
Abstract
This study investigates the effect of the amount of Al amount in AS series magnesium alloys on wear resistance and machinability. Changes in mechanical properties, wear resistance, and machinability were studied depending on the Al amount in magnesium alloys containing 1% Si. Therefore, AS series magnesium alloys (AS11, AS21, AS41, AS61, and AS91) (containing Al in various degrees ranging from 1% to 9%) were used in this study. It was observed that the hardness of intermetallic phases in the microstructure of AS series magnesium alloys affected wear resistance and machinability depending on the increase in Al amount. Mg2Si intermetallic phase in the microstructure of AS91 alloy was established to reduce machinability while increasing hardness and wear resistance.
Introduction
Today, the fact that magnesium and its alloys are being used in many fields and in numerous sectors, predominantly in automotive, electronics, and aviation, is closely related with its mechanical properties and wear characteristics.1,2 When considered their weight-strength and weight-hardness properties, magnesium alloys are among the lightest construction metals with important mechanical properties. Especially in automotive and aviation, it gains importance with such characteristics as more economical fuel consumption due to reducing weight and SOX, CO2, and NOX emissions. Due to such properties, they have numerous areas of use such as aerospace and transportation, and predominantly automotive and aviation sectors.3,4 This is why the number and importance of scientific studies conducted in recent years on magnesium alloys have been on a gradual increase. Within this scope, among the most commonly used magnesium alloys in today’s industries are predominantly AZ, AS, and AM series magnesium alloys (Al, Zn, Si, Mn).1,5,6 To this end, various alloys are being produced and tests are being carried out on these alloys in order to improve the above-mentioned properties of magnesium alloys. It has been observed that the scientific studies carried out on magnesium alloys were generally on such subjects as the investigation of microstructure and mechanical properties, hardness, wear, and creep properties. In addition, studies were carried out in order to improve creep and fatigue strengths of AS series magnesium alloys at high temperatures. Studies carried out on machinability of magnesium alloys generally focus on chip formation, cutting tool and properties, flank build-up (FBU) formation, and the relation with combustion.4–10 However, there are only a few and insufficient studies conducted on the machinability of magnesium alloys.
As a result of our literature reviews, there has been no study investigating the effect of Al% in AS series magnesium alloys (containing 1% Si) on wear and machinability. Therefore, this study investigated the effect of alloy components on wear resistance and machinability in AS series magnesium alloys containing varying rates of Al% (ranging from 1% to 9%). Microstructure properties depending on the increase in Al% were studied on these alloys, and the effects of intermetallic phases on mechanical properties, wear, and machinability were investigated. Within this scope, this study bears a unique characteristic.
Experimental procedure
Microstructural and mechanical properties
Mg and Al bullions at 99% purity and Al–Si (50% Al, 50% Si) master alloy used in the experimental study were purchased from Bilginoglu Metal Co. Samples to be used in the experimental study were obtained by melting (the mixture that was prepared by calculating alloy components at 750 °C) in an atmosphere-controlled furnace and by casting under protective gas (SF6 gas) into moulds (heated at 260 °C). The chemical compositions of the alloys used in casting were determined by a Spectrolab M8 Optical Emission Spectrometry (Table 1). The dimensions of the extruded samples were 26 mm in diameter and 220 mm in length. Cast was carried out so as to obtain 20 samples from each series. A study by Unal 11 can be referred to for casting methods and process phases of magnesium alloys.
Chemical composition of the studied AS series magnesium alloys.
Wt%, ‘A’ refers to Al content and ‘S’ refers to Si content of the alloy.
In this study, the surfaces of the experimental samples used in microstructure and mechanical tests were cleaned by sanding following grinding at 15-mm diameter and 12-mm thickness. The hardness values of the samples were determined by the Vickers hardness test (HV) with a load of 10 N by using a microhardness tester (Shimadzu HMV-2). At least 10 hardness measurements were carried out on each sample. The surfaces of samples used in the microstructure test were cleaned by various sand papers (emery papers from 200 up to 1200 grits). Then, surfaces of these samples were polished by diamond abrasives (6, 3, and 1 µm diamond paste). The surfaces of samples were etched in a solution (100 mL ethanol, 5 mL acetic acid, 6 g picric acid and 10 mL water), and thus, microstructure images were obtained. X-ray diffraction (XRD) analyses (Panalytical-Empyrean) were carried out under Cu Kα radiation with an incidence beam angle of 2°.
Wear tests of AS series magnesium alloy experimental samples were carried out on a reciprocating wear tester (Tribotester TM, Clichy) under a load of 4 N. Al2O3 balls having a 6-mm diameter rubbed on the surfaces of the samples with a sliding speed of 5 mm/s. At the end of the wear test, sizes of marks occurred on the sample surfaces were measured and wear strengths of the samples were thus estimated. The stroke of the Al2O3 balls was 5 mm for a total sliding distance of 25 m. Wear test samples were 15 mm in diameter and 12 mm in length. The coefficient of friction and frictional force were continuously recorded throughout the wear tests. Contact surfaces of the samples were examined using a surface profilometer (Dektak TM 6 M).
Machining properties
Turning tests were performed on an Alpha300 DMG CNC turning lathe. Turning procedures were carried out by cross cutting using the cutting edge of a polycrystalline diamond (PCD) (Taegutec CCGT 120408 FL K10) under dry machining conditions. Data on cutting force in the study were obtained by measuring with a specially designed and manufactured strain-gauge. Chip section was kept fixed in machinability tests of the experimental study, and cutting forces were measured at varying rotation/cutting speeds. Meanwhile, the depth of chip was kept fixed. Based on the cutting force data obtained from the experimental study, sorting was conducted according to machinability among alloys. Cutting forces obtained from the alloys were prepared in graphs. Machining parameters used in the experimental study are given in Table 2.
Machining parameters and conditions used during the test.
DoC: depth of cut.
Experimental results and discussion
Microstructural and mechanical properties
Microstructure photographs and XRD patterns of AS series magnesium alloys used in the study are given in Figures 1 and 2(a)–(e), respectively. When examining Figure 2(a)–(e), it is observed that the microstructure of AS series magnesium alloys is in general formed by α-Mg matrix and intermetallic phases (Mg2Si and Mg17Al12 phases).11–13 The location and form of intermetallic phases in microstructure were observed to change depending on the presence of Si among the alloy components and on the increase in Al%. The intermetallic phase could easily be distinguished from the matrix under optical light microscopy. In the microstructure of AS series, magnesium alloys were observed in α-Mg phase, Mg17Al12, and Mg2Si phases as shown in Figure 2(e). In AS91 alloy, Mg2Si intermetallic phase was observed to form at grain boundaries in the shape of Chinese scripts (Figure 2(e)). It was also reported in previous studies in the literature that Mg2Si intermetallic phase was formed at grain boundaries in the shape of Chinese scripts.4,6,11–15 Microstructure images obtained in this study are in concordance with the literature.
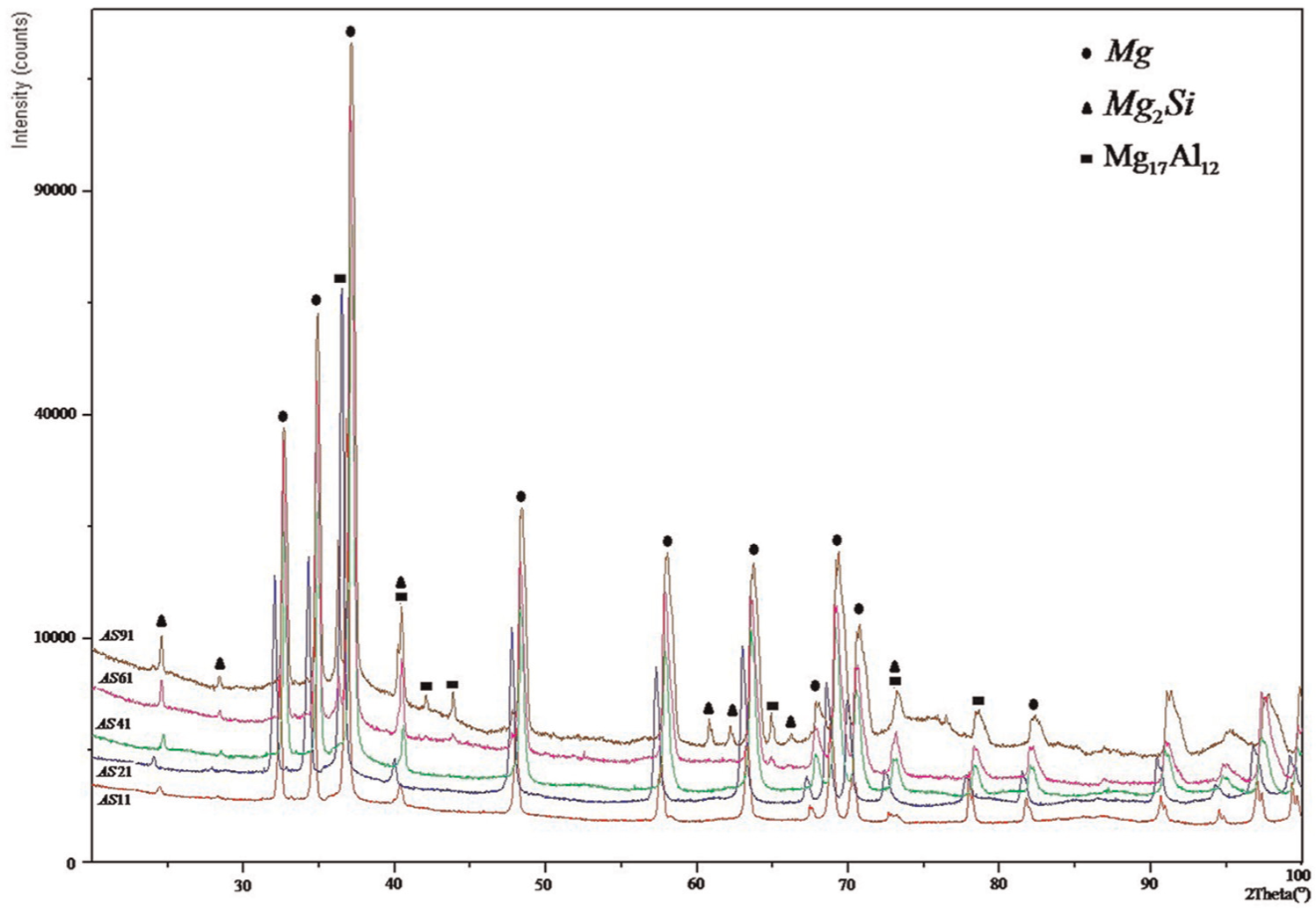
XRD patterns of AS series magnesium alloys.
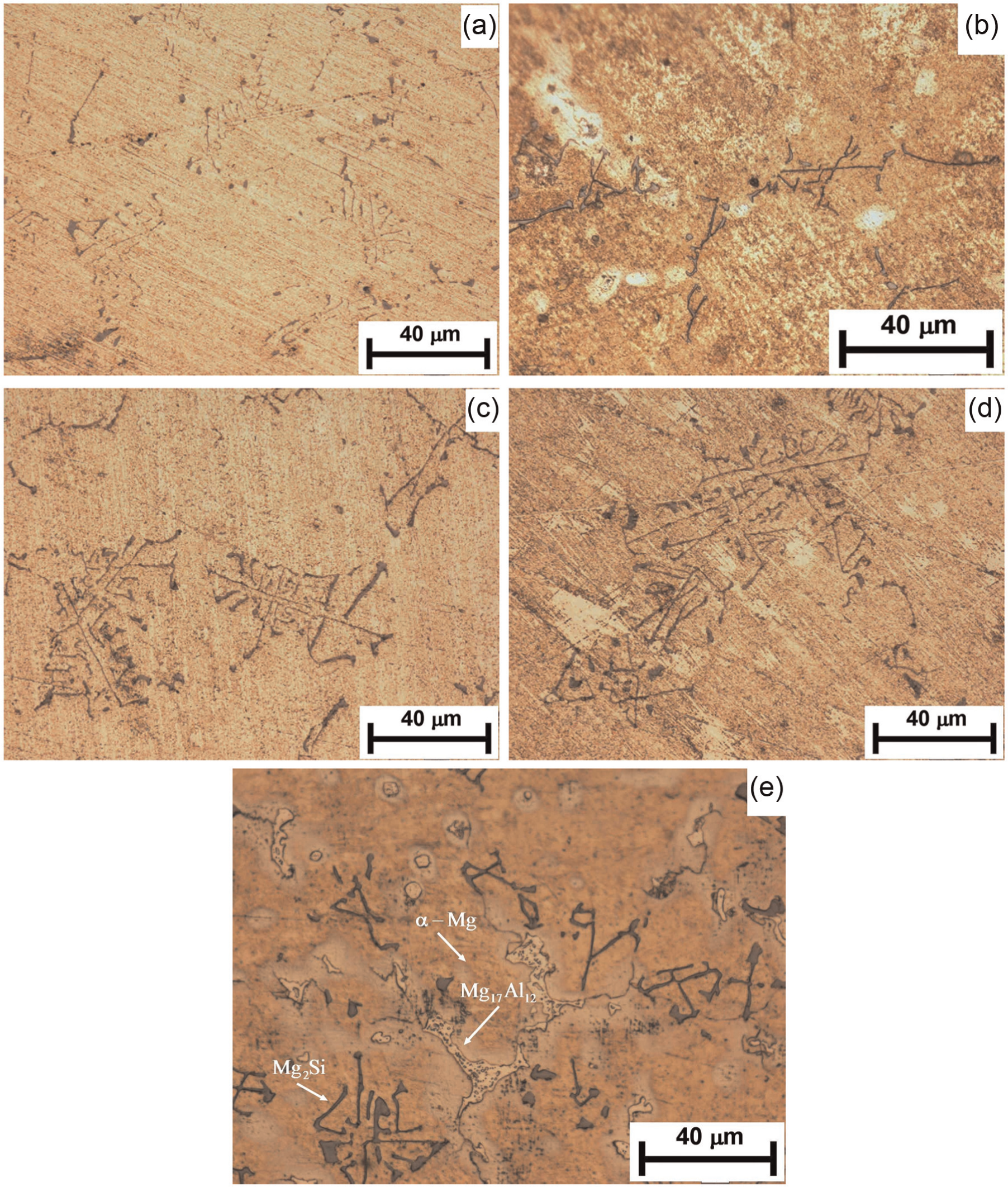
Optical micrographs of (a) AS11, (b) AS21, (c) AS41, (d) AS61, and (e) AS91 series magnesium alloys (50×).
Data on hardness and wear values of the examined alloys were obtained from the conducted mechanical tests (Figures 3 and 4(a) and (b)). When the mean hardness values of the alloys used in the experiment were checked, it was observed that these values ranged from AS11 up to AS91 in an increasing manner (Figure 3). While hardness values were obtained from AS11 as 40.9 HV10, the highest hardness value was acquired from AS91 alloy as 61.5 HV10. The reason for AS91 alloy to demonstrate a higher hardness was due to the effect of Mg2Si intermetallic phase in the microstructure. Evaluation of results indicated that Mg2Si phase could be very effective in strengthening magnesium alloys both for low and elevated temperatures.6,7
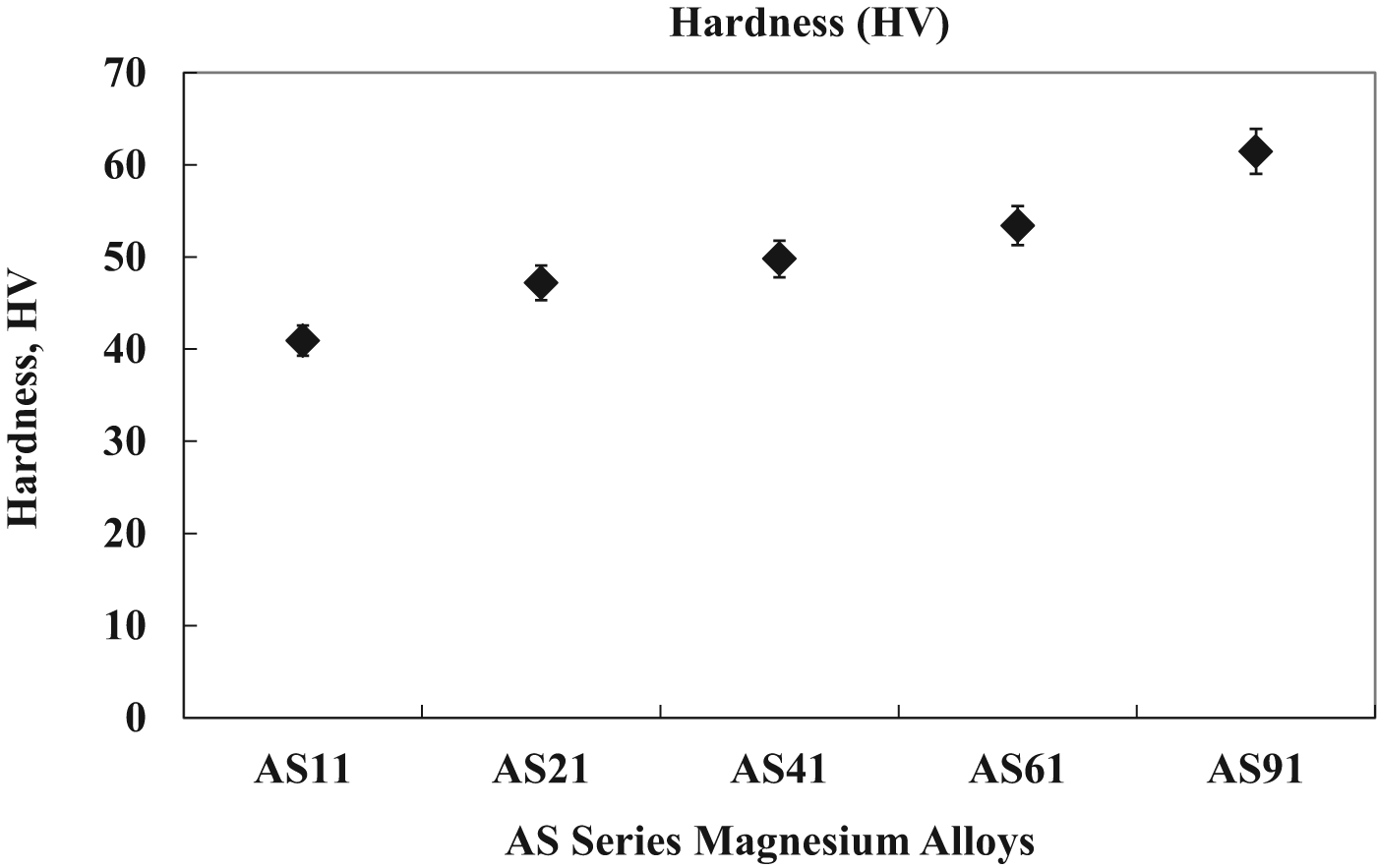
Hardness (HV) of AS series magnesium alloys.
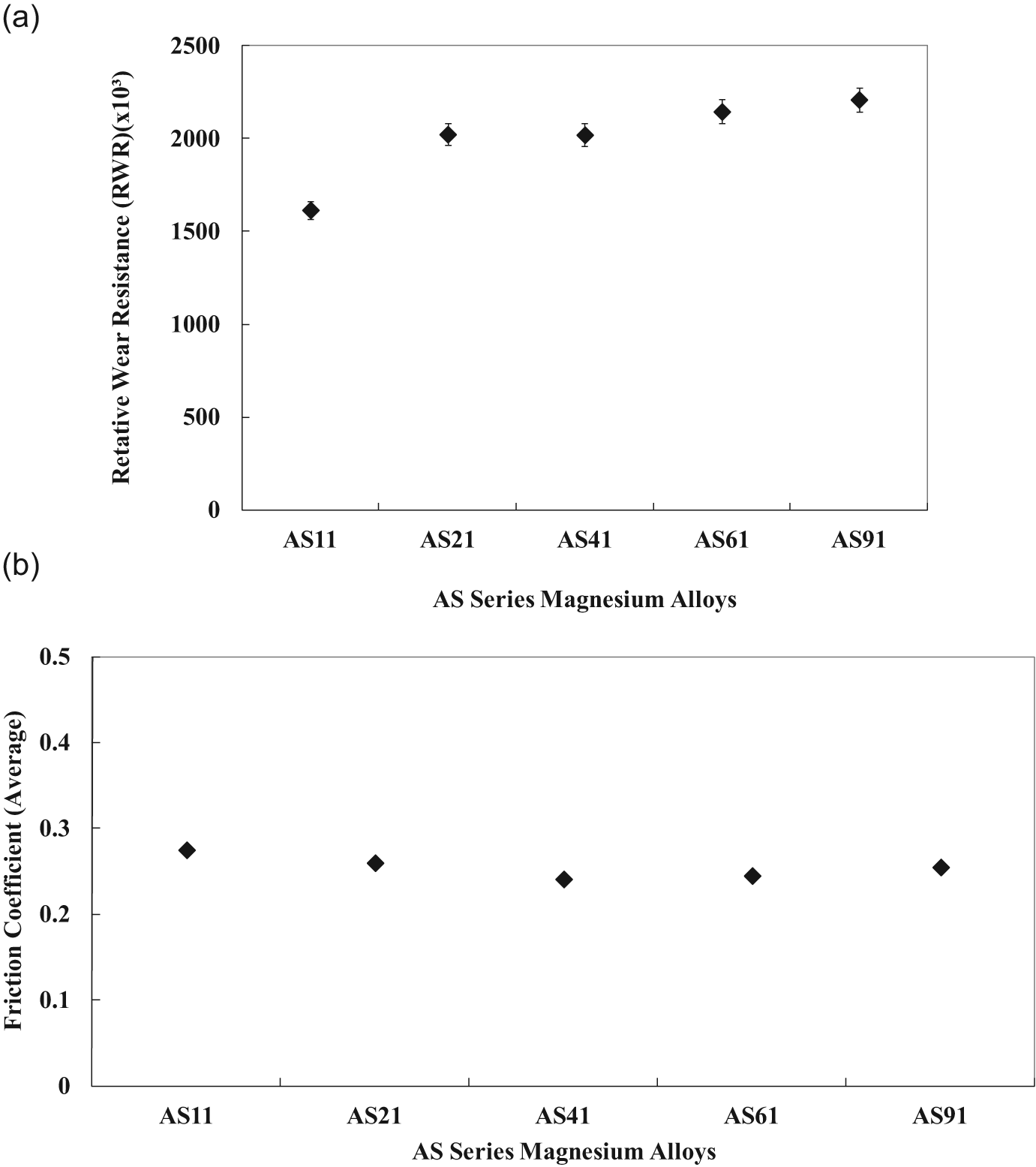
(a) Relative wear resistance of AS series magnesium alloys. (b) Friction coefficient (average) of AS series magnesium alloys.
The data obtained from wear tests are shown in Figure 4(a) and (b). The assay conducted in accordance with wear resistance of alloys used in the experiment demonstrates an order beginning from AS11 alloy up to AS91 in an increasing manner (Figure 4(a)). When the AS series magnesium alloys within themselves in terms of wear resistance values were compared, it was observed that AS91 alloy had 36.8% higher wear resistance compared to AS11 alloy (Figure 4(a)). Wear resistance of AS series magnesium alloys increased in direct proportion to increase in the Al amount in the series (Figure 4(a)). AS series magnesium alloy wear resistance order was AS11, AS21, AS41, AS61, and AS91. The alloy that had the highest wear resistance in AS series was AS91 alloy (Figure 4(a)). The data on friction coefficient of AS series magnesium alloys are shown in Figure 4(b). A significant difference was not found between the alloy friction coefficients of AS series magnesium alloys. While the friction coefficient of AS11 alloy was 0.275 on average, this value was measured as 0.255 in AS91. Based on this, it was observed that the Mg2Si intermetallic phase formed due to the effect/presence of Si among AS series magnesium alloys increased wear resistance. The reason for AS91 alloy to demonstrate a higher hardness and wear resistance compared to AS11 alloy was due to Mg2Si intermetallic phase in the microstructure. When the correlation between wear resistance and hardness in the experimental study was analysed, wear resistance was observed to increase depending on hardness (Figure 3). From this point of view, Mg2Si intermetallic phase in AS91 alloy was observed to have an impact on hardness and wear properties, and it increased wear resistance and hardness.
Machining properties
By keeping the chip section fixed at various cutting speeds (in various rotation counts) in the experimental study, the data on cutting forces of AS series magnesium alloys were obtained (Figure 5). An increase was observed in cutting forces depending on the increase in Al% in AS series magnesium alloys (Figure 5). The rise in the cutting forces within AS series gradually continued in an order beginning from AS11 to AS21, AS41, AS61, and AS91 (Figure 5). In addition, cutting forces were also observed to increase depending on the rise in cutting speed of AS series magnesium alloys (Figure 5). While the lowest cutting force in all cutting speeds (among three cutting speeds) was obtained in AS11 alloy, the highest cutting force was acquired in AS91 alloy. While the cutting force value at the lowest cutting speed (56 m/min) was measured in AS11 alloy as 17.8 N, it was measured as 19.2 N in AS91 alloy. When the cutting speed was raised to 168 m/min, cutting speeds were measured to be 18 N in AS11 and 20.9 N in AS91. When considering the fact that the cutting force increase beginning from AS11 to AS91 was the increase in only the Al% between AS11 and AS91, the effect of intermetallic phases can be observed. The data obtained from this section and microstructure examinations conducted in previous sections (Figure 2(a)–(e)), hardness (Figure 3), and wear test results (Figure 4) support each other.
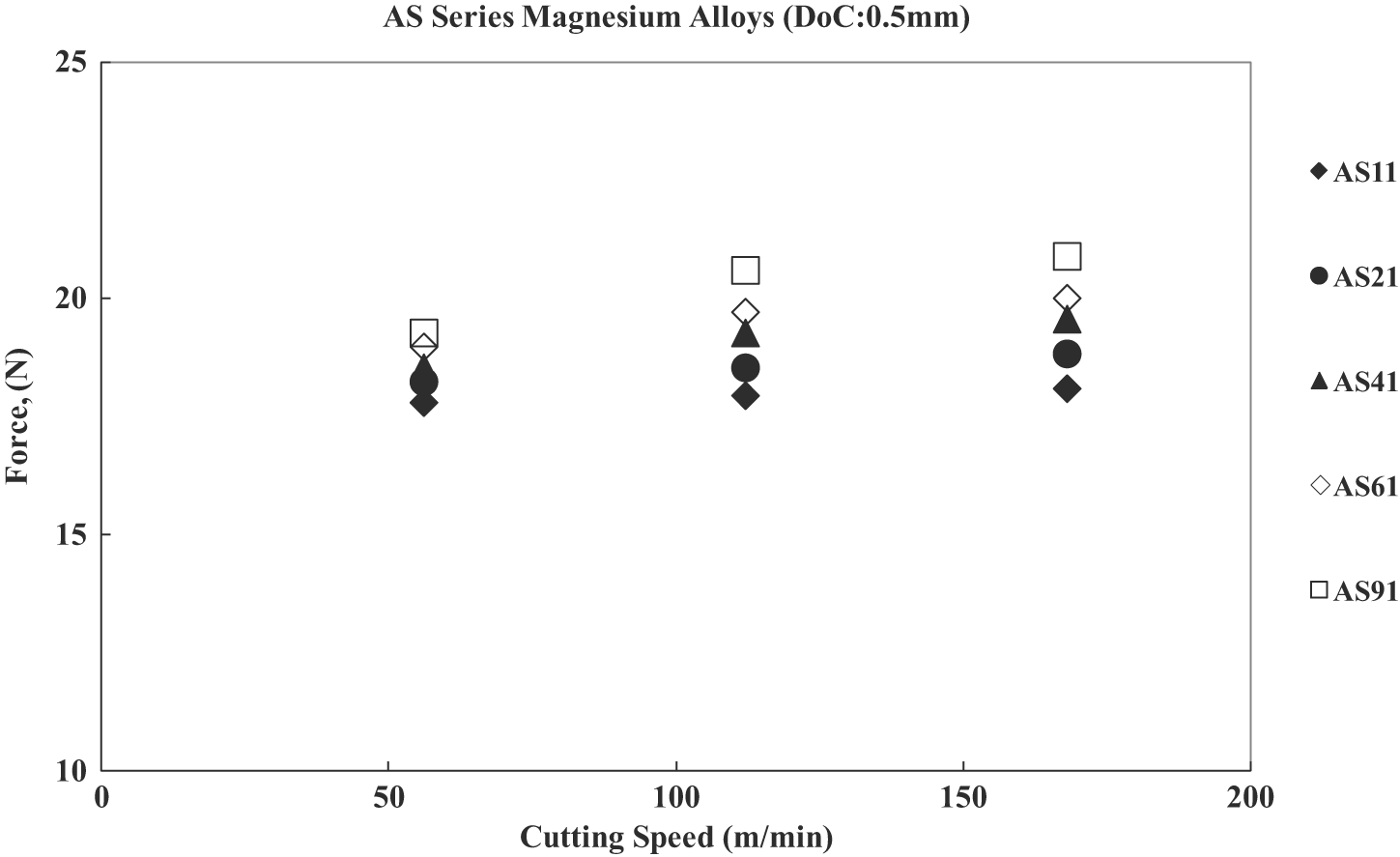
Relationship between cutting forces and alloy compositions of AS series magnesium alloys (DoC: 0.5 mm, f: 0.10 mm/rev).
When the cutting forces were compared, the highest cutting force value was obtained from AS91 alloy (Figure 5). From this point of view, it may be noted that the an increase in cutting forces depending on cutting speed could occurs due to dislocation build-up with chips in cutting edge. 16 The reason for this was the increase in cutting forces with the effect of intermetallic phases observed in microstructure. Especially in the AS91 alloy, the fact that the highest cutting force occurred at the highest cutting speed demonstrated that intermetallic phases (Mg2Si) in the structure had a negative impact on machinability.
The surface roughness (Ra) of the AS series samples (turned at 56, 112 and 168 m/min) given in Figure 6 revealed an increase in surface roughness for all studied alloys with increasing cutting speed. This work showed that the Al content of Mg alloys had considerably affected the Ra. In other words, Ra value increases as the Al content of the alloys increases. For instance, turning of AS11 and AS91 alloys (at 168 m/min) presented that the Ra values were 1.2 and 1.4 µm, respectively. The trend in Ra at other cutting speeds was also similar as shown in Figure 6. It was thought that the higher Ra value for AS91 alloy had been formed due to the dimples occurring during shearing of the chip removal. The dimples can become elongated by a lateral shearing force in ductile materials.
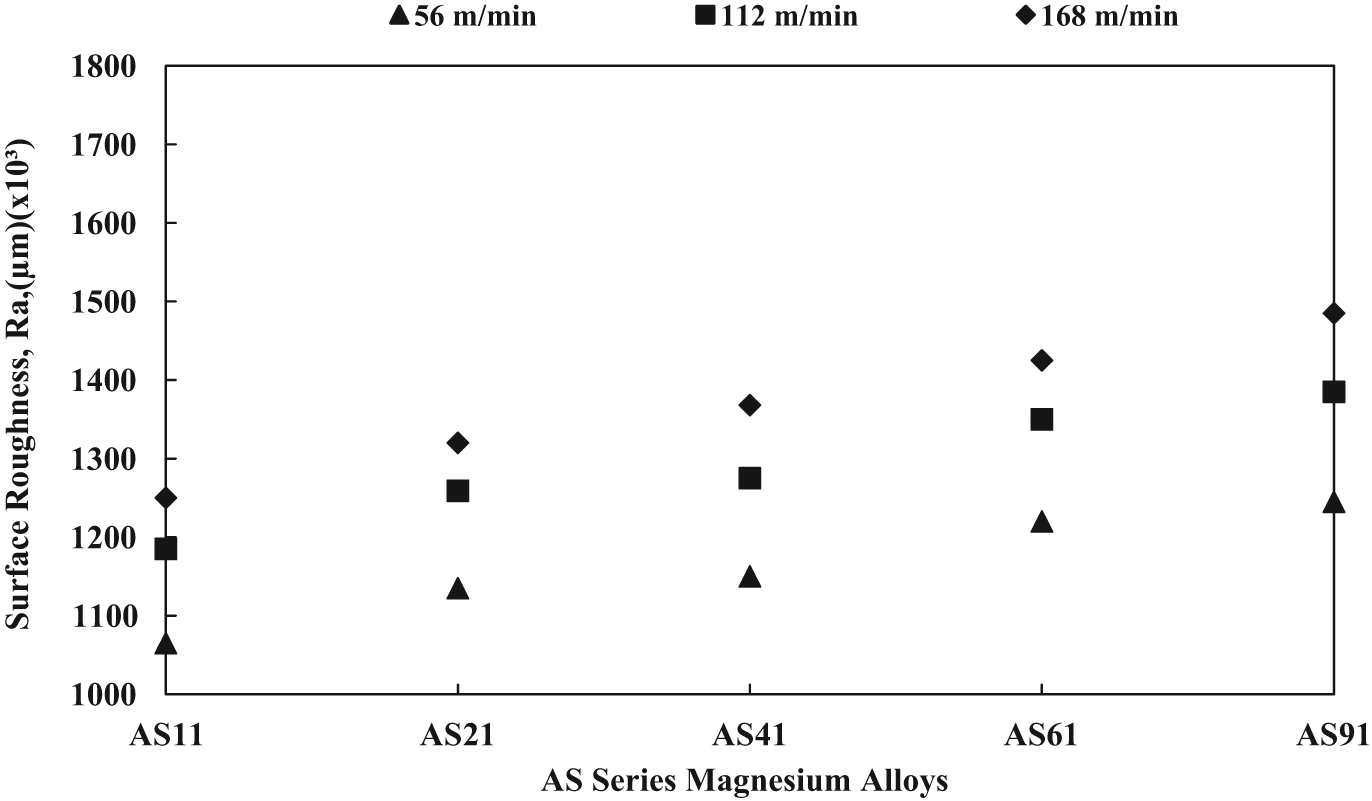
Relationship between surface roughness and cutting speeds of AS series cast magnesium alloys (DoC: 0.5 mm).
Wears occurring on cutting edge surface due to machining AS series magnesium alloys are shown in Figure 7(a)–(f). When cutting edge surfaces used in the experiment were analysed, it was observed that FBU occurred due to dry friction between the workpiece and cutter surface during the machining of experimental samples7,8,14 and that cutting edges were worn as shown in Figure 7(a)–(f). This wear was found to be deeper on the cutting edge belonging to AS91 alloy. It is shown in Figure 7(e) that intermetallic phases (Mg2Si and Mg17Al12) that occurred/found in alloy were effective in the increase in the cutting forces, and thus, the surface of AS91 wore more. From this point of view, it was observed that Mg2Si intermetallic phase formed due the effect/presence of Si in AS91 alloy and found to be more significant. This had a harder structure compared to the intermetallic phase in AS117,8 and therefore it wore the cutter much more. FBU increase in the cutting surface between the cutting edge and sample surface due to intermetallic phases also causes a rise in cutting forces (Figure 5). 14 FBU formation increases with friction and temperature rise occurring on the cutter surface due to an increase in cutting speed, and this may be noted to raise cutting forces (Figure 7(a)–(f)).
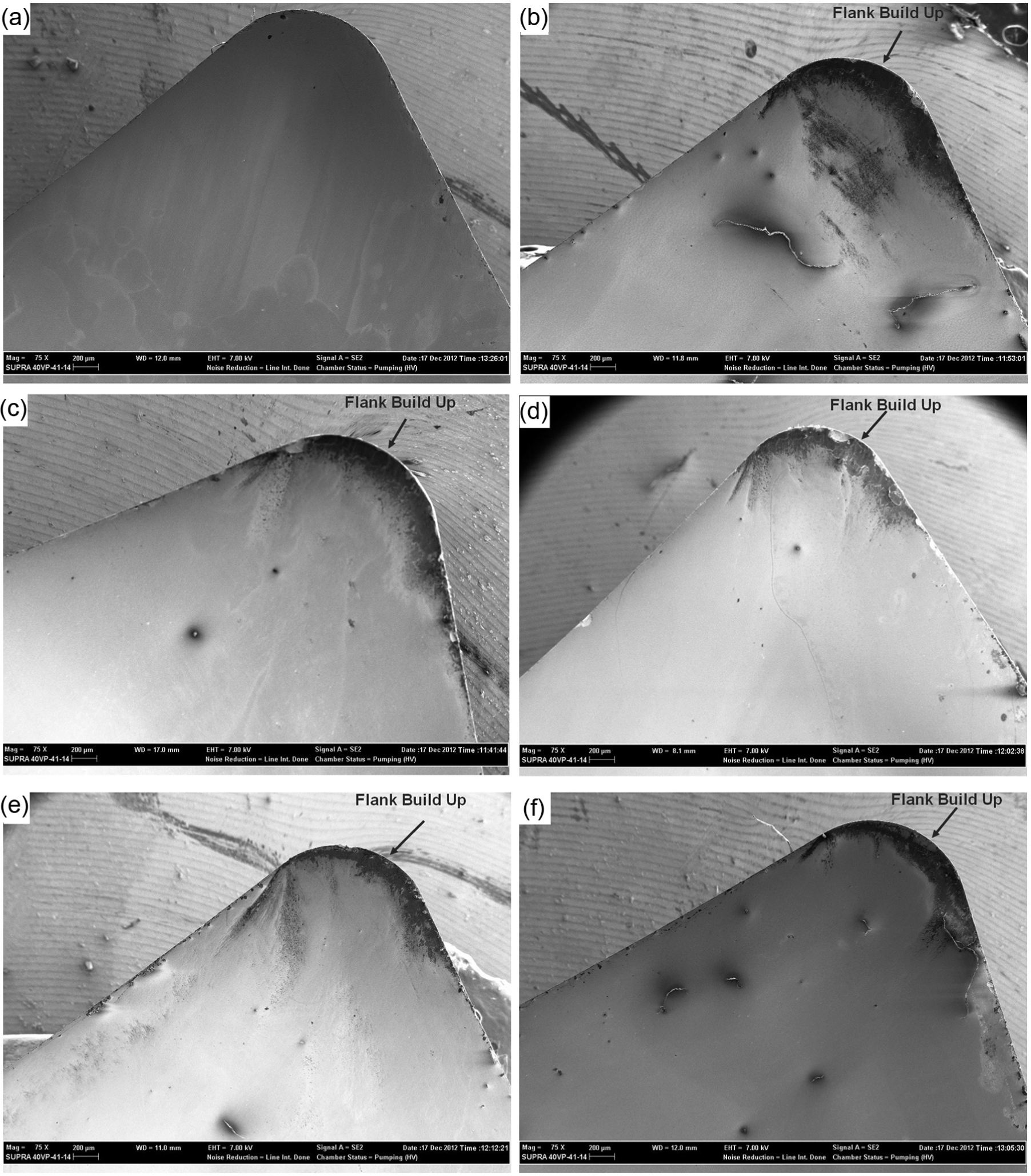
SEM image of cutting tool tip used for machining of (a) unused, (b) AS11, (c) AS21, (d) AS41, (e) AS61, and (f) AS91 series magnesium alloys (Vc : 168 m/min, DoC: 0.5 mm, f: 0.10 mm/rev).
When the formation chips obtained from the samples in the study (Figure 8) were checked, it was established that intermetallic phases occurred due to the effect of Si depending on the Al amount in the alloy which caused chip lengths to be short and also led to a break in a more brittle manner (Figure 8).
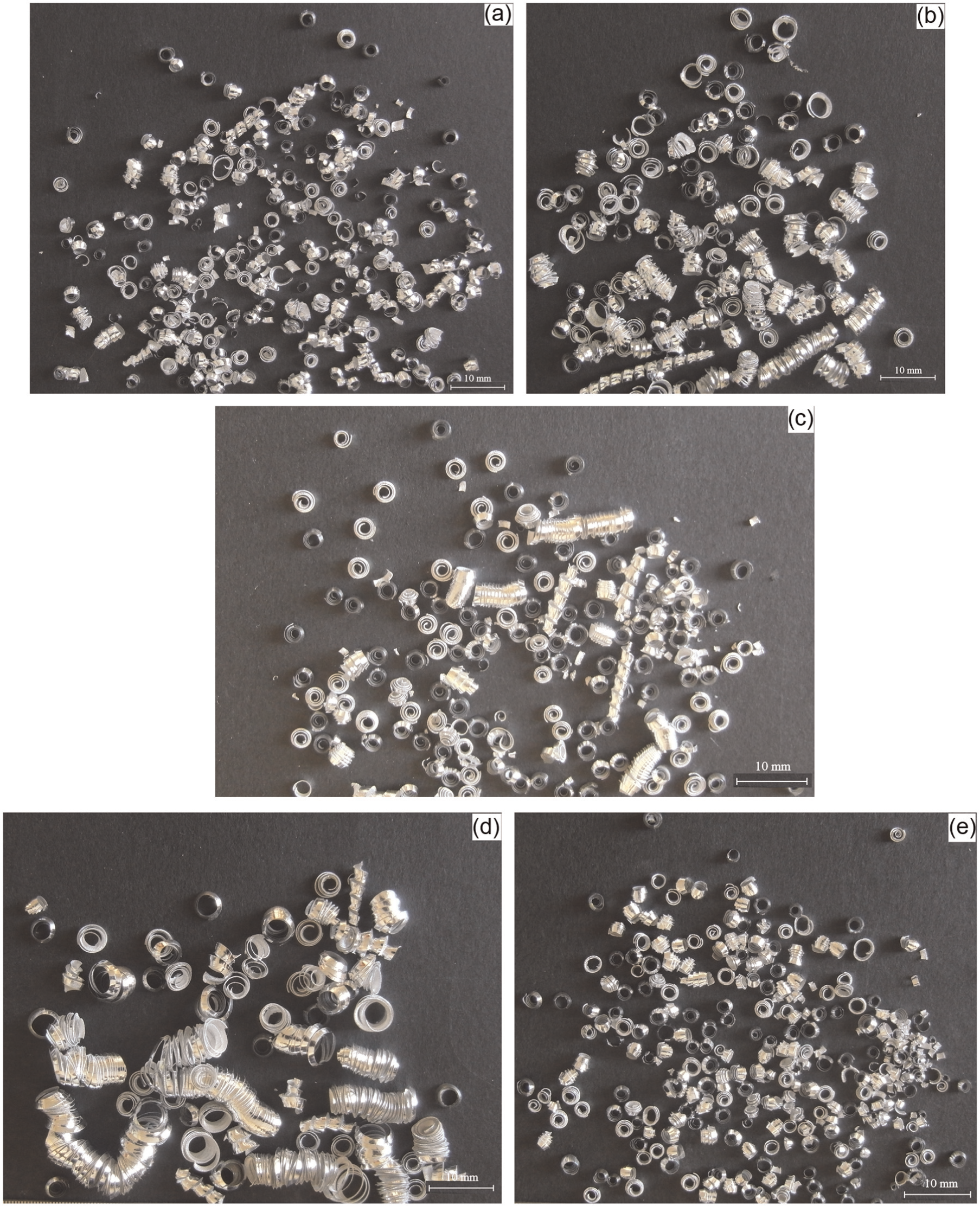
Chip formation of (a) AS11, (b) AS21, (c) AS41, (d) AS61, and (e) AS91 series magnesium alloys (Vc : 168 m/min, DoC: 0.5 mm, f: 0.10 mm/rev).
When the chip images were analysed, it was observed that chips formed from AS91 alloy were smaller in length and more plaited.8,16,17 When the chips from AS91 with chips from other alloys were compared, it was found that chip lengths reduced and had more brittle breaks, and that chips were in the form of saw tooth. It was observed that chips from AS91 alloy were shorter in length and were formed as a result of brittle breaks due to the effect of Mg2Si intermetallic phase. When the chips obtained from AS91 alloy with other chips were compared, they were observed to form shorter as a result of Mg2Si intermetallic phase being harder and more fragile.
Although Si content of AS series alloys used in experiments was fixed, Mg17Al12 occurred in the form of a network at grain boundaries of the intermetallic phase within the microstructure as a result of an increase in Al content in the alloy (maximum in AS91 alloy); on the other hand, Mg2Si phase crystallised in a different form. It may be stated that Mg2Si intermetallic phase in AS91 alloy complicated the dislocation movements. Therefore, it may be concluded that place/form and location of Mg2Si phase in AS91 alloy increased wear resistance and caused an increase in cutting forces. The data obtained from the experimental study support this (Figures 3–8).
Conclusion
The below results were obtained from this experimental study:
The visibility of Mg2Si intermetallic phase increased with an increase in Al content in the alloy.
Hardness and wear resistance increased with increasing Al content in the alloy, but machinability decreased.
It was observed that intermetallic phases (Mg2Si and Mg17Al12) present in the AS series Mg alloys increased cutting forces.
Hardness and wear resistance of AS series Mg alloys were ordered beginning from AS11 to AS91, respectively, while increasing gradually. AS91 alloy had the highest hardness and wear resistance among AS series Mg alloys due to the effect of Mg2Si intermetallic phase observed in the microstructure of AS91 alloy but had lower machinability.
Intermetallic phases had an effect on chip formation and break. It was observed that chips obtained from AS91 with the highest hardness were shorter in length due to the brittle effect of Mg2Si intermetallic phase.
Intermetallic phases were found to increase FBU on the cutting tool edge.
Footnotes
Declaration of conflicting interests
The author declares that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.