
Abstract
Several studies are being carried out to curtail the heat generated in machining. Among the various alternatives available, cutting fluids remain to be the choice. However, the various limitations of the cutting fluids restrict their application. Hence, different techniques are being explored to replace the use of cutting fluids, minimum quantity lubrication being one of them. This present article tries to review the available literature and examine nanofluids as potential candidates for minimum quantity lubrication.
Introduction
Machining, being one of the prominent manufacturing processes, affects the product cost significantly. Efficiency of machining is hampered by frequent interruptions due to tool change as cutting tool wears. This prolongs the production times and increases the cost of product. Furthermore, tool wear results in poor surface finish and dimensional inaccuracy, consequently reducing quality of the product. Hence, tool wear studies continue to be of interest to the researchers, no matter whatever may the production process be: conventional or computer controlled.
Tribological conditions encountered in machining are severe. There are three principal ways to reduce the severity of the contact processes in metal cutting and thus reduce the tool wear: cooling and lubricating of the machining zone,1 –4 coatings on the cutting tools, and modification of the workpiece chemical composition. Usually, these are used in their combination although the compatibility of a particular combination of the cutting fluid, tool coating, and workpiece chemical composition is practically ignored. Of the available alternatives, the use of cutting fluids is significant globally due to various advantages offered.
Cutting fluids
The prime function of cutting fluids is to provide adequate lubrication and cooling in metal cutting operations. 2 They also induce chip curl by reducing the rake contact length. Furthermore, the fluids wash away the chips and keep the cutting region free. Cutting fluids must offer some degree of corrosion protection. Freshly cut ferrous metals tend to rust rapidly because protective coatings have been removed by machining operation. A good cutting fluid inhibits rust formation avoiding damage to machine parts and the workpiece. The fluid prevents thermal expansions of the workpiece. Consequently, the fluids help in achieving longer tool life and better surface finish of the product. These benefits made the fluids exist in metal cutting industry for over last 200 years. There are several types of cutting fluids in the market like straight cutting oils, semi-synthetic fluids, synthetic fluids, and water-miscible oils. 5–7 Although all of these fluids have applications in the industry, water-miscible oils are mostly used. 8
Common metals like carbon steel and malleable iron are machined using emulsifiable oil, synthetics, and mineral oil–lard (tallow) combination. Aluminum alloys, copper alloys, brass, and bronze use emulsifiable oil, mineral oil–synthetic or natural-based oils, and mineral oil–lard (tallow) combination for machining. Gray cast iron is either machined dry or using emulsifiable oils as cutting fluids. Magnesium alloys are also machined dry or using synthetic or natural-based mineral oil. 9 Despite the several advantages offered, cutting fluids pose several threats. With time and use, fluids degrade in quality and eventually require disposal once their efficiency is lost. Environmental liability is also a major concern with waste disposal. Many companies are now paying for environmental cleanups or have been fined by regulatory agencies as the result of poor waste disposal practices. 10 Furthermore, addition of additives is also restricted due to their effect on the environment during disposal. Mist generation is another problem prevalent with the cutting fluids. The aerosol gets accumulated in the respiratory system of the worker and can cause severe problems. For certain machine tools, costly engineering system is required for applying the fluid. Some fluids have a health risk if not used correctly causing problems such as dermatitis. Some cutting materials are affected by thermal shock, for example, cemented carbides. Use of cutting fluids should be avoided for these materials. All these and many more limitations have prompted research for alternatives to the cutting fluids.
Alternatives to conventional cutting fluids
Currently, the cutting fluids are used to cool and lubricate the cutting process, which could reduce the cutting temperature but increase environmental contaminate, and the government has strict regulations limiting the dumping of the cutting fluid waste. To cope up with the associated problems, several alternatives are investigated upon. Of such, cryogenic cooling, water vapor cooling, use of heat pipes, solid lubricants, and so on are prominent; nonetheless, cutting fluids retain their prominence.
Cryogenic cooling
It is an environment-friendly clean technology for the desirable control of cutting temperature and enhancement of the tool life. Cryogenic cooling was first investigated around 1953 by E. W. Bartley who used sub-zero cooled CO2 as the coolant. 11 Evans 12 investigated the effect of cryogenic cooling on the diamond turning of stainless steel. The tool wear reduced significantly while machining at cryogenic temperatures. Hong and Zhao 13 defined the main functions of cryogenic cooling in the metal cutting process. It was reported that liquid nitrogen as a coolant removed the heat effectively from the cutting zone, lowering the cutting forces and modifying the frictional characteristics at the tool/chip interfaces.
Wang et al. 14,15 carried out an experimental investigation into the cryogenic machining of hard-to-cut materials. The results indicated a reduction in the cutting tool temperature and tool wear under cryogenic cooling over dry machining. Dhar et al. 16,17 carried out an experimental investigation of the role of cryogenic cooling by the liquid nitrogen on the effect of tool wear and surface finish in the plain turning of AISI 1060 steel. A substantial benefit of cryogenic cooling on tool life and surface finish was reported. It was also reported that the application of the liquid nitrogen jets along the main and auxiliary cutting edges changes the chip formation substantially, reducing the cutting forces and controls the cutting temperature effectively. Hong et al. 18,19 studied the influence of various cryogenic cooling approaches in the turning of the Ti-6Al-4V alloy. A small amount of liquid nitrogen applied locally to the cutting edge is superior to emulsion cutting in lowering the cutting temperature.
Paul and Chattopadhyay 20 studied the effectiveness of cryogenic coolant in grinding. It reduced the magnitude of tensile residual stress for all materials, although to varying degrees, under all feed levels. This was attributed to the efficient cooling action, better modes of chip formation, less specific energy, and finally lower grinding zone temperature.
Water vapor cooling
Nowadays, green cutting has gained momentum because of the stringent environmental regulations. This has inspired the research on the use of water vapor as coolant. Han et al. 21 experimented using compress air, oil–water emulsion, water vapor as coolant and lubricant, and dry cutting. Cutting force was reduced about 30%–40%, 20%–30%, and 10%–15% by comparing to dry cutting, compressed air, and oil–water emulsion, respectively. The cutting temperature was about 30%, 40%, and 50% with the other conditions of dry cutting, compressed air, and oil–water emulsion, respectively. The friction coefficient and the chip deformation coefficient are correspondingly decreased, and the surface roughness value has also been diminished. Through the analysis of the experimental results, water vapor is observed to possess better lubricating action because of the excellent penetration performance and the low lubrication layer shearing strength of water vapor.
Heat pipe cooling
A heat pipe or heat pin is a heat transfer device that combines the principles of both thermal conductivity and phase transition to efficiently manage the transfer of heat between two solid interfaces. Heat pipes employ evaporative cooling to transfer thermal energy from one point to another by the evaporation and condensation of a working fluid or coolant. Heat pipes are used to cool the cutting tools. However, the calculation of the cooling action of heat pipes in tools is difficult. 22
Solid lubricants
These are highly attractive substitutes for petroleum-based oils because they are environmentally friendly, less toxic, and readily biodegradable. Many investigations are in progress to develop new solid lubricant systems around the world. Graphite, calcium fluoride (CaF2), molybdenum disulfide (MoS2), and boric acid (H3BO3) are readily available solid lubricants and are used in machining by different researchers. 23,24 Reddy and Rao 25 investigated the effects of solid lubricant–assisted machining with graphite and MoS2 lubricants on surface quality, cutting forces, and specific energy while machining AISI1045 steel using cutting tools of different tool geometries. The friction generated between the tool and the workpiece has been significantly reduced inMoS2-assisted machining as compared with graphite-assisted and wet machining. Shaji and Radhakrishnan 26 investigated the possibility of using graphite as a lubricating medium to reduce the heat generated in the grinding zone in surface grinding. Different process parameters like cutting forces, temperature, specific energy, and surface roughness are observed and reported to be reduced when compared to those in grinding with conventional coolant.
An attempt was made to use graphite as a solid lubricant to reduce the heat generated at the milling zone. 27 An experimental setup was developed to direct graphite powder continuously onto the workpiece and tool interface at the required flow rate. Results indicate that there is a considerable improvement in the performance of milling AISI 1045 steel using graphite as a solid lubricant when compared with machining using cutting fluids in terms of specific energy requirements, cutting force, and surface roughness. Singh and Rao 28 reported the use of graphite and MoS2 solid lubricants during hard turning while machining bearing steel with mixed ceramic inserts at different cutting conditions and tool geometry. Solid lubricant–assisted hard turning produces low values of surface roughness compared to the dry hard turning. Reddy et al. 29 investigated the applicability of solid lubricant in turning AISI 1040 steel using coated carbide inserts and reported the improvement of the process parameters. Although the use of solid lubricants in machining is well appreciated, its application is difficult compared to the conventional coolants.
Minimum quantity lubrication
Minimum quantity lubrication (MQL) is a strategy that can offer technological and economic advantages over traditional fluid applications. 26,30 As the name implies, MQL seeks to reduce the amount of cutting fluid used in an operation, in terms of technological advancement. An MQL process can be performed with or without a transport medium, such as air, and a pump supplies the tool with the fluid—generally straight oil—as a rapid succession of precisely metered droplets. Quantitatively, MQL is associated with the use of between 10 and 50 mL of cutting fluid per machine hour. Emulsions and water are usually only used when it is essential to cool the tool more efficiently than is possible with straight oil. In contrast to the lubricating function, minimum quantity cooling (MQC) has been largely unexplored, but offers promise in some situations. 31
The method by which a fluid is added to the machining system, especially under MQL conditions, can greatly affect the efficiency with which cutting fluid functions are performed. As illustrated in Figure 1, the fluid can be applied in two manners: externally, through the use of separately secured nozzles, and internally, through channels built into the tool. Each application method has advantages and disadvantages. 31 –33
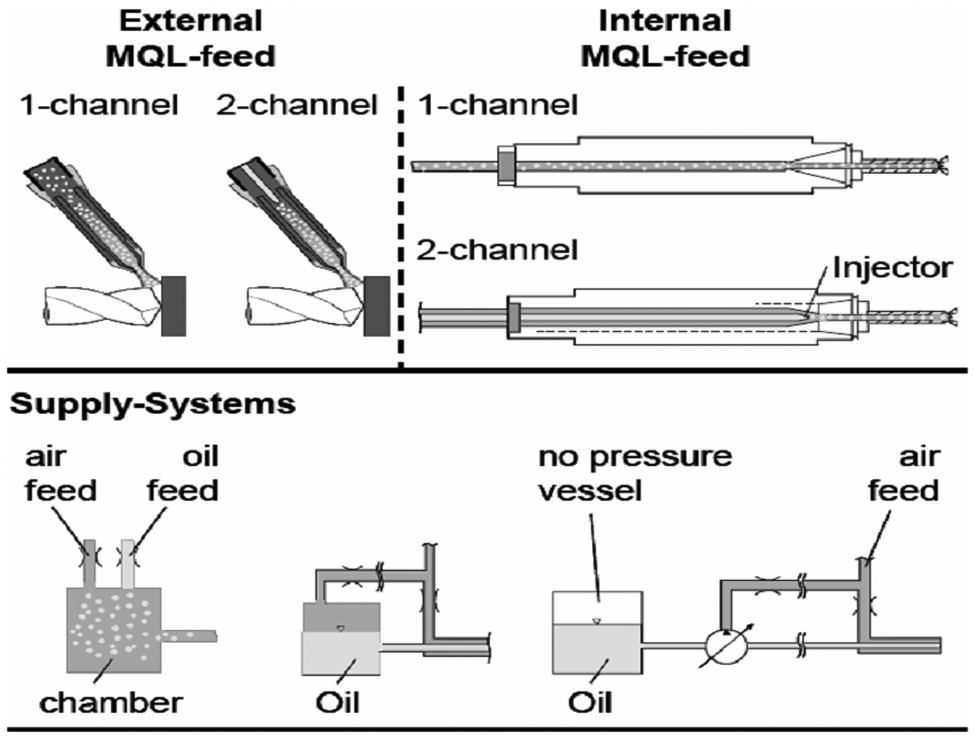
Various MQL systems.
Cutting fluid selection is also a major consideration when evaluating the entire machining system. 30,34 Due to low consumption rates in MQL operations, the secondary characteristics such as biodegradability, oxidation stability, and storage stability are more important because of environmental compatibility and chemical stability concerns. Environmental compatibility is most heavily dependent upon biodegradability. 35 –37 Weinert et al. 30 discussed a number of these. Peripheral milling tests were recently performed to examine the effects of fluid application strategy (dry, MQL, and fluid flood), axial depth of cut, flow rate, and air pressure. 38 The work concluded that while MQL application was not as successful as flood application in reducing the workpiece temperature, it did provide a sizeable improvement over dry machining. Increases in fluid flow rate and air pressure were found to reduce temperature and improve surface finish. Popke et al. 39 reported longer tool life with a minimum quantity of cutting. With bare minimum quantities of fluids being supplied, it is evident that the fluid to be supplied must possess very good cooling and lubricating properties. The properties like thermal conductivity, kinematic viscosity, and pH value strongly influence the performance of a cutting fluid. Hence, studies to devise such fluids are increasingly gaining momentum. With the advances in material science, use of nanofluids (NFs) as coolants is explored.
NF
NFs are colloidal suspensions of nanometer-sized particles, called nanoparticles in a base fluid. Due to developments in the field of nanotechnology, the nanoparticles are produced with ease and are available commercially. This led to the idea of improving the thermal conductivity of base fluid by suspending these nanoparticles. 40,41 The stable dispersion of NFs thus obtained can be used even in micro channels, 42,43 as they easily fluidize in the base fluid and prevent clogging of channels and erosion in channel walls, due to their small size. Many methods are available for improving the stability of suspensions which include use of dispersants, functionalized nanoparticles, and using suitable polymers.
Compared to conventional solid–liquid suspensions for heat transfer intensifications, NFs possess the following advantages: 41,44
High specific surface area and therefore more heat transfer surface between particles and fluids;
High dispersion stability with predominant Brownian motion of particles;
Reduced pumping power as compared to pure liquid to achieve equivalent heat transfer intensification;
Reduced particle clogging as compared to conventional slurries, thus promoting system miniaturization;
Adjustable properties, including thermal conductivity and surface wettability, by varying particle concentrations to suit different applications.
Formulations of NFs
Nanoparticles used in NF preparation usually have diameters below 100 nm. Particles as small as 10 nm have also been used in NF research. 45 Various types of nanoparticles used for preparation of NFs are made of oxides, carbides, metals, and carbon nanotubes (CNTs). They include Al2O3, SiO2, TiO2, CuO, SiC, Cu, Fe, Ag, Au, single-walled carbon nanotube (SWCNT), double-walled carbon nanotube (DWCNT), multiwalled carbon nanotube (MWCNT), and so on. CNTs have extremely high thermal conductivity in the axial direction. Common base fluids used are those usually used for heat transfer applications like water, ethylene glycol (EG), and oil. Usually, spherical-shaped particles are used in NFs, although tube-shaped, rod-shaped, and disk-shaped nanoparticles are also used.
Nanoparticles can be synthesized into two ways: physical synthesis and chemical synthesis. Common production techniques of NFs have been listed by Das et al.: 46
Physical synthesis. Mechanical grinding and inert gas condensation technique.
Chemical synthesis. Chemical precipitation, chemical vapor deposition, micro-emulsions, spray pyrolysis, and thermal spraying.
NFs can be produced in two ways: two-step technique, in which the first step is the production of nanoparticles and the second step is the dispersion of the nanoparticles in a base fluid, and one-step technique, in which the production and dispersion of nanoparticles in the base fluid are combined into a single step. Two-step technique is advantageous for mass production of NFs, because at present, nanoparticles can be produced in large quantities by utilizing the technique of inert gas condensation. 47 The main disadvantage of the two-step technique is the formation of clusters during the preparation of the NF, which prevents the proper dispersion of nanoparticles inside the base fluid. 46 There are some variations in single-step techniques. In one of the methods, named direct evaporation one-step method, the NF is produced by the solidification of the nanoparticles, which are initially gas phase, inside the base fluid. 45 The dispersion characteristics of NFs produced with one-step techniques are better than those produced with two-step technique. 46 The main disadvantage of one-step techniques is that they are not used for mass production. In this present article, literature pertaining to use of NFs as coolants is discussed, and hence, thermal conductivity, which is a prime requirement for coolants, is also discussed.
Thermal conductivity of NFs
The properties of NFs depend on many factors like type of nanoparticles, size and shape of nanoparticles, volume fraction, type of base fluid, pH value of the fluid, temperature, and time of sonication. 48 Summary of experimental studies of thermal conductivity enhancement as given by Özerinç et al. 49 is presented in Table 1.
Summary of experimental studies of thermal conductivity enhancement. 49
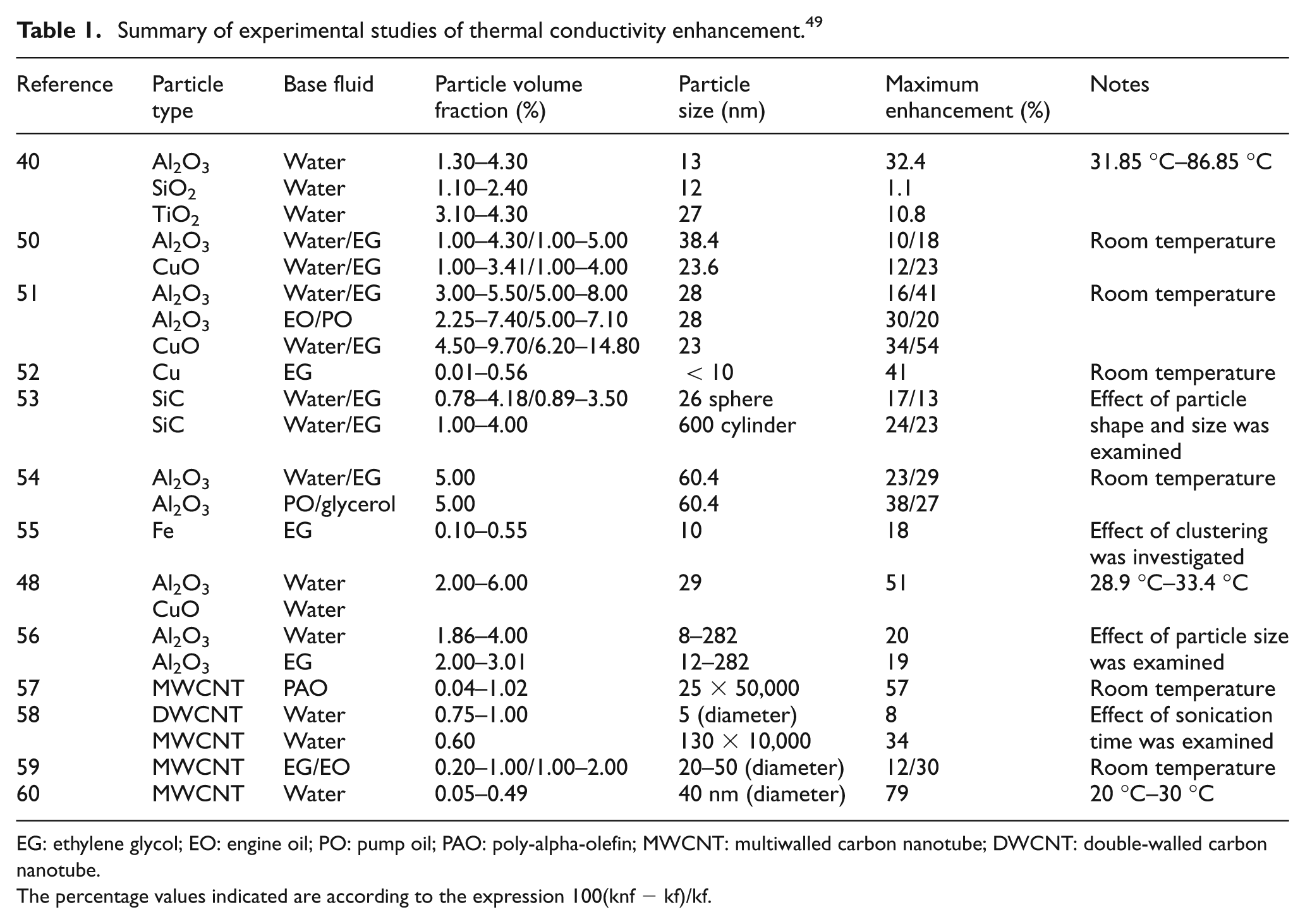
EG: ethylene glycol; EO: engine oil; PO: pump oil; PAO: poly-alpha-olefin; MWCNT: multiwalled carbon nanotube; DWCNT: double-walled carbon nanotube.
The percentage values indicated are according to the expression 100(knf − kf)/kf.
To increase the thermal conductivity of base fluid, used as coolant, the nano-sized particles of higher thermal conductivity are added to it. Studies showed that the effective thermal conductivity of the resultant NF has enhanced in majority of the cases with respect to the base fluid. The main reason for this increase in thermal conductivity of the NFs is that the suspended nanoparticles increase the surface area and the heat capacity of the fluid.
One of the important factors that influence the thermal conductivity of NFs is the type of nanoparticles used. Zhang et al. 58 observed that thermal conductivity increased by about 27% with the addition of 0.5 wt% of carbon-coated Cu nanoparticles in polyethylene glycol, and 49%, 40%, and 30% enhancement in thermal conductivity for carbon-coated Cu, Al, and Fe nanoparticles loading of 1.5 wt%, respectively. Compared with carbon-coated Al and Fe nanoparticles, carbon-coated Cu nanoparticle NFs had the best stability. Shaikh et al. 61 found the effective thermal conductivity of nanoparticle–poly-alpha-olefin (PAO) oil suspensions with three types of nanoparticles, namely, CNTs, heat-treated nanofibers (HTTs), and exfoliated graphite (EXG) powder. The percent enhancement in the thermal conductivity of the three NFs over the PAO oil was maximum for the CNT-based nanoparticle suspension followed by the EXG and HTT.
Bucak and Altan 62 investigated on changes in thermal conductivities of fluids upon the addition of magnetic nanoparticles. Figure 2 shows the relative thermal conductivity of Fe3O4 nanoparticles prepared by different routes in various base fluids at 30°. Up to 28% increase in the thermal conductivity was obtained with 2.5 wt% magnetic particles in hexane. The thermal conductivity enhancement was found to depend on the particle concentration, method of preparation, and base fluid. The enhancements obtained are higher than those estimated using any theoretical model present in the literature.
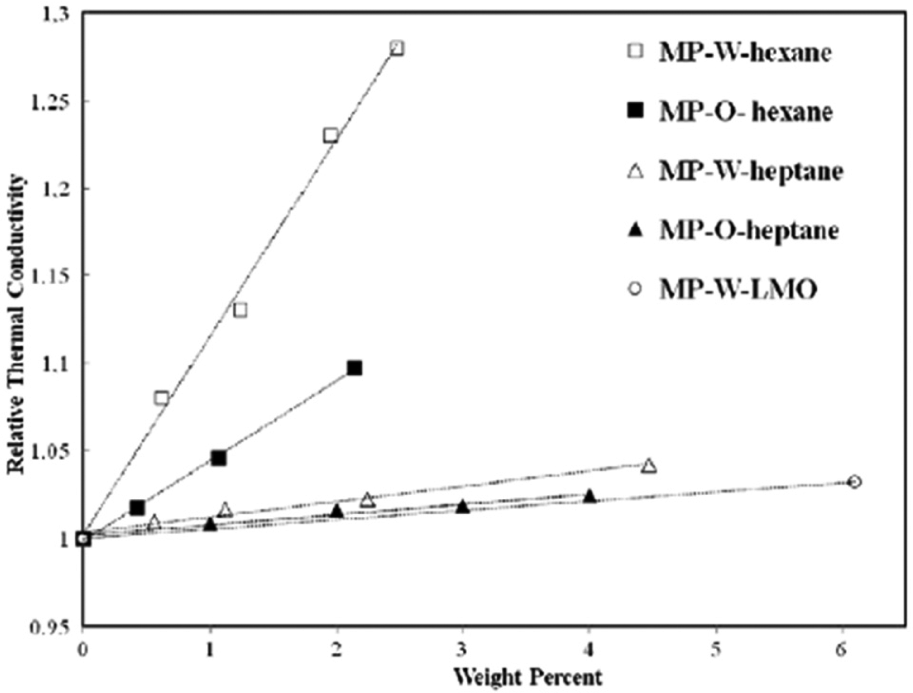
Relative thermal conductivity of Fe3O4 nanoparticles prepared by different routes in various base fluids at 30°
CNT NFs are of special interest to the researchers because of the novel properties of CNTs—extraordinary strength, unique electrical properties, and efficient conductors of heat. 63 Choi et al. 64 measured the effective thermal conductivity of MWCNTs dispersed in synthetic (PAO) oil and reported the enhancement up to a 150% in conductivity at approximately 1 vol% CNT. However, this huge enhancement was not observed by Xie et al. 65 for water/EG/decene-based MWCNT NFs, nor by Assael et al. 52 for water-based MWCNT NFs. The maximum thermal conductivity enhancements observed by Xie et al. are 19.6%, 12.7%, and 7.0% for MWCNT suspension at 1.0 vol% in decene, EG, and water, respectively, and those observed by Assael et al. was 38% for MWCNT suspension at 0.6 vol% in water. Masuda et al. 40 reported that Al2O3 particles at a volume fraction of 3% had increased the thermal conductivity of water by 20%. Lee et al. 50 obtained an increase of only 8% at the same volume fraction, whereas the increase is about 12% in the work done by Wang et al. 51 The mean diameter of Al2O3 particles used in the experiments of Masuda et al. was 13 nm, that in the experiments of Lee et al. was 38 nm, and that in the experiments of Wang was 28 nm. Therefore, the discrepancy in thermal conductivity might be due to the particle size.
Many researchers had showed that smaller particles showed higher enhancement factors due to Brownian motion. But according to Bucak and Altan, 62 the waterborne particles are larger (average core diameter of 10 nm) than the oil-borne ones (average core diameter of 6 nm). When heptane was used as the base fluid, even though much lower enhancement factors were found, the effect of the particle type was still observed. In this case, a specific thermal conductivity enhancement factor (STCE) of 0.6 was determined for the oil-borne particles, while the STCE was 0.9 for waterborne particles. Hence, according to him, the thermal conductivity enhancement should not be discussed in relation to particle size only.
The dispersion stability of NFs is very important for the performance of the fluids as coolants. Yang and Du 66 prepared TiN–ammonia–water NFs (the binary NFs) by two steps, in order to apply nanoparticles to the ammonia–water absorption refrigeration. The results showed that the content of nanoparticles and ammonia is the key parameters that affect the dispersion stability and thermal conductivity of NFs. The NF achieves the optimal dispersion stability and thermal conductivity ratio when the mass fraction of ammonia and nanoparticles is 5% and 1.5%, respectively. Hong et al. 59 analyzed a variety of influencing factors to the dispersion stability of the prepared NFs. The results showed that the ammonium citrate (ACT) is the best dispersant for preparing FeO–water NFs, and the sodium dodecyl benzene sulfonate (SDBS) is the best dispersant for the Al2O3–water NFs, and that the SDBS of 0.2 wt%, the ultrasonic time of 1 h, the ultrasonic power of 300 W, and the pH of 4 are the optimum conditions for preparing A12O3 NFs. Xian-Ju and Xin-Fang, 55 aiming at the dispersion stability of nanoparticles regarded as the guide of heat transfer enhancement, investigated the viscosity and the thermal conductivity of Cu and Al2O3 nanoparticles in water under different pH values. The results showed that there exists an optimal pH value for the lowest viscosity and the highest thermal conductivity, and that at the optimal pH value, the NFs containing a small amount of nanoparticles have noticeably higher thermal conductivity than that of the base fluid without nanoparticles. For the two NFs, the enhancements of thermal conductivity are observed up to 13% (Al2O3–water) or 15% (Cu–water) at 0.4 wt%, respectively. Therefore, adjusting the pH values is suggested to improve the stability and the thermal conductivity for practical applications of NF.
The properties of NFs also depend on the base fluid and method of synthesis used. According to Xian-Ju and Xin-Fang, 55 for a given volume fraction, the thermal conductivity increases were different for different fluids. The increases in EG and engine oil are the highest, whereas that in the pump fluid is the lowest, about half of that in EG and engine oil. The effective thermal conductivity of EG increased by 26% when approximately 5 vol% of Al2O3 powders was added, and it increased by 40% when approximately 8 vol% of Al2O3 powders was added. Bucak and Altan 62 synthesized Fe3O4 nanoparticles by two different synthesis methods. One involves the particles being synthesized in oil, whereas in the other, they are synthesized in water. The difference between the result and the enhancement obtained for heptane (STCE = 0.9) once more underlined the role of the base fluids.
It is unequivocally advocated in the literature that NFs have far higher thermal conductivity compared to ordinary fluids. Since thermal conductivity is required for cutting fluids, this enhancement in the property can be used.
Rheological properties
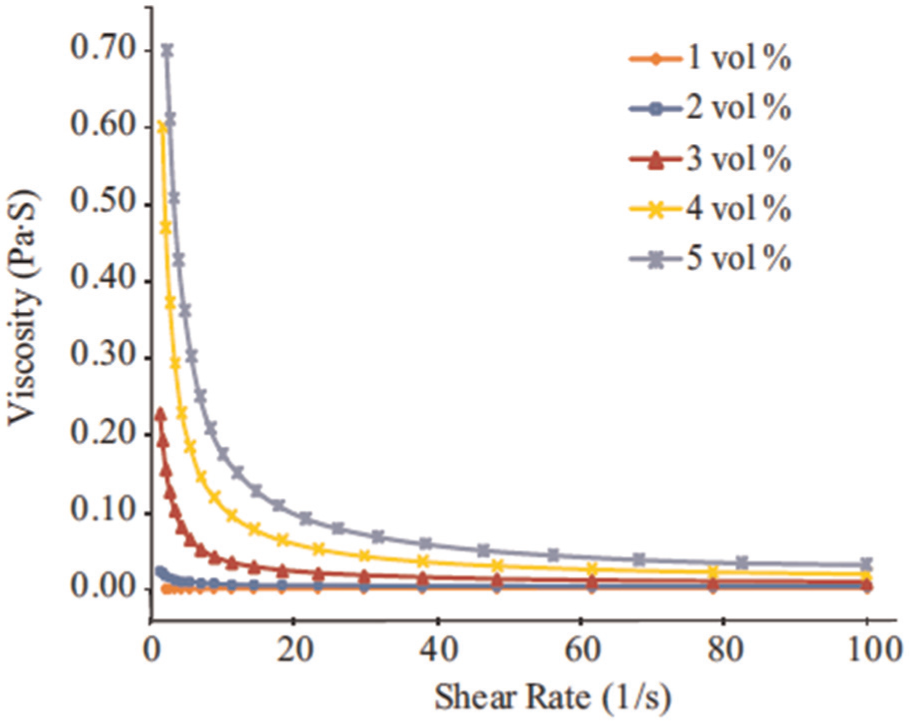
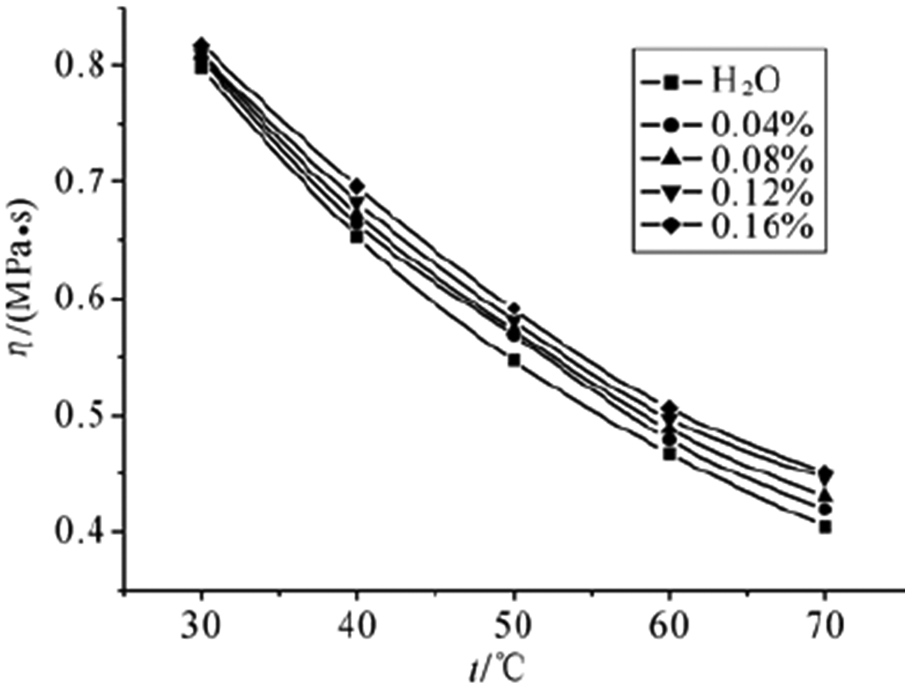
Many researchers investigated on rheological properties of NFs. 67–69 Duan et al. 70 investigated on viscosity of the Al2O3–water NFs having dispersants prepared at the volume concentration of 1%–5%. The viscosity measurement was taken 2 weeks after the NF preparation. It was found that viscosity decreases as the shear rate increases. The NFs behaved as non-Newtonian fluids (Figure 3). The NF at 5 vol% had the largest viscosity, while the value was the lowest in the 1 vol% NF. Distinctively, it was seen that the relative viscosity is much lower than the relative NF before re-ultrasonication. After re-ultrasonication, the effective viscosity got back the values in the freshly prepared NFs (Figure 4). Prasher et al. 71 reported experimental results on the viscosity of alumina-based NFs for various shear rates, temperature, nanoparticle diameter, and nanoparticle volume fraction. It was found that the increase in the NF viscosity was higher than the enhancement in the thermal conductivity as reported in the literature. It also showed that with increasing nanoparticle volume fraction, viscosity increases. On the other hand, relative viscosity does not vary significantly with temperature. Chen et al. 72 conducted both experimental and theoretical analyses on rheological behavior of NFs. EG-based NFs containing 0.5–8 wt% spherical TiO2 nanoparticles at 20 °C–60 °C were used. It was found that EG-based NFs were Newtonian under the condition of the work with shear viscosity as strong function of temperature and particle concentration. The relative viscosity was found to be independent of temperature (Figure 5) and viscosity increased with increase in volume concentration (Figure 6). Tsai et al. 73 investigated the influence of base fluid on Al2O3–water-based NF and Fe3O4–oil-based NF. For the Al2O3–water-based NF, two kinds of viscous base fluids, the compound of water and EG and the compound of EG and glycerol, are used. The viscosities of both base fluids grew exponentially when the volume fraction of EG or glycerol increases. For the Fe3O4–oil-based NF, diesel oil and polydimethylsiloxane (PDMS) were used to form viscous base fluid. The viscosity of the base fluid grew exponentially when the volume fraction of PDMS increased. Xin-Fang et al. 74 prepared Cu-H2O NFs with and without dispersant. The experimental results showed that the temperature and SDBS concentration are the major factors affecting the viscosity of the nano-copper suspensions, while the effect of the mass fraction of Cu on the viscosity is not much (Figures 7–9). Xie et al. 75 selected five kinds of oxides, including MgO, TiO2, ZnO, Al2O3, and SiO2 nanoparticles as additives and EG as base fluid to prepare stable NFs. Among all the studied NFs, MgO–EG NF was found to have superior features, with the highest thermal conductivity and lowest viscosity. The maximum enhancement was up to 40.6% for a particle volume fraction of 5.0%. The thermal conductivity enhancement ratio of MgO–EG NF increases nonlinearly with the volume fraction of nanoparticles. Since higher viscosity corresponds to better lubrication, NFs possessing high viscosity can be used as lubricants.
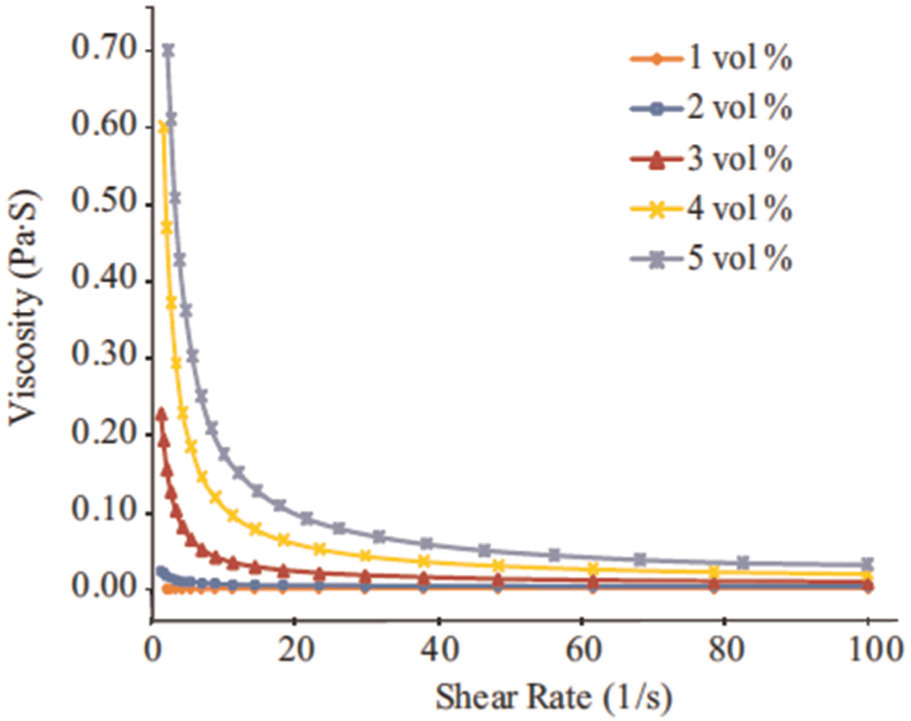
Viscosity as a function of shear rate in Al2O3 in water nanofluid at volume concentrations for 1%–5%.
Relative viscosity of Al2O3 nanofluid as a function of concentration (after re-ultrasonication)
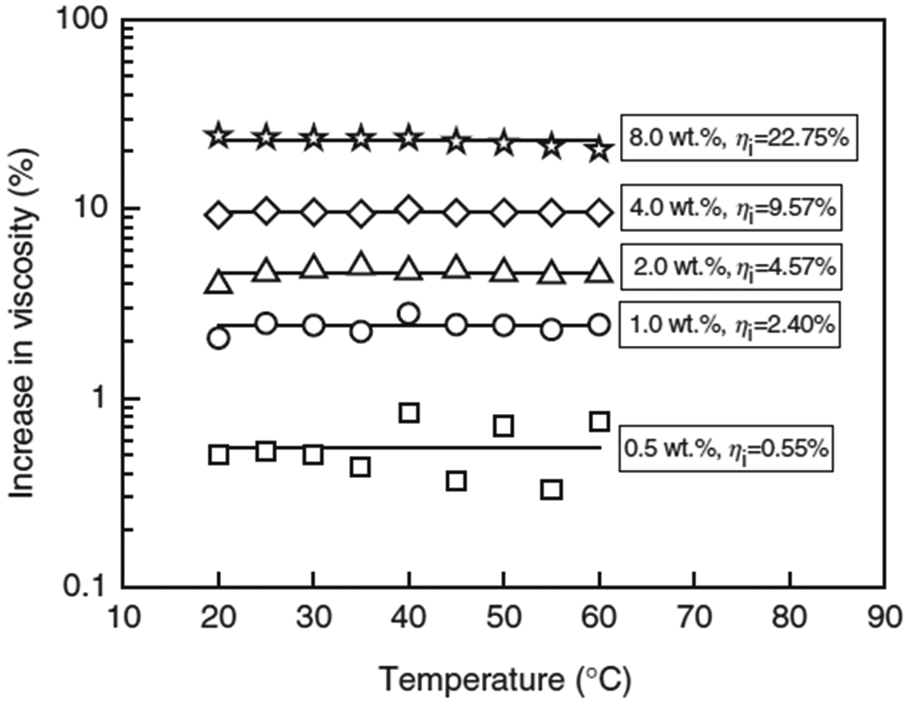
Increase in viscosity as a function of temperature.
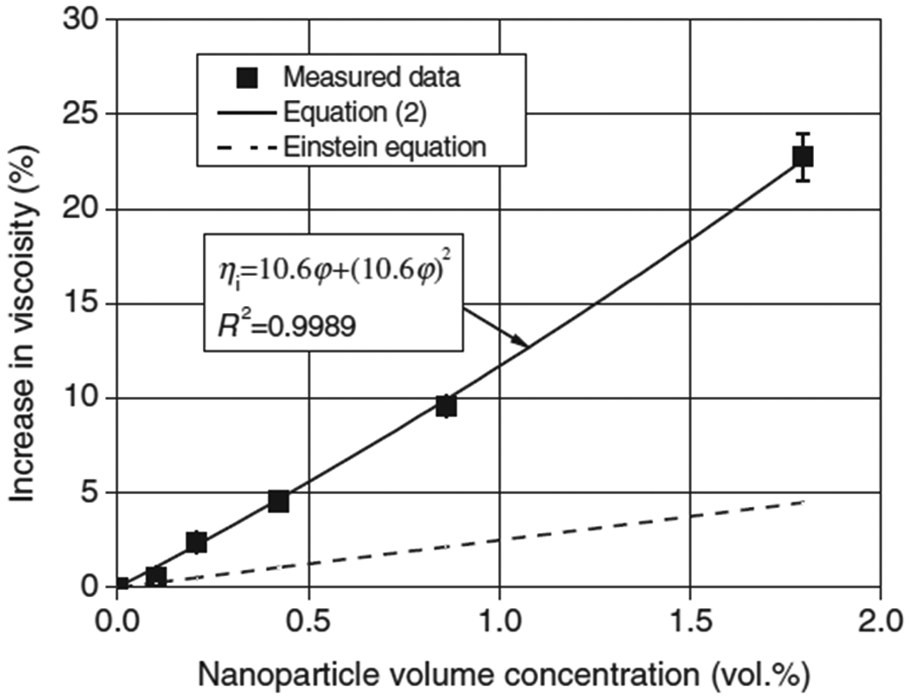
Viscosity change with increase in volume concentration.
Variation of viscosity with different concentrations of SDBS.
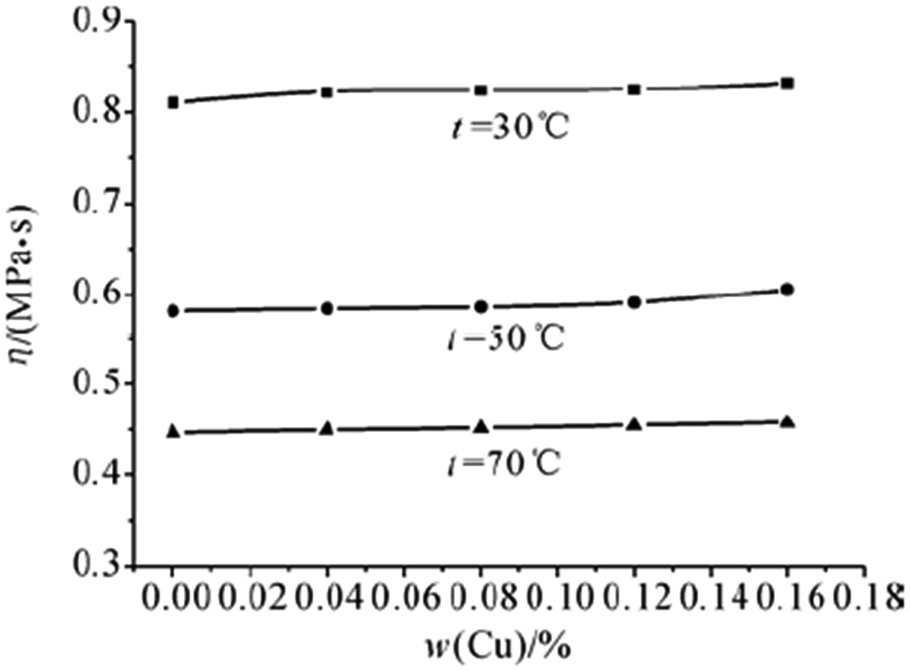
Variation of viscosity with mass fraction of Cu in the presence of 0.12% SDBS dispersion.
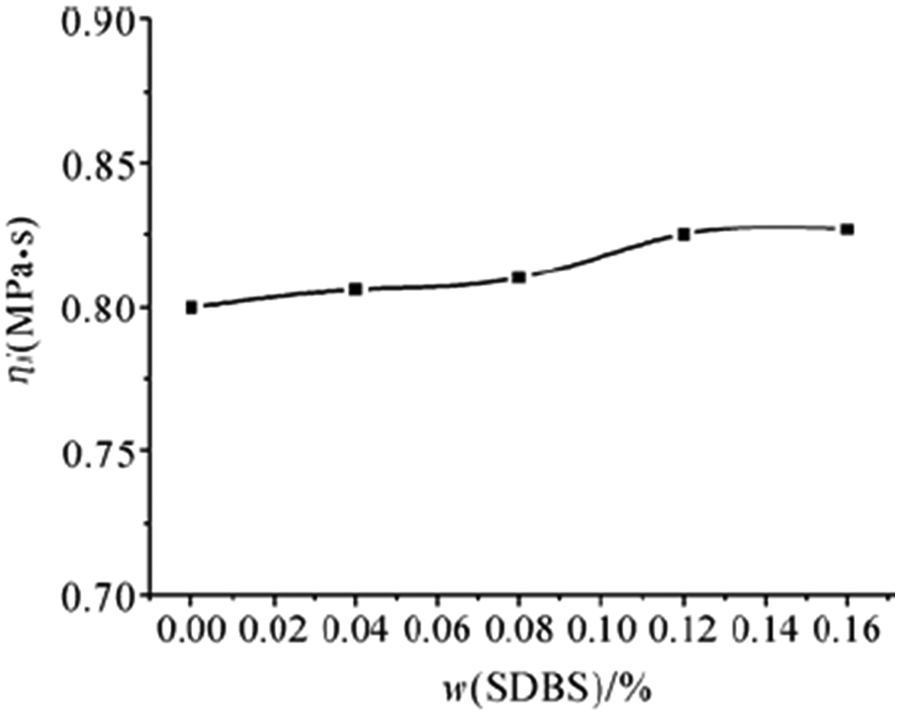
Variation of viscosity with SDBS concentration for 0.12% nano-copper suspension at 30 °C.
Ojha et al. 76 attempted to optimize the stability of zinc oxide (ZnO) NF. Results showed maximum increase in the thermal conductivity and further observed the variation in viscosity of ZnO NF with temperature for any abnormality in the behavior of ZnO NF during the heating and cooling cycles. The presence of sodium hexametaphosphate increased the pH of the ZnO NF. It may be noted that tuning of pH range is very important for providing a hostile environment for microbial growth in cutting fluids and thus increasing the longevity of the fluids. Significant studies on thermal conductivity are summarized in Table 2.
Summary of the literature review for thermal conductivity of nanofluids. 77
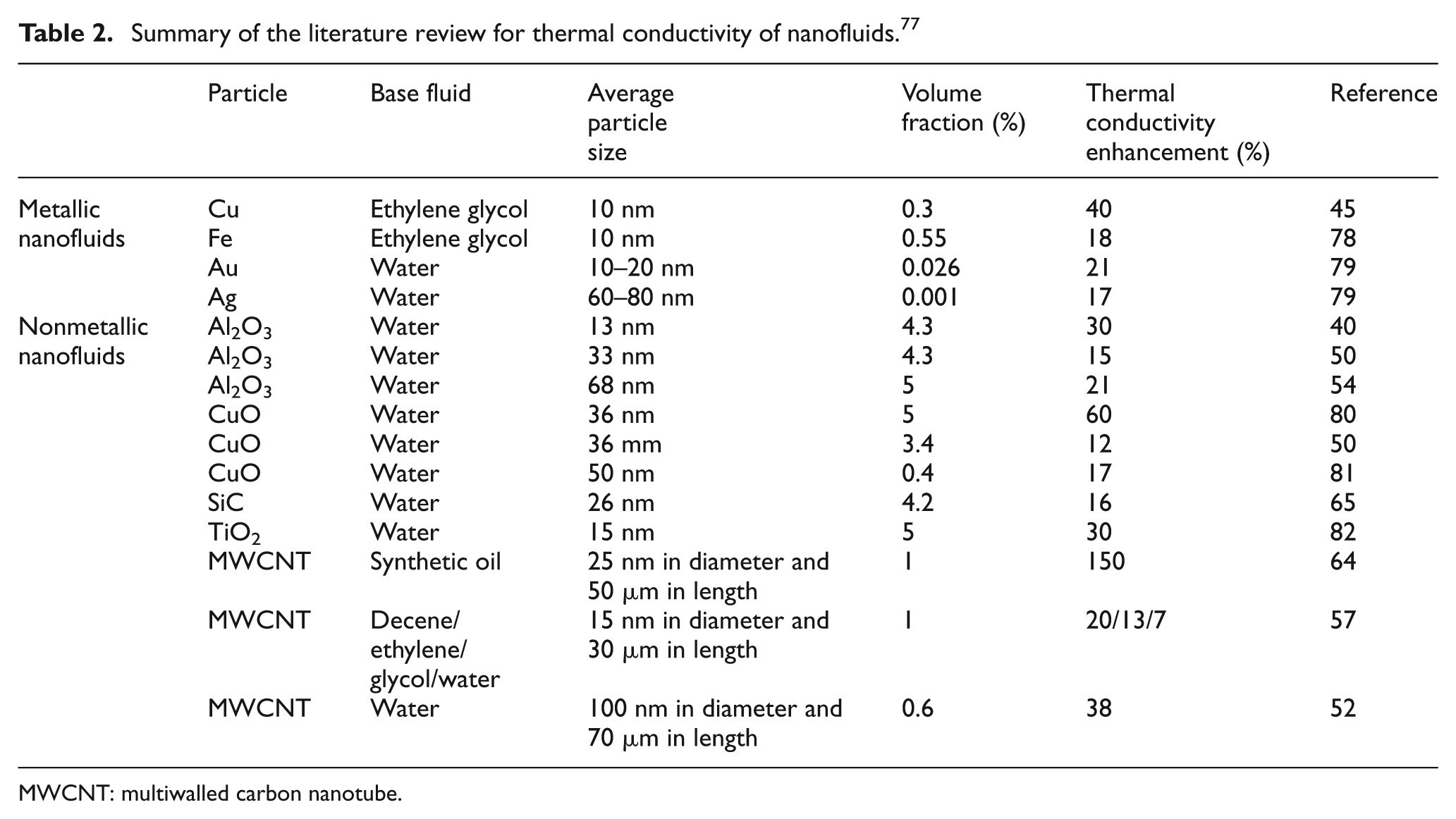
MWCNT: multiwalled carbon nanotube.
Various factors like the pH of the fluid, temperature, nature of base fluid, type and size of nanoparticles, type of surfactant used, stability of NF, volume fraction, time of sonication, and so on not only affect the thermal conductivity of NFs, but also the other properties like internal energy, heat capacities, isothermal compressibility, mass diffusion, and viscosity of NFs. But there is a lot of inconsistency in experimental data obtained from the literature. So, a lot of further inquisitive studies are to be performed, to explore the effects of the parameters associated with it.
Applications of NFs
Due to the various advantages offered, NFs are being regularly used in several applications for cooling like cooling of electronics, in chillers, 53,83,84 radiators, 60,85 –87 as coolants and lubricants, and so on. 88,89 This article focuses on the application of the NFs as coolants in machining.
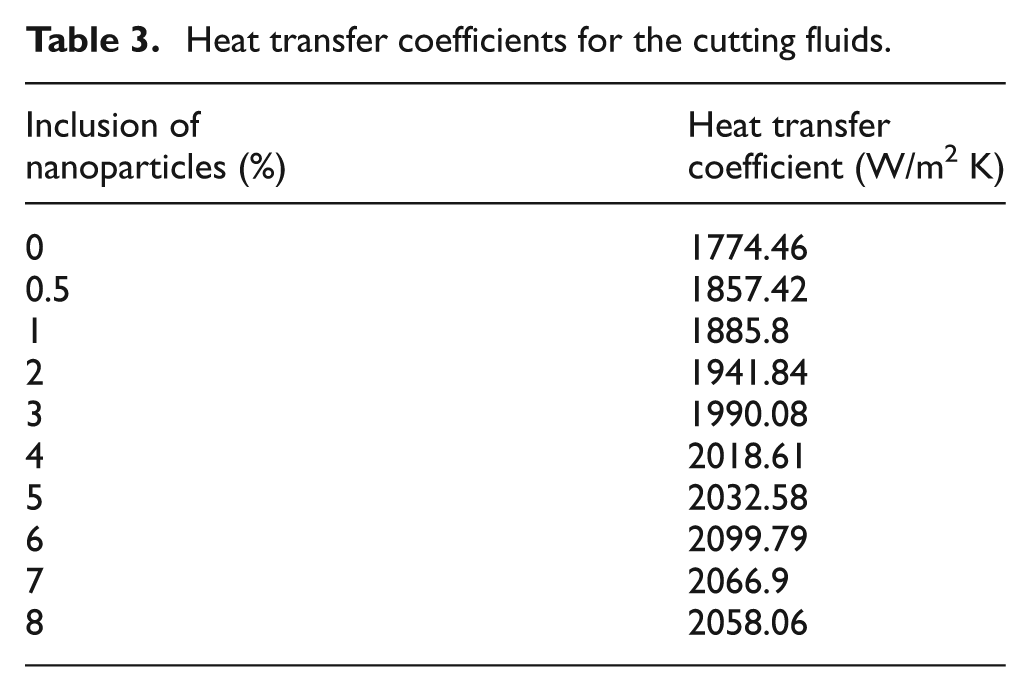
Heat liberated and the friction associated with the cutting process ever pose a problem in terms of tool life. Cutting fluids have been the conventional choice to address the problem. However, environmental hazards posed by the fluids have limited their usage, giving rise to MQL. Nevertheless, its capability to carry away the heat and provide adequate lubrication is limited. In view of the above problems, NFs have gained renewed interest. NFs, with their enhanced cooling and lubricating properties as discussed earlier, have emerged as a promising solution. 90 Srikant et al. 90 reported the changes in the heat transfer capacities of NFs with the inclusion of nanoparticles in the cutting fluids. To estimate the prevalent temperatures in machining, a facing operation was carried out under constant cutting conditions in a dry state and using conventional cutting fluid as coolant. Heat transfer coefficients were estimated using the analogy for flow over flat plates in all lubricating conditions. The temperatures calculated using the estimated heat transfer coefficient for conventional cutting fluid were compared with the experimental observations to validate the methodology. Temperature profiles were simulated using ANSYS 5.4 to infer on the suitability of the coolants in enhancing machining performance. Minimum requirement of nanoparticle inclusion was estimated due to their high cost. Nanoparticle inclusion was found to be beneficial in improving the coolant properties. Cutting fluids with inclusion of nanoparticles have enhanced heat transfer capacity due to increased thermal conductivity. Figures 10 and 11 show the nodal temperature distributions for dry, cutting fluids and NFs with different concentrations. Heat transfer coefficient for cutting fluids with inclusion of nanoparticles is shown in Table 3.
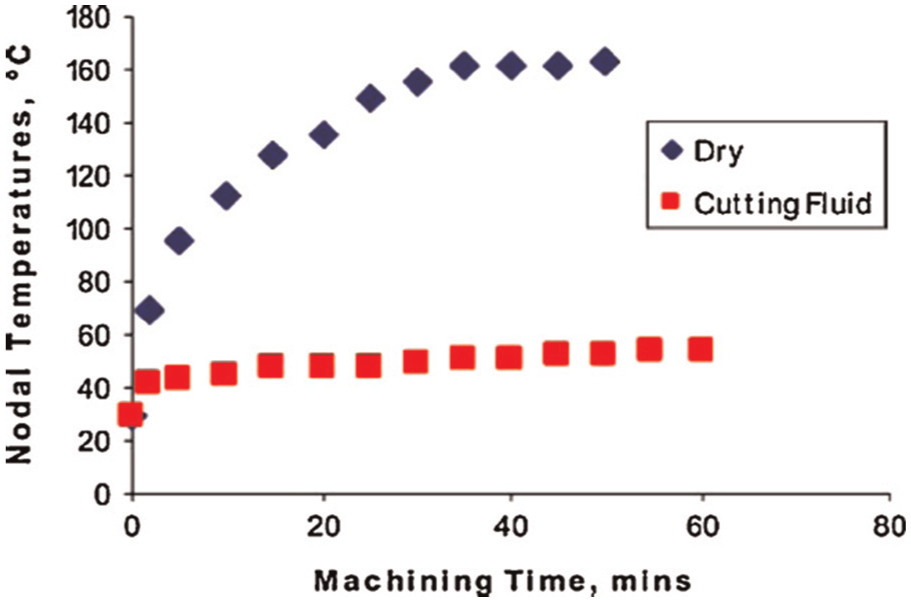
Nodal temperature of nanofluids with time.
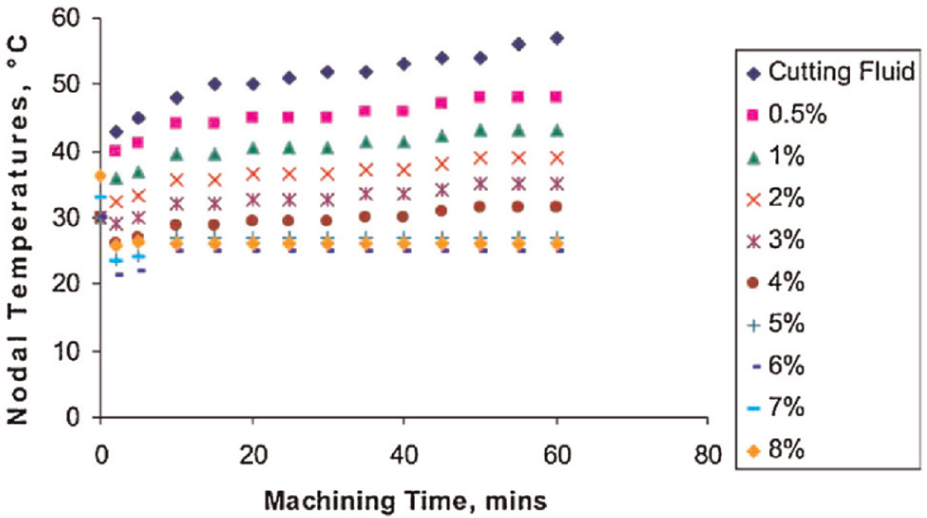
Nodal temperatures for cutting fluids with varying nanoparticle inclusions.
Heat transfer coefficients for the cutting fluids.
Vamsi Krishna et al. 24 investigated the effect of nano-solid lubricants in turning. Boric acid particles of 50 nm particle size are used as suspensions in SAE 40 and coconut oil, and machining was carried out with varying proportions of solid lubricant suspensions. Cutting temperatures, tool flank wear, and surface roughness were decreased significantly with nano lubricants compared to base oil due to the lubricating action of boric acid.
Besides the thermal conductivity, CNT-dispersed cutting fluids are also found to do well in terms of machining performance and microbial contamination. The least growth of microorganisms in sample with 2% inclusions as pH value of 2% inclusion is more hostile to the bacteria compared to 0%, 0.5%, and 1% CNT fluids but contain lesser nutrient to the microorganisms compared to 3%, 4%, and 5% CNT fluids. 91 Bacteria grown were found to be Pseudomona. Microbial growth in samples is shown in Figure 12. Higher nodal temperatures were observed in carbide tools compared to high-speed steel (HSS) tool during dry machining. Nodal temperatures increase initially and stabilize over time as the tool attains steady state. Nodal temperatures decreased with increase in CNT content but not much change is observed beyond 2% inclusion. This may be attributed to the similar trend in tool wear that drastically influences tool temperature. Nodal temperatures that represent the cooling capabilities of the fluid decrease with CNT content. But, the change is less beyond 2% CNT inclusion, corresponding to the change in thermal conductivity. Tool wear decreases with increase in emulsifier content. But as both the parameters are affected by cutting forces and temperatures, their trend has an influence. Tool wear decreases rapidly up to 2% inclusion, and rate of change remains constant at higher percentages. 92 Figures 13 and 14 show progress of tool flank wear with machining time for HSS tool and cemented carbide tool. Figures 15 and 16 show variation of nodal temperatures with machining time while using HSS tool and cemented carbide tool.

Microbial growth in samples.
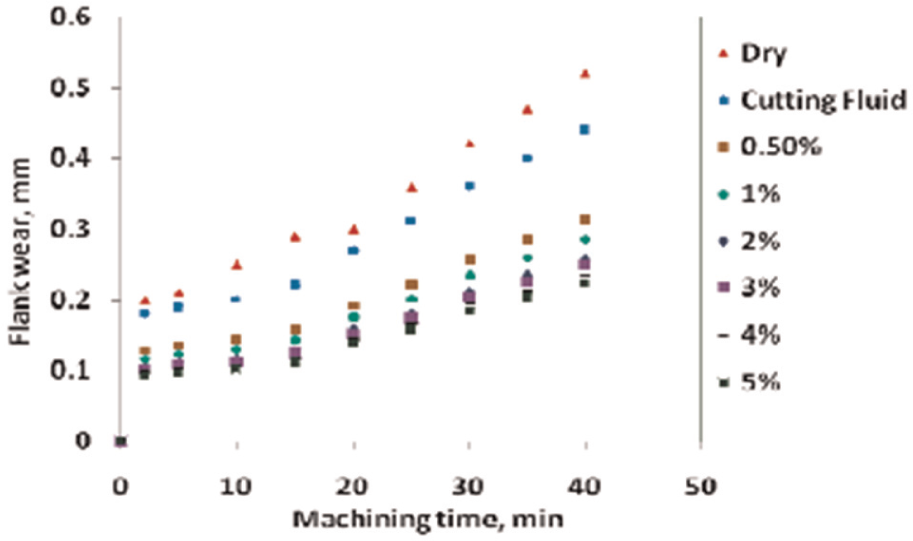
Progress of tool flank wear with machining time for HSS tool.
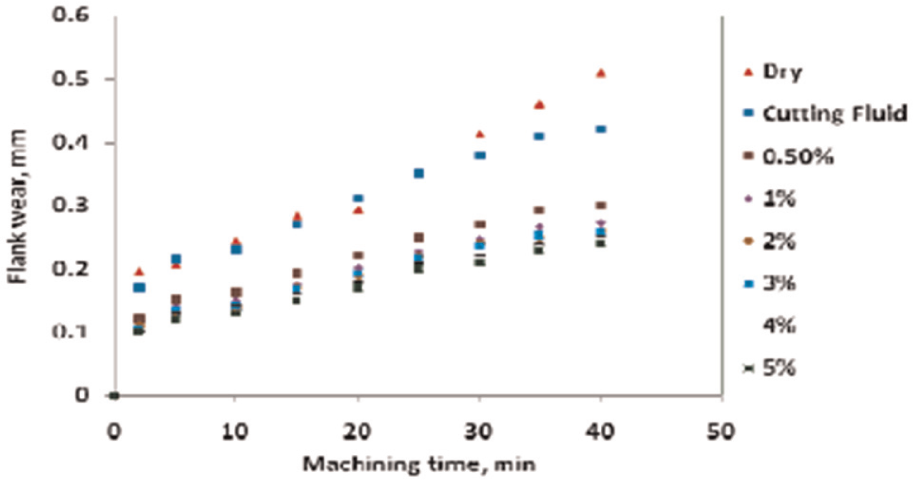
Progress of tool flank wear with machining time for cemented carbide tool.
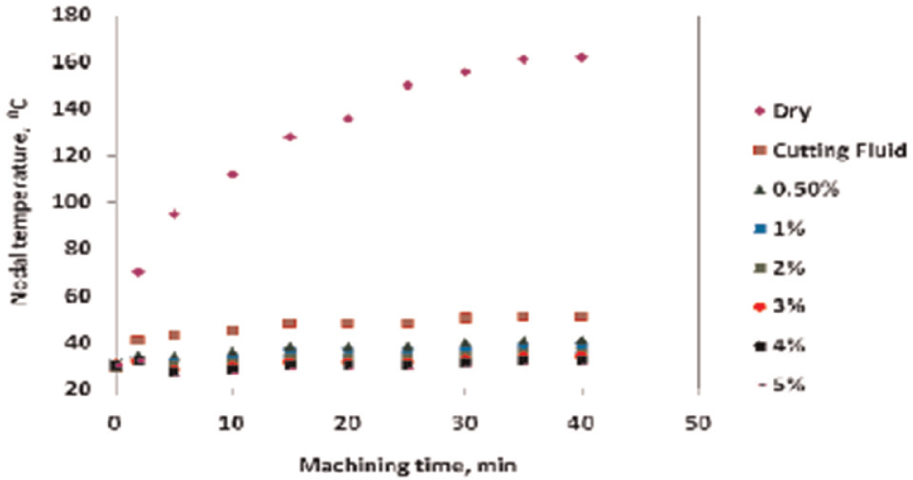
Variation of nodal temperatures with machining time while using HSS tool.
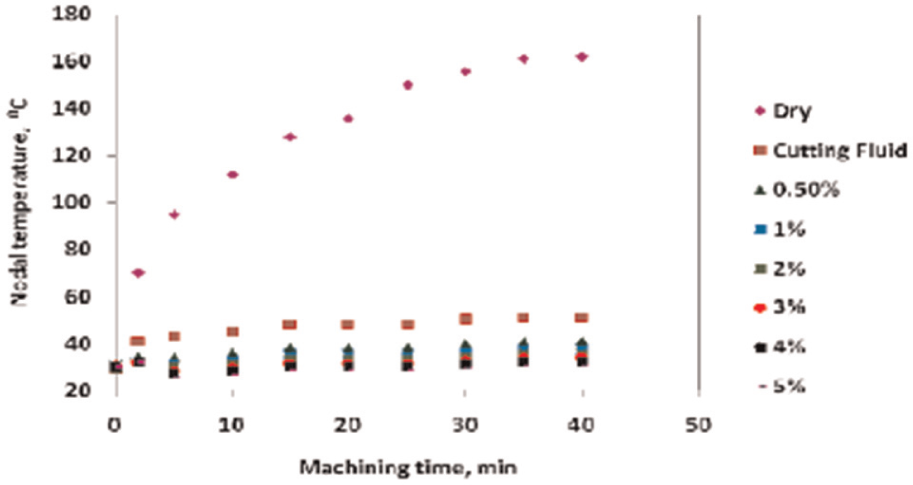
Variation of nodal temperatures with machining time while using cemented carbide tool.
CNTs have been of great interest, both from a fundamental point of view and for future applications. In this context, Prabhu and Vinayagam 93 used lubricant with CNTs mixed in a specific ratio. The changes of certain properties were used to enhance the surface finish of the D2 tool steel by surface grinding process. The surface roughness was tested through TR200 surface roughness meter. The surface roughness is to be improved to nano level using CNT. SAE20W-40 was selected as a lubricant for machining process. The results showed that the surface finish can be improved using the mixture of SAE 20W-40 + CNT. Surface roughness meter results are shown in Table 4.
Surface roughness meter results.
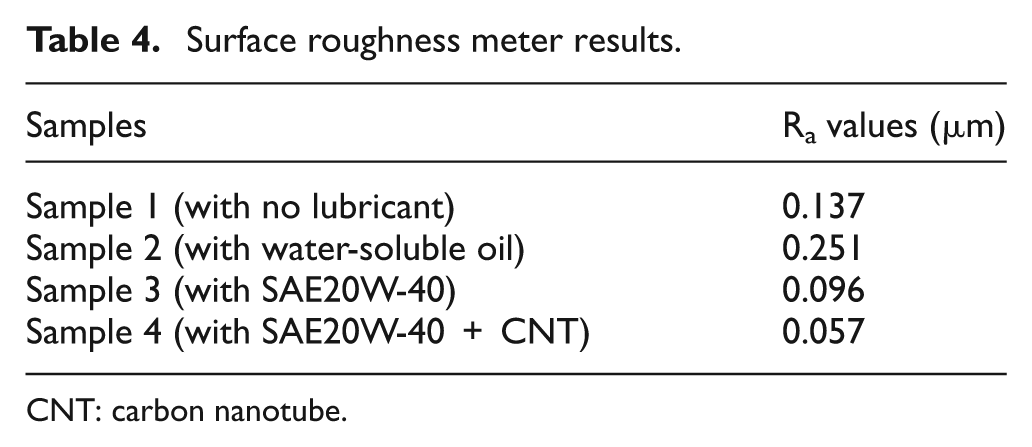
CNT: carbon nanotube.
The lubricating and cutting fluids can be modified by adding metal powders of micro- or nano-sized grains. Kotnarowski 94 studied the influence of these modifications on tribological properties of friction couples. It was reported that the results of friction tests and wear measurements testify to positive effect of copper micro- and nanopowders on tribological properties of oils for machining processes.
Shen 77 investigated on MQL grinding (conventional abrasive wheels) of cast iron using water-based and oil-based NFs. Grinding performance was evaluated and compared in terms of grinding force, G-ratio, surface roughness, and so on. Water-based Al2O3 and diamond NFs were applied in MQL grinding process, and the grinding results were compared with those of pure water. Experimental results showed that G-ratio, defined as the volume of material removed per unit volume of grinding wheel wear, could be improved with high concentration NFs. Figures 17–19 show the G-ratio results, surface roughness results, and specific grinding forces and force ratio for water-based NF MQL grinding. However, water-based NFs were not able to provide superior cooling capacity in MQL grinding process. So, the work was extended to application of oil-based NFs. MQL grinding performance of different lubricants, paraffin oil, soybean oil, and CANMIST oil with MoS2 nanoparticle additives, was evaluated and compared with that of conventional flood application. Figures 20 and 21 show the G-ratio results and surface roughness (Ra) results, respectively. It was reported that MoS2 nanoparticle additives can offer unique advantages in MQL that is reducing grinding forces, increasing G-ratio, and improving the surface finish (compared to that of base fluids except for soybean oil group). The experimental results further imply that it is possible to improve the tribological properties of the cutting fluids by adding lubricating nanoparticles.
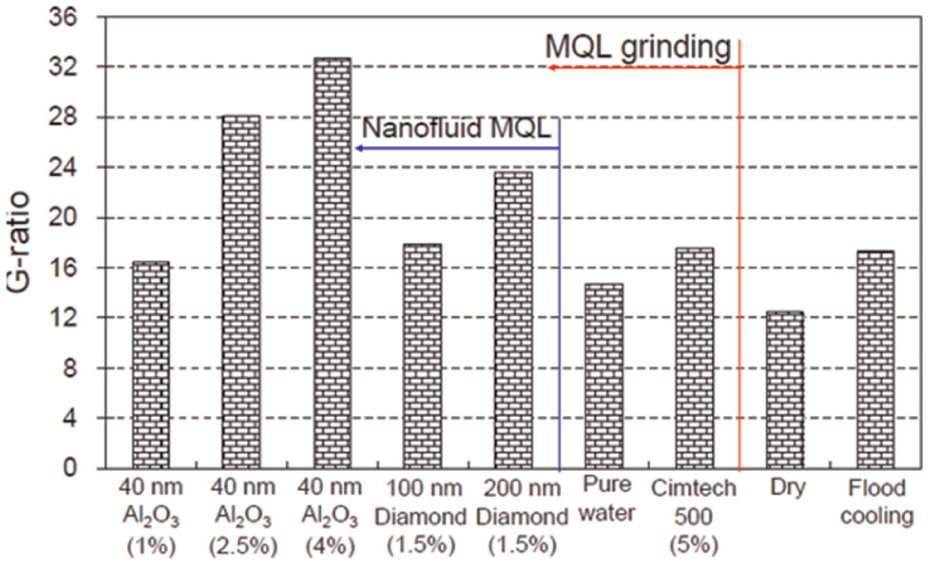
G-ratio results for water-based nanofluid MQL grinding.
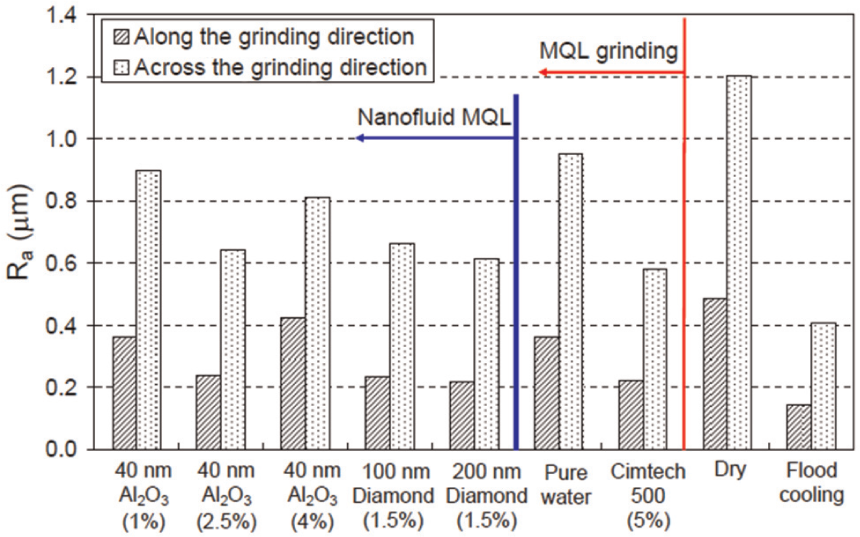
Surface roughness results for water-based nanofluid MQL grinding.
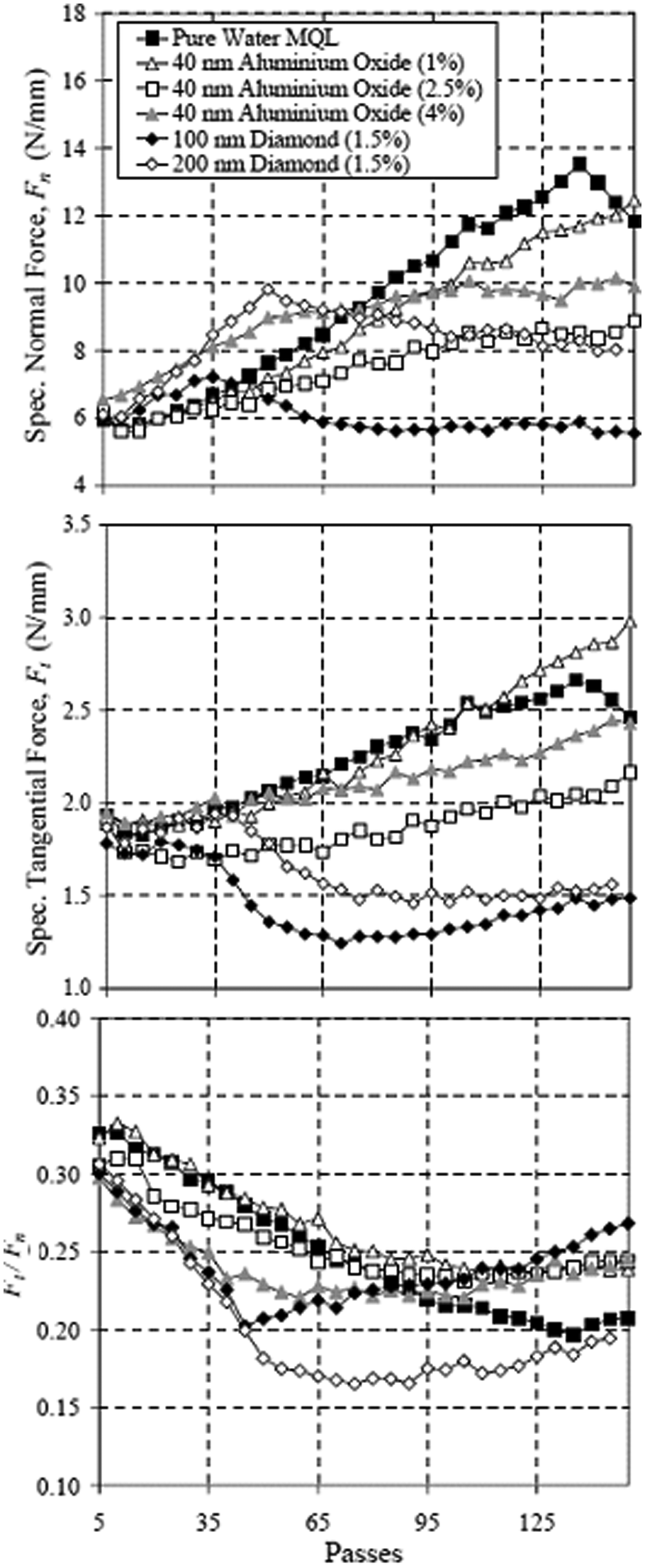
Specific grinding forces and force ratio for water-based nanofluid MQL grinding.
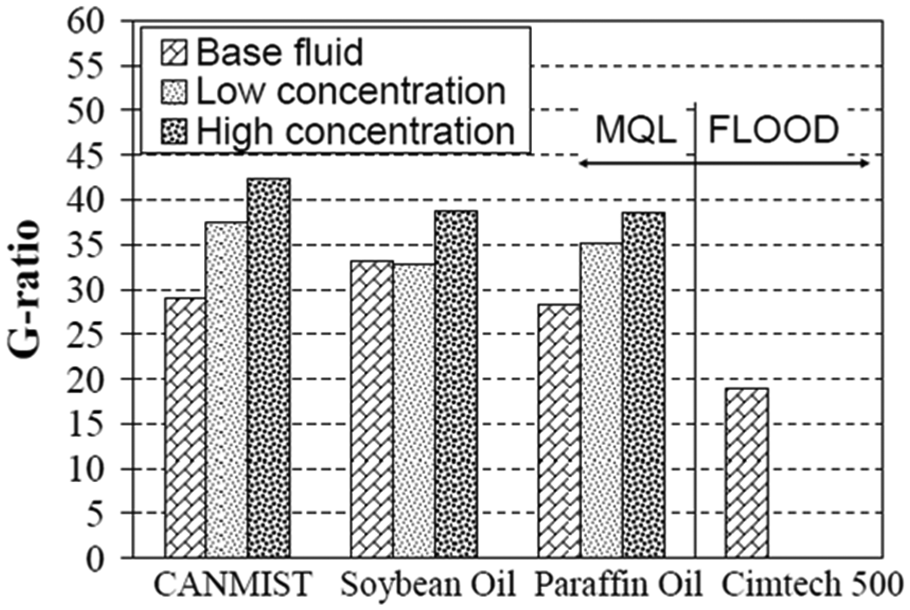
G-ratio results for different oil-based nanofluid MQL grinding.
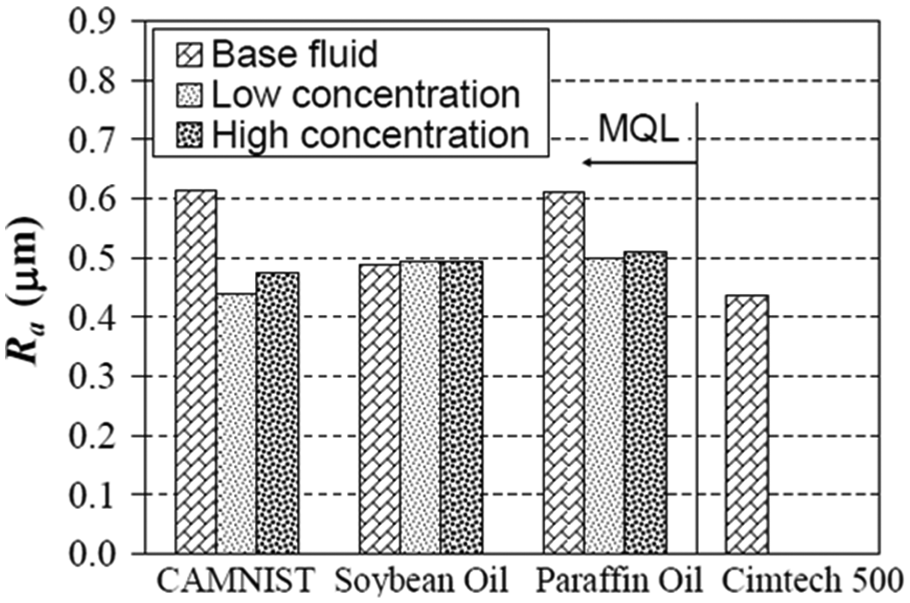
Surface roughness results for different oil-based nanofluid MQL grinding.
The use of cutting fluid containing nanoparticles in wet grinding and MQL grinding of Ti-6A1-4V using water-based cutting fluid was studied by Liao et al. 95 The loading of the grinding wheel and morphology of the ground surface were observed, and the grinding forces and roughness of the ground surface were measured for analysis. It is found that the use of cutting fluid containing nanoparticles resulted in less loading of the wheel due to the better lubricating effect and better ground surface as compared to those with the use of the general-purpose water-based cutting fluid because of smaller grinding forces and coefficient of friction originated from “lotus effect” of nanoparticles. According to the authors, MQL leads to better results than wet grinding, which is attributed to the possibility of more nanoparticles to effectively reach the grinding zone by the assistance of the high-pressure air of MQL, which in turns enhances the functions of nanoparticles in alleviating wheel loading and decreasing coefficient of friction. Based on the experimental results, it was concluded that the use of cutting fluid containing nanoparticles has positive effects on grinding.
Tzeng et al. 96 applied NFs to heat transfer of machine lubricant and attempted to explore dominating factors of heat transfer performance from various weight concentrations of nano-sized particles, the correlation among wall temperature, heat flux, rotational Reynolds number, Nusselt number, Grashof number, and rotational Grashof number of four different concentrations. The results showed that nano-sized particle lubricant offers a better heat transfer performance than typical lubricants, and adding 3.5% weight concentration nano-sized particle lubricant produced an optimum heat transfer performance.
Vasu and Kumar 97 investigated on using TRIM E709 emulsifier with Al2O3 nanoparticles to reduce the heat generated at grinding zone. Detailed comparison has been done with dry, TRIM E709 emulsifier, and TRIM E709 emulsifier with Al2O3 nanoparticles in grinding EN-31 steel in terms of temperature distribution and surface finish. Results showed that surface roughness and heat penetration were decreased with the addition of Al2O3 nanoparticles, due to the better thermal conductivity of the NF. Figures 22 and 23 show the variation of temperature and surface roughness for different cutting environments.
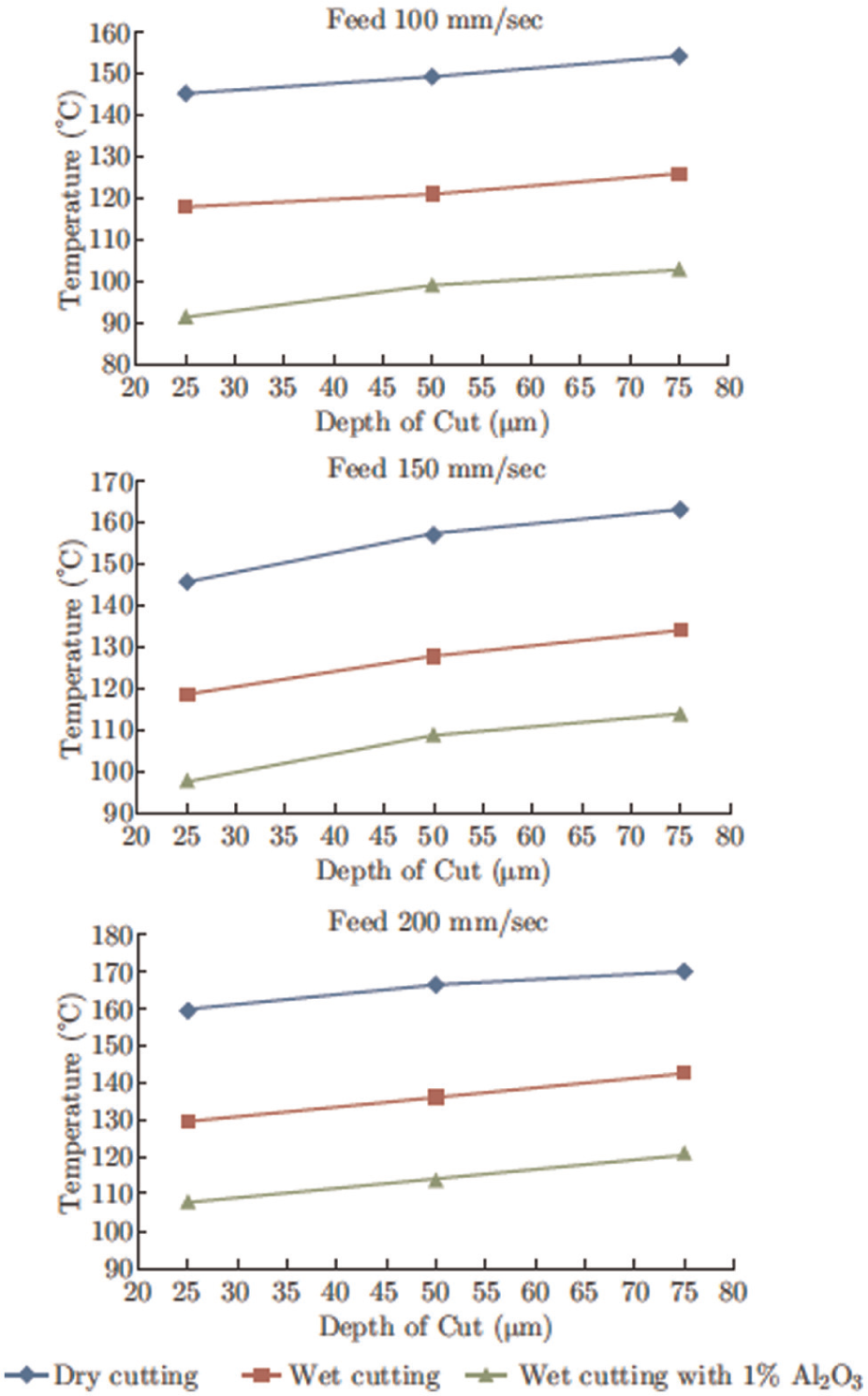
Variation of temperature for different cutting environments.
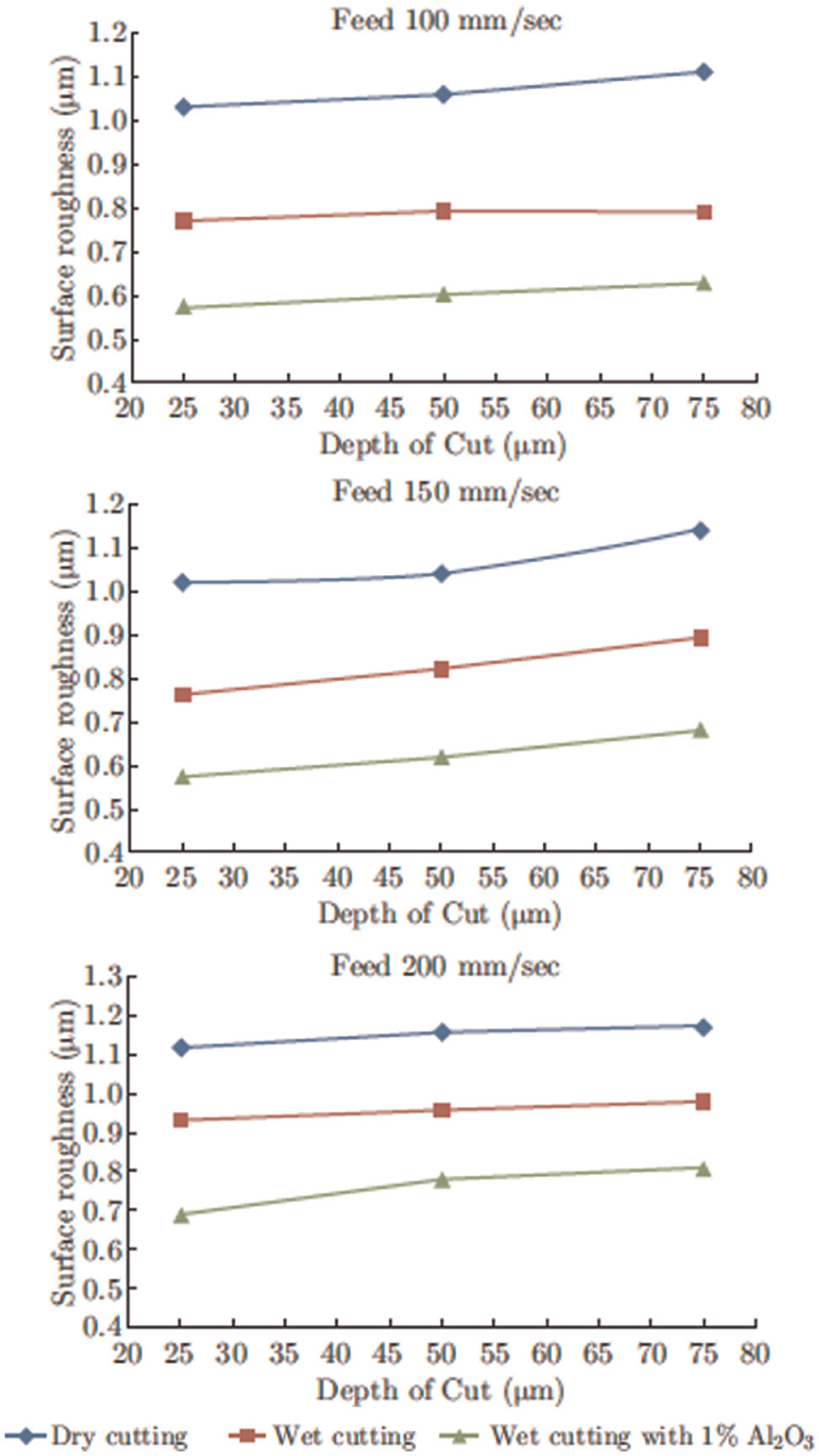
Variation of surface roughness for different cutting environments.
Lee et al. 98 discussed the characteristics of NF MQL mesoscale grinding process in the miniaturized machine tool system that can significantly save energy and cost. 94 Nano-diamond particles and paraffin oil were used for NF, and a series of NF MQL mesoscale grinding experiments were carried out. The experimental results showed that NF MQL significantly reduced grinding forces and surface roughness when compared with dry and pure MQL cases. It was reported that smaller nano-diamond particles are more beneficial to produce better ground surfaces.
Samuel et al. 99 used graphene as an additive to improve the lubrication and cooling performance of semi-synthetic metal-working fluids (MWFs) used in micromachining operations. Micro turning experiments were conducted in the presence of MWFs containing varying concentrations of graphene platelets (GPLs). According to them, graphene-based MWF formulations performed significantly better as compared to conventional MWFs. According to the authors, an analysis of the trends in the cutting forces and cutting temperatures, taken in conjunction with the trends in the wetting ability, thermal conductivity, and kinematic viscosity of the modified MWFs, establishes graphene as a superior additive over both SWCNT and MWCNT. Figure 24 shows the time trace for the cutting temperature on the tool during the cut for the baseline (pristine) MWF as well as for various weight fractions of GPL added to the MWF. Figures 25 and 26 show the trends in the cutting temperatures and cutting forces for various nanoscale additives. Figures 27 and 28 show the thermal conductivity and kinematic viscosity of the various MWFs used in this study.
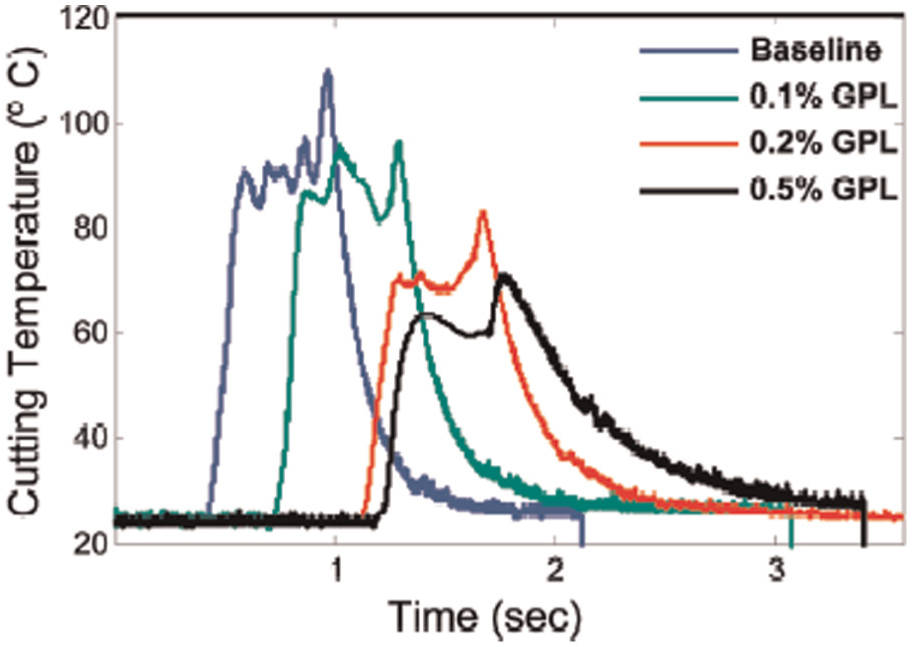
Time trace for the cutting temperature on the tool during the cut for the baseline (pristine) MWF as well as for various weight fractions of GPL added to the MWF.
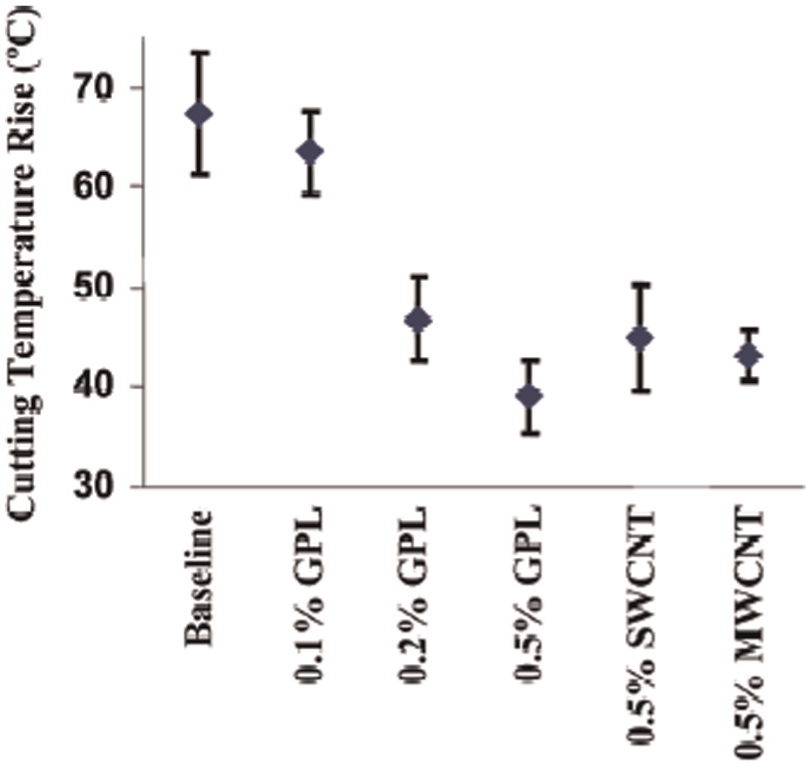
Trends in the cutting temperatures for various nanoscale additives.
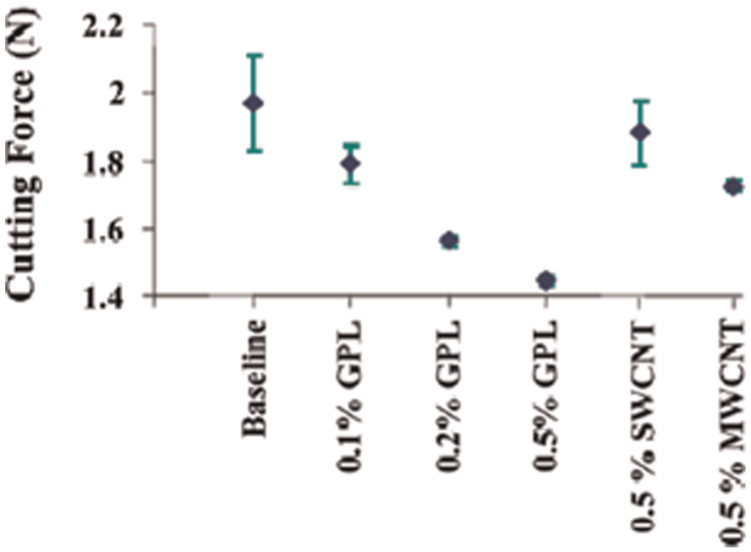
Trends in the cutting forces for various nanoscale additives.
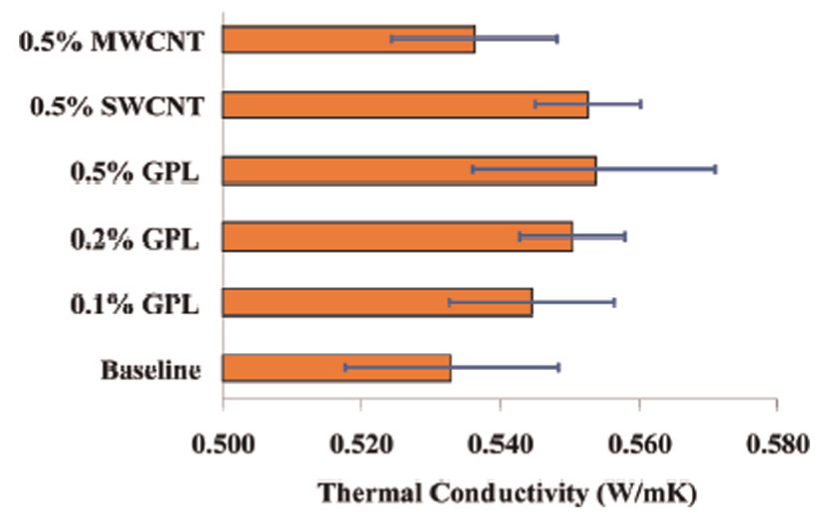
Thermal conductivity measurements of the various MWFs used in this study.
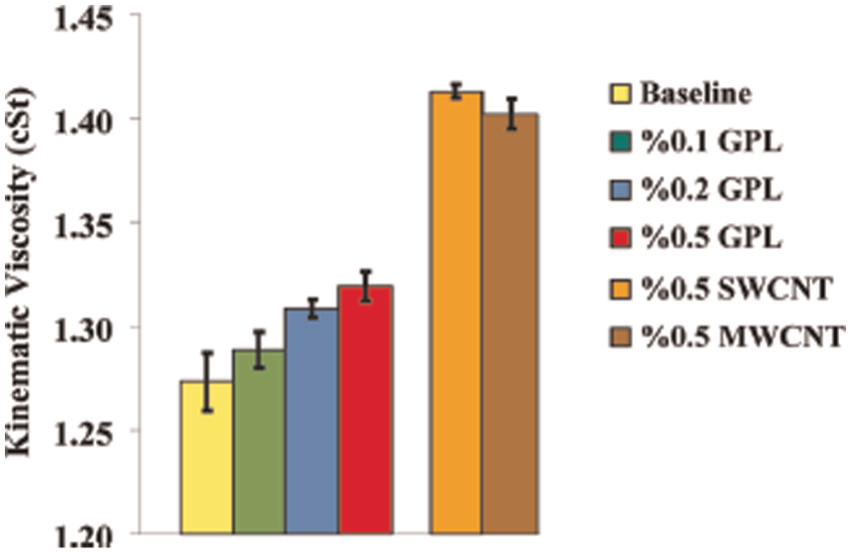
Data for the kinematic viscosity (cSt) for the baseline and nanofiller-enhanced MWFs.
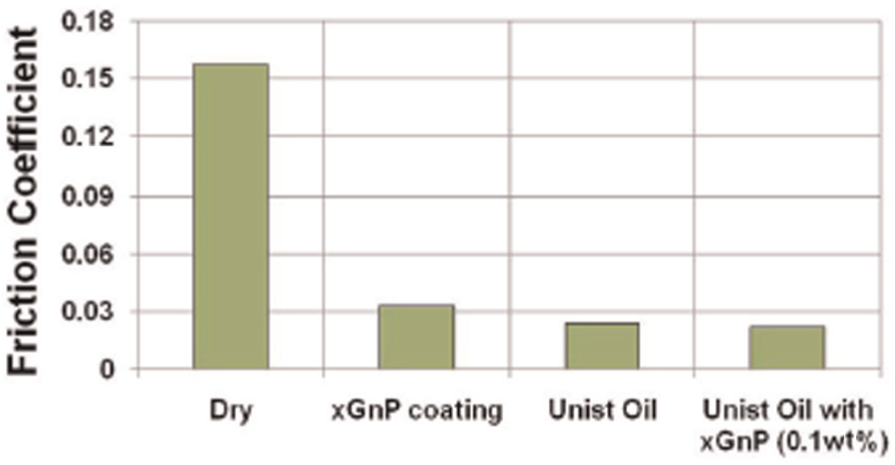
Park et al. 100 investigated the effect of the nanographene additive (exfoliated graphite nanoplatelets (xGnP)) in vegetable oil and compared with lubricants (dry, water-soluble oil, and vegetable oil only) in the wetting angle measurement, the tribological behavior, and the ball milling. According to the authors, xGnP-enhanced vegetable oil improved the wettability on the cutting surface and reduced the surface friction. These results were verified by the ball milling experiment, which indicates that MQL machining provides better performance, especially for the central wear and chipping at cutting edge. They also concluded that the larger diameter xGnP did not show a stable suspension in vegetable oil, which caused segregation of grapheme and oil. The concentration of 0.1 wt% xGnP with 1 µm diameter showed outstanding cutting performance without any segregation problem. Figure 29 shows the suspension stability of xGnP oils, Figure 30 shows the wetting angle test results (left angle, right angle), Figures 31 and 32 show the comparison of friction coefficients of lubricants at 5 N and 2.5 cm/s and at 10 N and 2.5 cm/s, respectively, and Figure 33 show the central wear and flank wear in terms of concentration of xGnP.
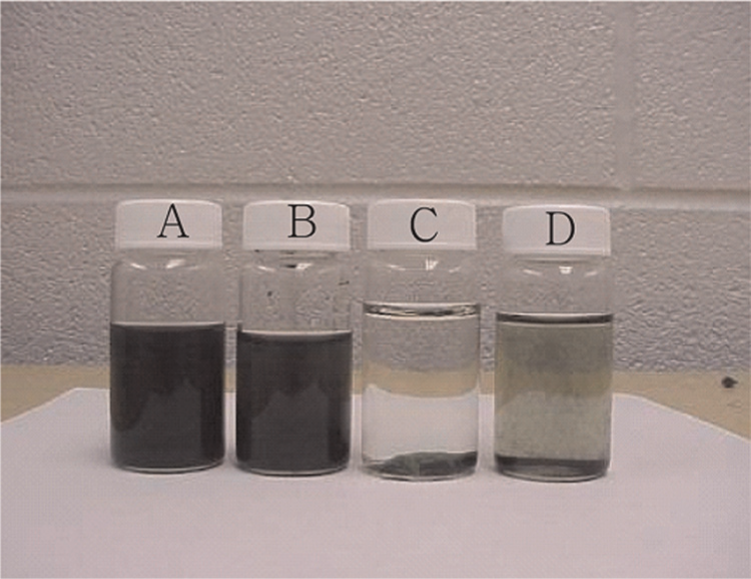
Suspension stability of xGnP oils ((a) 1 µm/0.1 wt%, (b) 1 µm/1.0 wt%, (c) 15 µm/0.1 wt%, and (d) 15 µm/1.0 wt%) in 3 days after mixing

Wetting angle test results (left angle, right angle).
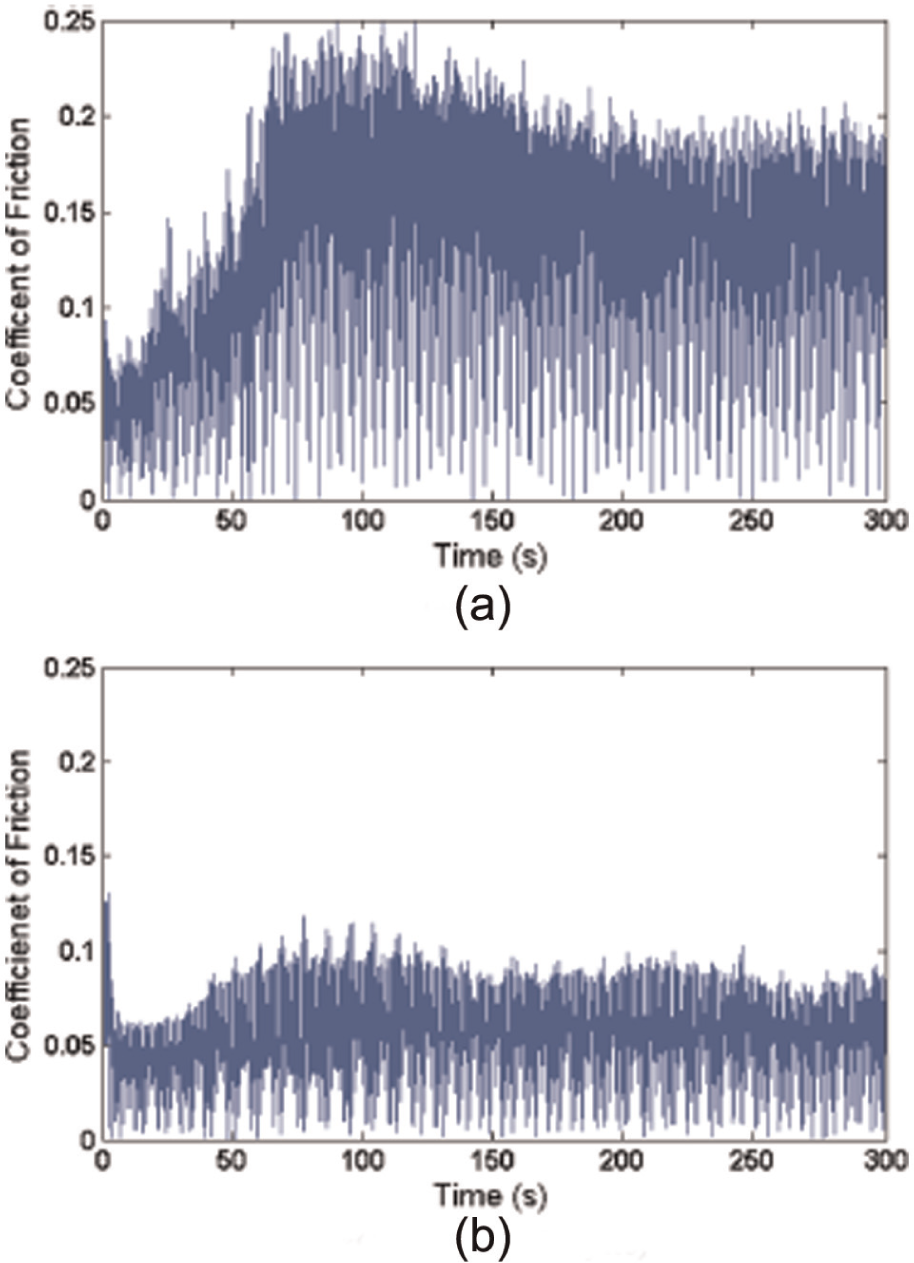
Comparison of friction coefficients of (a) dry and (b) xGnP coating (eight layers) at 5 N and 2.5 cm/s
Comparison of friction coefficients of lubricants at 10 N and 2.5 cm/s.
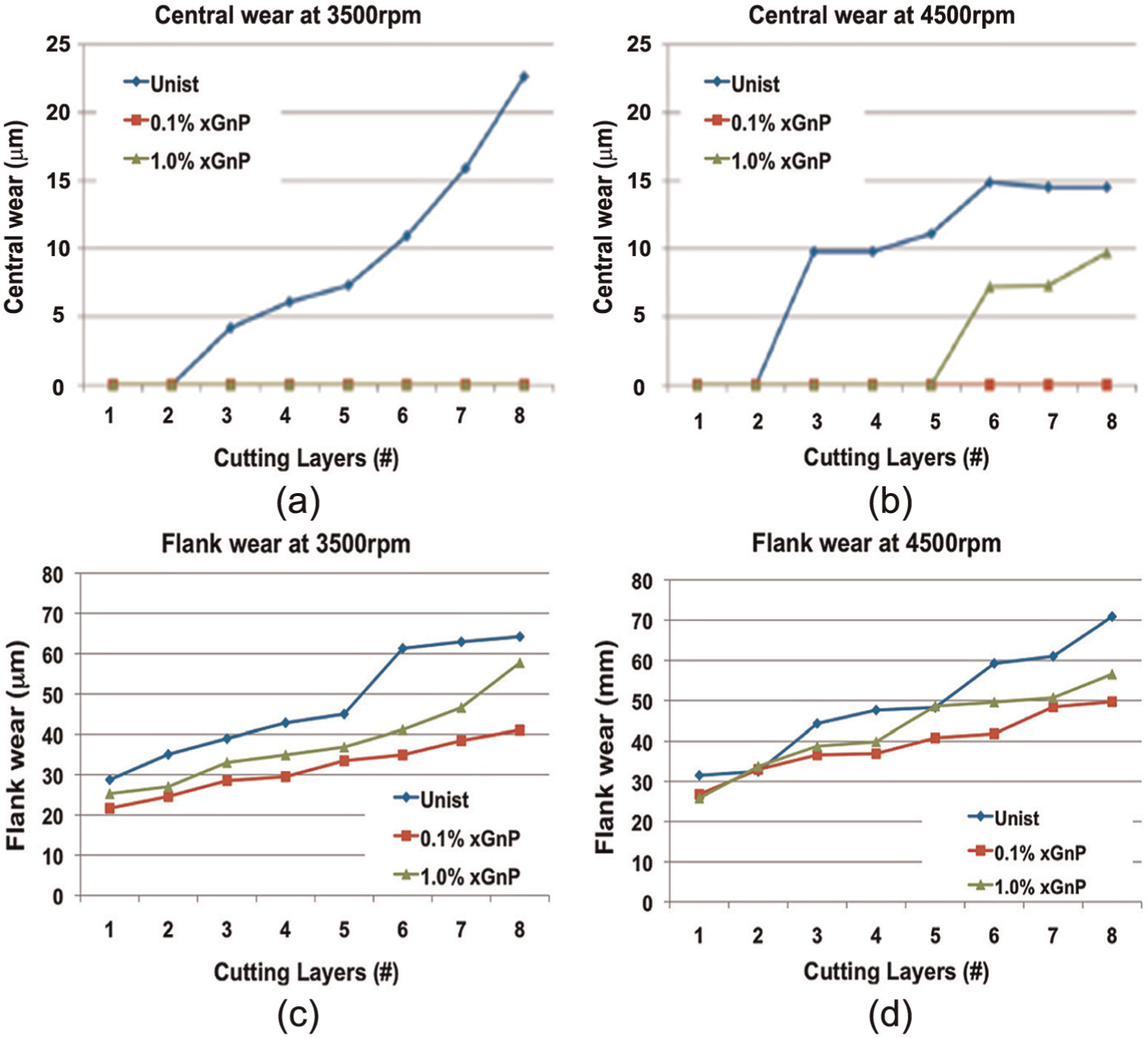
Central wear and flank wear in terms of concentration of xGnP: (a) central wear at 3500 r/min, (b) central wear at 4500 r/min, (c) flank wear at 3500 r/min, and (d) flank wear at 4500 r/min.
Summary
Machining experiences high temperatures and friction during the process. Conventionally, cutting fluids were used for cooling and lubricating the tool–workpiece interface. However, due to various problems associated with the cutting fluids, the urge is to shift toward dry or near-dry machining. In this context, MQL has gained prominence. In MQL, since very less quantity of fluid is used, the coolant is required to possess high cooling and lubricating abilities compared to conventional cutting fluids. With the recent advancements in material technology, the use of NFs has become significant in the regime of cooling. NFs have the advantage of enhanced thermal conductivity, viscosity, and so on. These properties make them suitable for application in metal cutting industry as coolants. However, although, NFs are being widely used in various cooling applications for the past few years, their application in machining is comparatively unexplored and deserves much attention.
Scope of future work
Different nanoparticle–fluid combinations may be studied.
Environmental and pathogenic effects of the NFs may be studied.
Use of NFs in unconventional machining (e.g. dielectric in electrical discharge machining (EDM)) may be studied.
Shelf life and biodegradability of the NFs may be studied.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.