
Abstract
The conventional methods of manufacturing and materials processing are getting obsolete owing to the higher energy consumptions, large processing times and poor characteristics of processed components. The limitations of conventional processing techniques for processing of large varieties of advanced materials which includes metal matrix composites, ceramics, cermets, metallic alloys, functionally graded materials and fiber-reinforced plastics forced researchers to find alternative and novel methods of manufacturing and material processing, which can overcome the limitations of conventional methods. Hence, it is mandatory to develop a new concept for processing advanced materials, which can provide better mechanical properties, reduced defects and economic advantages in terms of power and time savings. Microwave material processing emerged as one of the novel methods of material processing which can satisfy the present requirements and can yield a better product at reduced costs and processing time. This article discusses some of the novel recent applications of microwaves in the area of manufacturing.
Keywords
Introduction
Materials joining and surface coatings/claddings are two dominant areas of manufacturing processes which are widely used in industries to produce high-strength joints and tailoring the surface properties of the bulk components to achieve the required properties like high wear, corrosion, oxidation resistance, achieves good electrical properties and much more. In recent times, there are challenging demands from every engineering industry to develop a component in such a way that can have two or more properties simultaneously across the thickness of the component which can be achieved and developed by functionally graded materials. The development of functionally gradient materials with better properties and at lower costs is challenging, so that their effective utilization can take place in the field of engineering and technology. In recent years, various new advanced manufacturing technologies were explored in the field of materials joining and surface engineering. However, energy consumptions, processing times, higher setup costs and quality of product produced during processing were main challenges, and these still remain an area of interest for researchers. These challenges lead researchers to focus on a development of novel material processing methods which can provide better-quality products coupled with lower costs. The microwave processing of materials in recent years had emerged as one of the novel processing techniques that provides better processing characteristics such as lower processing times, lower processing temperature, better microstructures, and enhanced physical and mechanical properties in comparison with conventional routes.1–3
Microwaves are part of the electromagnetic spectrum with frequency range from 1 to 300 GHz, and the corresponding wavelength of 30 cm to 1 mm in air as shown in Figure 1.4,5 The working frequency of a domestic microwave oven is 2.45 GHz. The various frequencies of microwaves within this range are used for a variety of applications and are represented in Table 1.
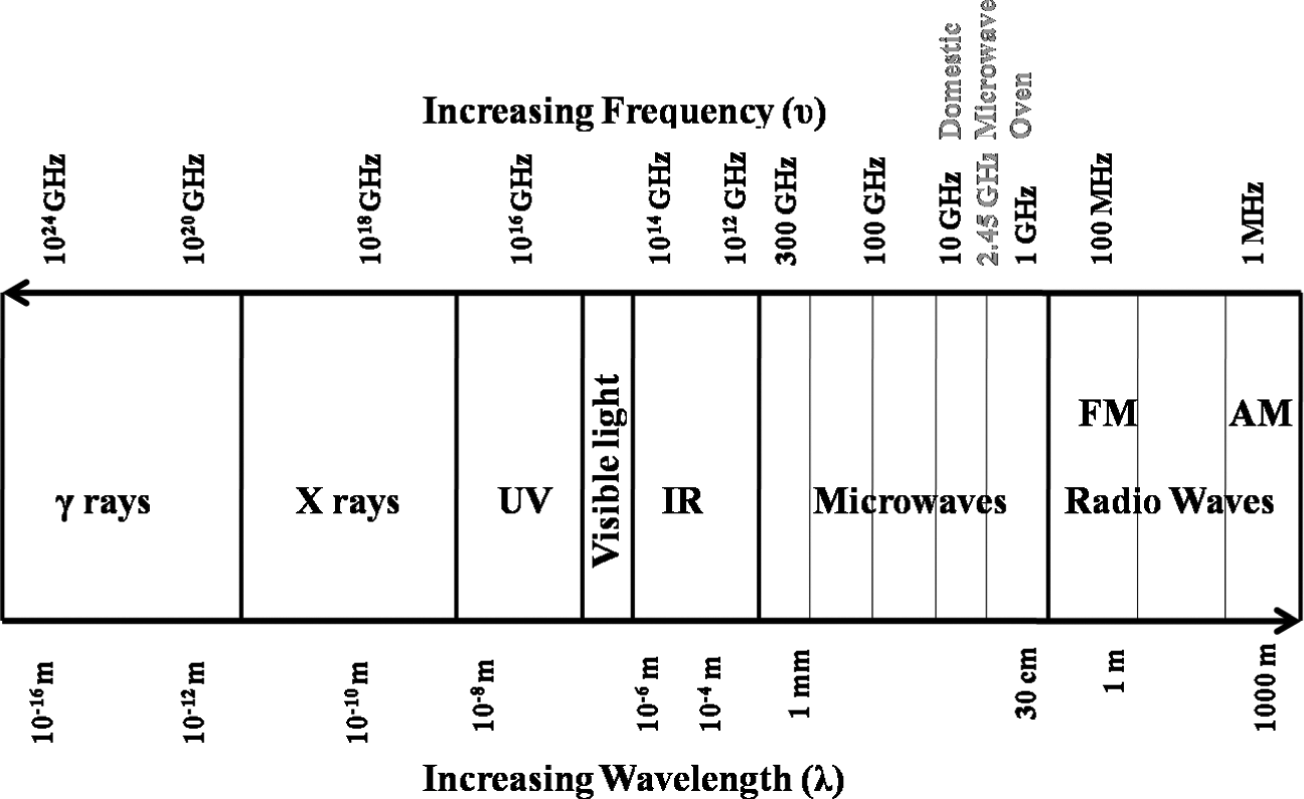
Electromagnetic spectrum showing various frequencies and wavelengths.
Applications of microwaves in various fields. 6
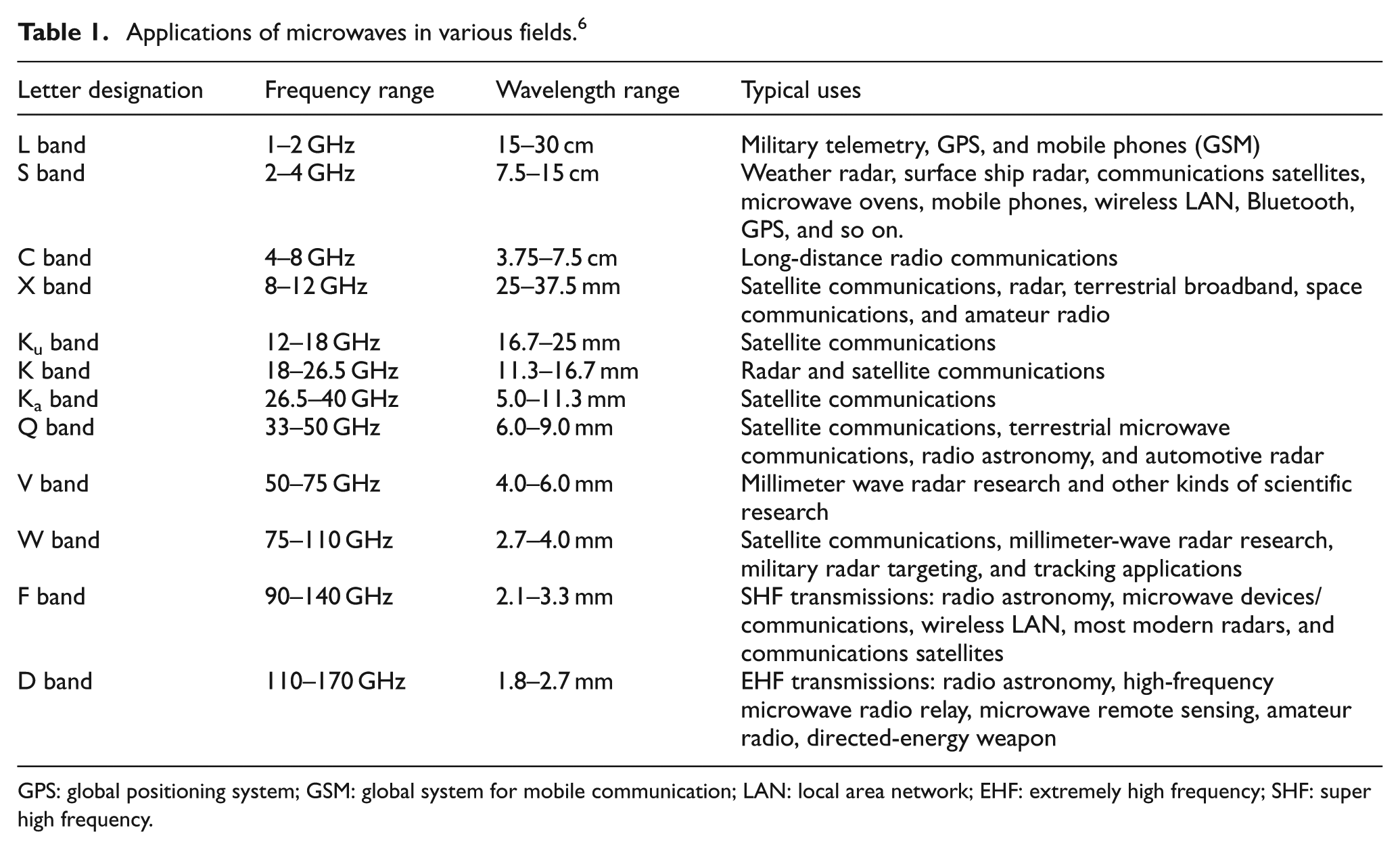
GPS: global positioning system; GSM: global system for mobile communication; LAN: local area network; EHF: extremely high frequency; SHF: super high frequency.
The major characteristics of microwave materials processing are represented in Figure 2, which shows that microwaves can be used for processing of a variety of materials with higher heating rates and environmentally friendly characteristics. The direct absorption of microwaves to the atomic level of microwave-coupled materials leads to volumetric heating of material from within the materials; this leads to rapid heating rates with less thermal gradient inside processed materials. The rapid heating rates arise due to volumetric heating characteristic of microwaves, which lowers down the processing time and owing to which it consumes less energy in comparison with conventional heating. The mode of selective heating of material by exposing microwaves to the focused region allows localized heating which results in lower heat-affected zone and lower defects during processing. Upadhyaya et al. 7 and Panda et al. 8 have reported huge savings in terms of processing time and power requirements during microwave processing.
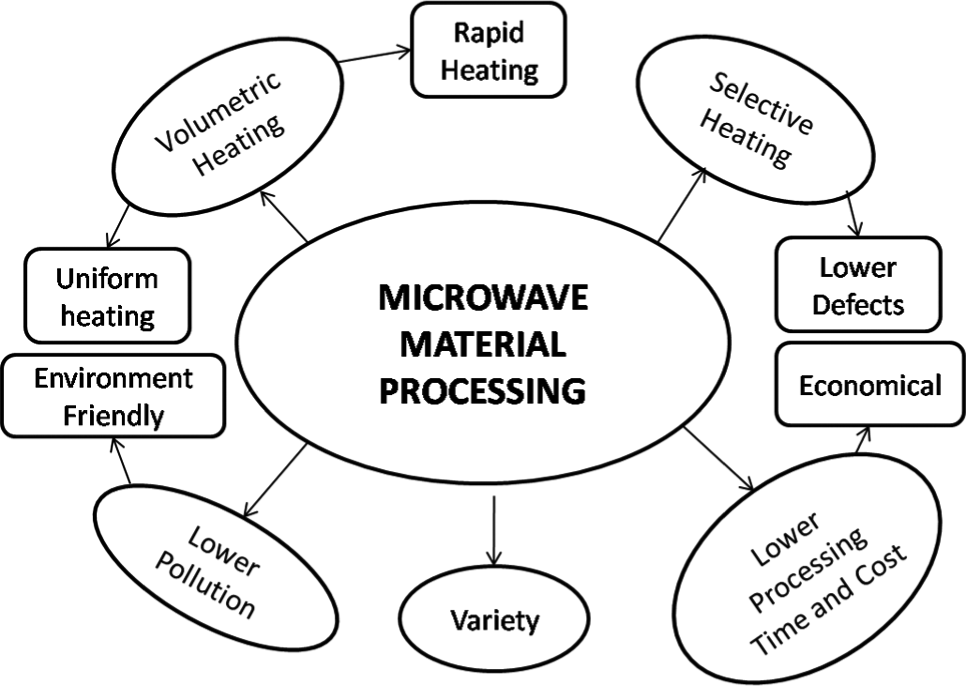
Favorable characteristics of microwave materials processing.
Lauf et al. 9 had reported that frequencies reserved by the Federal Communications Commission (FCC) for heating in industrial, scientific, and medical (ISM) systems are 915 MHz and 2.45 GHz. The frequencies for furnaces designed for materials processing by microwaves are 915 MHz to 18 GHz as reported by Thostenson and Chou. 10 The microwave heating process involves the absorption of microwaves by materials volumetrically and transfers this energy into heat by various phenomena of molecular frictional heating, molecular polarization process, and resistance heating, whereas in conventional heating, energy is transferred by conduction, radiation, and convection phenomena. In the conventional process, heating is from outer surface to the inner core, whereas in microwave heating, heat flows from core to outer surface as shown in Figure 3.
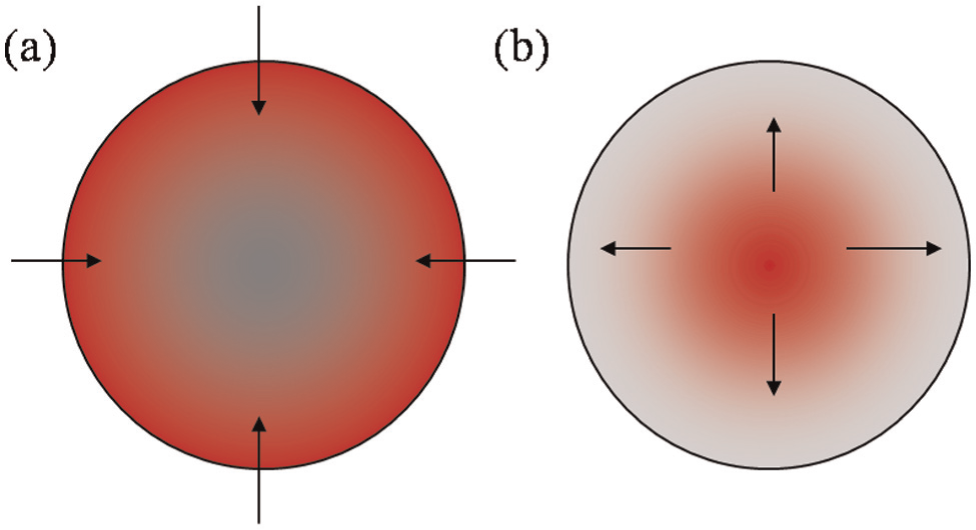
Heating mechanism for (a) conventional heating from outer to inner surface and (b) microwave heating from inner to outer surface.
The works of Leonelli et al., 11 Haque, 12 Mondal et al., 13 and Gupta and Sharma 14 have reported advantageous characteristics of microwave materials processing which includes the following: enhanced diffusion rates, increased heating rates due to volumetric heating, reduced power consumptions, lower processing times, lower defects, improved physical and mechanical properties, decreased processing temperatures, and lower environmental degradations. The fundamentals, basics, and theory of microwave materials processing had already been discussed by Kim et al., 15 Sutton, 16 Chandrasekaran et al., 17 and Ku et al., 18 which throw light on material dielectric properties, heating mechanisms, penetration depth, and microwave/materials interactions. The principle of microwave heating was primarily used in microwave ovens for heating foodstuffs with lower energy consumptions and rapid heating rates. 19 These favorable characteristics lead the researchers to focus on low-temperature and high-temperature heating applications for processing of materials like ceramic, cermets, and so on. However, the research on processing bulk metallic materials through microwave heating was accelerated due to the development of hybrid heating concepts. The hybrid heating mode provides processing of a variety of metallic or opaque materials to microwave. The literature on microwave hybrid heating (MHH) was discussed by Yahaya et al., 20 Huang et al., 21 and Delregno et al., 22 and successful coupling of metallic materials with microwaves was reported. The successful sintering of various materials has already been reported by Brosnan et al., 23 Fang et al., 24 Mazur et al., 25 and Menezes and Kiminami. 26 To the best of the author’s knowledge, the applications of microwaves in the processing of metallic coatings/claddings and joining of bulk metallic materials are very less reported. This provides wide scope for review of these novel developments which will target the manufacturing sectors in coming future. This article focuses on recent novel applications of microwaves in materials joining and cladding/coating formations.
Historical developments
The first successful application of microwaves was in communication systems. Later on, the research and developments on the heating effects of microwaves lead to many successful applications including food processing, wood drying, waste management, enhanced chemical reactions, vulcanization of rubber, processing of ceramics and metallic materials, steel making, and recovery of energy.27–31 The historical developments in the field of microwaves are shown in Figure 4, which shows various developments in chronological order.
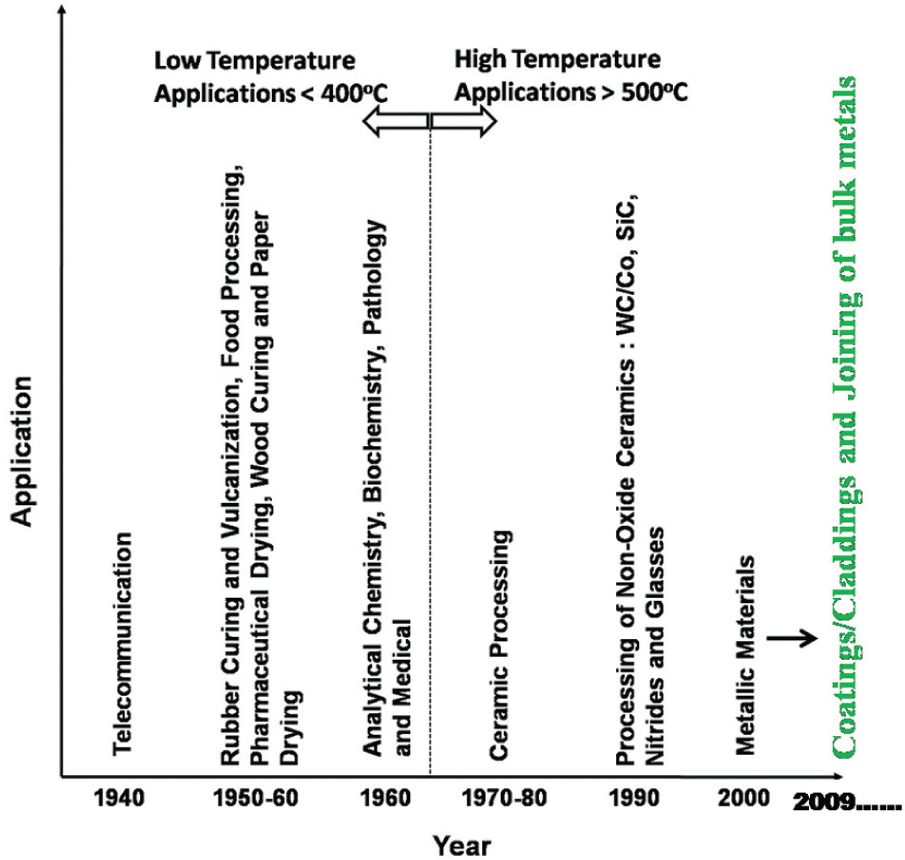
Developments in the field of microwave materials processing in chronological order.
The sintering of some ceramic materials through microwave radiation was the first successful area of microwave material processing. The successful sintering was due to the better absorption of microwaves by ceramic powders at room temperature, and the research on various ceramics and their composition was accelerated in this field, and it is still going on. However, the challenge for researchers was to process bulk metallic materials at room temperature, and it is very difficult because metals reflect microwaves and causes plasma formation.
The first literature on successful sintering of metallic materials was reported by Roy et al. 32 in the year 1999, which showed that metallic materials in the form of fine powders can couple with microwaves. This outstanding work led the researchers33–35 to focus on the processing of metallic powders using microwaves, and afterward, successful sintering works have been reported by researchers. The challenge of processing of bulk metallic materials using a domestic microwave for higher temperature applications was successfully attempted by Sharma et al. 36 in 2009 in the form joining of bulk metallic materials using a domestic microwave oven. Furthermore, Gupta and Sharma 37 in the year 2010 exploited the use of a domestic microwave oven in high-temperature applications by producing claddings of metallic materials on metallic substrates. The year-wise developments in the field of processing of bulk metallic materials using microwave radiations are shown in Figure 5.
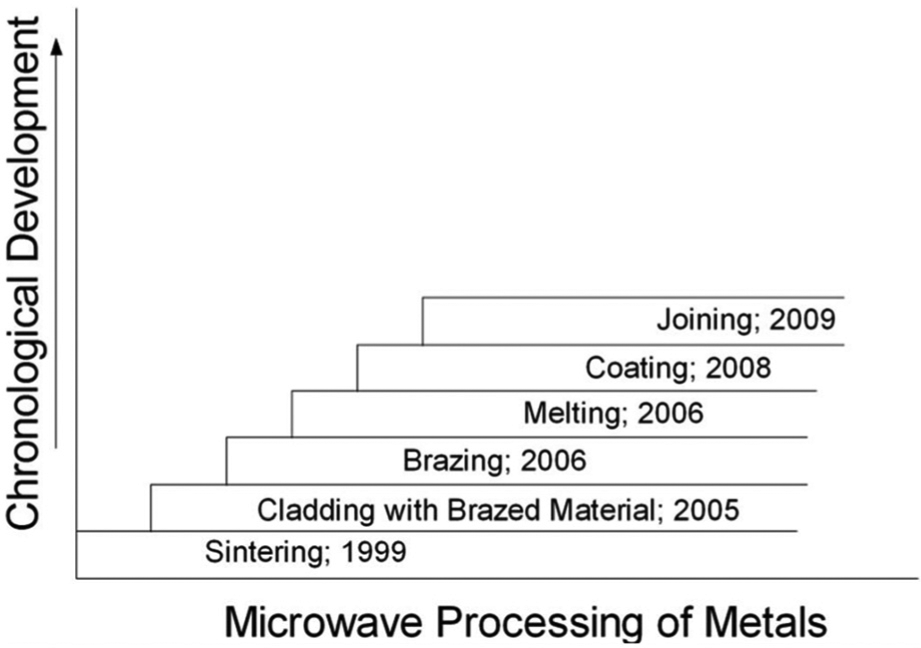
Chronological developments in microwave processing of metallic materials.
Conventional heating/microwave heating/MHH
The conventional heating of materials starts from the surface and heat transfer takes place within the material with reduced temperature gradients. This can lead to the poor microstructure of the surfaces, 38 and it may lead to the surfacial overheating or burning. In contrary to conventional heating, microwave heating has inverse profile, that is, it starts heating the material from within and transfers heat outwards as shown in Figure 3. Microwave heating mode can lead to the poor microstructure of core, which can cause thermal runaways, cracking, and burning of core. 39 To compensate the difference in temperature gradients of surface and core, a new approach was used by researchers called the two-directional heating or MHH. The principle of MHH is to operate on the phenomenon of conventional heating and microwave heating concurrently, such that heating of materials takes place from the outside as well as from the inside of materials. The different heating phenomena are shown in Figure 6, which shows the approximate flattening of temperature profile using MHH within the specimen. The MHH produces uniform heating throughout the materials with reduced temperature gradients and rapid heating. These characteristics are absent in conventional or microwave heating processes.
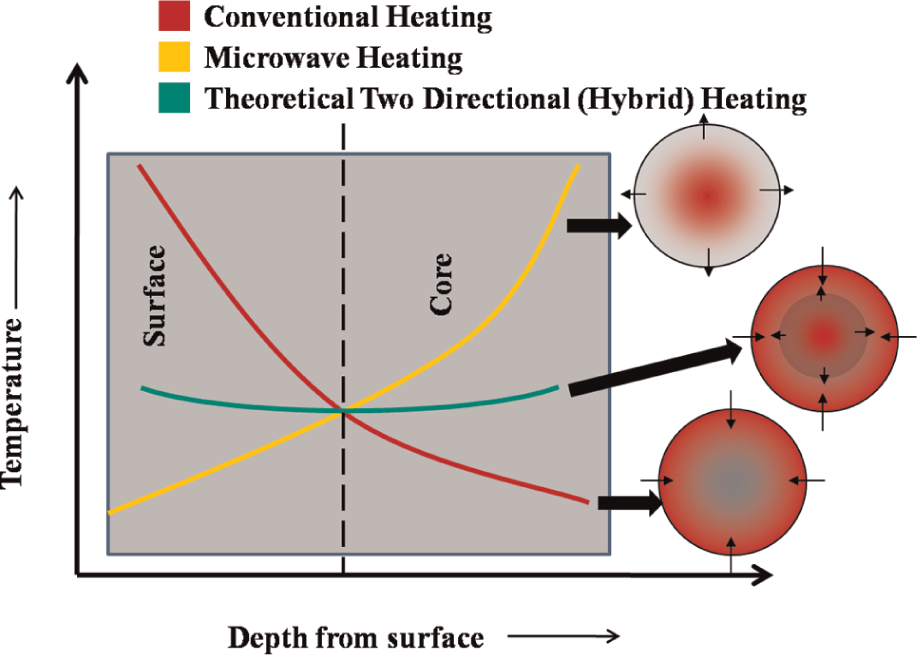
Temperature distribution in conventional, microwave, and microwave hybrid heating.
The flattening of temperature profile reduces differential heating and can produce better microstructures at cores as well as on surfaces. The initial heating of metallic powders by conventional routes during MHH allows coupling of powders with microwaves at elevated temperature, which helps in uniform heating and higher heating rates. MHH will be the key to future developments in materials processing using microwave radiations.
Microwave joining of bulk materials
The permanent joining of materials is a prime requirement in most of the manufacturing and assembling industries worldwide. Conventionally available techniques of permanent diffusion for joining of materials include welding, soldering, and brazing; however, they have their own advantages and limitations. The limitations of conventional processes involve higher processing times, higher energy requirements, costly setups, limitations on material to be joined, and defects produced in the joint. Furthermore, difficulties in joint processing, environmental hazards, and operator safety issues are of primary concern. The solution of these problems is to provide novel approaches/processing methods that can provide better material properties and significantly less defects with economic advantages by saving energy and time through accelerated product developments. The available research works on microwave processing of materials reveal that microwave processing is not only a green manufacturing technology, but it is also a sustainable manufacturing technology that requires less cost and operates at higher heating rates. Due to these characteristics, microwave processing has attracted researchers toward joining of bulk metals, which is possible by the use of MHH technique. Microwaves have been efficiently and effectively used in joining of many ceramic and polymer composites as reported by researchers. Aravindan and Krishnamurthy 40 had reported successful joining of sintered alumina and 30% zirconia ceramic composite using MHH at 2.54 GHz frequency and 700 W power levels. The joints were prepared with and without the use of interlayer material of sodium silicate glass powder. The result of flexural strength of joints with interface powder was about 28 MPa. The experimental work of Yarlagadda and Soon 41 has focused on characterization of microwave-joined ceramic joints. The joints formed were characterized by flexural strength, grain size, composition, and porosity. It was reported that good joint was formed with a strength of 60%−95% of base material flexural strength. The research work carried out by Yarlagadda and Chai 42 was based on joining of thermoplastics using microwaves. The work of Ahmed and Siores 43 was focused on the joining of 48% alumina–32% zirconia–20% silica ceramics. The results revealed that the yield joint strength obtained was more than (107% approximately) base material.
The joining of metals using microwaves is a challenging task under normal conditions, due to reflections of microwaves by metals at room temperature. Limited literature is available on joining of bulk metals using direct microwaves. The work on joining of thin steel sheets of thickness 0.1–0.3 mm was successfully carried out using a 2 kW multimode magnetron by Siores and Do Rego. 44 The research on joining of steel and cast iron pieces using braze powders was reported by Agrawal. 45 The experimental work of Srinath et al. 46 reported successfully joining of bulk metallic pieces by fusion of base metals in domestic microwave. This section further describes the advancements in metal joining using microwaves.
The work carried out by Srinath et al. 47 investigated novel hybrid microwave heating approach for metallurgical joining of highly conductive copper metal. It was stressed that joining of copper using conventional techniques possesses many problems due to high conductivity capabilities. The research on joining of copper was carried out using microwave irradiation in 1 kW multimode applicator at 2.45 GHz and 900 W. The joint was obtained by introducing commercially available copper powder between the pieces of bulk copper as shown in Figure 7, which shows the melting and diffusion of interfacial powder during MHH.
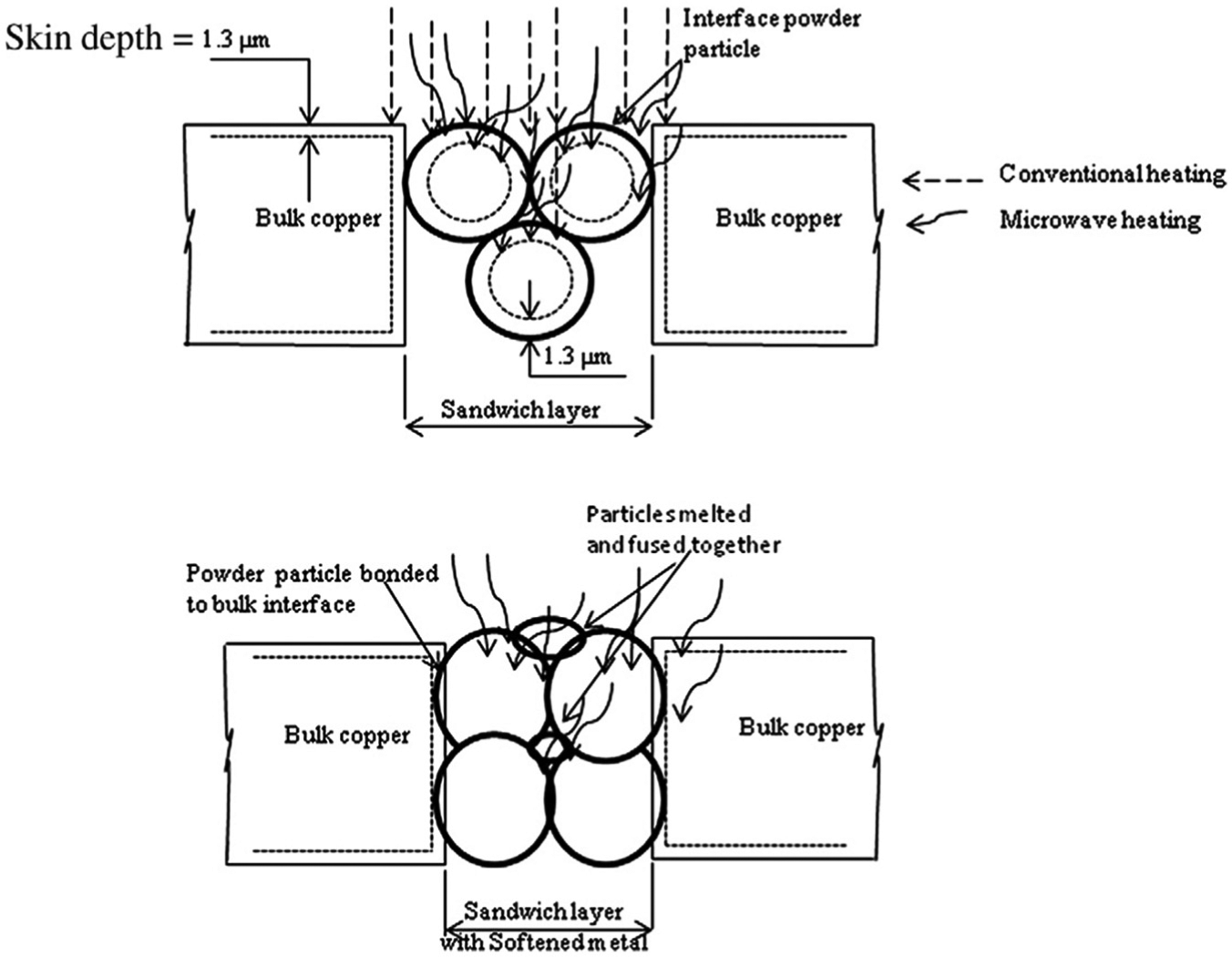
Joint interface filled with copper powder and interaction of microwaves with powder. 47
A slurry of copper powder was prepared using epoxy resin, which was introduced in between the joint region such that it prevents collapsing of interfacial layer at early stages of heating and squeezes out at lower temperatures from the layer. The complete mechanism of powder particle deformation, necking, and fusion during MHH processing was explained by the author. The details of materials used for preparing joints are shown in Table 2.
Details of materials used in the experiment. 47
The author used charcoal as a susceptor material for the initial heating of copper powder and allowed coupling of copper powder with microwaves. The microstructure study, elemental analysis, phase analysis, microhardness testing, porosity measurement, and tensile strength testing were used for joint characterization. The microwave-processed joint is shown by the scanning electron microscope (SEM) micrograph in Figure 8. Figure 9 shows the SEM micrographs of welded interface and microstructure of the fused zone, which shows crack-free joint with relatively less porosity. Typical energy-dispersive X-ray spectroscopy (EDS) spectrum of copper joint with elemental weight percentage is shown in Figure 10, which shows around 7% of carbon was introduced in the joint zone, which improved the harness of joint obtained. A complete dense and uniform microstructure with good metallurgical bonds between the sandwich layer and the interfaces was reported. The results revealed that the hardness of joint area was 78 ± 7 Hv, while the porosity in the joint was observed to be as low as 1.92%. The strength of the copper joint formed by hybrid microwave heating showed approximately 29.21% elongation with an average ultimate tensile strength of 164.4 MPa.
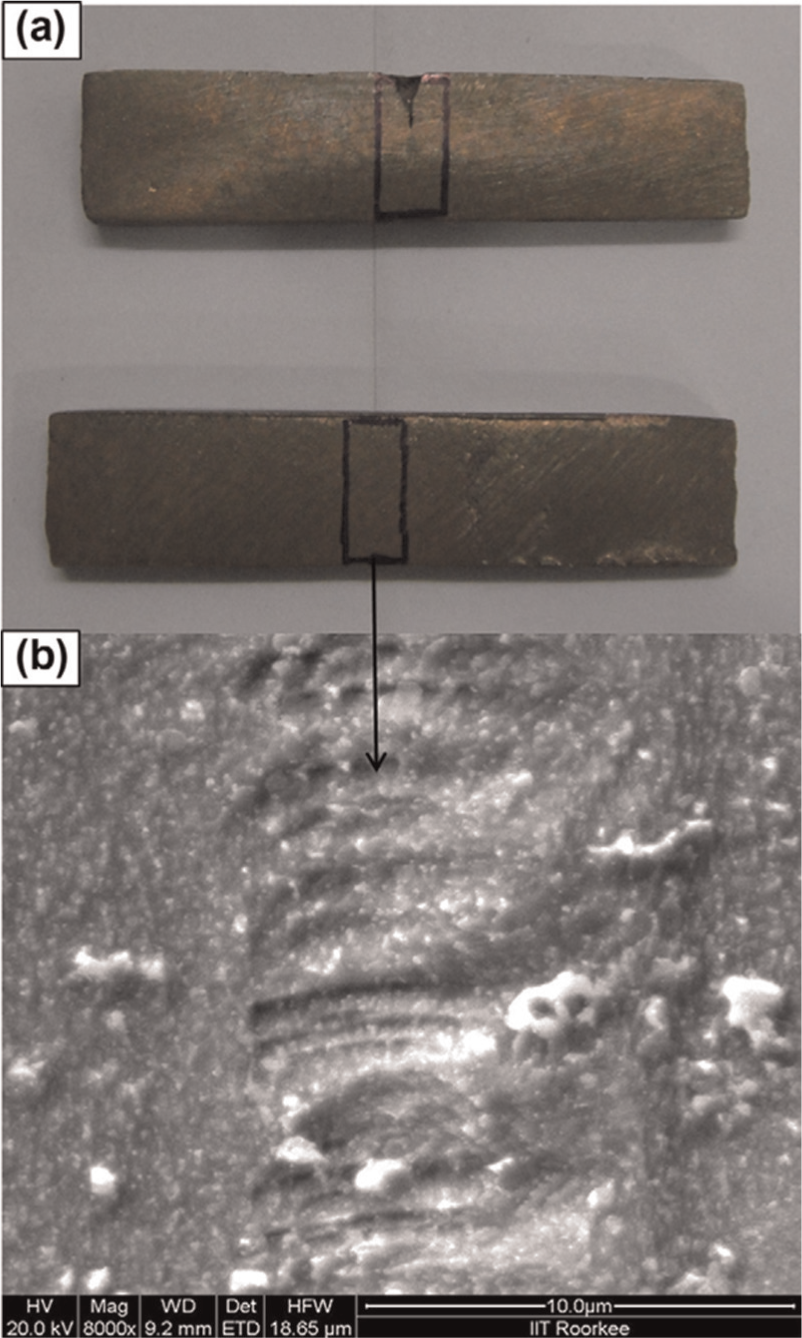
(a) Top view of copper joint and (b) SEM micrograph of the joint formed. 47
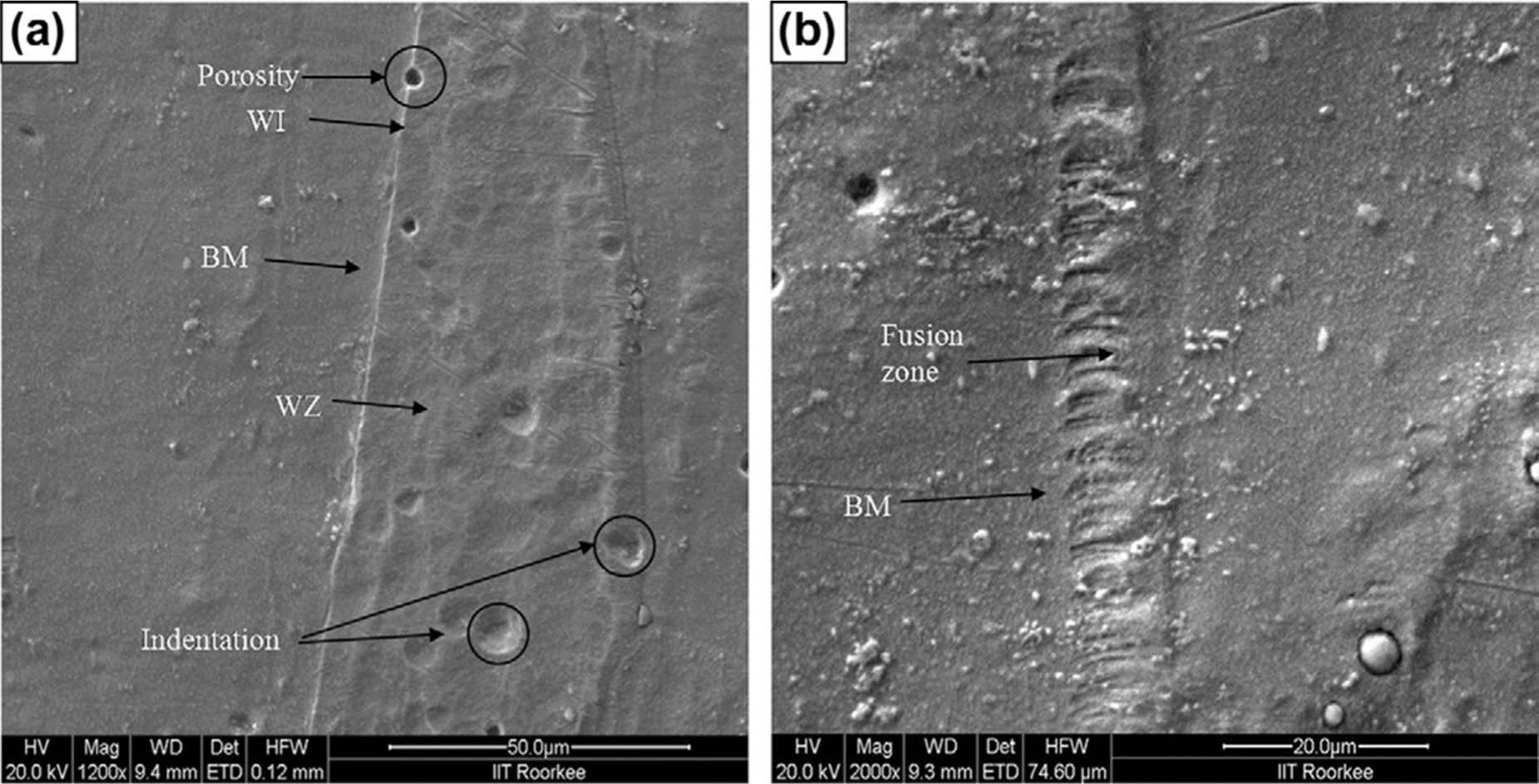
(a) SEM micrograph of copper joint and (b) microstructure of fused zone obtained. 47
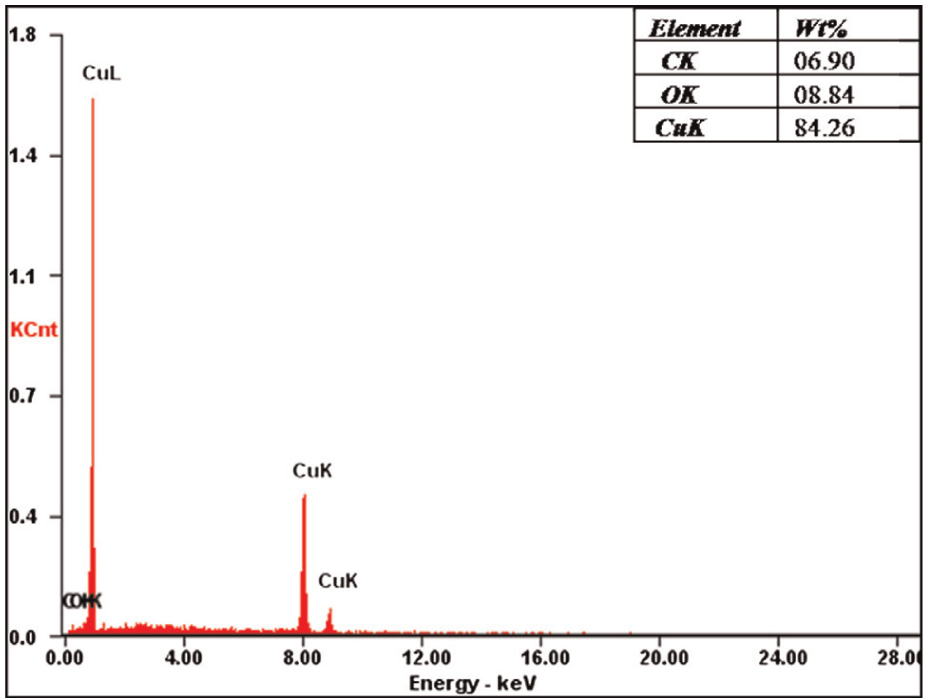
Typical EDS spectra of the joint obtained with elemental distribution. 47
Furthermore, Srinath et al. 48 have extended the work on joining of dissimilar materials using microwave hybrid processing. It was stated that joining of dissimilar metals is a relatively difficult task due to differences in chemical compositions, mechanical properties, and thermal expansion coefficients of materials to be joined. The stainless steel (SS-316) and mild steel (MS) are the most widely used metallic materials in the fabrication industries and to obtain joints of these dissimilar materials is challenging task. The experiments were carried out on commercial-grade SS-316 and MS plates with dimension 25 × 12 × 6 mm. Table 3 shows the chemical composition and mechanical properties of the materials used for joining experiments, and the joints were prepared in the form of square butt. A nickel-based powder with a particle size of 40 μm was used as a sandwich layer. The microwave joining of SS-316 to MS in bulk form was carried out using a multimode applicator at 2.45 GHz and 900 W, using charcoal powder as susceptor material.
Material composition and mechanical properties. 48
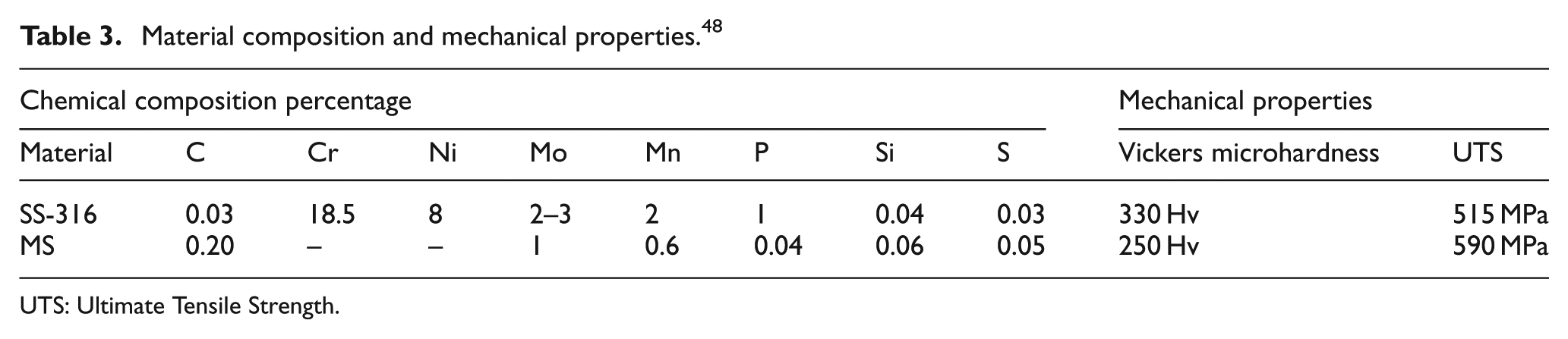
UTS: Ultimate Tensile Strength.
To avoid plasma formation due to reflection of microwaves by metallic surfaces, insulator masks were used to cover the parts. The X-ray diffraction (XRD) spectrum of the joint is shown in Figure 11, which confirms the formation of metallic carbides (Cr23C6) and cementite (Fe3C) during microwave processing.
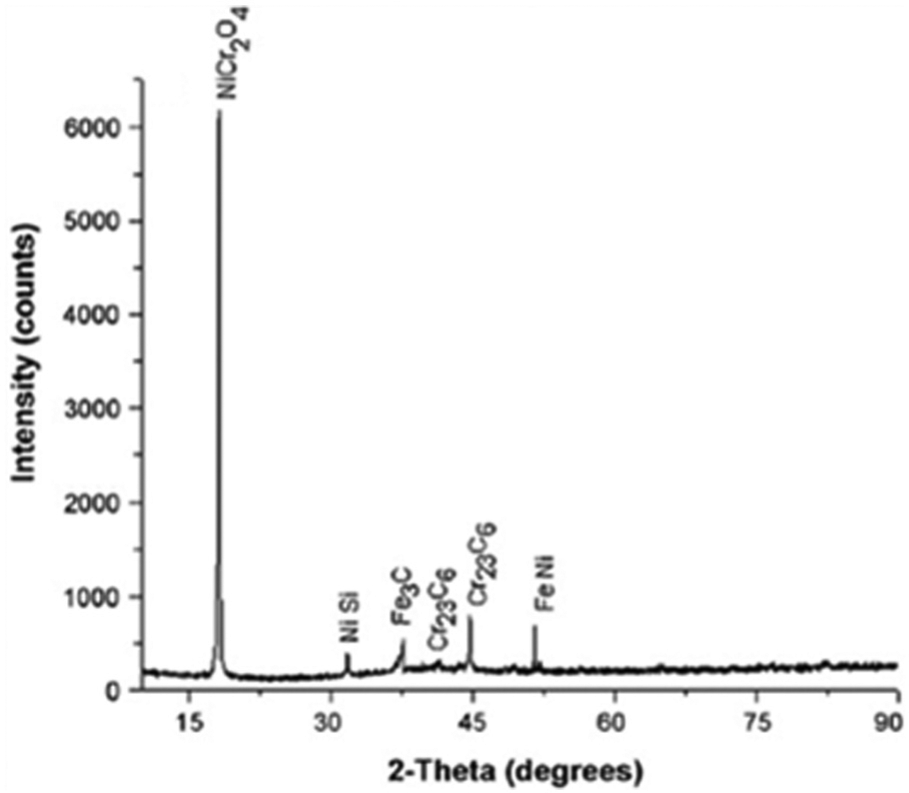
Typical XRD spectra of dissimilar joint obtained by microwave processing. 48
It was reported that slow cooling rate and atmospheric conditions favored the formation of nickel chromium oxide at highest peak corresponding to 2θ≈ 18.2° in the XRD spectrum. The microwave-processed dissimilar butt joint is shown in Figure 12 and processed joint showed Vicker’s microhardness of 133 (Hv) with low levels of porosity (approximately 0.58%). The hybrid microwave-processed dissimilar joints showed ultimate tensile strength of 346.6 MPa with an elongation of 13.58%. The improved properties were reported due to the complete melting and fusion of the interface layer and complete bonding with the bulk metals.
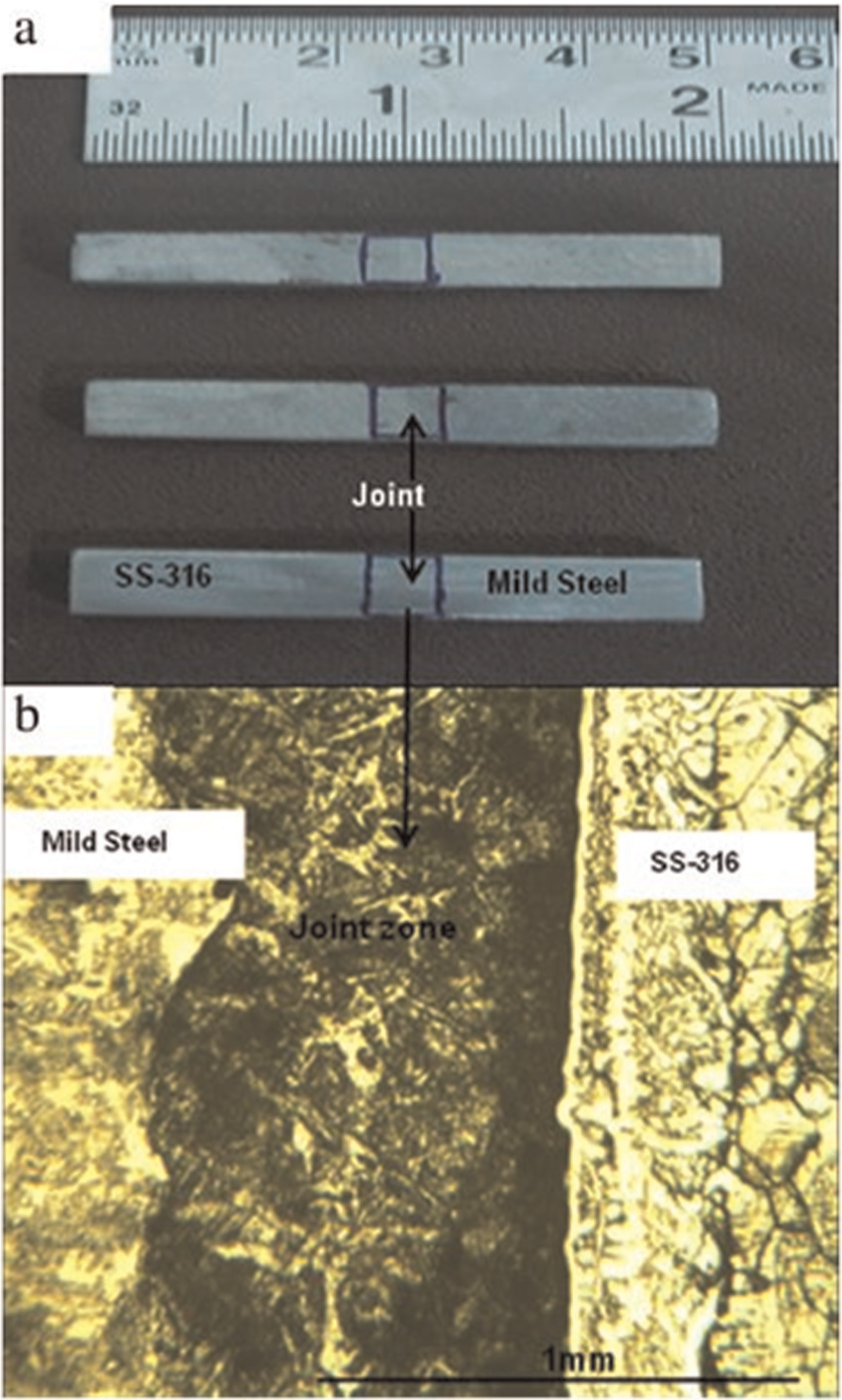
(a) Typical view of the dissimilar joint processed by microwave radiations and (b) optical micrograph of the joint. 48
The joining of bulk MS plates and bulk stainless steels were carried out by Bansal and colleagues49,50 using principles of MHH. The MS–MS and stainless steel joints processed by microwave radiations were characterized by relevant techniques such as XRD, SEM, electron probe microanalyzer (EPMA), Vickers microhardness, and tensile strength measurements. A nickel-based powder of particle size 40 μm was used to form interface layer. The back-scattered electron (BSE) images of microwave-processed joint confirmed the complete melting and fusion of powders and joining of plates. The microhardness test study revealed that maximum hardness of 420 ± 30 Hv was obtained on the joint, which was due to the presence of high carbides on the surface. These hard phases were favored due to microwave processing. The ultimate tensile strength obtained was 250 MPa of microwave-processed joint which was about 50% of the base metal. It was concluded that the joints obtained by microwave irradiation showed good metallurgical bonding with the substrate and were nearly free from pores and cracks. The joining of Inconel 718 plates was successfully carried out by Bansal et al. 51 using nickel powder of mesh size 0.2 mm in interface layer. Joining was carried out at 2.45 GHz using domestic microwave applicator at 900 W. Relevant characterization techniques were used, and the authors claimed that the faying surfaces were well melted and fused with good metallurgical bonding on both sides of the base material. The joint strength analysis showed that average tensile strength was 400 MPa with 6% elongation.
The work carried out by Das et al. 52 focused on theoretical aspects of welding of metallic materials in microwave cavity. The authors explained the relation of electromagnetic field penetration in powdered particles and their spatial oscillatory distributions. They developed the complete theoretical relations showing how the entire weld zone behaves as a heat source under microwave radiations and how volumetric heating was achieved with the inverted heating profile.
Recent research article by Gupta and Kumar 53 focused on joining of stainless steel using microwave energy. The joining of stainless steel has been carried out using Ni-based powder (EWAC 1002 ET) as a sandwich layer, and the concept of MHH has been applied for joint formation in a domestic microwave oven. The authors stated that the joint was free from cracking; however, a small amount of porosity was observed during microstructural investigations. It was reported that with increase in nickel content and exposure time, the joint tensile strength increased significantly.
The summarized observations on research work carried out by academician and researchers on joining of bulk metallic materials shows that the joints produced by microwave processing have lower defect formation, better mechanical properties, and were developed at lower power ratings. The research focused on material joining is still in development phase, but results obtained by the authors showed promising applications of this novel technology in material joining in near future.
Microwave-processed coatings/claddings
A lot of research is going in the field of surface engineering for imparting and enhancing the desired properties of the materials. The potential areas of surface engineering are shown in Figure 13, which mainly includes improvements of mechanical properties, improvement in surface conditions, thermal insulations, anti-wear characteristics, improvements in corrosion and oxidation resistance, and metallurgical changes.
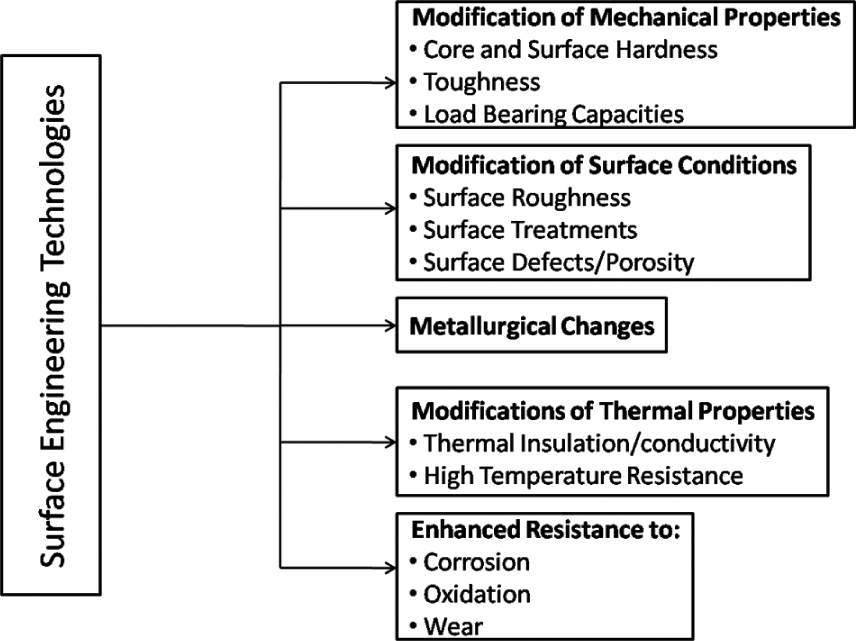
Potential areas of surface engineering technologies.
Wear, corrosion, and oxidation are common surface degradation phenomena which started at the surface of the component and cause catastrophic failure of many engineering components. The various components in gas turbine plant and hydropower plant fail more frequently due to wear, corrosion, and oxidation. Hence, it is very important to prevent frequent failures of these components. The modifications of functional surfaces are required to impart the service life of the components which can be done using various surface modification techniques available. These various surface modifications techniques are carburizing, cyaniding, nitriding, coating/cladding, and so on. 54 The coating/cladding is widely used to enhance the service life of the component. The common methods used for the development of coating/cladding are thermal spraying, plasma spraying, physical vapor deposition, chemical vapor deposition, laser, and so on. The developments in the laser cladding technology allowed it to be one of the most popular surfacing techniques among the widely practiced anti-wear industrial solutions. 55 However, the setup used for laser cladding is expensive, and it causes some unavoidable defects such as high distortion, porosity, and cracking. Recently, microwaves application in the field of cladding was explored by Gupta et al. 56 and Gupta and Sharma57,58 using domestic microwave applicator. The method of metal matrix cladding and metallic cladding on metallic substrate using microwaves was filled for an Indian patent. 37 Furthermore, this technique was also used for developing cermet claddings 57 on metallic substrates. It was claimed that higher speed and lower power consumptions are significant features of this process. The processing of cladding through microwaves possesses lower defects like porosity and produces higher mechanical properties.
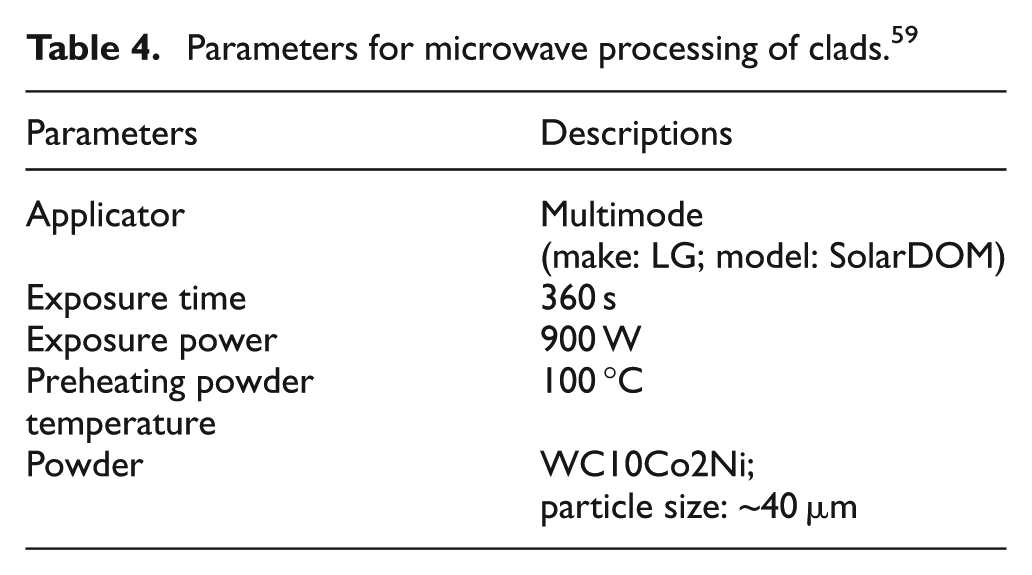
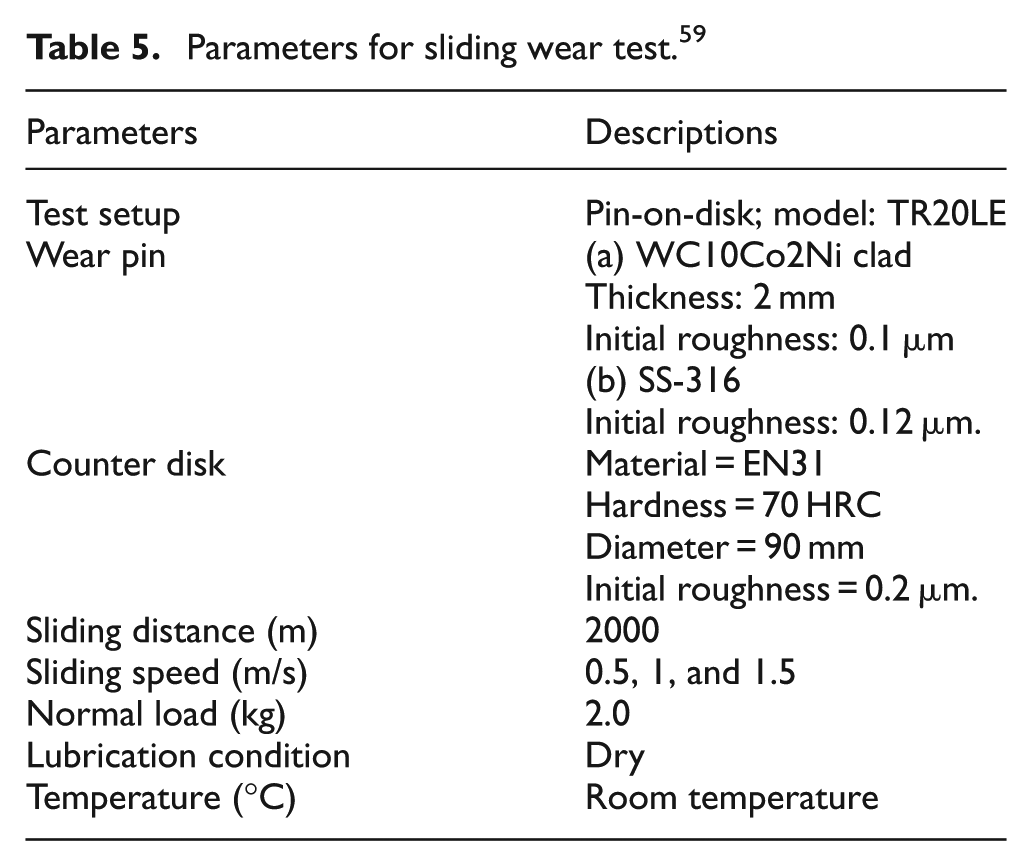
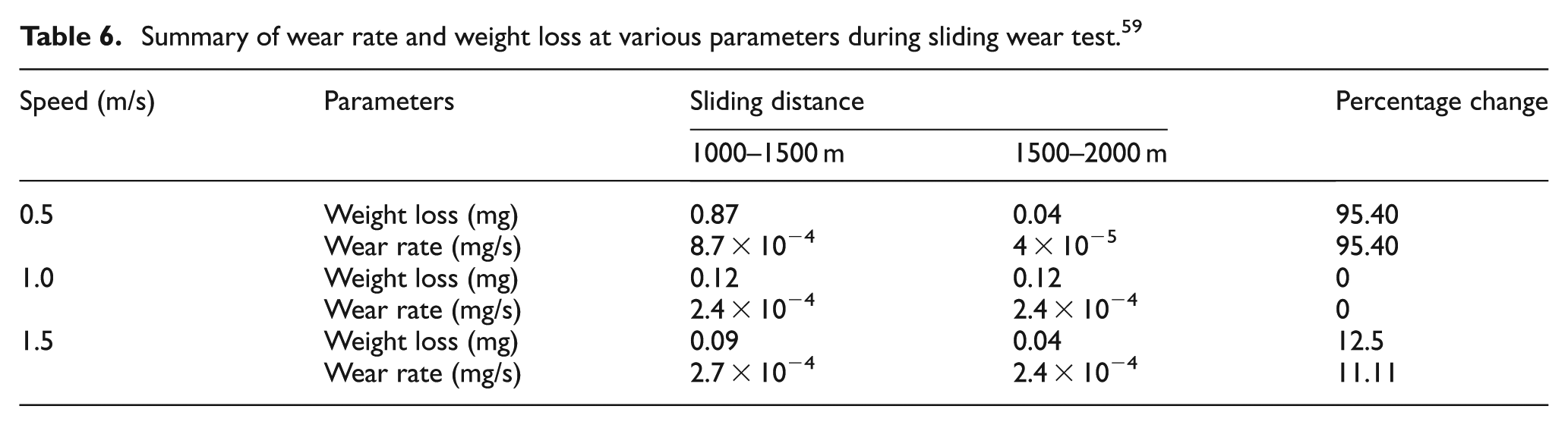
The experimental work carried out by Gupta and Sharma 59 focused on investigation of sliding wear performance of clad developed through hybrid microwaves novel approach on SS-316. Wear resistance cladding of Tungsten based was developed using microwave irradiations on SS-316 and were characterized through XRD, field emission scanning electron microscopy (FESEM), and Vickers microhardness. The schematic approach of developing cladding using MHH is shown in Figure 14. The parameters used for processing are reported in Table 4. The Vickers hardness profile for the clad cross section is shown in Figure 15, which shows that hardness at the interface is around three times that of the substrate. The tribological properties were analyzed using a pin-on-disk sliding apparatus against an EN-31 (HRC-70) hard faced surface; Table 5 shows the parameters for sliding wear test. The developed clad showed significant resistance to the wear due to the presence of uniformed distributed hard carbide phase. The microhardness study of microwave-developed clad was in the range of 1064 ± 99 Hv, and porosity was significantly reduced to 0.89% approximately. The wear rate characteristic of SS-316 and developed clad is shown in Figure 16. Results of sliding wear tests are summarized in Table 6. Wear tests revealed that microwave clads showed 84 times better resistance to wear as compared to SS-316 steel corresponding to sliding speed of 0.5 ms−1.
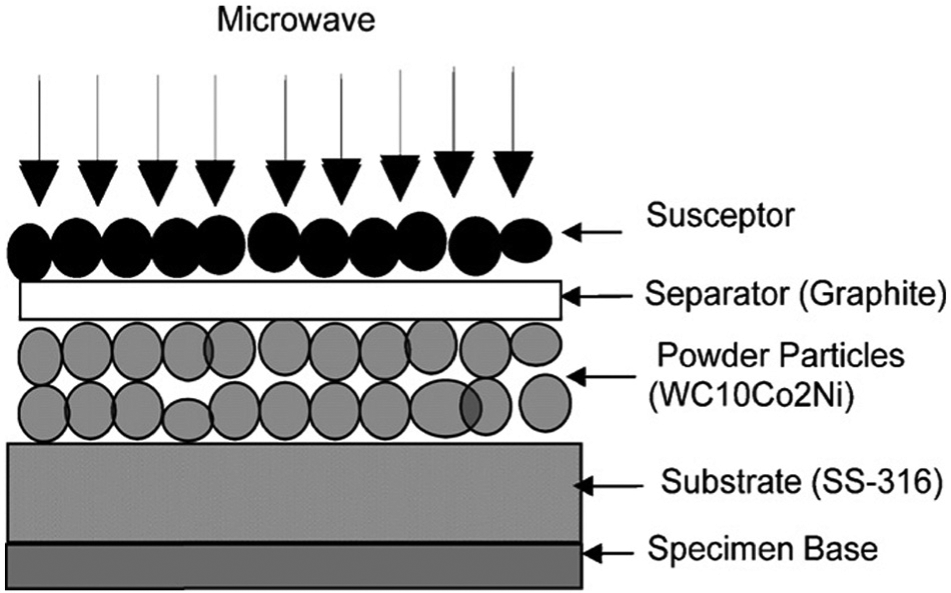
Microwave hybrid heating setup for developing claddings. 59
Parameters for microwave processing of clads. 59
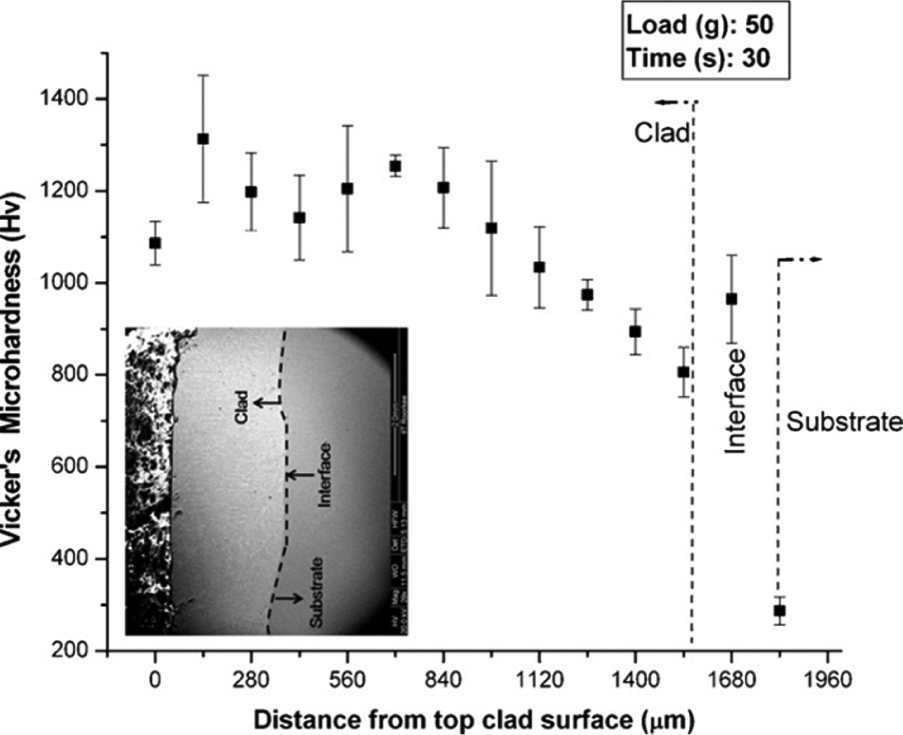
Vickers hardness profile along clad cross section. 59
Parameters for sliding wear test. 59
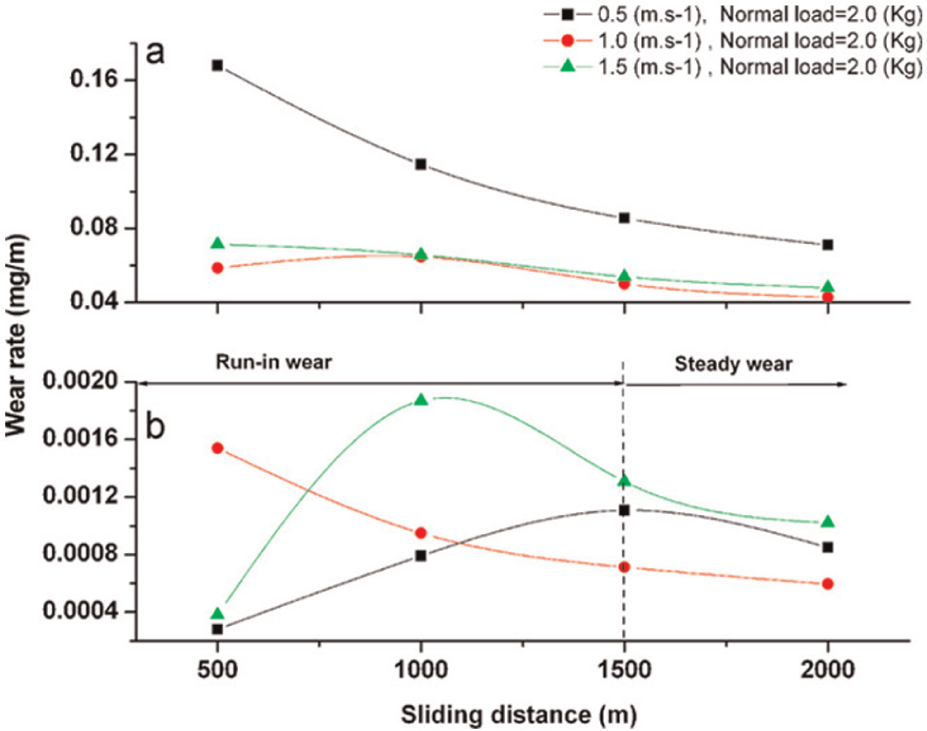
Typical wear rate versus sliding distance characteristic for (a) SS-316 and (b) microwave clad. 59
Summary of wear rate and weight loss at various parameters during sliding wear test. 59
The recent work of Gupta and Sharma 60 exhibited a new approach in surface engineering by the microwave-processed cladding. The phenomenon of clad formation was explained, which involves partial dilution of substrate and formation of strong metallurgical bonding between substrate and deposits. Tungsten carbide–based WC10Co2Ni powder clads were produced on austenitic steel by MHH using domestic microwave applicator. It was reported that microwave clad formation was carried at 2.45 GHz frequency at a power rating of 900 W and processing time of 120 s was recorded. Another study of Sharma and Gupta 61 investigated the microstructure and flexural strength of metal-ceramic composite cladding developed through microwave irradiations. The XRD spectrum obtained for the microwave-processed cladding is shown in Figure 17, which reports the formation of new hard phases. The Vicker’s microhardness profile obtained from the samples along composite clad cross section is shown in Figure 18, which reveals that the hardness at the interface is approximately twice that of the substrate. The load versus displacement plots obtained for the composite cladding under three-point bending test is shown in Figure 19, which shows the load bearing behavior of substrate and developed clad. The clad was failed at upper transition load and further load was taken by SS-316 substrate; however, no peeling of clad was seen. It was reported that the developed clad retarded the crack formation due to the presence of the soft Ni-based matrix. The authors concluded the following major points:
The possibility to develop metal matrix composite (MMC) clad using microwaves was positive, and clad was free from major processing defects like interface cracking and porosity;
Microwave heating produced new phase transformations within the powdered layer;
The average Vicker’s microhardness of developed clad is 416 ± 20 Hv, which was significantly higher than the soft metallic substrate of SS-316 (∼200 Hv);
The average clad flexural strength was 629 ± 8 N, with deformation of 0.76 mm;
Deformation indexed showed the good deformation resistance of clad;
Composite clad showed good tenacity and was not peeled off from substrate even at the end of test with average load value of 14,770 N.
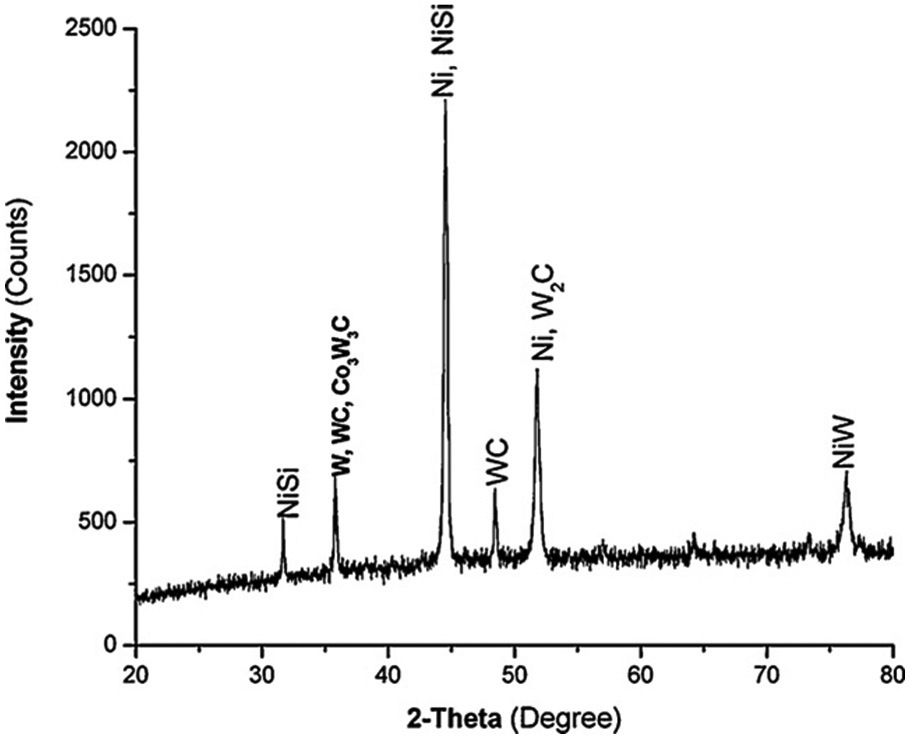
Typical XRD spectrum of tungsten-based metal matrix composite cladding developed through hybrid microwave heating. 61
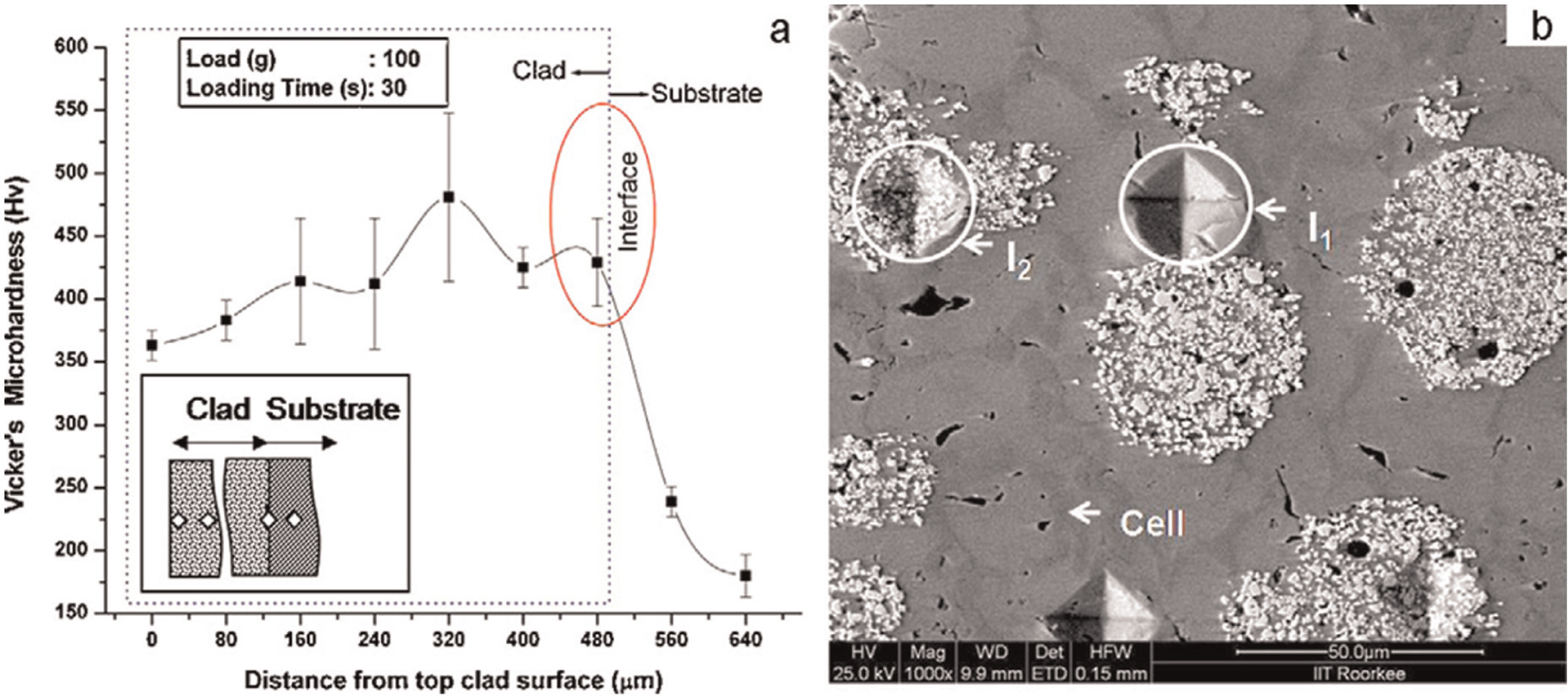
Vicker’s microhardness profile along clad cross section. 61
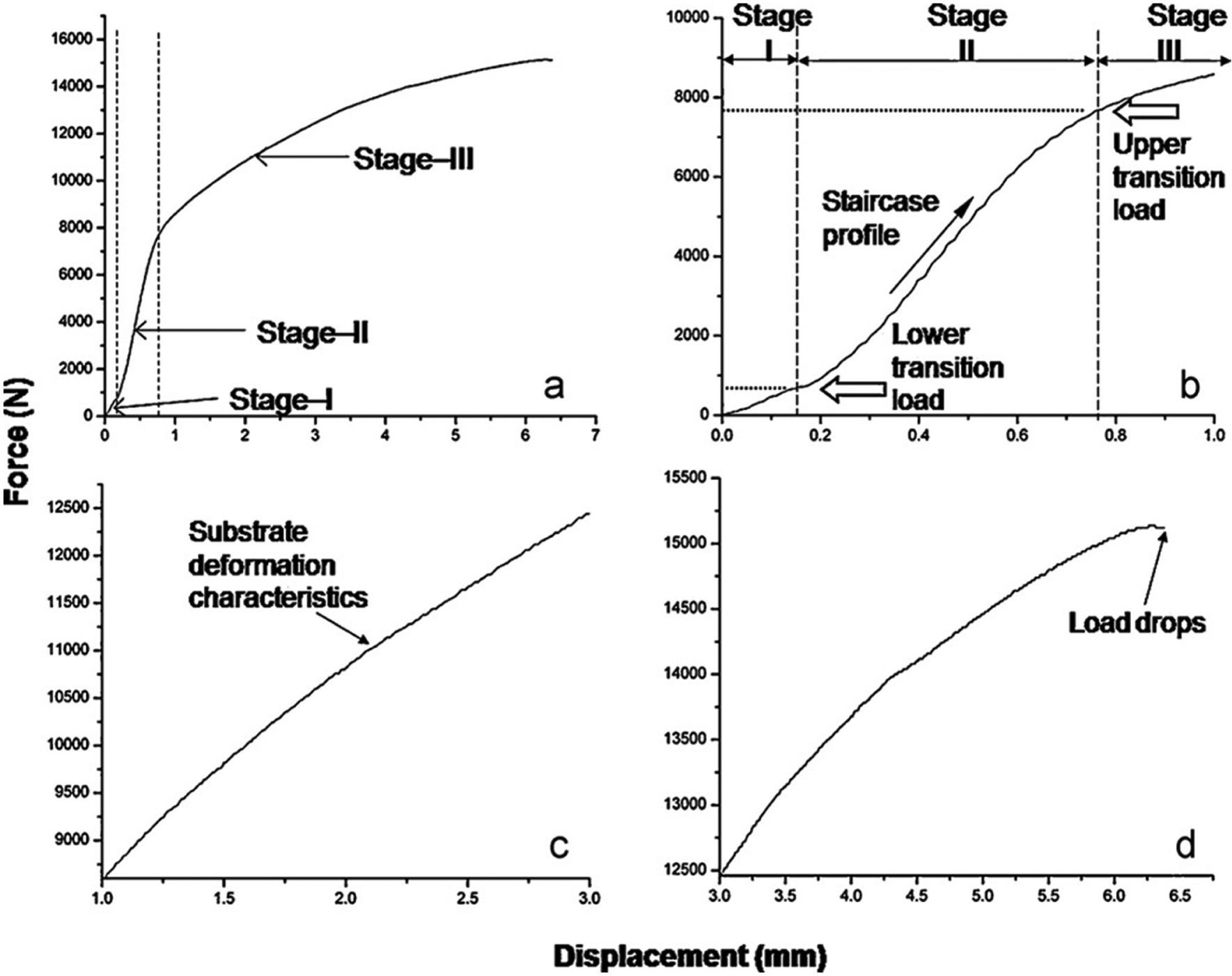
Load–displacement curves for three-point bending test: zoomed views with reference to displacement of (b) up to 1 mm, (c) between 1 and 3 mm, and (d) 3 mm onwards. 61
The experimental work carried out by Zafar et al. 62 developed a metallic cladding of Inconel 718 powder on austenitic stainless steel through novel route of MHH. It was reported that the cladding of 1 mm thick was produced and was characterized by relevant characterization techniques such as XRD, FESEM, and EDS. The microstructure study revealed that partial dilution of both cladding material and substrate material was observed, which were intermixed during microwave heating. It was concluded that cladding was free from interfacial cracks and porosity.
The work carried out by Cammarota et al. 63 investigated the effect of microwaves annealing on mechanical and microstructural properties of titanium. Microwaves at 2.45 GHz were used to ignite the self-propagating high-temperature synthesis (SHS) in a Ni and Al powder mixture to produce coating on Ti. The exothermic nature of reaction and energy provided by microwaves allowed temperatures to rise up to melting temperature of NiAl. This NiAl in a molten state reacted with the underlying layer of titanium to form ternary eutectic of Ni-Al-Ti system at the interface. It was shown that the intermediate layer originated by interface consists of interlocking network and forms reinforcement phase. The formed layer was tougher and harder than the parent NiAl coating. The thickness of intermediate layer was further altered by annealing at temperatures higher than eutectic temperature, within minutes. The growth of the intermediate layer is shown in Figure 20. It was concluded that hardness and fracture toughness of intermediate layer was much higher than the single constituent of NiAl coating and Ti, due to strong constraining effects of interlocking microstructure formed by microwave processing.
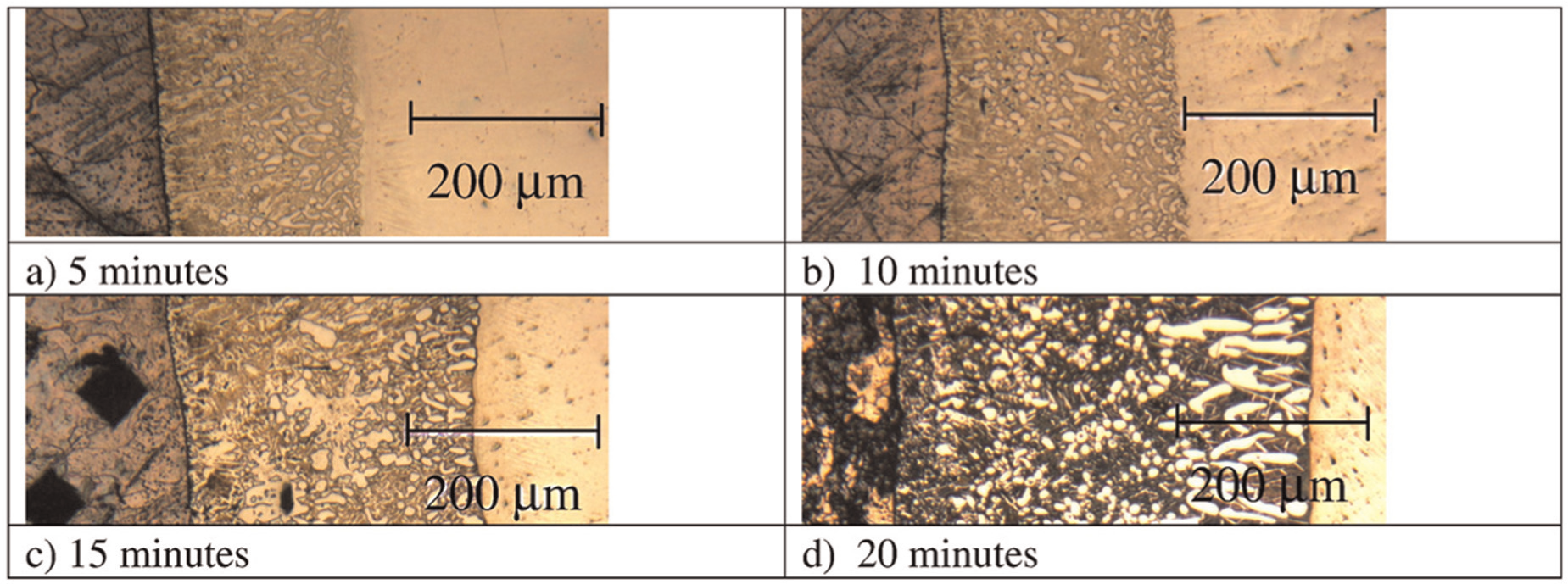
Microstructure of intermediate layer after annealing at 950 °C for different intervals of time 63 (from left to right: NiAl, intermediate layer and Ti substrate).
Future trends in microwave material processing
The microwave processing of ceramics, semimetals, metallic powders, and polymers were successfully explored and accomplished with favorable characteristics of time saving, lower energy consumptions, and enhanced properties. These inherent advantages of microwave radiations in material processing led researchers to explore further in the field of sintering, coatings, claddings, surface treatments, joining, heat treatment, heating optimization, and so on.64–69 To the best of author’s knowledge, very less literature is available for casting/melting of different metallic powders, MMC claddings on different metallic substrates, hard surface coatings for better tribological properties, non-metallic coatings on metallic substrates for prevention of oxidation and rust, joining of various bulk materials, and so on, using microwave radiations. The possibility of research in mentioned areas provides a lot of the future scope in microwave processing of materials and their applications in manufacturing sectors. The major areas which can be targeted using microwaves in the near future are as follows:
The process of melting and casting of metals using microwave-assisted technologies;
The sintering process for developing complex geometries;
The possibilities of claddings on curved profiles and other contoured parts for anti-wear applications;
The possibilities of development of commercialized microwave joining technology for various hard-to-join materials;
The research on the development of newer manufacturing processes, including microwave drilling of metals;
The possibilities of hybrid processing technologies using microwaves coupled with other heating sources such as laser beams.
Conclusion
The growing demands of sustainable manufacturing systems have accelerated the research work in microwave materials processing technologies due to inherent characteristics of microwave radiations which may lead to reduced processing times and energy consumptions and can yield better-quality components. The research on the processing of metallic powders via microwave radiations has opened the new opportunities in the field of material joining and claddings, which were discussed in this article. The research work carried out on material joining and cladding through microwave heating has revealed that the selective heating characteristic of microwave during processing led to better-quality product development and retarded the defect formations. The microstructures obtained of microwave-processed components were uniform and significantly less porous and free from visible microcracking as compared to conventional processing methods. The power requirements were reduced due to lower processing time, which in turn provided environmental safety with reduced pollution level. The past research on microwave processing of materials was mainly confined in the region of sintering of metallic materials, and those processes were also optimized and commercialized. However, very few efforts were made in the processing of bulk materials in the form of joining and cladding by researchers and theory for the development has been demonstrated by the authors. The major conclusions drawn from the reviews are summarized as follows:
The principles of MHH were successfully employed for material joining and surface engineering processes for bulk metallic materials;
It was reported that hard-to-join materials were successfully joined using a novel method of microwave processing;
The microwave-processed cladding mechanism was discussed and positive results were obtained, which can be adapted as one of the novel routes in surface engineering in the future;
The results of the microwave materials processing research revealed that microwave processing produces better microstructures with lesser amount of defects as compared to conventional methods;
The formation of lesser defects during microwave processing enhanced the performance level of claddings and joints obtained;
It was proposed that in the near future, microwave processing area can be diversified in some industrial applications, which includes, melting, casting, and drilling of metallic materials;
The low energy requirements during microwave materials processing and reduced pollution will lead to the green manufacturing technologies.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.