
Abstract
The use of curvilinear fibre paths to develop variable stiffness laminates is now recognised as a promising technique offering great potential for performance improvements over conventional ‘straight fibre’ laminates. Its manufacture is feasible by fibre placement technologies, such as automated fibre placement. However, these technologies present a set of limitations that need to be included in the design to guarantee the manufacturability and quality of the composite laminates. Although this approach experiences an increasing interest from the specialised literature, most of the works completed overlook the manufacturing reality and, as a result, variable stiffness laminates are not used in industry. This work aims to provide a review of the State-of-the-Art on design for manufacture of variable stiffness in order to highlight the current gaps and research needs. As a conclusion, tools for analysis of the effect of manufacturing defects, manufacturing optimisation of gaps/overlaps or cycle time and the systematic integration of manufacturing constraints in design, are the main challenges that will be faced in the future to be able to exploit the potential of this advanced tailoring technique.
Introduction
Fibre-reinforced composites are traditionally designed by stacking plies built by laying straight fibres following the conventional angles 0°, ±45° and 90°. The special properties are achieved by tailoring the stacking sequence of the laminate. 1 These designs do not take full advantage of the potential of composite materials.2,3
Automated fibre placement (AFP) 4 is a manufacturing technology of composite laminates that AFP offers the capability of steering individual fibre tows over the surface of a laminate.5–7 Due to the variation of stiffness properties associated with the continuous change in fibre orientation throughout the laminate plane, these structures were termed as variable stiffness laminates. 8 Allowing the layup of curvilinear fibres benefits from a better stress distribution and expands the design space compared to the conventional stacking sequence design problem.9,10
The design and manufacturing of composite structures are interdependent. 11 The design will significantly influence manufacturing characteristics such as process efficiency, quality and processing time, and respectively, manufacturing will impose constraints to the design and determine the manufacturability of the structure. Moreover, manufacturing constraints are more restricted with curvilinear fibres than straight unidirectional fibres. Some limitations such as gaps and overlaps become more important, and constraints that did not have a major impact with straight fibres (maximum curvature) are critical in designs with curvilinear fibres. Therefore, taking into account the manufacturing process becomes essential.
Indeed, several authors have explored the improvement possibilities driven by the use of curvilinear fibre paths. However, as they mainly focus on theoretical optimisation, manufacturing reality is generally overlooked. As a result, few examples exist of practical applications of curvilinear fibre laminates and industry is not currently harnessing their potential.
The aim of this article is to provide a comprehensive review of the design for manufacture of laminates using curvilinear fibres. Hence, the question underlying this review is ‘how have researchers considered the manufacturing requirements in the design of variable stiffness laminates?’
First of all, fibre placement technologies are described, outlining the limitations of AFP along with novel technology developments. Subsequently, research completed in the design of variable stiffness laminates is reviewed from a manufacturing perspective describing the implementation of manufacturing constraints within the design. Finally, the literature is classified and analysed to determine the limitations of the existing research and areas requiring further development.
Manufacturing technologies of fibre placement
Automated tape laying (ATL), AFP and filament winding are the main technologies to automate the layup of carbon fibres. 10 The work of Lukaszewicz et al. 10 provides a deeper description of the aspects and limitations of these automated manufacturing technologies. AFP is a technology that places automatically multiple individual fibre tows onto a mandrel (Figure 1).
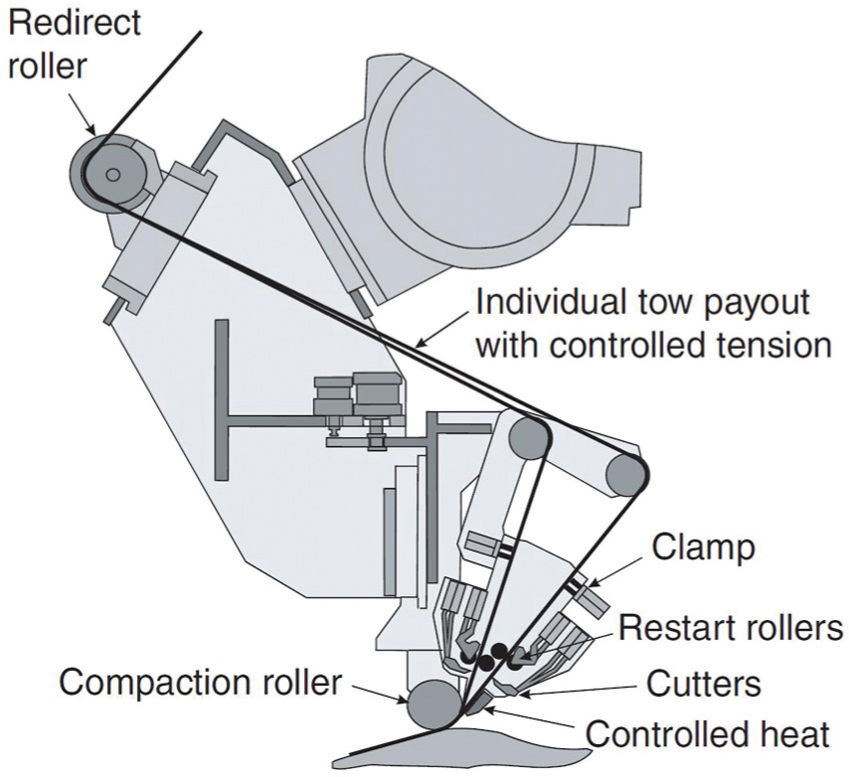
AFP machine head.
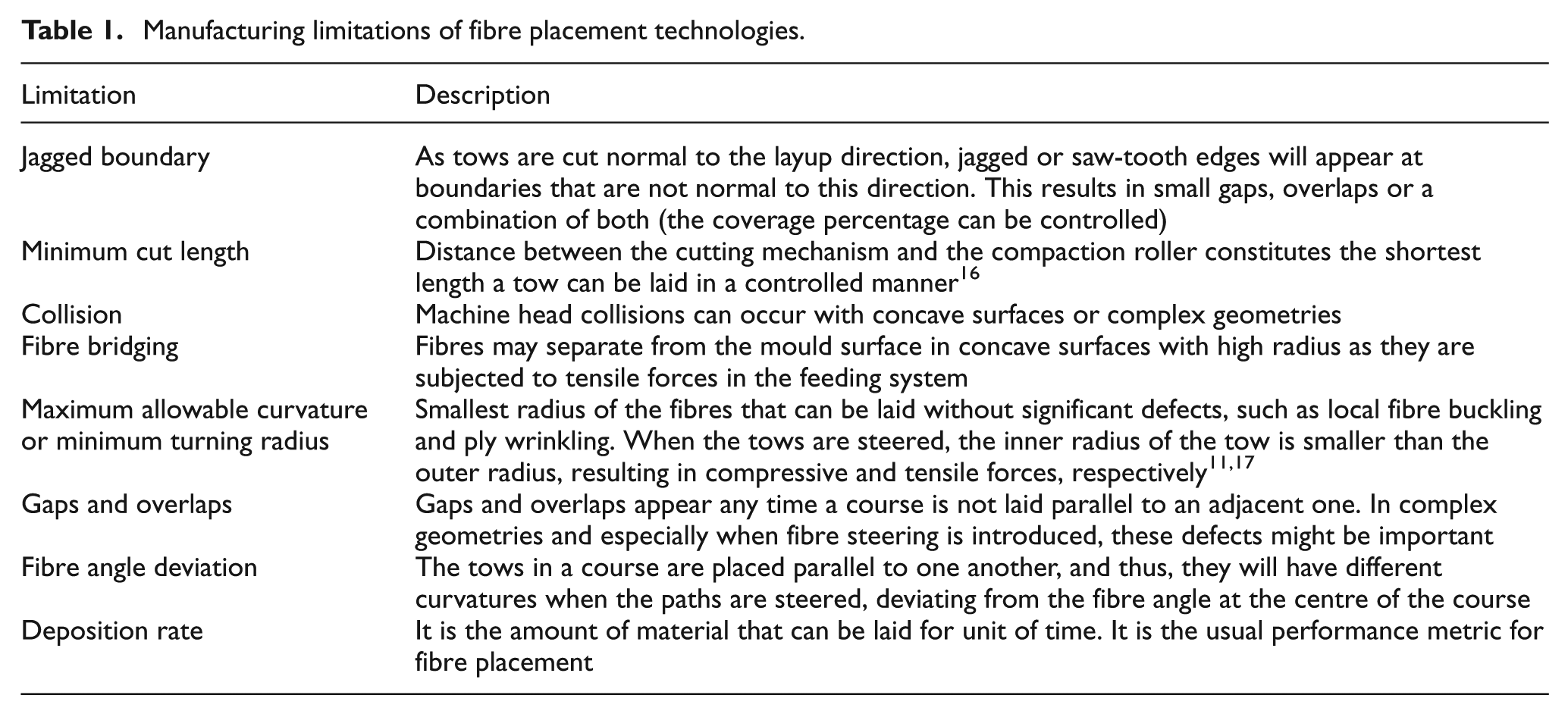
The capability of the machine to control the speed of the tows individually, known as differential tow payout, 13 provides the main potential of AFP as it enables the layup of curvilinear paths within each ply on complex surfaces.14,15 Thus, AFP is found as the choice to manufacture structures with curvilinear fibres in the literature. AFP presents a set of characteristics that will affect the manufacturing of the designed composite components. The main issues are collected and described in Table 1.
Manufacturing limitations of fibre placement technologies.
Recently, modifications of the AFP technology as well as new developments have been performed, which aim at improving the manufacturing of laminates with curvilinear fibres in terms of fewer technology constraints and fewer defects in the parts:
Tailored fibre placement (TFP). It is an embroidery technique in which dry fibres are stitched onto a surface. Different studies using this technology have been performed.2,18,19
Continuous tow shearing (CTS). As means to reduce the defects induced by AFP, a new way to place curvilinear fibres that make use of shear deformation instead of bending deformation of the fibres has recently been developed at Bristol University, reducing local fibre buckling and wrinkling and avoiding gaps and overlaps.17,20
Design for manufacture of variable stiffness laminates
The effect of the manufacturing issues is constant throughout the practical applications of variable stiffness laminates found in the literature. For instance, tow kinking and wrinkling is noticed in the cylinders manufactured by Blom et al. 21 and Wu et al. 16 (Figure 2). Gaps and overlaps are observed in the cylindrical shells manufactured by Wu et al. 16 and the flat plates manufactured by Tatting and Gürdal 22 (Figure 3). To create the parts, a reference path was replicated shifting it along a direction (shifted method), resulting in overlaps and ply thickness build-up on the surface 23 (Figure 3(a)). The shift distance can be prescribed so that no thickness builds up; however, gaps will appear between fibre courses 6 (Figure 3(b)). In many studies, the ply thickness is supposed to be constant for the optimisation of fibre angle orientations.6,7,23,24 However, the buckling load for the physical specimens (plates manufactured with dry fibres) may not match the results from finite element analysis (FEA), when the thickness is considered constant. 25 Also, the thickness increase can double the nominal thickness, 16 and this effect is even more pronounced in theoretical studies. 23 Moreover, jagged boundaries are omitted in most analysis, assuming smooth boundaries. 26 Tow-drops, course edges and overlaps constitute discontinuities and stress concentration regions that may amplify interlaminar stresses. 13 Minimum cut length (MCL) may also impact the result of manufacturing as noticed in the cylinders manufactured by Blom et al., 21 where the fibres diverge from the intended steer path to follow the geodesic straight path (fibre straightening) (Figure 4). Consequently, manufacturing constraints reduce the superior structural performance of variable stiffness laminates over conventional laminates, 5 and they cannot be ignored.
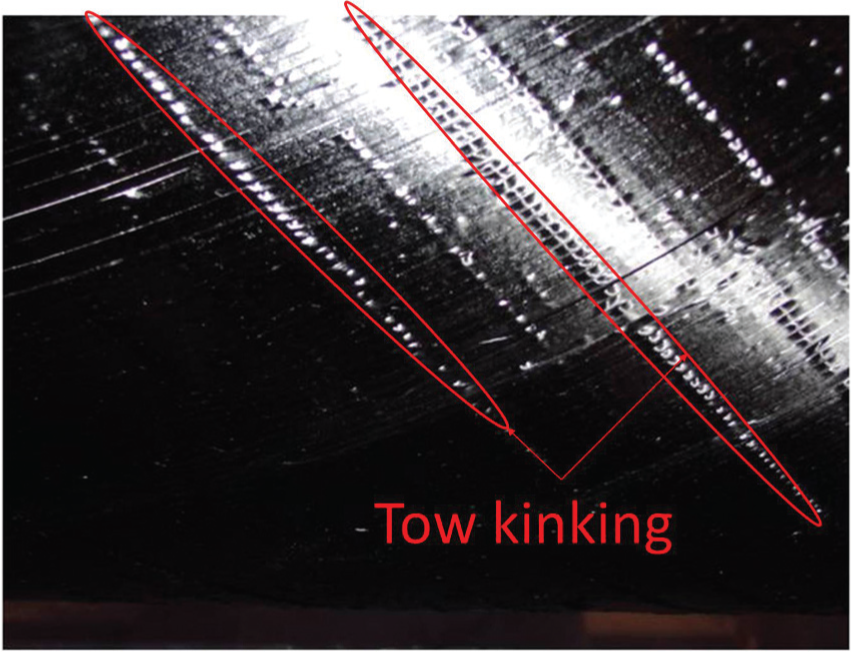
Tow kinking in cylindrical shells.
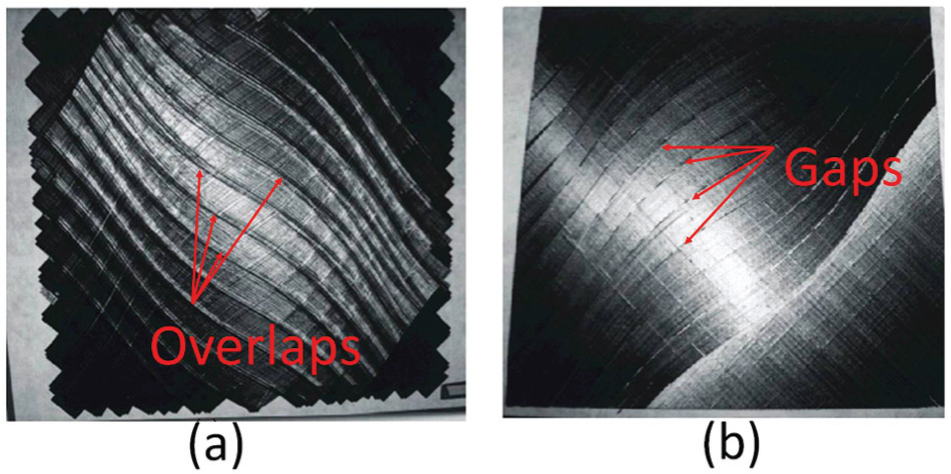
Manufactured plates with: (a) overlap method and (b) tow-drop method.
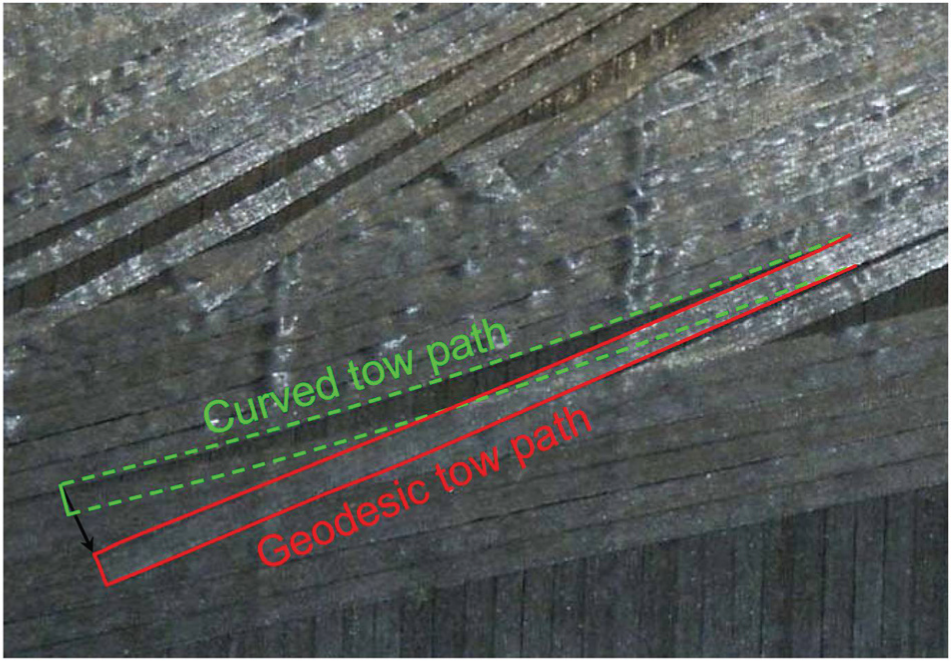
Fibre straightening at the outside of a steered course.
In addition to the aforementioned limitations, further considerations must be taken into account when designing variable stiffness laminates: continuity and continuous paths modelling. Ensuring continuity along the composite structure is one of the main issues related to variable stiffness design. 27 For instance, using a finite element method (FEM) for optimising fibre orientations is likely to result in discontinuities between elements if constraints are not imposed. Sudden changes are noticed in the optimal fibre orientations where the two principal stresses have approximately equal absolute values and opposite sign, and in areas of low stress values 9 (Figure 5(a)). The manufacturing of such designs with curvilinear fibres is not possible, 28 and post-processing would be required. 29 Also, the solution from finite element (FE) is in the form of a discrete distribution of fibre orientations. Continuous fibre paths adequate for manufacturing need to be modelled following the optimal fibre orientations. These two issues can be avoided by designing the laminates parameterising reference fibre paths that are optimised, instead of discretising the structure and optimising discrete fibre orientations. 11
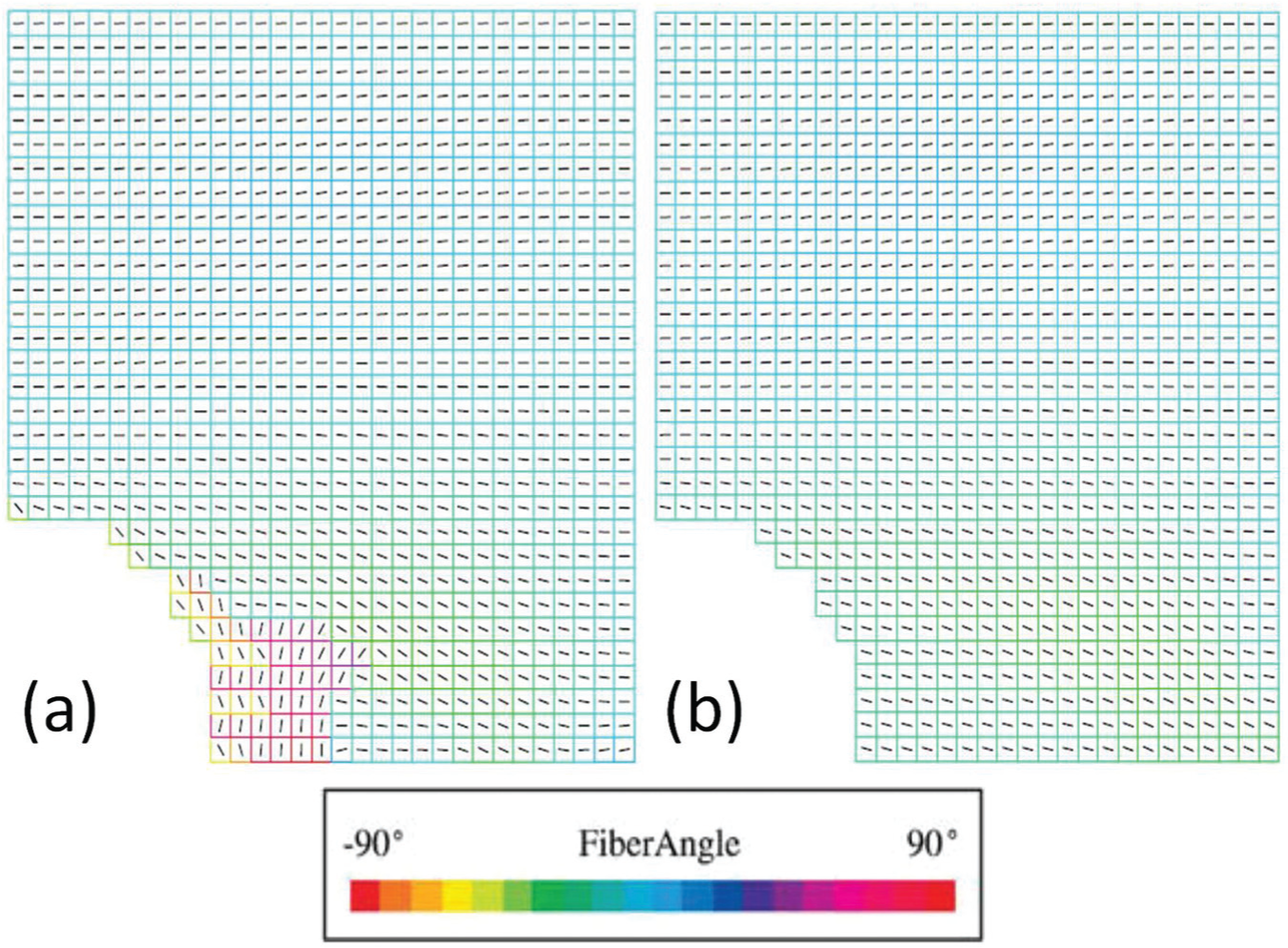
Optimal fibre angle distribution design of plate with a hole in tension: (a) rapidly changing fibre angles are present and (b) smooth change of fibre angles between elements.
The methods developed in the literature to tackle these manufacturing requirements in design are summarised in Table 2, along with the limitations found. The objective is to ensure the manufacturability of structurally optimal designs. Methods need to be developed for both to introduce manufacturing requirements into the optimisation procedures used to design variable stiffness laminates and to analyse the effect on performance of these manufacturing limitations. The main constraints considered by existing research are minimum turning radius, gaps and overlaps, MCL, continuity, modelling continuous paths and fibre angle deviation. Other defects, such as fibre kinking, bumps and waves, can occur during fibre placement for which it may be necessary to debulk the laminate between plies and reduce the placement rate, 16 which will increase the cycle time and effort of the fibre placement process.
Findings and limitations of existing research on design for manufacture of variable stiffness laminates.

FEM: finite element method; FE: finite element; CA: cellular automata; NURBS: non-uniform rational basis spline; 2D: two-dimensional; 3D: three-dimensional.
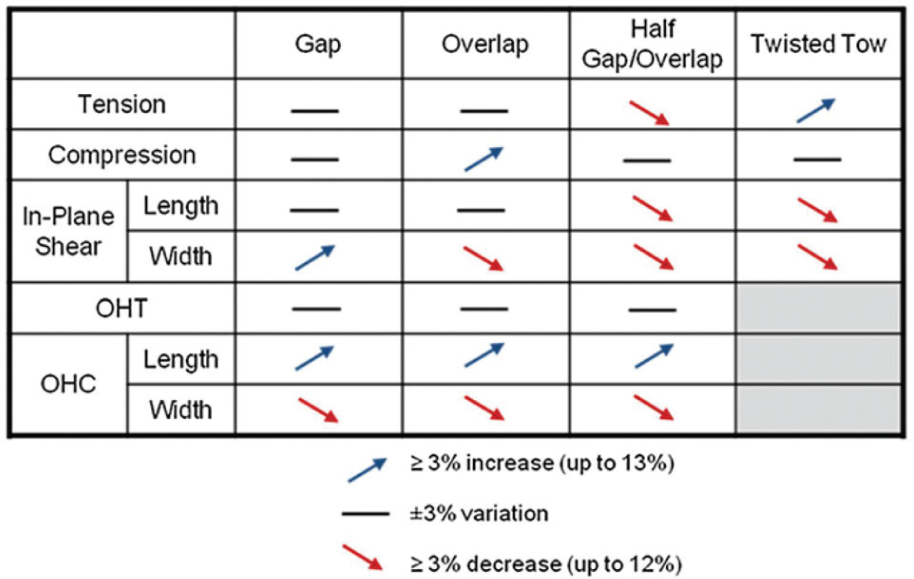
Effect of AFP manufacturing induced defects on the tensile, compressive, in-plane shear, open-hole tensile (OHT) and open-hole compressive (OHC) strength of composite laminates.
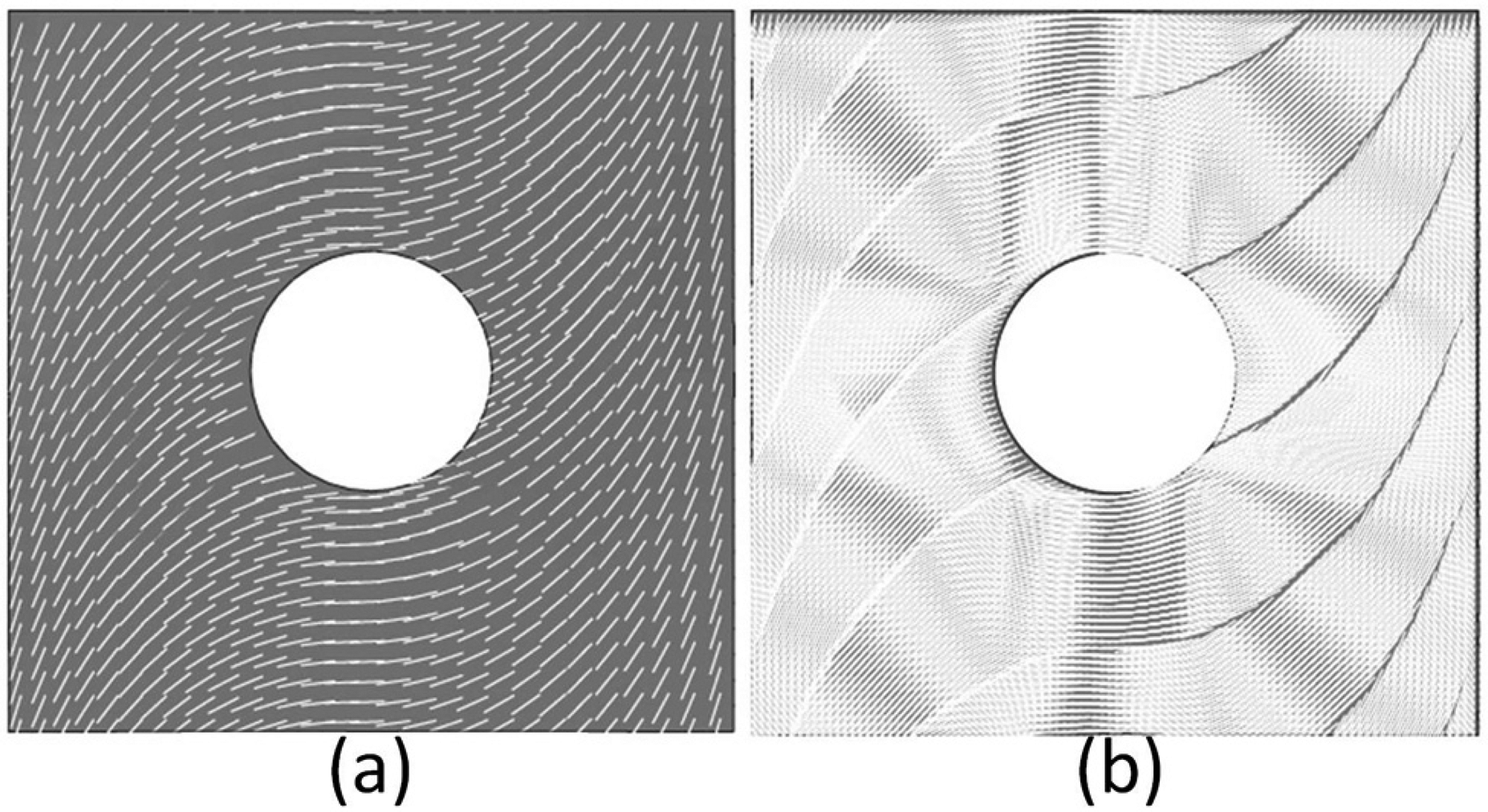
Curvilinear fibre paths on a plate with a central hole: (a) ideal ply and (b) manufacturable ply (the course width is considered).
The lack of efficient software tools could limit the physical capabilities of AFP machines and introduce difficulties to the design process. Attempts to create software specifically for the design for manufacture of laminates with curvilinear paths can be found in the work of Schueler and Hale. 51 The Steered Composite Analysis and Design System (SCADS) is an integrated design and analysis system for fibre placement technologies that controls the design of tows rather than plies, and as such allows for the analysis of manufacturability. However, the definition of the fibre paths is rather limited. Kärger and Kling 52 developed a method, called As-built Feedback Method, to implement manufacturing data in the design models. It generates an as-built FE model that accounts for the effect in performance of discontinuities in the actual manufactured layup, showing the discrepancies with the theoretical design model (as design model).
Alternative software solutions have been developed to improve the programming of the AFP robot trajectories. The fibre path designs have to be correctly translated into data for the robots. This data generally take the form of a point-cloud that the control system has to follow. 10 Debout et al. 53 optimised the machine tool paths to reduce the manufacturing time by smoothing the orientation and kinematic behaviour of the machine head. The generation of points or tags is commonly programmed off-line, although studies have been done for real-time processes via sensory-based feedback. 54
Discussion
The literature has been identified mainly through online searching using Scopus. Different keywords were used as seen in Figure 8, where it is also noted the significantly inferior number of papers on variable stiffness compared to constant stiffness. As a result, a large body of conference papers and journal articles was built. This literature was completed with other existing publications and web-based articles gathered through other sources in a less structured manner. Papers related to variable stiffness laminates that were found relevant1,2,5–11,13–30,32–52,55–69 (a total of 63 papers) have been analysed to assess whether they perform or develop a set of tasks (Figure 9(a)).
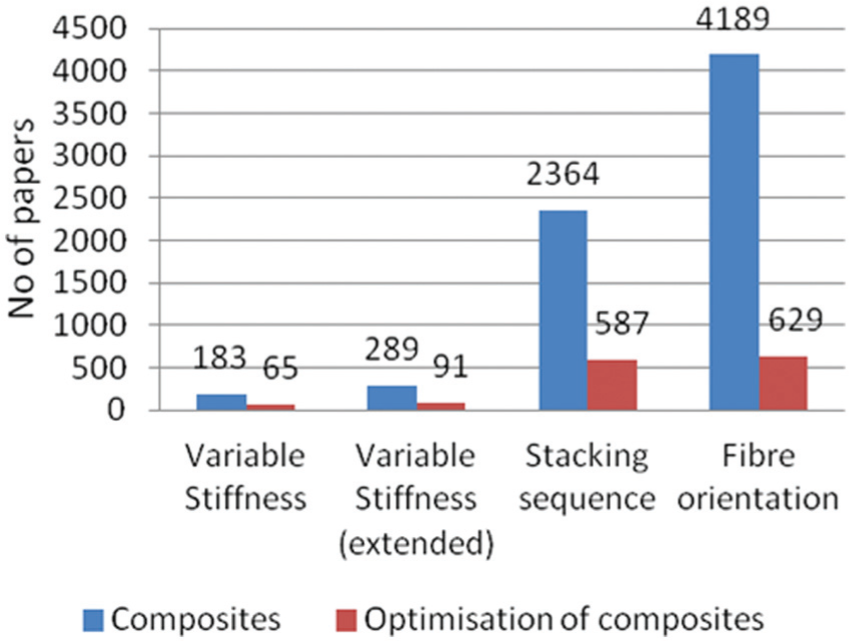
Number of papers returned by Scopus for searches with different keywords, 09/13 (‘extended’ accounts for all keywords that refer to variable stiffness, for example, curvilinear fibres).
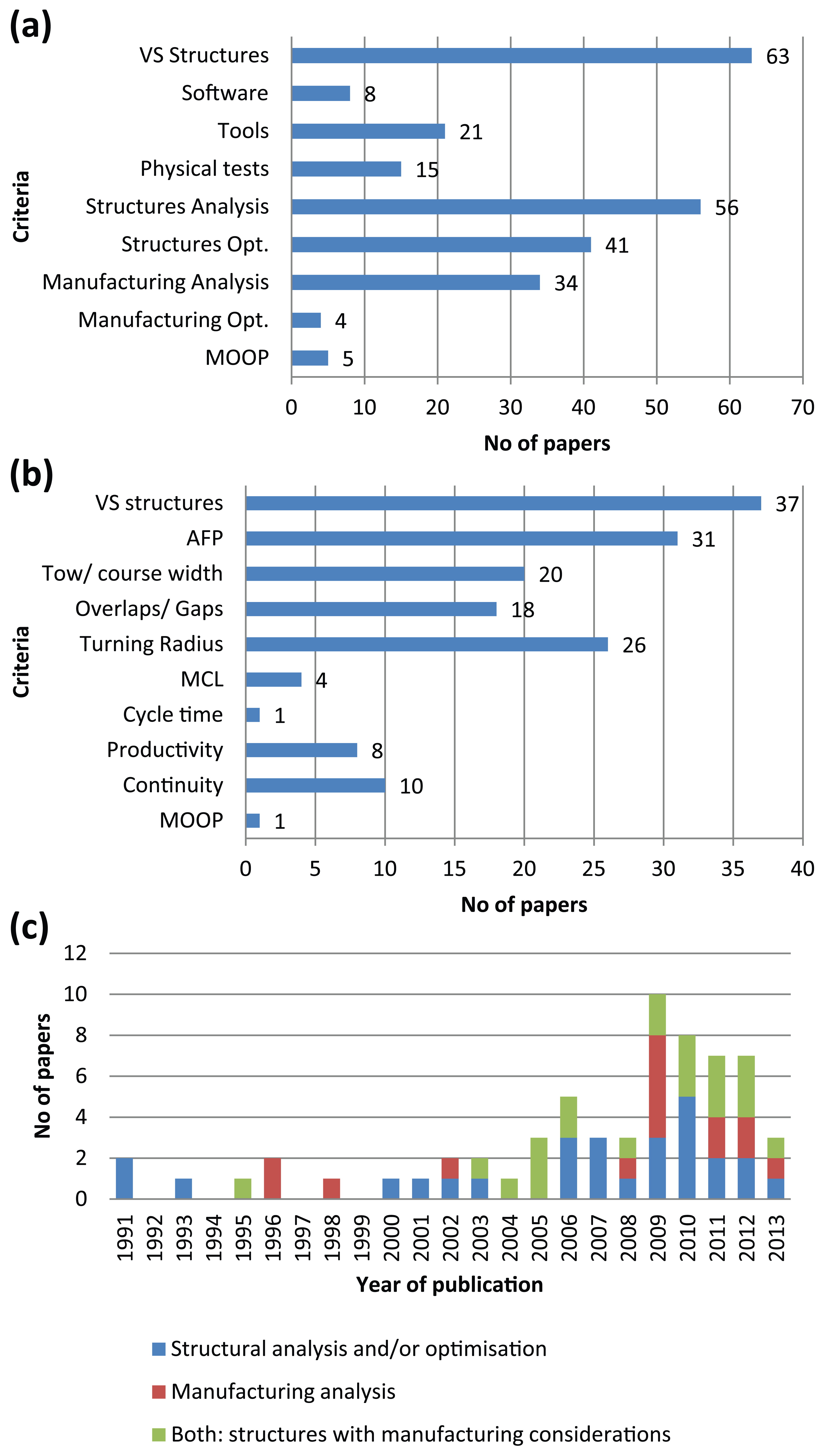
Analysis of variable stiffness papers: (a) general criteria, (b) manufacturing-related criteria and (c) structural and manufacturing along time.
It is noteworthy that the number of papers actually providing software that can be used to design composite laminates, beyond the case study conducted in the research, is very small. Alternatively, papers performing physical tests (less than 25% of the total number of papers) are fewer in number compared to those carrying out a theoretical analysis and optimisation for structures.
Most of the papers focus on structural analysis and optimisation. A considerably high amount of studies, approximately half of them, take into account the manufacturing dimension, although no papers consider all the manufacturing constraints, which, in fact, will be present in the manufacturing by AFP. Therefore, manufacturability of the variable stiffness laminate is generally not guaranteed.
An analysis reveals that none of the papers cover all the criteria. In addition, the number of papers performing structural optimisation and manufacturing analysis together accounts for less than half of the overall structural optimisation papers. The same split is seen for physical tests and structural optimisation, where the majority of the optimisation is theoretical.
Manufacturing optimisation papers are sparse and those analysed are mainly focused on manufacturing technologies (for instance tow shearing) rather than the introduction of manufacturing objectives in the structural optimisation process. Those papers performing manufacturing analysis or optimisation are further analysed based on the following criteria: AFP (if the manufacturing constraints derived explicitly from the use of AFP), tow/course width, overlaps/gaps, turning radius, MCL, cycle time (the paper considers the cycle time of the manufacturing process or attempts to improve it), productivity/quality (productivity of the manufacturing process and quality of the manufactured parts are taken into account), continuity (applies only when the laminate is discretised to carry out design optimisation), variable stiffness (the paper deals with curvilinear fibre paths) and multi-objective optimisation (MOOP including manufacturing-related objectives). A histogram depicting the results is shown in Figure 9(b) (complete results are shown in Table 3 in Appendix 1).
From the chart results, AFP is the main manufacturing technology considered when designing composites with curvilinear fibres. The remaining papers are applied either to manual layup or TFP.
The main manufacturing constraint generally included in the optimisation procedures is the maximum curvature or minimum turning radius allowed for the fibres. Overlaps and gaps are also a focus of attention when designing these laminates as it is a recurrent feature when using curvilinear paths. Computing the gaps and overlaps used to require the modelling of the course width so a number of papers consider this characteristic in order to design manufacturable plies.
Improving the cycle time of the manufacturing process has not been considered in the design of variable stiffness structures, although laying up curvilinear fibres will affect it. One review article that acknowledges this gap in the research is Lukaszewicz et al., 10 which proposes different research pathways to improve the cycle time.
Research has been completed to improve the productivity of the manufacturing process and quality of the manufactured parts. Generally, such papers do not consider design optimisation. There are papers proposing alternative manufacturing techniques or technologies (like tow shearing)17,20 or detailing the manufacturing of composite structures giving guidelines for better results. 16
When using design approaches involving the discretisation of structures, the manufacturing constraints taken into account, if any, are selected to ensure the continuity of the fibre angle distribution. In a few cases, methods to model complete continuous tow paths are developed.
An example of multi-objective optimisation with manufacturing objectives was only found in the work of Blom et al., 23 a work that focuses on the reduction of thickness due to overlaps. The remaining few studies dealing with multi-objective optimisation focus on different structural objectives. The subjects of optimisation of structural performance objectives and manufacturing objectives simultaneously have not been found in the literature.
Variable stiffness laminates have experienced increasing interest from the specialised literature, especially since 2005 (Figure 9(c)). Also the importance of manufacturing seems to be recognised as manufacturing analyses and the introduction of manufacturing constraints in design and structural optimisation are increasing their presence in current research.
As a conclusion, the main goal pursued by most of the studies including manufacturing is to ensure that the laminates are manufacturable, but this does not guarantee the design will be free of manufacturing difficulties or defects. This results in laminates with lower performance than initially predicted analytically or numerically.
Research opportunities
Further research and development are needed in the following areas to be able to industrially exploit variable stiffness composite structures.
Design and analysis software tools
Commercial software for computer-aided design (CAD), such as computer-aided three-dimensional interactive application (CATIA), or FEA, such as ABAQUS or MSC NASTRAN, does not allow the user to easily define parts with curvilinear paths. Therefore, manufacturing analysis is usually not possible with current software. As a consequence, researchers often neglect the effect that overlaps or gaps can have in the performance of the structure.
Research works that include manufacturing constraints tend to develop their own analysis method that is generally problem-specific. Developing generic capabilities, integrated in commercial software, to design variable stiffness laminates and analyse manufacturing features, such as gaps/overlaps and curvature, would be highly valuable.
Impact of manufacturing features and defects on performance
The effect of overlaps or tow-drops has been studied, but conclusive results have yet to be achieved. The robustness of variable stiffness designs to manufacturing defects and off-design operating conditions requires further research. 11
Parameters of the manufacturing process, such as cycle time, have not been quantified. It is known that more effort and control is required to get good quality parts when laying curvilinear fibres (i.e. slower deposition rates will be used when compared to conventional composite structures), but numerical values have not been found.
In addition, design rules, like best practices, are not available for variable stiffness composite design as they are for constant stiffness. Physical tests supporting design rules have not been conducted as they are available for conventional fibre orientations, due to the high costs involved. 23
Real case studies
Generally, papers apply the optimisation procedures to parts with simple geometries that are subjected to single load conditions (flat plates or beams); the applicability of the developed techniques to complex structures would require validation as manufacturing issues are expected to arise. Those papers designing complex structures tend to simplify the part geometry so as to be able to analyse and design it using academic software tools. So it is not clear how manufacturing constraints (requiring global analysis and generally expensive computational costs) would be handled to design real structures. The introduction of manufacturing issues in the design of real structures is still an area of ongoing research that will eventually establish the real potential of variable stiffness over conventional laminate design.
Integration of different research areas in a systematic method or tool for design
Structural optimisation, analysis and manufacturing have been independently studied and most of the papers are problem dependent. For instance, the design for manufacture research tends to relate to conventional fibre angles. The manufacturing of real structures will, however, encounter every aspect previously commented. Therefore, an approach or framework to address the design problem, while methodologically integrating the manufacturing process is still needed.
Conclusion
As a conclusion, research has already been completed regarding manufacturing issues of variable stiffness structures, although there is no practical implementation of the findings. The reason is that the integration of manufacturing in the design phase for variable stiffness structures has not been successfully solved.
The optimisation of manufacturing remains independent from structural optimisation. In fact, they are often conflictive objectives. The structural optimisation has been the subject of a larger body of research works. This fact could result in, for instance, a variable stiffness design presenting a high percentage improvement over the corresponding constant stiffness, but requiring a much longer cycle time to manufacture. Besides that the variable stiffness design obtained may not be manufacturable. The influence of manufacturing defects and the modelling of such defects in analysis software are also required in order to validate variable stiffness laminates for industrial applications.
To sum up, the use of curvilinear fibres presents great potential to improve the performance of composite structures. However, the design and manufacturing are more complex. Therefore, a trade-off has to be found between the potential improvements and the increasing design complexity. More research is needed in this field to reduce the impact of the issues of using curvilinear fibres so their potential may be harnessed more effectively in industrial applications.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Airbus Group Innovations, UK.