
Abstract
During the past few decades, developing efficient methods to solve dynamic facility layout problems has been focused on significantly by practitioners and researchers. More specifically meta-heuristic algorithms, especially genetic algorithm, have been proven to be increasingly helpful to generate sub-optimal solutions for large-scale dynamic facility layout problems. Nevertheless, the uncertainty of the manufacturing factors in addition to the scale of the layout problem calls for a mixed genetic algorithm–robust approach that could provide a single unlimited layout design. The present research aims to devise a customized permutation-based robust genetic algorithm in dynamic manufacturing environments that is expected to be generating a unique robust layout for all the manufacturing periods. The numerical outcomes of the proposed robust genetic algorithm indicate significant cost improvements compared to the conventional genetic algorithm methods and a selective number of other heuristic and meta-heuristic techniques.
Keywords
Introduction
In competitive global markets, it is vital for a manufacturing firm to be able to adapt to the volatile demand conditions. The high capital that is invested in manufacturing systems requires an efficient order of machinery to meet consumers’ needs. Under these circumstances, it is critical to develop a flexible manufacturing line that is designed to be fulfilling the need for a variety of products, both under volatile demand conditions and with minimal changes in the initial machinery layout. Thus, a cost-efficient layout design could lead to increasing levels of productivity and profitability of the firm.
Dynamic facility layout problem
Cellular manufacturing systems (CMS) offer the means to plan for efficient facility layouts specifically for multi-production lines.1,2 So far, CMS has been for long the most efficient approach being applied by firms to cope with the ever changing characteristics of the global competitive markets.3,4 Singh 5 defined three stages for developing CMSs including (1) intra-cellular layout, (2) inter-cellular layout, and (3) categorizing parts into groups with similar manufacturing characteristics. However, considering the likelihood of frequent changes in the features of the products, cell layout could often be impracticable or uneconomical for the manufacturer. 6 Therefore, dynamic facility layouts became a popular method to eliminate the aforementioned issues.
Dynamic facility layout problem (DFLP) aims at minimizing costs of material handlings and machinery rearrangements for multiple periods of manufacturing and varying demand quantities.7–9 In a given case, when there are considerable rearrangement costs for each manufacturing period and the differences in scales of machinery are negligible, one should investigate a single layout that is usually achieved by deploying quadratic assignment problem (QAP). 10 The QAP method is also used for solving DFLP or originally CMS layout problems.11,12 Several articles have investigated the various aspects of QAPs8,13,14 with their main focus being on minimizing a function related to the travel of parts including the total material handling cost, part travel duration, and part traveling distance. 8 Generally, QAP is considered as one of the most complex problems that is highly unlikely to be optimally solved in a reasonable time for more than 25 facilities/cells.6,15 Hence, solution methods based on heuristic and meta-heuristic principles were proposed to address this issue.
Genetic algorithms for solving DFLPs
Since QAP was notoriously time-consuming and complicated even for smaller-sized problems (i.e. number of facilities less than or equal to 30), the development of alternative meta-heuristics and evolutionary solutions for DFLPs gained popularity among the researchers.10,16,17Figure 1 outlines the meta-heuristic algorithms that have been applied to this date for minimizing intra-cellular and inter-cellular layout costs.17,18
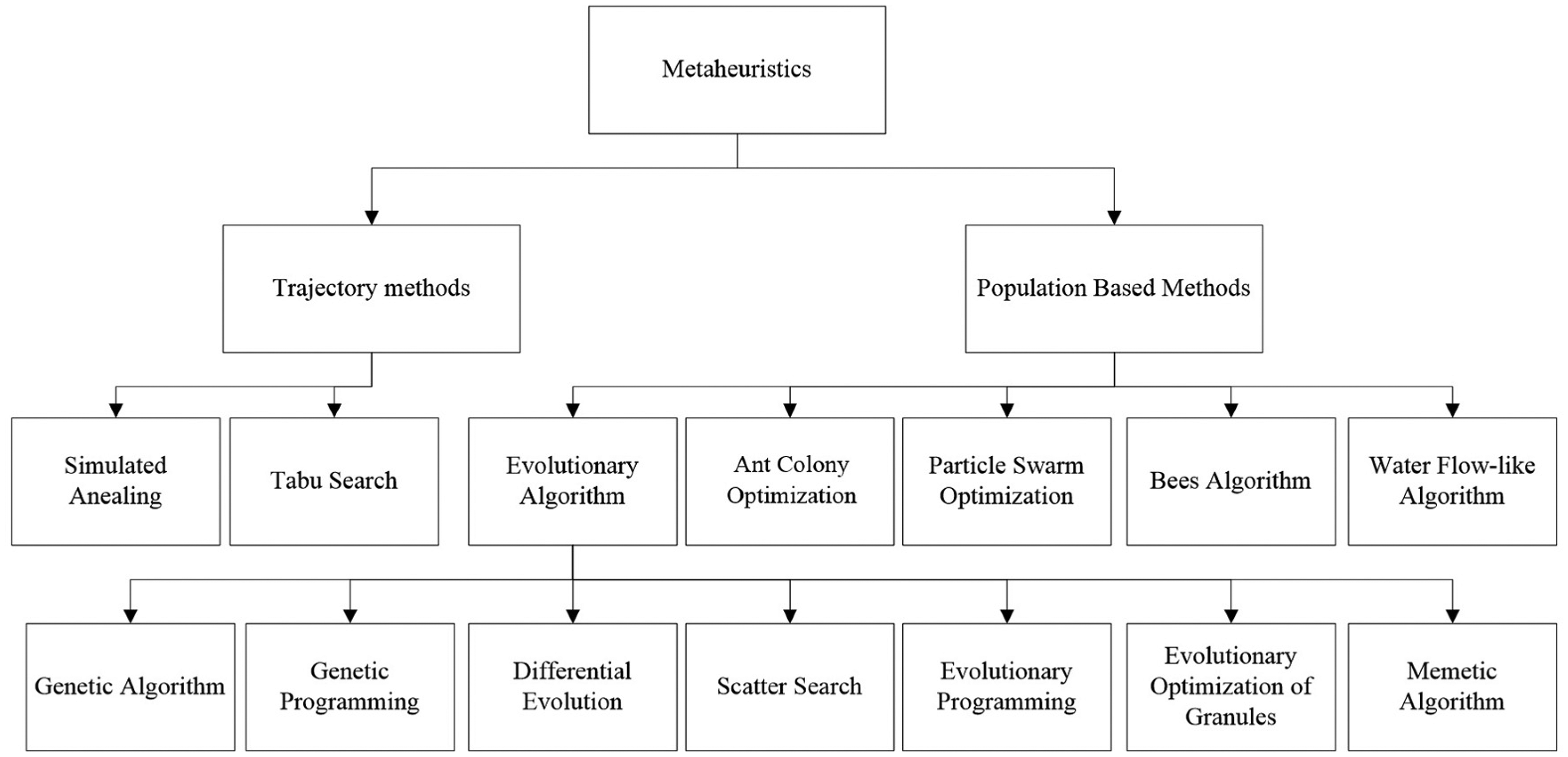
Hierarchy of the meta-heuristics.
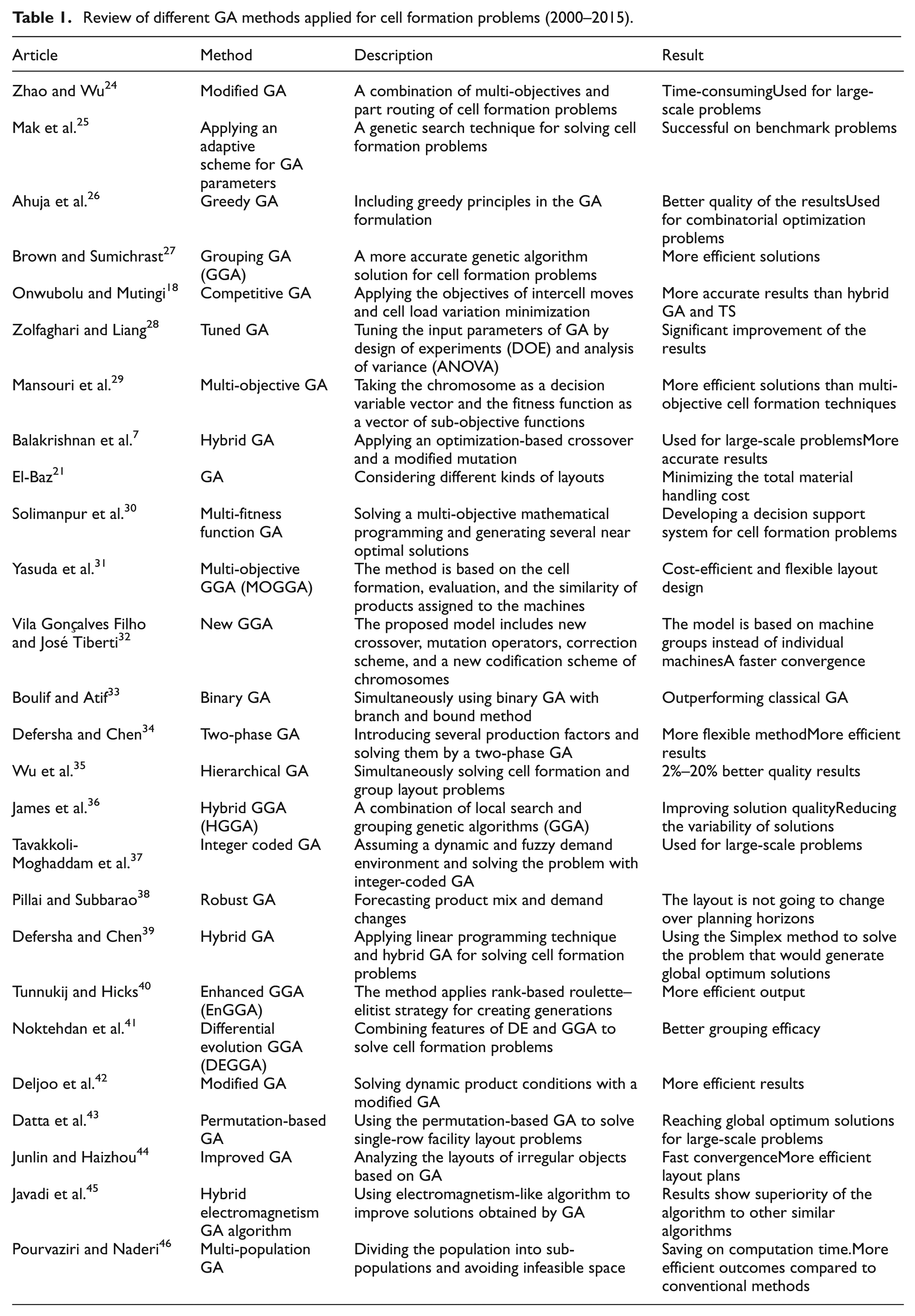
There have been fundamental improvements in solving DFLPs using meta-heuristics and hybrid algorithms that could be further investigated in excellent reviews presented by Ghosh et al., 13 Moslemipour et al., 14 and Kulturel-Konak. 19 Genetic algorithm (GA) for solving DFLPs has since long become a rather common method in solving facility layout problems. 20 GA can explore the solution space by adopting the concept of natural genetics and evolution theory.21–23 There indeed exists a variety of articles contributing to the concept of GA application in DFLPs (see Table 1). However, according to Table 1, a smaller percentage of these researches are dedicated to DFLPs where there is an uncertainty of demand for each period of manufacturing (i.e. robust GA). 38
Review of different GA methods applied for cell formation problems (2000–2015).
According to McKendall and Hakobyan, 47 when solving a DFLP with either mathematical models or the combined heuristic-mathematical approaches, material handling costs and rearrangement costs play a critical role in determining how to plan an efficient layout system for a manufacturing system. However, apart from the advantages of applying the proposed GA hybrid algorithms for solving DFLPs (Table 1) for single periods and for certain demands, the main concern here would be the rearrangement costs of different periods of manufacturing and for demand uncertainties. This could therefore call for an integrated heuristic–robust algorithm (i.e. robust genetic algorithm (RGA)) that can provide a single optimum solution for DFLPs and could be applicable especially in manufacturing environments with uncertain demand quantities. Needless to say, there are numerous manufacturing factors that could be applied to the layout problem depending on the manufacturing requirements. Most of these factors are reviewed in Saxena and Jain 6 and Liu et al. 3
Robust modeling
The nature of uncertainty is often not clear and there is not much information about the behavior of the noise in this environment. In this article, a robust approach proposed by Bertsimas et al. 48 and Bertsimas and Sim 49 is applied to develop the proposed RGA and to solve the DFLP with uncertain demand conditions. In many robust optimization techniques, it is essential to assume that the uncertain data have a symmetric unknown distribution. The main consideration in this kind of programming is the effect of deviated data from their nominal values on the final results of the model. Ben-Tal and Nemirovski 50 proved that a perturbation on some benchmark linear programming problems could lead to infeasible solutions. They also introduced a technique which could immune the output results from the infeasibility. Ben-Tal and Nemirovski 50 used a counterpart, which is mapped inside the feasible region. They also developed another robust approach where the structure of the robust problem remains similar to the original one.
Considering the above mentioned, this study presents a method for solving DFLP by robust GA (RGA) for five manufacturing periods with no limitations in the number of machines or operational sequences. This method is mostly beneficial when the rearrangement costs are significant. The authors have intentionally referred to the numerical example presented by Pillai et al. 51 and Chan et al. 52 in order to highlight the superiority of the proposed approach to conventional GA and other heuristics.
The rest of this article is organized as follows. In the next section, the QAP model is introduced with some minor alternations in its original format. Next, the aforementioned robust technique developed by Bertsimas et al. 48 and Bertsimas and Sim 49 is presented. The QAP model is accordingly transformed to comply with the format of the proposed robust formulation. Subsequently, the RGA is introduced to the numerical example proposed and commonly shared in Pillai et al. 51 and Chan et al. 52 Finally, the numerical results are compared and the advantages of the RGA are outlined, the conclusions are made and some implications for further studies are proposed, respectively.
Problem statement
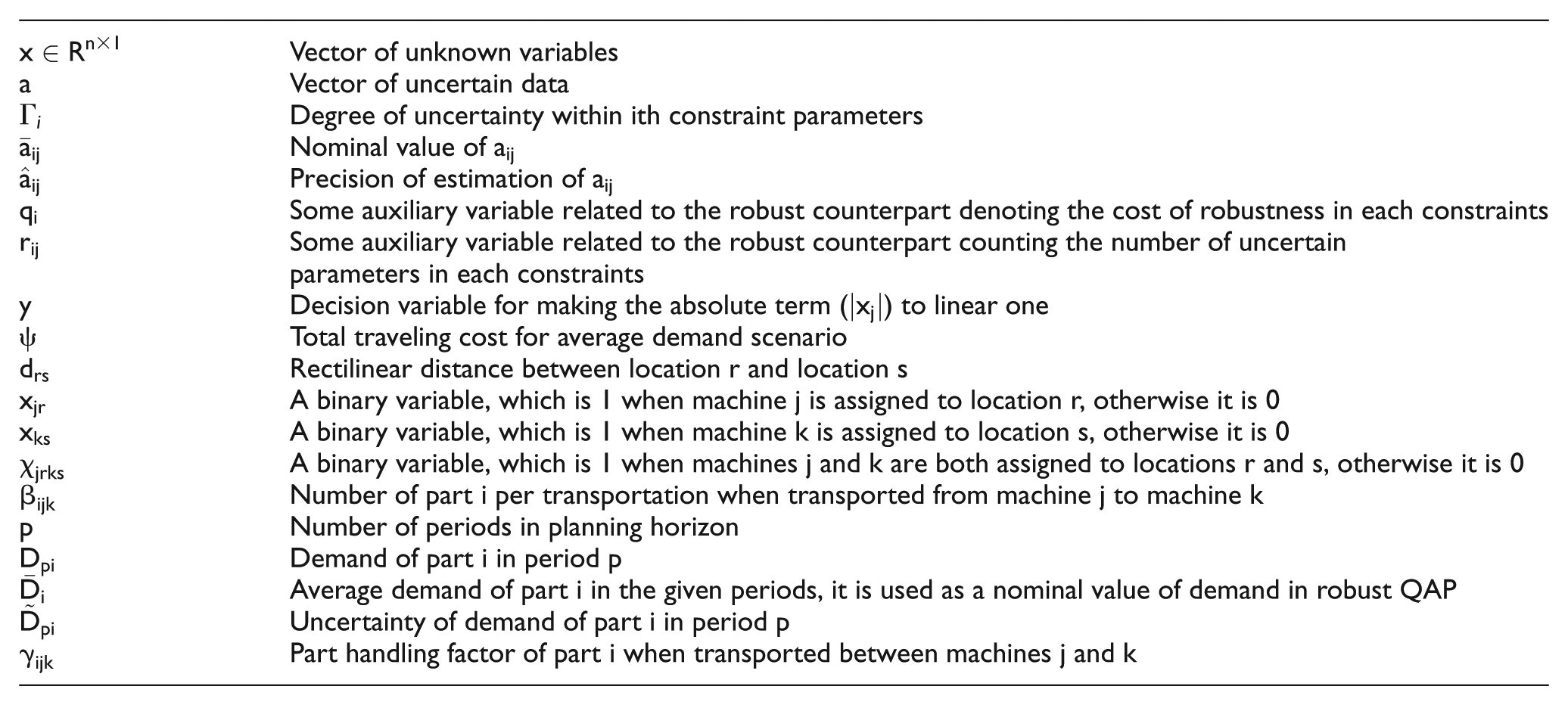
The notations used in the model are as follows:
The QAP model
There are several presumptions for the QAP model that should be considered before developing the formulation:
Equal area departments are considered which include enough space for each machine so that no overlap would occur.
The rearrangement costs are included after obtaining the optimum layout in order to compare the computational results with alternative methods. 52
Part demands in time periods have unknown symmetric distribution.
Cells or machines are equal in size.
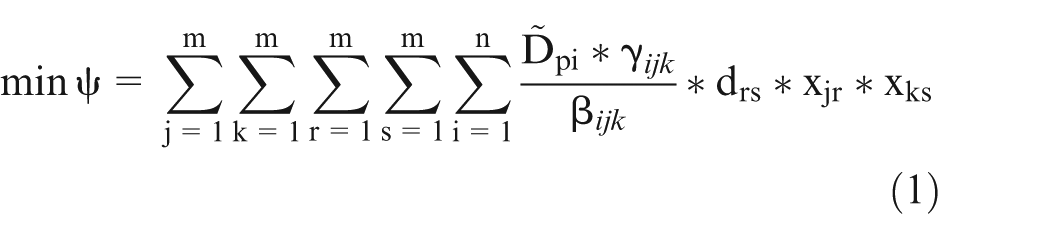
The objective function for modeling the QAP is as follows
subject to



In quadratic assignment, the objective function contains the product pairs of location decision variables, hence the quadratic form. Also, the constraints are similar to classical assignment problem. Constraints (2) and (3) ensure that each facility is assigned to exactly one location and each location is assigned to one facility.
Since QAP is a nonlinear problem and a global optimum solution is rarely available, an auxiliary variable is required, which encompasses both

subject to





where
Robust optimization model
The aim of the robust optimization under uncertainty is to develop immune models. Prior to robust optimizations, stochastic programming and sensitivity analysis were considered to be appropriate tools to deal with uncertainty; however, robust modeling could be a more efficient alternative to replace these methods.53,54 For a better understanding of a robust method developed by Bertsimas et al. 48 and Bertsimas and Sim, 49 consider linear program (11) as follows

subject to


where

subject to




In equations (13–16),
The robust model
Based on equations (13–16), the proposed robust approach to solve the QAP (5–10) is formulated as follows

subject to









where
Permutation-based GA for solving robust DFLPs
As it is mentioned in the previous sections, during the past few years, there have been significant attempts to use meta-heuristics to provide a solution for NP-hard problems. GA is believed to be one of the promising methods for this purpose.
55
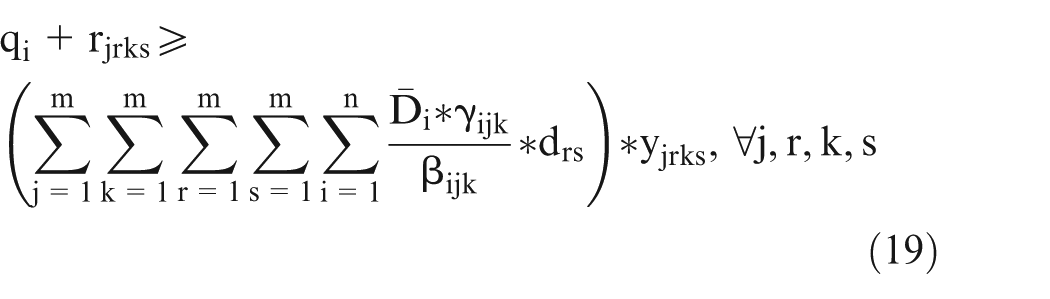
In this article, we have considered a permutation of nine locations to develop chromosomes in GA as it is a natural representation of solutions in many optimization problems that involve sequencing or ordering. A permutation is a vector
Representation scheme of the chromosome structure.
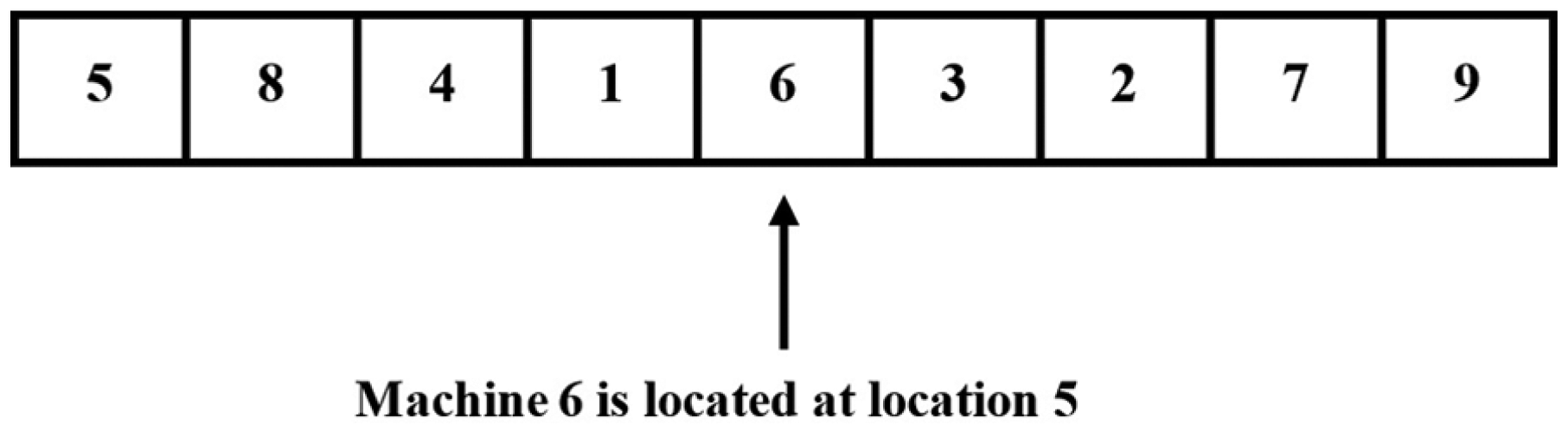
The permutation-based GA is as follows:
Crossover
For applying the partially mapped crossover, two parents are selected by Roulette Wheel Selection (RWS) or Tournament Selection (TS). In this method, two crossover points are selected randomly on each chromosome. Then, the substrings are exchanged, mapped, and legalized as shown in Figure 3.
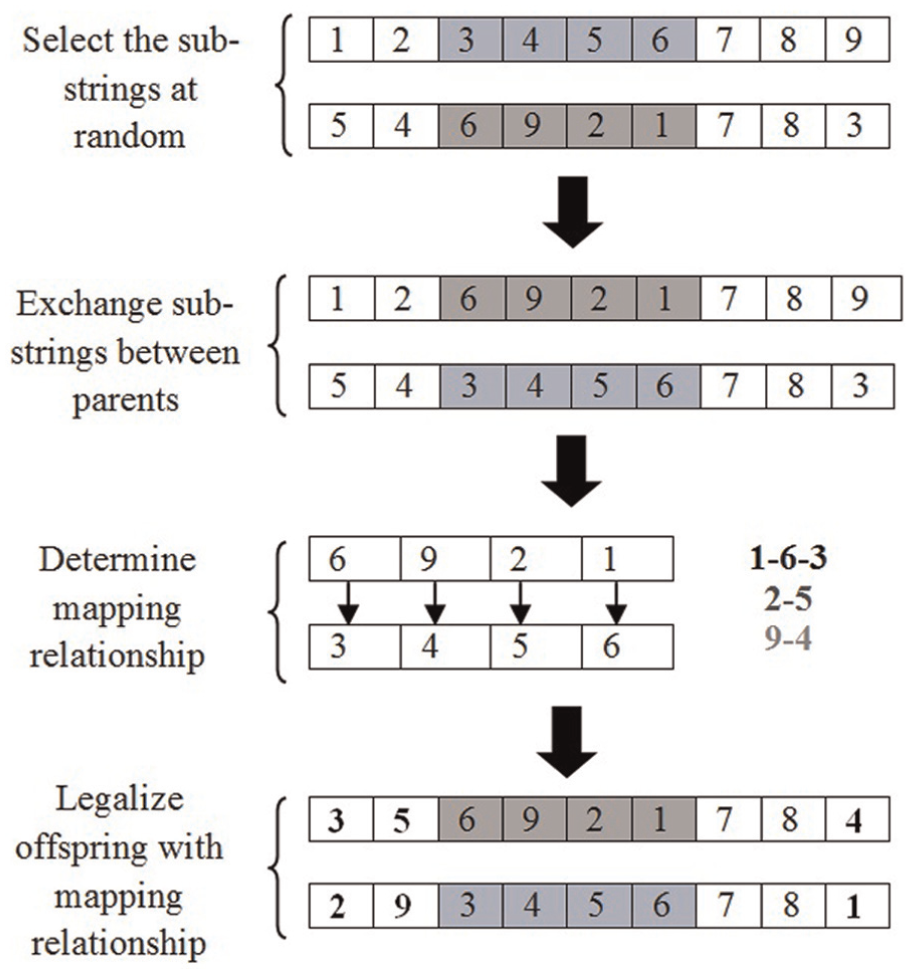
Partially mapped crossover method.
Mutation
We have used three of the most common mutation operators for permutation-based GAs as follows:
Swap. Swap mutation exchanges the positions of two randomly selected genes from the permutation.
Insertion. Insertion mutation removes a randomly selected gene from a chromosome and inserts it into a randomly different position of the same chromosome.
Reversion. Reversion mutation selects two random genes on a chromosome and reverses the sub-permutation.
Computational results
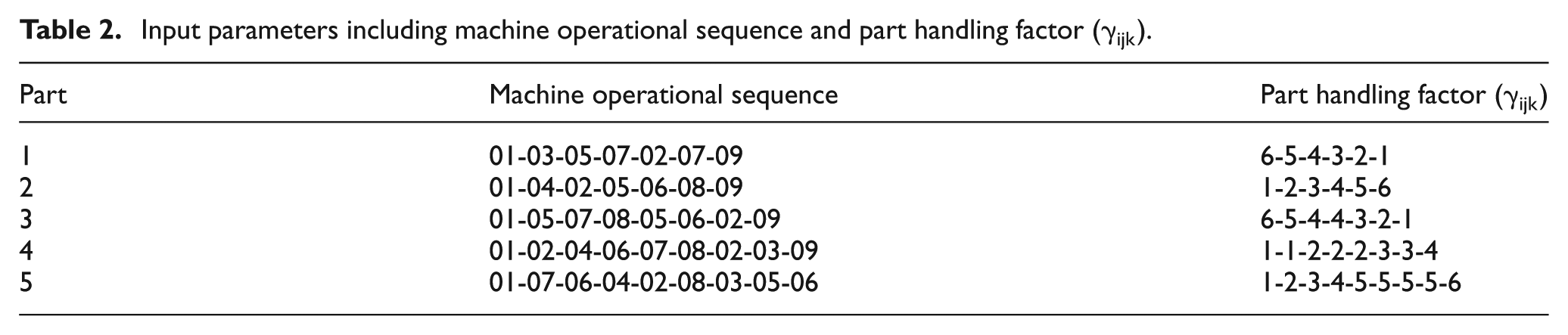
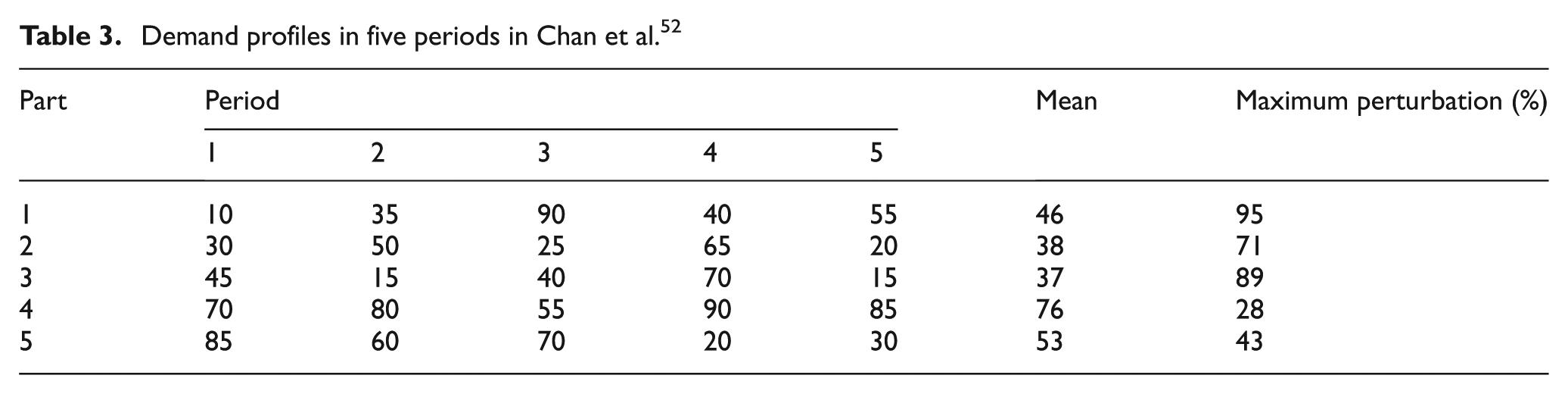
This section describes the performance of RGA when applied to a numerical example commonly shared by Chan et al. 52 and Pillai et al. 51 These numerical data present a 3 × 3 grid to locate machines. There are five parts in five periods to manufacture. The operational sequences of parts consist of nine machines with certain values for their part handling factors (Table 2). The volatile demands of each part in each period of manufacturing are presented in Table 3 for five periods of manufacturing. The data in Tables 2 and 3 are used as inputs to the proposed RGA algorithm.
Input parameters including machine operational sequence and part handling factor (
Demand profiles in five periods in Chan et al. 52
Chan et al. 52 have included some rearrangement costs (Table 4) that encompass both costs for machine relocation and costs per unit of machine movement. Machine relocation costs encompass setup cost and costs of facility transportation and labor force. Also, for robust model, expected demand of the parts has been used according to Table 5. A better performing layout is the one which minimizes all the above-mentioned costs over the planning horizon.
Machine rearrangement costs in Chan et al. 52

Expected demand of the parts.

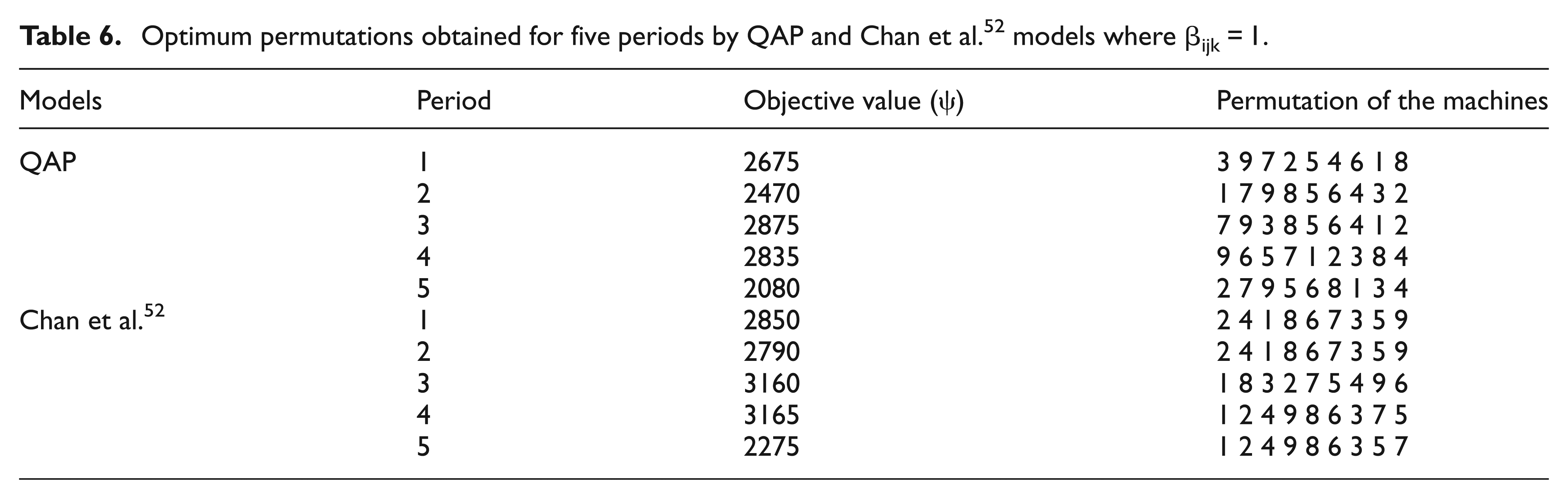
After developing the permutation-based GA for QAP and inserting the required inputs (i.e. Tables 2–5), the layouts for each manufacturing period considering
Optimum permutations obtained for five periods by QAP and Chan et al.
52
models where
In addition, Table 7 compares the total traveling costs obtained from RGA and robust simulated annealing model proposed by Pillai et al. 51 with both varying and constant part handling factors. The results in Table 7 indicate that in terms of total traveling costs, the proposed RGA model outperforms the model developed by Pillai et al. 51 by 10%. It is also worth mentioning that both models excluded relocation costs using a robust modeling approach.
RGA and Pillai et al.
51
layouts and their total traveling costs for expected demand profile when
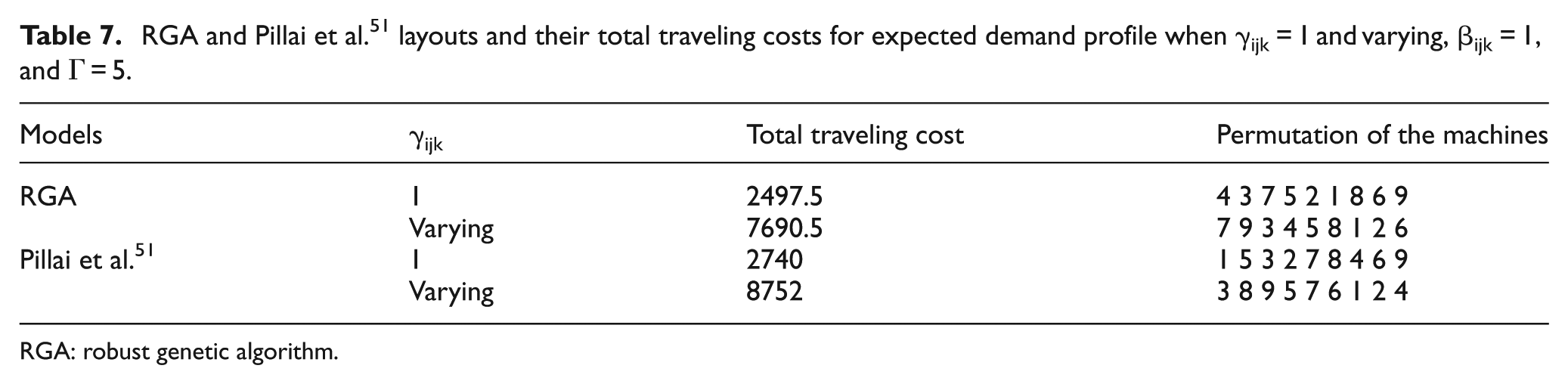
RGA: robust genetic algorithm.
Table 7 also suggests that the proposed robust layout in this article can perform well in a dynamic environment with volatile demand. Subsequently, layouts in Table 7 have been applied to the demand profile of different manufacturing periods for robust and non-robust models, and the results are depicted in Figure 4. Figure 4 illustrates the comparisons made between the results of different models used in this article. It can be observed that the proposed permutation-based RGA model yields optimal solution values for traveling costs among the four models, mentioned above, except for the 4th and 5th periods where QAP outperforms RGA by only 5% and 2%, respectively (Figure 4). Moreover, in their article, Pillai et al. 51 showed that the results obtained from their model are more efficient than a number of other meta-heuristic approaches with the same set of data. In a similar vein, the superiority of the results obtained from our proposed permutation-based RGA to Pillai et al. 51 reveals that our model outperforms those other meta-heuristic models as well.
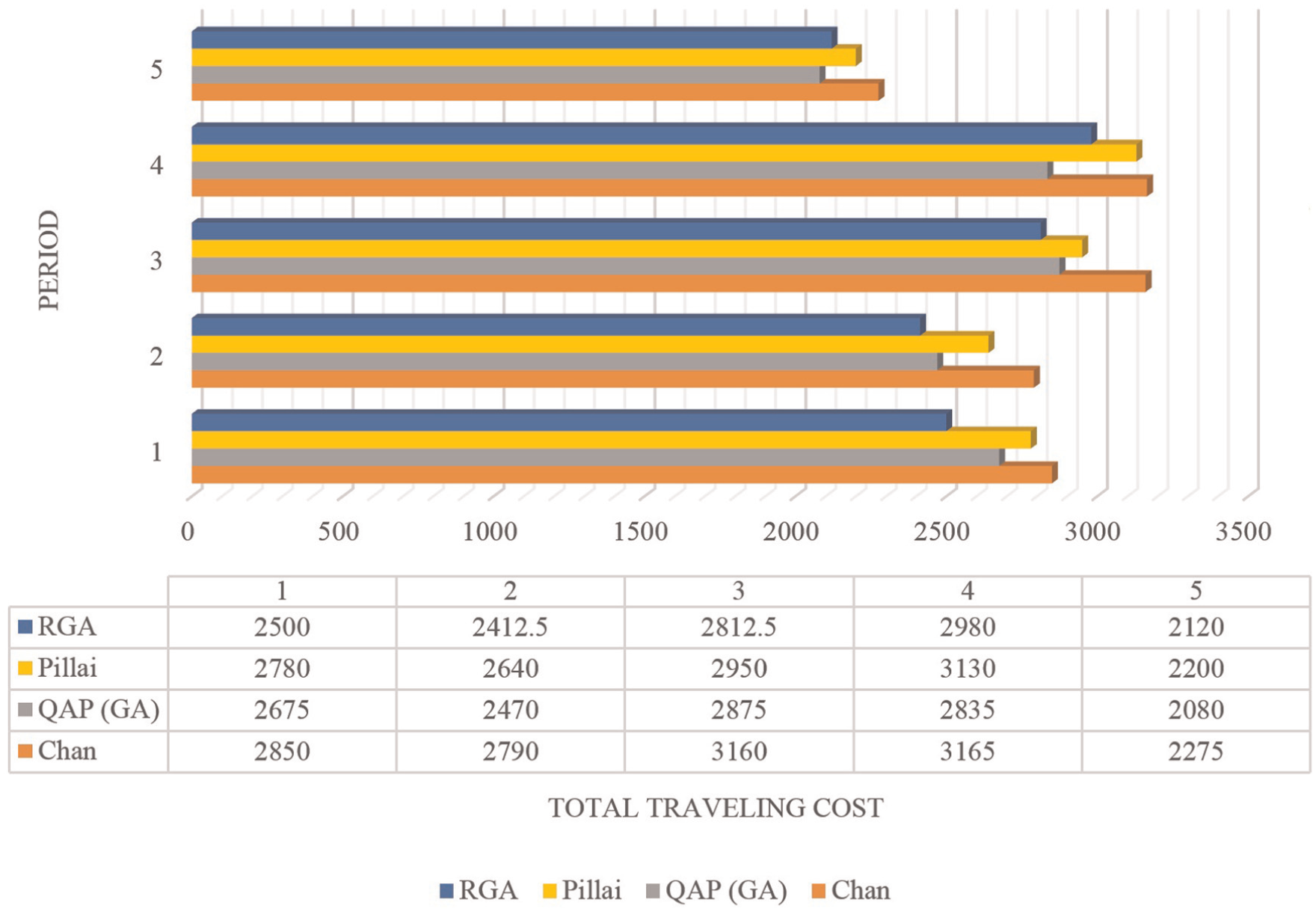
Comparison of total traveling costs where
The material handling costs of each period of the planning horizon are illustrated in Table 8. Again, the RGA model presents better solutions compared to the other aforementioned studies. Additionally, the material handling costs are at their lowest in every period for this size of problem (9-size).
Material handling costs of manufacturing periods for various layouts when

Finally, Figure 5 provides the changes in total traveling costs for RGA model against varying amounts of gamma. This figure shows that for
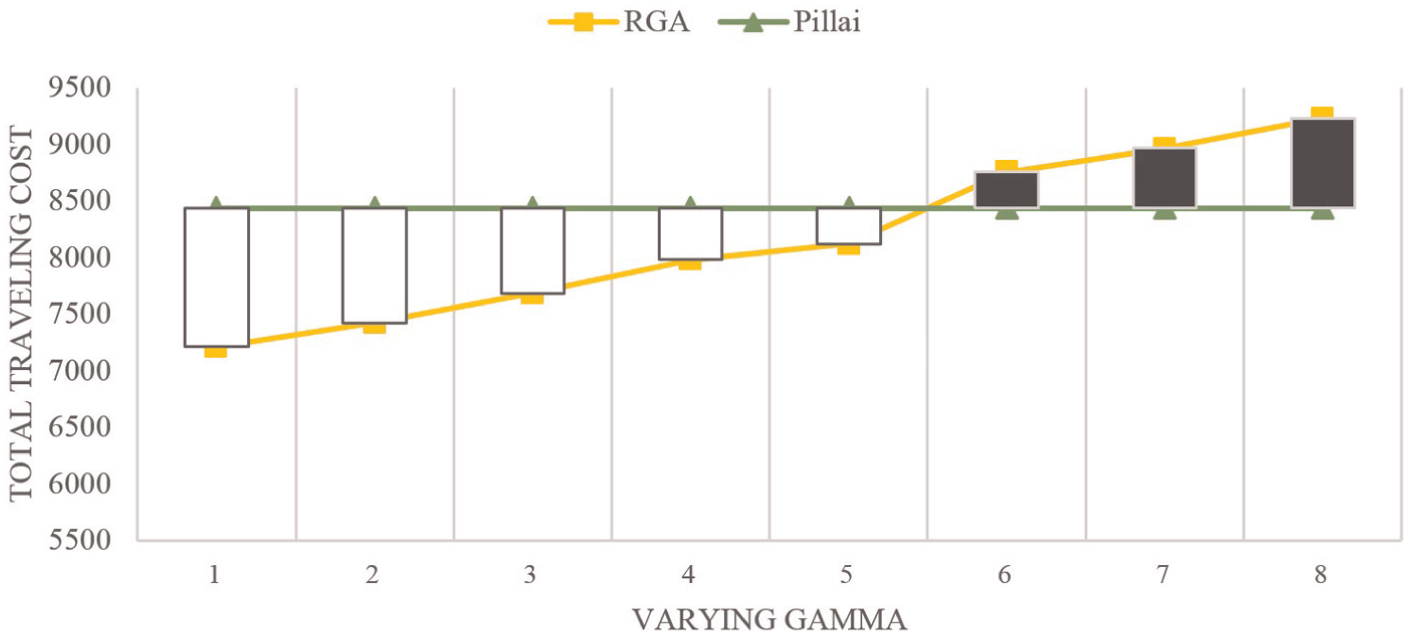
RGA and Pillai et al.
51
total traveling costs for expected demand profile when
Conclusion and discussion
This article develops a method for the integration of GA and robust optimization techniques for solving DFLPs and generating a single layout considering demand uncertainties in successive periods of manufacturing. The advantages of this approach are first, the ability of permutation-based RGA to solve DFLP in larger scales than just a grid with a limited number of machinery and manufacturing criteria included in the main formulation; second, the generation of global optimum solution by choosing the right number of population and regeneration; third, obtaining a unique layout for all the manufacturing periods considering uncertain demand conditions, and finally the elimination of rearrangement costs due to this uniqueness of the layout. The outcomes have also proven to be more efficient than similar studies that have used both heuristic and meta-heuristic approaches with the same set of data. The results, however, indicate that the proposed RGA model is most efficient up to a certain amount of uncertainty in the model’s parameters. Further investigations could be carried out to improve this aspect of the permutation-based RGA model. The proposed permutation-based RGA could encompass various other manufacturing variables to comply more with manufacturing environments. Future studies could also alter the proposed model to be used as an inter-cellular layout solution.
Footnotes
Acknowledgements
The order of first and second authors was determined at random; both contributed equally to the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.