
Abstract
The real-time acquisition of machining task progress is one of the most important tasks of production management and is an essential aspect of manufacturing information. Targeted to the machining mode of mixed-category workpieces in job shops, a method for the acquisition of real-time machining task progress is proposed. The method is based on both the power feature of workpiece machining and the incremental learning Lagrangian support vector machine. First, the framework for this method is presented in a straightforward manner. Second, by analysing the characteristics of power change during the machining process, the power feature vector, which reflects the characteristics of workpiece machining, is designed for Lagrangian support vector machine. Then, based on the principle of incremental learning Lagrangian support vector machine, which can address the classification of mixed-category workpieces and the problem of an insufficient number of training samples for training the initial classifiers during the actual machining process, a detailed application of this method is constructed for workpiece classification and the acquisition of machining task progress. Finally, the effectiveness of this method is empirically tested by application to a case study.
Keywords
Introduction
The real-time acquisition of machining task progress (AMTP) is one of the most important tasks of enterprise production management. Inaccurate and delayed information during the task progress impacts not only production planning but also the execution of a production schedule. In the worst case, such problems may result in significant economic losses to the enterprise. As market competition continues to grow, the AMTP also continues to increase in significance in the enterprise management field. Meanwhile, the AMTP is essential for manufacturing information. Therefore, research on AMTP continues to draw attention from a wide range of scholars, both at home and abroad.
Because information regarding power and energy consumption during the machining process can offer certain advantages, such as easy collection, stable signal and good real-time performance, many scholars have carried out in-depth research on this type of information. Some investigations have studied the cutting energy consumption characteristics of machine tools,1–4 while others have investigated the part energy consumption characteristics of machine tools.5,6 In addition, information regarding the power and energy consumed during machining has also been used to solve various practical engineering problems. A few scholars have used power and energy consumption information to reduce the energy consumed by machine tools.7–11 Furthermore, information concerning the main drive shaft power of machine tool can reflect changes in the machining process state of a workpiece. For tool status monitoring, Axinte and Gindy 12 assessed the efficiency of a spindle power signal in the machining processes of milling, drilling and turning. Karpuschewski et al. 13 used the power signal to detect disturbances and optimise the grinding cycle. Aiming to detect the faults that usually occur in multitooth tools, Reñones et al. 14 presented a real-world application of a methodology that was based on an analysis of spindle tool power consumption. Kim et al. 15 proposed a method for online drill wear estimation that was based on spindle motor power consumed during the drilling process. Bhattacharya et al. 16 studied the effects of cutting parameters on the surface finish and power consumption. Pervaiz et al. 17 presented a method for the prediction of energy consumption and the related environmental implications when turning of Ti6AI4V titanium alloys. He et al. 18 devoted their study to establishing the correlation between numerical control (NC) codes and the energy-consuming components of machine tools. The authors presented a practical method for evaluating energy consumption during the process of NC machining, with the potential to assist process-planning designers towards robust decision-making in the selection of an effective energy-efficient NC program.
A certain relationship exists between the power information that can be collected during machining and the overall machining progress. Our research group has investigated how machining progress can be obtained based on the machining power information of machine tools. Based on information fused from the analysis of multi-source information types, which include the machining path, real-time spindle power information, manual input data and tool position, Tong et al. 19 presented a computer numerical control (CNC) machining progress monitoring method with the ability to monitor the CNC machining status and predict machining progress by tracking tool coordinates. This method is suitable for monitoring the machining process of single workpieces. Based on the power consumption information of the machine tool’s main transmission system, Liu et al. 20 proposed an automatic method for the collection of machining progress information from large-size workpieces. This method is only suitable for the machining progress information acquired from individual large-size workpieces. However, during the process of practical production in a job shop, a phenomenon often arises in which a variety of different workpieces are continuously machined using the same machine tool during a given period of time. This is particularly true when trying to meet the necessary customer delivery requirements while realising scientifically arranged production orders and achieving comprehensive production and while establishing a balance between multi-category, output, man-hours and equipment load. This process is also known as mixed-category workpiece machining (MCWM). Furthermore, the above-mentioned methods still hold significant limitations with respect to the real-time acquisition of the machining task progress of MCWM.
In MCWM, the first priority of real-time AMTP is the real-time automatic classification of mixed-category workpieces. Because different categories of workpieces have different power information characteristics, workpieces can automatically be classified by utilising the power information characteristics of the machining process. As a result, machining progress can automatically be obtained. The Lagrangian support vector machine (LSVM) is a quick and simple classification method. 21 The LSVM offers certain advantages, such as high training accuracy and strong generalisation ability, and can identify different power information characteristics. However, in practical production, due to the various categories of workpieces and the limited number of test machining events, an insufficient number of samples of the power information characteristics exist for LSVM training. Therefore, this article adopts an online incremental learning method to solve the problem of small samples, which leads to the lower classification accuracy of LSVM. 22 Based on the power information characteristics of different categories of workpieces, the LSVM realises workpiece classification and ultimately achieves the real-time automatic acquisition of the machining task progress of mixed-category workpieces.
The rest of the article is organised as follows. We first give an outline of AMTP for mixed-category workpieces. The method of power feature vector extraction is then described. The principles of LSVM and incremental learning are subsequently shown. Then, the processes of workpiece classification and AMTP are elaborated. We next describe the experiments performed for this work and present experimental evidence concerning the classifier-based updating efficiency of incremental learning Lagrangian support vector machine (ILLSVM) and the lower rate of deviation for the AMTP. Finally, conclusions are given.
The method of real-time automatic AMTP for MCWM
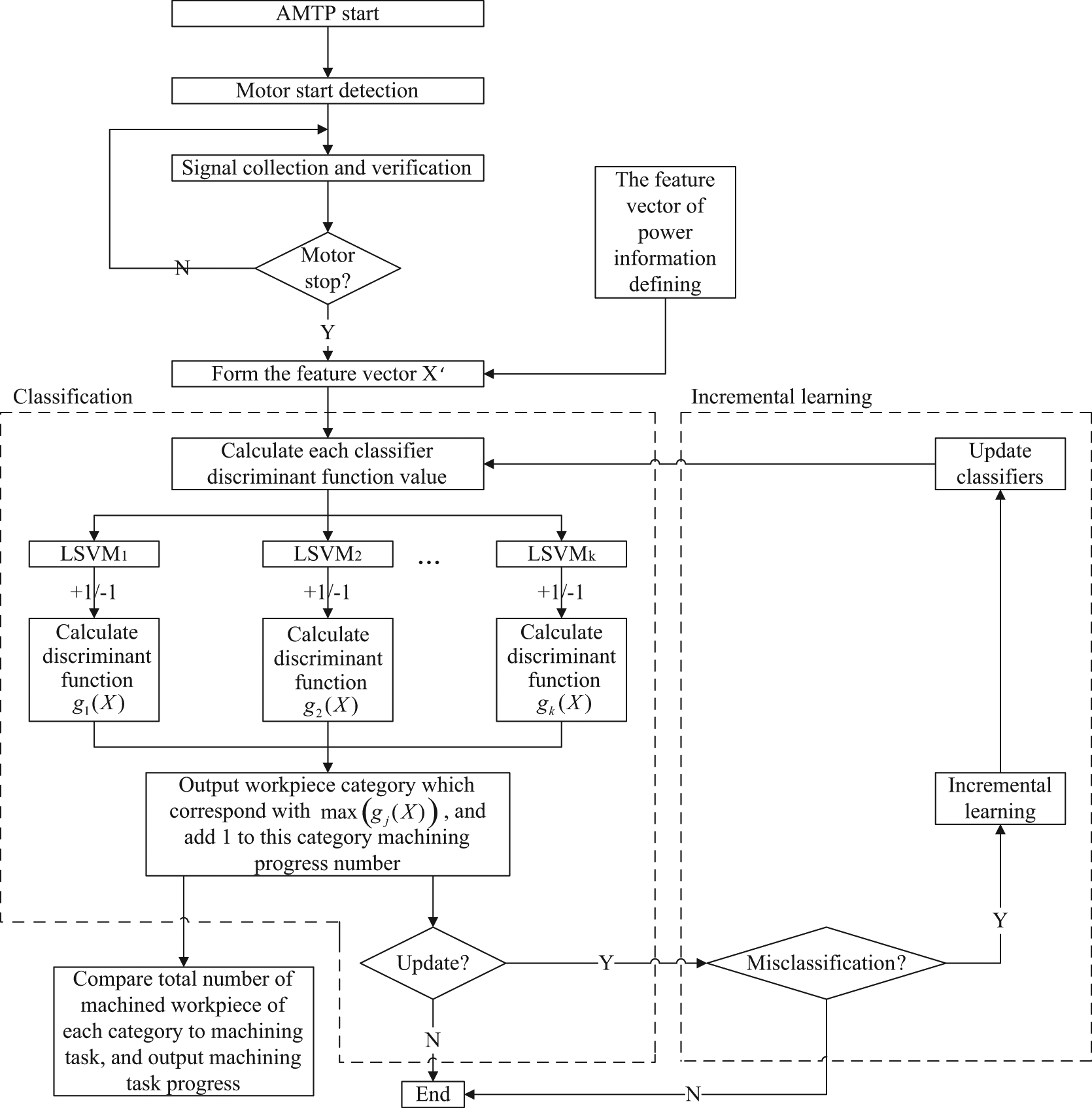
In a machining system, the input power change in the main drive system reflects the workpiece machining status and its change rule. 20 For an NC machining system, the same power change process is generated by the same workpiece and processing parameters. However, for different workpieces (or different processing parameters with the same workpiece), the power change processes are different. According to the quantitative mathematical reasoning by Liu et al., 20 the corresponding certain power status curve for each machining step during the workpiece machining process can be obtained. Conversely, each point of the power status curve corresponds to a specific machining status with a specific workpiece at a certain moment. Therefore, we can extract the power feature information and choose the appropriate feature to represent the workpiece machining power/energy change rule. In addition, the identification of the machining workpiece is transformed into the classification of the feature data of the machining power curve. Consequently, we can recognise the category of the machining workpiece and record the number of machined workpieces by using the above-mentioned correspondence relationship and the machining power curves, allowing us to obtain the machining task progress information. The principle of real-time automatic AMTP for MCWM is shown in Figure 1:
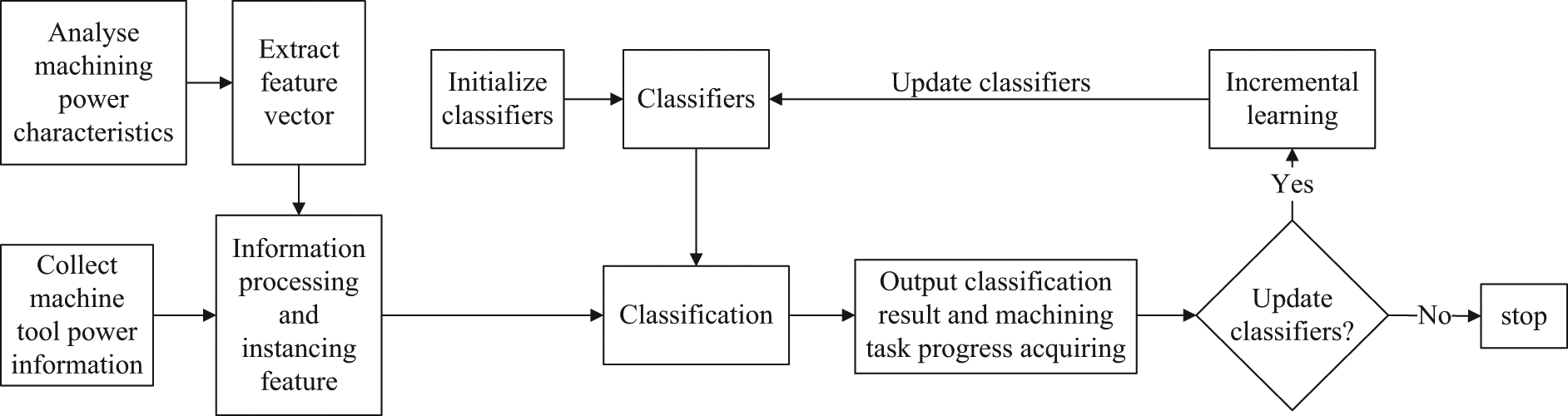
The principle of real-time automatic AMTP for MCWM.
Several steps of real-time AMTP are described in the following:
Extract the feature vector. A feature vector, which represents the machining characteristics of an NC machine tool, can be obtained by analysing the power change during workpiece machining. As the machining time progresses, the power value sequence can be acquired by collecting the power signal at a certain frequency. Then, the feature vector can be obtained by processing the power value sequence.
Initialise the classifiers. A set of feature vectors is obtained by test machining each necessary identified workpiece. Then, the initial LSVM classifier is achieved through classifier training by using the feature vector set.
Workpiece classification and machining task progress acquisition. At the online machining identification stage, the real-time power information of a machining workpiece is transformed to the corresponding feature vectors according to Step 1. Then, the feature vectors are classified based on the classifiers. Finally, the classification results are output, and the number of currently machined workpieces in this category accumulates.
Incremental learning. Classifiers are adjusted using an incremental learning algorithm, which uses an online learning pattern. The incremental learning appends the machining power feature vector of the current finished workpiece to the training set for incremental training. It not only realises online updates for the classifiers but also ensures that classifier training attains higher classification accuracy while consuming less time.
Extracting the power feature vector during the workpiece machining process
The power signal is simple, reliable and easy to collect and process. Our group has extensively investigated the process of feature extraction from workpiece machining information based on the input power of the machine tool main drive system.20,23 Combined with a previous related conclusion and the characteristic of LSVM, we construct the feature vector of the power information of the workpiece during machining, which will be used as a workpiece classification index, based on a statistical analysis of the corresponding time series and a feature analysis of the machining power.
For example, NC lathe’s machining process, in which the revolving speed is constant, includes rough turning and surface cutting, and its input power for the main drive system (i.e. the input power) is indicated by the input power of the spindle motor. The input power profile is illustrated in Figure 2, which was reproduced from a previous study. 23
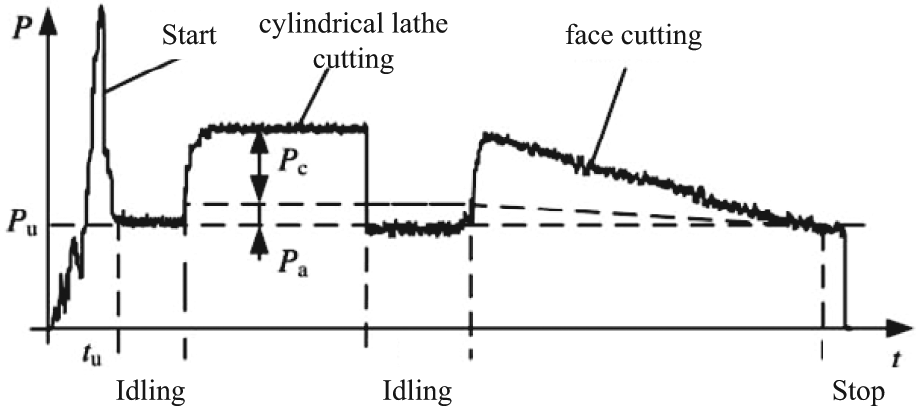
The input power profile of a workpiece during the machining process.
The profile curve reflects the power feature of the various running states of the machine tool, including the start of machining, idling, cutting and the stop of machining. The power equilibrium equation obtained during the stable running of the machine tool is expressed as 20

where
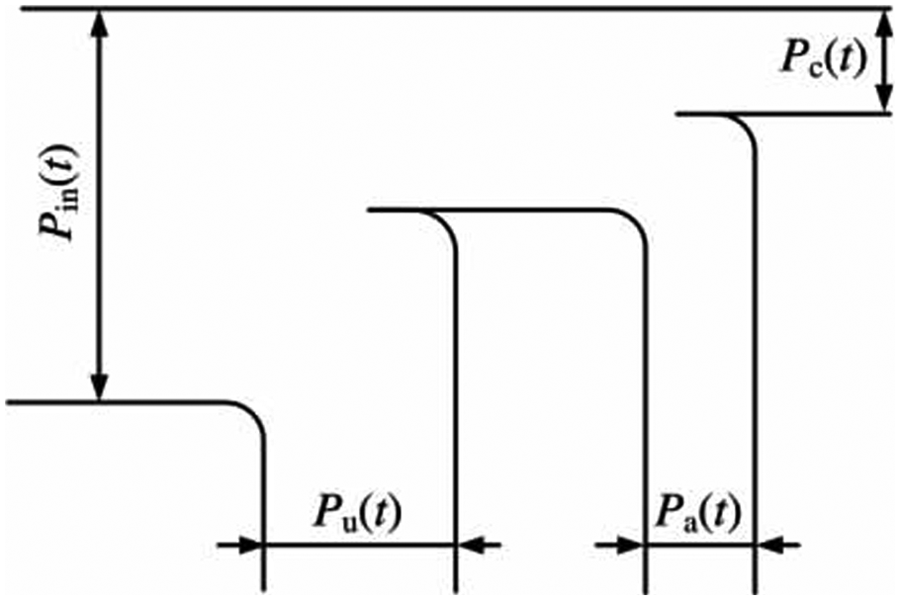
The relational graph of
The machining processes of identical workpieces are provided with the same
The time is consistent with the identical workpiece and machining process. Let

Because machining time is proportional to the length of the power sequence of the samples, the machining time
Load loss and cutting power, which occupy a certain proportion of the input power, representing the incremental power during the workpiece machining process, can be represented with

Total energy consumption, that is, the energy consumed during the machining process, is defined as

The ratio of spindle motor idling is represented with

where
The above mentioned are characteristic parameters related to the power and energy of the machining process. Furthermore, we can also obtain other statistical characteristic parameters by statistically analysing the time series of the power profile curve, such as the average power amplitude

Workpiece classification algorithm based on the ILLSVM
Because support vector machines (SVMs) are endowed with excellent generalisation performance when using unknown data and a wide range of feasibility during a variety of classification tasks, this approach has become increasingly popular for pattern recognition problems.25–27 For the traditional problem of binary classification, SVMs that are given a set of training samples, each of which belongs to one of two pattern categories, generally map each sample to a point that belongs to a feature space of higher or infinite dimensionality. Therefore, based on statistical learning theory, 28 a training algorithm of SVM targets obtaining an optimal decision hyperplane in a higher dimensional feature space and maximising the margin between itself and the nearest training samples (called the support vector) of each category. Then, the unknown examples can be mapped on the same high dimensional feature space, falling on one side of the separating hyperplane. That is, the classifier assigns the unknown examples to one category. Meanwhile, based on the principle of structural risk minimisation, the optimisation process during SVM classifier training attempts to maintain balance between the prevention of overfitting and empirical risk.27,28
The LSVM, which reconstructs the standard linear SVM quadratic programming (QP) problem in a straightforward approach, is a fast and straightforward classification method.
21
The minimisation of an unconstrained differentiable convex function is achieved by LSVM in an n-dimensional space, where n represents the number of points that are classified in a given m-dimensional input space. Then, the minimisation of the unconstrained problem is transformed into a problem of symmetric positive definite complementarity.
29
Finally, by executing an iteration scheme with a simple linear convergence instead of just any optimisation method, the solution is achieved. The inversion of an (m + 1) × (m + 1) matrix is obtained by using the Sherman–Morrison–Woodbury (SMW) identical equation (
Classification based on LSVM
Combining the method presented above, expression (6) and the test machining data, we can obtain the training set
The formulation of LSVM for the linear case is as follows 22
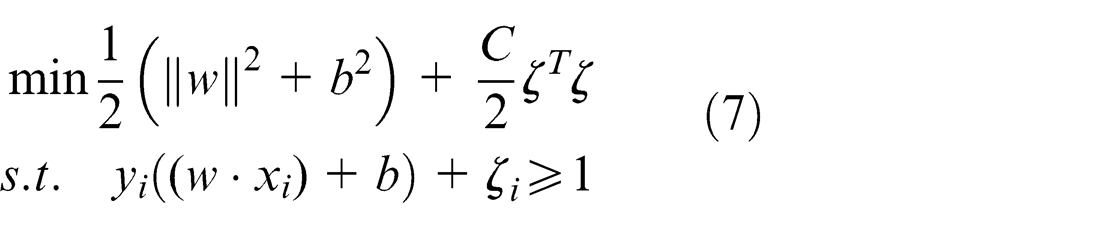
and its Lagrangian function is
where

The dual problem is

where
Mangasarian and Musicant 21 proposed a nonlinear separating surface for the LSVM, which can also be applied to the linear case. The formulation of the nonlinear separating surface is as follows

where

where
Consequently, a new machining workpiece power feature vector
Online incremental learning for LSVM
The online incremental learning algorithm for LSVM was proposed by Duan et al.,
22
who proved not only that the online incremental learning algorithm can save a significant amount of CPU running time but also that the algorithm invariantly maintains the training accuracy and the testing accuracy. As mentioned above, the samples can be divided into two categories, namely, support vectors and non-support vectors. Therefore, when a new sample is added to the training set, only two cases must be considered. If a new sample
Assuming that there are n samples in the original training set
After adding
Let

The solution

where
According to equation (14), the key problem of the iteration scheme is obtaining a solution to
where
Algorithm. The online incremental learning algorithm for LSVM. 22
Assume that the original sample set is divided as
Step 1: (Initialisation) Select
Step 2: Let
Step 3: Judge whether
3.1. If the KKT conditions are satisfied,
3.2. If the KKT conditions are not satisfied, a new training set is obtained by adding
Step 4: Compute
Step 5: If
The process of workpiece classification and AMTP
Because the LSVM is a simple binary classifier, it is necessary to construct a multi-classifier to identify the multiple categories of workpieces during mixed-category machining. In this article, we constructed the multi-classifier by using a one-to-many strategy. In other words, we constructed an LSVM classifier for each workpiece category, for which
The flow chart of workpiece classification and AMTP.
Case study
Power data collection
This method was applied to a CK6136 NC lathe in a job shop used for equipment manufacturing. The method of power data collection is shown in Figure 5, which includes a power transmitter, serial analogue-to-digital (A/D) conversion module, PC and so on. The power transmitter is used to collect the spindle power input signal of the machine tool; the serial A/D conversion module is used to obtain the workpiece machining power information by converting the analogue signal to a digital signal; and the PC is used to train the classifiers, to identify the workpiece category and to output the machining task progress.
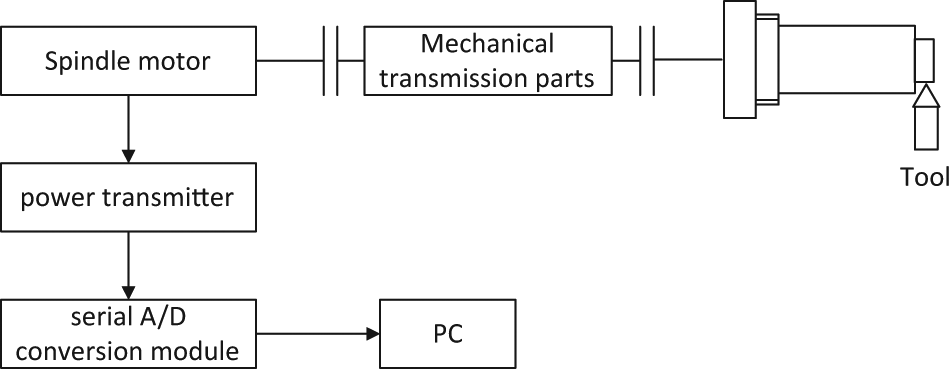
Power data collection.
Power information feature extraction and workpiece identification
Three types of preparative machining workpieces are in each test machined twice to acquire the power profile curves for each workpiece type. Then, training samples are extracted to obtain the initial LSVM classifiers according to the method presented above. The power–time profile curves for the three types of workpieces during the machining process are shown in Figure 6 (A, B and C are the series numbers for the workpieces).
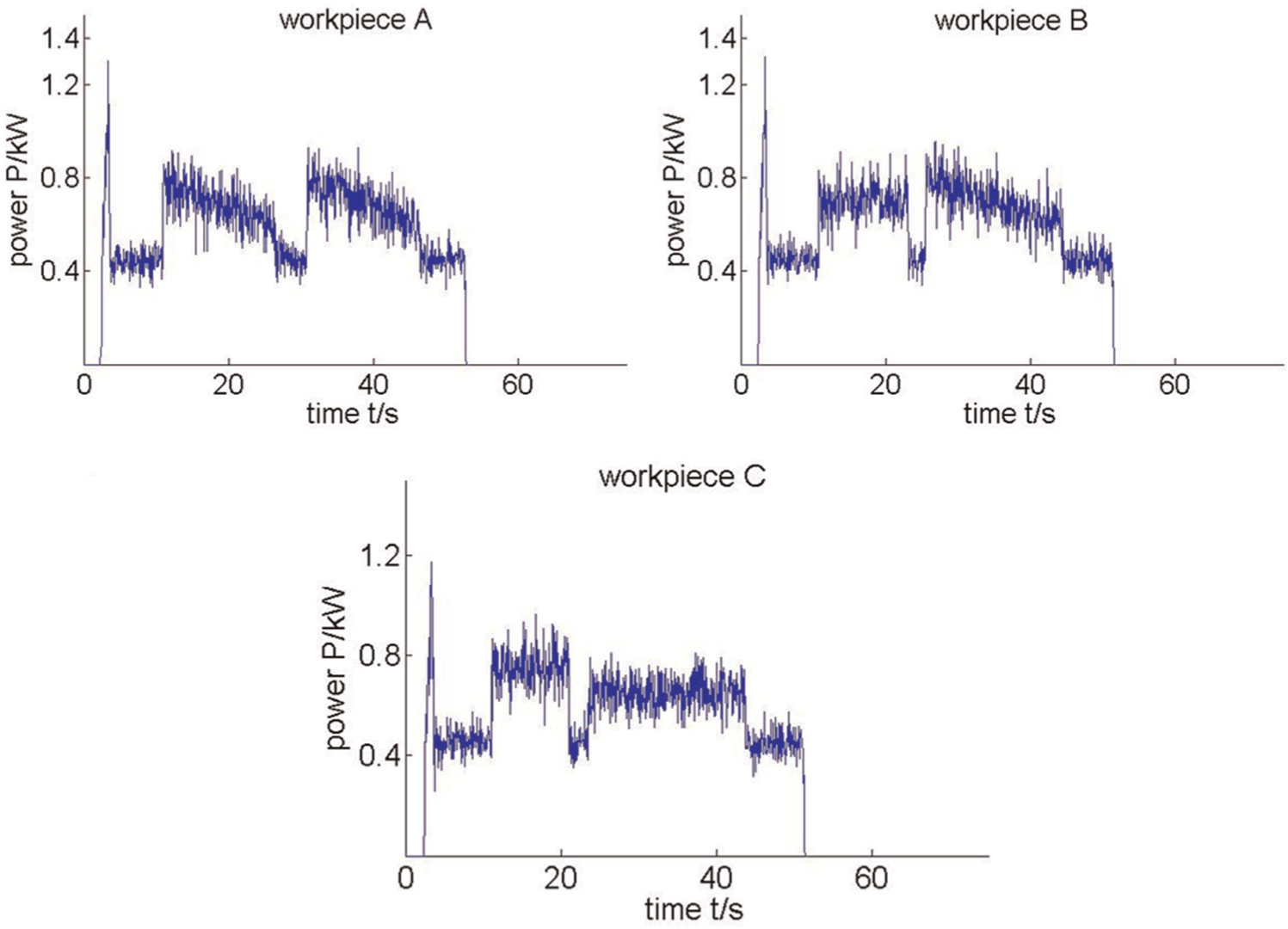
Power–time profile curves for three types of workpieces.
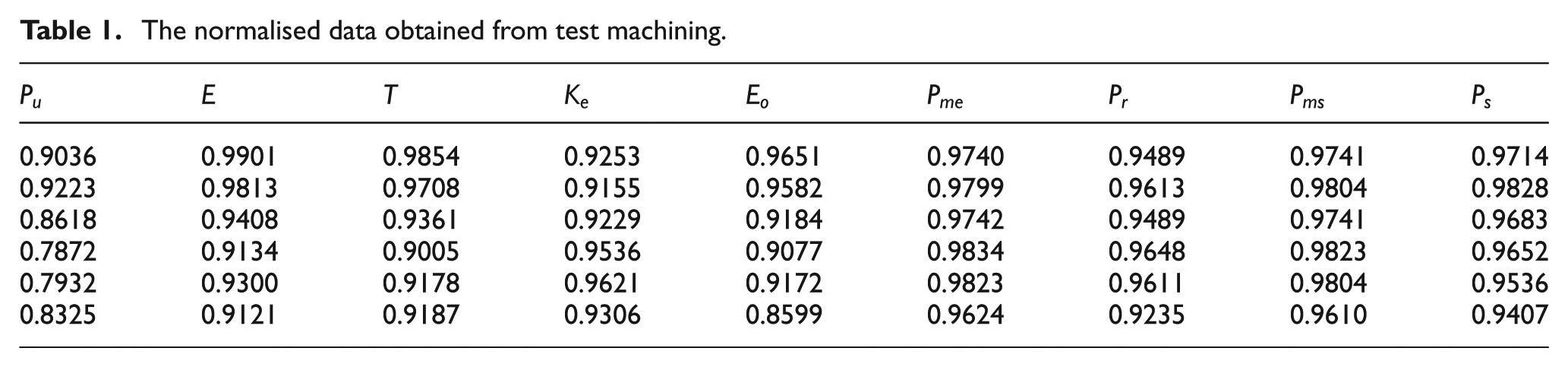
To simulate the actual mixed-category machining process, which follows the principle that fixtures are replaced as infrequently as possible, the method of classification is verified by the following schedule. First, workpieces A, B and C are in each test machined twice to obtain the data set of the power information feature. Then, normalisation processing is performed for the data set in the scale space [0, 1] to achieve training samples for the initial classifiers. The test machining result is shown in Table 1. Then, the 294 workpieces (A, B and C, 98 pieces each category) are treated as machining task I, and another 300 pieces (A, B and C, 100 pieces each category) are treated as machining task II. Task I is executed by the sequence of A (98 pieces) → B (98 pieces) → C (98 pieces). The power information feature data in task I are used to update the classifiers, and in task II, they are used to test the classification effect of the classifiers. The data of tasks I and II are also normalised.
The normalised data obtained from test machining.
To illustrate the effect of classification and the consumption of training time, the ILLSVM is compared with the non-incremental learning Lagrangian support vector machine (NILLSVM). Referring to the literature,21,22 the experiments are implemented by MATLAB 7.0, performed in a PC environment. The main configurations of the PC are as follows: (1) CPU: Pentium(R) D 3.20 GHz double cores, (2) memory: 2G and (3) OS: Windows XP SP3. The algorithm parameters are penalty coefficient
Figure 7 is a trend chart that represents the classification accuracy for ILLSVM and NILLSVM. The x-axis represents the number of machined workpieces, and the y-axis represents the classification accuracy of LSVM. From the figure, it can be seen that in the process of machining from the 6th to 99th workpieces, the classification accuracy of NILLSVM decreased from 84.67% to 65.67%. After that, the accuracy increased from 65.67% to 83.33% during the process of machining from the 100th to 113th workpieces, followed by a gradual decline to 77%. During the process of machining from the 198th to 234th workpieces, the accuracy increased gradually from 77% to 94% and then stabilised at 94%. A downward trend of the classification accuracy appears twice throughout the whole process and is mainly caused by disequilibrium between the training samples of the various power features. For ILLSVM, the accuracy variation was described as follows: during the process of machining from the 6th to 99th workpieces, the accuracy was stable at 74%. While from the 100th to 110th workpieces, the classification accuracy gradually increased from 74% to 86.33% and then was maintained at 86%. After the machining of the 202th workpiece, the accuracy increased, and when machining the 234th, the accuracy increased to 90.33% and then stabilised at 91%.
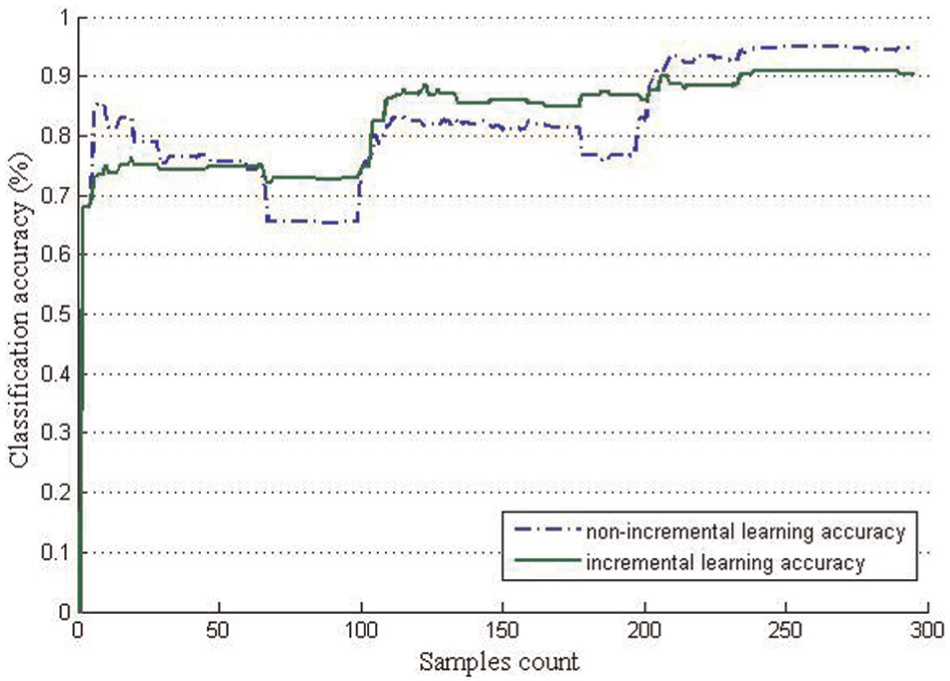
Classification accuracy trend chart.
Regarding the CPU overhead, when a large number of training samples were used, NILLSVM’s CPU overhead was significantly larger than ILLSVM’s. As shown in Figure 8, the x-axis represents the number of machined workpieces, and the y-axis represents the cumulative training time of the classifiers. The main reason for the large difference between the CPU overhead of the methods was because the NILLSVM retrains the classifiers when the classifiers must be updated (all the training samples participating in the calculation); in contrast, the ILLSVM only adjusts the classifiers (the newly appended sample participates in the calculation).
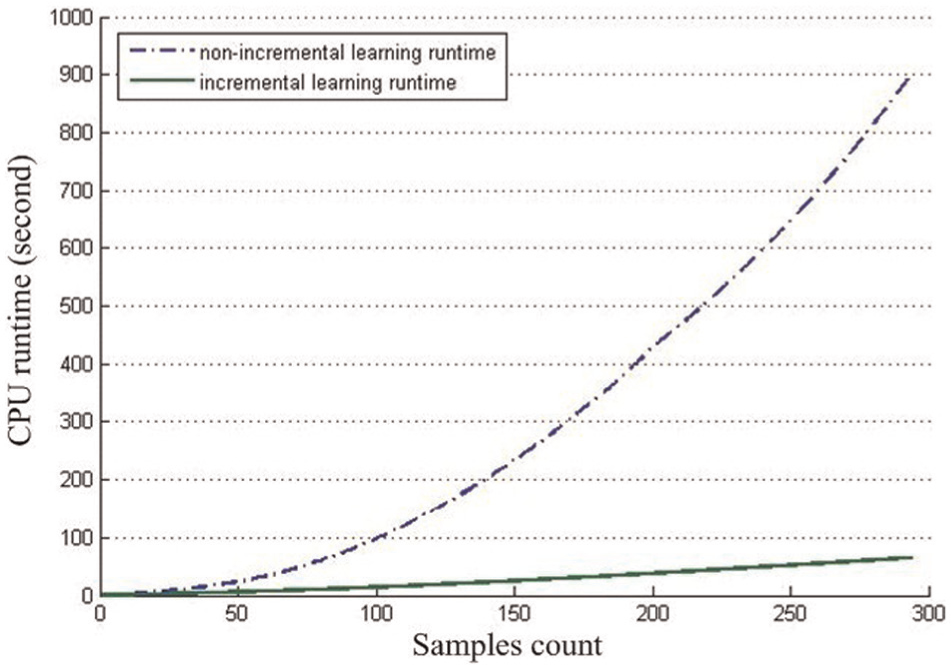
CPU overhead trend chart.
Real-time AMTP
As mentioned above, task II (A, B and C, 100 pieces each category) is executed according to the sequence of A (100 pieces) → B (100 pieces) → C (100 pieces). Figures 9–12, respectively, represent the trend graphs of the rate of deviation of the machining task progress, as obtained by the ILLSVM method and the actual artificial counting for workpiece A, workpiece B, workpiece C and the mixed-category workpieces. The x-axis represents the number of machined workpieces, and the y-axis represents the rate of deviation of machining task progress between the acquisition of the ILLSVM method and actual artificial counting.
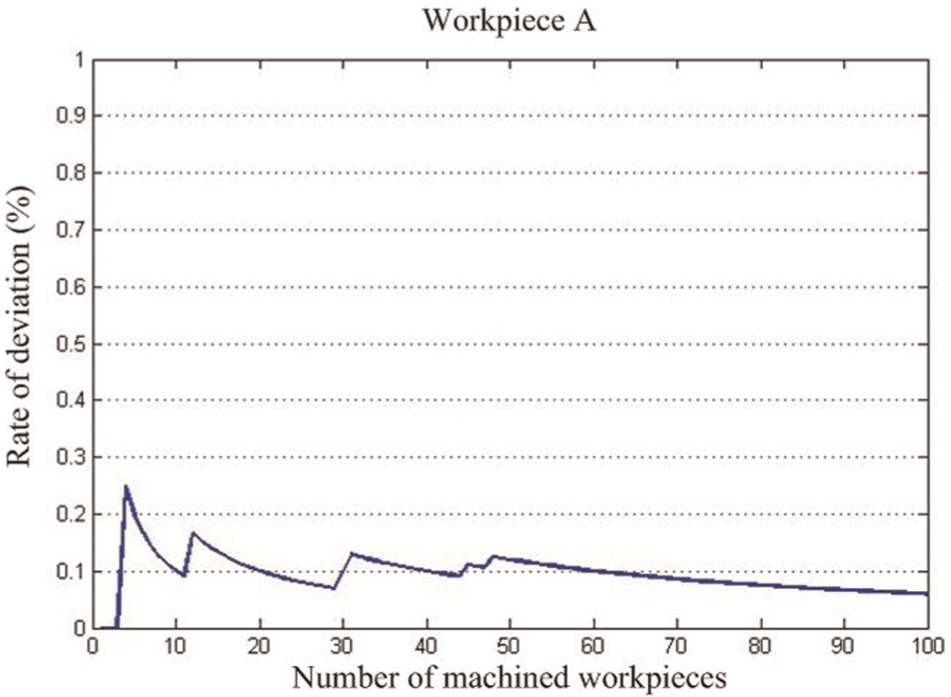
Rate of deviation of the machining task progress (workpiece A).
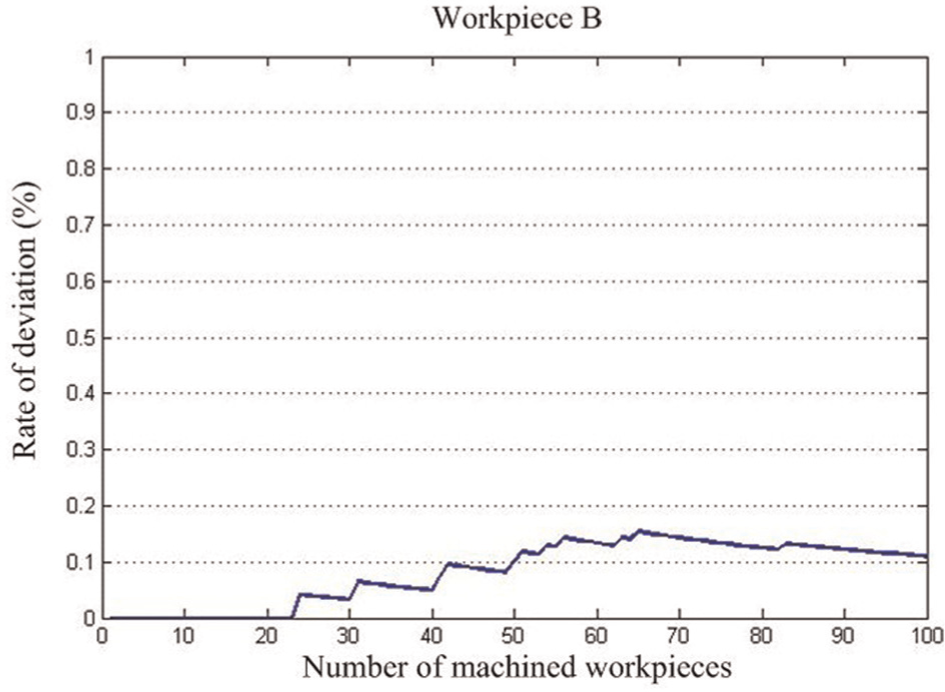
Rate of deviation of the machining task progress (workpiece B).
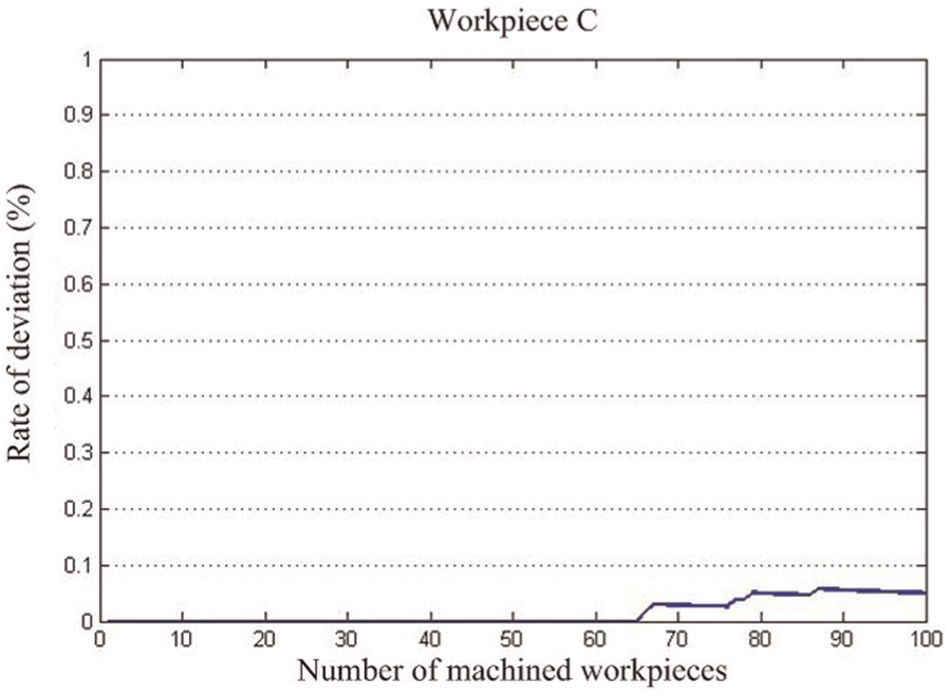
Rate of deviation of the machining task progress (workpiece C).
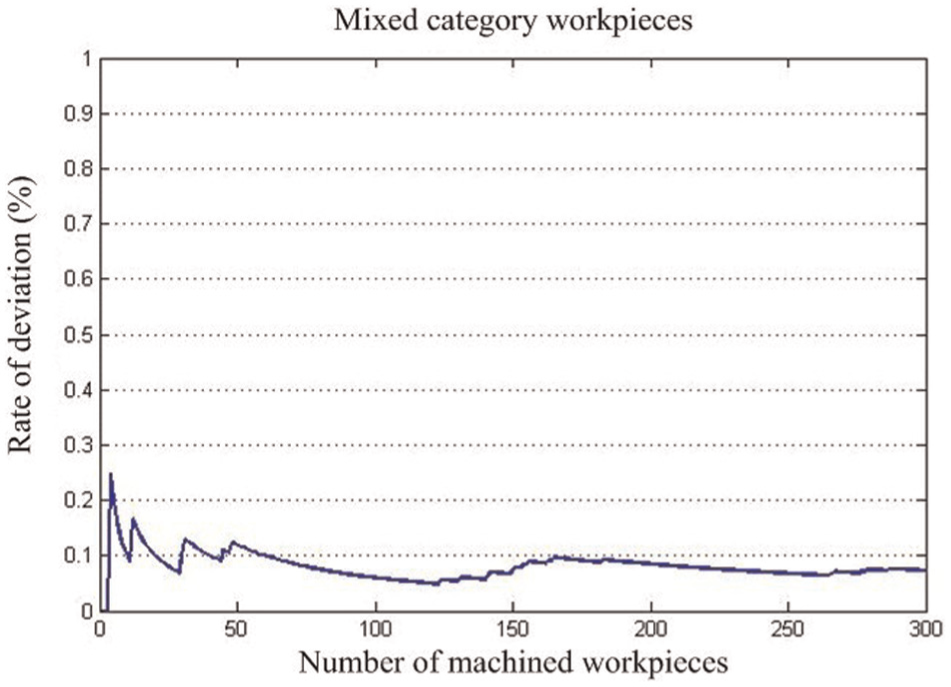
Rate of deviation of the machining task progress (mixed-category workpieces).
Results and discussion
Figures 7 and 8 show the feature extraction and workpiece identification experimental results. Updating the classifiers with the ILLSVM offers a relatively stable method that consumes less time. In addition, the updated classifiers exhibit a good classification effect. In Figure 12, it can be seen that as the number of machined workpieces increases, the rate of deviation of the machining task progress of mixed-category workpieces remains steady at approximately 7% after some fluctuations (namely, the accuracy is approximately 93%).
This article described the machining process based on several typical parameters, such as the machining power characteristics and power curve feature of the time series. The vector
Conclusions
Targeted to the complex machining mode of mixed-category workpieces, this article proposed a method for realising the real-time AMTP. The method is based on the power information feature of workpieces and the ILLSVM. First, by analysing the characteristics of power change during the machining process, the power feature vector, which reflects the characteristics of workpiece machining, is designed for LSVM. Next, the initial classifiers are trained by using training samples, developed based on a few feature vectors derived from test machining workpieces. Then, in the following machining process, the classifiers are adjusted by incremental learning. Finally, the real-time classification of workpieces and AMTP are realised by applying the ILLSVM. A case study was used to demonstrate that this method, which is based on the power feature of workpiece machining and the ILLSVM, can be applied to the AMTP for a mixed-category machining mode.
It is worth mentioning that ILLSVM effectively solves the problem of having an insufficient number of training samples for the initial classifier training step during a machining process. The classifiers are improved by appending the new feature vector developed from the power information, thereby allowing incremental learning to be realised. Consequently, the complete retraining of classifiers can be avoided. In addition, ILLSVM not only earns high classification accuracy but also enhances the efficiency of the classifier updating process.
Moreover, in an actual machining process, certain inevitable situations will ultimately arise, such as the scrapping and reworking of workpieces. Hence, imprecise data are also collected during the machining task progress. Accordingly, our future work will focus on methods for excluding such imprecise data.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported by the National Natural Science Foundation of China (Grant No. 51375513) and the Specialized Research Fund for the Doctoral Program of Higher Education of China (Grant No. 20120191110001).