses a peer-to-peer-based look-up service to relevant data. A comparison of these identification techniques are presented by Främling et al. 34
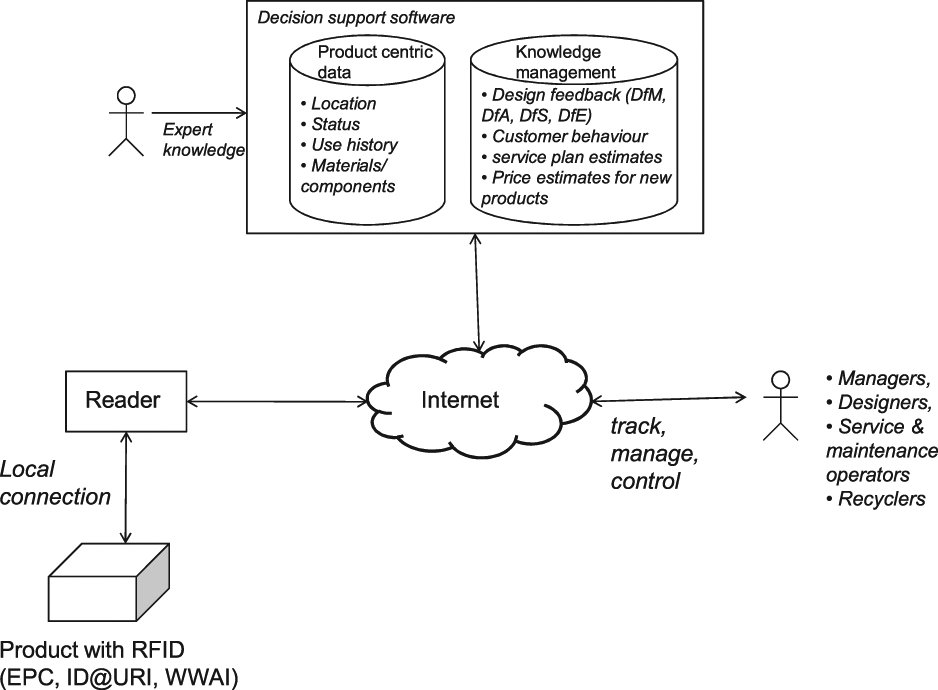
Life cycle management system.
Key elements of decision support software systems are databases that combine product-specific information, expert knowledge, and aggregated product information in the form of a knowledge management database. A configuration relevant for PSS integration is composed of a local connection to the product, an internet connection to the knowledge system, data and information flows, and the decision support software, as described by De Coster. 10 This integrated product life cycle system should enable managers, designers, service maintenance operators, and recyclers to ‘track, manage, control any time and at any place a product’ 10 and overcome the information gap between the BoL, MoL, and EoL.
A similar approach has been presented by Yang et al., 3 where the concept of an intelligent product is used to develop a method for realizing a PSS. The product is equipped with an intelligent data unit (IDU) that acquires the life cycle data. 35 The communication architecture of the knowledge management system is referred to as the communication support infrastructure, while the knowledge support system is termed the service enabler. The approach in Yang et al. 3 suggests using such a system for remote diagnostics, remote monitoring, and use pattern analysis.
These centralised systems 3 assume that all data relevant to the specific product is transferred and updated in the remote central decision support software databases. Although the OEM holds the ownership throughout the life cycle of the product, information is generated in different stages, by different stake holders (e.g. in the supplier network, at the user, and at the repair facilities). This implies that the partners that create (and use) product data, require interconnected IT systems with the OEM. An information backbone is described in Harun et al. 20 that can be established across company borders to update enterprise resource planning (ERP) systems. Alternatively, the advantages of e-hubs as a means of interchanging information between companies has also been analysed by Shevchenko and Shevchenko. 36
In the automotive industry, information inter-connectivity has led to the establishment of the Automotive Network Exchange (ANX), which is a business-to-business virtual private network, 37 accessible only to certified members. 38 This network allows the direct exchange of information between certified suppliers and OEMs.
The risk for OEMs in the electronic domain
OEMs in the electronics manufacturing domain in Europe, in particular in the UK, generally manufacture low volume–high value products, since the high volume–low variety products have migrated to manufacturers in the low wage economies. As illustrated in Figure 7, high quality requirements, such as reliability, safety, serviceability, and recyclability, need to be fulfilled. Operations, documents, and components for aerospace and defence customers must be treated as confidential. Mounting pressure to increase the reuse value, as demanded by customers and governments (e.g. the WEEE directive), is also impacting on life cycle support and profitability.
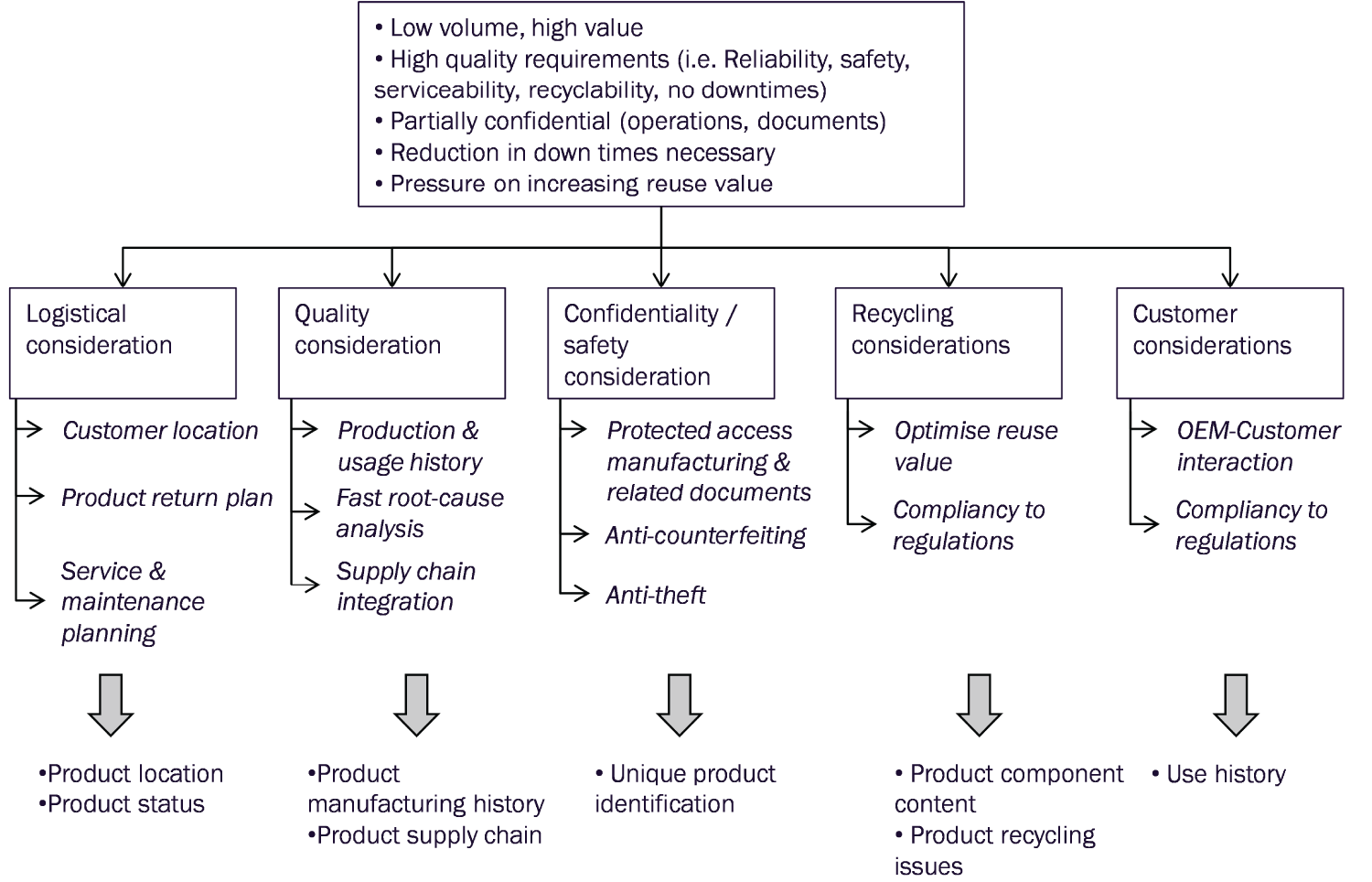
Influences on a PSS in the electronic product domain.
These constraints and requirements lead to various factors, such as logistics, quality, confidentiality, recycling, and customer considerations, that all need to be addressed in the PSS of an electronic product. Product return plans need to be established to account for maintenance/overhaul, and repair/disposal at the EoL. It is necessary to know the customer/product location and the status of the product in order to make timely decisions regarding the product service or maintenance requirements. High-quality production and demands for reduced down times require fast root-cause analysis in the event of failure. As such, information flow needs to be integrated across the enterprises spanning the supply chain. Product manufacturing history and visibility of the product within the supply chain is essential to fulfil these demands. At the EoL, the reuse value also needs to be optimised (e.g. by determining the value of the components and amount of useful life remaining in the product) and regulations (e.g. WEEE, RoHS 39,40 ) require compliance.
The issues described above lead to a requirement for product centric information, including location, status, manufacturing history, supply chain, components, recycling requirements, and use history, all of which is needed for a PSS. Uncertainty and risk arises since this information is not always available for all stakeholders at all locations or when required. An overview of these parameters and the risk that develops owing to the uncertainty of data availability is shown in Table 1. An assessment of the influence this uncertainty has on the PSS proposition is also derived.
Uncertain product data and consequential risk.
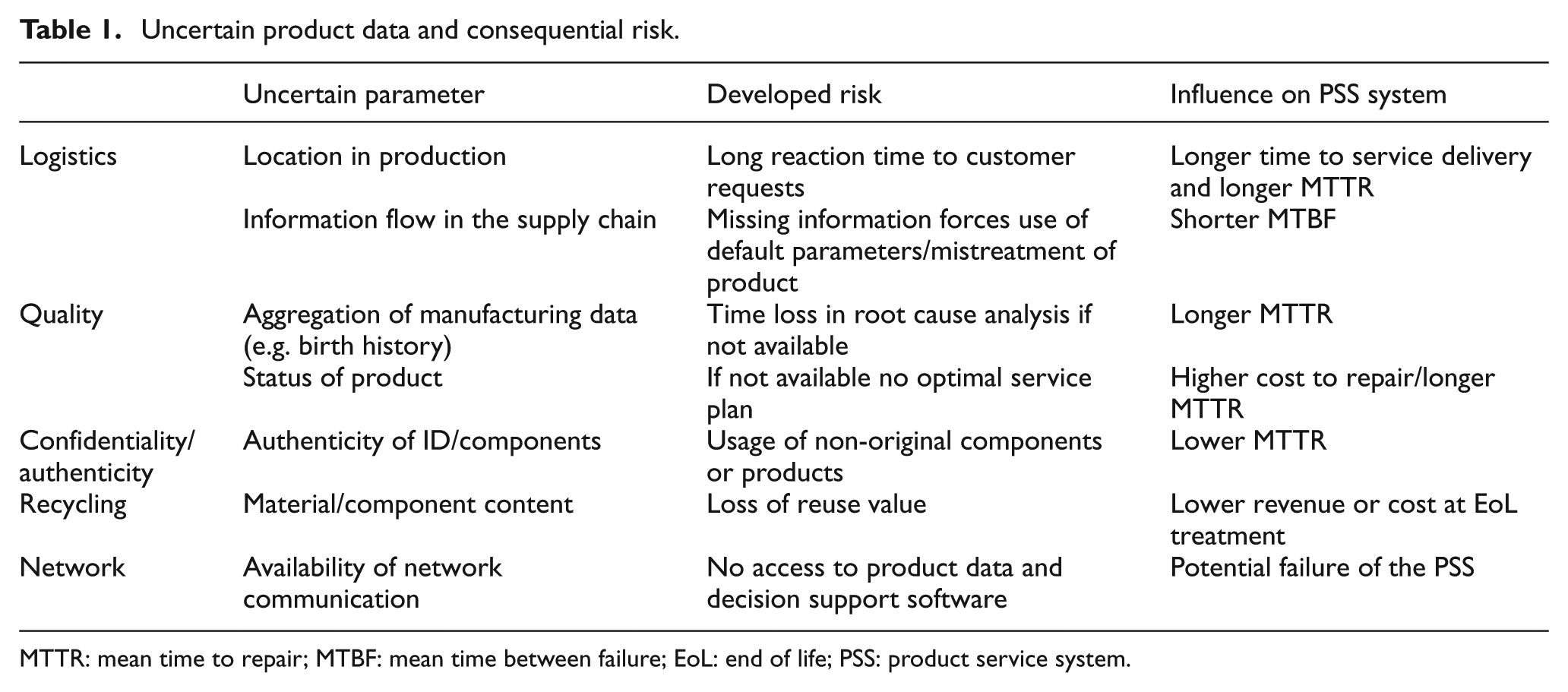
MTTR: mean time to repair; MTBF: mean time between failure; EoL: end of life; PSS: product service system.
The risk of long reaction times to customer requests occurs if the location of production is unknown. Interviews with manufacturing experts in the electronic manufacturing domain have revealed that the exact location of work in progress (WIP) is often uncertain. Customer requests requiring engineering changes, or halts in production to address the root causes of field failures, can represent severe problems for low-volume production or new product introduction (NPI) processes. The influence of a delayed reaction to customer requests on the PSS system can be seen in a longer time-to-service delivery and a longer MTTR.
Manufacturing processes or products usage outside specification is a risk, which can result from uncertain information flow in the supply chain. Often, specifications or manufacturing results from one supply chain partner have to be passed on to the subsequent supply chain partner. The usage of experience instead of defined specifications owing to lack of information could result in a shorter MTBF.
Time loss in root-cause analysis is a risk that can be related to the uncertainty of aggregated manufacturing data availability (e.g. birth history), hence reducing the capture of operational data and working environment monitoring. The time required to locate that information could explain the causes of errors during production or from field returns, which in turn could lead to higher costs to repair and longer MTTR.
Confidentiality and the need to authenticate original products and components are essential to a PSS. Usage of non-original components and products could lead to lower MTTR, but also to unresolved liability issues and warranty responsibilities.
Reduced revenue or disposal costs at the EoL of an electronic product is a potential risk if decisions around recycle, reuse, or remanufacture cannot be made owing to a lack of qualitative data. A qualified decision has to be made on the optimal route at the EoL. Loss of reuse value and increased environmental impact resulting from inappropriate EoL decisions could result in lower total revenue for the OEM in the PSS business proposition.
Finally, if distributed networked data systems are used to integrate the PCD, there exists the risk that relevant information would be not available if network connectivity was lost or unavailable. If there was no capability for autonomous storage of information this would have a severe impact on the associated OEM risk in supporting the PSS.
Embedding of a RFID system
To increase product visibility throughout the life cycle and to decrease the risk associated with data unavailability, a RFID tag could be embedded with the product at the PCB manufacturer during the initial stages of the electronics manufacturing supply chain (see Figure 8). In this case, each board can be traced and information acquired and stored from the beginning of the life cycle of the product.
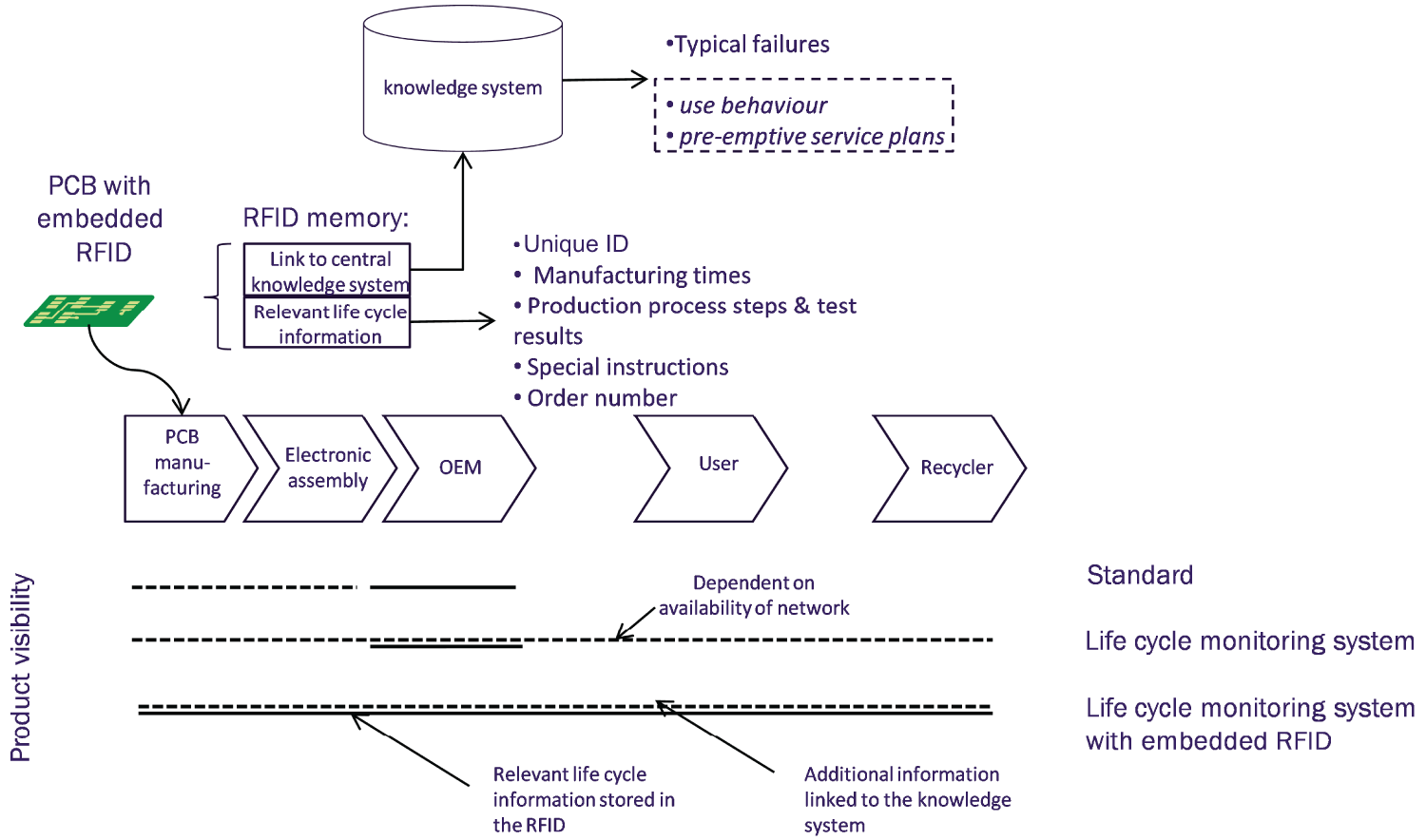
Increase of life cycle product visibility by embedding a RFID tag into the structure of a PCB.
The RFID memory has to be structured, such that relevant information can be added at subsequent life cycle phases. Experts within the electronic manufacturing domain have requested the storage of a unique ID, manufacturing times, production process steps and test results, special instruction, and the order number in the limited RFID memory. In addition, provision is required for a URL link a central databases to update stored and additional data at the OEM. This integrated knowledge system would include typical failures, signatures, and usage, along with monitoring capability, part of pre-emptive service plans, obviously requiring class 3 RFID devices capable of supporting sensors (e.g. temperature, acceleration, orientation). By embedding the RFID into the PCB it is physically embedded in the product and stored information travels with the product through the supply chain and throughout the product life cycle to the user and the recycler.
OEMs standard manufacturing systems (e.g. manufacturing execution systems (MES), product life-cycle management (PLM), and production planning systems (PPS)) typically support product visibility only within the company boundaries. Visibility throughout the supply chain (dashed lines in Figure 8) is possible only if integrated IT systems are adopted.
New life-cycle monitoring system approaches, as discussed above, have been proposed to overcome the information boundary between the supply chain and the end user and recycler. However, an IT system or network access needs to be available to allow full product visibility. The uncertainty of network availability introduces a risk of losing visibility during the product life cycle. In contrast, the proposed system with an embedded RFID tag offers ready visibility of relevant product data across the whole life cycle of the product. Only additional operational data is reliant on network connectivity, while relevant data is directly accessible from the product itself.
The process of embedding RFID tags into the structure of the PCB is detailed by Bindel et al. 41 In summary, the RFID tag is placed onto an inner surface of a multi-layer board on which the antenna structure has been etched. The multi-layer structure forms a rigid stack of dielectric and conductive layers. After the PCB bonding process the embedded RFID tag is completely encapsulated. A cross-section of the embedded tag is shown in Figure 10.
Use cases
Use cases have been analysed in the electronics manufacturing domain with an embedded RFID tag (Higgs-3 supplied by Alien Technologies), in which life-cycle data was stored, as shown in Figure 9.
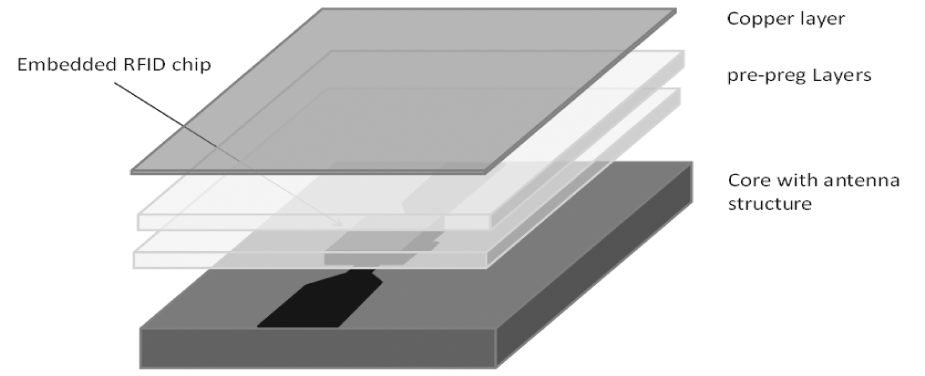
Structure of embedding an RFID tag in between the structure of a PCB.
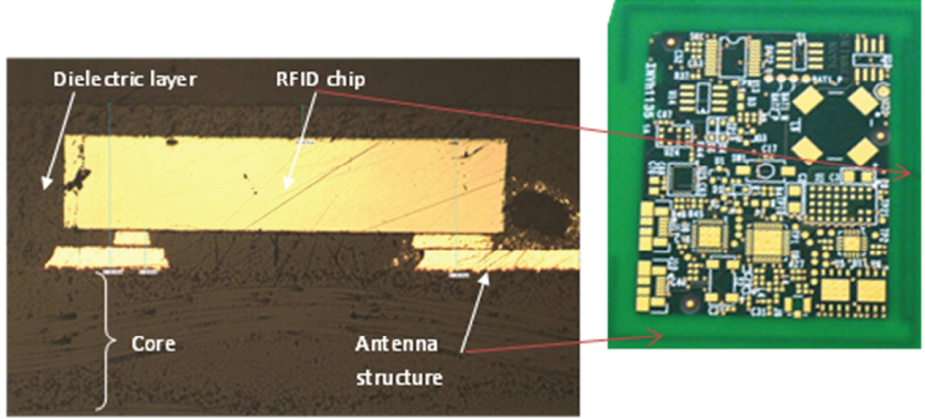
Cross-section of an embedded component in the structure of a PCB.
The use cases involve:
logistical considerations;
quality considerations;
recycling considerations;
A front-end graphical user interface (GUI) was developed, using the Visual.NET platform to enable the contents of the embedded tag’s memory to be visualised, along with the additional/knowledge linked to the tagged PCB via an embedded URL. A typical window proforma is show in Figure 11.

Visualisation software for life cycle monitoring applications.
The system offers the functionality to register the PCB (e.g. unique identification and any special requirements, such as baking requirements), store PCB test results, and display manufacturing process data in the PCB ‘memory’. Additionally GUI tabs enable the location of the PCB to be determined via triangulation of signal strengths observed at in-plant antenna locations and the PCB registry to be queried.
Logistical considerations
Information flow and product flow are considered as important logistical considerations of a PSS. Typical business activities within goods inwards of an electronic manufacturer (i.e. the interface in the supply chain between PCB manufacturing and electronic assembly) are illustrated in Figure 12. After the PCB has entered the facility at goods inwards it is passed on to the PCB storage and moisture control activities. Initial treatment of the PCB (i.e. baking temperature, baking time, temperature ramp rates) has to be decided at this stage. Optimal parameter selection is based on expert knowledge and depends on the technologies used in the PCB (e.g. number of layers, usage of micro vias, specifics of the organic materials).
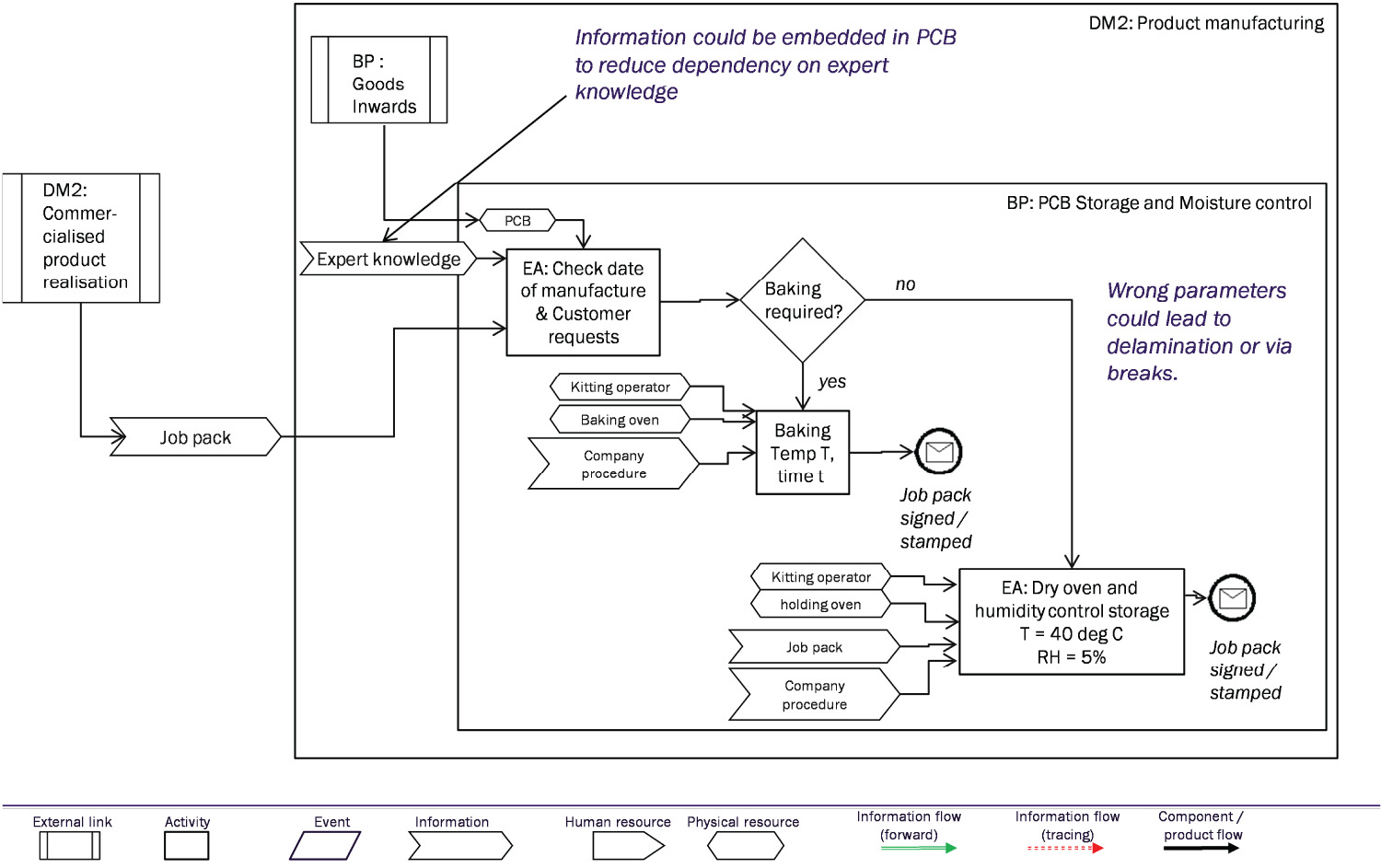
Logistical considerations in the electronic product domain.
As this decision is based on human experience and knowledge it is prone to variability that could lead to failures, such as delamination or breaks in track interconnections (e.g. micro vias) if the baking temperature is too high. An embedded RFID tag, which stored the temperature specifications in the product, could reduce this risk of error, as the relevant information could be read automatically from the tag’s memory.
Quality considerations
High-quality products are essential to survive in a global market. This is especially important when supplying a PSS in which the OEM retains ownership of the product. Although manufacturing processes are continuously improving, statistical variations and changes (e.g. owing to input material variability, wear, operator variability, and new technologies) in these processes will be such that the probability of in-process failures can never be reduced to zero. As failures cannot be excluded completely it is essential that root-cause analysis and repair can take place within a minimum amount of time, and hence, minimise the effect on reduced uptime of the product.
A typical corrective action business process and its impact on time and cash flow in a PSS is shown in Figure 13. The time to repair can be divided into three phases.
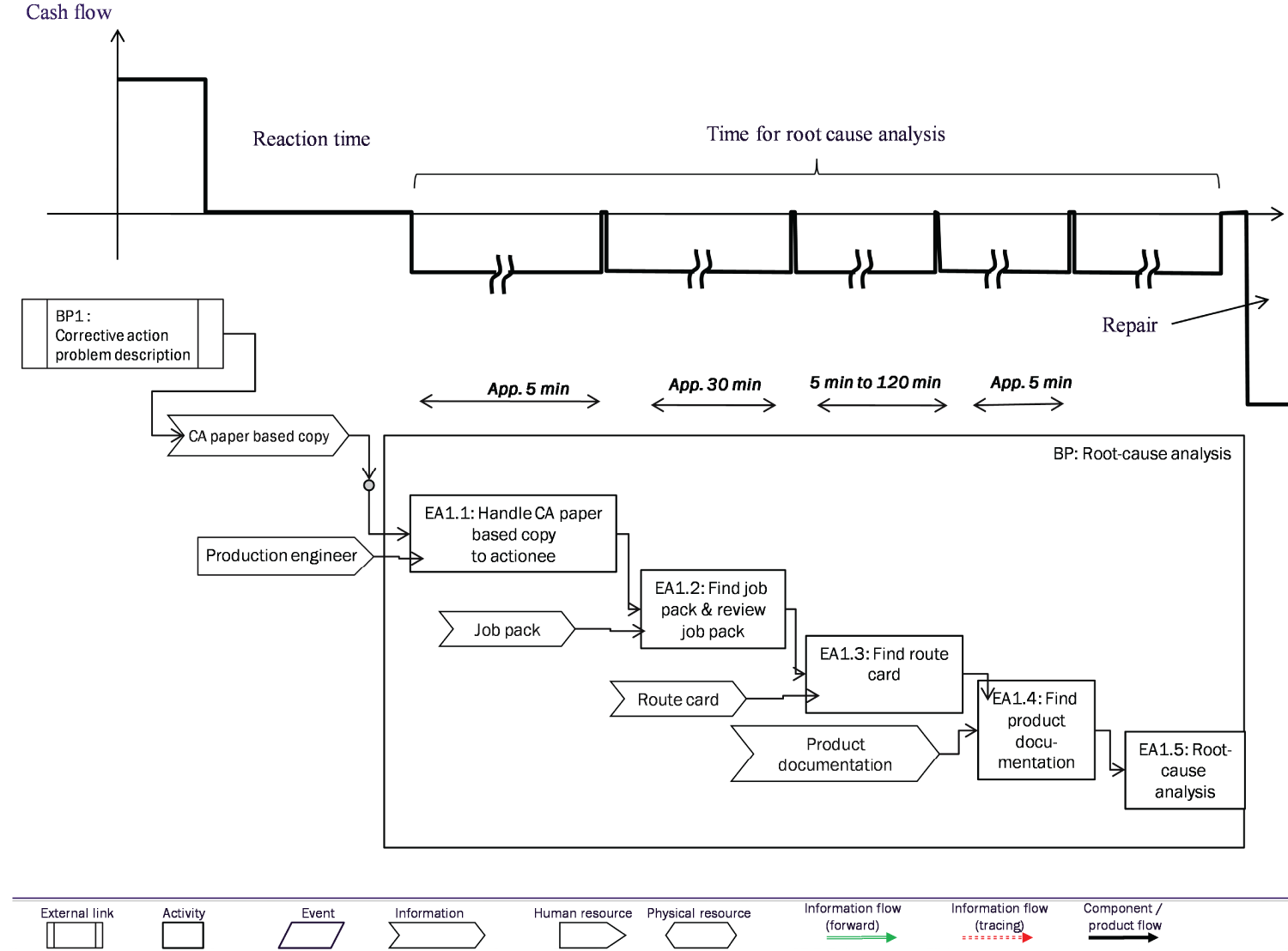
Cash-flow implications during a typical root-cause analysis process.
Reaction time from occurrence of the failure to when it is reported to the relevant manufacturer in the supply chain.
Time for root cause analysis.
Time for repair.
The reaction time is influenced by how quickly information can be passed from the user to the OEM and then to the responsible manufacturer/service provider. Currently this information flow is not standardised and often involves manual searches using the ERP or PLM software systems at the OEM. With the manufacturer names and order numbers directly embedded in the product it is possible to assign the information directly to the responsible supplier via a simple examination of the product’s ‘on board’ memory.
A major part of root-cause analysis is gathering of relevant manufacturing information about the product under investigation. The typical business activities include the following.
Assign and hand over problem description to actionee (EA1.1).
Finding the job pack and reviewing the job pack (note, the job pack contains the order number of the product, bill of materials, and special instructions, EA1.2, see Figure 13).
Finding the route card (note, the route card is a list of the performed process steps and test results, which are signed off by the operators, a route card is mandatory in safety-critical applications, EA1.3).
Find additional product documentation (e.g. EA1.4).
Undertaking root-cause analysis (EA1.5). Currently, however, the majority of information is stored on paper and has to be located before any corrective action is taken.
The typical times for these activities, which involve finding relevant product data, are in the range between 45 and 160 min (see Figure 13). It has been demonstrated in preliminary tests that, with life cycle information embedded in the product, it is possible to directly access these data via a simple read of the tag, which reduces this time to the interrogation time of the embedded RFID.
Additionally, since the information is embedded into the product, the information is accessible at the customer site, which could allow direct intervention without shipping the product back to the relevant supplier.
Recycling considerations
EoL responsibilities in a PSS could result in either a cost for recycling or revenue if materials are reused, components are reused, or if products are remanufactured or redeployed. 1 An example EoL decision-based process utilising embedded RFID tags has been described by Bindel et al., 33 using a laptop with embedded life-cycle and usage information to test the feasibility of the system. Information was readable from the RFID tag, even though the electronics were situated within the casing of the laptop. The decision making at goods inwards, repair, and refurbishment could be optimised owing to the availability of data.
A schematic of such a decision process can be seen in Figure 14, where the resultant EoL process determined for a specific product has been based upon a sequence of business processes, the product use data, and the inherent functionality/material content of the product.
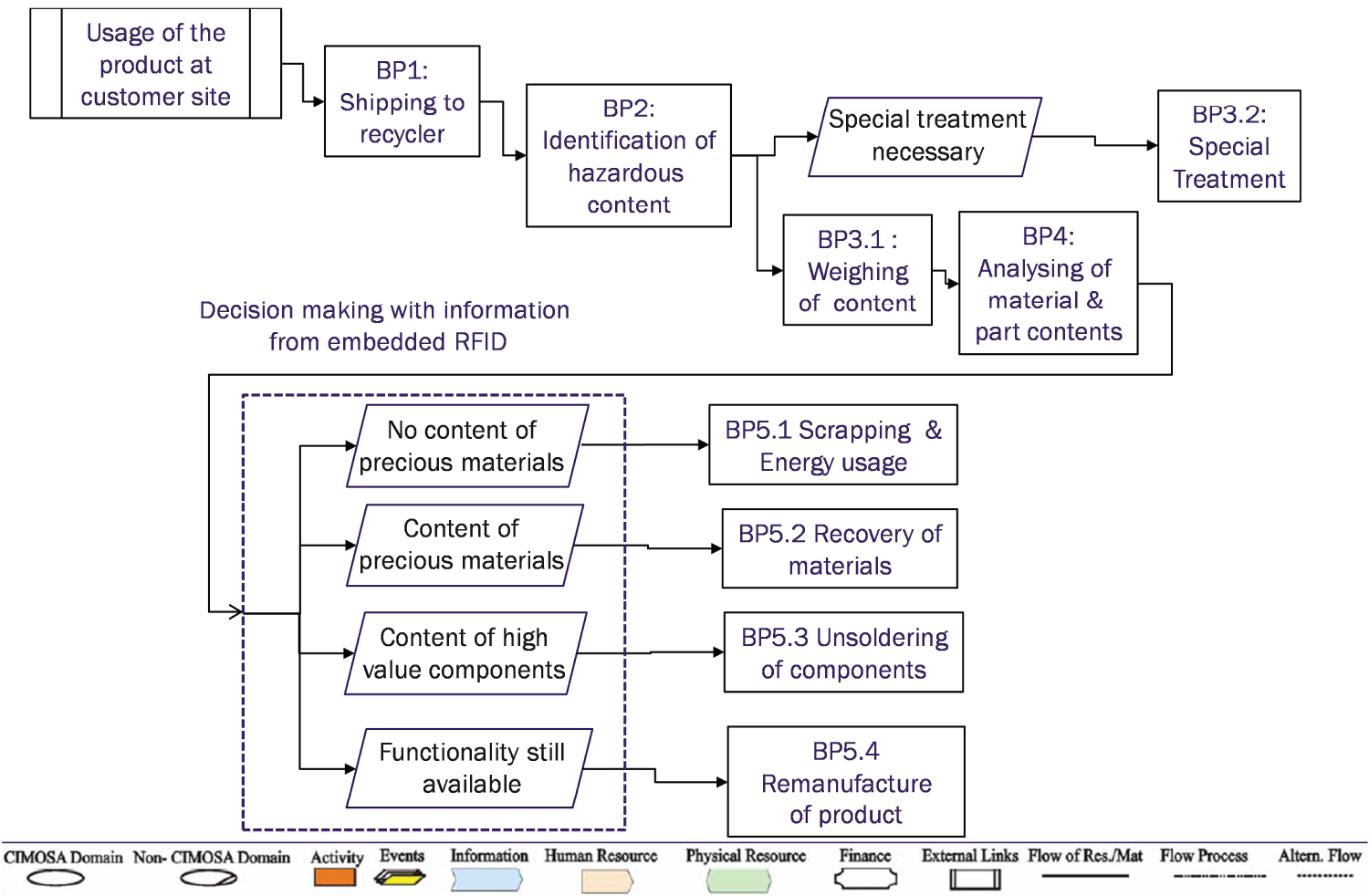
Typical decision-making process at the EoL of an electronic product.
Conclusion to the use cases
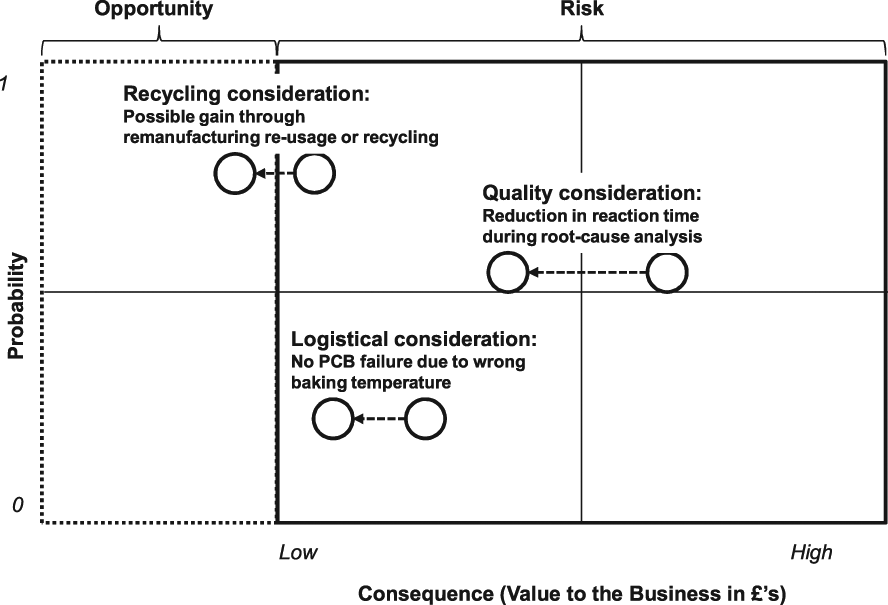
The risk limitation for each risk scenario described in the above use cases is illustrated in Figure 15. Failures of the PCB owing to incorrect baking temperature can be almost totally avoided. As a consequence, this could result in the reduction of the amount of PCB failures, the corresponding rework requirements (and accompanying waste generation and resource utilisation), and help improve product quality, all of which would result in a financial saving of, potentially, many thousands of pounds sterling.
Risk limitations of the use cases, illustrated in the risk matrix.
Second, the availability of product-related information can reduce the reaction time during root-cause analysis significantly (typically 45 to 160 s). This would result in less resource usage (labour, energy, and inspection equipment, and potential incorrect analysis resulting in non-required product waste) and less MTTR, which would result in a substantial reduction in revenue loss within the PSS.
Finally, the product information can be used at the EoL of the product to optimise the recycling options. As a result, EoL disposal costs can be changed into opportunities (e.g. via component reuse, material reclaim, and reduction of hazardous waste generation). Such an opportunity can only be achieved by obtaining the required information to permit activities, such as remanufacturing, product reuse, or component recycling, hence, creating a positive revenue stream back to the OEM.
Therefore, through the secure, accurate, and timely delivery of information at the required point within the product life cycle (provided via an embedded RFID tag), decisions can be effectively made in order to, not only reduce financial losses generated by time delays, potential loss of custom, expensive waste generation, and resource over utilisation, but also generate new strategic business opportunities and to innovate current practices.
Conclusion and further developments
It has been demonstrated in this article that embedding of an RFID tag within the structure of the PCB could reduce and limit risks of a PSS within the electronics manufacturing domain by embedding life-cycle-relevant information, such as:
unique ID;
manufacturing times;
production process steps and test results;
special instruction;
order number.
In addition, both the risks and uncertainties associated with a PSS have been discussed, and the current data and knowledge gap has been identified. The full life cycle of the product has been considered, and various key data requirements have been identified. These include: logistical information, quality control and assurance, EoL determination and processing, and product security.
The article has addressed how each of these different requirements may be supported by the adoption of secure product intelligence, in the form of embedded RFID tags, and this claim has been supported via the description of a product case study. How a developed risk is reduced by the availability of information directly stored within the product is summarised in Table 2.
Limitation of risks by embedding information into a PCB.
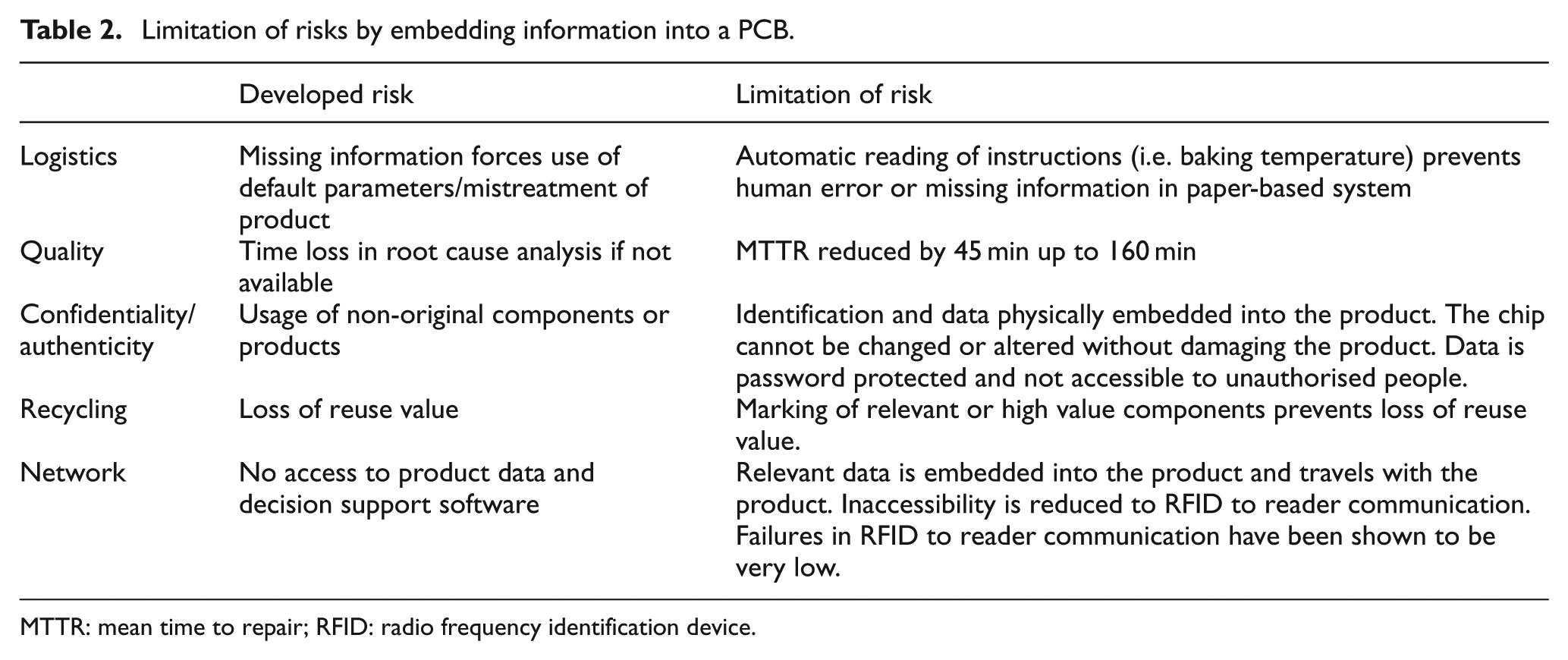
MTTR: mean time to repair; RFID: radio frequency identification device.
A second generation tag has been developed that consists of a high-memory RFID chip, external interface to sensors, and a microcontroller. This embedded wireless device will enable operational usage behaviour to be monitored, including:
usage time and use frequency;
use environment (e.g. temperature and humidity);
mechanical shocks (e.g. acceleration and turn rates).
Footnotes
Acknowledgements
The authors wish to express their gratitude to the project partners for their collaboration.
Funding
This work is supported by the Technology Strategy Board (TSB) and the Engineering and Physical Sciences Research Council (EPSRC) under the INBOARD (award TP11/HVM/6/I/AB138G) and EMBLEM research proposals.