
Abstract
Efficient removal of heat from the deformation zones in machining of difficult-to-cut materials is vital for attaining viability with respect to cost and productivity. The recently embraced heat removal and lubrication methods include applications of cryogenic fluids and minimum quantity of lubrication. This article presents an experimental investigation, complemented with a fuzzy modeling approach, for comparing the efficacies of using various combinations of CO2 snow and minimum quantity of lubrication in machining two tempers each of AISI 4340 and Ti-6Al-4V. In addition, cutting speed and feed rate are also included as predictor parameters, and their effects on tool damage, machining forces, and specific cutting energy consumption are evaluated. A total of 144 experimental runs are performed for developing the fuzzy knowledge–based model, and additional 20 experiments are conducted for testing its prediction accuracy. The model is also made capable of suggesting optimal settings of the cutting parameters and the most appropriate choice of cooling against various combinations of the objectives. In a nutshell, the cooling option of applying CO2 snow at the rake and flank faces of the tool proved beneficial for machining the titanium alloy while the option of using CO2 snow at the flank face and minimum quantity of lubrication at the rake face outshone the others in the case of the alloy steel. This article claims novelty with regard to machinability comparison of AISI 4340 and Ti-6Al-4V, application of cryogenic cooling to machining of hardened steels, investigation of hybrid cooling (CO2 snow plus minimum quantity of lubrication), and intelligent modeling of cryogenic machining of AISI 4340 and Ti-6Al-4V combined.
Introduction
One of the main research objectives of the machining domain is to machine difficult-to-cut materials within acceptable levels of cost and processing time. In other words, enhancement of machinability of exotic materials by various means is a prime concern of modern-day research. Good machinability of a material can be characterized in terms of low tool damage rate, high material removal rate (MRR), low machining forces, 1 and low specific cutting energy (SCE).
An efficacious way to improve machinability is to effectively remove the process heat from the deformation zones. It helps to increase tool life by suppressing the temperature-dependent damage modes and to machine at higher levels of cutting speed and feed, thereby raising the productivity levels. For decades, water-based flood emulsion has remained the most commonly applied coolant, but unfortunately, it comes also with many drawbacks like inadequate penetrability in the secondary shear zone, thermal shocks in milling, 2 need for recycling and filtering, health hazards, and messy environment. With respect to machining of difficult-to-cut materials, especially at high MRRs, the advent of cryogenic coolants has gained much attention of the researchers. Furthermore, the oil-in-air aerosols like minimum quantity of lubrication (MQL) have affirmed their role as effective lubricants for low to medium speed operations. Hardly has been any work reported that focuses on hybrid application of a cryogenic coolant and MQL in the machining domain. The pertinent literature survey, leading to unfolding of the research gap and providing the motivation for undertaking the current work, is divided into the following three sub-sections.
Machining of AISI 4340 and Ti-6Al-4V
AISI 4340 is a commonly used high-strength low-alloy (HSLA) steel. It is also known as nickel–chromium–molybdenum steel. AISI 4340 is a heat-treatable alloy, which is usually quenched and tempered to obtain required degrees of strength and ductility. The typical microstructure is combination of tempered martensite and carbides. Typical yield strength and hardness ranges are from 470 MPa (annealed) to 1725 MPa (quenched and tempered) and 17 to 49 HRC, respectively.3,4
Lima et al. 5 reported turning of two tempers of AISI 4340, 42 and 48 HRC, using coated carbide and polycrystalline cubic boron nitride inserts, respectively. The experimental results suggested that the softer temper experienced higher cutting forces when the cutting was done at low levels of feed and depth of cut. Moreover, higher cutting speed and lower feed rate resulted in better surface finish. Avila and Abrão 6 carried out an experimental investigation for performance comparison of two emulsion-based coolants and one synthetic fluid in continuous turning of hardened AISI 4340 steel using mixed alumina inserts. They reported that the options of mineral-less emulsion and dry cutting outperformed those of emulsion with mineral and synthetic fluid with respect to tool life and surface roughness. In another work, the effects of using various ceramic coatings (on carbide inserts) and uncoated polycrystalline boron nitride (PcBN) inserts were experimentally investigated on tool wear, cutting force, and surface finish in turning of hardened AISI 4340. 7 Superiority of TiAlN coating over the other coatings as well as PcBN inserts was reported in this article. In a similar but recently conducted study, the performance of multilayer coatings (TiC/TiCN/Al2O3) in turning of hardened AISI 4340 was evaluated at various combinations of the cutting parameters (cutting speed, feed, and depth of cut). 8 The results indicated that the combination of high speed, low feed, and low depth of cut lead to reduced machining forces. Moreover, the tool life was increased while employing low cutting speed and feed rate. Poomari et al. 9 have reported advantage of using cryogenically treated and TiAlN-coated cermet tool in hard turning of the HSLA steel. Very recently, Paul and Varadarajan 10 have investigated the effects of using pure grease and 10% graphite-added grease in turning of hardened AISI 4340. The semi-solid lubricants were applied at the tool–chip interface, tool–work interface, and at the back side of the chip. The authors have claimed advantages with respect to tool vibration, cutting forces, cutting temperature, tool wear, and surface finish.
Ti-6Al-4V is an alpha–beta alloy of titanium. It is a fully heat-treatable alloy, which offers excellent mechanical properties. High strength-to-weight ratio and superior corrosion properties make it ideal for application in aircraft, aerospace, and marine industry. However, with respect to machining, it is considered as a difficult-to-cut material owing to its high strength, poor thermal conductivity, and chemical affinity with most of the tool materials. Various approaches have been suggested during last 10–15 years for effective and economical machining of this alloy.
Ezugwu et al. 11 have investigated the performance of PcBN inserts in finish turning of Ti-6Al-4V alloy at elevated cutting speeds (∼250 m/min) and under various coolant supplies. Excessive notch wear, chipping, and diffusion wear were reported as the prominent tool damage modes. Jianxin et al. 12 have studied mutual diffusion of elements between a Ti-6Al-4V work and a tungsten carbide tool up to a temperature of 800 °C. They reported that tungsten and cobalt diffused appreciably into the titanium alloy and the penetrating depth reached 20 µm at 800 °C, which lead to strength loss of the tool and significant acceleration of tool wear. In another article, diffusion wear of tungsten carbide tool in high-speed turning of Ti-6Al-4V was investigated. 13 It was reported that rather than diffusion of tungsten and carbon atoms, the pulling-out of tungsten carbide particles proved detrimental and caused formation of crater at the rake face. Dandekar et al. 14 have proposed heating of Ti-6Al-4V work using a laser beam during turning operation. Improvement in the material’s machinability in the cutting speed range of 60–107 m/min was reported. Sun et al., 15 based on their experimental data, have correlated variations of machining forces with the evolution of tool wear at two values of cutting speed in dry machining of the titanium alloy. It was reported that the mode of tool failure at both the cutting speeds was flank wear. Nandy and Paul, 16 in their study concerning high-pressure cooling with neat oils, have investigated the effects of coolant pressure, angle of impingement of jet, spot distance, and nozzle diameter on tool wear and chip morphology in turning Ti-6Al-4V. The authors have claimed doubling of tool life in comparison to cryogenic turning at the cutting speed and feed of 85 m/min and 0.2 mm/rev, respectively. Nandy et al. 17 proposed the use of high-pressure coolant jets (using neat oil and water-soluble oil) directed at the tool–chip interface for removal of process heat from the cutting area. Improvements in tool life, chip form, chip breakability, cutting forces, and surface finish were reported. Ezugwu et al. 18 have reported superiority of using flood coolant with 7 MPa coolant supply pressure over conventional overhead coolant flow in rough turning Ti-6Al-4V using uncoated carbide inserts.
Cryogenic cooling and MQL
Stream of liquid nitrogen (LN2) is the most commonly applied of all the cryogenic coolants. Extremely low temperature in the jet helps efficiently remove the process heat from the deformation zones. The approach has proved to be very promising in enhancing machinability of certain difficult-to-cut materials, including Ti-6Al-4V. Following is a brief and relevant literature survey.
In two similar articles, the effects of dry cutting, wet cutting, and cutting under cryogenic conditions were investigated in turning of Ti-6Al-4V using uncoated carbide inserts.19,20 Substantial improvements in tool life, by suppressing the temperature-related tool damage modes like adhesion, dissolution, and diffusion, were reported with the use of LN2 gas. Sun et al. 21 proposed an innovative approach to cool down the cutting edge by impinging it upon with cryogenically cooled compressed air. Comparisons with regard to cutting forces, chip morphology, and chip temperature were made with compressed air cooling and dry cutting. Considerably lower tool tip temperature was reported in the case of cryogenic compressed air cooling. In another work, the effect of application of LN2 jet at the rake and the flank faces through holes made in the cutting tool insert during the turning of Ti-6Al-4V was studied. 22 Significant reductions in cutting temperature, surface roughness, and machining forces, in comparison with wet machining, were reported. Bermingham et al., 23 in their experimental investigation, have reported that high-pressure water-based emulsion provides marginally better tool life than what is achievable with cryogenic fluid, provided a correct nozzle position is maintained. In another article, the authors have reported a comparison among dry, flood coolant, and cryogenic machining in turning of hardened and normalized bearing steel AISI 52100. 24 Tool life improvement of up to 370% and a significant reduction in thermal residual stresses has been reported in the favor of cryogenic machining. Strano et al. 25 have put forward a comparison between cryogenic and traditional turning of Ti-6Al-4V in a region of the cutting parameters bearing relevance to the aerospace industry. This study also confirms enhancement of tool life and reduction in machining forces and coefficient of friction at the tool–workpiece interface with cryogenic cooling. Very recently, Kaynak et al. 26 have conducted a study focusing tool damage and cutting forces in machining of NiTi shape memory alloys under dry, preheated, and cryogenic cooling conditions. Once again, smaller tool damage and lower cutting forces were attributed to the option of cryogenic cooling. With respect to work quality, Umbrello et al. 27 have reported improved surface integrity of the work (hardened AISI 52100) when machined under cryogenic environment using PcBN inserts. In another work, a new kind of cryogenic coolant, CO2 snow, was used in the machining of a β-titanium alloy (Ti-10V-2Fe-3Al). 28 The CO2 gas, contained in a bottle, was fed to the tool tip through the holes in the tool holder’s clamping jaw. The gas converted to snow as it expanded at the outlet of the transporting tubes and produced a cooling effect. The authors have claimed significant enhancement of tool life, mainly due to suppression of notch wear. In continuation of this work, Machai et al. 29 also studied the effects of varying cutting speed and using hybrid coolant (CO2 snow at the flank face and MQL at the rake face) on tool wear, cutting forces, and machining power absorption. It was reported that the option of hybrid cooling slightly outperformed that of cryogenic cooling in terms of tool wear and machining forces.
MQL is the name given to the process in which very small amount of oil (less than 30 mL/h) is pulverized into a flow of compressed air. 30 Machining with MQL can, in general, enhance tool life and improve surface finish.
Dhar et al. 31 have investigated the role of using MQL on chip formation, cutting temperature, and work surface finish in turning AISI 1040 by uncoated tungsten carbide insert at various combinations of cutting speed and feed. The authors have stated that MQL caused significant drop in cutting temperature and dimensional inaccuracy depending on the levels of cutting speed and feed selected. The effect of utilizing MQL in milling process has also been investigated. 32 The option was compared with flood cooling and dry cutting in milling of NAK80 hardened steel by coated carbide tool. It was concluded that flood coolant lead to the shortest tool life because of the occurrence of thermal cracks. On the other hand, the option of MQL provided the longest tool life. In a similar work, Liao and Lin 33 have investigated the application of MQL in high-speed machining of a hardened steel. It was found that MQL provides extra oxygen to cause formation of a protective oxide layer at the chip–tool interface. It was further reported that the application of MQL became ineffective at very high cutting speeds. In another work, the effect of employing MQL in high-speed milling of ultra-hard steel (∼63 HRC) was investigated and the tool damage modes were brought under light. 34 It was observed that under MQL environment, the major damage modes of coated carbide cutters were chipping and adhesion. The intensities of the modes were dependent on the magnitude of the feed rate and the cutting speed employed, respectively. Hwang and Lee 35 have put forward an approach for prediction of cutting force and surface roughness in MQL and wet turning of AISI 1045 steel. Based on regression analysis, the presented empirical models are claimed to predict the values of the two responses with an acceptable level of accuracy.
Knowledge engineering in modeling machining processes
Machining processes are considered too complicated to be modeled accurately by analytical or even numerical means. In addition, involvement of a large number of influential predictor parameters makes even statistical modeling a cumbersome process. In such a situation, the artificial intelligence tools like computational intelligence, knowledge-based systems, and genetic algorithm find high degree of applicability. Following is a brief survey of the literature covering application of knowledge-based systems in the machining domain.
Arezoo et al. 36 have presented a knowledge-based system that selects proper cutting tools and optimal values of the cutting parameters for a turning process. Hashmi et al. 37 have developed a fuzzy logic–based model that suggests appropriate values of cutting speed in turning process with consideration of material hardness and depth of cut. The model was applied to the combinations of three types of steel materials and four types of cutting tool materials. Wong and Hamouda 38 have put forward a fuzzy logic–based online knowledge-based system for selection of machinability data. The system was incorporated into an intranet environment. In another article, a fuzzy knowledge–based system was developed for prediction of the performance measures of a drilling process operated under MQL. 39 Mahl and Krikler 40 have presented an application for seizing and re-using knowledge contained in rule-bases for supporting various kinds of manufacturing equipment and manufacturing machine-specific domains. Iqbal and Dar 41 have suggested a two-stage approach for optimal formation of a fuzzy rule–based system. The first stage assigns best possible fuzzy membership functions of the output parameters to the fuzzy rules, while the second stage fine-tunes the shapes of the fuzzy sets for maximizing prediction accuracy.
A study regarding modeling of the flank wear of cryogenically treated AISI M2 high-speed steel tool by means of adaptive neuro-fuzzy inference system approach was presented. 42 A hybrid model was presented in which the learning ability of an artificial neural network was combined with the modeling function of fuzzy inference, and the rules were generated directly from the experimental data. In a similar work, a neuro-fuzzy technique, with the amalgamation of neural network and fuzzy logic, was developed for monitoring of tool wear. 43 The estimation was based on the real-time values of the inputs: time, cutting forces, vibrations, and acoustic emissions. Du et al. 44 have presented a hybridization of engineering-driven rules and learning algorithm for root cause identification in a machining process. For the validation purpose, the model was applied to machining of cylinder head of an automotive engine. Iqbal et al. 45 have developed a fuzzy rule–based system that provides trade-off among energy consumption, tool life, and productivity in cylindrical grooving of hardened AISI 4340. The system consists of two modules: the first one optimizes the predictor parameters according to the desired combination of the objectives, while the other predicts the values of the performance measures of the process according to the finalized settings of the predictors. Very recently, Adnan et al. 46 have presented a fuzzy logic–based knowledge-based system, which is used to predict the surface roughness of alumina workpiece in laser-assisted machining. The prediction process is based on contribution of the four input parameters: depth of cut, rotational speed, feed, and pulsed frequency.
A careful study of the presented literature survey concerning application of knowledge engineering for modeling machining processes of hardened HSLA steels and titanium alloys under cryogenic and hybrid cooling environments leads to figuring out of three points. These points, outlined as follows, suggest the gap present between the state-of-the-art and the proposed idea and also act as a motivational factor for undertaking the current work.
The machinability of the two of the most commonly used alloys, AISI 4340 and Ti-6Al-4V, have not been mutually compared in their various tempered states.
Cryogenic cooling has rarely been applied to the machining of hardened HSLA steels. Furthermore, application of CO2 snow and the combination of CO2 snow and MQL has been covered in just one publication before.
No article could be found that has covered intelligent or heuristic modeling of cryogenic machining of the aforementioned two alloys together.
Based on the above-listed motivational points, the current article presents the development and application of a fuzzy knowledge–based system that compares the machinability of various tempers of AISI 4340 and Ti-6Al-4V under cryogenic (CO2 snow) and hybrid (CO2 snow and MQL) cooling environments. The development of the system is centered on quantifying the effects of the following input parameters: yield strength (the temper state), cooling mode, cutting speed, and feed rate. In addition, the system also optimizes values of the predictors based on the desired objectives of maximizing/minimizing machining forces, tool wear, energy consumption, and MRR (the productivity). Furthermore, the knowledge-based system also predicts values of the responses based on the finalized settings of the predictors.
The experimental work
The setup
A total of 144 experimental runs were performed in order to generate pertinent data for development of the fuzzy knowledge–based system. Cylindrical grooving was selected as the machining process. Grooving is a machining process in which a wedge-shaped tool is fed radially into a rotating work, up to a fixed depth, to create a cylindrical channel in the outside surface. The fact that cylindrical grooving is the machining process most closely resembling an orthogonal cutting process was the reason for its selection. 45
The following five predictor variables were controlled in the experiments:
Work material. As described before, two commonly used alloys, AISI 4340 and Ti-6Al-4V, were used as the work materials in the form of cylindrical rods.
Yield strength of the work material, R p (MPa).
Cooling mode. The following six combinations of CO2 snow and MQL were utilized: (1) dry machining (dry); (2) CO2 snow on the flank face only (FF-CO2); (3) CO2 snow on the rake face only (RF-CO2); (4) CO2 snow on the flank face and the rake face simultaneously (FF + RF-CO2); (5) CO2 snow on the flank face and MQL on the rake face simultaneously (FF-CO2, RF-MQL); and (6) CO2 snow on the rake face and MQL on the flank face simultaneously (RF-CO2, FF-MQL).
Cutting speed, V c (m/min)
Feed rate, f (mm/rev)
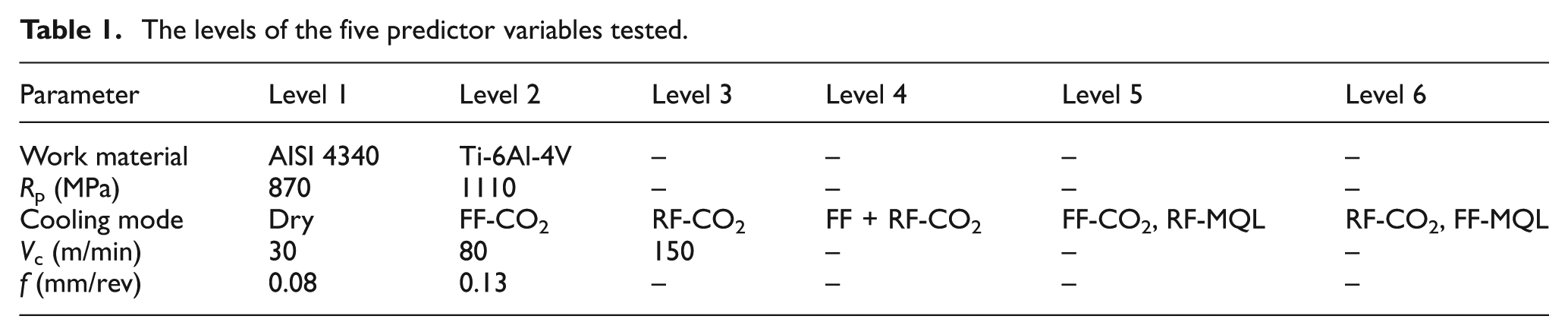
Table 1 presents the levels tested for each of the five predictor variables. This is to be noted that two of the five variables are categorical and the other three are numeric. The work material rods were cut into lengths and diameters of 450 and 100 mm, respectively. The heat treatments of the two work materials were tightly controlled to obtain almost the same values of yield strength. Tables 2 and 3, respectively, present the chemical compositions and the relevant mechanical properties of the alloys tested. The cutting inserts used were made of TiN-coated tungsten carbide having rake angle 1.5°, flank angle 12.5°, and width of the cutting edge equal to 3 mm.
The levels of the five predictor variables tested.
Chemical compositions of the two alloys used in the tests.

Mechanical properties of the two alloys used in the tests.

Before start of the runs, square shoulders of 5 mm depth and 3 mm width were cut into the cylindrical surfaces of all the work material rods in order to facilitate the grooving experiments and to acquire correct measurements of the machining forces and energy consumed. The width of the shoulders corresponds to the width of the cutting inserts used. In each experimental run, a new cutting edge of insert was used to cut one shoulder to its fullest depth, that is, 5 mm.
For the provision of CO2 snow at the rake and flank faces, copper tubes of 1 mm inner diameter were used for transportation of CO2 gas from a container to either or both of the faces of an insert. One end of the tubes was inserted into the CO2 container and the other end glued onto the face (flank or rake) of the insert. As the compressed gas comes out of the tube, it expands, converts to snow, and produces cooling effect in the vicinity according to the Joule–Thomson (or Joule–Kelvin) effect. 28 The MQL was supplied to the rake or flank face through a duct by pulverizing vegetable-based oil at a rate of 25 mL/h into the flow of air compressed at 6 bars. Figure 1 presents the experimental setup.
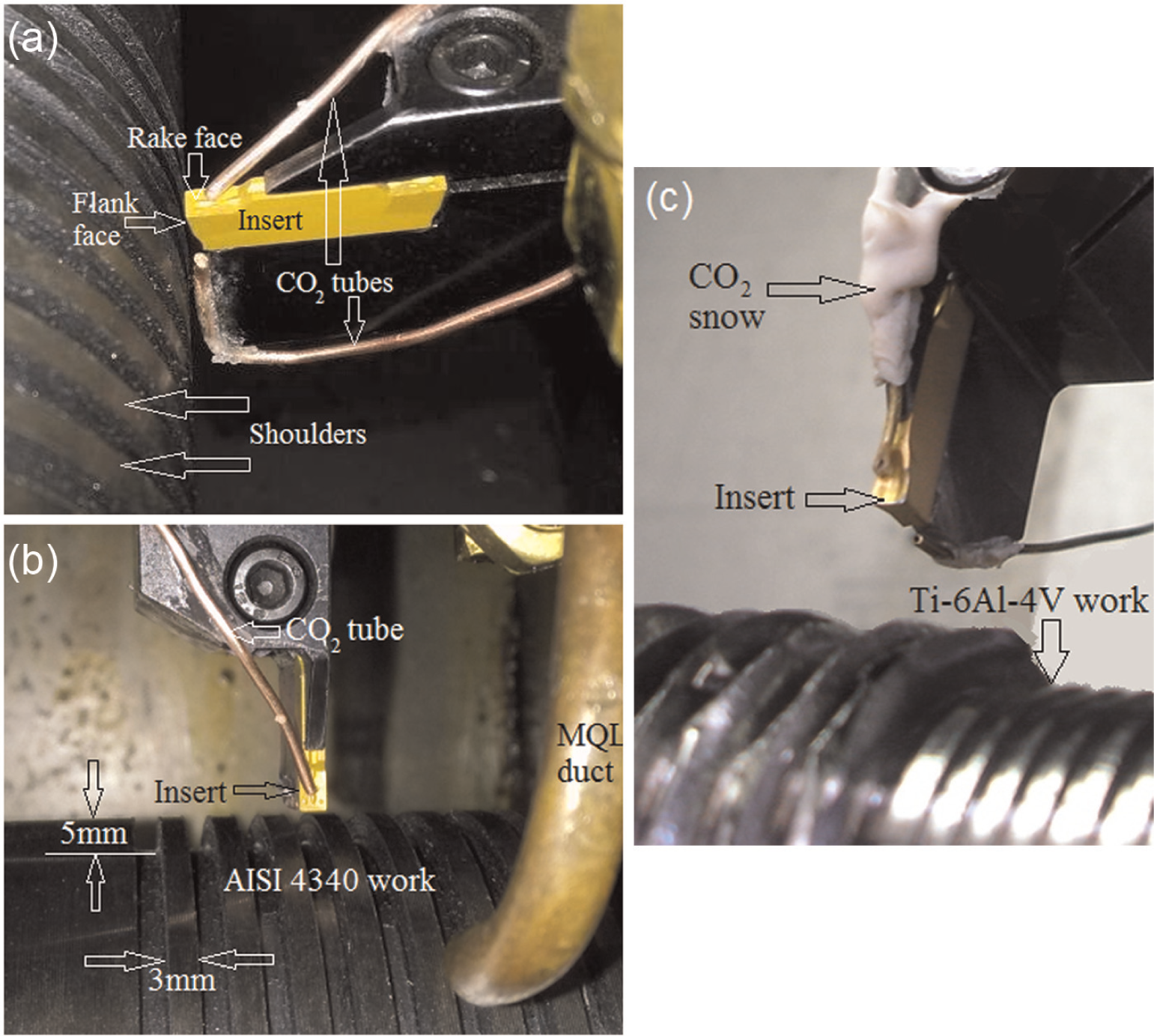
The experimental setup (workpiece, cutting insert, CO2 transport tubes, and MQL duct). (a) CO2 snow on the flank face and the rake face simultaneously for AISI 4340 work; (b) CO2 snow on the rake face only for AISI 4340 work; (c) CO2 snow on the flank face and the rake face simultaneously for Ti-6Al-4V work
The following response variables were measured for each run:
Maximum width of the flank wear land of the insert after completely cutting a shoulder, VB (mm).
MRR (mm3/s). This response is not measured but calculated by using the formula, MRR = (1000 × V c/60) × 3 × f. The number “3” is the fixed value of the width of cut.
SCE (J/mm3). The SCE for each run is obtained by dividing its measured average cutting power by the respective MRR.
Average static cutting force, F c_stat (N).
Average dynamic feed force, F f_dyn (N).
The experiments were performed on a computerized numerical control (CNC) horizontal lathe having a maximum motor power of 11 kW and a maximum spindle speed of 3500 r/min. The VB was evaluated using a 10× toolmaker’s microscope by taking average of three measurements of the flank wear land on the same cutting edge. The average power consumed by each run was determined using a power clamp meter, Fluke 345, which was clamped onto the power bus of the CNC lathe. The non-cutting power consumed by the machine tool, for each of the six (= 2 × 3) speed–feed combinations, was determined by rotating the work and moving the tool radially inward at a given speed–feed combination but without getting in physical contact with the work. The average cutting power was then determined by deducting the non-cutting power from the relevant total power measured. The forces (in the cutting and the feed directions: F c and F f) were measured by Kistler piezoelectric dynamometer 9257B. Each of the two forces was further subdivided into the static and dynamic components and averaged for entire duration of cutting one shoulder. The four components are denoted as F c_stat, F c_dyn, F f_stat, and F f_dyn. For the sake of brevity of this article, only two of the four force components, F c_stat and F f_dyn, were selected for inclusion in the knowledge-based system.
The experimental results
The data related to the five responses were carefully measured, recorded, and analyzed. Figure 2 presents the experimental results related to VB (tool damage). The data for each cooling mode have been grouped separately for convenience of comparison.
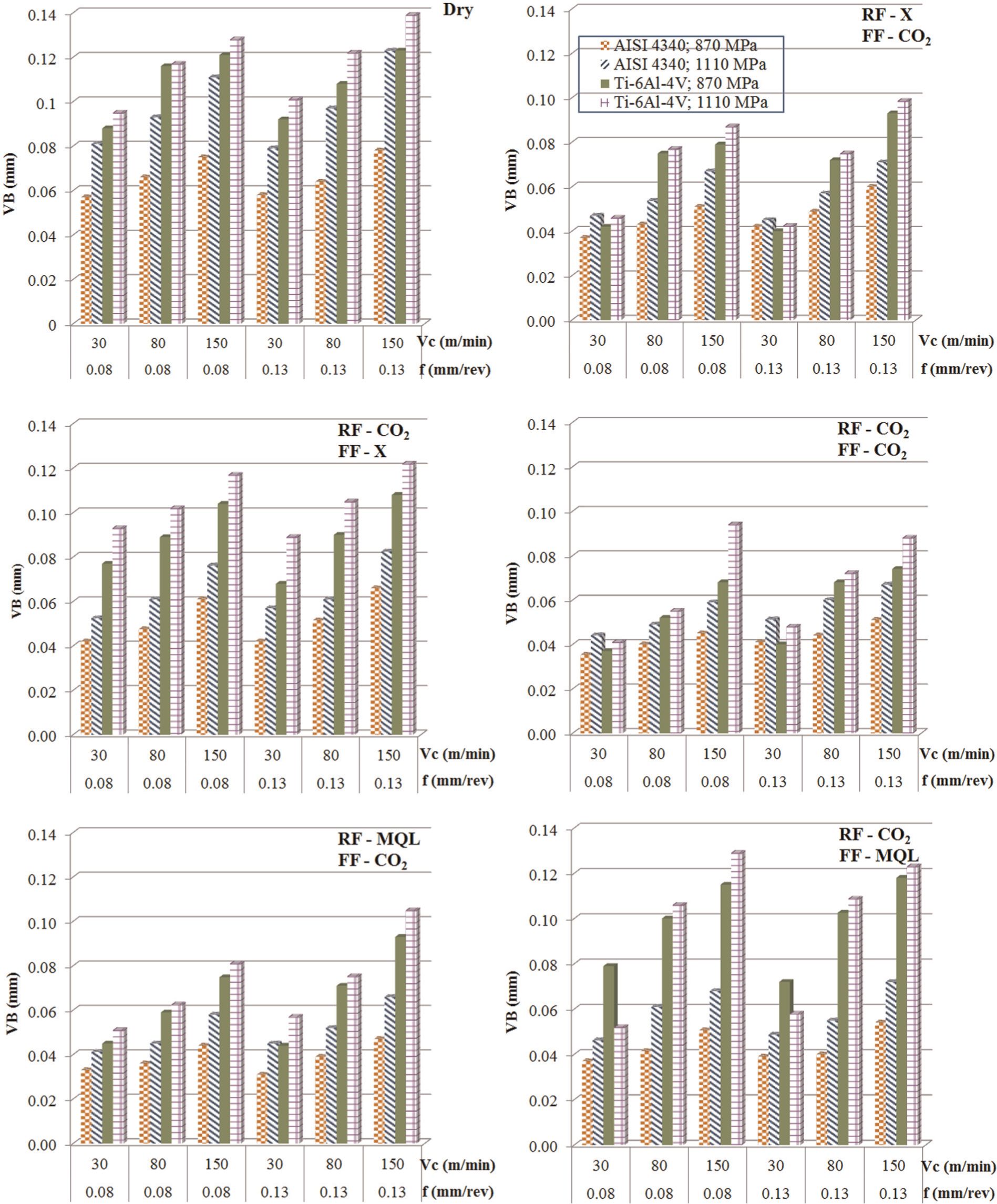
The 144 data points related to VB.
The group of the plots clearly suggests that using any of the modes of cryogenic or hybrid cooling, in comparison with dry cutting, reduces the magnitude of tool damage. It can also be noted that generally the stronger tempers and Ti-6Al-4V, in comparison with AISI 4340, cause more intense tool wear.
Furthermore, the cooling options of FF + RF-CO2, and FF-CO2, RF-MQL seem to outperform the others with regard to suppression of tool wear rate. The analysis of variance (ANOVA) performed on the VB data suggests that the effects of all the five predictor variables are statistically significant. An arrangement of these parameters in descending order of statistical significance is as follows: work material, V c, cooling mode, R p, and f.
Figure 3 presents the experimental results regarding SCE. The most eminent inference that can be drawn from the plots is that the higher levels of the cutting parameters cause significant reduction in SCE. This observation is attributed to the fact that any increase in V c or f causes proportional increase in MRR but not in total power consumed as it is the sum of fixed power drawn by the machine tool and variable power governed by the cutting parameters. Furthermore, almost all the cooling options seem to have a favorable effect on SCE. ANOVA adjudges the following arrangement of the inputs in descending order of statistical significance: V c, work material, f, R p, and cooling mode.
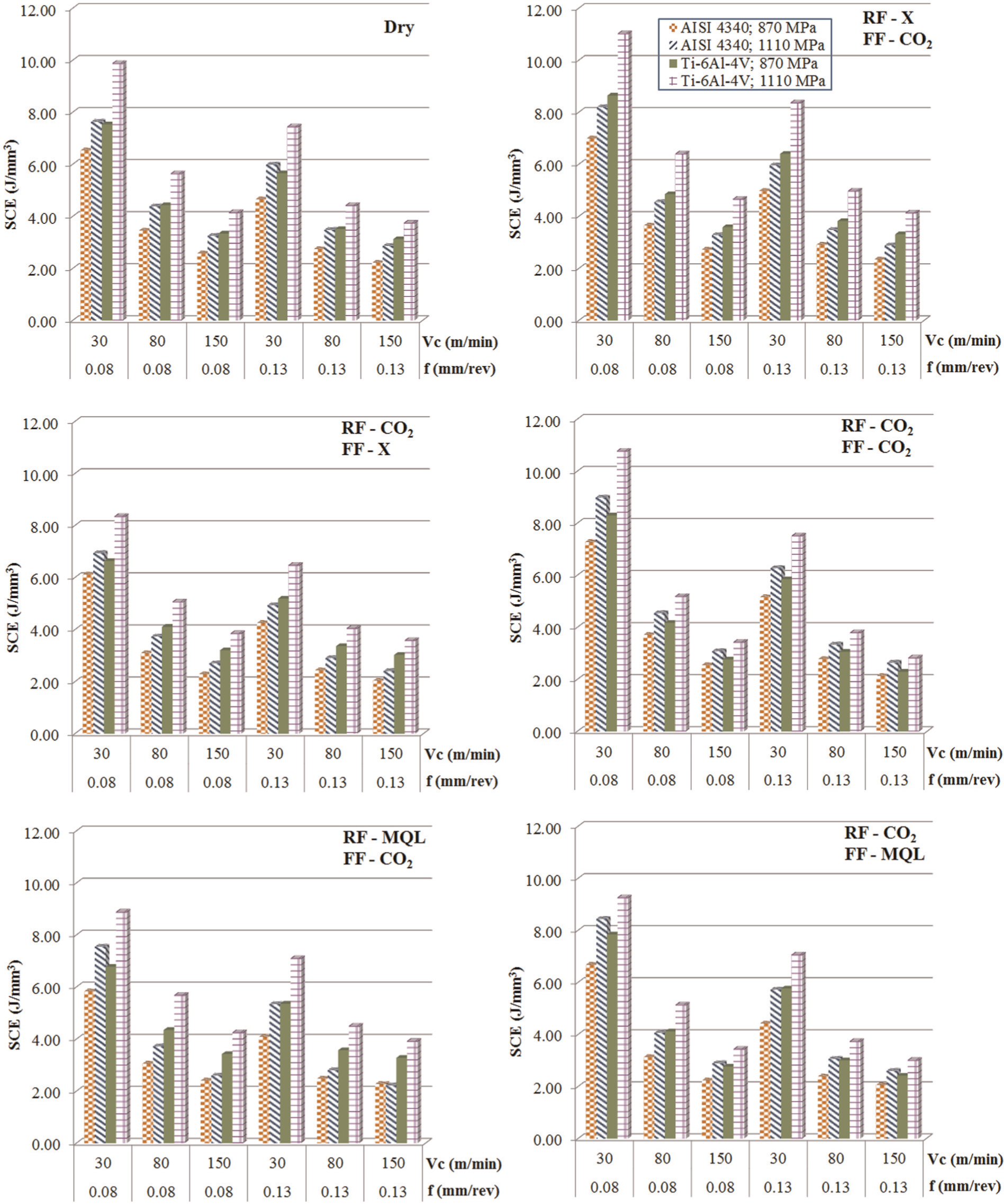
The 144 data points related to SCE.
Figures 4 and 5 present the experimental results related to the two selected force components F c_stat and F f_dyn, respectively. A careful study of the plots in these figures suggests the following: (1) the stronger tempers experience larger magnitudes of the force components; (2) Ti-6Al-4V, generally, experiences marginally higher F c_stat as compared to AISI 4340, whereas the observation becomes reversed in some cooling modes; (3) the stronger temper of Ti-6Al-4V experiences exceptionally high F f_dyn in the cooling modes in which CO2 snow is applied at the rake face; and (4) the cooling mode of FF-CO2, RF-MQL gives extraordinary dynamic stability to the grooving process. For F c_stat, ANOVA reveals the following arrangement of the inputs in descending order of statistical significance: R p, V c, cooling mode, f, and work material. Likewise, the list for F f_dyn is as follows: R p, cooling mode, V c, work material, and f.
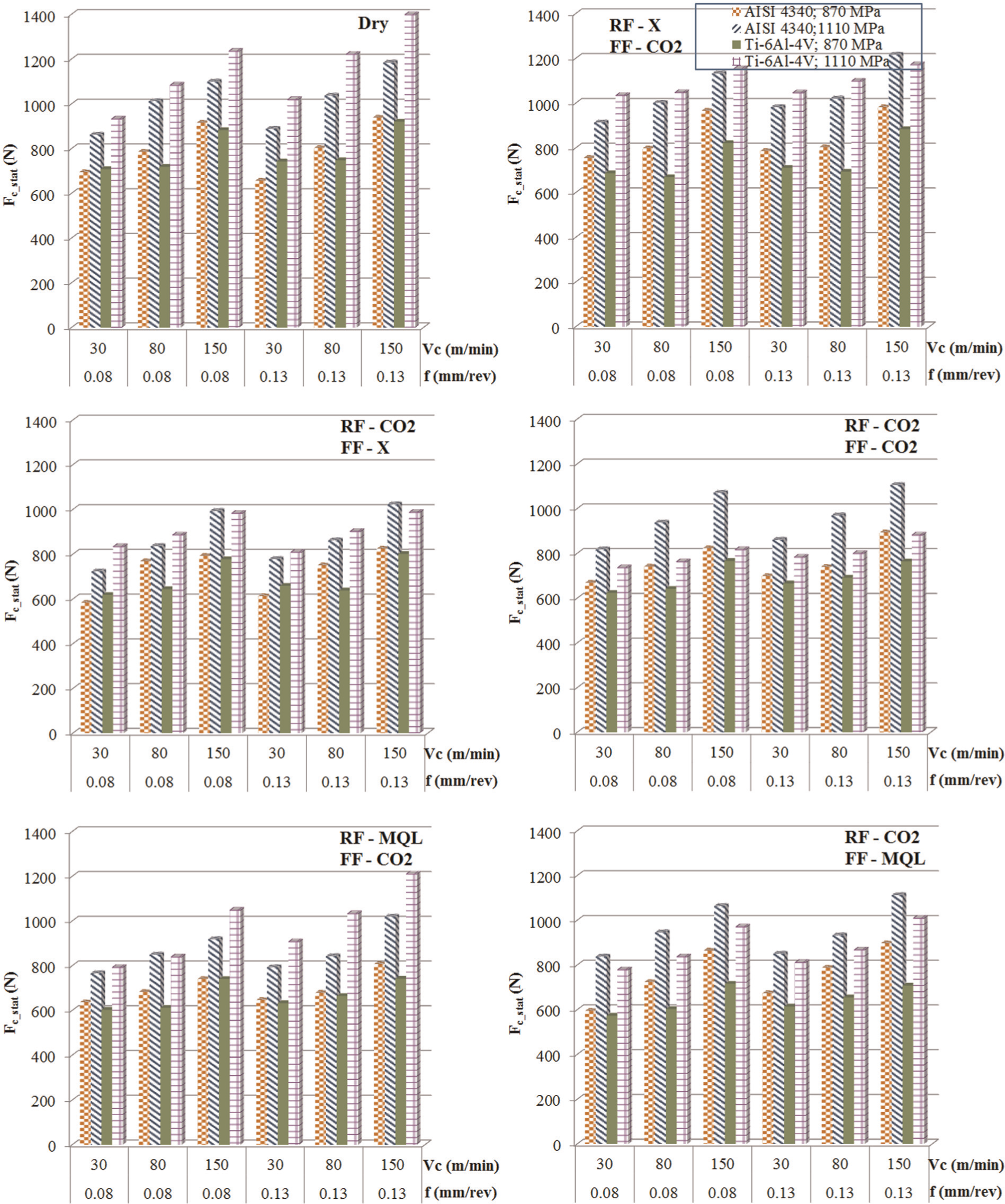
The experimental results for F c_stat.
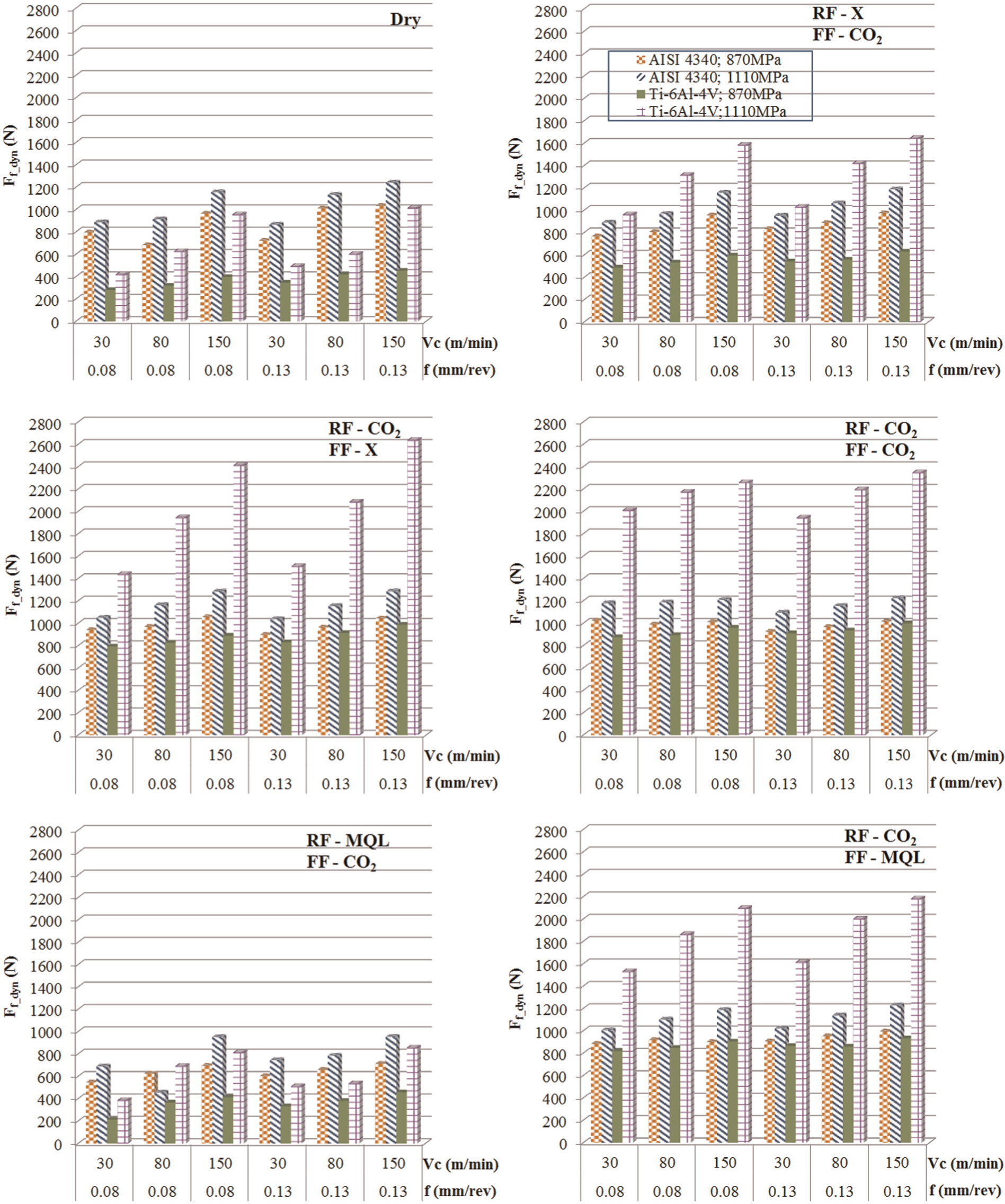
The experimental results for F f_dyn.
As described earlier, MRR is calculated rather than measured. The speed/feed combinations of 30/0.08, 80/0.08, 150/0.08, 30/0.13, 80/0.13, and 150/0.13 give the MRR values of 120, 320, 600, 195, 520, and 975 mm3/s, respectively.
The fuzzy knowledge–based system
The fuzzy sets
Fuzzy logic has been a very effective reasoning mechanism in development of knowledge-based systems. It possesses the capability to handle vagueness and uncertainties present in the actual data and to deal the real-world problems in a pragmatic way. In order to incorporate fuzzy reasoning in the knowledge-based system, fuzzy sets were developed for all the numeric variables (predictor and response).
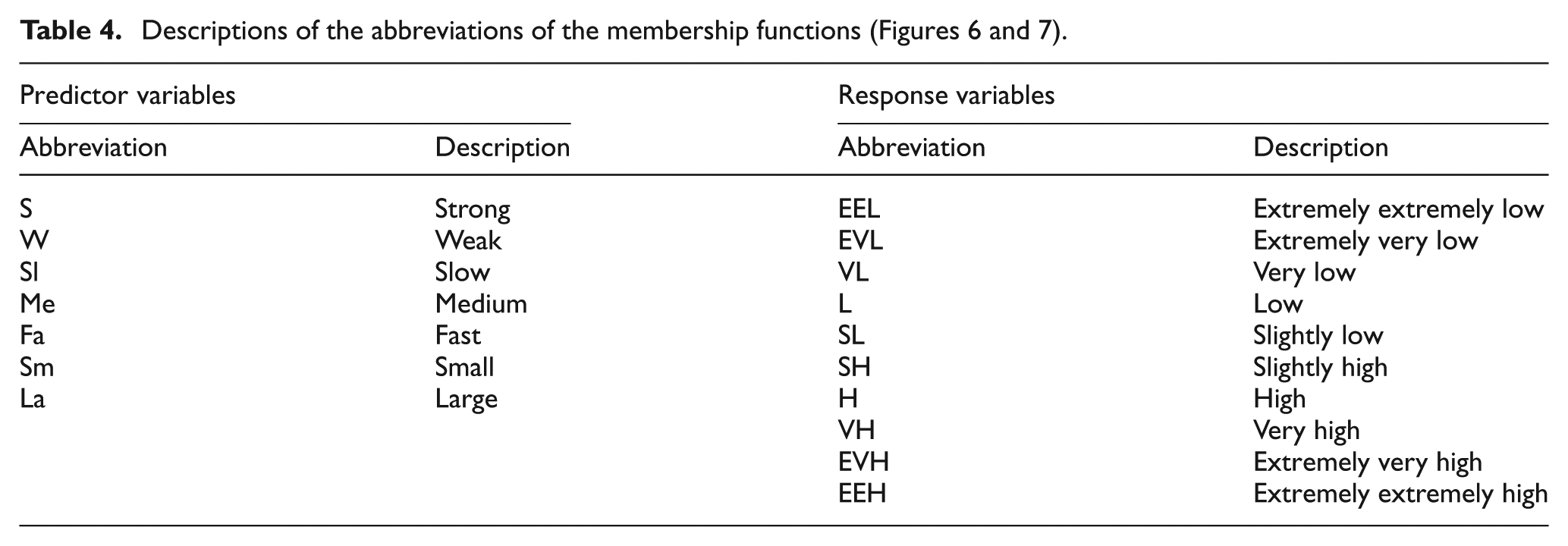
Figures 6 and 7 present the triangular fuzzy sets for the predictor variables (R p, V c, and f) and the response variables (VB, SCE, F c_stat, and F f_dyn), respectively. The fifth response, MRR, does not need fuzzy treatment as its value is simply determined from the formula involving the predictors V c and f. This is to be noted that the membership functions in the fuzzy sets of the predictors are uniformly distributed because their values in the experiments are controlled. On the other hand, the measured values of the four response variables are not evenly or randomly distributed. Within the range of the measured values of a response variable, the data points are more concentrated in the lower half of the range. A careful investigation of Figures 2 –5 reveals that this statement holds valid for all the four measured responses. The fuzzy sets of the responses also reflect on this observation, that is, the lower half of the data range consists of more and narrower membership functions. Table 4 presents the descriptions of the abbreviations of the membership functions used in Figures 6 and 7.
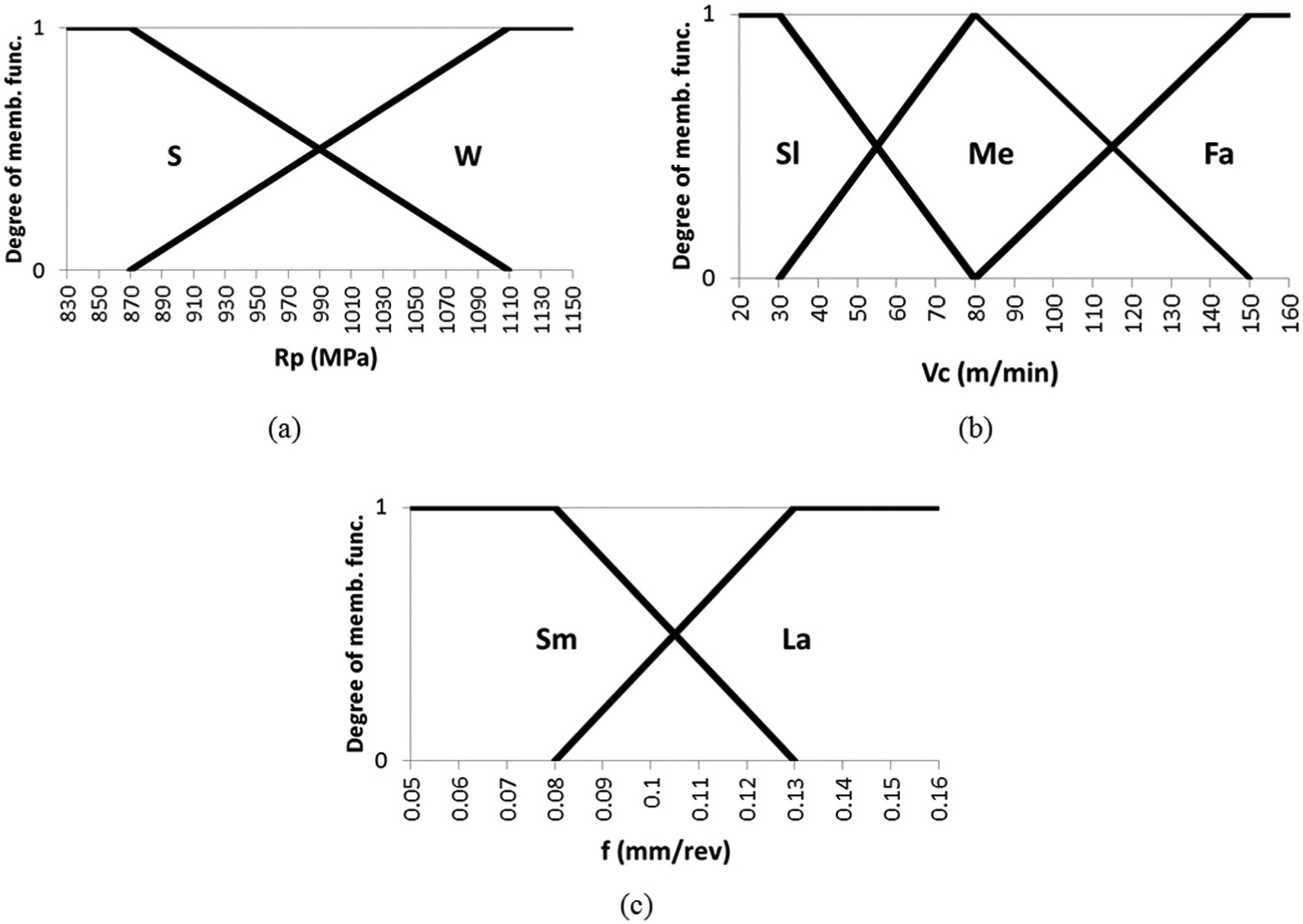
The fuzzy sets for (a) yield strength, (b) cutting speed, and (c) feed rate.
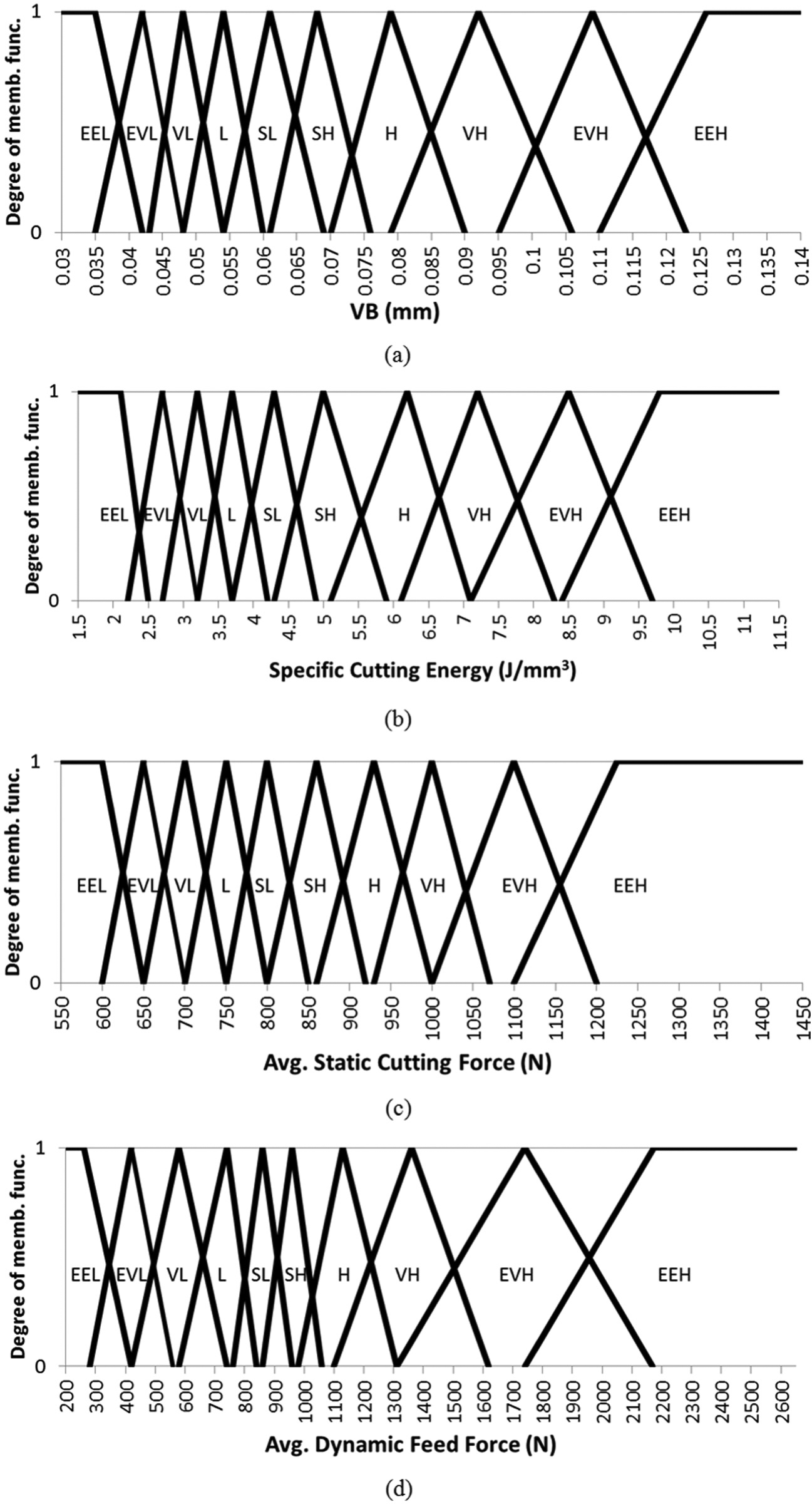
The fuzzy sets for (a) VB, (b) SCE, (c) F c_stat, and (d) F f_dyn.
The processing of the knowledge-based system starts with fuzzification of the numeric input data, that is, the values of R p, V c, and f as provided by the user. Fuzzification is a format conversion process in which numeric values are converted into a kind of linguistic form, which is easily perceptible by human minds, for example, short, strong, and wide. Fuzzification of the input data is done in accordance with the relevant fuzzy sets (Figure 6). A forward-chaining expert system shell, named Fuzzy CLIPS (C language integrated production systems), was utilized for development of the fuzzy knowledge–based system. As described in the “Introduction” section, the suggested knowledge-based system consists of two modules: (1) optimization and (2) prediction. The development of these modules is explained in the upcoming sub-sections.
Development of the optimization module
After fuzzification of the numeric input data, the optimization module of the system takes charge of the processing. The working of the module is described as follows. The user is first prompted to select the work material as AISI 4340 or Ti-6Al-4V. Any of the other four inputs R p, cooling mode, V c, and f may be fixed or left open by the user for the optimization purpose. This is to be noted that the optimization step is skipped if the user fixes values of all the five inputs. The user is then required to select one of the following eight objectives:
Minimize VB;
Minimize SCE;
Minimize VB and maximize MRR simultaneously;
Minimize SCE and minimize VB simultaneously;
Minimize F c_stat;
Minimize F f_dyn;
Minimize F c_stat, minimize F f_dyn, and maximize MRR simultaneously;
Minimize F c_stat, minimize F f_dyn, and minimize SCE simultaneously.
This is to be noted that SCE and MRR cannot be combined in one objective as the former is directly dependent on the latter. The goal of the optimization module is to recommend the optimal values of the predictor variables (input parameters) left open by the user according to the objective selected from the list. The rules comprising the optimization module of the system are listed as follows:
For AISI 4340: If If Coolant is Open then Coolant is “FF_CO2 RF_MQL” If If
For Ti-6Al-4V: If If If If
The above-listed rules are formulated in line with a simple notion of selecting a membership function (for numeric parameter) or the crisp option (for categorical parameter) for each predictor variable that contributes to a largest extent toward accomplishment of the chosen objective.
Development of the prediction module
The prediction module takes charge of the processing once the optimization module is through. The goal of this module is to suggest accurate estimations of the responses based on the fixed/optimized values of the predictors. In terms of fuzzy knowledge–based system, the most appropriate membership functions are assigned to a response against all the combinations of membership functions/crisp values of the five predictors. The development of the prediction module requires a thorough combination of all the membership functions of the fuzzy sets and the crisp values of the input parameters. Considering 2 and 6 number of crisp options of work material and coolant mode, respectively, and 2, 3, and 2 number of membership functions of the fuzzy sets of yield strength, cutting speed, and feed rate, respectively, the complete combination gives rise to 144 (= 2 × 6 × 2 × 3 × 2) number of rules of the prediction module. By considering 10 members of the fuzzy sets of each of the four responses to be adjudged against antecedent part of each of the 144 rules means the most correct formation of the prediction module would be one of the 10144 possible combinations. This suggests that exhaustive search for the optimal formation of the module is an impossible task. For this reason, a probabilistic metaheuristic named simulated annealing algorithm is utilized for near optimal formation of the rule-base of the prediction module. The pertinent details of the approach can be read from Iqbal and Dar. 41 Tables 5 and 6 present all the rules of the prediction module applicable to AISI 4340 and Ti-6Al-4V, respectively. This is to be mentioned that “&” is a union operator, which returns a merged fuzzified value of two consecutive members of a fuzzy set.
The fuzzy rules of the prediction module relevant to AISI 4340.

SCE: specific cutting energy.
The fuzzy rules of the prediction module relevant to Ti-6Al-4V.

SCE: specific cutting energy.
For processing of both the modules, the max–min inference method is employed for aggregation of the fuzzy rules. The approach works out the final shape of a response variable’s membership function after having aggregation of all the fired rules. The detail of the method can be studied from Hashmi et al. 37 The outputs of the optimization module and the prediction module consist of fuzzified values of the optimized numeric predictors and the responses, respectively, in the form of membership functions of the relevant fuzzy sets. Finally, the fuzzy values of the optimized predictors and of the four responses (not including MRR) are defuzzified to get single-numbered discrete values. Defuzzification is defined as a process of converting a fuzzy distribution to a single point, which is most central to the distribution. In this work, the center of gravity method is used for defuzzification of the fuzzy outputs. As the name suggests, the method returns the centroid of a fuzzy distribution as the defuzzified value.
Testing and machinability comparisons
In this section, both the modules of the fuzzy knowledge–based system are tested for correctness and accuracies of their functioning. Machinability comparisons of the two alloys in various temper states and under different cooling modes are also performed.
The optimization module is tested against a multi-objective decision problem, while the prediction module is scrutinized for prediction accuracy against 20 new runs of machining experiments. In order to quantify prediction accuracies, a common measure of forecast error called MAPE (mean absolute percent error) is used. Mathematically, it is defined as follows
where Xi
is the experimental value of a response variable for a given combination of the predictor levels,
Optimization and prediction example
It is required to work out the optimal choice of coolant mode and the values of cutting speed and feed rate for each of the two alloys in accordance with the following two objectives: (1) minimize SCE and (2) minimize SCE and minimize VB simultaneously. The yield strength of each of the two alloys is 1020 MPa, and it is also required to have predictions of the responses. Tables 7 and 8 present, for AISI 4340 and Ti-6Al-4V, respectively, the optimization and prediction results and the comparisons of the predictions with the experimental values obtained from the runs performed under the optimized settings.
The optimization and prediction results and their comparisons with the experimental measurements for AISI 4340.
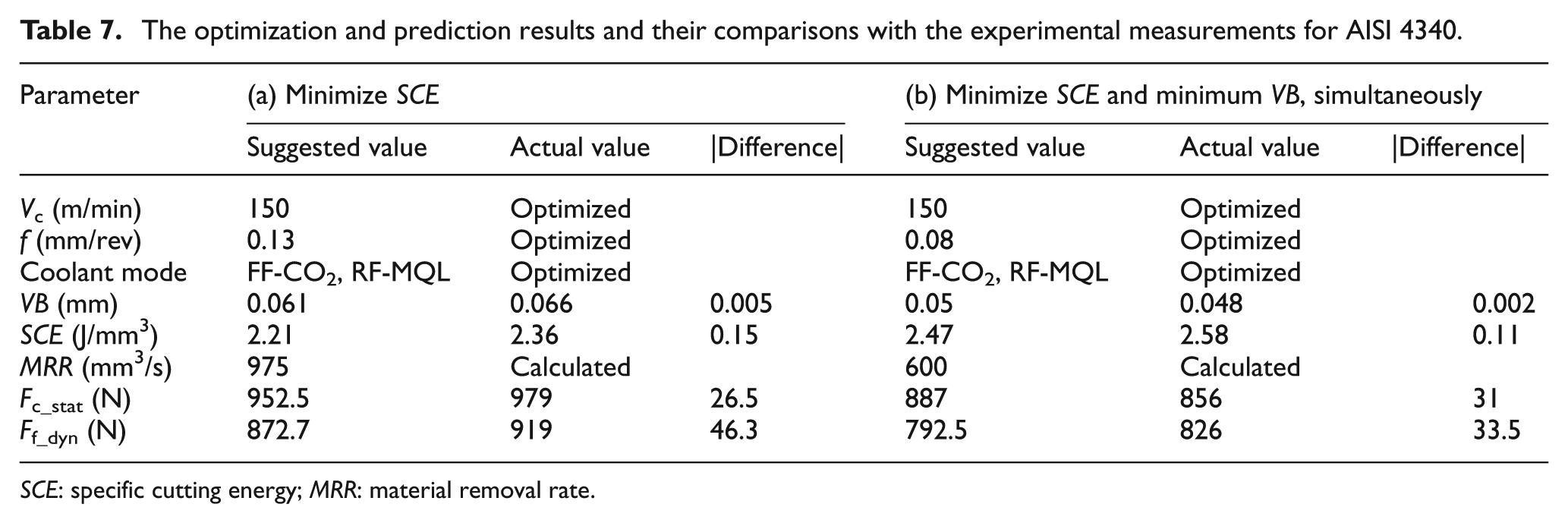
SCE: specific cutting energy; MRR: material removal rate.
The optimization and prediction results and their comparisons with the experimental measurements for Ti-6Al-4V.
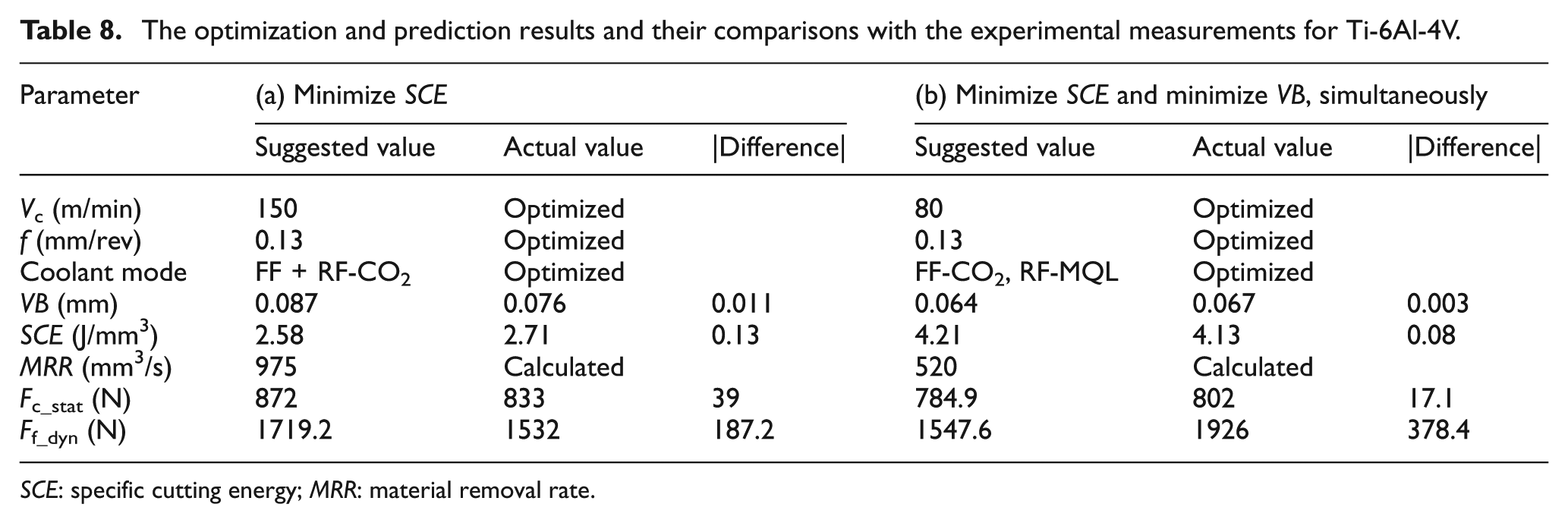
SCE: specific cutting energy; MRR: material removal rate.
Mutual comparison of the two tables suggests that under the respective optimized machining conditions of the two alloys of same yield strength, AISI 4340 shows better machinability characteristics than Ti-6Al-4V with respect to SCE, tool damage, and dynamic feed force. On the other hand, the latter outperforms the former marginally with respect to static cutting force. Moreover, the prediction capability of the prediction module seems to be very good for all the responses except F f_dyn related to the titanium alloy. The measurements of F f_dyn for the stronger tempers of Ti-6Al-4V come up with an erratic behavior because of the reasons discussed in section “Results and discussion.”
Machinability comparisons through the knowledge-based system
Table 9 presents the predicted values of the responses against the recommendations worked out by the optimization module with respect to objectives 1–6 listed in sub-section “Development of the optimization module.”
The predictions of the response variables following the recommendations made by the optimization module (R p = 990 MPa).
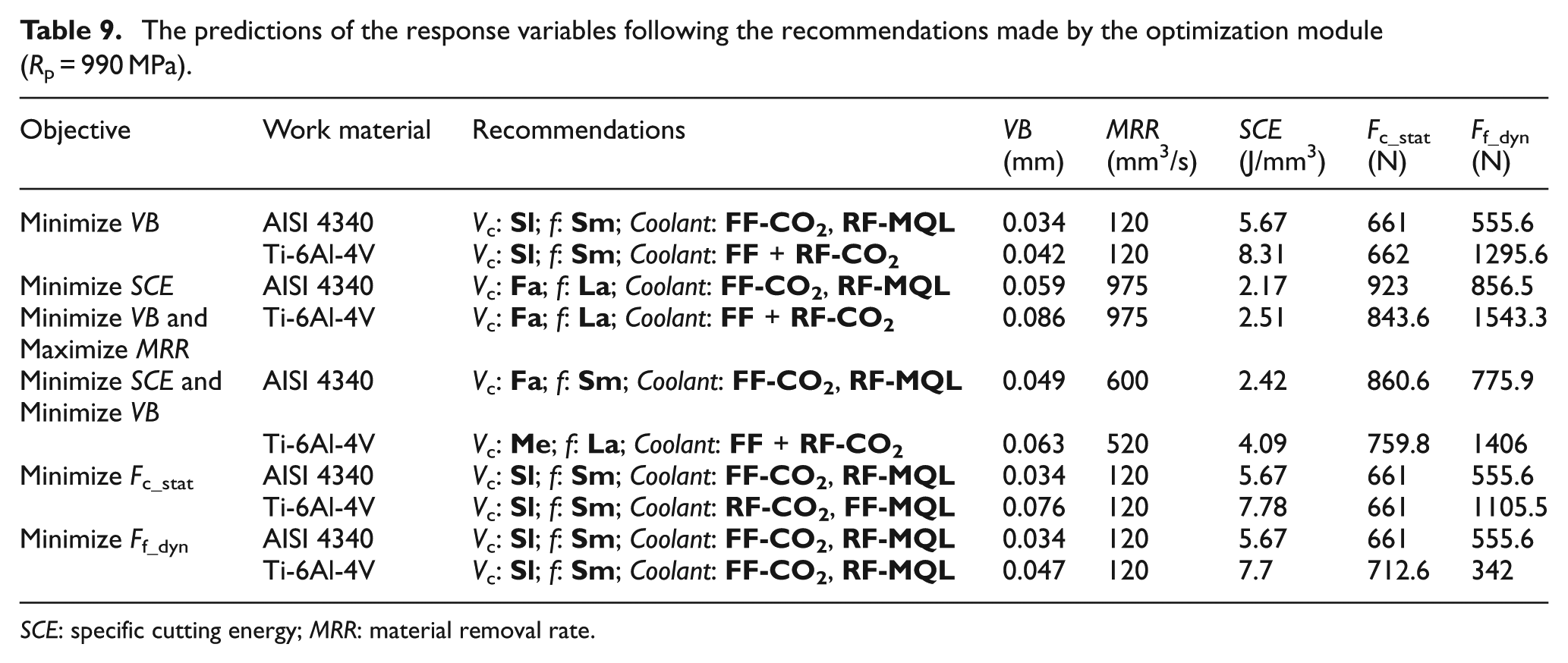
SCE: specific cutting energy; MRR: material removal rate.
For these objectives, the inputs V c, f, and cooling mode were kept open for optimization, while R p was fixed to the mean of the two values used in the experiments, that is, 990 MPa. The reason for fixing R p is that yield strength of the work material is commonly a design parameter and is not in control of machining domain. This is to be noted that as objectives 2 and 3 have same recommendations, they are combined in the same cell of the table. The most important illation that can be taken from the table is that Ti-6Al-4V scores poorer than an equally strong AISI 4340 in all the machinability-related performance measures except for the F c_stat related to objectives 2–4. The experimental data and Table 9 suggest that the titanium alloy incurs, on average, 30% more flank wear than does the steel alloy under same cutting conditions.
Testing of the prediction module
First, accuracy of the prediction process is tested against the data through which the development of the prediction module is carried out, that is, the measured values of the four responses related to the 144 experimental runs (see Figures 2 –5). The MAPE values of 6.1%, 6.46%, 3.63%, and 5.45% were worked out for VB, SCE, F c_stat, and F f_dyn, respectively. A total of 20 more experimental runs, 10 each for the two alloys, were performed to comprehensively test the prediction performance. Table 10 presents the details regarding the new levels of the predictors tested, the predicted values of the four responses, and the corresponding experimental values. The MAPE values suggest that the predictions of VB, SCE, and F c_stat are very much in the acceptable limits. The MAPE of more than 10% in predicting F f_dyn is attributed to the uncertain and massive rise in its value in cutting strong tempers of the titanium alloy especially under the cooling modes involving application of CO2 snow at the rake face.
The predictions for the responses and their comparisons with the experimental values.
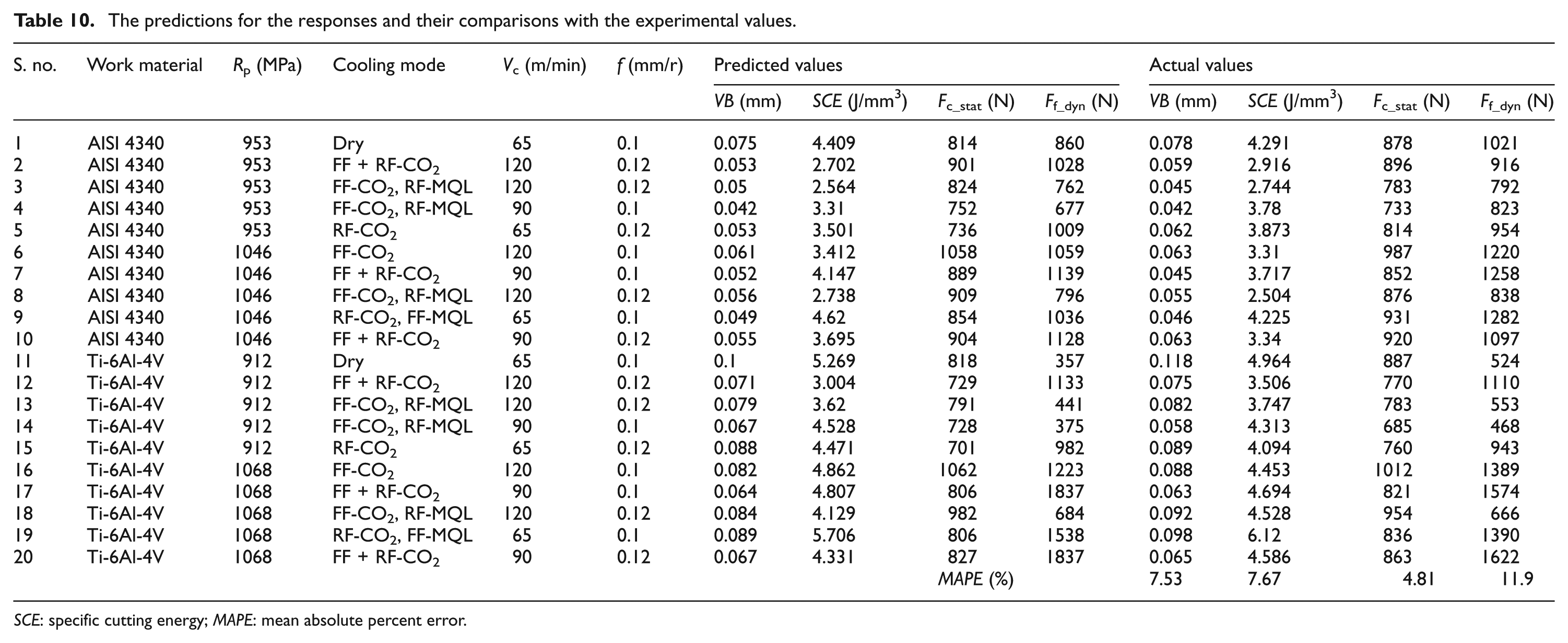
SCE: specific cutting energy; MAPE: mean absolute percent error.
Results and discussion
ANOVA performed on the data presented in Figures 2 –5 has revealed that the effect of work material on VB possesses about six times more significance than that of yield strength. The statistic implies that there are factors other than material’s strength that also impact machinability quite significantly. In the case of Ti-6Al-4V, the machinability is especially marred by its poor thermal conductivity, short chip–rake contact length, extreme serration of chips at high speeds, and chemical affinity with tool materials at elevated temperatures. 29 The inferior machinability of Ti-6Al-4V in comparison with AISI 4340 is also reflected in the data related to SCE. The difference between their SCEs ranges from about 15% at high MRR to 30% at low MRR. High levels of SCE should come up with correspondingly high values of cutting forces as magnitude of cutting force is a direct indicator of scale of energy consumed by a machining process. 47 The data related to dry cutting (Figure 4) clearly reflect on that as the F c_stat experienced by Ti-6Al-4V is significantly higher than that experienced by AISI 4340. On the other hand, the data related to all the other cooling modes bring forth an erratic result that the machining of Ti-6Al-4V experiences lower levels of F c_stat as compared to AISI 4340 in more than 50% of runs. This observation is not understandable as the titanium alloy consumes higher levels of SCE than the steel under all the cryogenic and hybrid cooling modes. Moreover, even the case of minimizing F c_stat (see Table 9) also comes up with equal levels of the cutting force for both the materials. For F f_dyn, the interaction between work material and yield strength turns out to be highly significant, even more significant than the isolated effects of work material and coolant mode. This means yield strength has a very strong effect on F f_dyn only if the work material is Ti-6Al-4V. The data range of F f_dyn for Ti-6Al-4V is more than three times longer than that of AISI 4340, which implies that the dynamic feed force in machining of the titanium alloy is very sensitive to the levels of the input parameters, especially to yield strength and to a lesser extent to the choice of coolant mode. Although as it is clear from Table 9 that the minimized value of F f_dyn for Ti-6Al-4V is significantly smaller than that for AISI 4340 but for the stronger temper (1110 MPa) and the cooling modes involving application of CO2 snow at the rake face, the dynamic force experienced by the titanium alloy is almost double of that experienced by AISI 4340 (see Figure 5). On the other hand, for the same cooling modes, the softer temper (870 MPa) of the titanium alloy experiences slightly lesser F f_dyn than does the corresponding temper of the steel. The reason attributed to this observation is the development of extreme chip serrations because of the combined effect of high strength of the work material and arduous deformation of the bottom of the chip on a cryogenically cooled rake face. High levels of chip serrations cause upsurge in dynamic components of the machining forces.
Another important observation figured out from Table 9 is that the most beneficial cooling mode for machining AISI 4340 with respect to all the performance measures (responses) is FF-CO2, RF-MQL. Moreover, the option of hybrid cooling is best suited for reducing cutting forces in machining Ti-6Al-4V, while for the other performance measures, it is advisable to use CO2 snow on the rake and flank faces simultaneously. MQL is mainly meant for lubrication and does not possess adequate capacity to cool the surroundings; thus, the suitable place for its application is the rake face where it manages to penetrate the chip–rake interface and, consequently, reduces chip–rake contact length and alters frictional characteristics. 31 Application of CO2 snow at the flank face is, in any case, advantageous as it accesses the region close to the cutting edge (primary shear zone) and effectively drives away the process heat. On the other hand, the application of CO2 snow at the rake face offers mixed results. It offers improvements in tool wear, energy consumption, and static cutting force for AISI 4340 (though not as prominent as offered by MQL) and Ti-6Al-4V. For the stronger temper of the titanium alloy, it comes up with drastic F f_dyn related results. The attributed reason is the enhancement of the flow stress of the chip material, as it is plastically deformed in the secondary shear zone, to a level that causes extensive increase in chip serration.
Conclusion
This article presents a knowledge engineering approach for machinability comparison of AISI 4340 and Ti-6Al-4V in terms of tool damage rate, SCE consumption, and machining forces under various CO2 snow–based cryogenic and hybrid cooling (CO2 snow plus MQL) modes. This article also demonstrates the development and utilization of a fuzzy knowledge–based system for optimizing a machining process and predicting its performance measures against various combinations of predictors, namely, work material, work materials’ yield strength, cooling mode, cutting speed, and feed rate. The multidisciplinary work presented in this article brings up the following conclusive points:
The most commonly used titanium alloy Ti-6Al-4V, in general, possesses poorer machinability characteristics than an equally strong HSLA steel, AISI 4340. Most of the cryogenic and hybrid cooling modes effectively improve the machinability characteristics of both the alloys but AISI 4340 still remains easier to cut than Ti-6Al-4V. Furthermore, the weaker temper of each of the two tested work materials outperforms the corresponding stronger one with respect to all the machinability characteristics.
Application of CO2 snow at the flank face of a tool is significantly beneficial with respect to the machinability parameters for both the tested alloys. Having CO2 snow at the flank face, the option of using MQL at the rake face proved to be the most suitable one for the machining of AISI 4340. However, the option of using CO2 snow at both the tool faces proved to be the most advantageous one for the machining of Ti-6Al-4V with relevance to all the machinability measures except machining forces.
The two modules, optimization and prediction, of the presented fuzzy knowledge–based system have come up with fairly acceptable results. This observation further reinforces the claims of successful application of knowledge-based systems in credible modeling of complex real-world processes like machining.
The cutting parameters, that is, cutting speed and feed rate, have caused as-expected effects on the machining performance measures. A long tool life is ensured when the machining is done at the lowest levels of the cutting parameters (cutting speed and feed rate), while minimization in specific energy consumption calls for performing the process at their highest possible levels. The latter approach also ensures high productivity levels.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The authors of the article are thankful to the Deanship of Scientific Research at King Abdulaziz University, Jeddah for funding this project.