
Abstract
Open architecture provides a sustainable product framework for mass personalised production. Applying personalised modules and common interfaces, an open-architecture product can satisfy changes in the user requirements of an application. Planning product modules for the open-architecture product structure using the existing method is challenging. The quality function deployment is extended in this study to decide the open-architecture product module types. The customer requirements are divided into two parts: basic function needs and changes of the individual customer needs. Based on the axiomatic design, the functional requirements are mapped into design parameters to establish the design matrix. A degree of variety is proposed as a quantitative measure for the component variability of product modules. According to the relationship of components and degree of variety, the product components are clustered into open-architecture product modules. The proposed method is used to design a paper-bag-folding machine to satisfy requirement changes during the machine application.
Keywords
Introduction
Market competition and economic globalisation have been the driving forces of product innovation to satisfy various consumer requirements. Industries must develop products with variable functions and low cost to satisfy the user needs. The development of new technologies in data management and manufacturing process, such as 3D printing, 3D scanning, and cloud manufacturing, provides the opportunity for industries to develop products for individual user needs.
Industrial product has experienced development stages of mass production and mass customisation. The personalised product is a trend to satisfy the global competition for individual user preference, which requires a new concept of product development. Open-architecture products (OAPs) intend to develop personalised products using existing manufacturing technologies of mass production and mass customisation.
A typical OAP consists of three types of functional modules: common platform modules, customised modules, and personalised modules, as shown in Figure 1. The common platform modules are designed and made by manufacturers using mass production methods. The customised modules are designed and made by producers using mass customisation methods for customer choice in the purchasing process. The personalised modules are proposed, made, or purchased by the users. Therefore, an OAP is a product whose function can be changed in the product use stage. When a product user changes the requirements, the user can add or replace personalised modules from different sources to the existing OAP to satisfy the changing need.
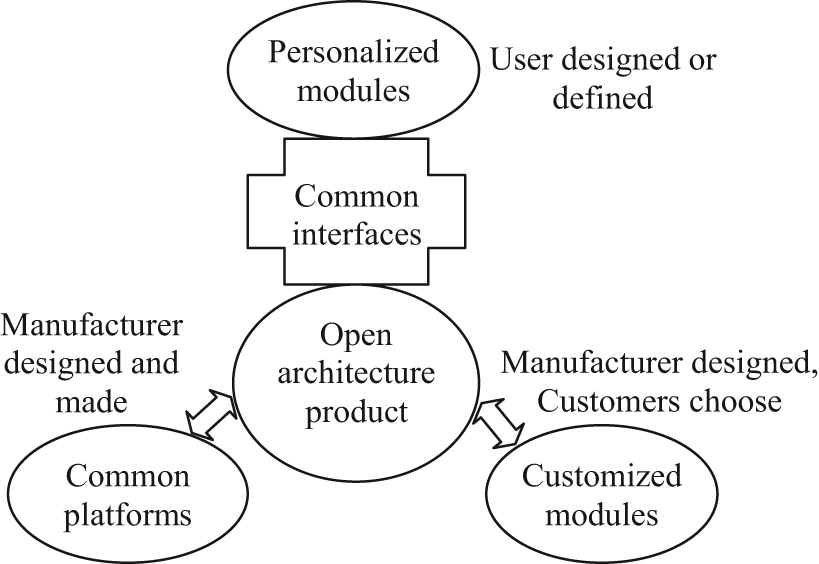
Open-architecture product.
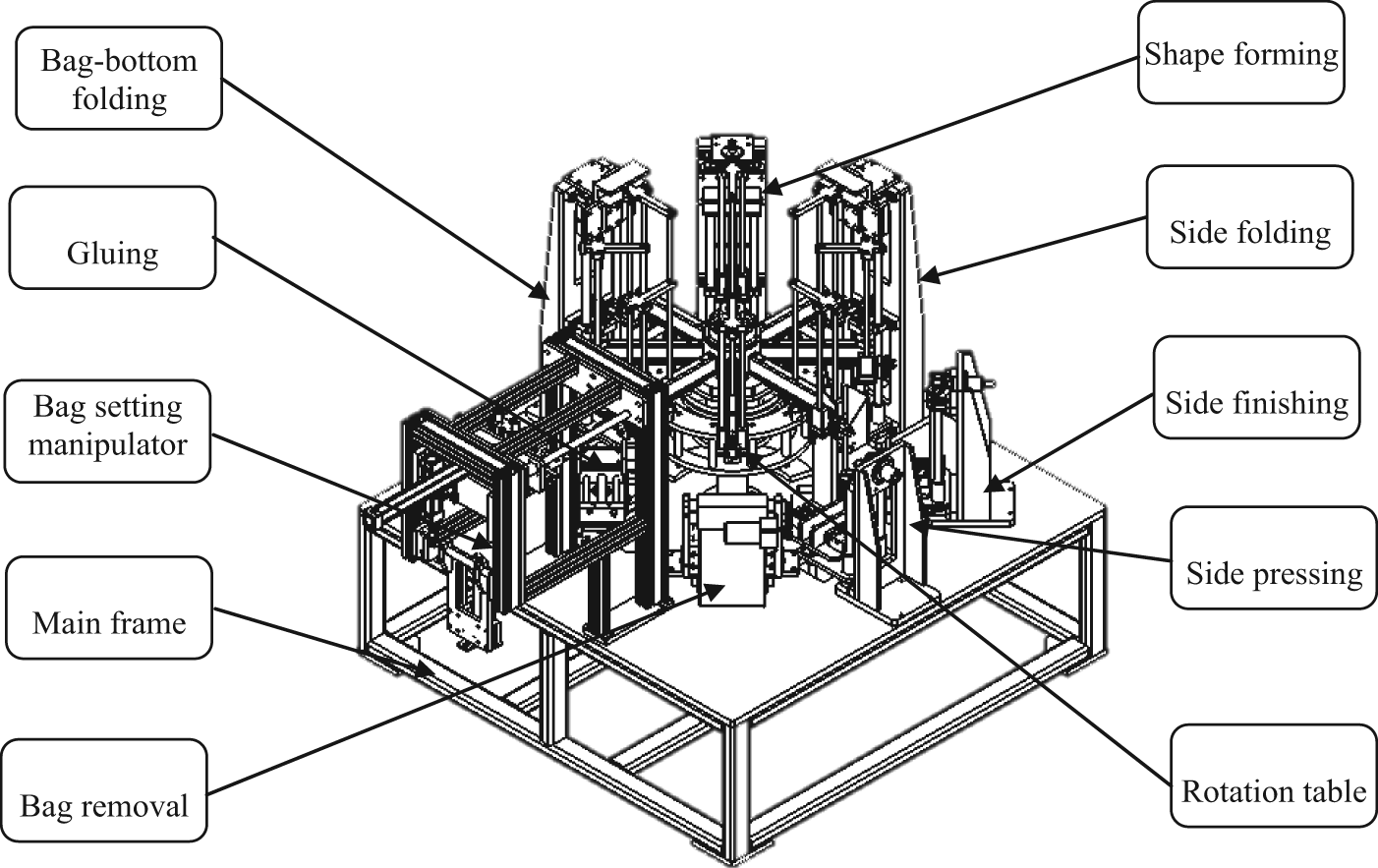
Paper-bags are commonly used as grocery containers. There are different demands for paper-bags in the market. Figure 2 shows a paper-bag-folding machine to fold the bag bottom after the bonding to improve the bag bottom strength. The existing paper-bag-folding machine is designed as an integral structure. One machine can only be used for one type of bag. Different machines are required to fold different bottom sizes or shapes of the bag, which increases the machine application cost. The machine users expect that the machine can adapt to the requirements of different bags. This study proposes the development of a paper-bag-folding machine using the open architecture to satisfy the user requirement.
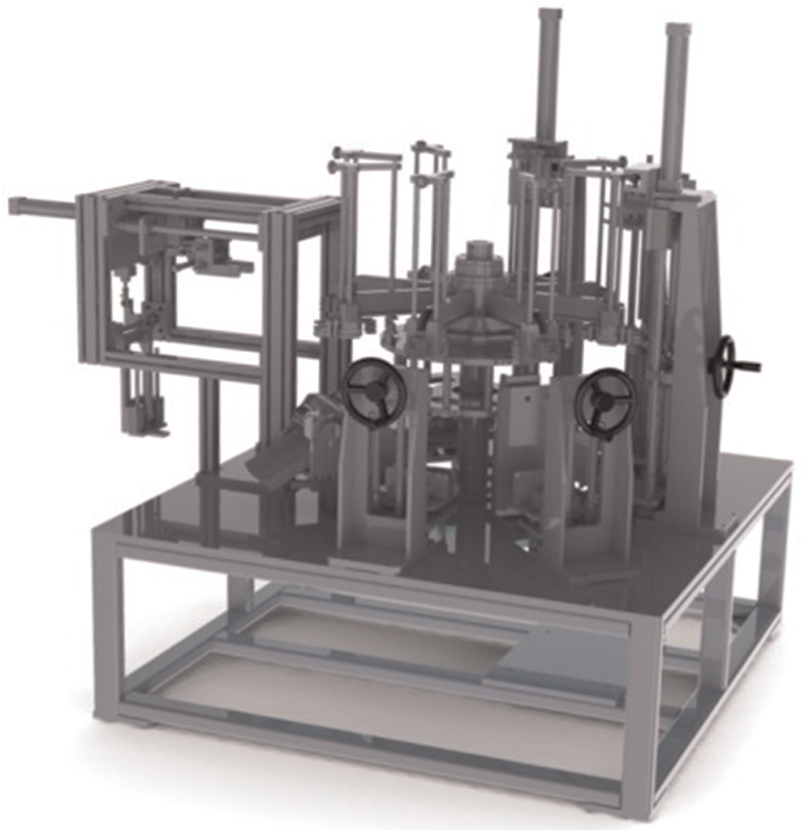
Paper-bag-folding machine.
Because modularity and commonality are two important factors for a product to adopt the open architecture, this study searches for an efficient method to decide the modularity and commonality of the paper-bag-folding machine. System modularity consists of different functional modules of the machine with independent function structures using a modular design to enable the extendable and upgradable abilities of the machine. Commonality allows personalised modules from different sources to be used in the machine. A machine with an open architecture will have expandability, adaptability, and sustainability, which are enabled by the correct modularity and commonality. Therefore, the machine modules are clustered based on OAP module functions, with an appropriate configuration of modules to satisfy changes to the machine application driven by user requirements. However, the existing methods for module clustering are mainly for product families and platform design. There is no feasible solution for the structure planning of OAPs. Module-planning methods must be developed to use open architecture in the paper-bag-folding machine.
This article introduces methods of integrating extended quality function deployment (QFD) and axiomatic design (AD) for OAP module planning to satisfy the user requirement change. The degree of variety (DV) is expanded as a quantitative measure for various components to decide the difference of OAP functional modules. Then, the paper-bag-folding machine is designed using open architecture to satisfy the changing requirements of the machine’s applications. The remainder of this article is organised as follows. The next section reviews related research on the product structure, QFD, AD, and modular design to identify available methods and areas for improvement. Section ‘Module planning for OAPs’ introduces the proposed module-planning method for OAPs. The development of the paper-bag-folding machine using open architecture is discussed in section ‘Module planning for a paper-bag-folding machine’. Section ‘Applications of the paper-bag folding machine with the open architecture’ introduces different applications of the paper-bag-folding machine to satisfy requirement changes using open architecture, and section ‘Conclusion and further work’ includes the conclusions and future work.
Related research
Personalisation is an emerging manufacturing paradigm to satisfy various requirements of product users. Design in the context of mass personalisation searches for cost-effective solutions for personalised-product development. 1 The existing product structure cannot satisfy the personalised-product requirement with a cost-effective solution. 2 An appropriate product architecture is required to satisfy the user requirement change without increasing the product cost.3,4
Open architecture is proposed as an appropriate framework for a product to satisfy personalised requirements. OAPs allow the adoption of personalised function modules in an original product for the individual need. An OAP concept was proposed in a keynote of the College International pour la Recherche en Productique (CIRP) 2013 annual as a new product structure, 5 which introduces product upgrading ability to the users. The users can add or replace product function modules to satisfy personalised requirements. An important feature of OAPs is their open interface to the public. Product components that are made by other manufacturers can be applied to OAPs. 6
Personalised modules can be made by different manufacturers. The users at the point of product application require personalised modules and interfaces to offer easy assembly and disassembly.5,7 Open architecture can reduce complex interactions among the structural elements to improve the performance and reliability of a system or product. Ferrer 8 discussed the use of open architecture for the inventory allocation in F-16 operations and concluded that the adoption of open architecture could benefit the industry with reduced costs in product development, production, storage, training, and maintenance.
A study of the product architecture evolution based on the history of Fanuc numerical controllers found that development of product architecture normally follows a trend of the integral architecture, modular architecture, and subsequently open architecture. 6 Koren et al. 9 proposed open controller architecture for manufacturing systems in the 1990s. Wright 10 suggested that open-architecture manufacturing was an enabling technology for agile manufacturing and computer-integrated manufacturing systems. Yamazaki et al. 11 developed a TRUE-CNC controller using open architecture for transparent, transportable, transplantable, revivable, user-reconfigurable, and evolving abilities. Open architecture enabled the integration of CNC systems and computer-aided design (CAD) graph-driven technologies 12 and efficient business management. 13
Aziz et al. 14 believed that open architecture could assist collaborative product development and knowledge management in small- and medium-sized enterprises by improving non-customisable data models and inter-enterprise integration in product life cycle management. Open architecture is also applied in the modelling and simulation of hazard assessment to rapidly and easily modify the model to control temperature conditions in the reactor. 15
However, open architecture is commonly applied in computer software 16 and control systems. 17 It is challenging to apply open architecture to mechanical products due to their complex mechanical structure. The existing literature mainly discusses conceptual proposals and prospective studies. Most existing studies on product architecture compare the performance of modular architecture and integral architecture. There are notably few real industrial applications using open architecture for product development. There is a lack of effective methods for OAP design with cost-effective solutions. 18
Open architecture is built based on modular design. Modular structure allows independent function units to be added or replaced in a product with the flexibility to satisfy requirement changes in the application. QFD is a common method to find design details based on requirements. QFD builds the relations among design contents and customer needs (CNs) for the product concept development, which analyses needs by mapping function demands into the design targets and technical parameters. 19 A main role of QFD is as the house of quality to ensure that a product can satisfy the relevant needs during either new product development or product redesign. 20
Much research has been conducted using QFD in the early product development stage. QFD can include ergonomics considerations in the design stage. 21 A dynamic QFD structure was defined to update the customer data and evolve the requirements for manufacturing processing. 22 A QFD-based method was used in product platform development to improve the understanding of the product family design. 23 QFD combined with Kano’s model can increase the understanding of CN and satisfaction. 24 QFD has also been used to design modular products in the exploration of design requirements and modular-product analysis. 25 The final configuration of the products can be established using QFD through linear integer programming. The general variety index and coupling index can measure the required redesign effort for future changes of products based on QFD.26,27 AD provides a common guideline for the QFD application.
AD was proposed to systematically understand product design. 28 AD includes two axioms. One is the independence axiom, which requires that independence of functional requirements (FRs) be maintained. FRs are defined as the minimum number of independent requirements that characterise the design goal. The second axiom is the information axiom to satisfy the independence axiom. 29 Different methods have been proposed for product design based on AD. A method was introduced for concept search using AD in a requirement classification system to decide the product structure. 30 The decomposition-integration model was proposed using AD matrices in mapping FRs to the design parameters (DPs) for a structured representation of system development. 31 A product module identification approach was developed by using AD to develop a reasonable modular-product architecture with physically detachable modules. 32 Because AD recommends a product structure using a one-to-one match for independent FRs, modular design is commonly applied in planning product structures and configurations.
Most studies of modularity originated from Suh’s 29 independence axiom for the reduction of complexity in customisation. Modularisation has been used as a tool to break product structure into smaller and more manageable units. 33 Ulrich and Tung 34 defined the characteristics of modular products using the similarity of physical and functional architectures to minimise the incidental interactions of physical components. Chen et al. 35 proposed a measure of modularity based on the independence of the FRs and their sensitivity to the DPs. A design incidence matrix was used to design the product platform based on AD. 36 This software tool can assess the cost of qualitative product recycling. 37 The module division can be evaluated based on the information entropy. 38 The product cost can be evaluated for different module sizes and levels. 39 An option-pricing method has been used to plan the modules to add, reject, and merge to form different configurations at each stage of the module introduction processes. 40 However, these module-planning methods cannot capture all aspects of modularity for OAP design, particularly for personalised module planning.
In summary, many methods of product modular design have been proposed for module planning to improve product structure and applications. These methods aim to design either a product family or a product platform. They are mainly proposed for product design under the traditional production model, which benefits the designers or manufacturers but not the users considering the requirement change during the product application. A traditional product must be redesigned and remanufactured by the original manufacturer to satisfy the requirement change. OAPs are proposed to satisfy the individual need by upgrading or replacing a personalised module by the users in the product working place. Similar to the modular product, OAPs require relatively independent product modules and common platforms. However, the OAP objective is achieved using personalised modules and common interfaces to extend and upgrade the product in the product life cycle. The existing design methods cannot satisfy these requirements.
A new module-development method for OAPs is introduced in this article. Module planning is the first step of OAP implementation. The following section introduces the method to integrate extended QFD and expanded AD to plan the functional modules of OAPs.
Module planning for OAPs
Extended QFD
QFD is one of the most commonly used tools in product design to translate CNs into technical requirements (TRs). It is not sufficient to only consider the basic functional needs for OAPs. Changes to needs during the product life cycle should also be considered. We extend the QFD to include both the basic function needs (BFNs) known in the design stage and the changes to the needs of the individual customer during the product life cycle. Therefore, CNs in an extended QFD includes BFN and individual customer need (ICN). The corresponding TRs are divided into general technical requirements (GTRs) and OAP technical requirements (OTRs). The expected changes (ECs) are added to estimate the changes in the product life cycle. The extended QFD also includes a variance coefficient of TRs, technical importance weight, relative importance of the average of TRs, and index of weighted coefficient of variance, as shown in Figure 3.
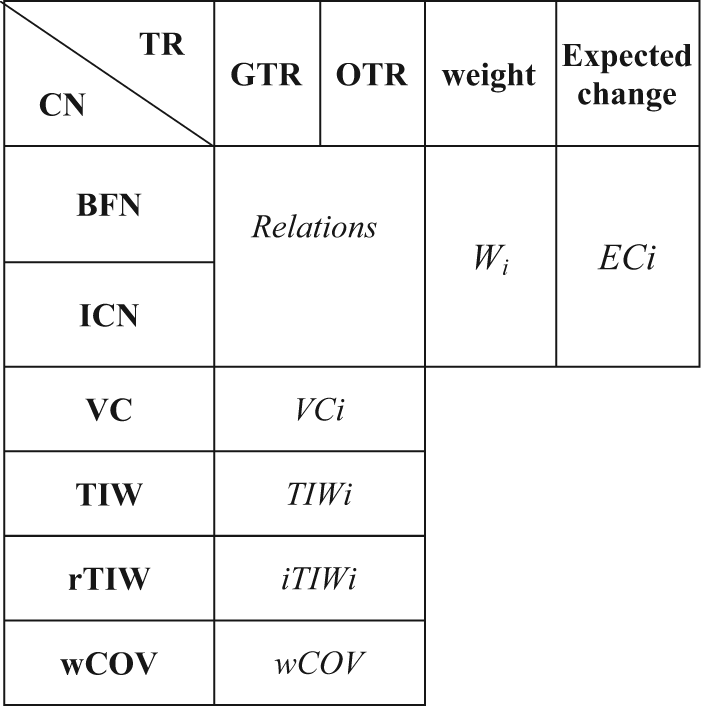
Extended QFD.
The method proposed by Park and Shin 23 for platform development is extended in this study to the design of three types of OAP modules. The weighted coefficient of variance index is used as a quantitative description of the variance measure as follows

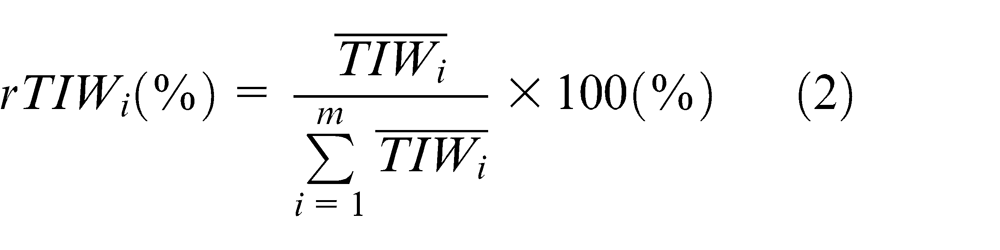
Then, the variance can be decided by the value of wCOVs for OAPs’ modules, which satisfy TRs as either a constant or variant. The constant TRs form common platform modules, whereas the variant TRs will determine the customised and personalised modules. Designers can specify TRs based on the function variant in product applications.
Extended AD
AD is used to maintain module independence for the function requirement. Design for mapping FRs and DPs incorporates processes to search the solutions of FRs until one-to-one DP matches are completed, as shown in Figure 4.
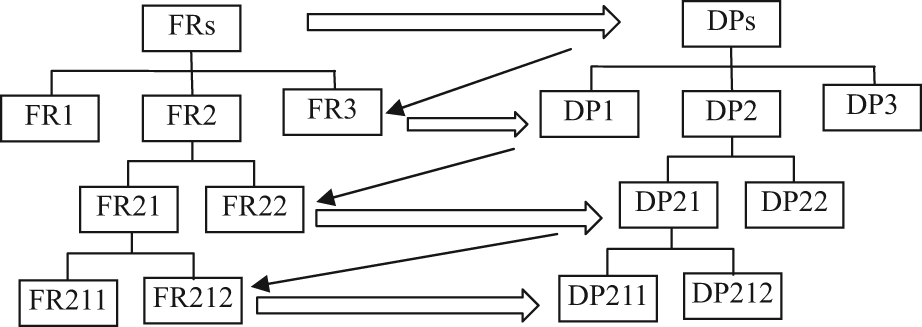
Mapping of FRs and DPs.
DV is used to assess the component contributions in different OAP modules as follows
Design structure matrix for module clustering
A design structure matrix (DSM) is normally formed based on the relations of the components to combine components into modules. 41 DV is introduced in this study to add a measure of the component variety to cluster components into blocks, which forms three types of modules for OAPs. Any interaction outside the clustered blocks is considered interfaces. The diagonal of DSM is DV, which is used to indicate the component variable.
According to DVs, the components are divided into three types of modules based on two thresholds of f1 and f2. The thresholds are set based on the predicted requirement change in the product life cycle. The threshold values are used to divide the modules into common platforms, customised modules, and personalised modules. Components i with DVi < f1 are defined as the common platform modules and components i with DVi > f2 represent personalised modules. The customised modules are structured by components with DV values in between f1 and f2. A greater f1 will clearly generate more platform components, and a smaller f2 will make more personalised modules. A manufacturer can set thresholds based on the expected open degree of a product.
Figures 5 and 6 show the difference of clustered modules without and with DV in the module-development process. Figure 5 shows the product modules after clustering only based on the relationship of the components. Using DVs and the selected thresholds, components with similar DV values are clustered into one module as shown in Figure 6 where DSM can be clustered to form three types of modules for OAPs.
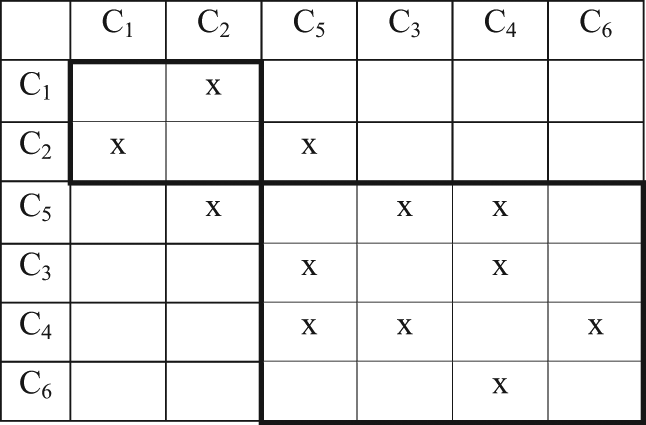
Clustered DSM without DV.
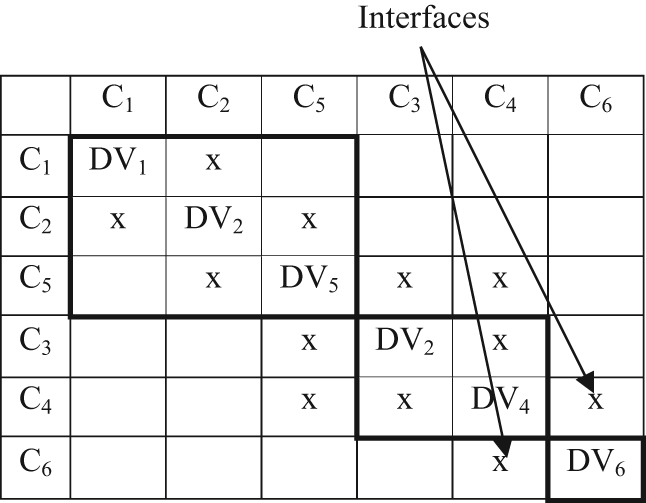
Clustered DSM using DV.
After the module types are decided based on the DV of components and thresholds, modules can be planned for the product configuration. Different module types have different requirements in product application. The following section introduces the development of a paper-bag-folding machine using the proposed method to satisfy the requirement changes in the machine application.
Module planning for a paper-bag-folding machine
Extended QFD for the paper-bag-folding machine
It is assumed that changes to machine requirements are based on user surveys and market trends during the machine life cycle. The requirement changes within the machine application are called ECs of user requirements. A column can be added to the matrix shown in Table 1 to estimate the values of user requirement changes, for example, high = 3, medium = 2, and low = 1. Therefore, an extended QFD of the paper-bag-folding machine can be developed based on the BFNs and future requirement changes in the machine life cycle, as shown in Table 1.
Extended QFD of the paper-bag-folding machine.
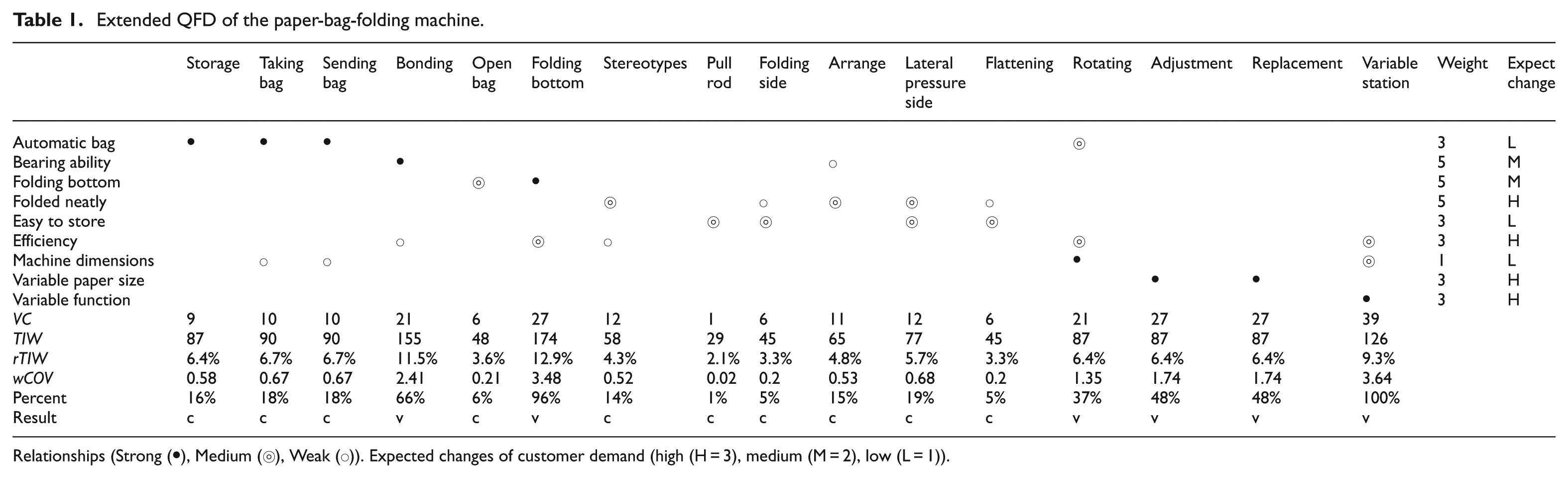
Relationships (Strong (•), Medium (◎), Weak (○)). Expected changes of customer demand (high (H = 3), medium (M = 2), low (L = 1)).
Using the extended QFD data in Table 1 and equations (1)–(3), the weighted coefficient of variance index is calculated. The results are listed in Table 1; these are used to plan components for modules based on the change probability of TRs.
Extended AD for function decomposition
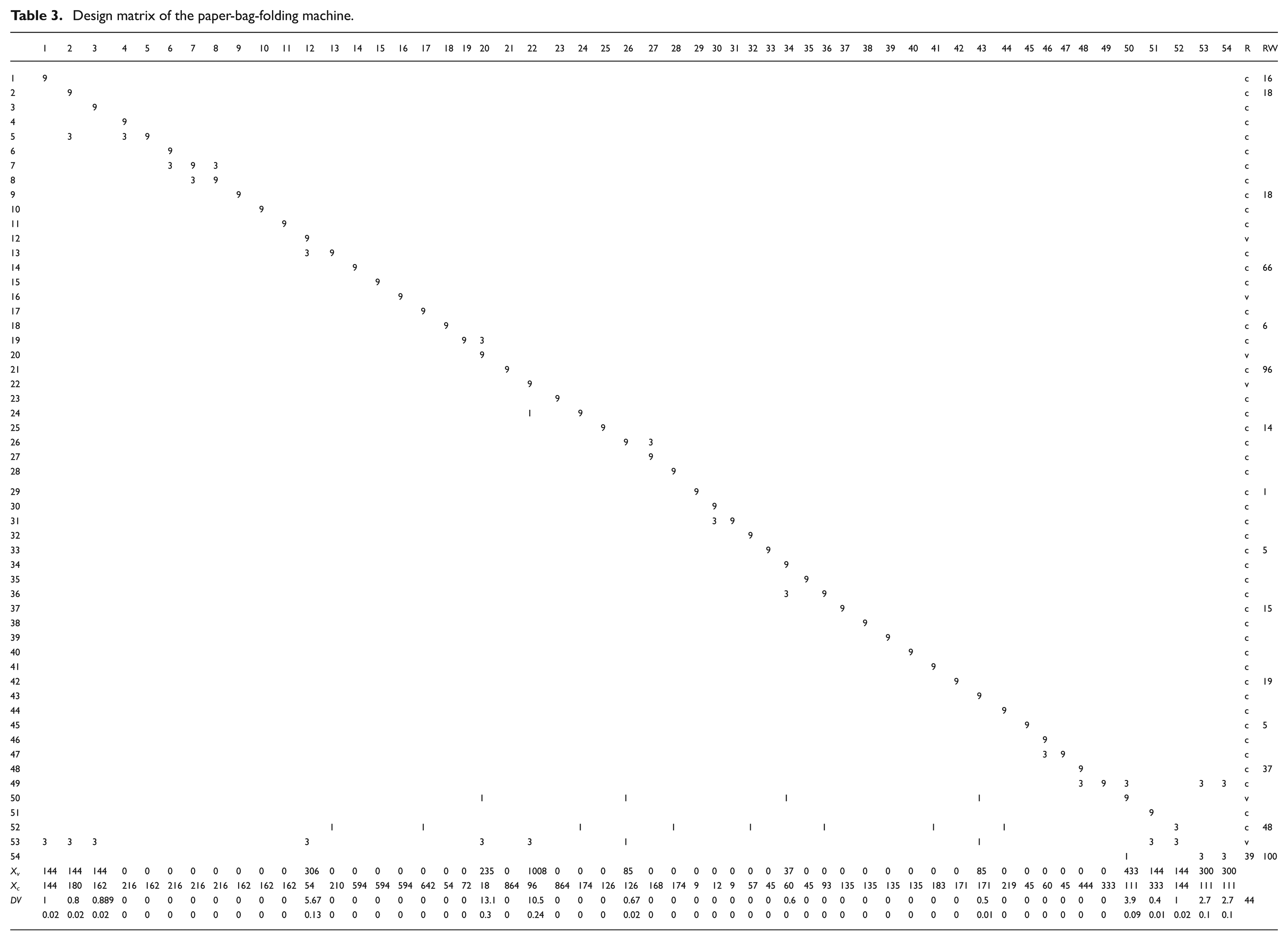
According to AD, function decomposition is achieved by mapping FRs and DPs, as discussed in section ‘Extended axiomatic design’. Figure 7 shows elements of the FRs for a bag-folding machine based on user needs. Figure 8 lists the corresponding DPs that are mapped from the FRs of the bag-folding machine. The one-to-one relation is listed in Table 2 for the FRs and DPs of the machine. Then, the machine design matrix of FRs and DPs can be established. Numerical values such as 1, 3, and 9 are assigned to the TRs of the components for their abilities to satisfy the FRs, which are used for the DV calculation in the design matrix in Table 3.
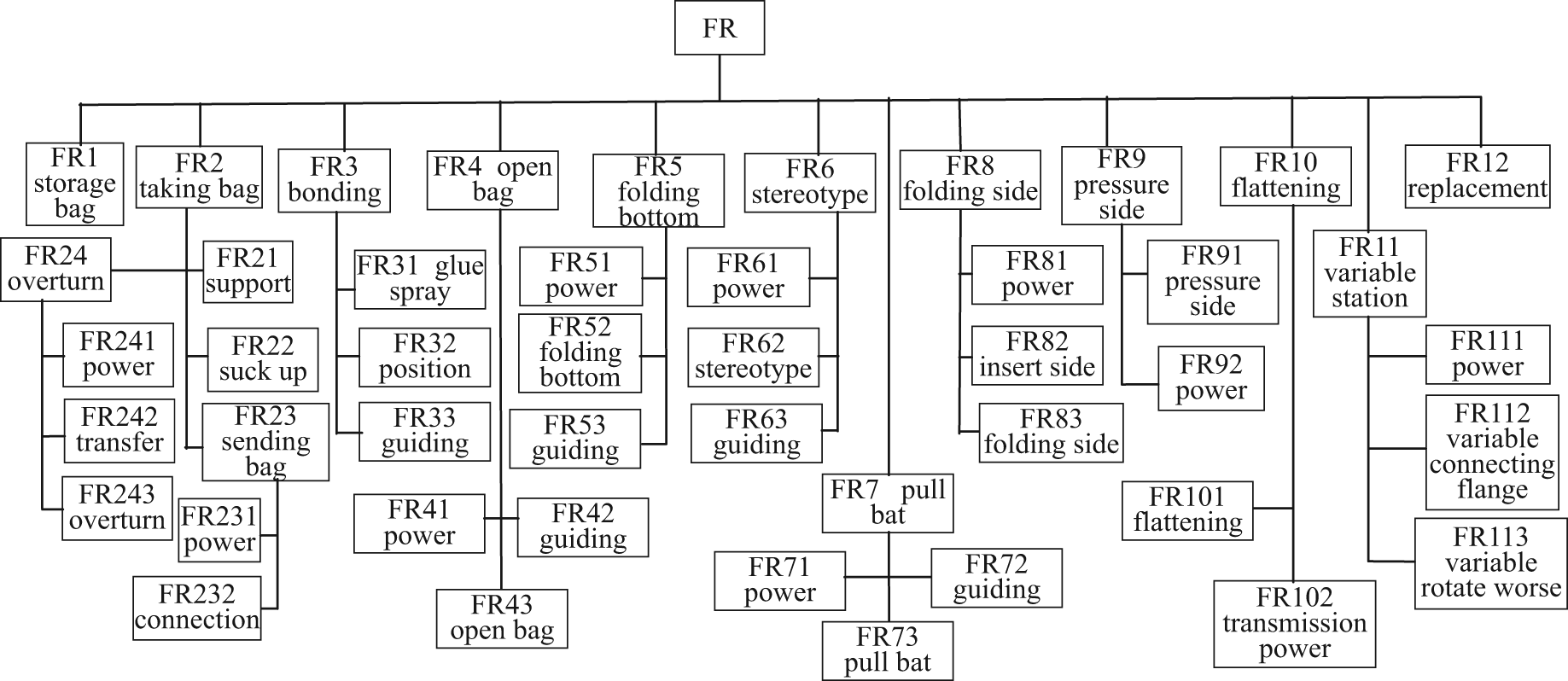
Part of the functional decomposition of the paper-bag-folding machine.
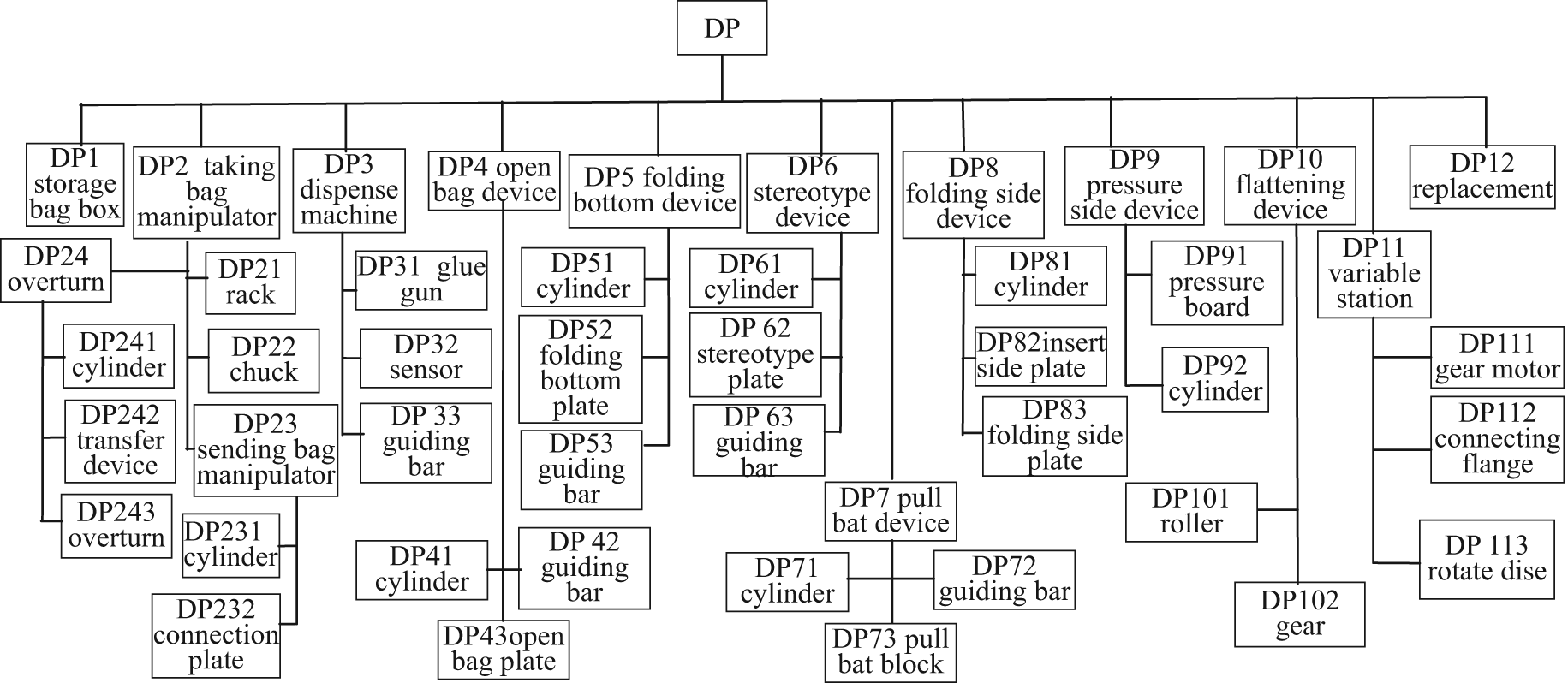
Part of the design parameters of the paper-bag-folding machine based on FRs in Figure 7.
FRs and DPs of the paper-bag-folding machine.
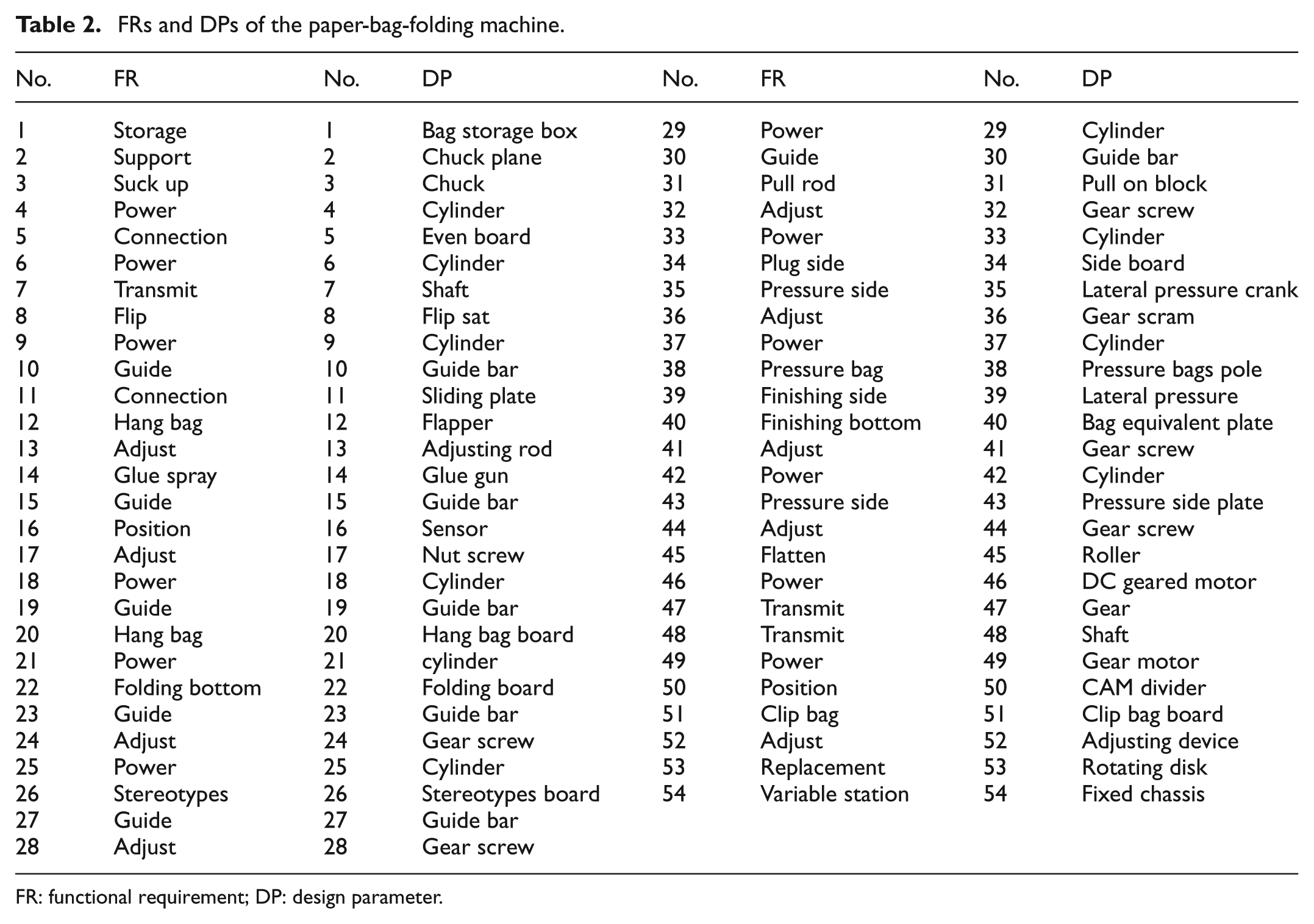
FR: functional requirement; DP: design parameter.
Design matrix of the paper-bag-folding machine.
DSM for module type planning
A DSM is developed to cluster the required parts. The diagonal of a DSM is DV, which indicates the degrees of component variability. According to the DV, the components are divided into three types based on two thresholds for the variant. The thresholds are the ratios of the variant TRs and constant TRs. Based on the assumption of user need changes, different thresholds can be applied based on the manufacturer’s data for the potential change. Table 4 shows an example of the paper-bag-folding machine using 1% and 10% for the f1 and f2 thresholds, respectively. According to the relationship of the components and their DV values, the components are clustered into modules for the OAP, as shown in Table 4.
Example of clustered modules of the paper-bag-folding machine.
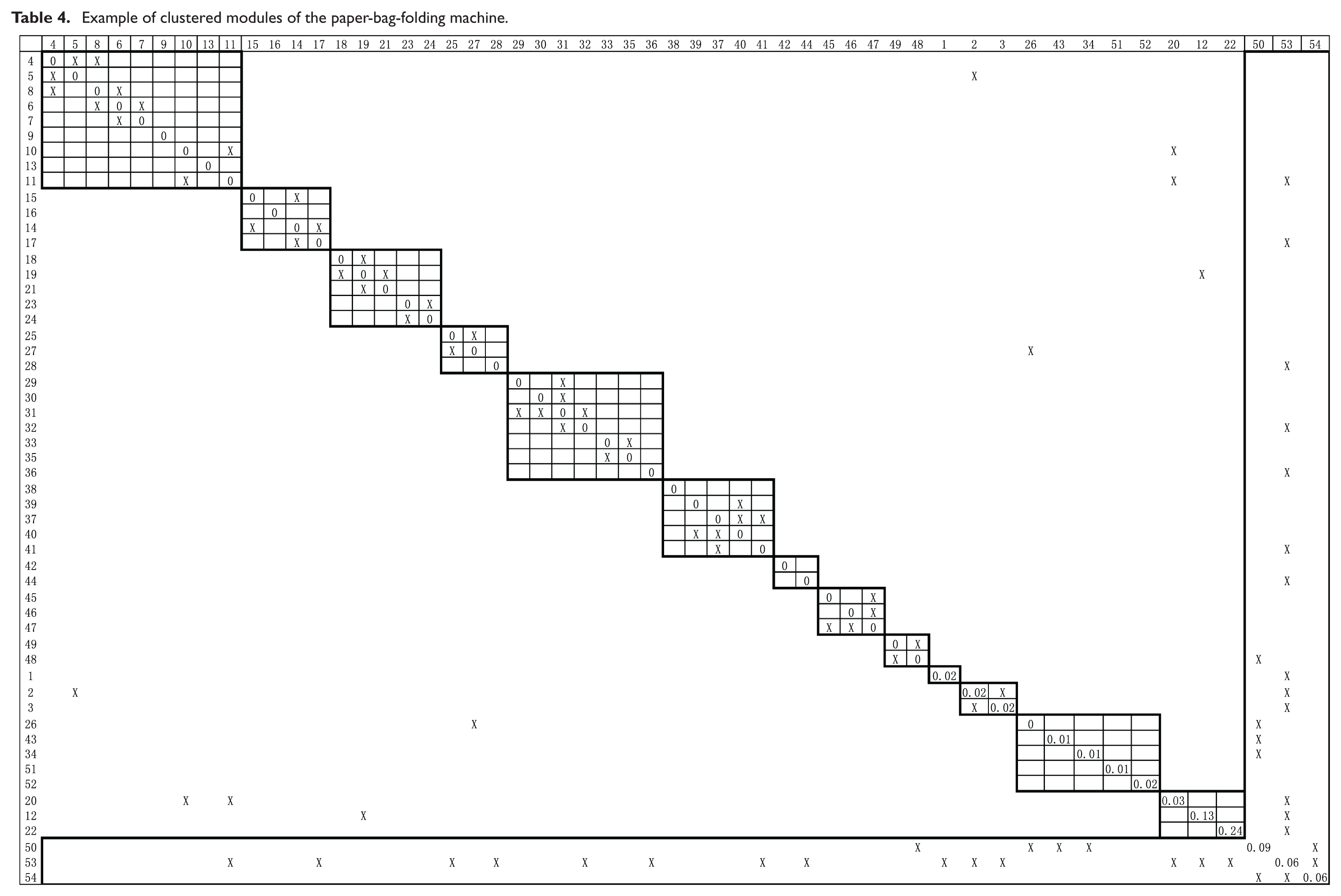
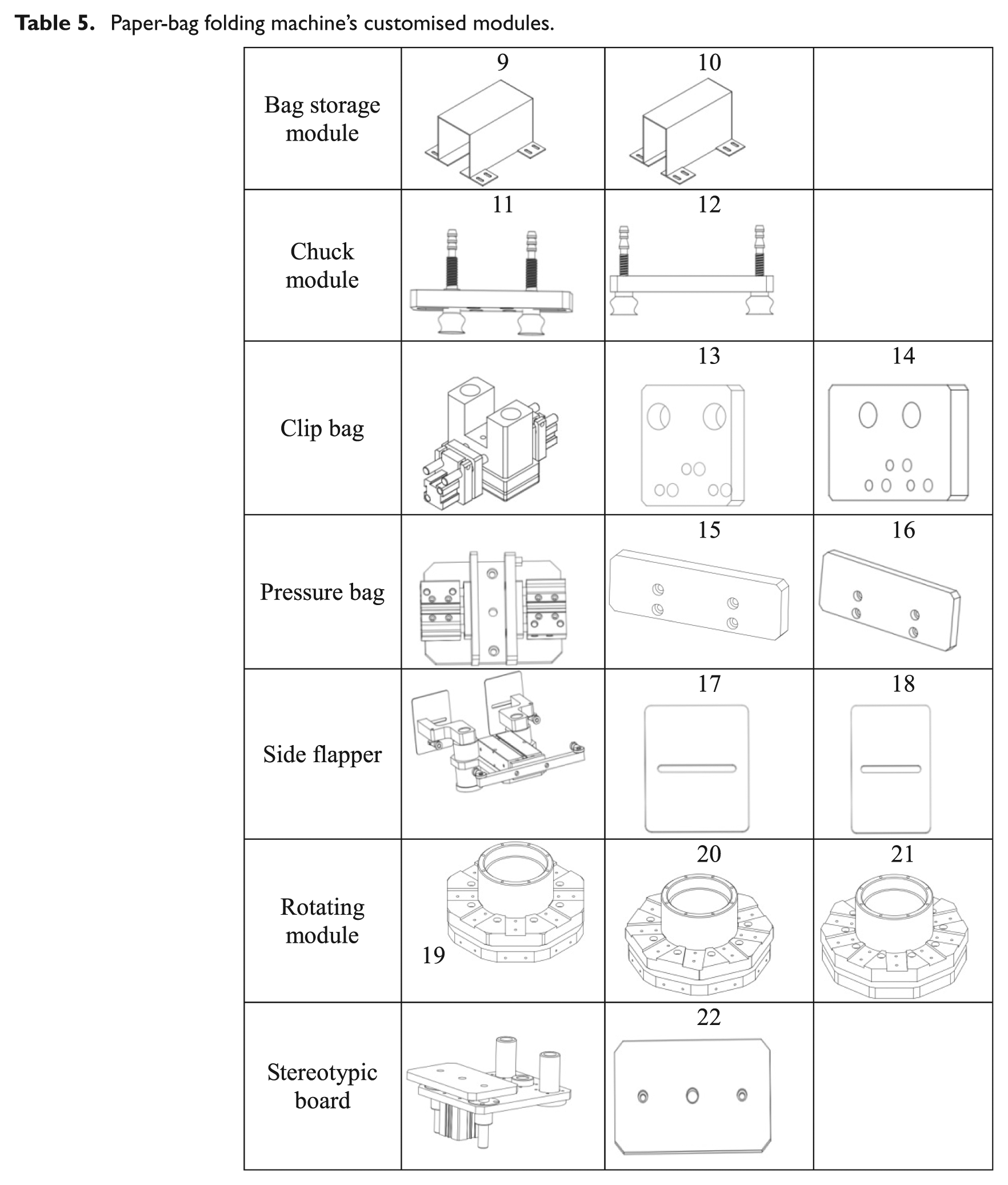
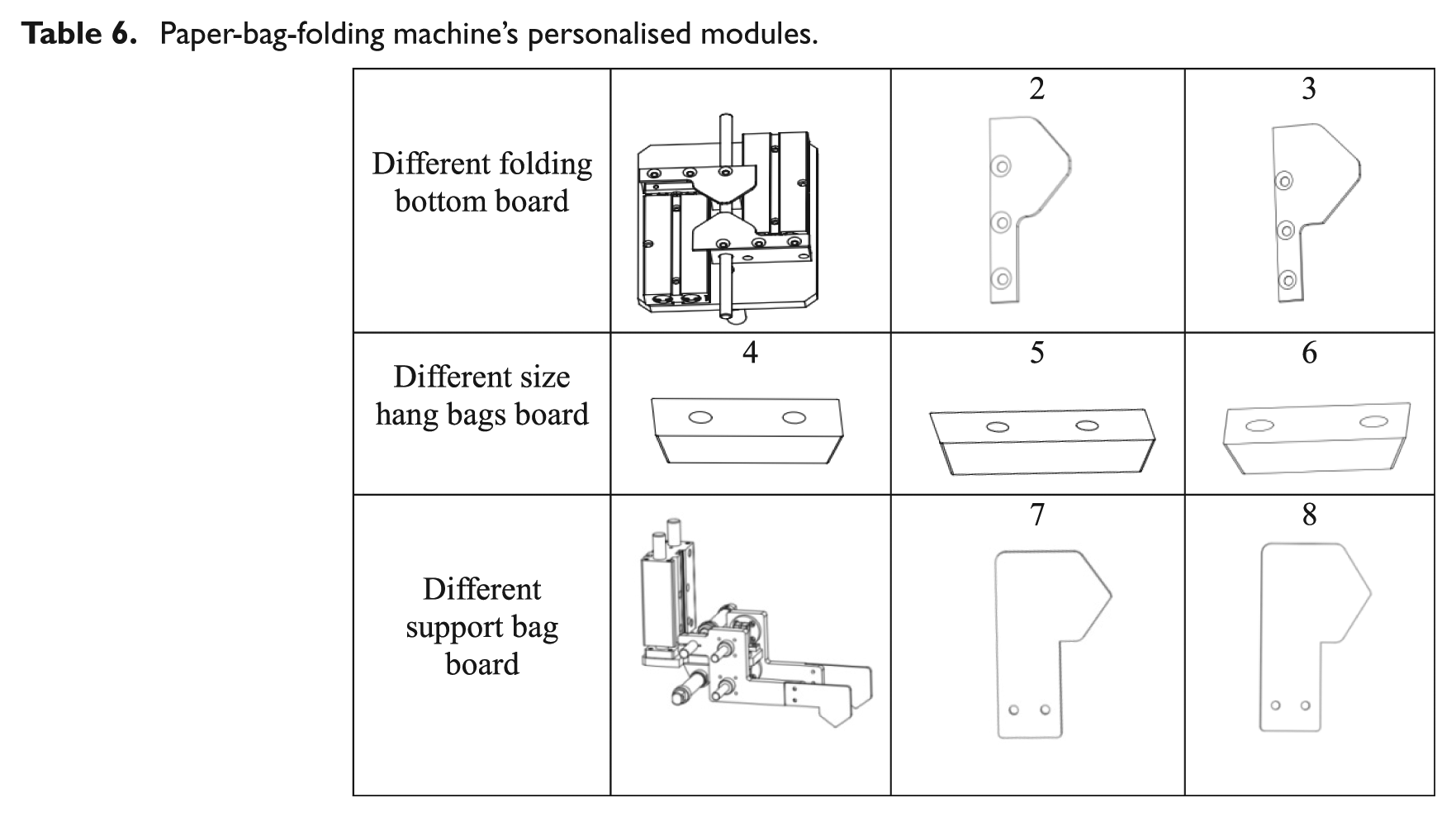
Following the aforementioned processes, the modules of the paper-bag-folding machine are divided into common platform modules, customised modules, and personalised modules, as shown in Figure 9 and Tables 5 and 6. Figure 9 shows 10 common modules that were used to develop the platform of the paper-bag-folding machine. Table 5 lists different customised modules that are made by the machine producer and were selected by the user during the purchasing process. The personalised modules of the paper-bag-folding machine are listed in Table 6; those modules are predicted in the design stage but will be used or updated during the machine application. The users can also make or purchase their personalised modules from other suppliers to satisfy their needs.
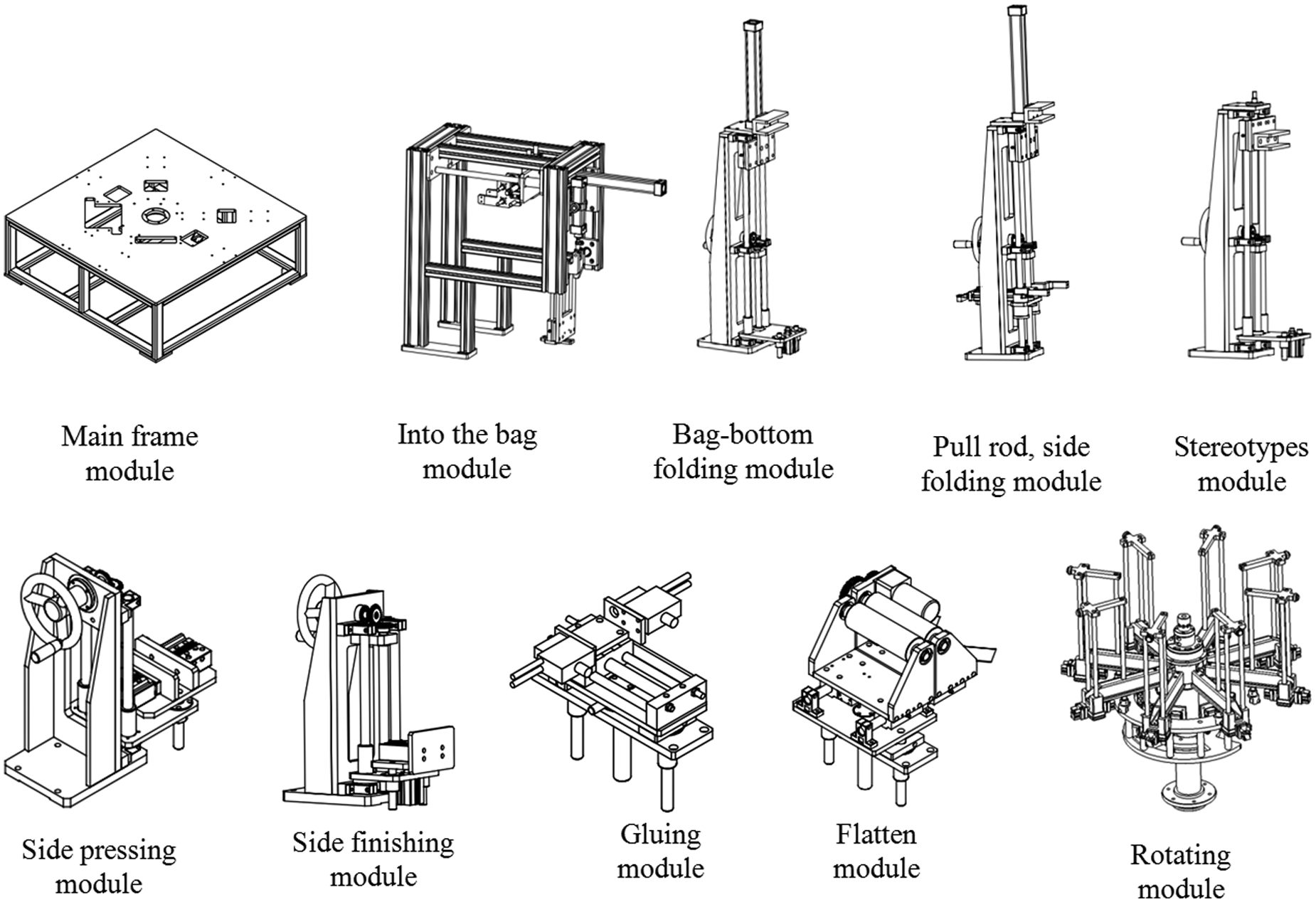
Paper-bag-folding machine’s platform modules.
Paper-bag folding machine’s customised modules.
Paper-bag-folding machine’s personalised modules.
Based on these three types of modules, a paper-bag-folding machine can be made to satisfy the user’s individual requirements when a personalised module is installed alongside the common platform and customised modules in the machine.
Applications of a paper-bag-folding machine with open architecture
To test the feasibility of the proposed machine architecture, potential change requirements of the paper-bag-folding machine are proposed in Table 7 based on the manufacturer’s suggestions, user survey, and market forecast. A total of 8–10 working processes for the machine are required to complete the operations in Table 7. The proposed machine with an open architecture can be changed from 8 to 10 workstations to satisfy these needs by changing the personalised modules. When the size or shape of the paper-bag changes, the personalised modules can be replaced on the machine to satisfy different sized or shaped paper-bag requirements.
Predicted paper-bag folding operations.
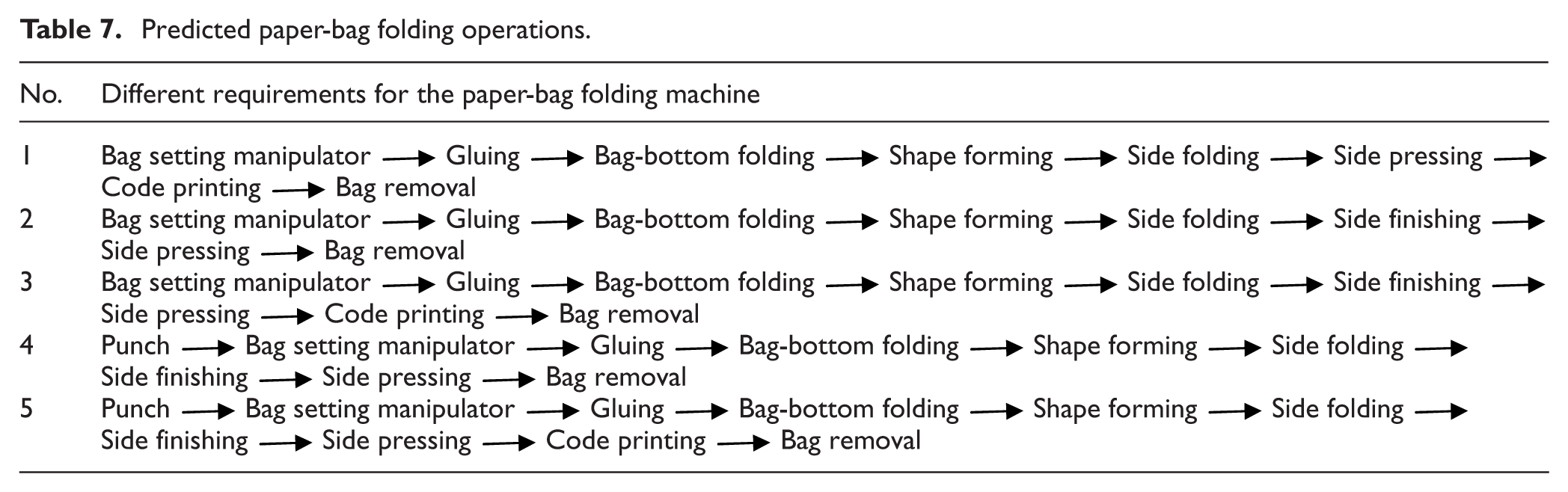
Figure 10 shows an example of the open architecture paper-bag-folding machine with eight workstations based on process requirement 2 in Table 7. The machine includes one common platform; seven customised modules – bag storage module 9, chuck module 11, bag clip plate 13, bag pressure plate 15, side flapper 17, rotating module 20, and stereotypic board 22 – and three personalised modules – bottom folding board 2, bag hanging board 5, and bag support board 7. The machine is used to satisfy the following bag specifications: D = {(Long, Wide, Side)|145 ≤ L ≤ 300, W = 130, S = 40}.
Paper-bag-folding machine with eight workstations.
If the requirement is changed to the requirement of process 3 in Table 7, adding a code printing function, it is necessary to change only the rotating module and adjust the position of the platform module. When the size of the paper-bag changes to D = {(Long, Wide, Side)|145 ≤ L ≤ 300, W = 80, S = 50}, it will be necessary to replace the existing modules using three personalised modules: bottom folding board 3, bag hanging board 6, and bag support board 8. The machine can then satisfy the requirement.
In summary, the paper-bag-folding machine with open architecture provides a cost-effective solution for users who perform different jobs. The solution allows the users of a machine to satisfy different job requirements by exchanging personalised modules. The machine can be upgraded by users in their workplace, which reduces the cost of using multiple machines. The proposed method is verified in the OAP development.
Conclusion and further work
A competitive product should be able to satisfy user requirements over its life cycle, which requires that the product includes personalised requirements in the product design. Open architecture provides the flexibility to product in design, manufacturing, and application. OAPs can sustainably satisfy personalised requirements in the product life cycle. A typical OAP consists of three types of product modules: common function modules to form the basic product platform, customised modules of the user’s choice, and personalised modules for the users to create and upgrade their own product functions. Modularity is an important method to realise OAPs. Module differentiation is the key to successfully design OAPs for personalised requirements.
This study improves the module-development methods for OAPs. Individual customer requirements and TRs of OAPs are included in an extended QFD to satisfy the OAP requirements. The domain of AD is expanded to satisfy the individual customer requirements. The DV of product components is proposed as a quantitative measure for the component contributions to different modules. Components with a high DV are clustered into independent modules to form personalised modules. The proposed approach helps developing three types of modules for an OAP of the paper-bag-folding machine to satisfy changing user requirements. The OAP structure can deliver highly personalised products to satisfy both customer-specific requirements and manufacturers’ capacities. Designers and manufacturers can use the proposed method to identify the appropriate product architectures, plan functional modules, and manufacture solutions to achieve personalised products.
It is important to apply OAPs in production, considering the ratio of volume and variety of products for a cost-effective solution. The paper-bag-folding machine is mainly used to verify the proposed method in this study for OAP module planning. The initial requirement originated from the machine manufacturer based on some users’ requirements. One of the purposes of using OAPs is to reduce the machine setup time, labour, and equipment cost. Currently, a cost-based evaluation that uses the proposed solution for different types of products is in progress to justify the OAP application. Some examples that we are working on are wheelchairs and industrial painting machines to procure greater benefits for the industries and users when OAPs are applied. The methods that were developed in this study can be similarly used for other OAP designs. The evaluation method and common interfaces are also important work for future research into OAP development.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The authors wish to acknowledge that this study was supported by the Leading Talent Project of Guangdong Province of China, the National Natural Science Foundation of China (No. 51375287), and the Natural Sciences and Engineering Research Council (NSERC) of Canada.