
Abstract
A failure-prone manufacturing system that consists of one machine producing one type of product is studied. The random phenomena examined are machine breakdowns and repairs. We assume that the machine undergoes a progressive deterioration while in operation and that the machine failure rate is a function of its age. The aging of the machine (the dynamics of the machine age) is assumed to be an increasing function of its production rate. Corrective maintenance activities are imperfect and restore the age of the machine to as-bad-as-old conditions. When a failure occurs, the machine can be repaired, and during production, the machine can be replaced, depending on its age. When the replacement action is selected, the machine is replaced by a new and identical one. The decision variables are the production rate and the replacement policy. The objective of this article is to address the simultaneous production and replacement policy optimization problem in the context of manufacturing with deterioration and imperfect repairs satisfying the customer demand and minimizing the total cost, which includes costs associated with inventory, backlog, production, repair and replacement, over an infinite planning horizon. We thoroughly explore the impact of the machine aging on the production and replacement policies. Particular attention is paid to the verification of underlying mathematical results that guarantee the existence of optimal solutions and the convergence of numerical methods. Due to imperfect repairs, the dynamics of the system is affected by the system history, and semi-Markov processes have to be used for modeling. Optimality conditions in the form of the Hamilton–Jacobi–Bellman equations are developed, and numerical methods are used to obtain the optimal control policies (production (rate) and replacement policies). A numerical example is given to illustrate the proposed approach, and an extensive sensitivity analysis is presented to confirm the structure of the obtained control policies.
Keywords
Introduction
In the manufacturing environment, the availability of the machine often decreases due to its age and imperfect maintenance activities. In general, corrective or preventive maintenance brings the state of the machine to a level which is not new, and it may not be able to meet the demand rate for the commodity produced. For this reason, the machine has to be replaced. We consider a machine that is subject to random breakdowns and repairs. It undergoes deterioration while in operation, and the failure rate increases with its age. The aging of the machine is an increasing function of its production rate. The corrective maintenance activities performed are imperfect and restore the machine to as-bad-as-old (ABAO) conditions. Replacement activities for their part renew the machine, which is similar to restoring the machine to as-good-as-new conditions (resetting its age to zero).
The first objective of this article is to simultaneously determine production and replacement policies in a manufacturing environment under deterioration and imperfect repairs. We enhance existing mathematical models by including the production cost in the objective function. Given that the dynamics of the machine aging process depends on the production rate, penalizing the latter helps to amplify the impact of aging and push the system (optimal control policies) toward an appropriate solution. The proposed model appears to be better at addressing industrial reality and is yet to be used in the literature in analyzing age-dependent production and replacement strategies. The obtained solution provides the simultaneous optimal control of production and replacement of the machine (assuming that one replacement is performed). The decision variables are the production rate and the replacement policy. The dynamics of the machine is described by a semi-Markov decision model due to the machine’s deterioration and imperfect repairs (ABAO). The optimal control policies are determined in order to satisfy a deterministic customer demand and minimize inventory, backlog, production, repair and replacement costs over an infinite planning horizon.
The second objective is to consider machine aging as a unique factor affecting the deterioration of the machine in order to get a better understanding of the phenomena specifically relating to machine aging without interference from other deterioration levels. Finally, the third objective is to provide a rigorous formulation of the underlying mathematical results and verification of all conditions in order to guarantee the existence of optimal solutions and convergence of numerical methods used to find these solutions.
The rest of this article is organized as follows: We provide the overview of the existing body of works in the “Literature review” section. In the “Assumptions and problem statement” section, we describe the assumptions regarding the model and formulate the optimal control problem. The “Properties of the value function and optimality conditions” section addresses optimality conditions in the form of Hamilton–Jacobi–Bellman (HJB) equations. A numerical example is presented in the “Numerical example” section, followed in the “Sensitivity analysis” section by the sensitivity analysis illustrating the robustness and effectiveness of the obtained control policies. Discussions of the results are presented in “Discussions” section, and finally, this article is summarized in the “Conclusion” section.
Literature review
To describe the behavior of a repairable system subject to failures, various types of repairs are used in conventional models: the minimal repair, the perfect repair and the imperfect repair. The first one brings the system to its functioning condition just prior to a failure (e.g. ABAO); the second one is as-good-as-new, while the third one can be represented by its so-called virtual age, which is smaller than the real age. Pham and Wang 1 suggest the faulty part being only partially repaired, human errors such as further damage during maintenance, replacement with faulty parts and so on as reasons behind an imperfect repair. Chiu et al. 2 address system failures followed by imperfect rework using economic manufacturing quantity model with Poisson’s failure and abort or resume control policies. Many authors have studied the optimization problems of maintenance, repair and replacement in the context of a progressive deterioration but without addressing production planning. Progressive deterioration is usually characterized either by the repair time increasing with the number of failures or by age accumulation when the machine is in operational mode. Phelps 3 developed a semi-Markov decision model in which a minimal repair is performed on a system subject to random failures. He suggested three optimal replacement policies: in the first policy, the system is replaced at a fixed time T; in the second, the system is replaced after a fixed number of failures N; and in the third, the replacement takes place at the first failure after a fixed time T Kijima et al. 4 studied a problem of periodic replacement with a general repair: the system is replaced only at a regular time interval kT (k = 0, 1, …) and is repaired following a failure. They assumed that the costs of repair and replacement are constant. This general repair transfers the system state to a certain “better” state. A stochastic model describing this situation was proposed to find the optimal replacement period. Makis and Jardine 5 described a system with deterioration subject to random failures modeled as a semi-Markov process and demonstrated under appropriate conditions that a stationary optimal replacement policy exists. They assumed that the replacement cost is constant and that the repair cost depends on the number of failures and the real machine age. Love et al.6,7 proposed a discrete semi-Markov model: they determined the optimal policies of a machine subject to breakdowns and which can be replaced or can undergo an imperfect repair. The virtual machine age has been introduced in the decision process, and it has been shown that the optimal repair or replacement policy is of threshold type. Zhang 8 developed a bivariate replacement policy (T, N) for a repairable system. The replacement is performed at the first failure either after the cumulative age reaches T or the number of failures reaches N. It was assumed that the system after repair is not refurbished and that the optimal solution can be obtained analytically or numerically under certain conditions.
Many researchers have studied the production planning problem for unreliable manufacturing systems. Based on the formalism of Rishel, 9 Olsder and Suri 10 determined the optimum conditions of a planning problem in the production of a manufacturing system subject to random breakdowns and repairs, with its dynamics described by homogeneous Markov processes. The optimum conditions are described by the HJB equations. The pioneering work of Kimemia and Gershwin 11 similarly showed that the obtained control policy for this problem is of threshold type (Hedging point policy). This allows the optimal production rate to be found in order to meet a constant demand rate and reduce the total cost, which is the sum of inventory and shortage costs. Boukas and Haurie 12 determined a policy that combines the production and preventive maintenance for a manufacturing system consisting of two machines. They consider that the probability of failures of the machines increases with the age. Since the repair or preventive maintenance activities restore the cumulative age to zero, the dynamics of the system (machines) is modeled in Boukas and Haurie 12 by a nonhomogeneous Markov process. The set of dynamic programming equations was solved numerically based on Kushner and Dupuis’s 13 approach, and the obtained control policy is of modified threshold type. Yan14,15 discussed a hierarchical stochastic production planning problem of flexible manufacturing systems (FMSs). Imposing some conditions on uncertain demand, the author formulated a stochastic nonlinear programming problem and proposed the algorithms for its solution. By applying some approximations, a production plan with the lowest possible cost is obtained.
In the context of imperfect repairs, the optimal production and repair or replacement joint policy is of great importance for practitioners. It helps to better manage the manufacturing system performance and to intervene with the acquisition of a new machine in a timely fashion. This situation was investigated in Nodem et al., 16 where the authors proposed a hierarchical decision-making approach to first determine the hybrid repair and replacement policy (T, N). Second, the optimal production rate is determined. The age and the number of failures are combined to make the decision about the repair or replacement of the machine. The repair activities are imperfect due to a number of failures affecting the system behavior, and the replacement activities restore the age of the machine to initial conditions (AGAN). With respect to the modeling, the decision to repair or replace the machine is made when the failure occurs. In Gomez et al., 17 the simultaneous production, repair or overhaul (equivalent to replacement) and preventive maintenance control policy are obtained under the effect of deteriorations resulting in product quality degradation: The authors combined the impact of two factors, namely, the wear of the machine and human interventions. When the machine is in operational mode, three types of actions can be taken: the machine produces, is sent to overhaul or is sent for preventive maintenance. Upon failure, the machine has to be repaired. A semi-Markov process is used in both,16,17 due to the imperfect maintenance activities of the machine that depend on the history of breakdowns and repairs. Nodem et al. 16 and Gomez et al. 17 developed the optimality conditions in the form of HJB equations, which allow the resolution of the problem of stochastic optimal control based on stochastic dynamic programming and numerical methods, in order to optimize the total cost (e.g. including the inventory, backlog, repair or replacement, preventive maintenance and defectives costs) and satisfy a demand assumed to be deterministic and known. However, due to the mixture of various deterioration mechanisms involved in the proposed models, it remained unclear which mechanism was the most responsible for the phenomena observed.
As mentioned in the introduction, a model that differs from the existing ones is developed in this article. We explore the impact of deterioration mechanism related to the machine aging only, in order to eliminate interference from other sources of deterioration, as in Nodem et al. 16 and Gomez et al., 17 and obtain the insight to age-induced deterioration phenomena. We also incorporate the production cost in the objective function. The rationale behind changing the cost function in such a way, given that the dynamics of the machine aging depends on the parts produced, penalizing the production rate with production cost will amplify the phenomenon of aging and push the system (optimal control) to enhance the obtained solution in manufacturing environment. The optimality conditions are developed in the form of HJB equations using the optimal control theory based on stochastic dynamic programming. The practical implication of the proposed model is verified through numerical simulations.
Assumptions and problem statement
This section defines the assumptions used throughout this article, as well as the optimal control problem statement.
Assumptions
The following assumptions are considered in this article:
The raw materials are always available and unlimited;
The customer demand is known and described by a constant rate over time;
The maximum production rate of each machine is known;
The repair or replacement costs of the manufacturing machine are assumed constant (($/repair); ($/replacement));
The machine deteriorates in operational mode, in which the machine age is continuously growing;
The failure rate of the machine increases with its age;
The corrective maintenance activities are imperfect and associated with a minimal repair that restores the machine to ABAO conditions;
The machine is replaced by a new identical one;
The production is more penalized when the machine increases its production rate.
Problem formulation
The manufacturing system under consideration consists of one machine producing one type of product. The machine is unreliable and is subject to random phenomena, such as breakdowns and repairs. The machine deteriorates while in operation, and its failure rate increases with its age. In failure, the machine undergoes a minimal repair, and while it is in operation, a decision can be made to replace the machine with a new and identical one due to its deterioration. A service inventory is built at the end of the production process, which is used to satisfy a constant demand rate. This situation is illustrated in Figure 1.

Structure of the production system.
The system behavior can be mathematically modeled by a stochastic control system in continuous time (not in multi-period time, as is normally used in the literature) characterized by a hybrid state, which is comprised of two continuous state variables (inventory level
The dynamics of the stock level is described by a one-dimensional ordinary differential equation

where
The cumulative age of the machine at time t is the solution of the following differential equation

where
In the case considered herein, the machine age

where k is a given positive constant and
The production rate

where
The machine’s mode can be classified as operational, denoted by

Given that the machine deteriorates with age and the fact that it is not new after repair activities (ABAO), its dynamics is modeled as a semi-Markov process in continuous time discrete state over an infinite horizon
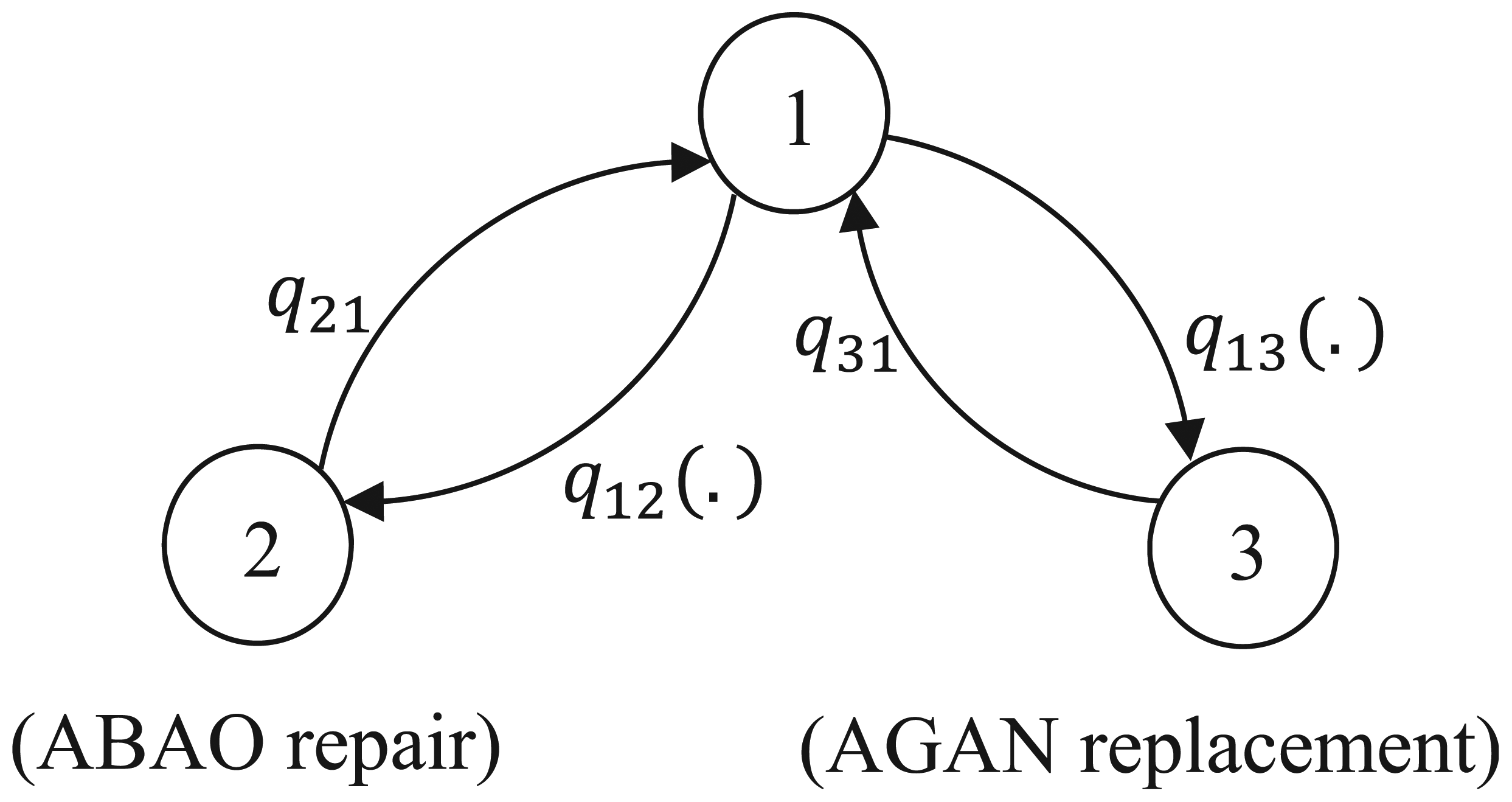
State transition diagram of the considered stochastic process.
The failure rate

where the parameters

The machine’s mode switches from operational to replacement with a transition rate denoted by
In the case of minimal repair, the repair rate is usually considered to be constant. In manufacturing systems, many repairs (such as ABAO) can be considered as minimal repairs. Such a repair brings the age of the machine in the state which is basically the same as it was just before the failure occurred. In other words, a minimal repair means that the age of the machine is not affected by failures: the machine age after each minimal repair is restored, and the failure rate gets the same value as it was before the failure. Thus, after minimal repair, both failure rate and repair rate are restored to their values before the last failure;

As a result, the repair duration
Figure 3 shows the jump times occurring within our model in different modes


and if

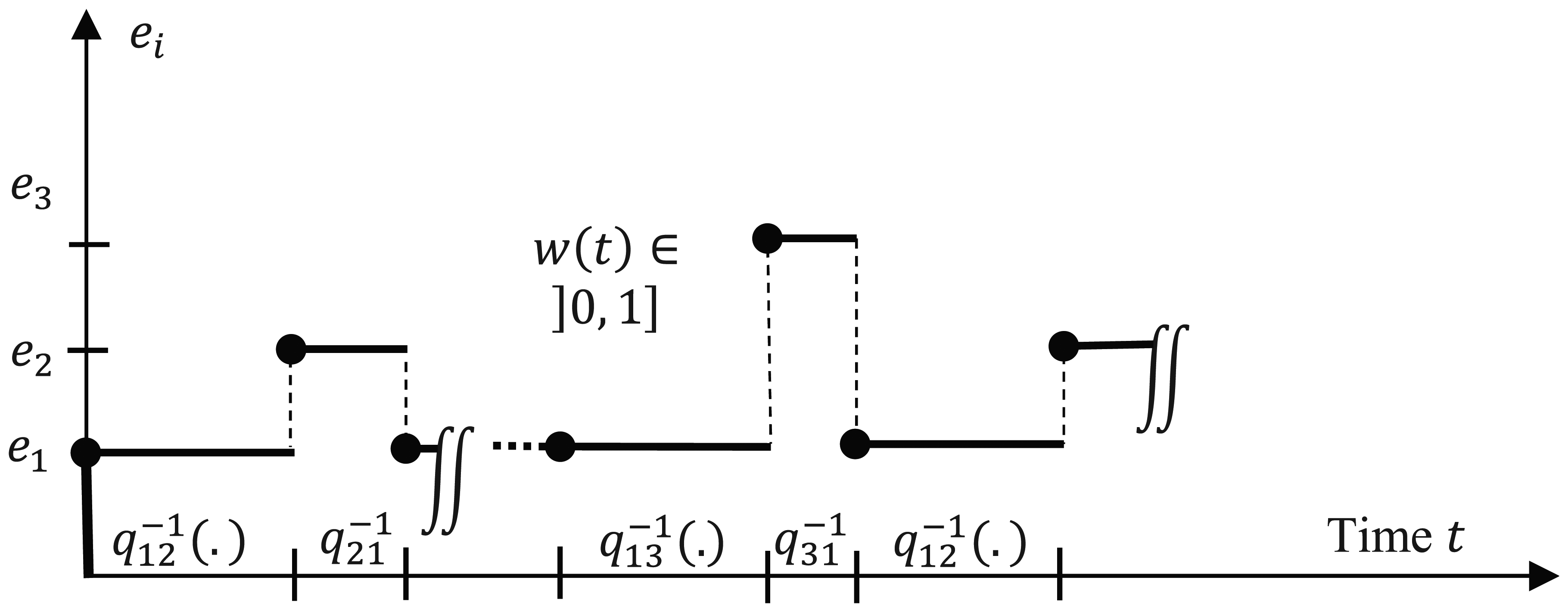
Jump times of different modes
The transition probabilities of the manufacturing system from mode
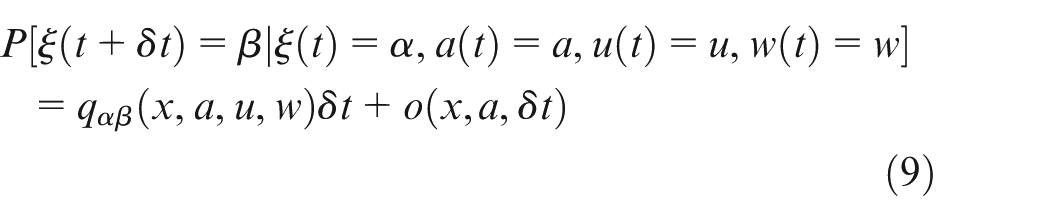

where

The corresponding

To address the feasibility of the manufacturing system, we introduce as usual, the limiting probabilities

with the normalizing condition

where

Let

The constants

where
The objective of this research is to find the two decision variables, namely, the production rate
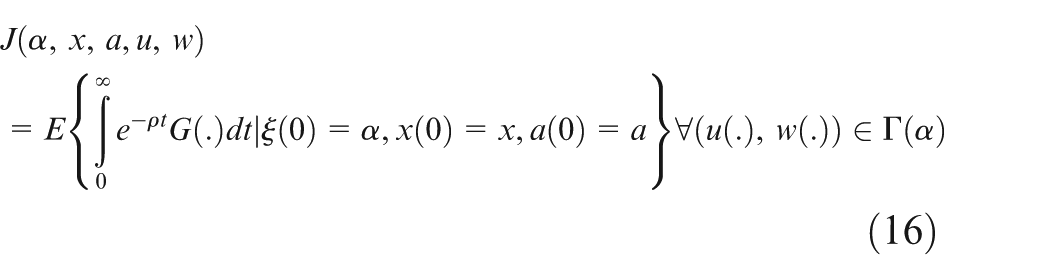
where

The value function of such a problem is given by

The properties of the value function leading to HJB equations of the stochastic optimal control problem are presented in the next section.
Properties of the value function and optimality conditions
In this section, we develop the optimality conditions using the optimal control theory based on stochastic dynamic programming. The optimal control policy
Assumption A1
Lemma 1
1.

Then,

Moreover,
2. For some constants

Then,

Proof
Any function which is convex and locally Lipschitz is continuously differentiable. To prove this property for the value function
The value function

where

where

where
Definition 1
The superdifferentiability


Lemma 2
The value function
Proof
To prove Lemma 2, we use the concept given by Definition 1 to extend Theorem 2 presented by Yan and Zhang. 24
When the value function is available, an optimal control policy can be obtained as a solution of the HJB equation (19). Since an analytical solution is impossible to obtain in general, it is a common practice to develop numerical methods for solving the HJB equations. Boukas and Haurie 12 implemented a numerical method initially introduced by Kushner and Dupuis 13 to solve such a problem in the context of production planning. Kushner’s method used to solve the proposed optimality conditions is presented in Appendix 2. In the subsequent section, we provide a numerical example to illustrate the structure of the control policies.
Numerical example
The computational domain of the state variables is defined as

with
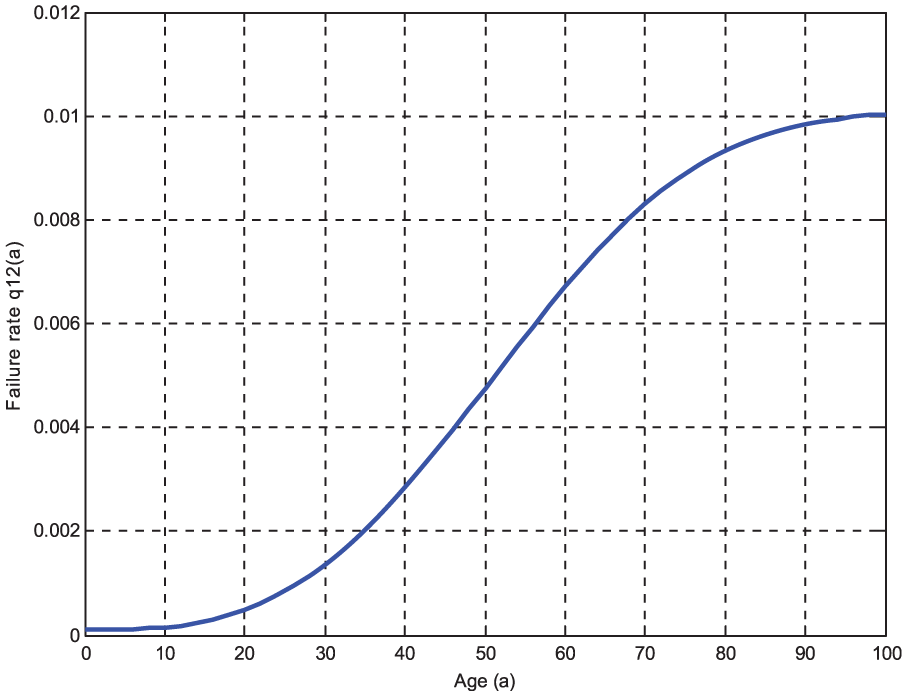
Age-dependent failure rate of the machine.
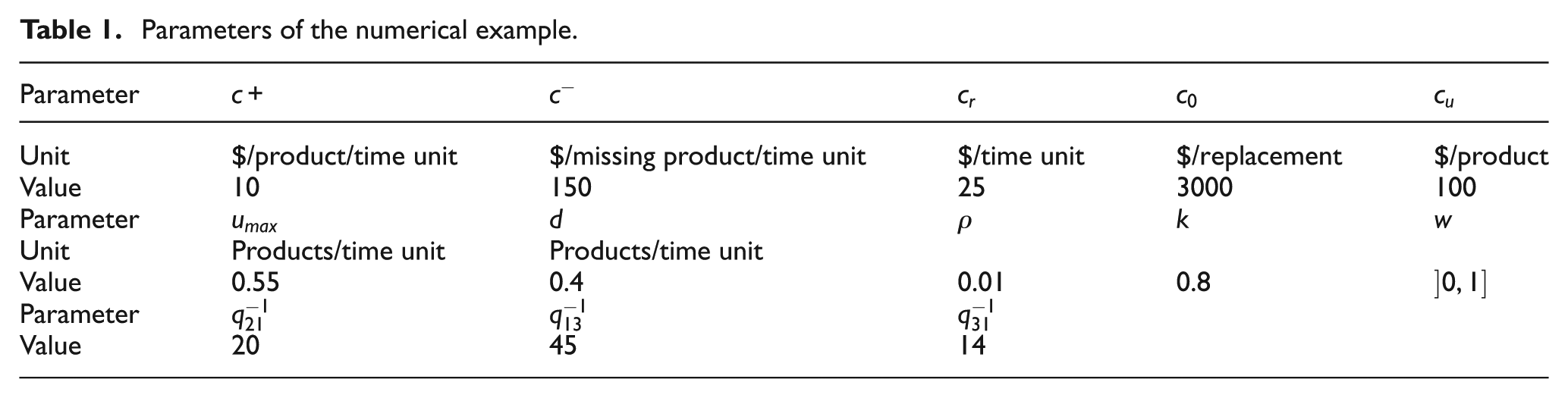
Other parameters needed in the numerical example are presented in Table 1. These parameters have been chosen such as to ensure that the system is feasible. Using the formula of equation (14), the feasibility of the system was verified and respected on the all computational domains of the age, where
Parameters of the numerical example.
The production rate and replacement policy are presented in Figures 5 and 6, respectively. We can see that the obtained optimal production control policies can be viewed as an extension of the hedging point policy presented in Akella and Kumar.
25
In our case, however, we take into account the effect of the deterioration of the machine along the production phase, as well as the imperfect repairs. The optimal production control policy is presented in Figure 5 and defined by
If the current stock level
If it is exactly at the threshold level, the production rate is to be set to the demand rate;
If it is above the threshold level, the production rate is to be set to zero (produce nothing).
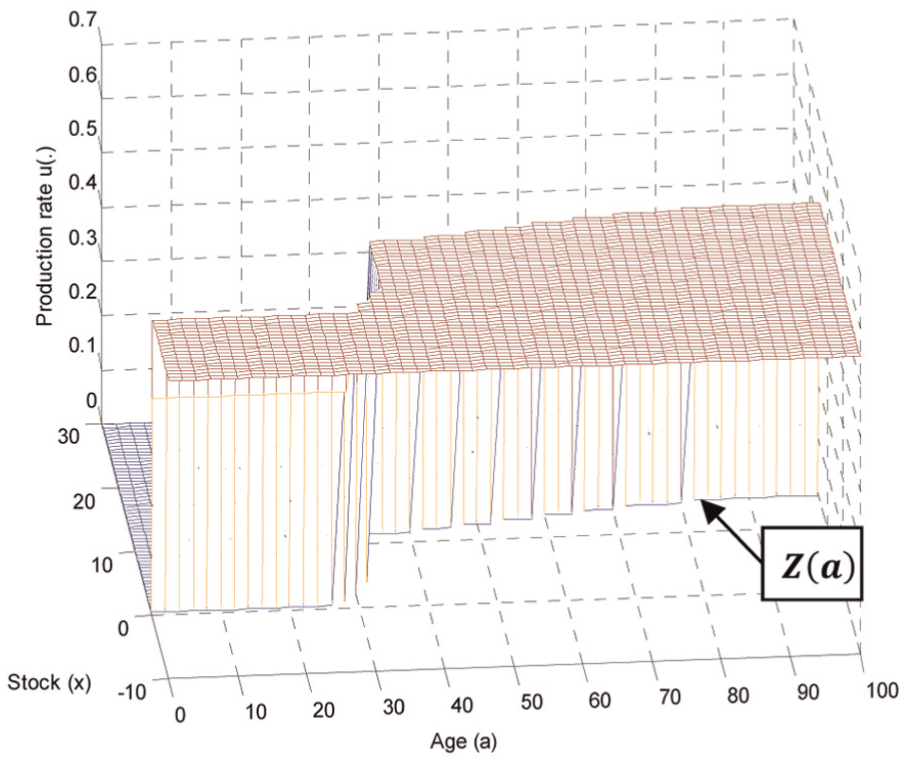
Production policy of the manufacturing system.
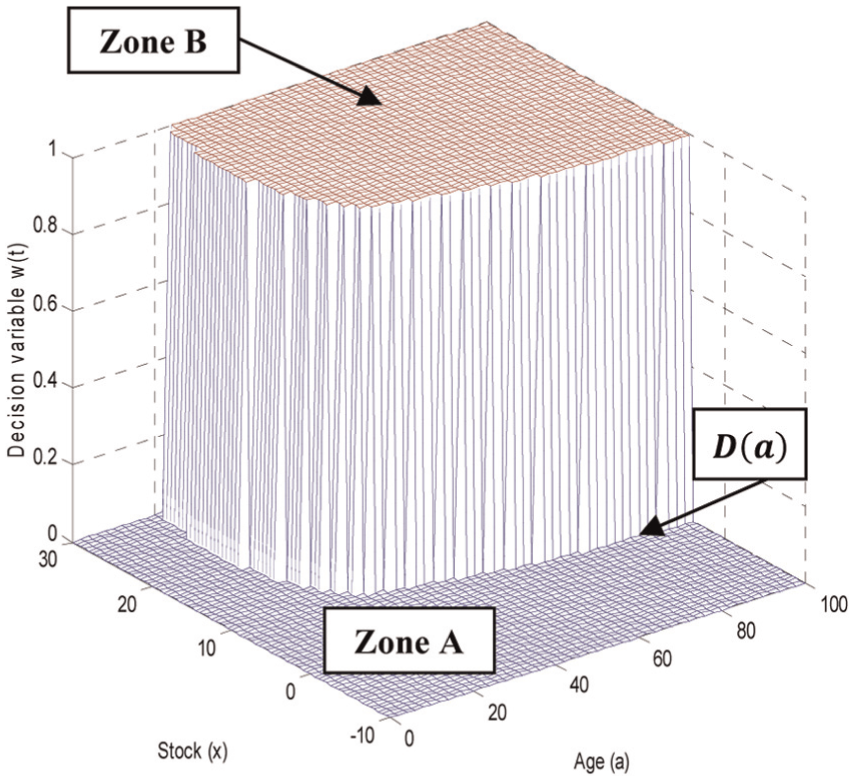
Replacement policy.
Thus, the production control policy satisfies

where
We could not prevent the machine from getting older because only minimal repair (ABAO) is possible. Therefore, the machine deteriorated further, and after a certain age, could no longer satisfy the demand. Thus, a replacement policy defines when to replace the machine, taking into account the required stock level allowing the demand rate to be met when the machine is sent for replacement. In other words, the problem to be solved is determining the levels
Figure 6 shows that the optimal control for the replacement policy is a bang-bang solution. The reason for this is that the optimal control switches from the upper bound to the lower bound and is restricted somewhere between the two. Let

where state variables
Zone A
The replacement policy does not recommend sending the machine for replacement, and the inventory level is low. The machine is still new in this zone and able to satisfy the demand with a rare fear of failure. Thus, it is not necessary to build a significant inventory level. This result is in a good agreement with the “zero-inventory condition” of Bielecki and Kumar,
26
which asserts that a zero-inventory policy can be exactly optimal even in the presence of uncertainty. Hence, the decision variable
Zone B
The machine is aging, and the failure rate increases. Here, the replacement cost is justified, and performing a replacement becomes necessary. However, before that is done, the manufacturing system must ensure a certain inventory level to satisfy the demand and to hedge against possible failures and a nonproductive replacement time. In this case, the decision variable
To better illustrate the optimal production and replacement policies, we can use their boundaries defined by
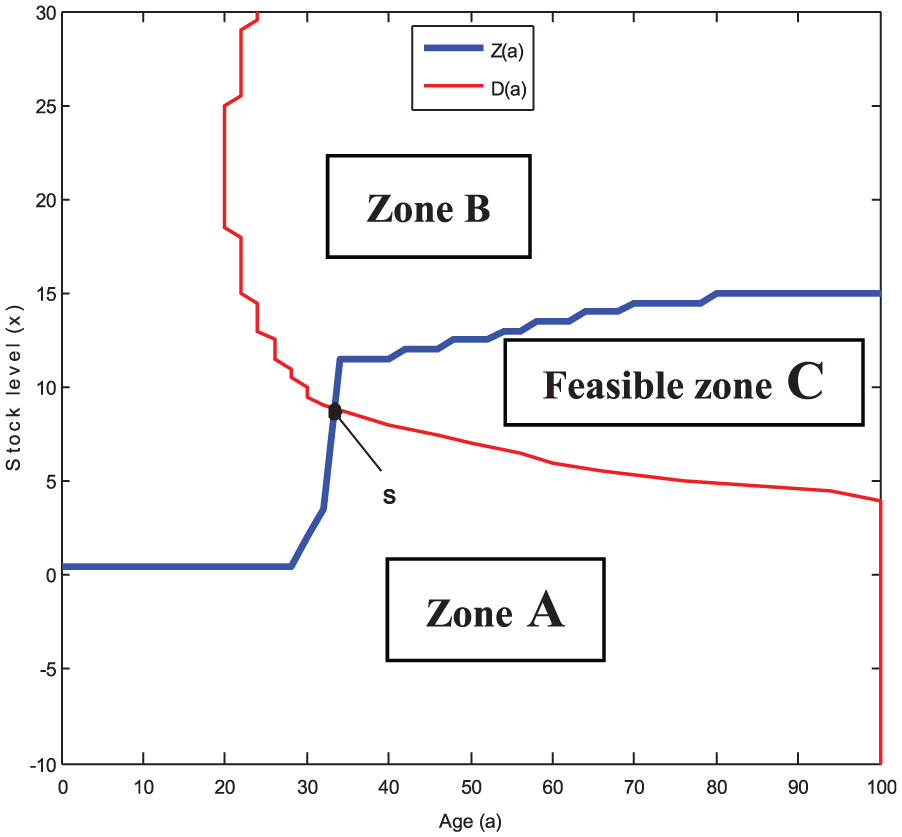
Production threshold and replacement trace.
In Figure 7, the intersection between the production threshold
where state variables
Sensitivity analysis
The obtained control policies are validated through a sensitivity analysis by varying some parameters of the model. We analyze the behavior of the production threshold
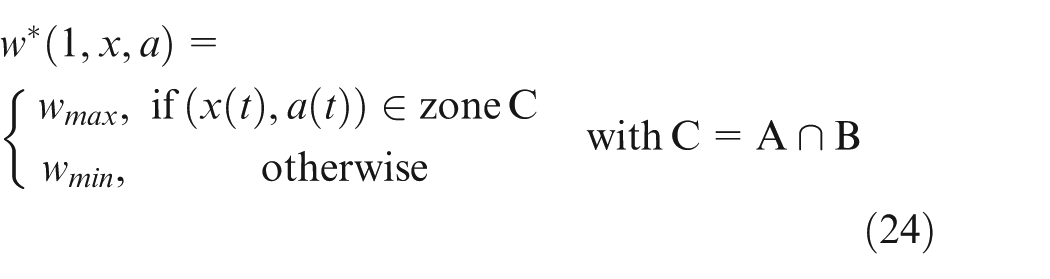
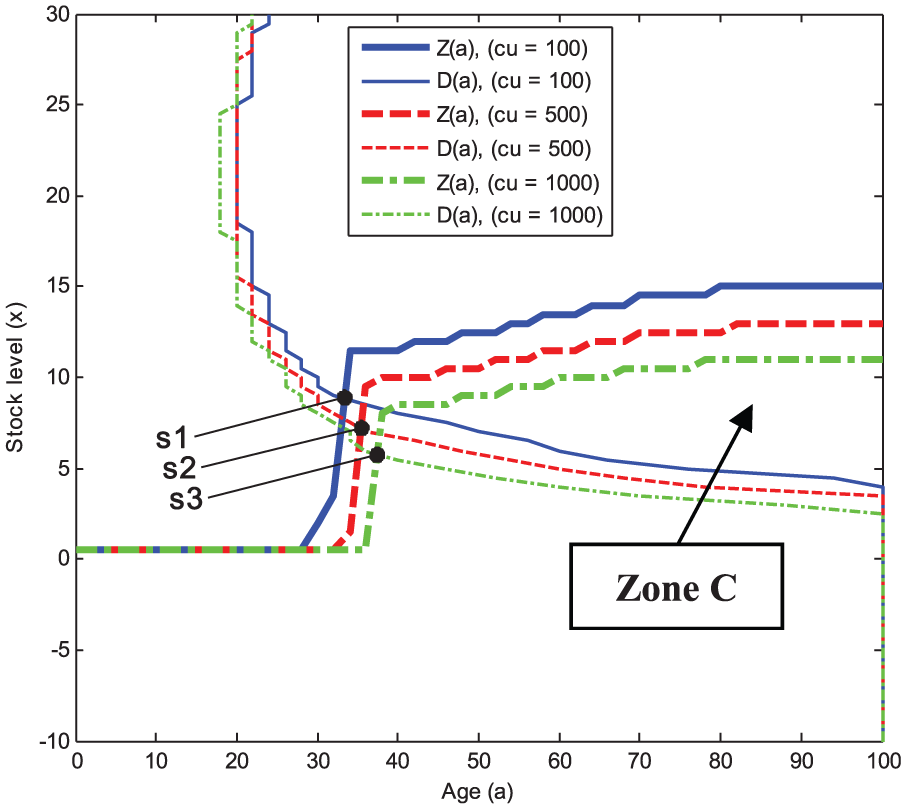
Backlog cost variation
The results presented in Figure 8 for three different backlog cost values
Variation of the backlog cost and its effect on the production and replacement policies.
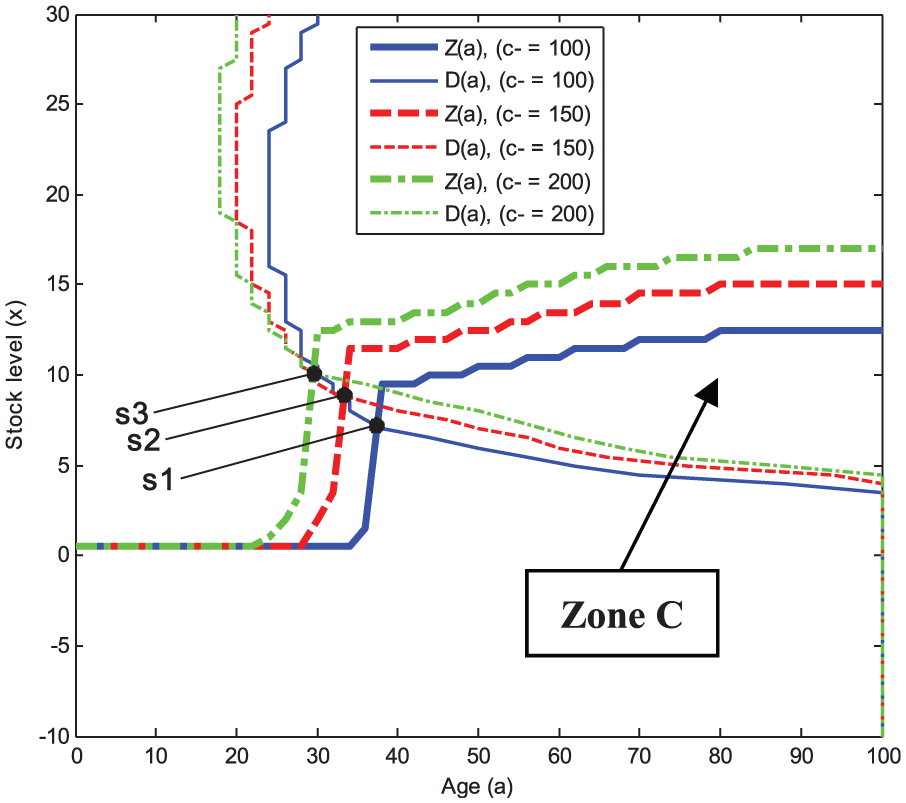
Inventory cost variation
As we can see in Figure 9, the next step in the sensitivity analysis is to examine the inventory cost parameter. The values used are
Variation of the inventory cost and its effect on the production and replacement policies.
We can conclude from Figures 8 and 9 that the effects of the backlog cost on the production and replacement policies are the inverse of what is seen with the inventory cost. We know that the machine deteriorates with age when it produces the parts. When the threshold increases (in the case of
Production cost rate variation
We will now analyze the variation of the production cost rate
Variation of the production cost rate and its effect on the production and replacement policies.
Replacement cost variation
Now, we illustrate the effect of the variation of the replacement cost
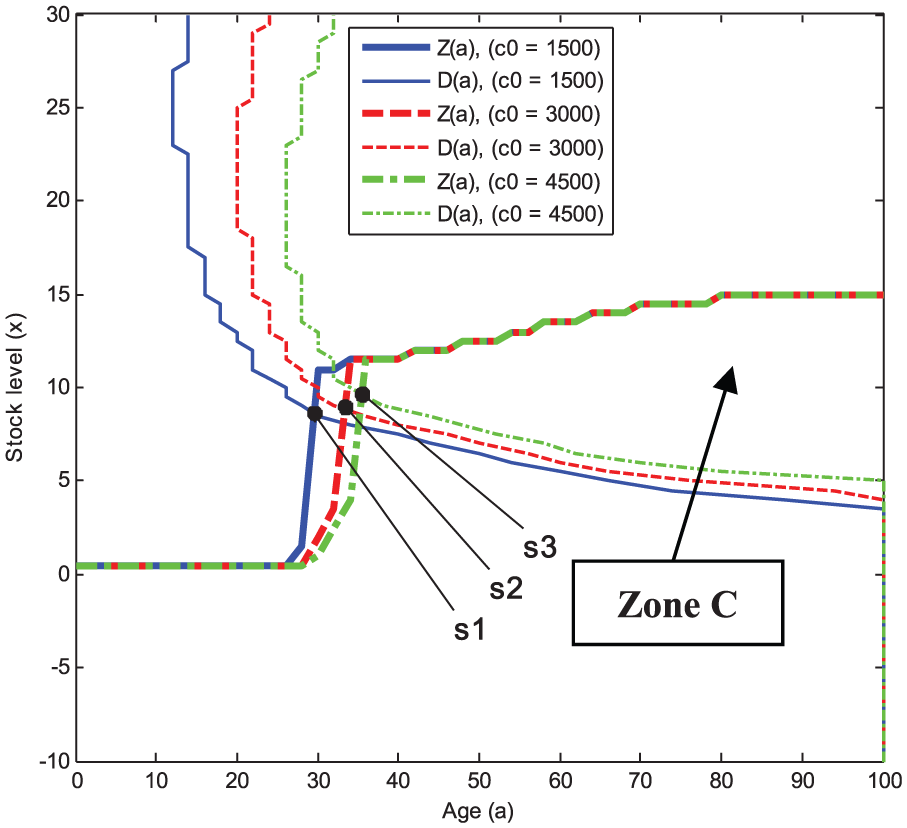
Variation of the replacement cost and its effect on the production and replacement policies.
MTTR variation
We now discuss the variation of the MTTR for three values,
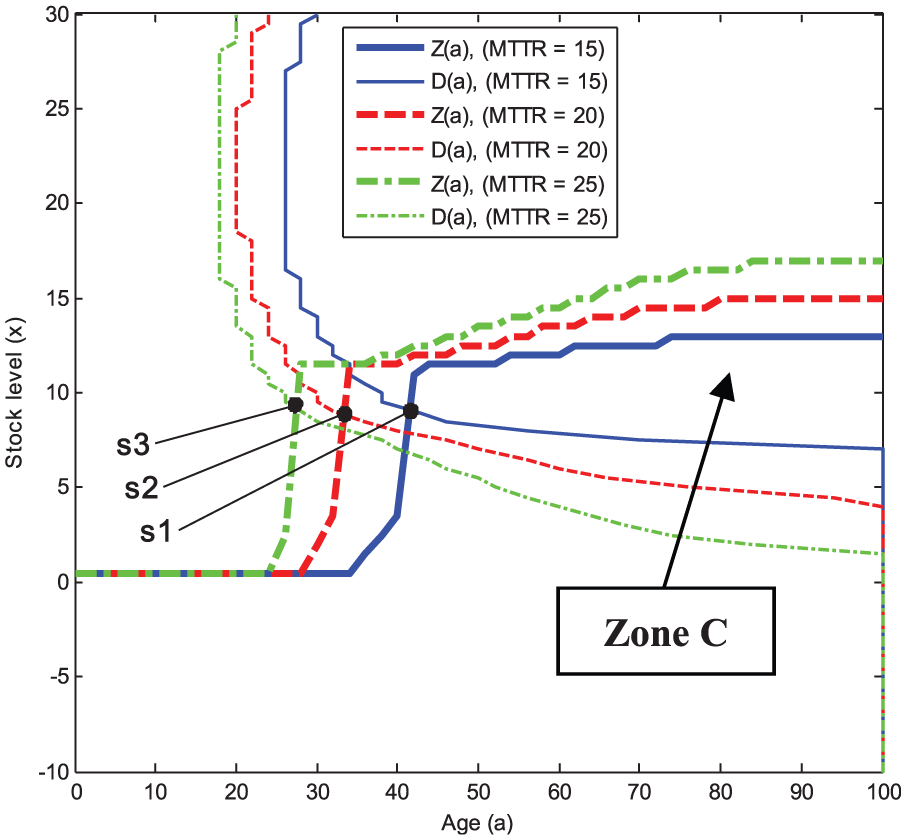
Variation of the mean time to repair and its effect on the production and replacement policies.
MTTRP variation
To complete the sensitivity analysis, we study the variation of the
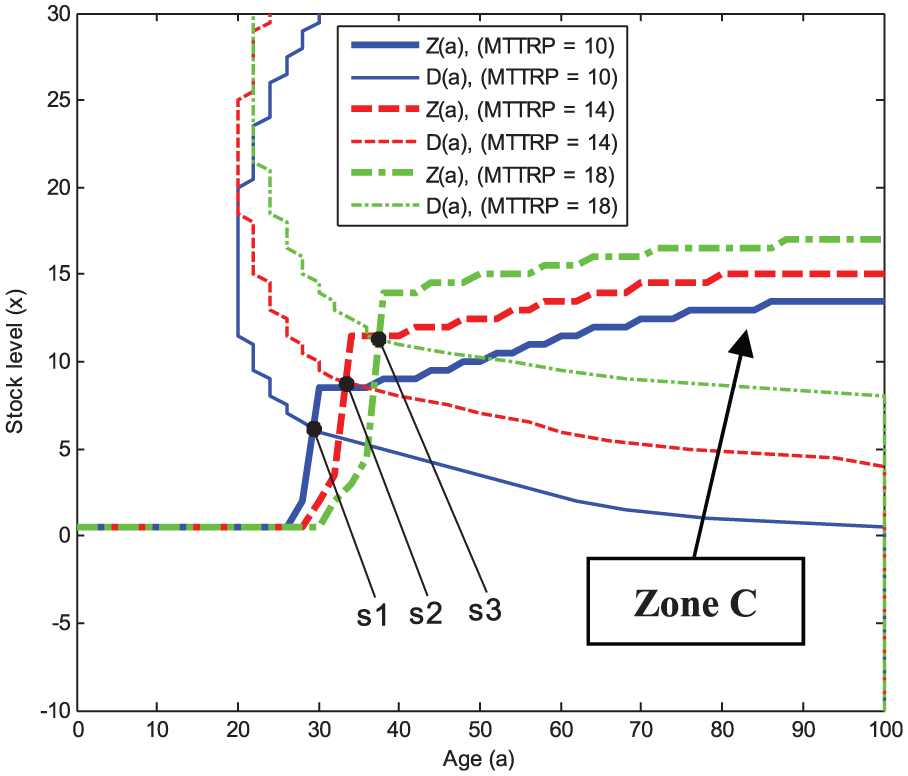
Variation of the mean time to replace the machine and its effect on the production and replacement policies.
Discussions
The numerical results presented in this article show that the control policy for the considered manufacturing system is not a traditional hedging point policy but rather is a modified one when the machine deteriorates with age, and the repair activities are ABAO. This policy is of hedging point type in the sense that it is fully characterized by a curve within a domain of two parameters: the stock level x and the age a. We can conclude from the sensitivity analysis presented that the structure of the control policy obtained by our proposed approach is maintained when the parameters of the system vary. Incorporating the new production cost factor in the cost function leads to a reduction of the inventory level while continuing to meet the customer demand and keeps the machine longer within a low-cost level because it is aging more slowly. The results presented were obtained with the semi-Markov model because the simpler (Markov) model is not appropriate for systems subject to deterioration caused by machine aging. A careful analysis of applicability of optimization techniques based on a numerical solution of HJB equations was performed. The production and replacement policies are defined simultaneously by the function
Conclusion
In this article, we determine simultaneously the optimal production and replacement strategies for the case of one machine and one product subject to random failures and repairs. A stochastic optimization model in continuous time has been developed. The considered manufacturing system is under machine’s age deterioration with the combined effect of imperfect repairs and AGAN replacement. By penalizing the production rate, we can explore and observe the impact of the machine aging on the optimal control strategies (production (rate) and replacement policies). From our results, it seems reasonable to incorporate the production parameter into the process of finding optimal control policies in order to get a better solution. This work is strictly related to the age phenomenon and provides a mathematically accurate analysis of the problem at hand in order to ensure the convergence of numerical methods based on the convexity of two-dimensional
Footnotes
Appendix 1
Appendix 2
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.