
Abstract
To realize the high-efficiency grinding of the aspheric surfaces on monocrystal silicon, a novel on-machine truing method for the resin-bonded arc-shaped diamond wheels was proposed utilizing rotary green silicon carbon rod, and then the high-efficiency grinding of the aspheric surface was performed. First, the principle of mutual-wear for truing arc-shaped diamond wheel was introduced, and the truing performance was studied. The experimental results showed that the top morphology of the trued arc-shaped wheel was precise and smooth, and the run error on the top of the trued arc-shaped wheel was reduced from 41 to 10 µm after truing. Furthermore, high-efficiency grinding experiments revealed that the surface quality of the aspheric surface increased with the increase in the average material removal rates.
Keywords
Introduction
With the rapid development of science and technology, spherical and aspheric optical components and molds have been used in a wide range of industrial devices, such as aerospace, optical system and digital products.1–3 The requirements of high precision and the increasing need of mass production of those components are the two competing aspects and should be balanced.3–5 Most of these components and molds have to be machined by abrasive processes with the diamond wheels.6–8 However, the grinding of these products is very difficult and inefficient due to their hard-brittle property.9–11
Besides, to improve the accuracy of the diamond wheel in truing process, cup truer with a cyclical arc swing mechanism, form crush dressing method, wire electro discharge machining (wire-EDM) method and the fixed green silicon carbon (GC) stick computer numerical control (CNC) mutual-wear truing were developed to true arc-shaped wheels.12–15 Nevertheless, most of the above truing methods need complicated attached devices.
Based on the above, a novel precision truing method of the diamond wheels was proposed utilizing mutual-wear between the diamond wheel and GC rod without any complex accessory first. And then, the high-efficiency grinding of the aspheric surface on monocrystal silicon was carried out aiming to achieve high efficiency simultaneously. Moreover, the effect of the material removal rates on surface quality was investigated for grinding of monocrystal silicon.
Truing of diamond wheel
Truing requirement of diamond wheel for aspherical surface
In the grinding process of the aspheric surfaces, the rotational workpiece is ground along the grinding curve from the center to the edge of the workpiece by the arc-shaped rotational grinding wheel, as is shown in Figure 1. The aspheric surface is formed by the osculatory abrasive grains of the wheel. It should be noted that the grinding area of the wheel, which participates in the formation of the aspheric surfaces, is mainly the top morphology of the arc-shaped wheel. Therefore, the top morphology of the arc-shaped wheel should be achieved with low run-out error and fine arc profile by truing.
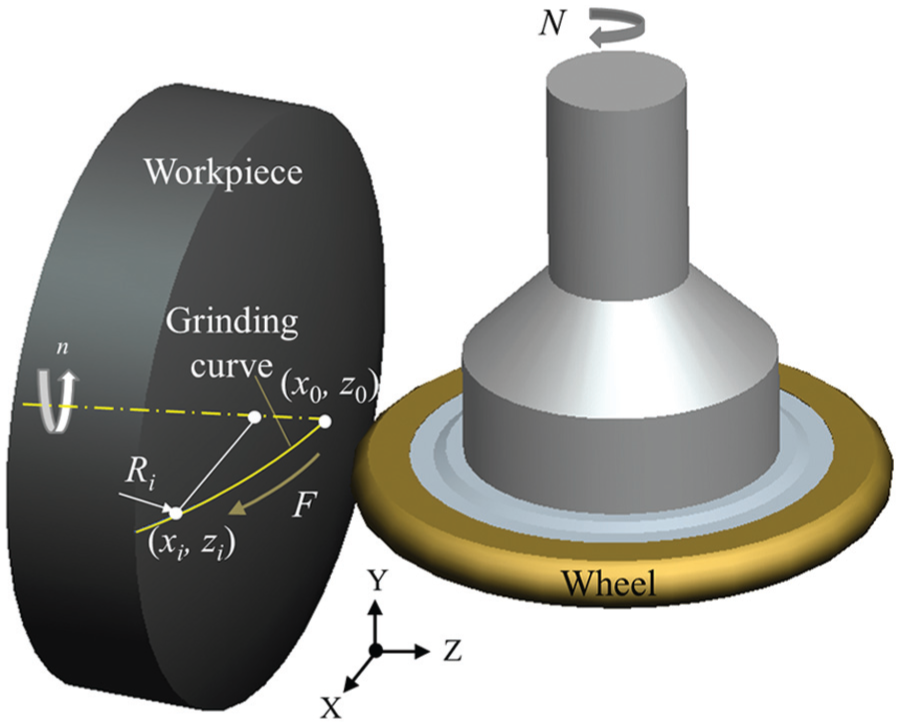
Illustration of cross grinding for aspheric surfaces.
Mutual-wear truing of diamond wheel
Figure 2 shows the mutual-wear truing principle of the diamond wheel. As is shown in Figure 2(a), the GC rod was driven by the workpiece spindle on the machine with the wheel speed n to true the diamond wheel with the wheel speed N along the Z negative direction in mutual-wear truing. And then the top area of the arc profile on the diamond wheel could be gradually trued with the depth of cut ap through the CNC mutual-wear between the diamond wheel and GC rod dresser, as shown in Figure 2(b). After finishing truing, the initial radius of the wheel arc profile rarc was changed to be the trued radius rarc′, which could be described as

where RGC is the radius of spherical surface on the end face of GC rod and Rs is the largest radius of the diamond wheel. With the mutual-wear process between the diamond wheel and GC rod dresser, the end face of GC rod was ground as a spherical surface with radius Rs, and then the radius of the top morphology of the trued arc-shaped wheel was also trued as radius Rs by the spherical surface of GC rod.
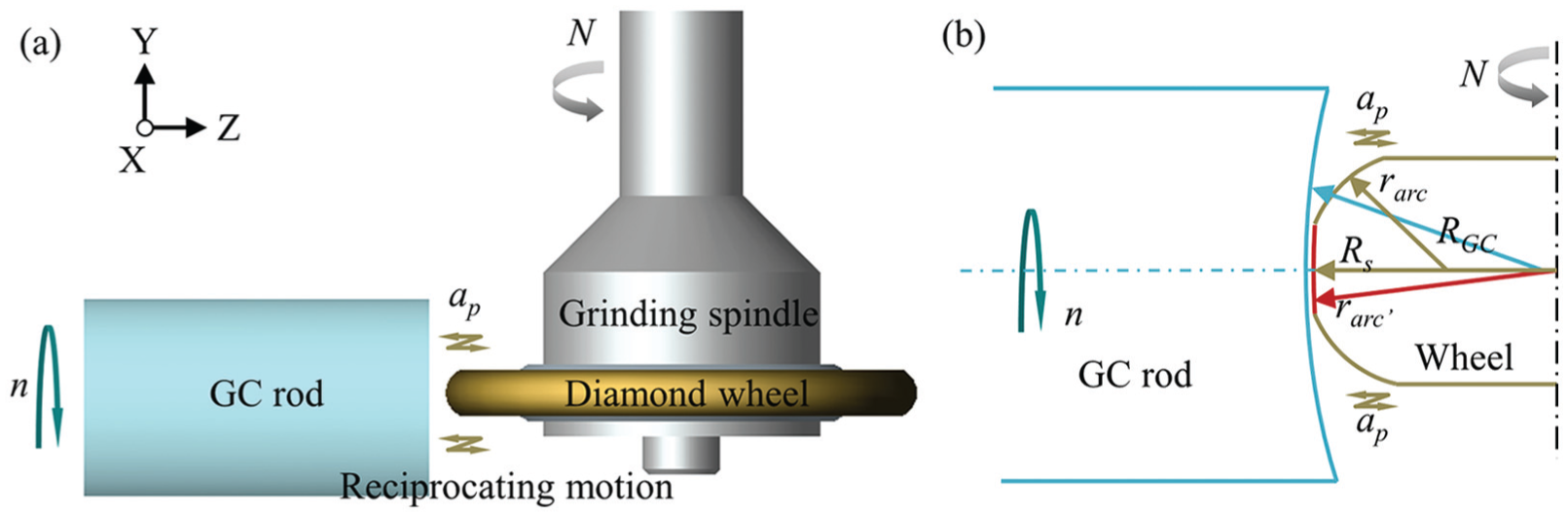
Mutual-wear truing mode of diamond wheel: (a) truing mode and (b) truing principle.
Experiments of truing
The D64 diamond resin-bonded wheel with 100% concentration was used to fulfill high-efficiency grinding of the aspherical surface on monocrystal silicon. However, this wheel was very hard to be trued because of its excellent wear resistance. Therefore, a pre-experiment on truing ability of different GC rods for D64 wheels was performed and the results are shown in Table 1. The truing results showed that the GC rods of #180 and #400 with hardness P could hardly true the D64 diamond wheel, while the wheel could be trued successfully and considerable removal ratio can be obtained by the #180 harder GC rod with hardness T.
Truing ability of different GC rod.

GC: green silicon carbon.
Figure 3 shows the mutual-wear truing experimental setup. The details of truing conditions and truing parameters are listed in Table 2. A direct measurement method was proposed to evaluate the wheel profile through a large amount of measured points collected by laser scan micrometer (LSM). The LSM (KEYENCE LK-G5000) with a resolution of 0.1 µm was adopted to measure the arc profile of the diamond wheel. The morphology of wheel surface was examined by a large scene depth laser microscope (LSDLM).
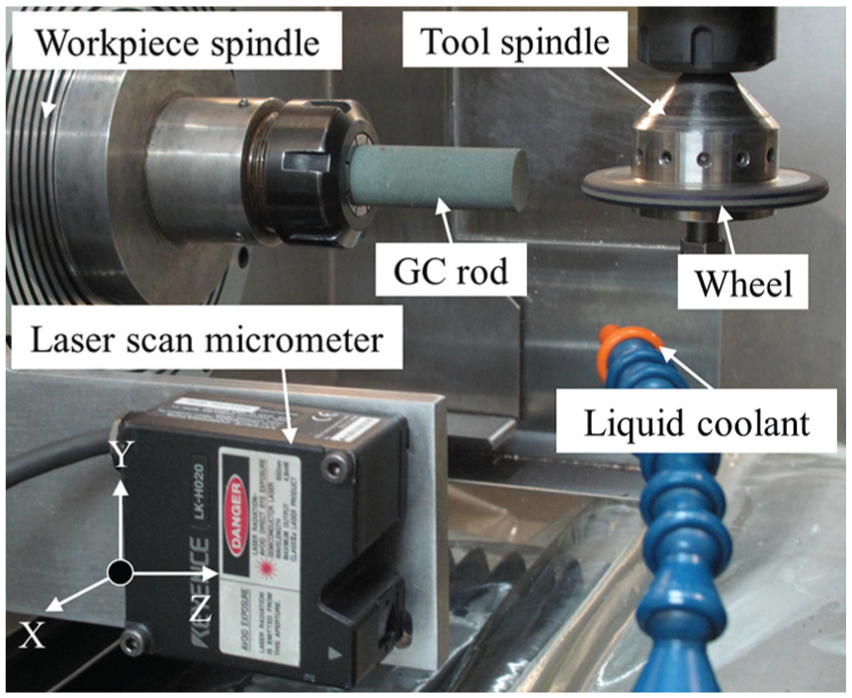
Mutual-wear truing experimental setup.
Truing conditions.
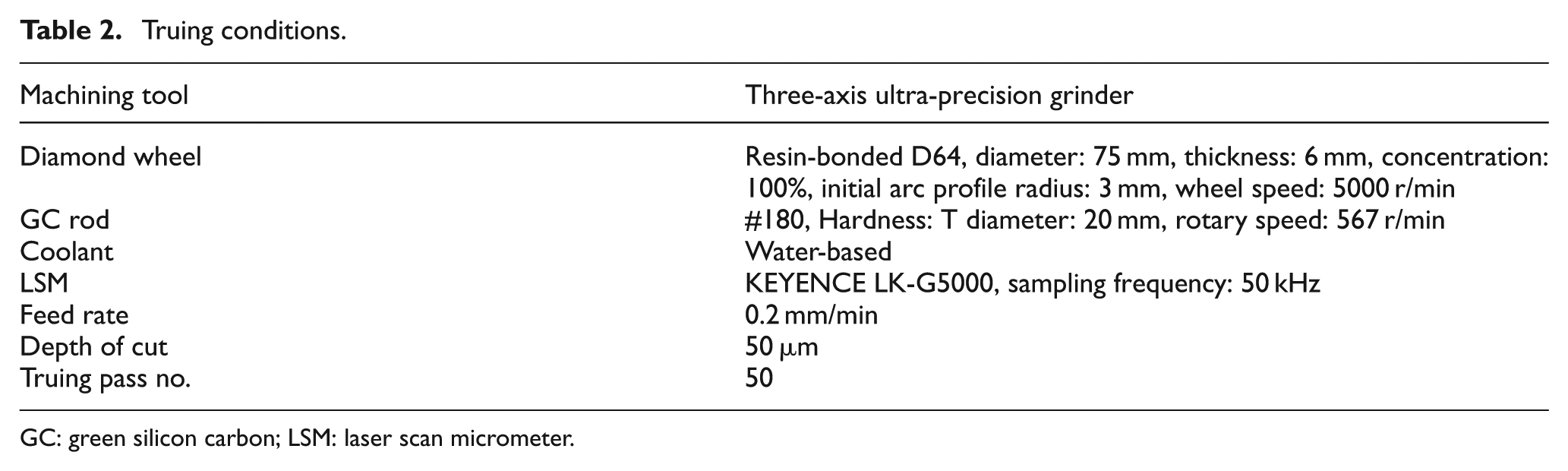
GC: green silicon carbon; LSM: laser scan micrometer.
Truing performance
Figure 4 shows the truing performance of the wheel. As shown in Figure 4(a), the wheel arc profile was zigzagged before truing due to the big radial run-out of the wheel. After truing, the top of the arc-shaped wheel became smooth, as shown in Figure 4(c). By comparison of Figure 4(b) and (d), it could be observed intuitively that the run-out error of the top wheel arc profile was reduced from 41 to 10 µm after truing, which was conducive to obtain better surface in the subsequent grinding process.
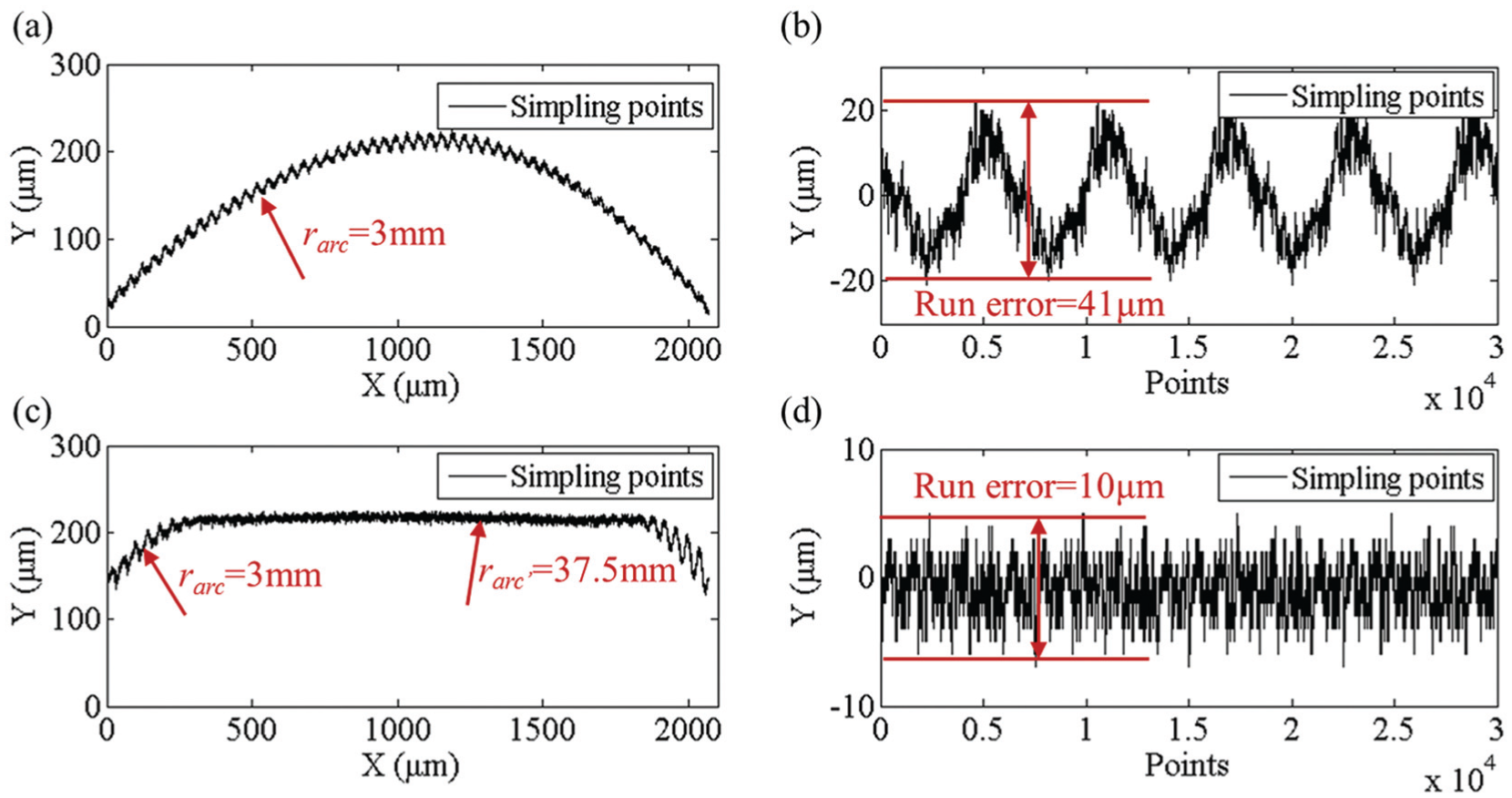
Truing performance: (a) wheel profile before truing, (b) circle run error before truing, (c) wheel profile after truing and (d) circle run error after truing.
Figure 5 shows the LSDLM photograph of the wheel surface after truing; the diamond grains were well distributed on the wheel surface and protruded out of the resin bond. This illustrates that the mutual-wear truing is valid not only to create high-profile accuracy of the diamond wheels but also to dress the abrasive grains.
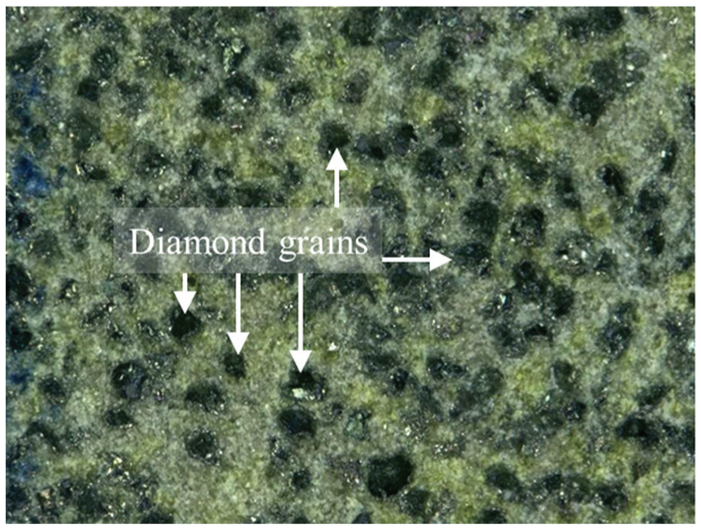
LSDLM photograph of wheel surface.
High-efficiency grinding analysis
Material removal rates
In common cylindrical grinding, the material removal rate is described as 16

where D is the diameter of the workpiece, n is the workpiece rotary speed, ap is the depth of cut and F is the feed rate. In cross grinding of the aspherical surface, the diameter of the workpiece should be changed with xi which is the independent variable of the aspheric expression, and xi varied in the grinding process. And then the material removal rate in cross grinding for the aspheric surface is expressed as

In equation (3), xi changed from 0 to the maximum following the interpolation curve motion from the center to the edge in grinding process. Therefore, with fixed grinding parameters, the material removal rates at the edge of the workpiece are much more than that at the center of the workpiece. This is one of the most important reasons of inhomogeneous surface quality between the center and edge of the ground aspheric surface.
The average material removal rate is used to evaluate the efficiency of the ground aspheric surface, and it is described as

where Vw is the removal volume of the ground aspheric surface, T is the time of finishing one whole aspheric surface, Sw is the average of the aspheric surface and L is the arc length of the aspheric surface.
Experiments of high-efficiency grinding
The trued D64 diamond wheel was used for high-efficiency grinding so as to approach the expected form of the aspheric surface quickly, as well as to guarantee less material removal quantity in subsequent polishing and improve the machining efficiency. Here, the grinding experiments were carried out to investigate the effect of the average material removal rate on the surface quality.
According to equation (4), the average material removal rates are only related to the depth of cut and feed rate and irrelevant to the workpiece rotary speed and wheel speed. Hence, the grinding parameters with various depths of cut and feed rates are tabulated in Table 3.
Grinding parameters.
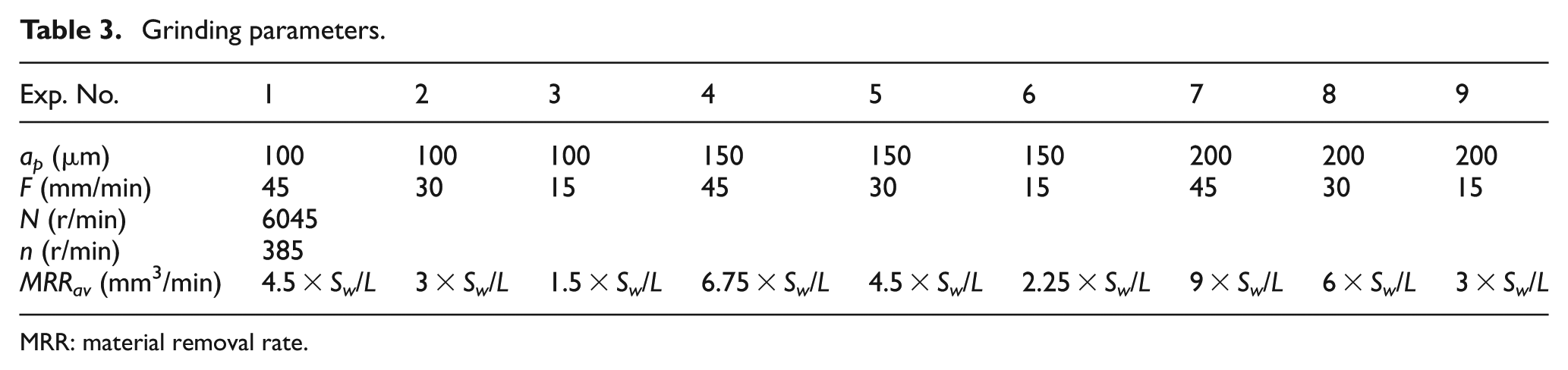
MRR: material removal rate.
The grinding experimental CNC system includes three-axis sliding tables, tool air bearing spindle, arc-shaped diamond wheel, workpiece air bearing spindle, monocrystal silicon workpiece and liquid coolant, as shown in Figure 6. The morphology of aspheric surface was examined with a scanning electron microscope (SEM), while the surface roughness was measured by a contact probe profilometer (Talysurf PGI 1240) with three positions from the center to the edge, and the measurement direction of profilometer was perpendicular to the grinding direction. The setup parameters are summarized below:
Grinding system: minimum infeed resolution of slides: 1 nm, run-out error of ultra-precision aerostatic bearing: 10 nm, balance of two spindles: <2 nm.
Wheel: the trued D64 diamond wheel as shown in section “Truing of diamond wheel.”
Workpiece: specification: monocrystal silicon, ground surface diameter: 20 mm, thickness: 10 mm, aspheric surface.
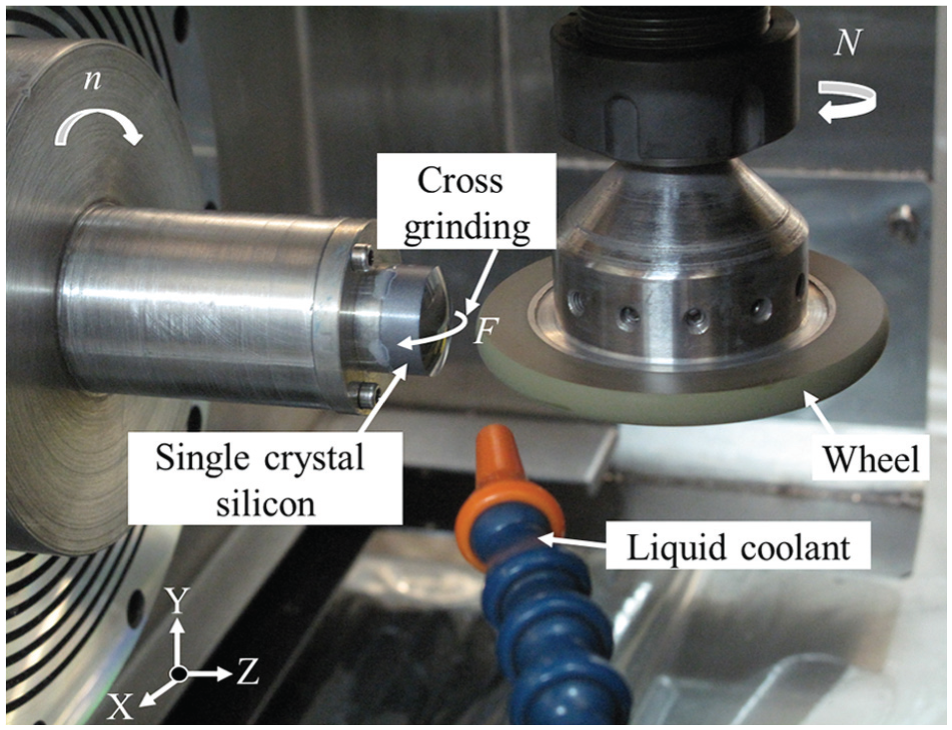
Grinding experimental setup.
Grinding result
Figure 7 shows the effect of the material removal rates on the roughness of an aspheric surface (Exp. No.4). The roughness Ra and Rz of aspheric surface was both increased from the center to the edge, which agreed well with the analysis in section “Material removal rates.” This is because that more material was removed at the edge of the workpiece than that at the center of the workpiece.
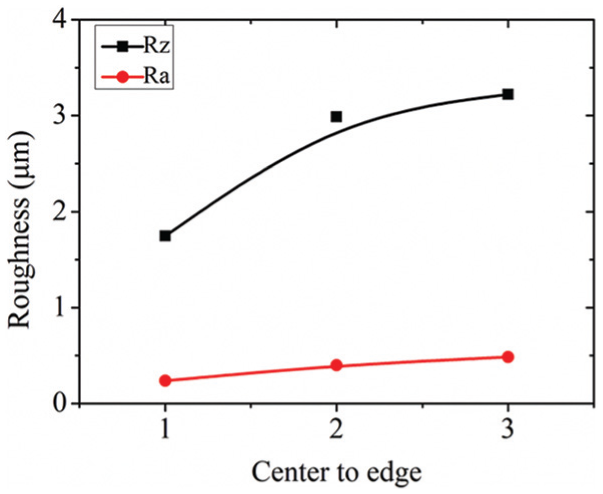
Effect of the material removal rates on the roughness of different position on one aspheric surface.
Figure 8 shows the effect of the average material removal rate on the roughness Rz of the aspheric surface. The roughness Rz of the aspheric surface increased with the increase in the average material removal rate. Besides, even though the average material removal rates of No. 2 and No. 9, No. 1 and No. 5 are equal, the roughness is still different. This was attributed to the fact that different combinations of depth of cut and federate brought different effect on the roughness of aspheric surface. No. 9 and No. 5 workpiece with the combination of bigger depth of cut and lower feed rate brought less roughness of aspheric surface than No. 2 and No. 1 workpiece with the combination of smaller depth of cut and higher feed rate. This means that the effect of the feed rate on ground surface roughness was greater than the depth of cut in these experiments. Therefore, the depth of cut should be increased prior to improving the grinding efficiency in the actually grinding process.
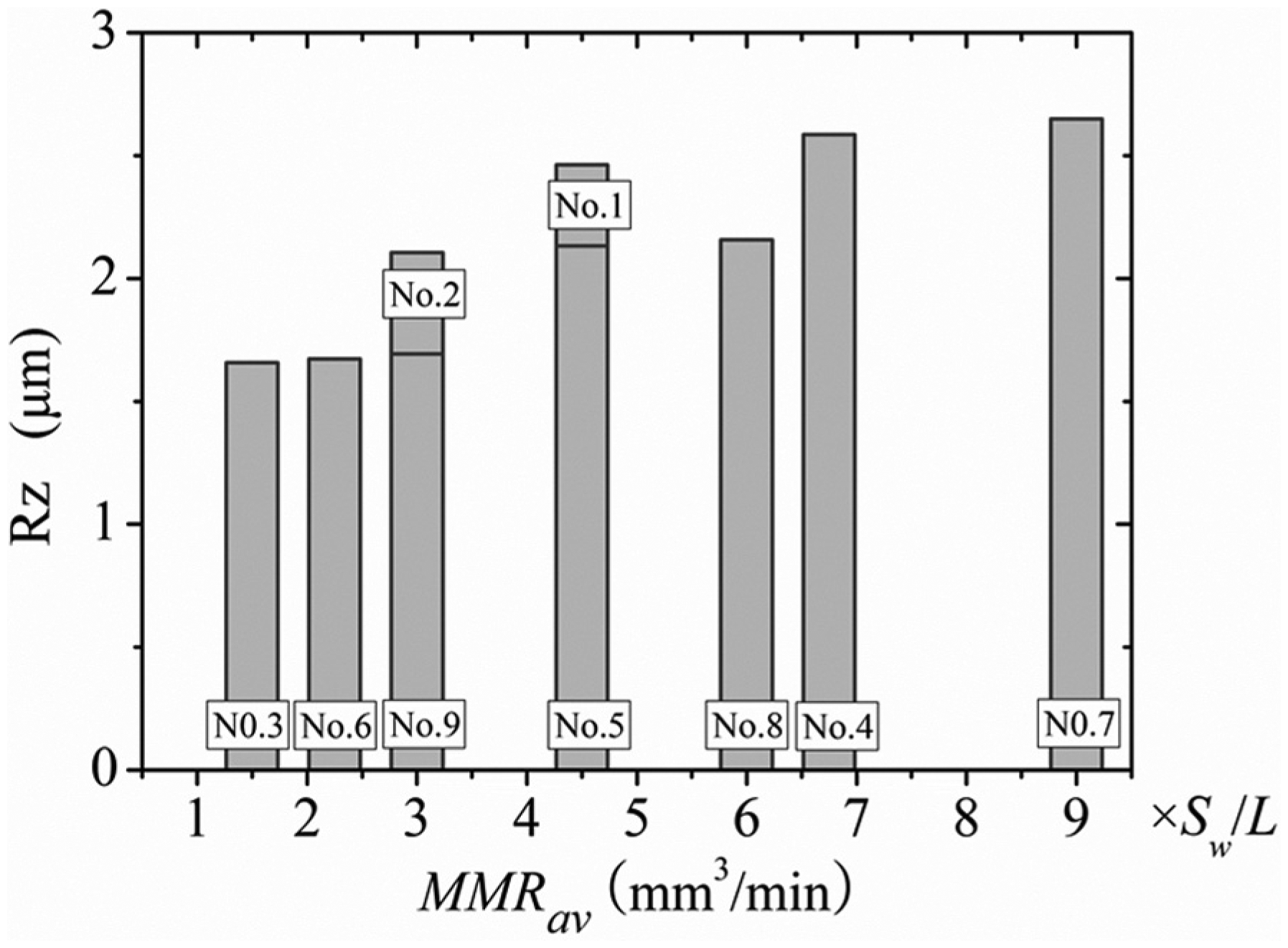
Effect of the average material removal rates on the roughness of aspheric surface.
Figure 9 shows the effect of the depth of cut and feed rate on the roughness of aspheric surface. The roughness Rz of the aspheric surface increased with the increase in the depth of cut and feed rate. This also indicates that the roughness of the aspheric surface increased with the increasing average material removal rates.
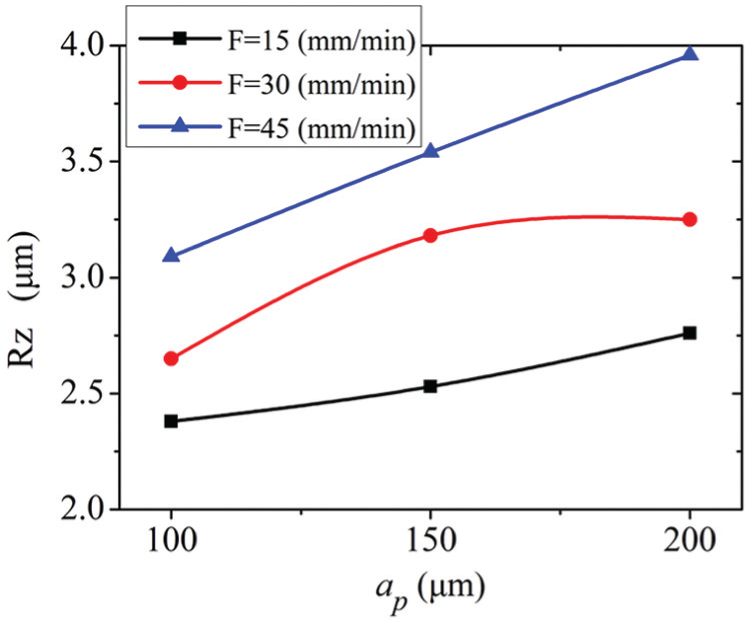
Effect of depth of cut and feed rate on the roughness of aspheric surface.
However, the roughness Rz increased about 0.5–1 µm when the depth of cut increased from 100 to 200 µm, while the roughness Rz raised about 1–2 µm when the feed rate increased from 15 to 45 mm/min, which means that the feed rate affects greater than the depth of cut on the roughness of the surface in these experiments. From this point of view, the depth of cut is also increased prior to improving the efficiency grinding.
Figure 10 shows the SEM photographs of the monocrystal silicon after grinding. It was found that a lot of fractures and deep grinding grooves appeared on the surface. As shown in Figure 10(a)–(c), fractures were changed to smaller and less while grinding grooves became shallower and denser with the decreasing feed rate. In Figure 10(a), (d) and (e), fractures were turned to bigger and more, and grinding grooves changed deeper with the increasing depth of cut. This indicates that surface quality is improved with the increase in the average material removal rates.
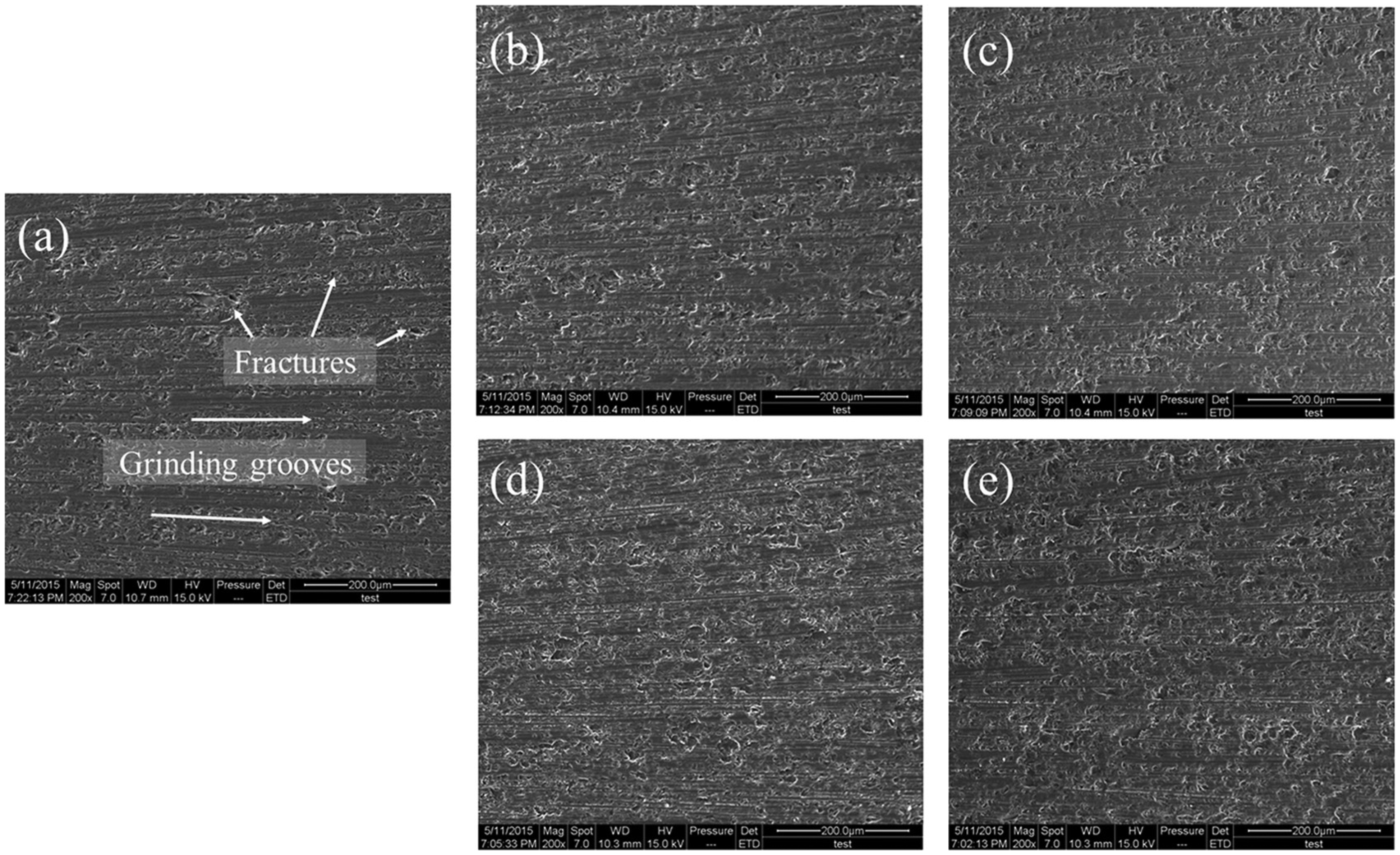
SEM photographs of the monocrystal silicon after grinding: (a) F = 45 mm/min, ap = 100 µm; (b) F = 30 mm/min, ap = 100 µm; (c) F = 15 mm/min, ap = 100 µm; (d) F = 45 mm/min, ap = 150 µm and (e) F = 45 mm/min, ap = 200 µm.
Conclusion
An efficient mutual-wear truing method was developed for D64 resin-bonded diamond wheel. After truing, the arc profile of the wheel was precise and smooth. The diamond grains distributed well on the wheel surface and protruded out of the wheel bond. The run-out error was reduced from 41 to 10 µm.
The expression of the material removal rates for the ground aspheric surface in cross grinding was established. The inhomogeneous material removal rates between the edge and the center of workpiece is one of the most important factors that would result in the inhomogeneous surface quality.
The experimental results revealed that the surface quality of the aspheric surface increased with the decrease in the average material removal rates. The feed rate affected the surface roughness greater than the depth of cut in these experiments.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Natural Science Foundation of China (grant nos 51405108 and 51475109).