
Abstract
To cope with the problems of energy shortage and environmental pollution caused by the large number of retired cars, the energy efficiency of shredding recycled car bodies urgently needs to be improved. Before shredding, recycled car bodies are always cut into shaped metal plates and piled in several sheets like sandwich plates. Currently, the lightweight design philosophy has driven the widespread application of multi-materials in car bodies. In this study, the finite element and experimental methods are used to analyse the shredding process of multi-material plates from recycled car bodies in order to determine the characteristics of plates with different thicknesses and materials. The results showed that the shredding efficiency of steel laminates with less than three sheets is quite low although the efficiency can be raised by increasing the thickness. The shredding energy efficiency is higher for Al alloy laminates than for steels. The shredding energy efficiency can be improved by raising the strength of the shredding material. The results of this study proved that the shredding energy consumption can be reduced by shredding the different materials of the multi-material boards separately.
Keywords
Introduction
Currently, car recycling is becoming a global topic because of the severe consequences of the significant number of retired cars, such as environmental pollution and resource waste. Determining appropriate approaches to solving these big problems is an extremely urgent issue. Many countries have introduced relevant recycling laws to meet these issues. 1 Environmental legislation is getting stricter. The energy-using products (EuPs) directive has been set out to gain higher environmental benefits by considering the environmental influences throughout their life cycle. 2 End-of-life vehicles (ELVs) directives have been created with the aim of developing the datasets for the recycling and recovery of materials. 3 There have been suggestions to implement ‘scrap vehicle dismantling and recycling regulations’ as soon as possible. 4 One method has been found out to evaluate the impact of design choices on the recycling or recovery rates of vehicles. 5
Nowadays, the lightweight design philosophy is quickly gaining attention for its improvement to fuel economy, which has led to the widespread application of the multi-materials in cars. Research has shown that the vehicle weight could be reduced by 40% when using titanium instead of steel iron under specific conditions. 6 Applying Al and Mg in a car brings huge economic and environmental benefits. 7 To meet the requirement of lightweight car bodies, the embedded cold-pressing joining method has been used to join sheets with different thicknesses and dissimilar materials. 8 Extensive progress has been made in understanding the optimal approaches to recycling steel scraps. The methodology to study the shredding process was developed and validated in terms of the size distribution and morphological properties. The influences of certain operation and design parameters on the deformation of the steel scraps have been investigated to improve the comminution efficiency. 9 A method has been developed to determine product characteristics such as the fragment size, mass distribution, fragment shape, cracks, fracture surface areas and compaction. 10 However, while the application of diversified materials in car bodies is spreading widely and quickly, little information is available on the multi-materials of car bodies.
Shredding is a pivotal step in the recovery of retired car bodies and is significantly affected by the shredding properties of the shredder. To improve the shredding quality and energy efficiency, most attention has been paid to the shredding process and relevant shredding parameters. In a test, the comminution of metal scraps in a hammer shredder was divided into four successive stages. 11 It was tested that reducing the clearance between the hammers and lower part of the housing cannot always improve the scrap quality. A higher velocity of the hammers results in lower energy consumption of the compaction before the actual fragmentation. 12 A sharper edge for the hammer may lead to cracks on the inner surface of the hammer hole. Increasing the hammer head mass can be used to reduce the frequency of the pendulum rotor and increasing the impact on the hammer hole. 13 Based on these results, it is crucial to expand coverage on the shredding process and characteristics of recycled car bodies.
The rapid increase in the number of retired cars and gradually evident severity of the global energy shortage make improving the shredding energy efficiency, which has already been a global target, even more important. Test has shown that the energy consumption can be reduced by choosing the proper parameters for the cutter geometry during comminution. 14 The energy consumption during shredding was theoretically analysed, and the shredding work was found to make up part of the total energy consumed by the shredder. 15 However, that study mainly focused on the energy consumption of shredding the same material rather than multi-materials, which are very important to lightweight design. Therefore, further research should be conducted to determine more effective ways of improving the shredding efficiency of retired car bodies made of multi-materials.
Based on the above issues, the shredding process and characteristics of multi-material boards were investigated in this study. By this way, the influence of the materials and the thicknesses of the laminates on the shredding characteristics were determined, and an effective method to improve the shredding energy efficiency was developed.
Analysis method and procedure
Figure 1 shows a PSX-88104 shredder manufactured by Hubei Lidi Machine Tool Co., Ltd.. Figure 2 shows its internal structure. When a recycled car body is shredded, the metal scraps fall into the shredder cavity freely through the entrance. Then, they deform and turn into small fragments under all kinds of forces including impact, extrusion and shear forces from the shredding hammers and shredder cavity wall. The fragments leave the shredder cavity and enter the subsequent phase until they are small enough to go through the screen.

A PSX-88104 shredder.
Hammer shredder structure model.
In this study, the loads of the metal scraps were theoretically analysed under two special working conditions: hammering and extruding. Figure 3 shows the laminates with different thicknesses (a–e) and materials (c, f and g). The shredding efficiencies were compared and analysed with the finite element method. Finally, the influence of different thicknesses and materials of the laminates on the shredding energy efficiency was determined. An energy-efficient method for shredding recycled car bodies was developed and experimentally validated.
Laminate models: (a) single steel sheet, (b) two steel sheets, (c) three steel sheets, (d) four steel sheets, (e) five steel sheets, (f) composite sheets and (g) three Al alloy sheets.
Analytical model
Mechanical analysis
Figure 4 shows the metal scraps from the recycled car bodies under hammering and extruding. The shredding process is very complicated, during which the metal scraps are subjected by forces from hammers, the scaleboard and metal scraps themselves. The shredding process is greatly affected by the hammer shape, material properties of metal scraps. It is impossible to clarify every case. Thus, two most common situations were chosen to investigate the specific shredding process.
Loads of the laminate during the shredding process: (a) under hammering and (b) under extruding.
As shown in Figure 4(a), the largest surface of the laminate collides with the front surface of the hammer head directly. Fz represents the centrifugal force of the laminate during the shredding process. Ff is the resultant force of its gravity and the friction force between the laminate and hammer. Ft is the impact from the hammer during the collision. As shown in Figure 4(b), the metal scraps are extruded by the hammer and scaleboard. FN 1 is the extrusion force given by the hammer. FN 2 is the resultant force of the gravity of the laminate and the extrusion force given by the scaleboard and hammer head. Ff 1 and Ff 2 are friction forces on the laminates from the hammer and scaleboard, respectively.
Finite element analysis
A finite element analysis model was established based on the above mechanical analysis. Figure 5 shows half of the finite element model along the axial direction. The middle part of the shredder prototype along the axial direction was selected in this study in order to simplify the analytical model. In order to boost the calculation accuracy of the finite element analysis, the rotation system and metal scraps were sealed with the scaleboard.
Finite element model for the shredding system.
The metal scraps are always cut into regularly shaped metal sheets before the shredding as shown in Figure 6. All of the laminates in this study are piled by 100 × 100 × 1 mm3 sheets. Q235 steel sheets and 5182 Al alloy were used. The shredding hammers and scaleboard are made from high manganese steel chrome ZGMn13-4 which has good wear resistance and a high level of hardness. Table 1 shows parameters of the material attributes.

Retired car body after being cut.
Material parameters in the simulation of the shredding process.
The process to shred the recycled car bodies is a complicated process which includes material, geometry and contact nonlinearities. Issues with contact and friction are also involved in this process, which made the investigation more difficult. The finite element software ANSYS/LS-DYNA had been proven to address these problems well.16,17
The rotation system, metal scraps and scaleboard were made with SOLID164 elements. The rotation system and scaleboard were treated as rigid materials because of their much higher yield strengths. 18 Metal scraps were modelled as kinematic plastic materials, based on their characteristics during shredding. This is a mixed model comprising the isotropic model and kinematic hardening model, and the strain rate determines the individual contributions of the two models. The strain rate (ε) can be calculated with the Cowper–Symonds model. The yield strength σ 0 can be expressed by parameters related to the strain rate, 16 as given in Formula (1)

where σ
0 is the initial yield strength, ε is the strain rate, β is the hardening parameter, C and P are parameters related to the strain rate ε,

The rotation system and cavity were divided into free elements. In particular, the areas in frequent contact areas were refined. The metal scraps were meshed with the mapping elements. Therefore, the rotation system produced 20,263 elements, the cavity produced 3589 elements and each metal sheet produced 400 elements. The laminates, rotation system and scaleboard were set to have surface–surface erosion contact.
Figure 5 shows the assumed initial relative positions of the laminate and rotation system during the shredding. The laminate fell freely at an initial speed of 10 m/s, and its gravity was also considered. The rotation system rotated at a constant speed of 1200 r/min, and the cavity stayed still during the shredding.
Results and discussion
Figure 7 shows stress conditions of the metal scraps during the shredding process. As shown in Figure 7(a), the initial scrap metal was regularly shaped, orderly lined metal sheets. Figure 7(b)–(f) shows their stress nephograms at different moments during the shredding process. First, metal scraps were deformed. Then, a smaller strip would break away from the laminate because of the impacts. After several repeated impacts, extrusions and grinds, the remained metal scrap became smaller, and the strip broke into smaller fragments. The fragments continued to be hammered until they were small enough to leave the shredding cavity through the screen.
Stress nephogram of laminates during shredding at (a) 0 ms, (b) 5 ms, (c) 10 ms, (d) 15 ms, (e) 20 ms and (f) 25 ms.
Analysis of shredding efficiency
Figure 8 shows the linear fitted curves for the shredding efficiency of the laminates against the impacts. In this article, the damage percentage refers to the ratio of the total volume of the fragments that reached the required sizes to the initial volume of the laminates. When the steel laminates had more than two sheets, the shredding efficiency improved with the number of sheets. The efficiency of the steel laminates with fewer sheets was quite low because of the evident avoidance effect.
Accumulated damage percentage of different laminates.
Compared with the steel laminate and steel/Al alloy composite board, the yield strength of the Al alloy laminate was quite lower and was easily reached although it had a lower density with a more evident avoidance effect. Figure 8 shows that the shredding efficiency of the Al alloy laminate was much higher in comparison with the steel laminates. As a result, the Al alloy laminate was completely shredded in only three-fifth of the time used to shred the steel laminate.
The shredding efficiency is lower for multi-material plates than for steel laminates because of the complex interaction between the different materials. The shredding process for the multi-material laminate was very complicated. The stress analysis of different laminates is presented here.
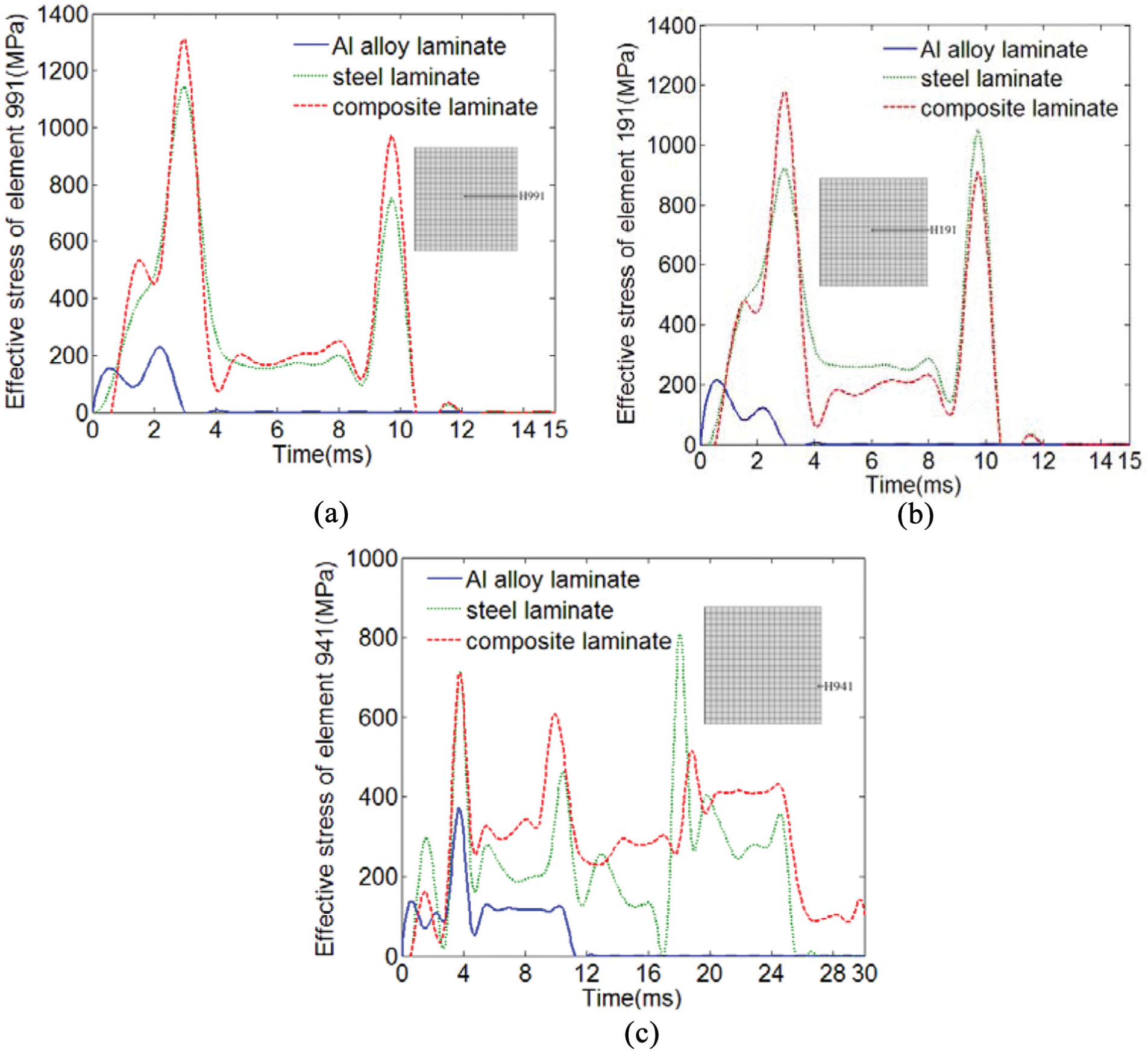
Figure 9 shows the stress variations over time of three elements at the same positions on the different material laminates. All three laminates consisted of three sheets. The sheet that first came into contact with the hammer during the collision was called the first sheet as shown in Figure 9(a). Element 991 was the centre element of the first sheet, as shown in Figure 9(b). Element 191 was the centre element of the third sheet, as shown in Figure 9(c). Element 941 was at the edge of the first sheet as shown in Figure 9(b) and was nearly the last one to disappear during the shredding simulation process.
Positions of elements 991, 941 and 191: (a) the laminate structure, (b) the first sheet and (c) the third sheet.
Figure 10 shows the stress variations of the three elements over time. The trends of the different elements were the same: the stress increased sharply under the impact and then quickly fell. Under large impact, elements 991 and 191 experienced a greater strain and stress than element 941 because the elements at the centre of the laminate had more constrains and then it was harder to deform.
Effective stress of the special elements during shredding.
Figure 10 shows several fluctuations in the stress near the collisions. This was because the laminates were subjected not only to the hammer forces but also to the extrusion and grind forces during each impact. Also, the rates of each kind of force varied with time. The stress curves of elements 991 and 191 fluctuated less. Their stress was higher, and they were damaged sooner compared with element 941. Therefore, the shredding efficiency can be improved by reducing the fluctuation in the laminate stress. Under the first impact, elements 991 and 191 showed nearly no fluctuation in the stress. They showed a litter fluctuation under the second impact. Hence, a higher stress makes the stress curve fluctuate less. The laminates with higher strength could endure more stress under the same impact. Consequently, the shredding efficiency of a recycled car body can be improved by increasing the strength of the metal scraps to account for the fluctuation in the laminate stress.
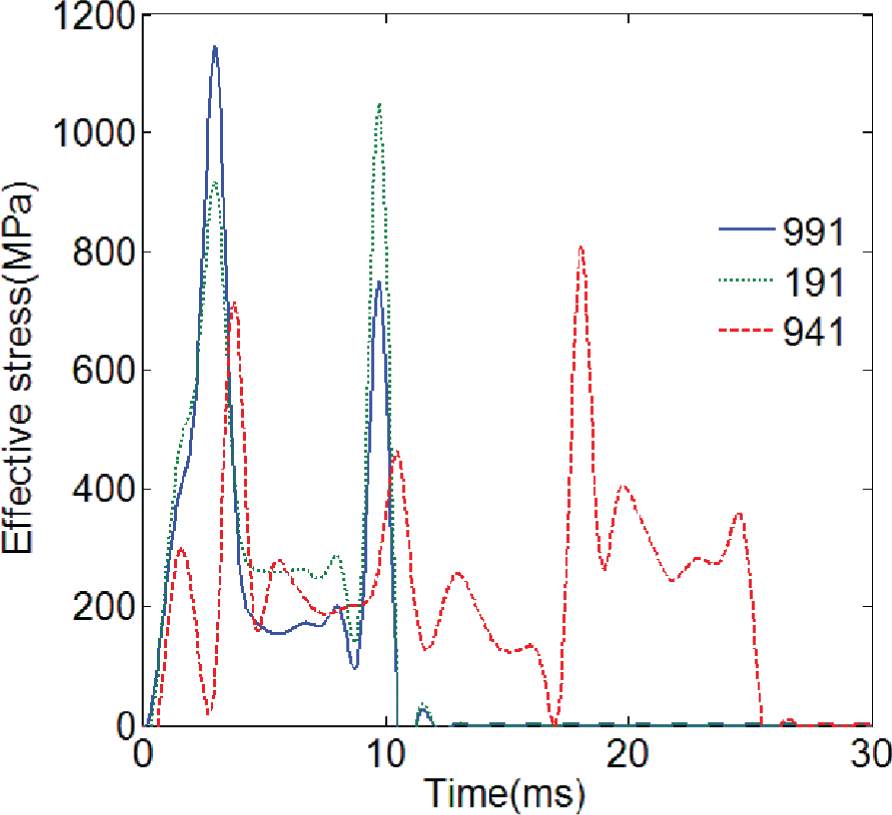
Figure 11 shows the effective stress of the same elements from the different laminates: the steel laminate, Al alloy laminate and multi-material board. During the first collision, the trends of their effective stresses tended to be the same: the effective stress of the elements from the multi-material laminate was higher than that of the steel laminate, and the effective stress of the element from the Al laminate was lower than that of the other laminates. The reason for the former was that the middle sheet of the multi-material board was the Al alloy sheet as shown in Figure 3(f); thus, it deformed much more easily than the steel sheet. Under the same impact, the multi-material laminate deformed more and endured more stress compared with the steel laminate. However, under the other collisions, the maximum effective stress of the three elements from the multi-material board gradually decreased and that of the other elements increased except for element 991 of the steel laminate. The reason for the decrease in the effective stress was that the second impact could not produce the same amount of deformation as the first impact, which is determined by the characteristics of the materials. Under the large impacts, the material properties changed from their initial properties. The effective stresses of elements 191 and 941 from the steel laminate increased because the yield and the extension strengths were high and the material property did not change easily. With more impacts, the strain of the laminate increased, and the stress increased until they reached to the extension strength. The stress at the centre of the multi-material laminate was higher than that of the steel laminate. However, the shredding efficiency of the multi-material laminate was lower because the forces at the edge of the multi-material laminate were unstable and the stress fluctuated frequently, while the steel laminate could be quickly shredded into pieces under huge impacts with a few fluctuations. Therefore, to improve the shredding efficiency of the recycled car bodies, the stress fluctuations needed to be decreased by increasing the strength of the materials.
Effective stress of the special elements over time: elements (a) 991, (b) 191 and (c) 941.
Analysis of shredding energy consumption
Figure 12 shows that the total internal energy of the laminate shredding system varied over time. After every collision, the energy absorbed by the laminates for plastic deformation was less than the energy produced by the cracks, so the total energy of the system gradually decreased. After the shredding, the remaining energy was taken away by all of the fragments. For the steel laminates, the internal energy increased with the number of sheets because more sheets required more energy for cracking. The energy consumption of the Al alloy laminate was the lowest, and that of the multi-material laminate was second lowest.
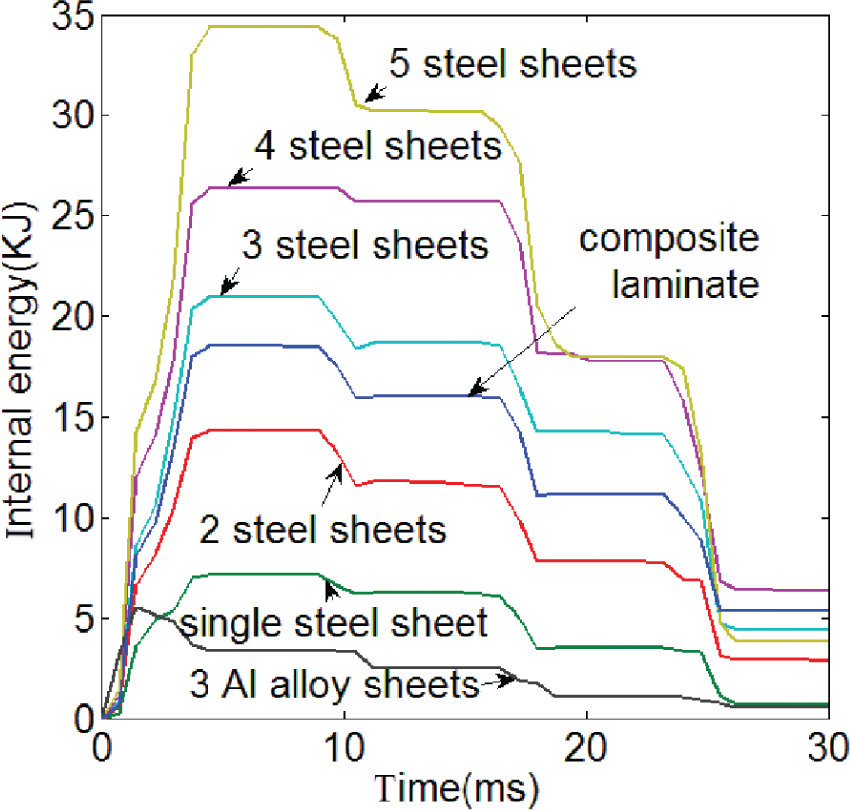
Energy consumption of different laminates over time.
Figure 13 shows that the average internal energy of each sheet of the laminates varied with time. The average energy of each sheet of the steel laminates differed slightly and was nearly the same as the energy absorbed by a single steel sheet. During the first two collisions, the difference in the average energy consumption for each laminate sheet was within 8% of the energy absorbed by a single sheet. However, during the following collision, the gap increased as the influence of the interaction between different sheets became more evident. As a result, the Al alloy laminate had the lowest average energy consumption per sheet and the composite board had the second lowest.
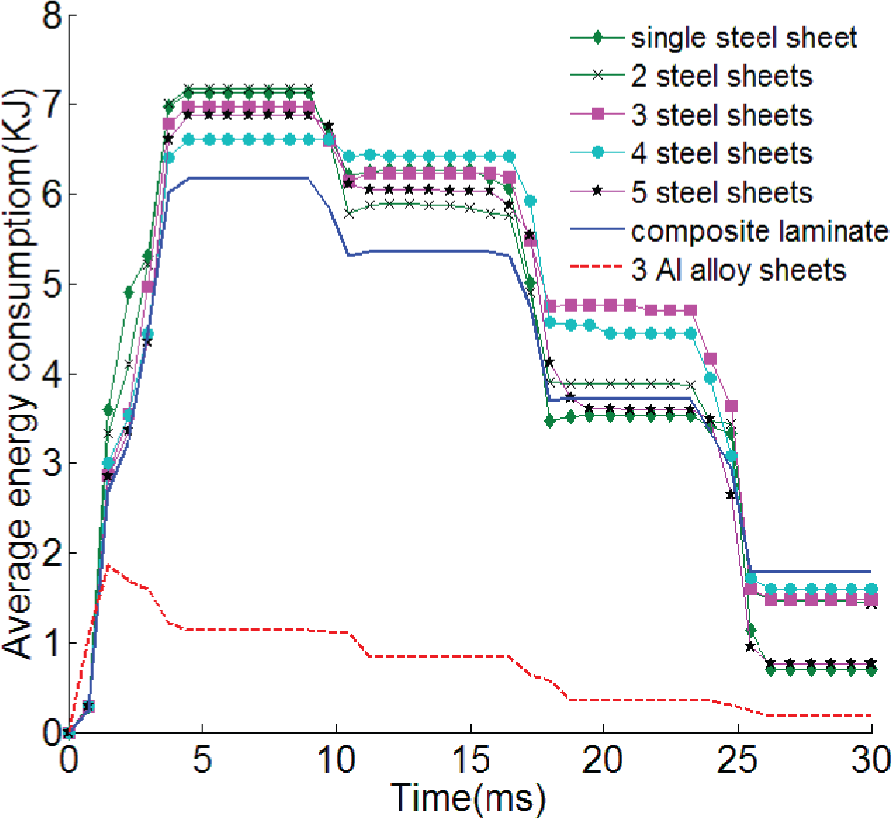
Average shredding energy consumption per sheet of laminates over time.
In 1874, the shredding energy consumption volume theory claimed that the shredding energy consumption is proportional to the mass or the volume of the shredded materials as the following formula

where A is the shredding energy consumption, V is the volume of the shredding material and K is the proportionality coefficient.
The initial size of every sheet was assumed to be D × D × h m3 and the thickness variation of the sheets was ignored. The above formula can then be changed as follows

When the total volume of the shredding laminates is Q m3, the below formula can be obtained

That is

Therefore, the shredding energy consumption A of the Q m3 material can be represented as follows
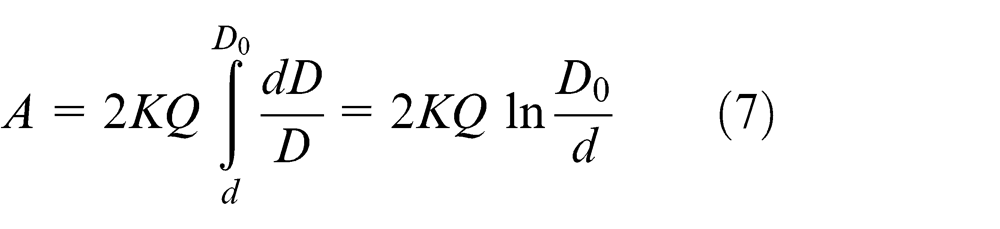
where D 0 and d are the longest dimensions of the shredding material before and after shredding, respectively.
Thus, the shredding energy consumption is related with the shredding rate I = D 0/d. That is, when the initial sizes of the shredded material are the same, smaller fragments mean a greater energy consumption.
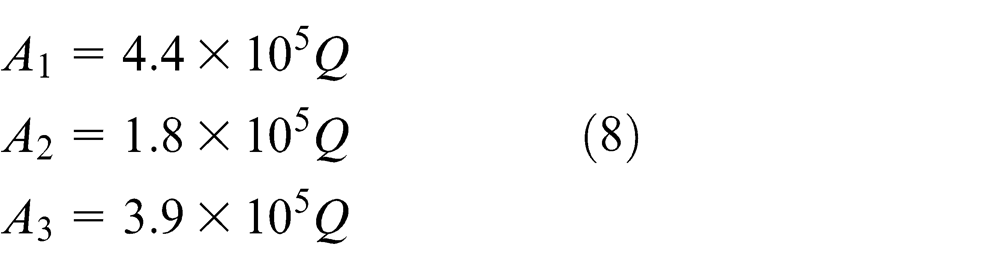
In this study, D 0 was set to 0.1 m, and d was set to 0.004 m. The proportionality coefficients were obtained from the simulation results of the average energy consumption of each laminate sheet, as shown in Figure 11. For the steel laminate, K 1 = 6.8 kJ/m3. For the Al alloy laminate, K 2 = 2.8 kJ/m3. For the multi-material laminate, K 3 = 6.1 kJ/m3. Thus, the shredding energy consumptions of the steel laminate, Al alloy laminate and multi-material board with the volume Q m3 can each be calculated according to the following formulas
Suppose the average shredding energy consumption per sheet of the multi-material laminate is Q 1 and the total energy consumption of the same laminate with each material shredded separately is Q 2. Then
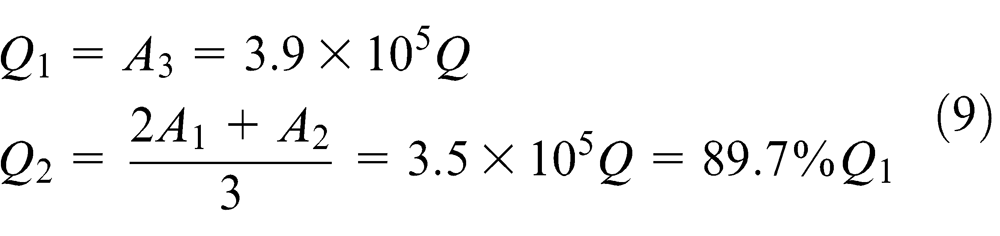
Therefore, shredding the laminate separately saves 10.3% of the energy consumed to shred the materials together.
Analysis of experimental result
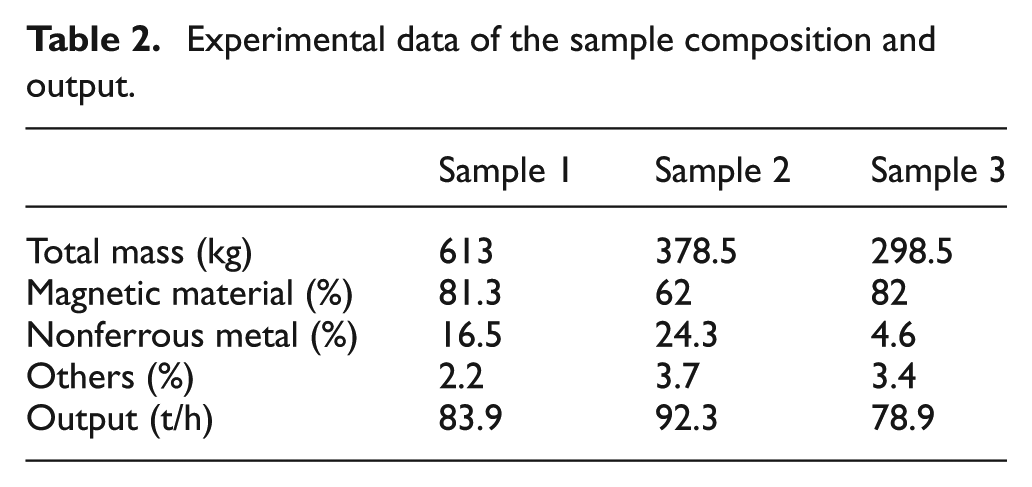
An experiment was performed on of three kinds of recycled car bodies with the PSX-88104 shredder from Hubei Lidi Machine Tool Co., Ltd., as shown in Figure 1. Table 2 represents the experimental data. The masses of the different materials of the three samples in Table 2 were obtained after separation. Figure 14 shows the separated materials: (a) magnetic material, nearly all of which was the steel; (b) nonferrous metal, which consisted of mostly Al with a small amount of Cu; (c) nonmetal material, most of which was plastic.
Experimental data of the sample composition and output.
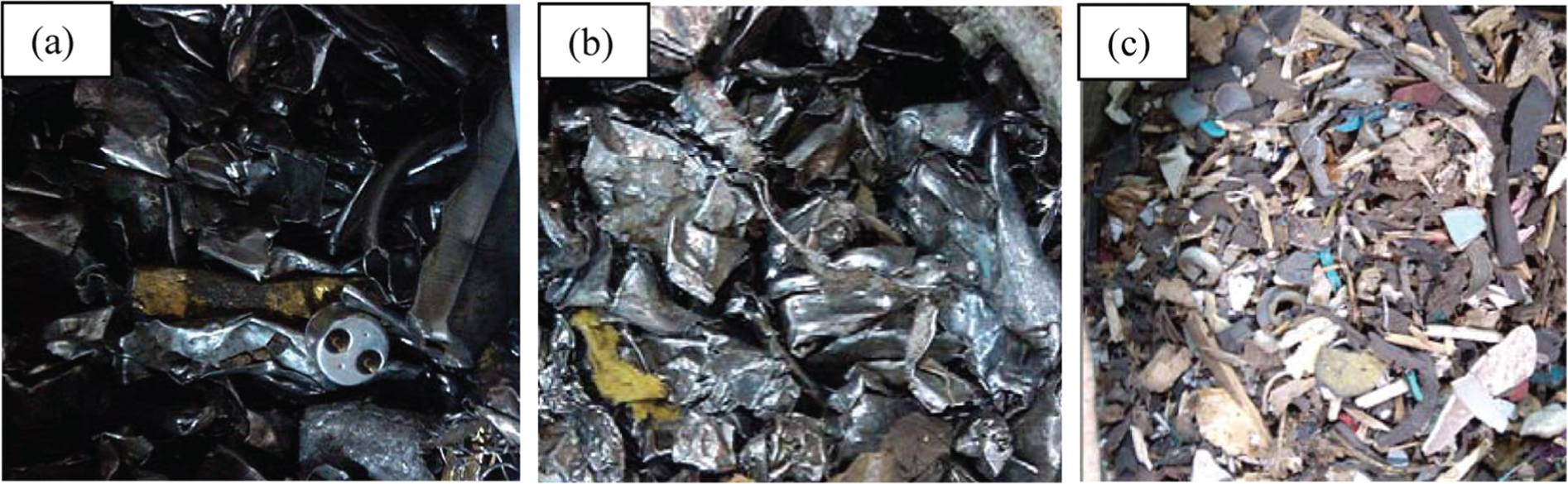
Shredding material after separation: (a) magnetic material, (b) nonferrous metal and (c) nonmetal material.
As shown in Figure 6, the materials of the recycled car bodies for shredding after being cut stayed in the form of the laminates, except for parts that were hard. Therefore, the materials of the recycled car bodies for shredding could be treated by combining the models for the multi-material board and steel or the Al alloy sheet, as shown in Figure 15. The mass ratios of each model were determined after the samples were divided. The multi-material board was made of two steel sheets with an Al alloy sheet inside. Single steel and Al alloy sheets were used because the number of sheets has little influence on the energy consumption per unit mass, and thus can be ignored.
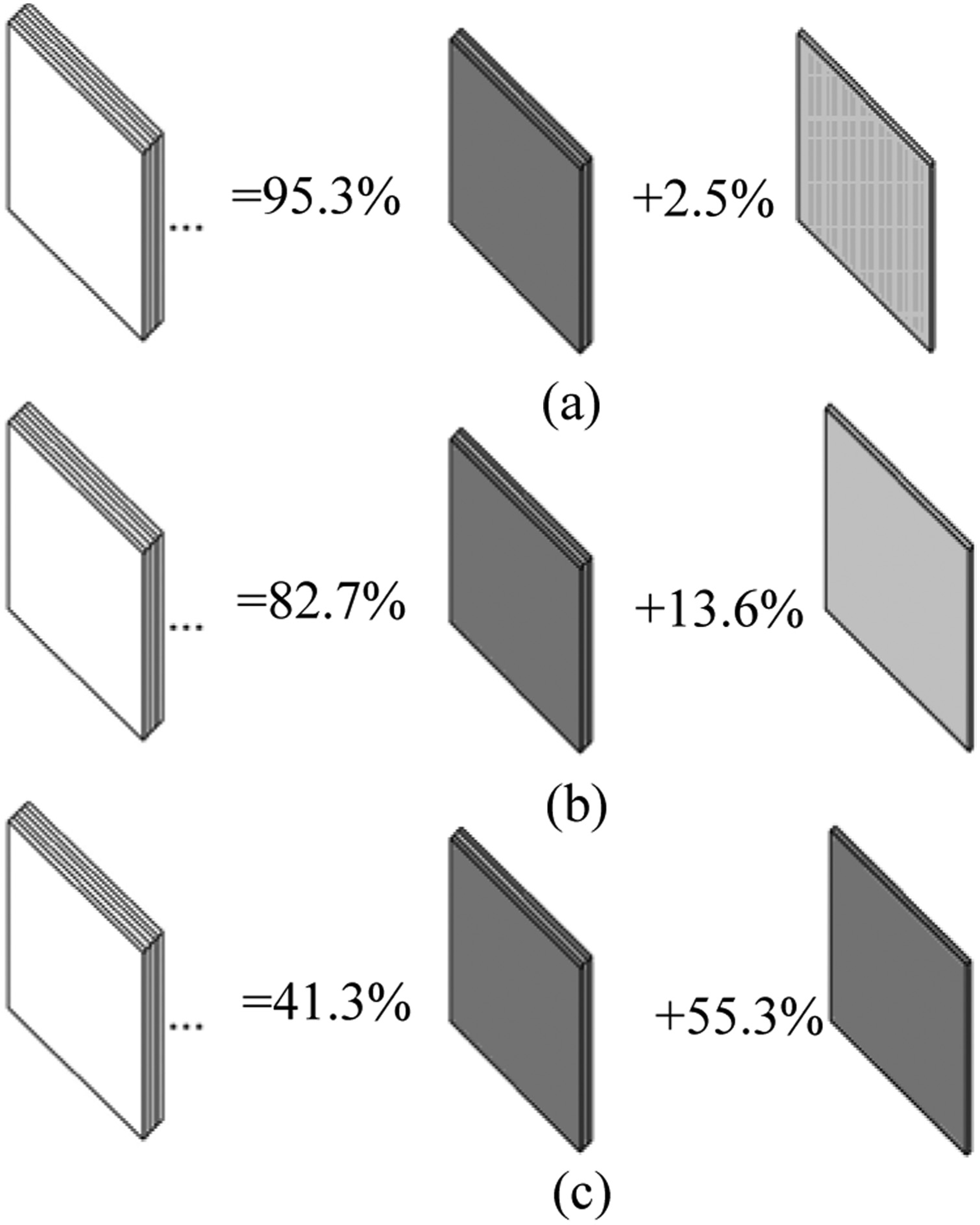
Models for the three samples: (a) Sample 1 is divided into composite board and single Al sheet, (b) Sample 2 is divided into composite board and single Al sheet and (c) Sample 3 is divided into composite board and single steel sheet.
The energy consumption of the shredding material per unit mass T can be calculated with Formula (10)

where P = 1000 kW and represents the power of the PSX-88104 shredder. W is the output, and is given in Table 2. The energy consumption per unit mass of the three samples can then be calculated with Formula (11)
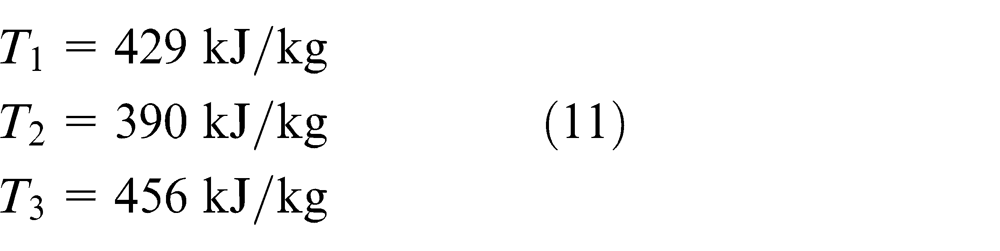
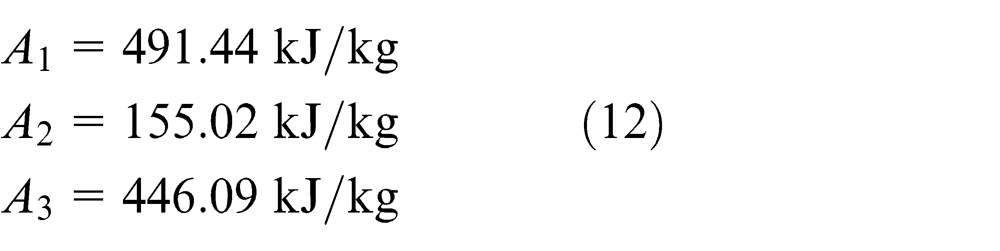
The energy consumption of the nonmetal material was treated as zero because both the shredding energy and mass ratio were quite low. The data in Table 3 could be used to calculate the energy consumption per unit mass of the steel sheet, Al alloy sheet and multi-material board. These are given by A 1, A 2 and A 3, respectively
Experimental data of the sample composition and energy consumption.
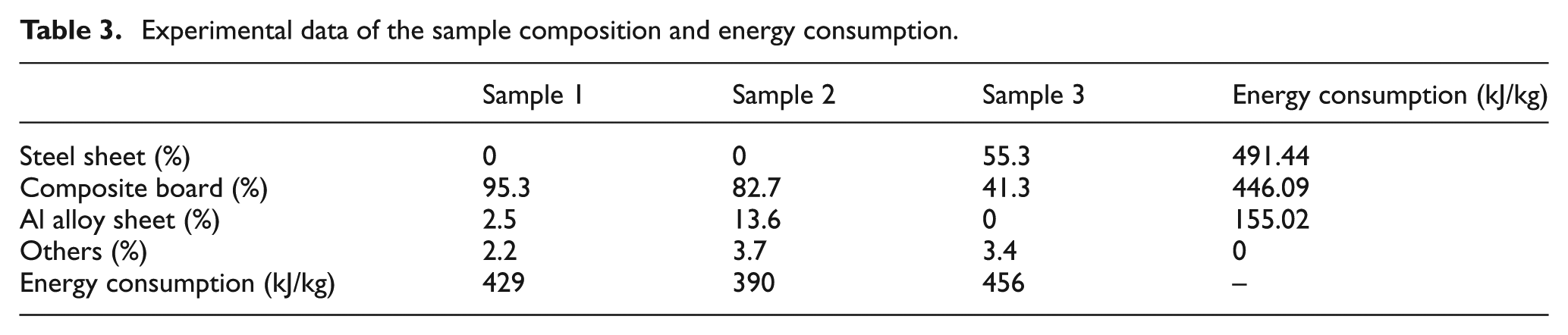
Then, the shredding energy per unit mass of the multi-material board was Q 1 = A 3 = 446.09 kJ/kg. The total energy to shred the different materials of the composite boards separately was Q 2 = (2A 1 + A 2)/3 = 397.3 kJ/kg. Their relation is given in Formula (13)

The experimental data showed that 15% of the shredding energy can be saved by shredding the different materials of the multi-material board separately. This result closely agreed with the simulation result, which shows a saving of 10.3%. Therefore, both the simulation and the experimental results proved that the energy consumption can be reduced by shredding the different materials of the multi-material board separately.
Conclusion
Based on the analyses of the shredding process and shredding energy efficiency of recycled car bodies with the finite element method and experimental method, several conclusions were obtained.
The shredding efficiency was the lowest for laminates with less than three sheets. When there were more than two sheets, the shredding efficiency increased with the number of sheets.
The simulation results demonstrated that the shredding efficiency of the laminates could be improved by increasing their strength.
The shredding energy efficiency can be improved if the laminates of the retired car body are shredded separately according to their material types. The shredding energy consumption can be reduced by more than 10%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was conducted with the partial financial support of the National Hi-tech Development Program 863 (No. 2013AA040201), Major Scientific and Technological Innovation Project in Hubei Province (No. 2015AAA014) and Fundamental Research Funds for the Central Universities (No. 2015-yb-010).