
Abstract
Processing of nickel-based high strength composites and alloys is a difficult and thought-provoking task. In this work, a strategy of heating through microwaves radiation is utilized to process the high strength hybrid Ni-based composite clad on SS 316L steel surface containing 15% (WC-8Co) and 5% Mo. The premixed composite powder was placed on the steel surface and irradiated with domestic microwave applicator having 2.45 GHz fixed frequency and 900 W power. The hybrid clad was successfully developed within 12–15 min of microwave exposure. The processed clad was subjected to various metallurgical and mechanical characterizations to understand the microstructures and phase changes. Microstructural analysis study revealed that the clad of ∼0.85 mm thickness was obtained and presence of dispersed reinforced particles of WC-8Co and Mo in nickel matrix were observed. Some inter-metallic phases of W2C, Ni2Mo4C, Ni4W and NiSi2 were observed in the clad. The average microhardness of the composite clad was712 ± 58 HV. The microwave processed clad exhibited a flexural strength of 852 ± 6 MPa with deformation index of 35 × 10−5 mm/N. Further, the sliding wear study revealed that the sliding velocity of 1.0 m/s favoured the formation of oxide tribo layers. The various mechanisms of wear revealed by the analysis of worn-out surfaces were abrasion, adhesion, surface pull-out and deformation of surfaces. The microwave processed clad revealed significant improvement in wear resistance in comparison to the steel substrate.
Introduction
Steel are the most common material used worldwide for various applications in construction, automotive and structural sectors. The advancement in these applications further allowed higher demand for steels. However, every sector requires materials with enhanced working life under the severe working conditions. Among the various steels, the austenitic grade stainless steels are extensively utilized in many manufacturing industries owing to superior corrosion resistance. AISI-316 L grade (austenitic stainless steels) steels are often used for medical, food, chemical processing, automotive industry marine equipment, etc. due to fairly high strength and extremely good corrosion resistance.1,2 Although, this steel grade has excellent corrosion resistance but the surface hardness and wear resistance are relatively poor. 3 In the present technological advanced sectors, the improvement in hardness and tribological properties of this grade of steel is necessary requirement. This can be achieved through various thermomechanical processing or surface treatment techniques. The straightforward solution to improve the tribological performance at the surfaces is to utilize surface treatment processes, which are simple, economical, and less time consuming then thermal processing of steels. Nowdays, there are many surface modification techniques available which can improve the above-said properties of AISI-316 L steel without altering the inherent properties of the material. Many of the surface modification techniques include thermal spraying process, nitriding, PVD, CVD, laser cladding, etc.4–8 Laser cladding has been most commonly used for improvement of anti-wear properties among these techniques. The main reason for using Laser cladding is the development of excellent metallurgical bonding with substrate material and its versatile applications. However, laser cladding has some constraints such as higher running and installation costs, thermal distortion, interface cracking, etc.9,10
The applications of Laser cladding are extensively used for obtaining the desired properties and surface modification of various materials. It is successfully used for depositing nickel-based materials clad which are widely used in many anti-corrosion, anti-wear and thermal barrier applications. However, it is not easy and efficient to process nickel-based materials clad. The main reason is the incapability of conventional processing methods to process clads at high temperatures. Various advanced methods are used for processing of nickel-based composite casting coatings and claddings. Farahmand et al. 11 used laser cladding assisted with induction heating to develop Ni-60%WC composite clads. It was reported that by using induction heating on molten pool reduces the chances of cracking and porosity; and produces homogeneous composite clad. But the energy requirements are much higher due to the use of induction heating. Liu et al. 12 reported that the Ni-WC based coating on copper substrate fabricated through laser technique exhibited good wear resistance and high temperature property. Liyanage et al. 13 studied the microstructure and wear performance of Ni-WC overlays produced through Plasma Transferred Arc Welding (PTAW) process. It was reported that microstructures of PTAW produced overlays consisting of γ-Ni dendrites, Ni-based eutectics, carbides and boride sinter-dendritic structures. It was reported that lower WC dissolution exhibited better wear resistance due to retained/available WC phases and lower fractions of brittle (secondary carbides) phases for low carbon and chromium composition composites. Li et al. 14 reported that the wear resistance of titanium grade 2 was significantly improved through Ni-WC based composite coating obtained by electroplating and electron beam remelting. Liu et al. 15 reported the fabrication, study of microstructures and corrosion resistance of WCp/NiBSi metal matrix composite clad through Electron Beam Welding (EBW) and PTAW. It was reported that due to higher energy density in PTAW, interdendritic microstructure was observed which was completely absent in EBW cladded sample. Presence of secondary WC precipitations and dissolution WC phases produced higher hardness in PTWA clad sample. However, both the sample revealed similar wear rate. Kiliç and Misirli 16 investigated the wear behaviour of HVOF sprayed 20NiCrBSi-WC12Co based coating on brake disc. It was reported that coating resulted in less abrasive wear on the brake disc and hence lead to longer service life of brake disc. Tillmann et al. 17 studied the microstructural characteristics of high-feed milled (HFM) HVOF sprayed WC-Co powder coatings. It was concluded that HFM post process resulted in refinement of WC crystallite size and enhancement of its internal strain. Liu and Gu 18 reported the fabrication of γ/Cr7C3 clad on steel using plasma jet method. It was conveyed that γ/Cr7C3 composite clad with high uniform hardness led to outstanding wear resistance under dry sliding wear test conditions. A lot of literature is available on processing/development of Ni-WC composite clads/coatings through laser and other deposition processes. However, studies19–21 revealed that addition of hybrid reinforcements in terms of Ti, Mo, Co, TiC, etc. further improves the properties, grain structure and prevent cracking of hybrid composites. Still, plenty of research is going and opportunities are available in the surface engineering domain and namely in the field of efficient processing of claddings involving nickel-based materials.
Recently, a new approach of microwave cladding process has been recognised as an excellent surface modification technique to produce anti-wear metal matrix composite clads. The heating through microwave energy is accompanied by volumetric heating characteristics which reduce the thermal distortion on the clad surface.22–24 The microwave energy has been widely used in many material processing applications. The major thrust area in microwave material processing has been previously limited to sintering of various ceramics materials due to good microwave absorption properties of ceramics.25,26 Earlier, there was a misconception that metallic materials could not be processed through microwave heating owing to its microwave reflective characteristics. However, Roy et al. 27 contradicted this by successful heating and sintering of metallic alloy materials in form of fine powders using microwaves. Further Gupta and Sharma 28 successfully achieved the cladding of EWAC material on austenitic stainless-steel surface using microwave energy. Gupta and Sharma 29 extended his work by developing WC10Co2Ni based clads on SS-316 surface using microwave heating and found that microwave clads exhibited excellent wear resistance properties. Kaushal et al.30–32 developed the MMC clads over the surfaces of various grades of steels through microwave heating.
The selection of cladding materials depends upon the required applications. For anti-wear application, the materials are selected on the basis of higher hardness and toughness. Ni material has higher toughness and excellent corrosion resistance properties. 33 Nickel-tungsten carbide-based materials can provide higher hardness 34 which can improve the wear resistance extensively, where cobalt acts as binder phase. Molybdenum (Mo) can improve toughness, refine the grain of the clad layer.35,36 The combination of Ni with WC and Mo provides both toughness and hardness to clad material. The work on microwave cladding process for bulk metallic surfaces was patented by Sharma and Gupta 37 where authors reported the new process and benefits of microwave cladding process. Afterwards a lot of work was reported on the metallic powder and metal based composite powder cladding on the bulk metal surfaces using microwave energy. The work on microwave cladding of WC-12Co powders on stainless steel at micro and nano level was carried out by Zafar and Sharma38,39 Hebbale and Srinath 40 developed the cobalt-based microwave clads on the AISI420 SS and reported the slurry erosive wear behaviour of clads. It was reported that microwave cladding allowed crack free metallurgical bonding which efficiently prevented the erosion wear. Babu et al. 41 further explored the bimodal composite cladding through microwave heating process and reported that higher hardness and fracture toughness can be obtained in comparison to unimodal clads. Still, the mechanism and process of clad formation through microwave heating is not clearly reported in the literature and authors have tried to provide the in-depth process in the present work.
In the present research work, the SS-316 L substrate was cladded using Ni + 15% WC8Co + 5% Mo based hybrid composite material through microwave heating technique. The processed clad surface was characterized through metallurgical (SEM, EDS, XRD), mechanical (Vickers microhardness, Flexural testing) and tribological characterization (by studying weight loss and mechanisms under dry sliding conditions) techniques.
Materials and methods
Materials
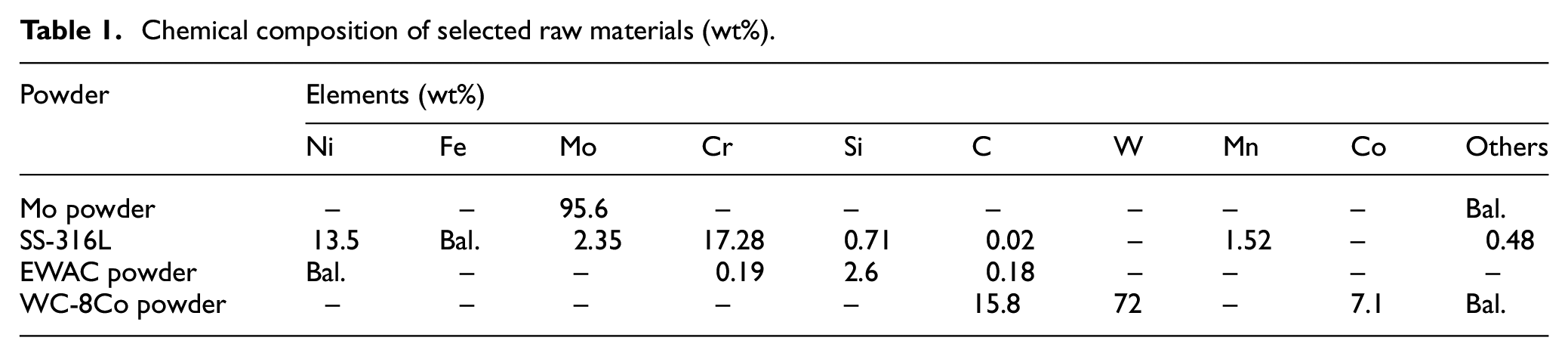
In this research work, the commercially available EWAC powder (∼97% Nickel-based) is used as matrix material, while 15%WC8Co and 5%Mo ceramics powders are used as reinforcement materials. The scanning electron microscopic image of EWAC powder particles is shown in Figure 1(a), which revealed spherical particle type morphology, while irregular morphology was observed for Mo and WC8Co based ceramic powders which is presented in Figure 1(b) and (c). The commercially available SS-316 L based austenitic stainless steel with dimensions 50 × 12 × 6 mm was selected as substrate material. Table 1 shows the chemical composition of various powders and SS-316 L substrate.
Chemical composition of selected raw materials (wt%).
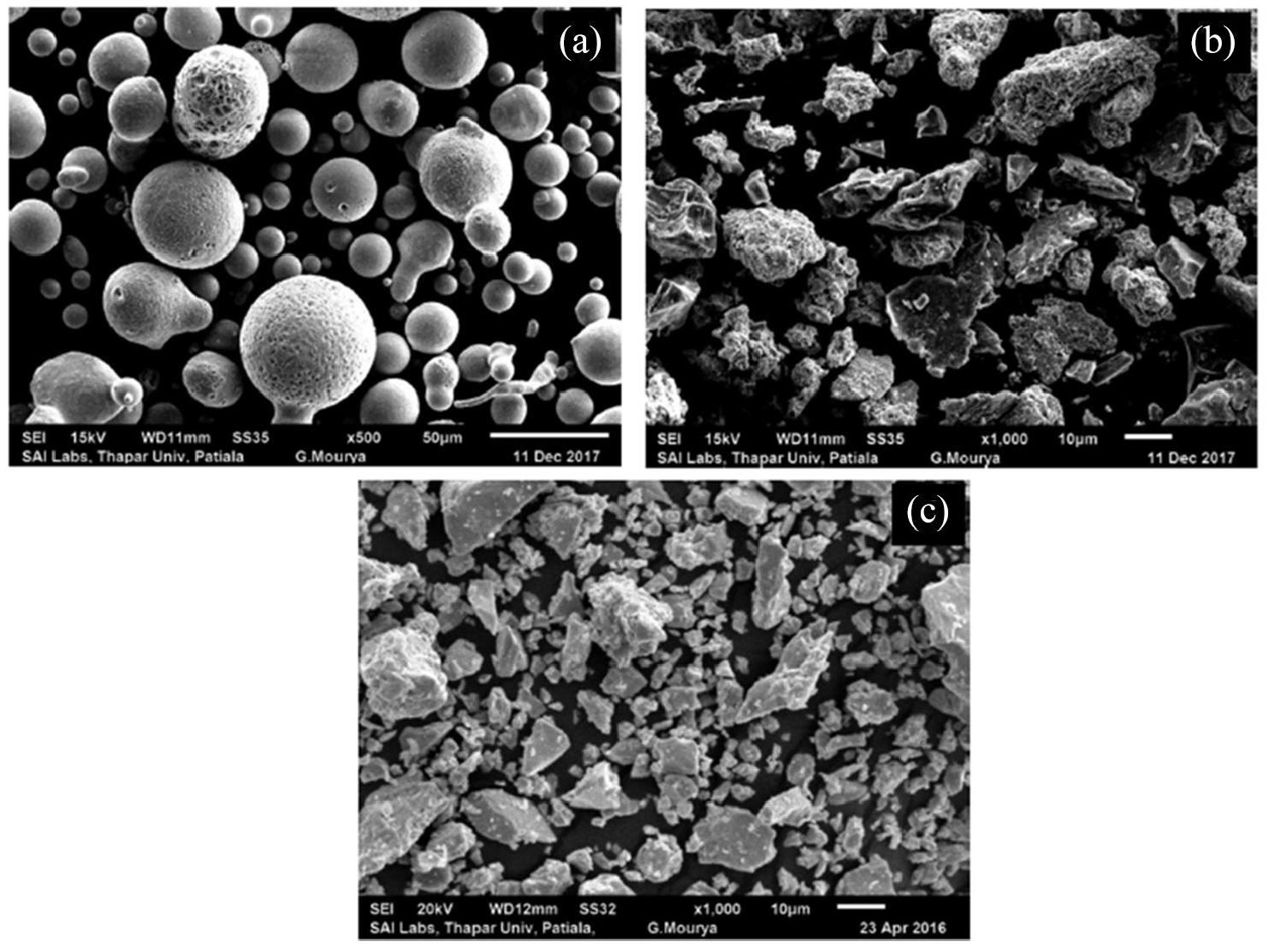
SEM images showing morphologies of: (a) EWAC (Ni-based) powder particles, (b) Mo powder particles, and (c) WC8Co powder particles.
Clad development and characterization
Metallic powdered clad processing/development through microwave heating and melting is quite difficult due to the microwave reflective properties of metals at room temperature. However, using microwave hybrid heating technique (MHH), composite clad of metal-ceramic material can be easily processed. Theory on microwave hybrid heating has already been explained in detail by Gupta and Sharma. 28 The substrate material was polished using standard metallographic methods up to surface roughness of ∼2 µm before the processing of clad. The raw powder consisting of 80%Ni, 15%WC8Co and 5%Mo by weight were premixed using mechanical mixture for 2 h. The hybrid composite powder was preheated up to 200°C for 30 min to remove any moisture content. The premixed powder was then placed on substrate which forms ∼1 mm thickness. The substrate having powder on it was kept on a refractory brick. Finely crushed powdered charcoal is used as the susceptor (which initially absorb electromagnetic energy) material in this investigation which provides the initial heating to the raw clad powder, as the clad powders cannot interact directly with microwaves at room temperature. To avoid any mixing of powder particles with charcoal, an alumina separator sheet was used. A 900 W multimode microwave oven (Model: Charcoal Type, Maker: LG) was used with an alumina separator sheet (99.1% pure, 1 mm thick) for 12–15 min. exposure time for clad processing. The experimental setup used for processing of clad and detailed mechanism of clad formation is shown in Figure 2(a) to (e).
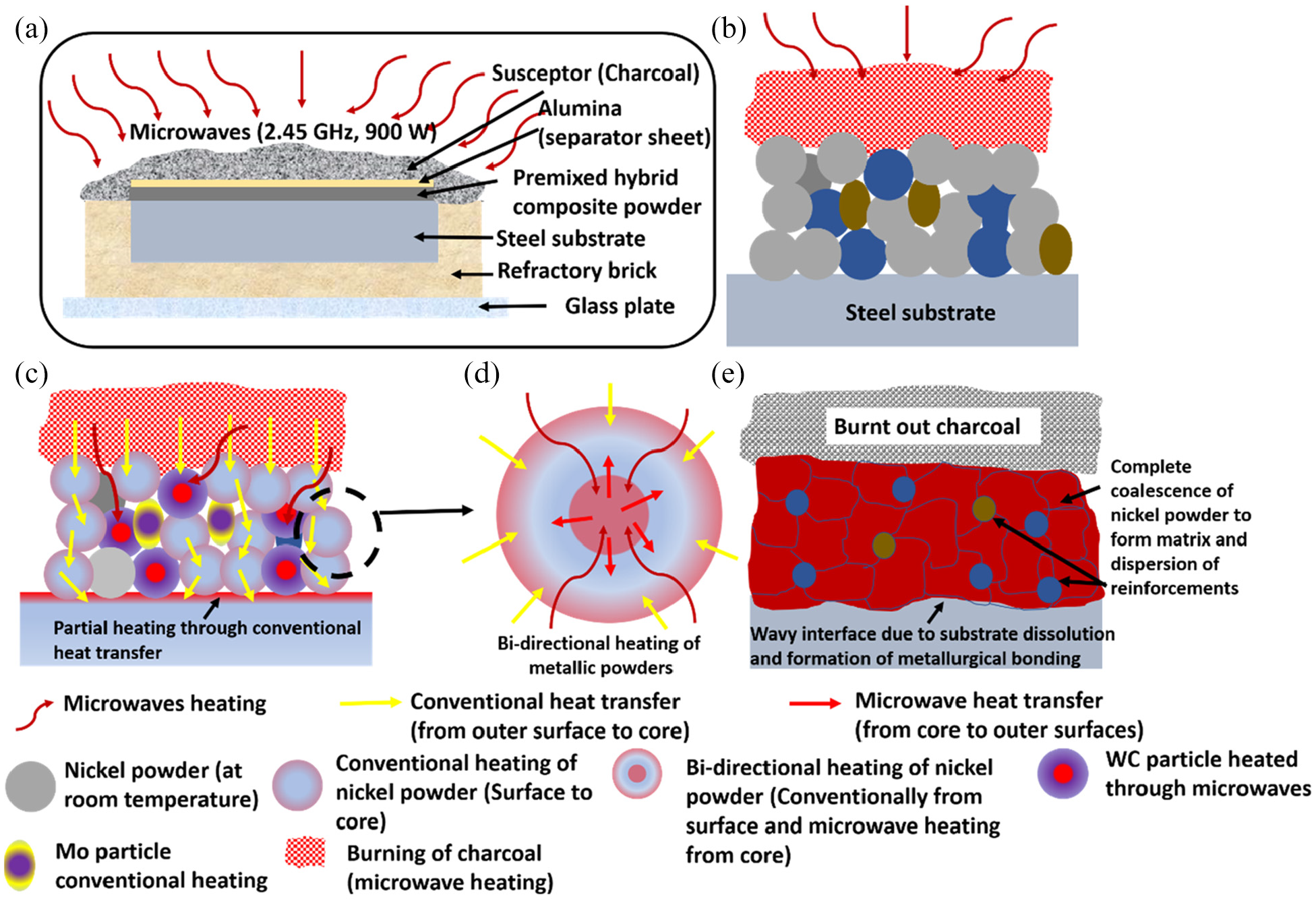
(a) Detailed schematic representation of experimental setup for microwave processing of clad, (b) initial heating of susceptor (charcoal) through microwave heating, (c) heat transfer within the clad powder, (d) hybrid/bi-directional heating of metallic (nickel) powder particle, and (e) melting and coalescence of nickel matrix to form solid clad on the substrate surface.
Initially, microwaves interact with the charcoal powder and charcoal being good absorber start absorbing the microwaves. The charcoal converts the absorbed microwave energy into heat energy (Figure 2(b)), which subsequently gets conventionally transferred to adjacent clad powder particles (Figure 2(c)). By absorbing this heat, the initial temperature of powder particles enhances which influence their properties especially increases the skin depths of metallic powders. At elevated temperatures, the microwave radiations start penetrating the metallic powders and starts interacting with the clad metallic powders directly.
This causes a situation of bi-directional heating where hybrid heating provides heat from outer surfaces and microwaves on getting absorbed produces heat from inside the powder (Figure 2(d)). 42 This led to the achievement of high temperatures which led to the complete coalescence of nickel power particles and reinforcement is dispersed in the matrix medium (Figure 2(e)). The heating of metallic powder particles adjacent to substrate cause dissolution of the surface and powders gets attached to the substrate surface with metallurgical bonding. This dissolution of substrate and melting of clad particles, may led to the waviness along the interface.
Characterization of developed clads
After the successful development/processing of composite clad, it was characterized through various metallurgical and mechanical characterization techniques. Prior to metallurgical characterization, the cladding sample was cut along the thickness using low speed diamond saw followed by mirror polishing through standard metallographic techniques. Then the clad sample was etched using the etchant solution (HCl+HNO3+CH3COOH) for studying the microstructure of clad surface through back scattered electron (BSE) microscopy. Further, phases analysis was carried out through XRD study by performing scan at 1°min−1 and within scan range of 20°–90°. The Vicker’s microhardness testing at various locations were carried out at 200 g of normal load and 25 s of dwell time. For evaluating the microhardness of microwave processed clad sample, average of five indentations were recorded. The flexural strength of microwave processed clad was evaluated by using 3-point bending method. The detailed information about flexural testing is given in Figure 3. The flexural strength was evaluated using the standard three-point bending equation (1). 43

Where σ is flexural strength of specimen (MPa), Pm is the maximum load (N) on the pin, L is the total distance between the two supports (mm), b is the standard width of the specimen (mm) and t is the thickness of the specimen (mm).
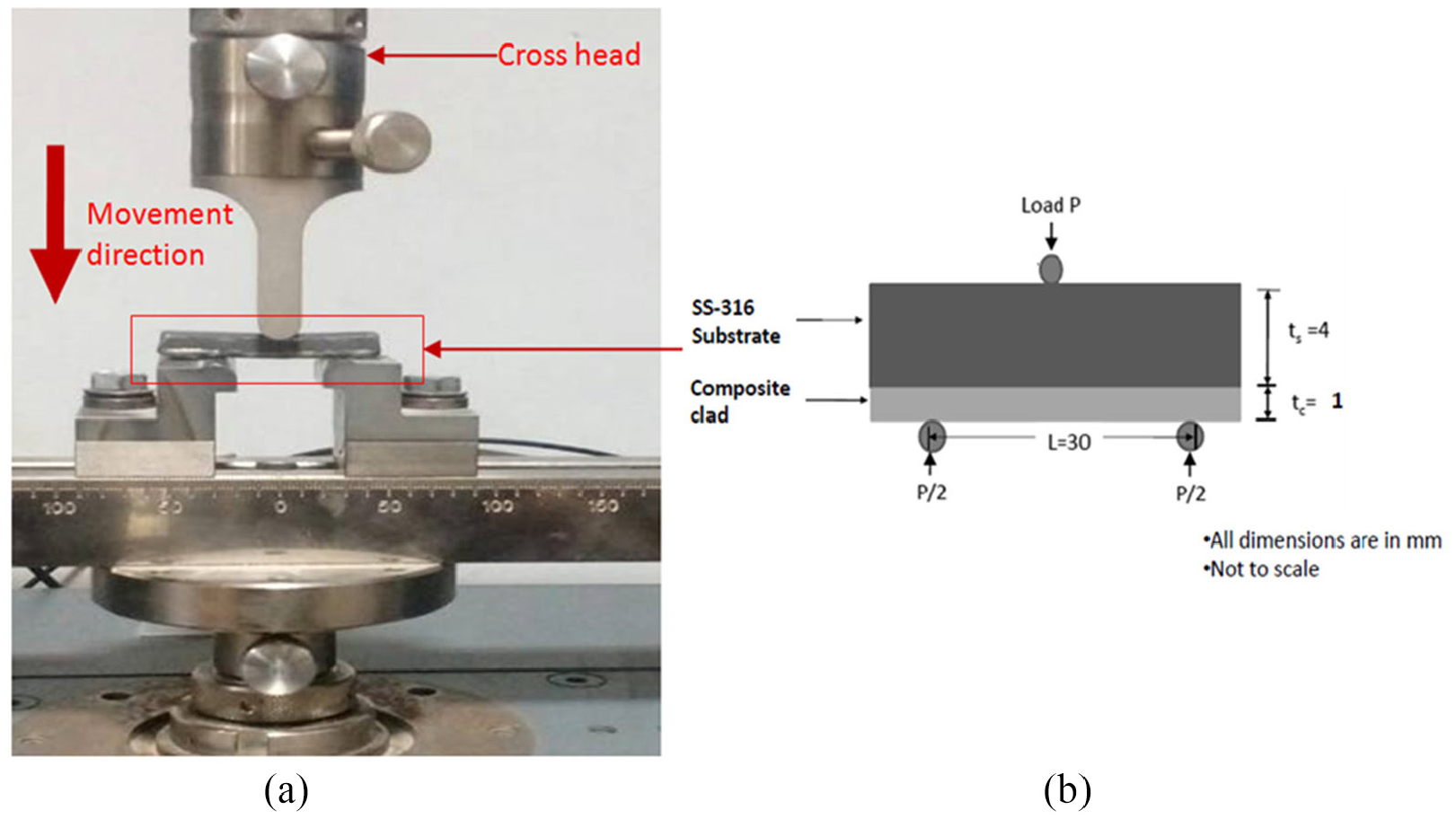
Flexural strength testing setup: (a) actual sample placed between two pins and (b) schematic arrangement for testing.
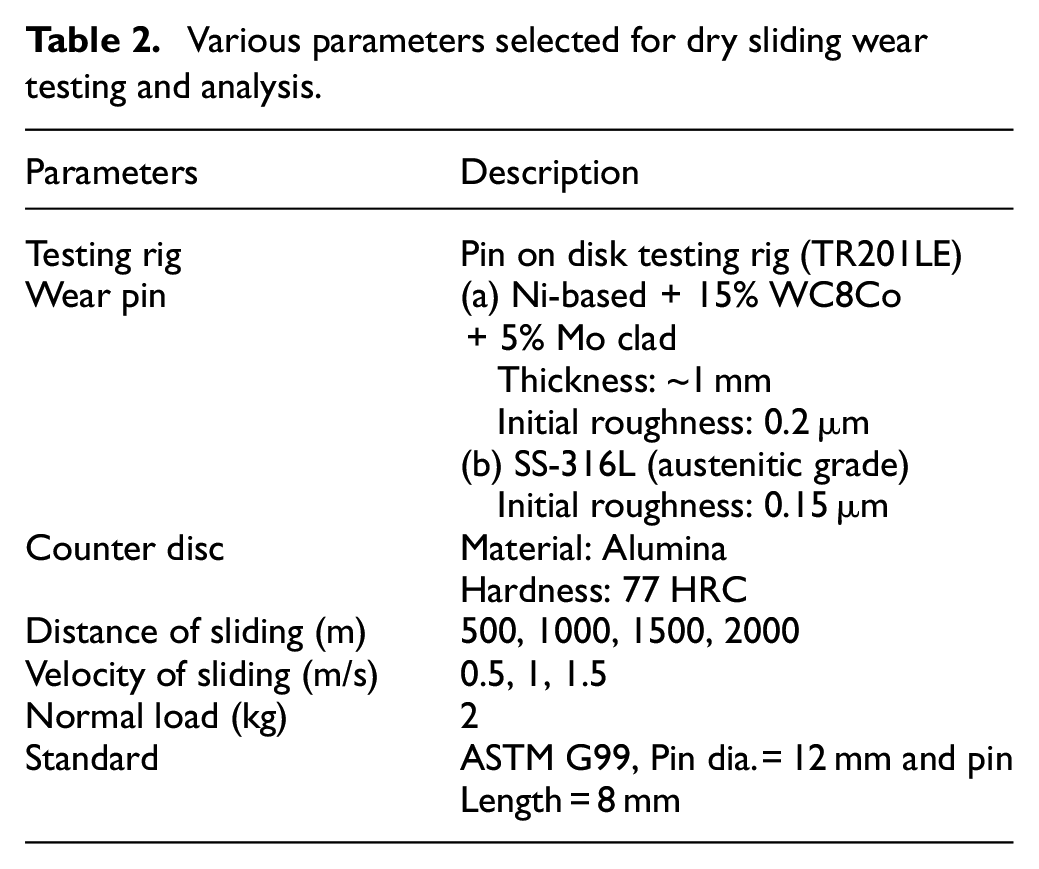
Further, a pin-on-disk apparatus was used to evaluate the dry sliding wear performance of the hybrid composite clad at various parameters.44,45 Table 2 presents the testing parameters for wear analysis. Fractography analysis of the fractured samples was carried out using SEM to study the wear mechanisms involved.
Various parameters selected for dry sliding wear testing and analysis.
Results and discussion
Microstructural analysis
The processed clad must be free from any type of metallurgical defects and cracks for good performance. Also, it must form a good bonding with substrate material via partial dilution of interface. The back scattered electron (BSE) image of transverse cross section of Ni-15%WC8Co-5%Mo hybrid composite clad is presented in Figure 4(a). The image revealed that the clad of ∼0.85 mm thick was successfully processed (due to some shrinkage while diffusion of powder particles and partial dilution with substrate) through microwave heating with a defect free wavy interface between clad and substrate. During microwave heating, a localized metal pool current is formed between substrate and clad region which is responsible for the dilution of substrate and clad material. Nickel element which is the major constituent of composite clad powder starts melting due to low melting point. The WC particles remain in the partially agglomerated form in the Ni matrix. The magnified view of clad region is presented in Figure 4(b), which clearly show the randomly dispersed reinforcement phases of ceramic powder particles in nickel matrix phase. The presence of different elements in the clad region is analysed through EDS at different locations (point X, Y and Z corresponding to Figure 4(b)). EDS spectra corresponding to these point are shown in Figure 5(a) to (c). EDS results revealed that the matrix phase (point Z) was enriched with Ni elements while majority of W and Mo elements are present along point X and Y. Further, EDS area mapping of composite clad region was also carried out for better understanding of the distribution behaviour of various elements and results are shown in Figure 6.
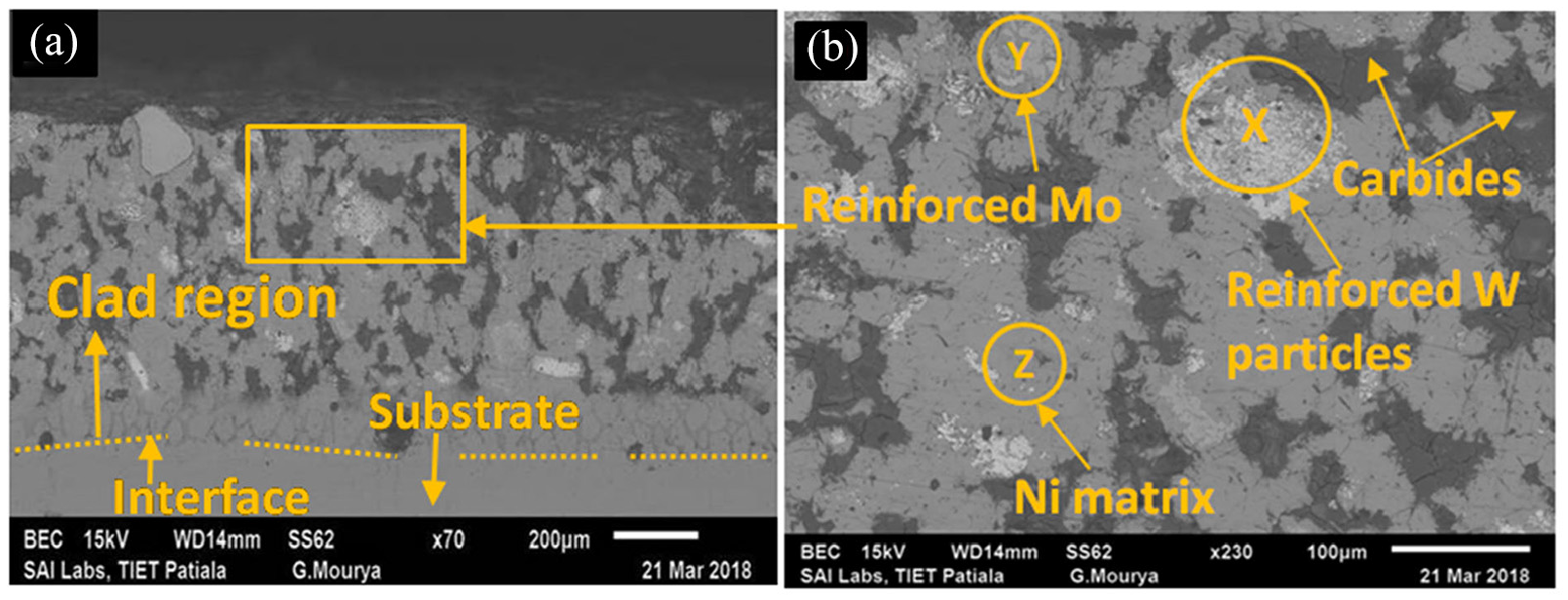
Back scattered electron micrograph showing: (a) clad and substrate region and (b) enlarged view of hybrid composite clad area.
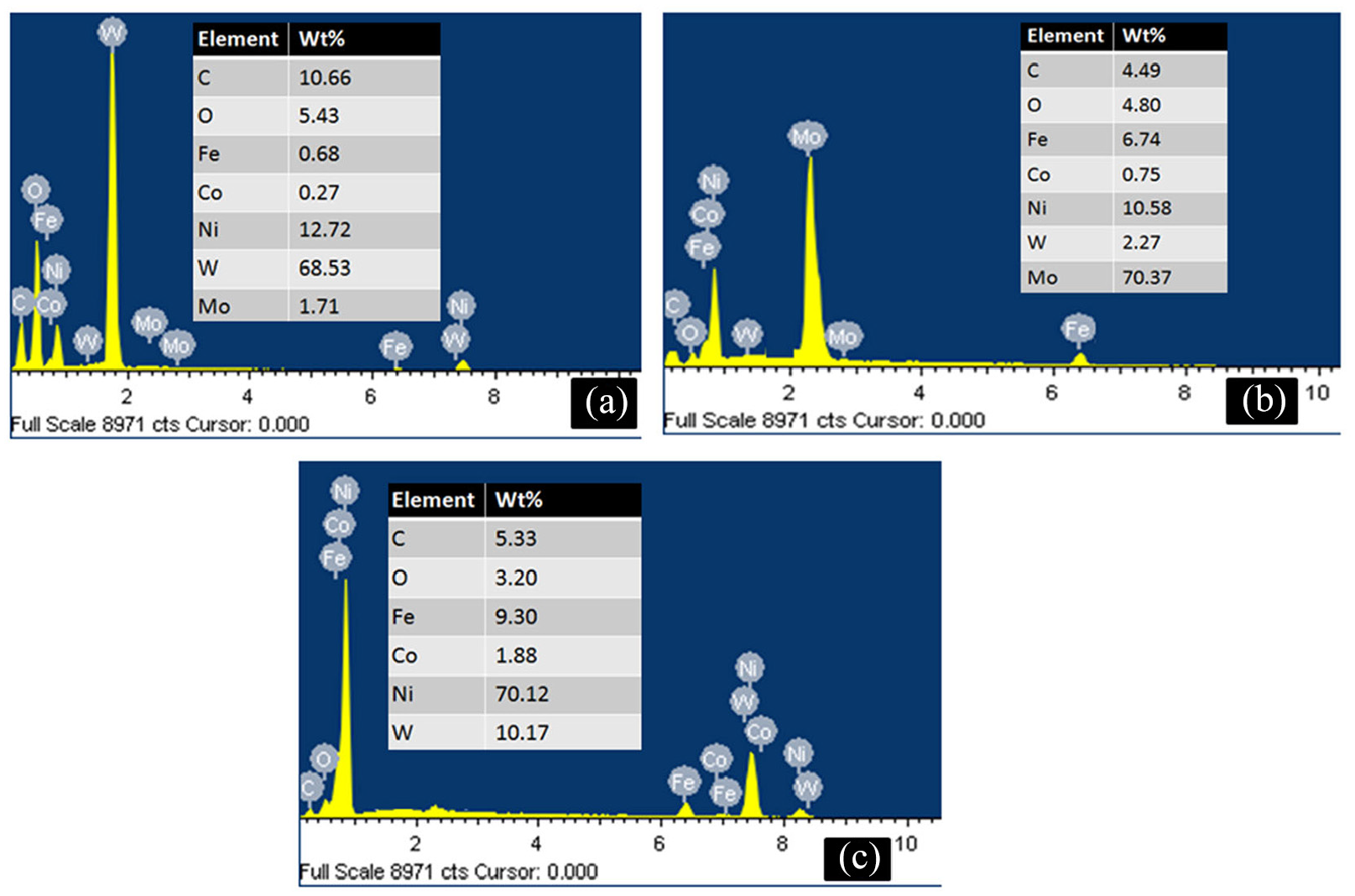
Elemental composition through EDS analysis at: (a) point X, (b) point Y, and (c) point Z (Figure 4(b)).
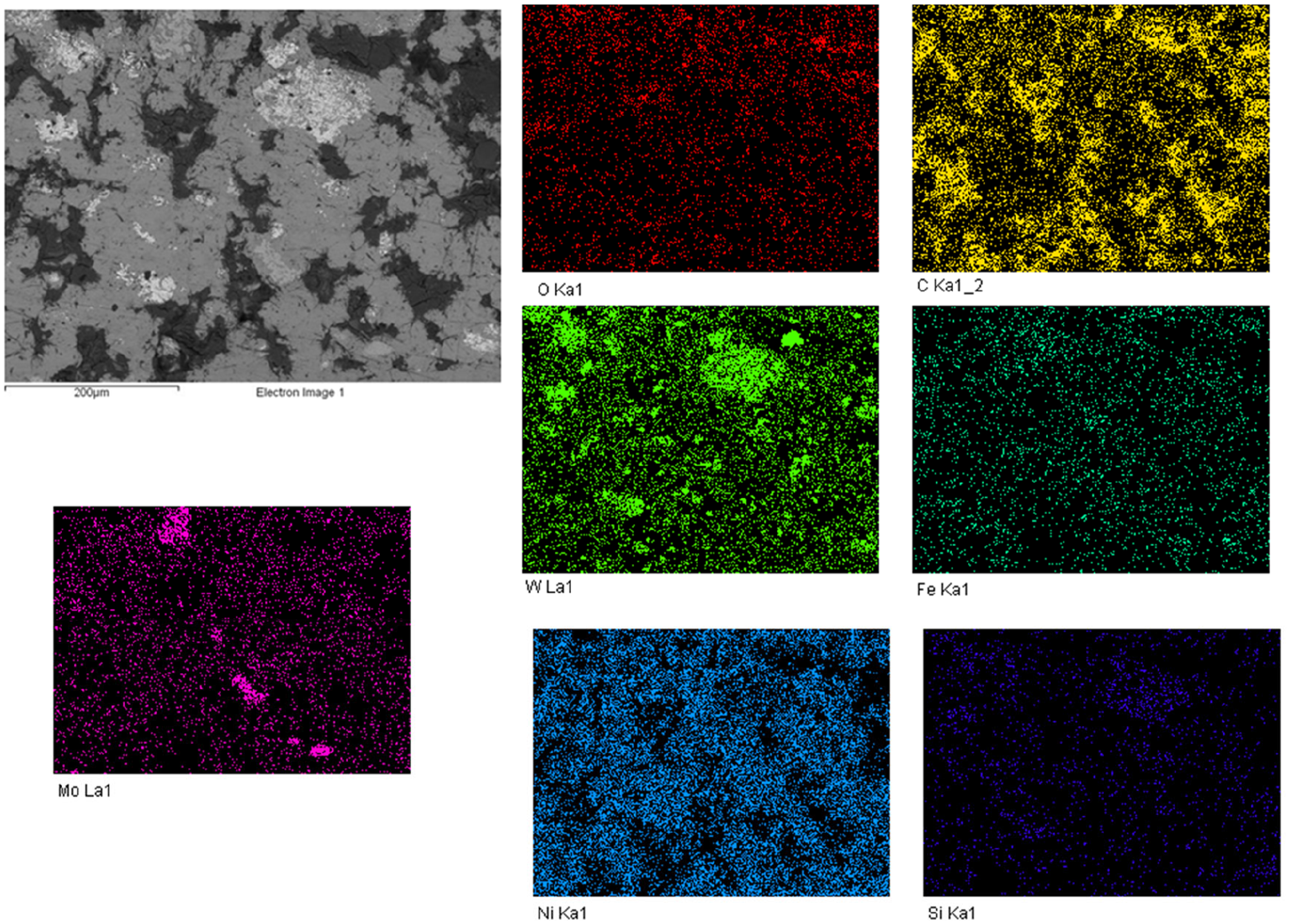
Area mapping of composite clad regions showing the distribution of various elements.
Phase study
The results of X-ray diffraction study of microwave processed hybrid composite clad is presented in Figure 7. Ni powder particles melt due to intense heating during microwave hybrid heating to form matrix. A peak of nickel can be observed in the XRD spectrum corresponding to 44.49°. Majority of WC remains in pure form and does not melt during microwave heating and peaks of WC can be seen corresponding to 35.72° and 48.41°. Some WC powder particles get decomposed and due to eutectoid reaction between in W and WC lead to the formation of W2C phases which can be represented by following equations (2) and (3). 46


Further, some of the free W and C elements reacts with Co, Mo and Ni to form complex carbides Co3W3C and Ni3Mo3C at 39.78° and 64.75° diffraction angles respectively. The presence of FeNi3 phase corresponding to 76.67° confirms the partial dilution of substrate elements into clad region during microwave heating. The formation of nickel silicide (Ni3Si2) phase was observed at 82.86°, which resulted from the reaction between Si elements present in EWAC powder with Ni element at the higher temperature.
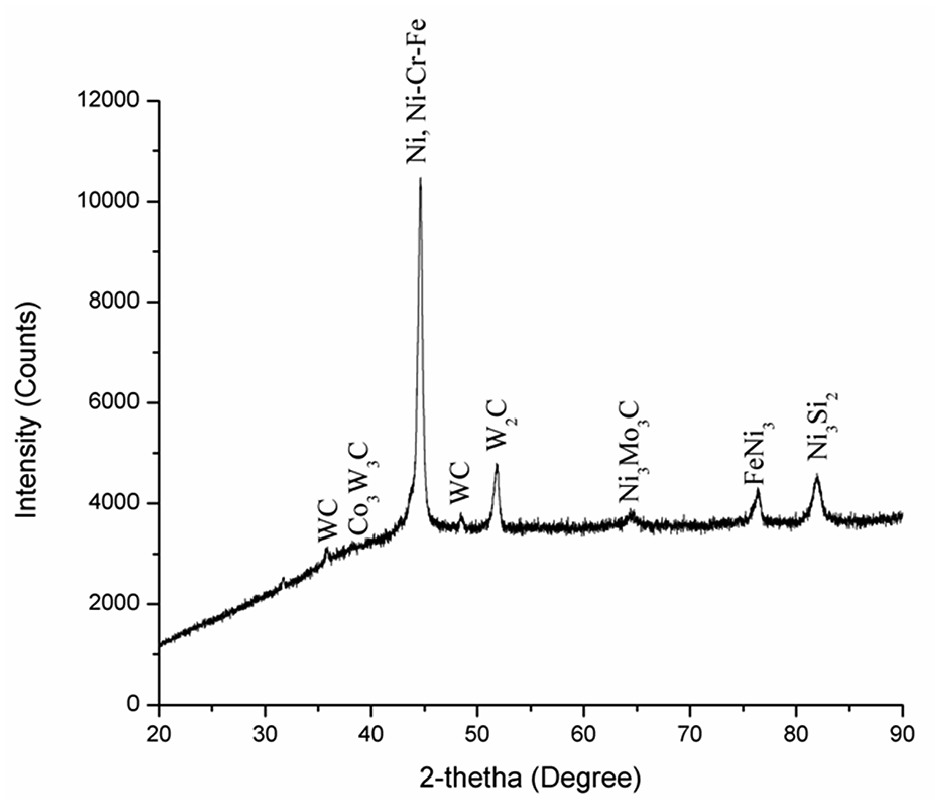
Typical XRD spectrum showing various phases in the microwave processed hybrid composite clad.
Micro-hardness analysis
The formation of various hard intermetallic phases during the microwave heating (as shown by XRD and microstructural analysis) and presence of dispersed WC and W2C phases in the nickel matrix led to the enhanced microhardness of clad region. The microhardness was studied at various locations that is, on the composite clad region, interface region and substrate region and results are shown in Figure 8.
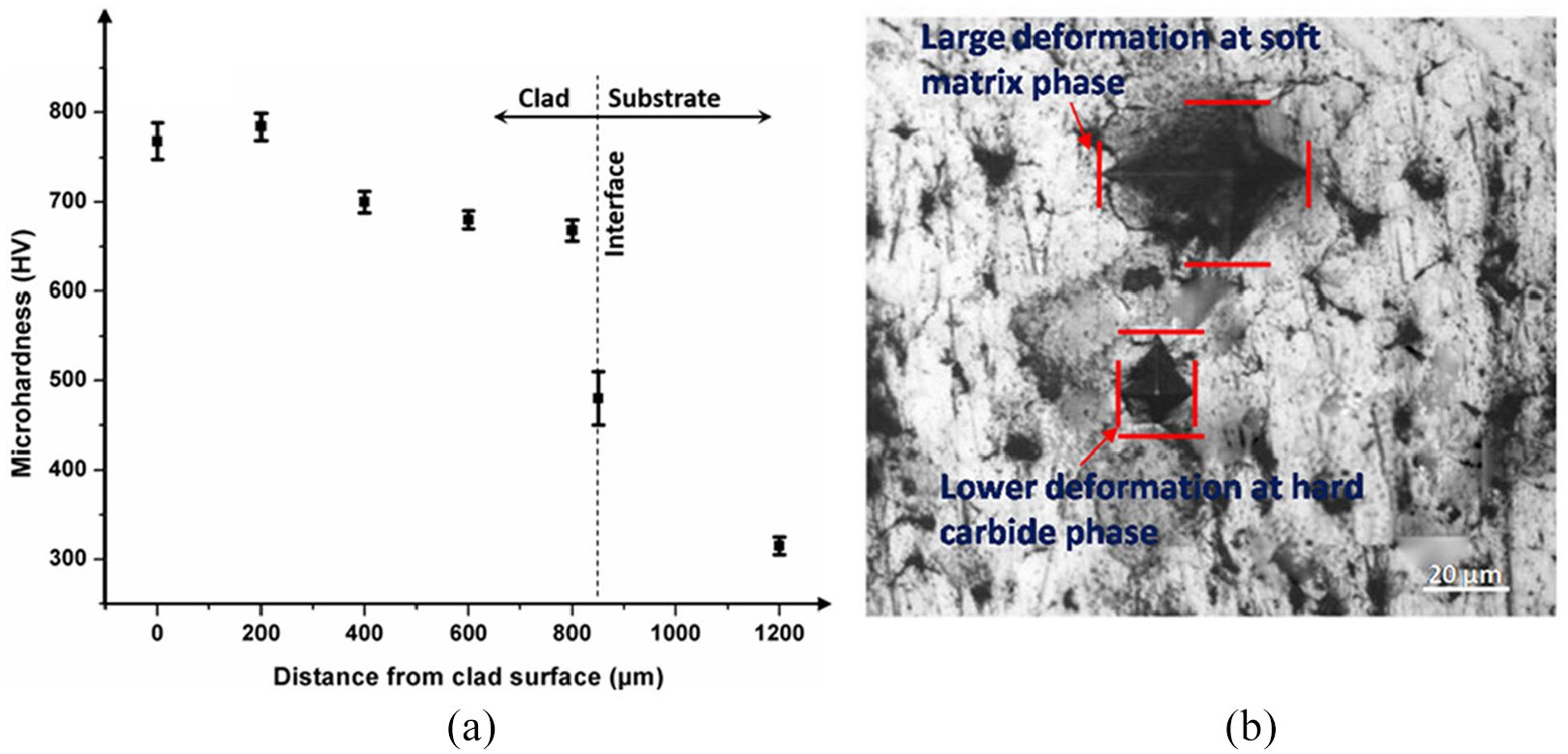
(a) Microhardness profile along the cross-section of the microwave processed hybrid composite clad and (b) optical microscope image of clad showing indentation marks on hard and soft phases.
The microhardness test results revealed that the composite clad region has maximum microhardness of 784 ± 18 HV due to uniform dispersion of WC and W2C particles in the matrix. The interface region also revealed enhanced microhardness of 480 ± 38 HV and this was due to the formation of some intermetallic alloys by intermixing of various elements from substrate and clad regions during microwave heating. The clad region revealed ∼2.5 times higher microhardness than the substrate’s microhardness of 315 ± 9 HV. Further, the indentation morphology on various locations across composite clad regions presented in Figure 8(b). The indentation on matrix phase (soft region) revealed large deformation due to lower microhardness whereas lower plastic deformation was observed when indent was on hard reinforced phase. This was due to the higher microhardness associated with the carbide particles and this restricted the deformation under load.
Flexural test results
The flexural test results are shown in Figure 9, which revealed the load bearing behaviour of microwave processed hybrid composite clads under 3-point bend testing as per ASTM C1161 standards. 38 Microwave processed clads revealed three stage flexural behaviour. For stage 1, the displacement shows linear behaviourupto 400 N of load. Till this load, the matrix phase of the microwave processed composite clad behaved in elastic manner. On further loading it was observed that the load profile increased in a steep manner from ∼410 to ∼3700 N withcorresponding deformation of 0.4 mm as shown in stage 2. These two loads may be stated as lower transition and upper transition loads respectively as shown in Figure 9. Beyond the lower transition load (stage 2) the plastic deformation in the clad surface is initiated. At thisstage the matrix elements get elongated under tensile load and load gets transferred to the reinforced carbide phase. The microcracks start developing at this stage and with further increase in loading (beyond the upper transition load) these microcracks get propagated and load gets transferred to the substrate material (stage 3). After this point, the load bearing capacity is reduced and load starts dropping as shown in Figure 7.
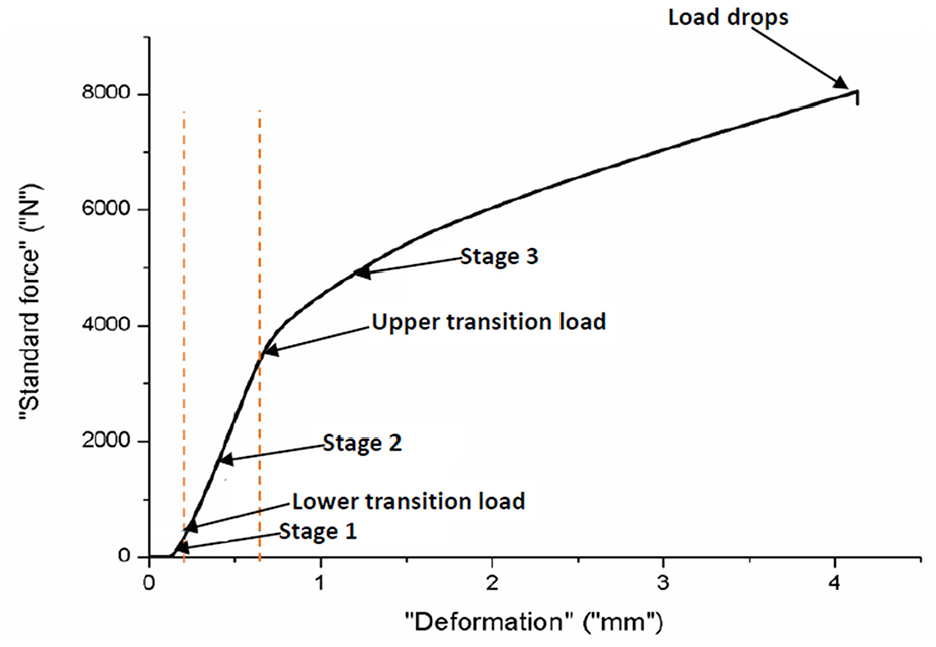
Typical load-deflection curve showing the flexural test result of hybrid composite clad processed through microwave heating.
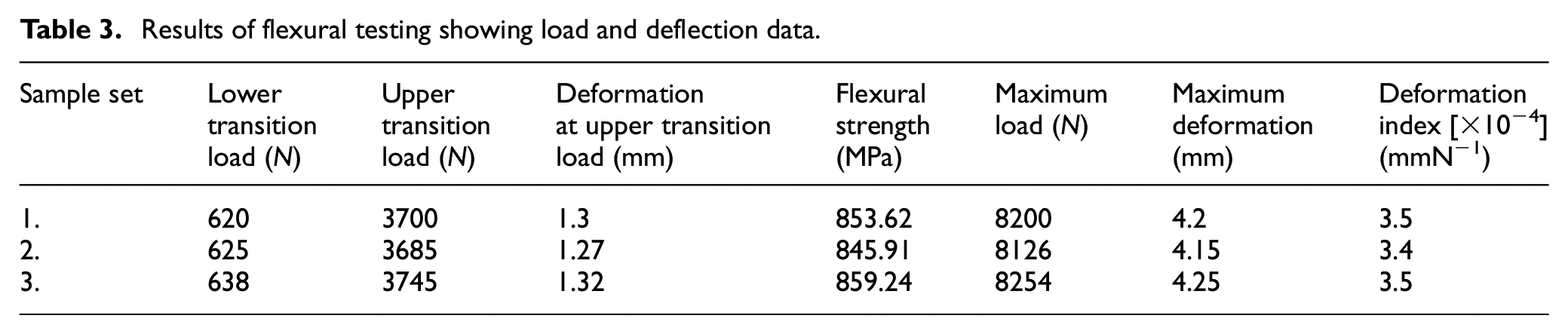
Further, the performance of cladding under flexural loading was analysed by studying an important parameter which is known as deformation index (DI). 47 Table 3 shows the flexural strength and DI values of microwave processed composite clads under flexural loading.
Results of flexural testing showing load and deflection data.
The mode of fracture during flexural loading was assessed by using fractographic analysis. Figure 10(a) and (b) shows the macrographs of the clad sample after flexural testing which revealed the formation of multidirectional cracks on the clad surface. Cladding was able to take the complete load and no crack propagated to the steel substrate. Even after the complete bending test, clad was not peeled off from the substrate; which again confirms the metallurgically formed strong bonding between clad and substrate surface.
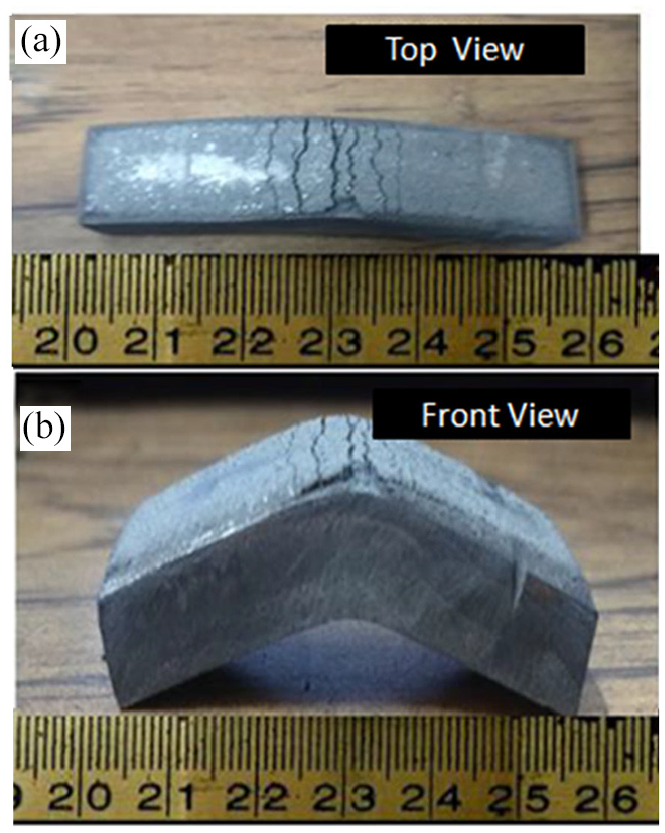
(a) Top and (b) side view of specimen after flexural testing.
The SEM image of the fractured surface obtained during the flexural testing is shown in Figure 11(a) and (b). The formation of multidirectional macro cracks can be clearly seen in Figure 11(a). It was observed that these multidirectional cracks propagate into the clad surface through primary cracks during flexural loading. At the initial stage, the nickel matrix started bearing the applied load, and with further increase in the loading, the plastic deformation of the clad surface results into the transfer of load to the reinforced carbide phases. In the later stage, secondary microcracks appeared (Figure 11(b)), which indicates the delamination of the matrix phase, however, these secondary cracks do not propagate beyond matrix phase. One interesting observation during flexural loading was observed that the composite clad did not get peeled off completely. This shows that the formed intermetallic phases (nickel, iron, molybdenum and iron) helped in bearing the applied load until the surface starts delaminating due to the presence of secondary hard phases. This shows that the fracture of clad underwent ductile to brittle transition during the loading. This can be further understood from the presence of dimpled region (for nickel matrix) and sheared surface (for carbide phases) present in the fractured surface (Figure 11(b)).
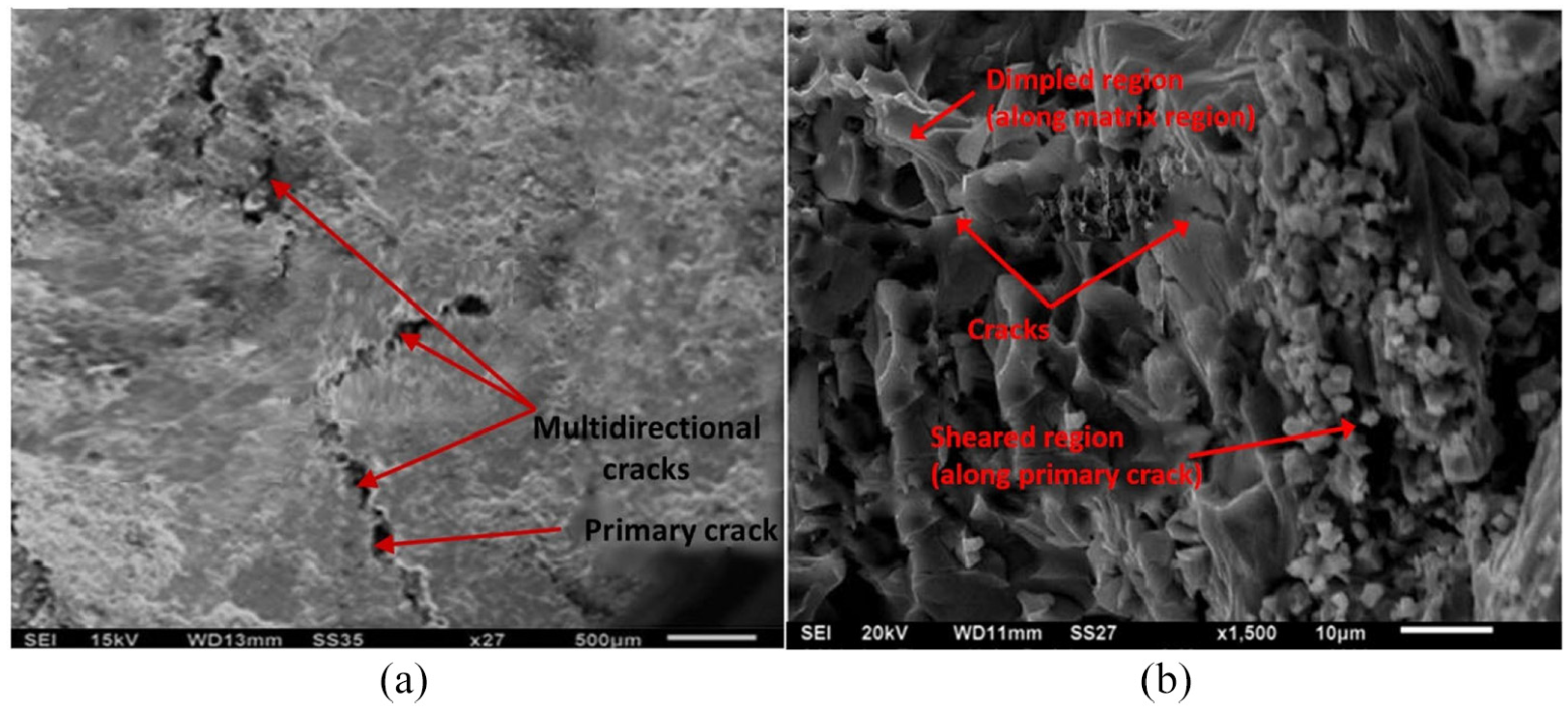
SEM image showing: (a) formation of multidirectional cracks in the fractured sample after three point bend test and (b) enlarged view of cracked surface showing sheared surfaces.
Sliding wear results
The sliding wear study was carried out (under dry conditions and ambient temperature) on the microwave processed hybrid composite clads and AISI-316 L substrate under the normal load of 2 kg. The samples were slide against the alumina plate and weight loss was recorded for every 500 m of sliding distance up to 2000 m. The average weight loss plots for composite clad and steel substrate under varying sliding velocities is presented in Figure 12 (a) and (b).
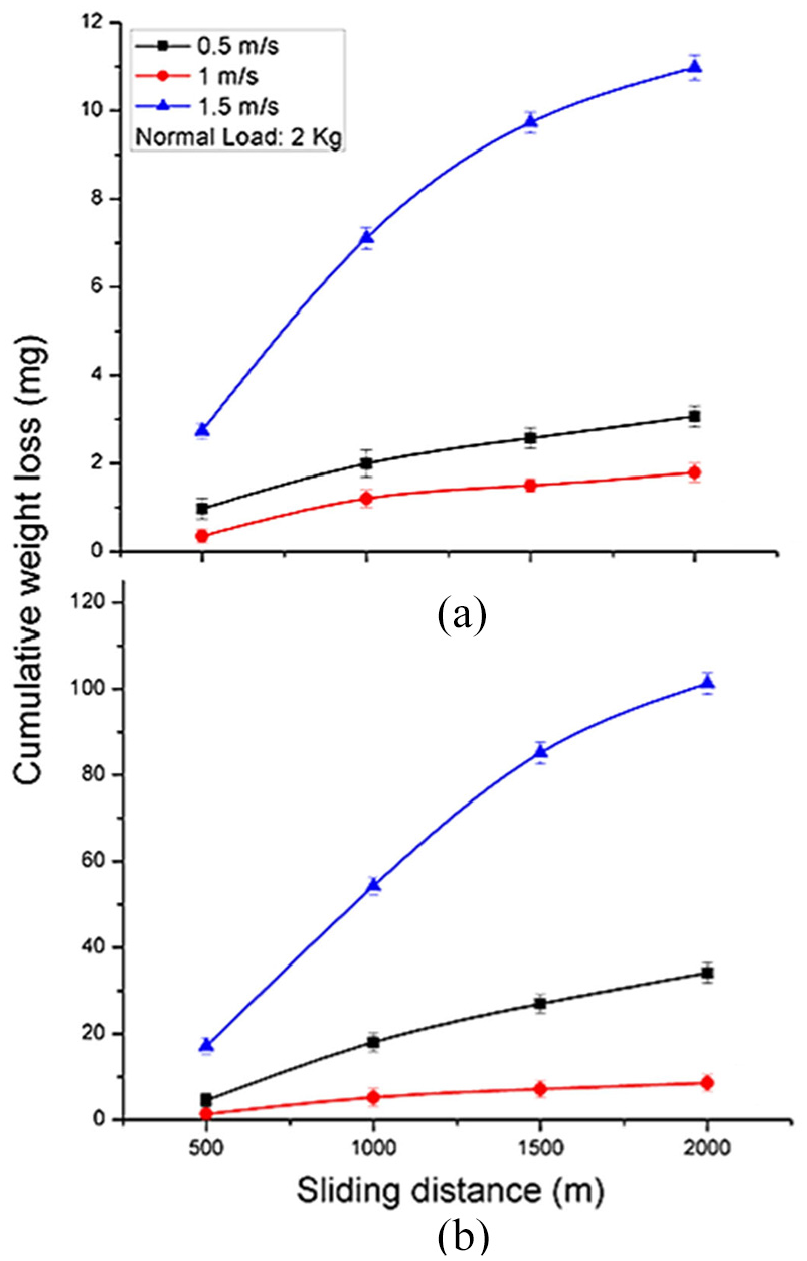
Weight loss curves showing the effect of sliding distance and velocities for clad: (a) composite clad and (b) SS-316L.
Weight loss curve reveals that the hybrid composite clads exhibit excellent wear resistance as compared to bare SS-316 L steel at different sliding velocity and under normal load of 2 kg. The maximum weight loss of 102.851 mg is recorded for steel sample at 1.5 m/s of sliding velocity after 2000 m of sliding. However, under the same parameters, highest weight loss of 11.285 mg is recorded for clad which is ∼9.1 times less than substrate. One common observation was that during the initial 1000 m of sliding distance, there is a sharp increase in weight loss profile for both composite clad as well as bare steel; however, this weight loss profile gets flattened after 1500 m of sliding distance. This may be due to the initial run-in wear conditions where the real area of contact increases by abrasion of sharp peaks present on the surface. Maximum weight loss occurred at a higher sliding velocity of 1.5 m/s and this may be due to the accumulation of heat on the mating surfaces due to increased velocity which allows less time for dissipation of heat. The formed oxide layers were smeared at higher velocities owing to increased abrasion (Figure 14(a)). Further, this accumulated heat caused adhesion wear at the surfaces and in case of steels it led to surface stick and slip causing craters on the surface. In the case of clads, higher abrasion patches were observed which led to the deformed surfaces. The higher resistance in case of clads is due to higher strength and hardness caused by uniformly distributed carbide reinforcements and their good binding within the matrix phase. But at higher sliding velocities, the heat generated causes softness in matrix phases which may further lead to debonding of reinforcement particles.
The wear rate profiles of both bare steel as well as composite clad are shown in Figure 13(a) and (b). Results revealed that wear rate profiles can be divided into region of high wear and low wear. The high wear rate is due to run in wear condition during the first 1500 m sliding and other is steady wear condition after 1500 m sliding. Mainly the run-in wear condition occurred due to the initial roughness and asperities which are present on the clad and substrate pin. After continuous sliding for 1500 m, these asperities get abraded down, hence results in steady wear condition. Some stable oxide tribo layers were formed for sliding velocity of 1.0 m/s, which resulted in less wear of material, whereas at sliding velocity of 1.5 m/s the smearing of oxide tribo layers were observed. It was noticed in Figure 14 (a) that the clad surface wear occurred through extensive abrasion of mating surfaces and plastic deformation of matrix phase was observed. The debonding of particles from surface due to plastic deformation and softness of matrix further increased weight loss at higher velocities. The EDS analysis of oxide layer revealed presence of oxides of Ni and Fe elements.
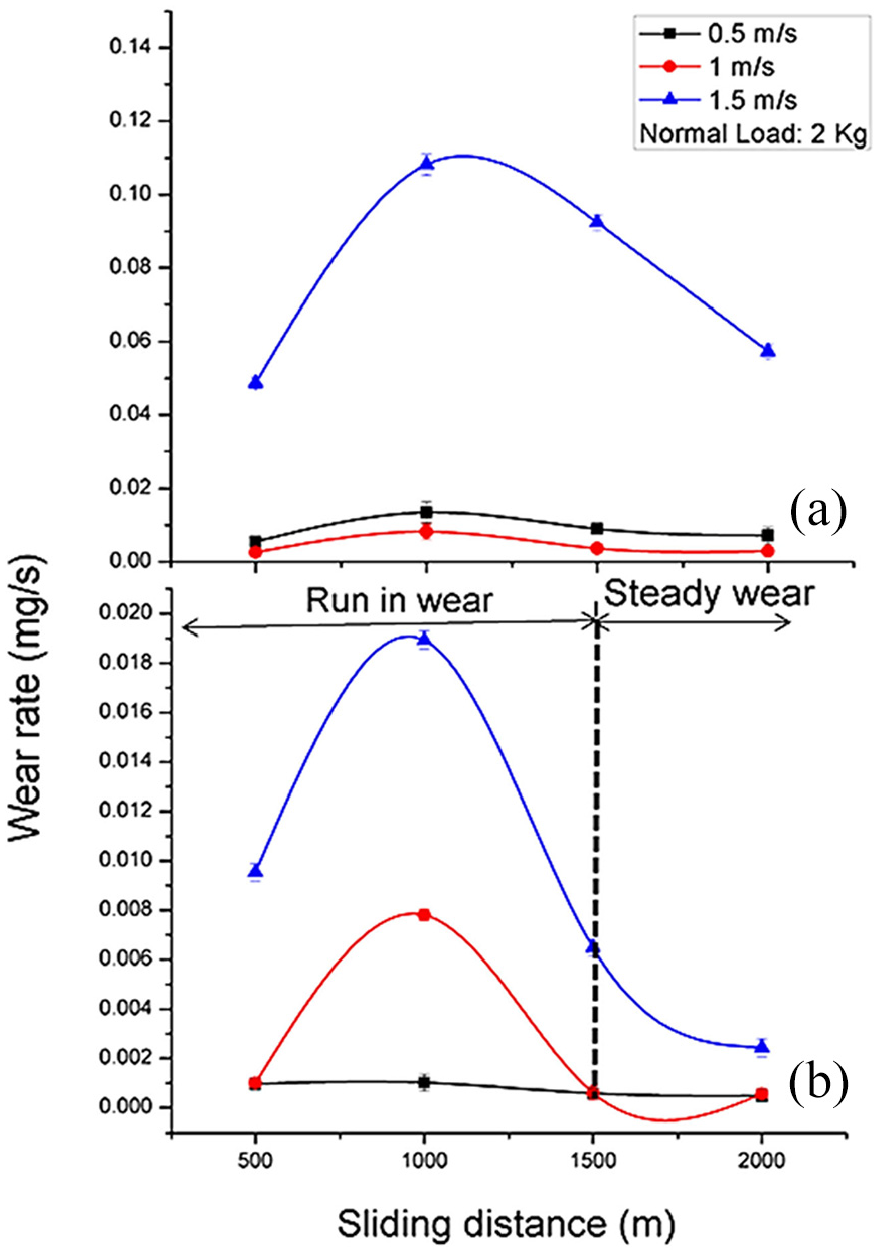
Comparison of wear- rate for: (a) SS-316L and (b) microwave processed hybrid composite clads.
The worn-out surface of SS-316 L steel (Figure 14(c)) revealed that the wear was extensively occurred due to surface abrasion which led to large craters on the surface. Shearing of the surfaces was observed with high plastic deformation and formation of craters. Initial higher wear rate of SS-316L substrate was due to the gradual increased contact surface and increased adhesion as temperature starts rising. At starting two body wear mechanism played a crucial role between SS-316L and counter disk, however, this two-body wear mechanism shifts to three body wear mechanism due to the strain hardening of wear debris. These debris become more harder due to strain hardening and led to the formation of deep craters and cavities due to ploughing of surfaces. The analysis of wear debris of hybrid composite clad was also carried out using SEM/EDS and results are shown in Figure 15 (a) and (b).
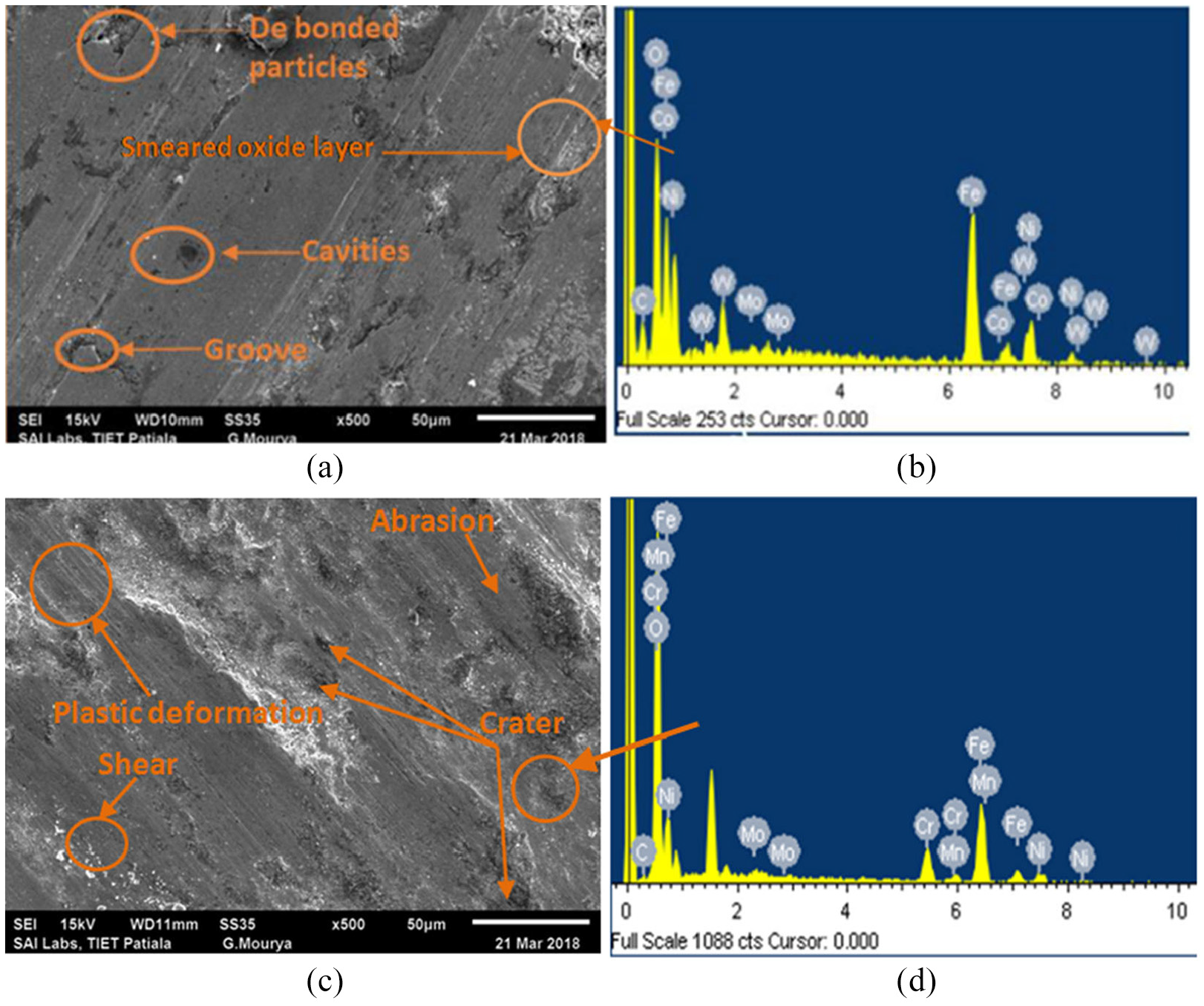
SEM images showing the wear mechanism and EDS analysis of worn-out samples of: (a, b) Ni + 15% WC8Co + 5% Mo clad surfaces and (c, d) SS- 316 L surface at 1.5 m/s sliding velocity, at 2 kg normal load and after 2000 m sliding distance.
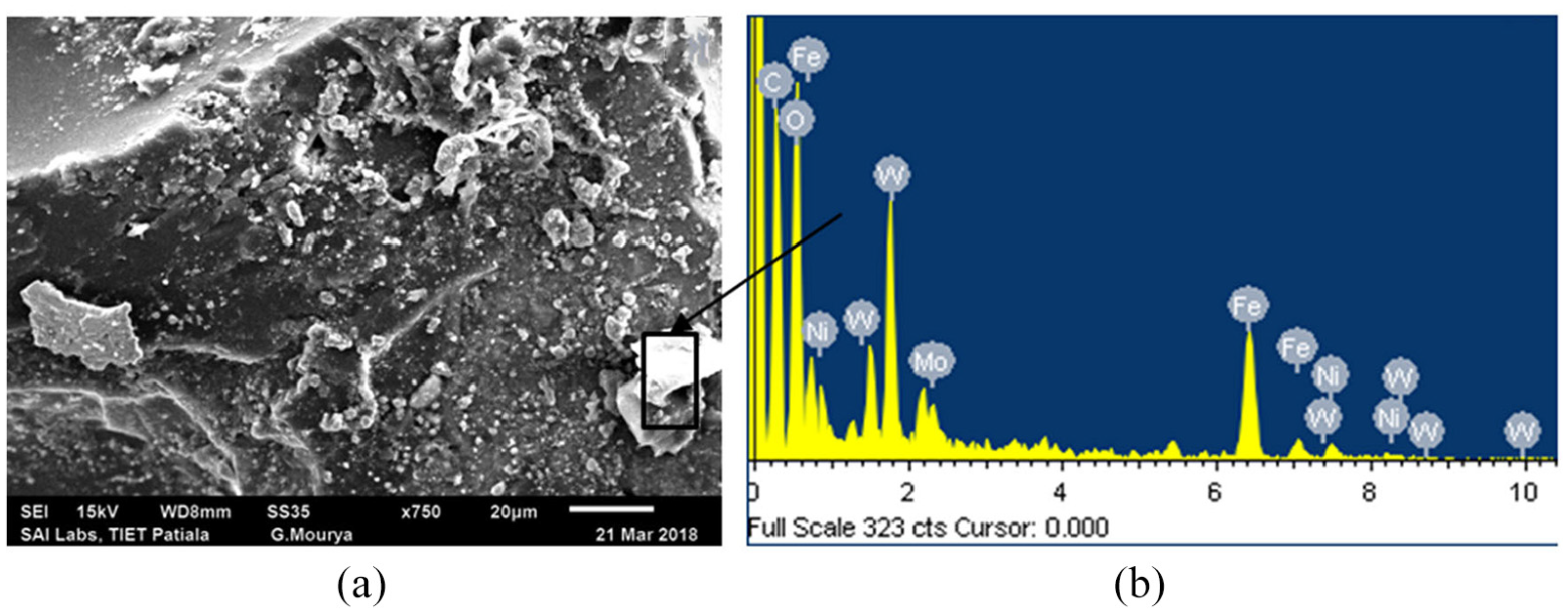
(a) Typical SEM and (b) EDS images of collected debris from composite clad surface.
The EDS analysis of debris revealed that the major elements present in the debris are of Ni, W, Mo, Fe and C. The presence of Ni, Mo, W and C is due to the abrasion of reinforcement present in the clad material however, no abrasion of alumina counter plate was observed due to very high hardness. The presence of silicon and iron is due to the adhesion and pull-out of fragments from matrix material.
Conclusions
In the present work Ni-15%WC8Co-5%Mo based hybrid composite clads have been developed successfully on SS-316L substrate through microwave hybrid heating technique. The clads were processed within 12–15 min of microwave exposure. Initial investigations revealed defect free clad surface formation on substrate. The microstructural, mechanical and tribological characterizations were carried out and following conclusions are drawn from the present work.
The microwave heating led to the fast processing of composite clad with thickness of 0.85 µm with good metallurgical bonding with substrate surface. No visible pores or cracking was observed due to the lower thermal gradients associated with microwave heating. The microstructure of developed clad revealed the presence of randomly dispersed reinforcement phases within the nickel matrix. Reinforcement in terms of WC and W2C particles were perfectly bonded within nickel matrix due to presence of binder phases such as cobalt and molybdenum. The XRD analysis revealed the formation of various strong intermetallic phases such as silicides and carbides. Further, EDS confirmed the presence of these phase elements within the microstructure of developed clad.
Due to lower defects associated with the clad and uniform dispersion of tungsten carbide within the matrix, the average Vicker’s microhardness (784 ± 18 HV) of the composite clad was increased. The average microhardness of the clad was ∼2.5 times more than that of the substrate (315 ± 9 HV). Further, the presence of hard intermetallic phases led to the higher microhardness of clad.
Presence of strong metallurgical bonding of clad powder with the substrate led to the high flexural strength of 852 ±6 MPa. The presence of uniform dispersed reinforced particles and phases further increased the strength of clad. The microwave processed clad exhibited ductile deformation during initial phase followed by plastic deformation and shearing of carbide regions through secondary crack propagations. This led to the transition of ductile to brittle failure with increase in load and was clearly observed in the fractography analysis.
Owing to the higher microhardness, better strength and lower defects; the microwave processed hybrid composite clad revealed excellent resistance to the wear than SS-316L substrate under given set of conditions. Under 1.5 m/s of sliding velocity and after 2000 m of sliding, clad revealed 9.1 times less weight loss in comparison to steel substrate. The existence of hard phases within the nickel matrix resists the abrasion wear of surfaces, but at higher sliding velocity the deformation and surface shearing were observed. The substrate revealed enhanced adhesion and abrasion wear of surfaces with increase in sliding distances. The formation of oxide layers was observed under moderate sliding velocity (1.0 m/s) which reduced the wear; however, at higher sliding velocity (1.5 m/s) the smearing of tribo layer was observed. Under load and high sliding velocity, wear was enhanced due to the formation of craters and cavities. High abrasion, adhesion and surface deformation was observed in steel whereas surface pullout, fragment pullout and abrasion were observed on clad surface.
The various characterization results of hybrid composite clad of Ni-15%WC8Co-5%Mo proved the significance of microwave heating in clad processing process which consumes lower energy and lower processing time. The better microstructure-properties correlation due to uniform heating led to the overall improvement of flexural strength and wear resistance of SS 316 L steel. The processing strategy can further be explored on large areas and with different materials compositions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.