
Abstract
This article presents a study of high-temperature heating of AISI 304L stainless steel to induce deformations in a manufactured part. Small square samples of AISI 304L were heated to deform a slot using an oxy-acetylene torch. The sample temperature profiles were measured using three thermocouples with maximum temperature values ranging from 760 °C to 1130 °C. Three-dimensional thermo-structural finite element models were created to predict the magnitude of permanent deformation and were validated experimentally. Torch modeling parameters were optimized numerically using a series of finite element simulations. The finite element predictions for deformation were found to be in reasonable agreement with the experimental results. The variation in yield strength of AISI 304L was shown to be an important factor in affecting the magnitude of deformations. Repeated heating experiments also demonstrated additive plastic strain with each heating cycle. The results provide a means to use high temperatures to purposefully alter the dimensions of a slot in a manufactured part but with varying accuracy.
Introduction
The behavior of steels under high temperatures is a well-studied phenomenon in applications such as welding and preheating (performed prior to welding). AISI 304L stainless steel is a particularly good candidate to study under high temperatures because of its microstructural stability. Previous research on high-temperature deformations includes the work of Wells 1 and Vaidyanathan et al. 2 which outlined the underlying stress states responsible for the deformation of materials under thermal loading. Much of the work since then has been motivated by welding research. This article presents the numerical and experimental data on the deformation of a slot in an AISI 304L stainless steel sample exposed to temperatures ranging from 760 °C to 1130 °C, a temperature range that does not reach the melting point of the material. The geometry of the test sample chosen for study is a simple strip (shown in Figure 1) that would be seen frequently in a manufacturing environment. The intent of this study is to examine the use of high temperatures to purposefully alter the dimensions of a slot in a manufacturing process.
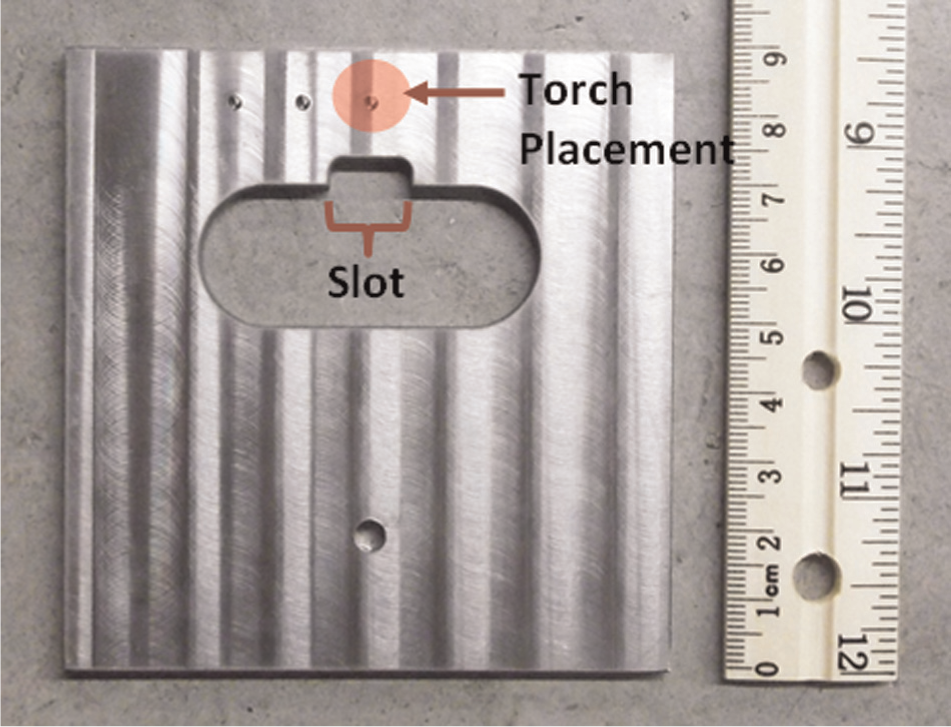
Sample considered for monitoring thermal deformation.
Mechanism of deformation
To account for the deformation of AISI 304L stainless steel, two possible mechanisms were considered: a phase transformation (a change in the microstructure of the material) and plastic deformation. The microstructural changes below were considered:
Phase transformation by straining from austenite to α′ martensite decreases at higher temperatures. This is also negligible for small strains. 3
Phase transformation by heating from austenite to δ-ferrite can occur at very high temperatures, nearing the melting temperature of the steel around 1400 °C. 4 This temperature range is avoided in this study.
Dynamic recrystallization at temperatures above 1100 °C can occur in AISI 304L but only at very high strains which are generally not observed in thermally induced strains. 5
The underlying mechanism for thermally induced plastic strain and residual stress has been outlined by Wells. 1 Given the lack of evidence for a significant microstructural change, plastic deformation was considered to be the only significant mechanism of deformation in this study.
Finite element model
Muraki et al.6,7 and Friedman 8 presented a finite element formulation for thermo-structural simulations which accounted for temperature dependency of material properties. Since then there have been numerous numerical and experimental studies using in-house and commercial finite element packages. Readers interested in finite element methodology for thermo-structural applications are referred to Abid and Qarni 9 and Malik et al. 10
In this research, a three-dimensional nonlinear finite element model in LS-DYNA was used to capture the deformational effects caused by heating. 11 Two-dimensional models have previously been shown to be inadequate. 12 The mesh used consisted of 55,612 tetragonal elements and 12,404 nodes, with a finer resolution employed in the top region as illustrated in Figure 2.
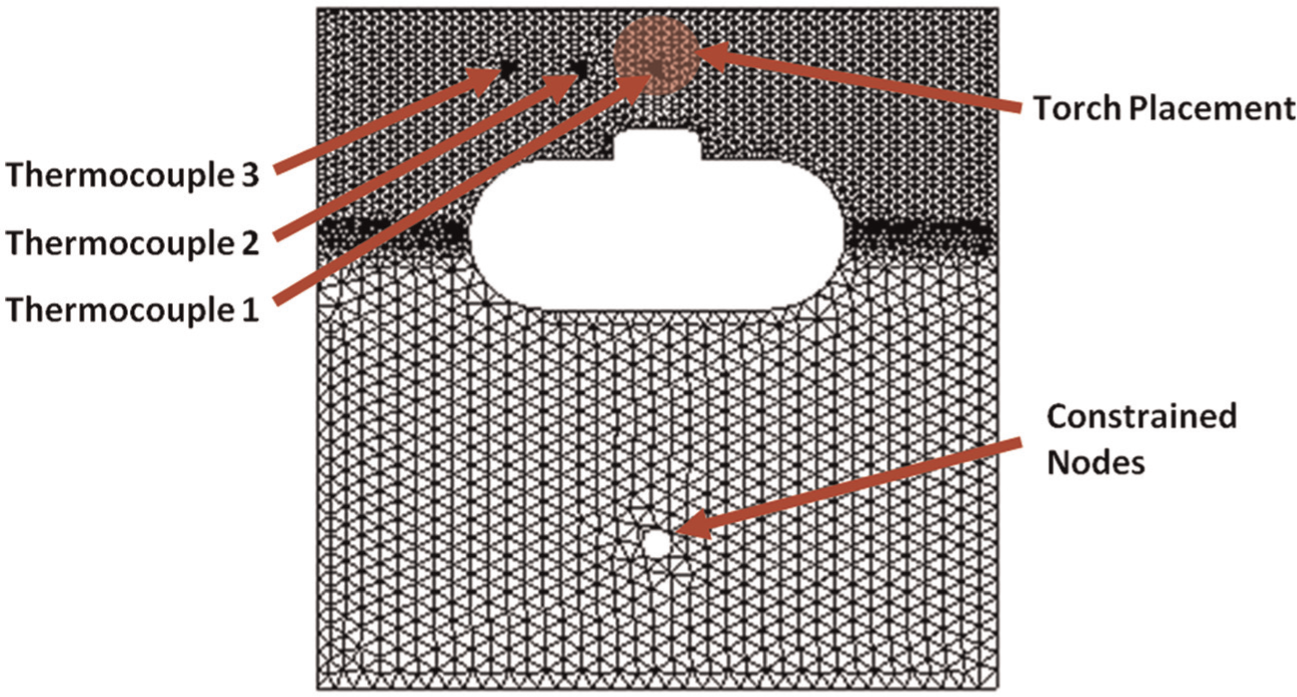
Mesh used for the finite element simulation.
The elevated temperature properties of AISI 304L stainless steel are illustrated in Figure 3.5,13–16
Material properties of AISI 304L stainless steel.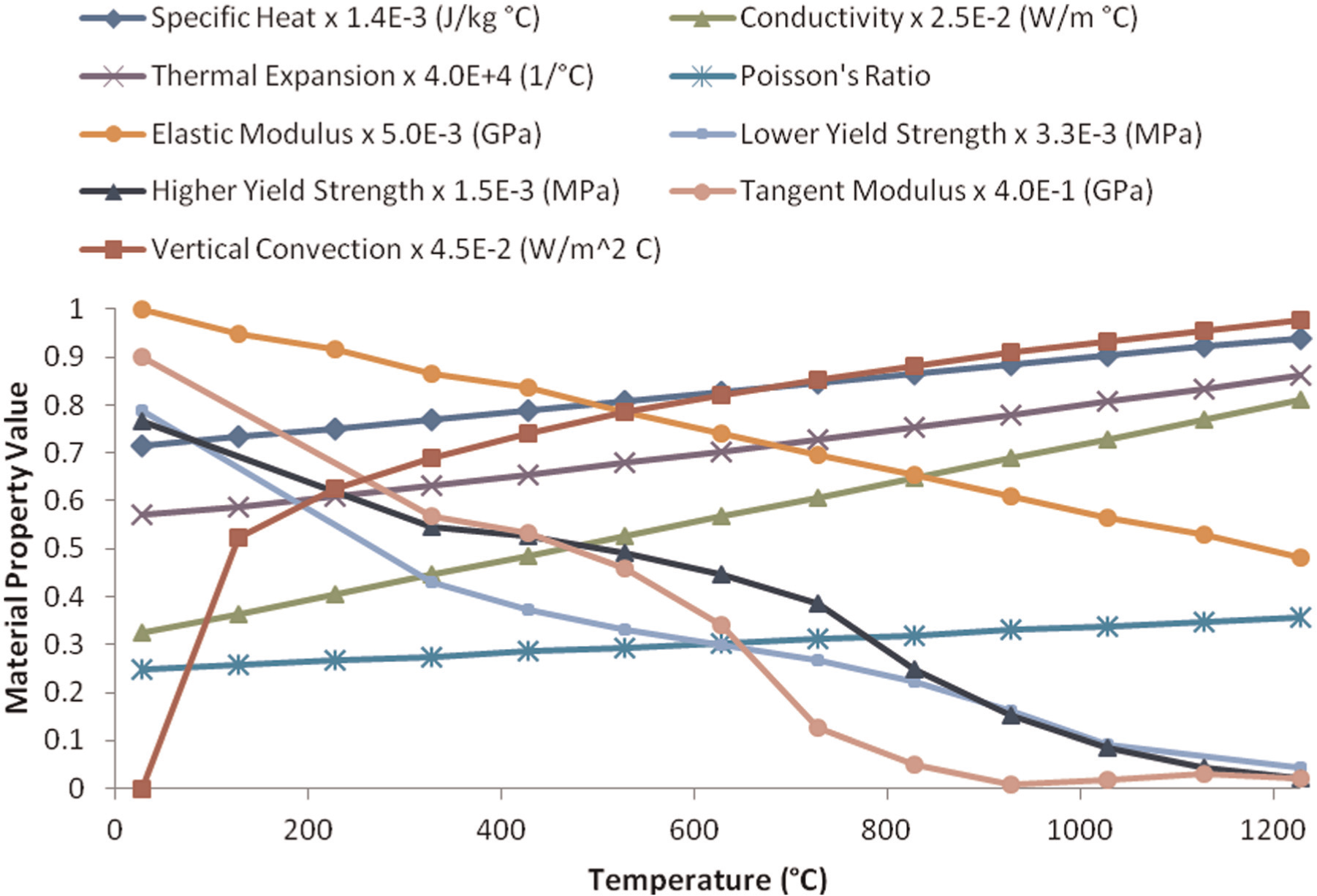
In the thermal analysis, convection surfaces were assumed to be vertical and at an ambient temperature of 27 °C. The small fixtures that hold the plate in place were deemed to be far away from the heat source and neglected. Radiation cooling was applied using an emissivity of 0.17. 17 A Gaussian flux distribution proposed by Pavelic et al. 18 was implemented for the thermal input of the torch within the finite element simulation. Goldak et al. 19 suggest it to be an accurate model for a preheat torch since it does not account for the material melting away as in welding simulations. The equation for this flux distribution can be written as
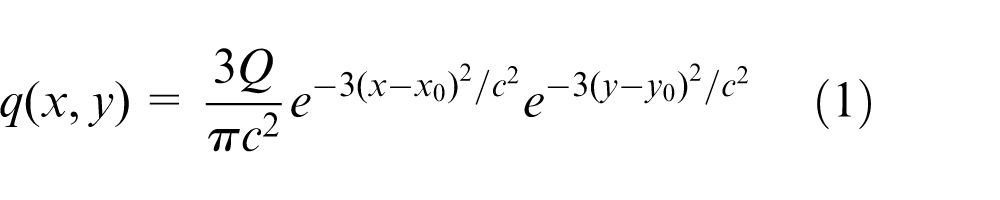
where
The nodes close to the attachment point of the samples were constrained in the finite element model as illustrated in Figure 2. A time step size of 0.1 s was deemed sufficient for convergence in both the thermal and structural simulations. Mesh refinement also demonstrated spatial convergence.
Experimental setup
A small-scale testing facility was constructed for experimental validation of the sample plate deformation employing an oxy-acetylene torch as shown in Figure 4.
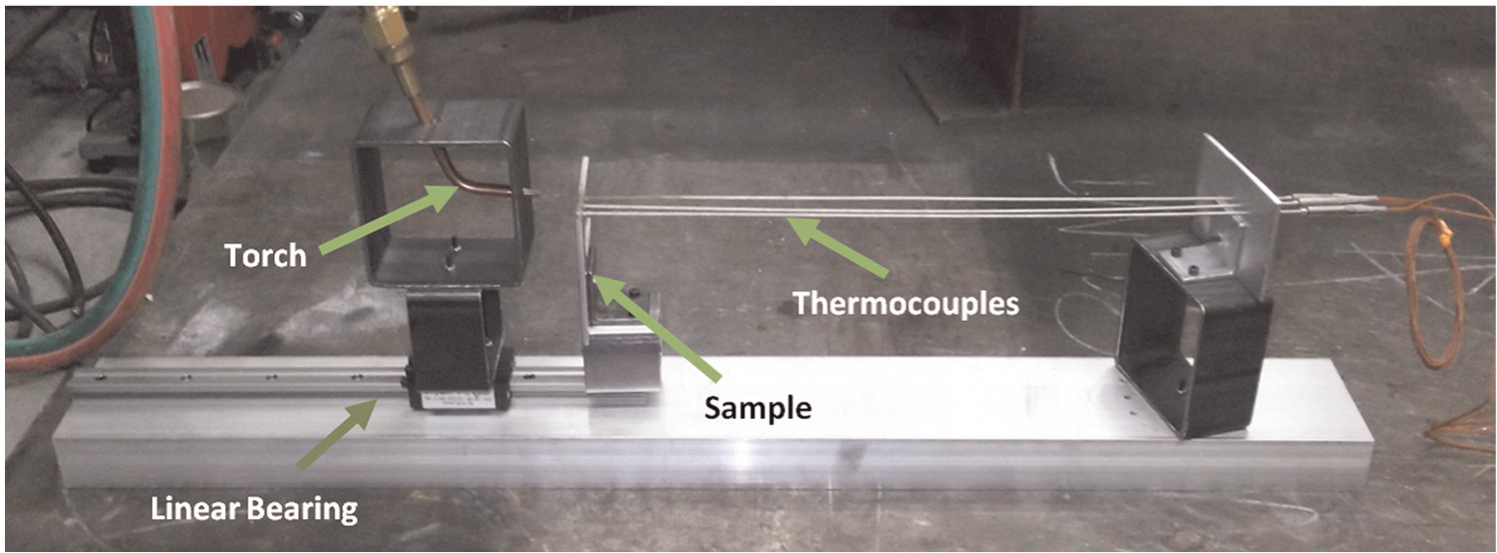
Experimental apparatus for testing samples.
The distance between the flame and the plate was made adjustable to vary the heating parameters. A linear bearing guiding the moveable torch bracket provided a level of accuracy in the flame direction relative to the plates. Previous experiments have demonstrated that by varying the flow of oxygen and acetylene, the heat flux of the torch can range from 2380 to 3920 kW/m2, thus giving the flame temperatures of 1800 °C to 2700 °C, respectively. 20 The heat input to the plate samples was varied using a combination of these two methods.
The samples were manufactured from 4.76 mm(3/16″) plates which were reduced in thickness to 4 mm by a numerically controlled milling machine. The profiles of the samples were cut using a water jet cutter. The geometry of the sample was chosen to resemble a typical piece in a manufacturing environment and to provide a simple geometry for measurement of compressive strain. The holes for the thermocouples were drilled on a milling machine. The samples were heat treated in a vacuum oven by annealing to 1065 °C (1950 °F) and cooled in accordance to the ASM International guidelines for stress relieving AISI 304L stainless steel prior to testing. 21 A coordinate measuring machine (CMM) was used to measure the profile of the samples at various points with an accuracy of 2.54 µm (0.0001″) both before and after the experiments. The CMM was calibrated by technicians for accurate results. The edges of the plates were reconstructed using the coordinates of multiple surface measurements near each edge. The CMM was positioned based on the edge coordinates to measure height, thickness and slot width as shown in Figure 5. The thickness was measured 5 mm from the top surface. The slot was measured from the bottom surface in the center of the plate thickness. The height was measured from the center of the slot to the top surface of the plate. This method of measurement readily lends itself for the measurement of multiple dimensions and avoids the possibility of damage to the measuring device due to the high temperatures of the torch.
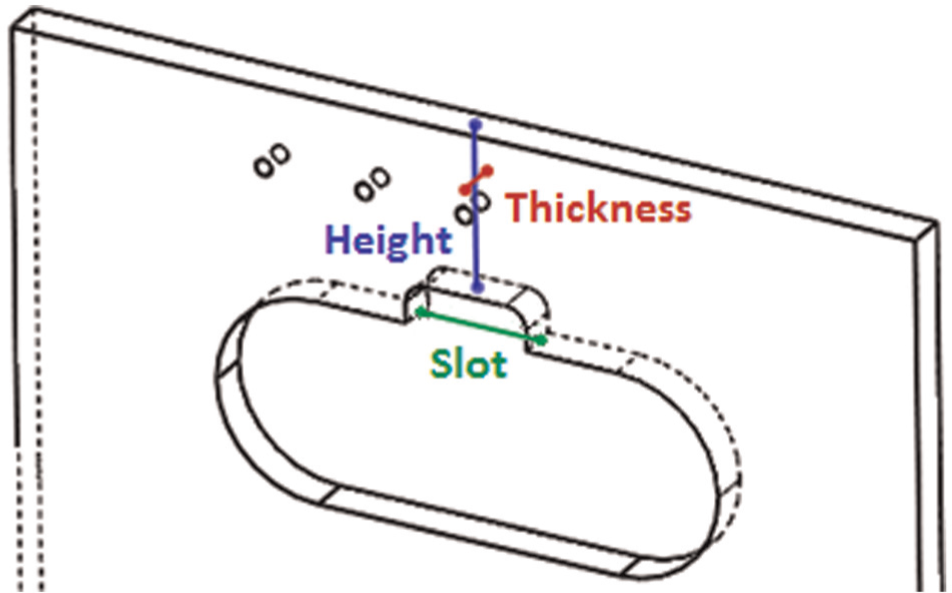
Upper plate measurements using the coordinate measuring machine.
The temperature of the samples was monitored using three K-type thermocouples placed 1 cm apart. Infrared thermometers were considered but were not used as they are known not to be reliable for applications with low emissivity surfaces.
Results
Six sample plates were tested. LS-DYNA temperature profiles were generated by optimizing the parameters from the Gaussian flux distribution: power (
Parameter range and increments for torch optimization.
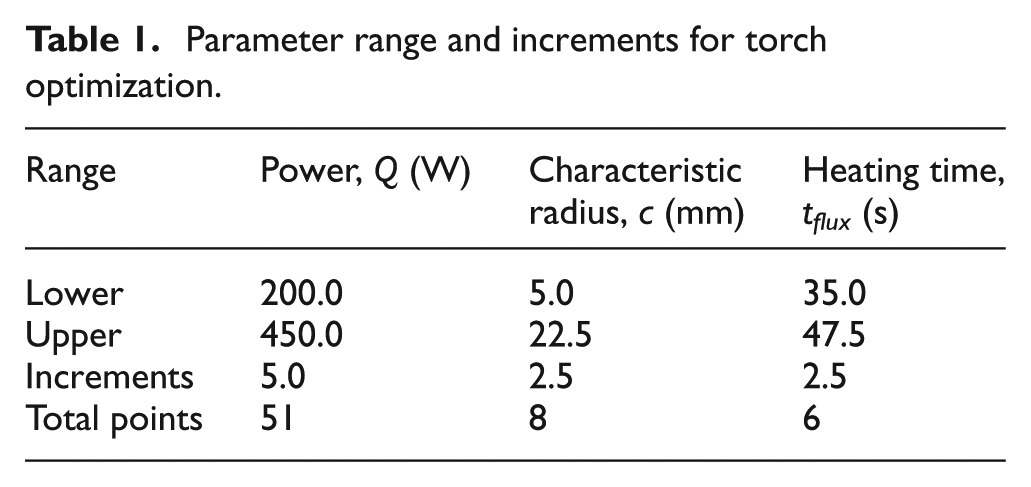
For each combination of the parametric values, a simulation was performed on a coarse mesh of 13,574 elements and 3567 nodes. Code written in C++ was used to evaluate the squared error function between the experimental and LS-DYNA temperature profiles in a similar manner to regression problems.
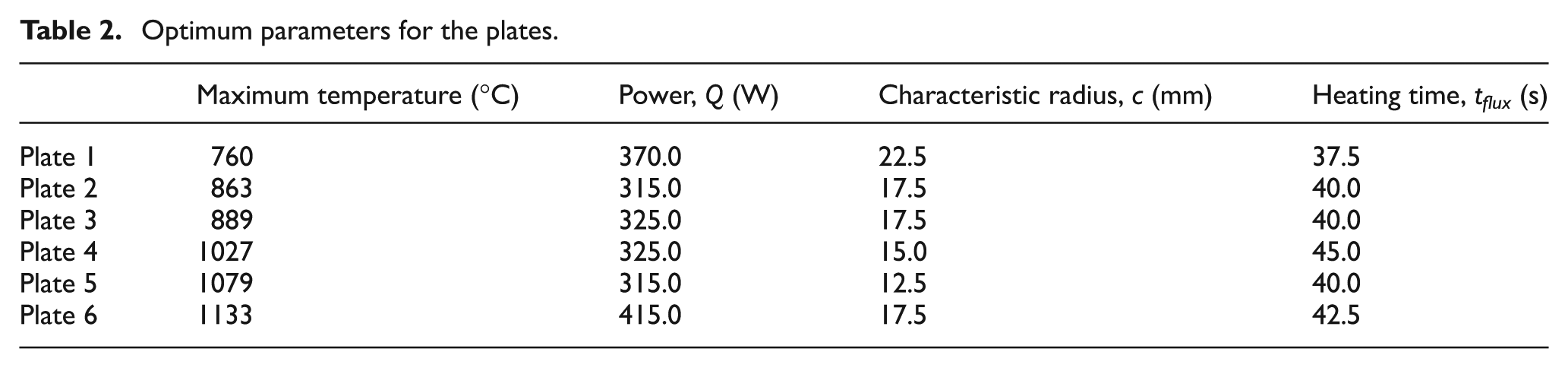
A total of 2448 simulations were performed. The optimum parameters for each plate were re-evaluated in a model with a finer mesh consisting of 55,612 elements and 12,404 nodes (shown in Figure 2). As the temperature profiles changed due to convergence, adjustments to the parameters were made within the parameter increments. Table 2 presents the optimum values found for each plate.
Optimum parameters for the plates.
The experimental and numerical temperature profiles obtained are illustrated in Figure 6. All simulations were performed for a time period of 1100 s to allow the sample to cool to room temperature.
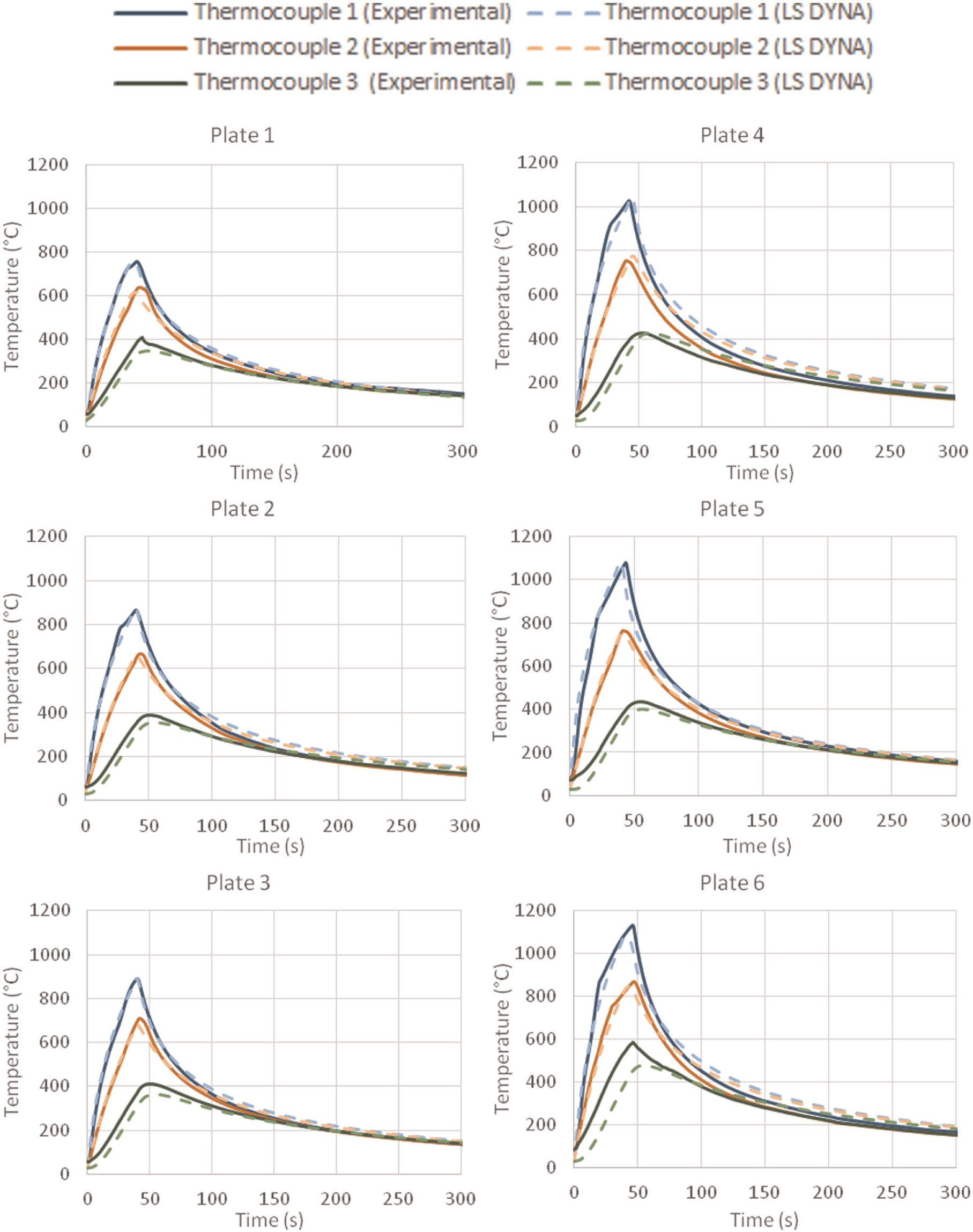
Experimental and numerical temperature profiles of the plates during heating.
The experimental and numerical changes in the slot width, thickness and height dimensions (defined in Figure 5) are shown in Figure 7 using different yield strength data as previously discussed. Negative values imply contractions. A second-order polynomial trend curve is provided for each data set. The initial slot, thickness and height dimensions were 12, 4 and 16 mm, respectively.
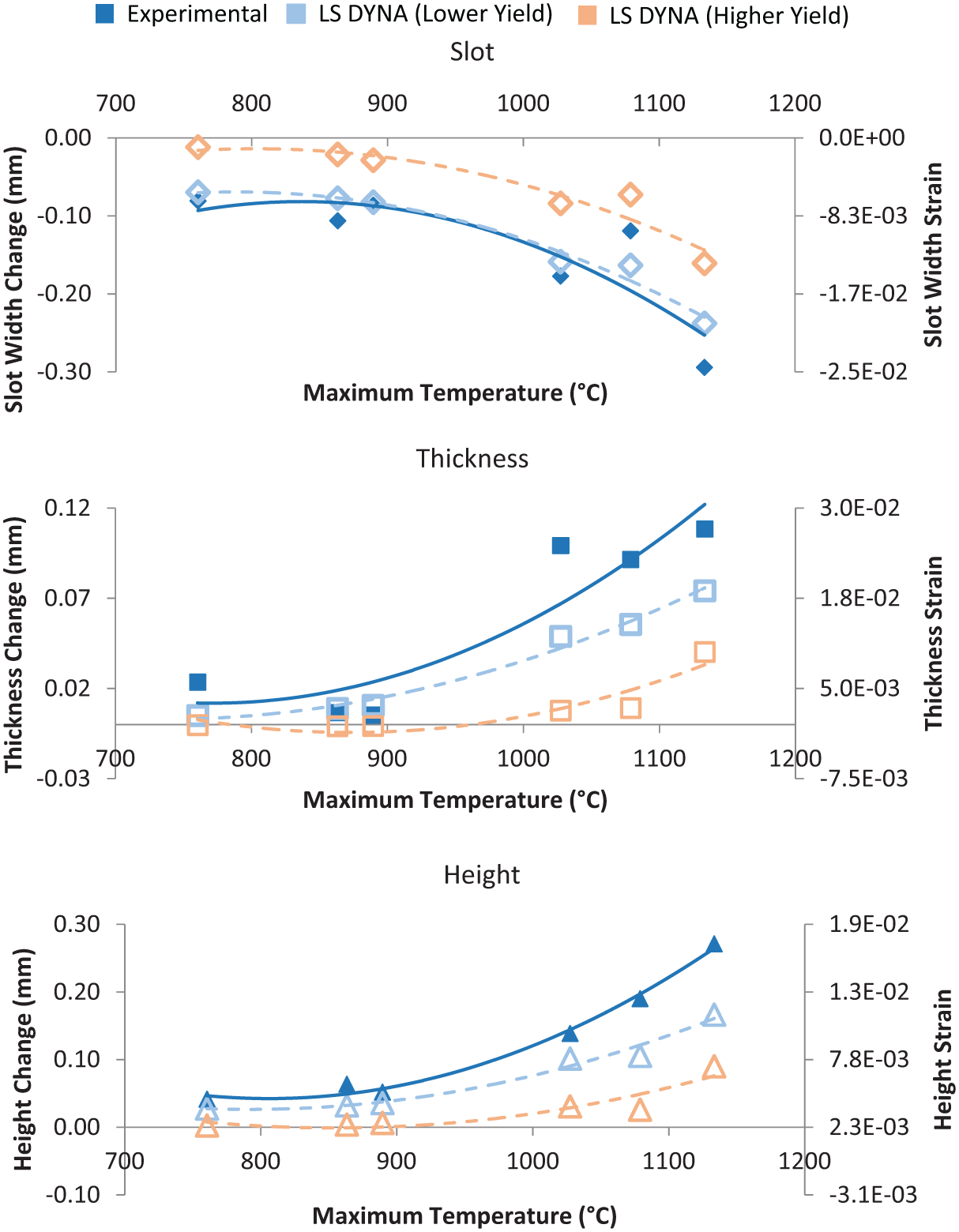
Deformation profiles of plates.
It is clearly observable that AISI 304L with a higher yield strength results in less thermal deformation. The desirability of this depends on the application. For tolerance readjustment of an already manufactured part, the heat source would need to be adjusted to account for this fact.
The bilinear LS-DYNA finite element model seems to provide satisfactory results for both temperature and deformation profiles. As the material approaches its melting point, the error produced by the finite element model tends to increase. Determining the exact cause of this trend is a complicated matter, but possible sources are the very low yield strength of the material at high temperatures, a bilinear stress strain model and variations in material composition. Low yield strength at high temperatures can allow creep deformation as well as additional deformation from the pressure exerted by the torch or gravitational forces. The slight misalignment between the temperature profiles observed is worth noting which would extend its effects through interpolation to other areas not monitored. Since there is an observable rapid temperature drop moving away from the heat source, it is assumed that these temperature variations do not influence the permanent deformation of the plates significantly.
Given that some of the experimental deformations vary considerably from their trend lines, it may be useful to know if repeated heating can be used to provide small incremental changes to the dimension of a part. This would help avoid excessively deforming a part by accident. Although an in-depth exploration of this topic is beyond the scope of this research, a calibration sample was heated repeatedly in 14 separate cycles. Figure 8 shows the deformation of its slot which underwent a total 0.94 mm contraction, considerably higher than any single heating experiment. Deformation of a sample after 14 heating cycles.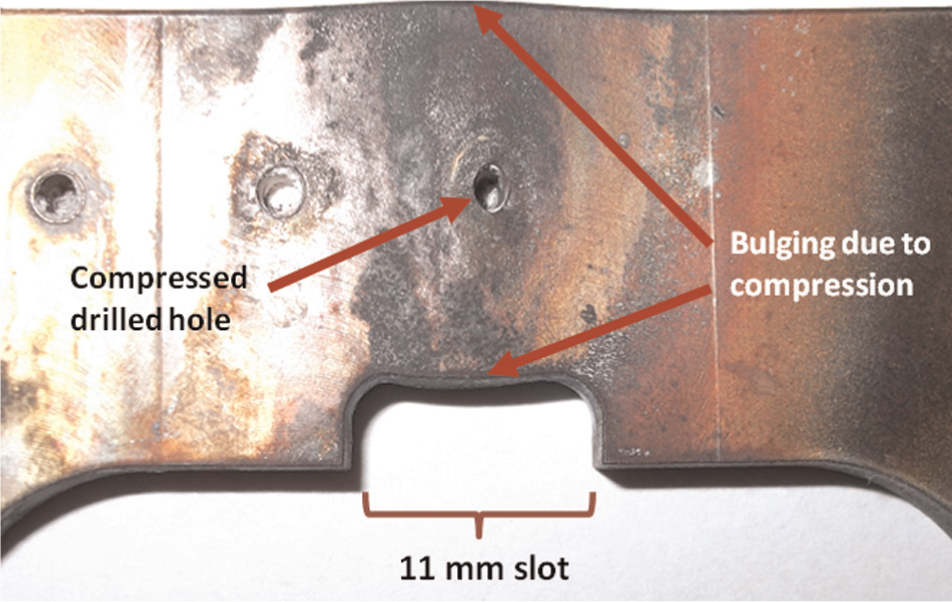
The deformation vector field of Plate 6 (which was exposed to the highest temperature) is shown in Figure 9. The larger deformations in the right side of the sample can be explained by the existence of three drilled holes for thermocouple insertion that provided this side with less support. The deformation modes agree visually with the repeated heating sample in Figure 8.
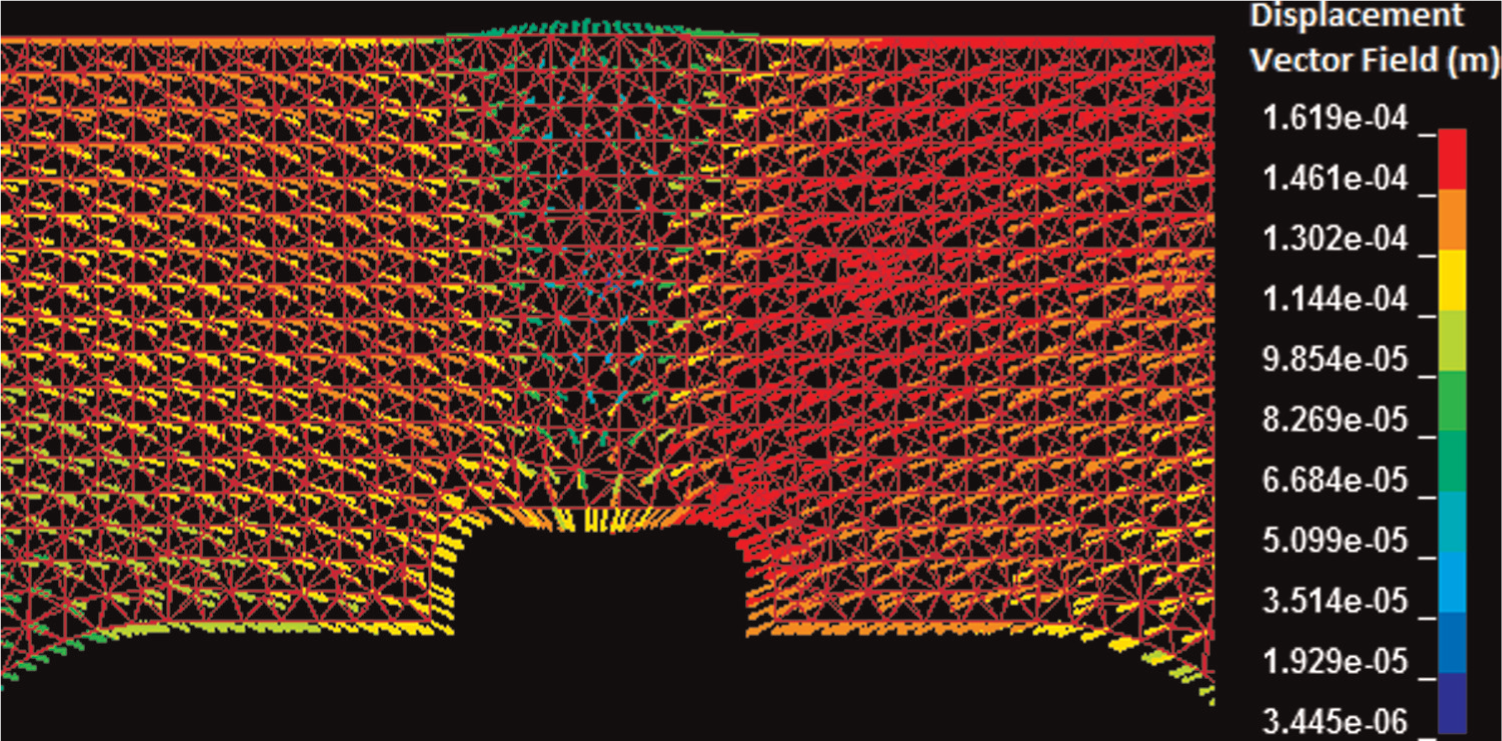
Displacement vector field of Plate 6.
Conclusion
The primary goal of this research work was to study a thermo-structural manufacturing process to alter the dimensions of a slot in an AISI 304L stainless steel sample. Developing confidence of the approach and validation of the finite element modeling for quantifying dimensional changes were important aspects of the experimental and numerical results.
Based on the results, several conclusions can be drawn from this work:
High temperatures can be effectively used to readjust the dimensions of a slot in a manufactured part. A change in dimensions at different stages of manufacturing can be advantageous in specific applications such as clamping or trapping parts after insertion into slots. Similar methodology can be applied to other geometries for determining the proper manufacturing parameters that induce a desired outcome.
Considering the limitations in experimental measurements, thermo-structural finite element models provide a reasonable level of reliability in predicting thermal deformation.
The yield strength of AISI 304L stainless steel can vary considerably when supplied from different manufacturers and must be properly accounted for in numerical simulations.
A Gaussian flux torch model can be utilized with good accuracy to provide an appropriate temperature profile for a torch in thermo-structural finite element models. The parameters of the Gaussian model can be optimized on a coarse mesh and refined as needed.
Repetitive heating cycles can provide further control in thermo-structural manufacturing processes. While they were not explored in depth in this article, they would be a suitable topic for future research.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study received financial support from the Natural Sciences and Engineering Research Council of Canada through grant no. NSERC CRDPJ 372155-08.