
Abstract
Electrical discharge machining has emerged as the most popular non-conventional material removal process due to its novel variants, inherent process capability, and suitability for hybridization with other conventional and non-conventional material removal processes. However, high specific energy consumption, self-sacrificial electrode, hazardous emissions, toxic dielectric waste and sludge generation make this process one of the most unsustainable machining processes. Increased market competitiveness and requirement to comply with ISO 14000 standards demanded to implement sustainable manufacturing practices for short- and long-term business growth. In this article, the authors have reviewed the research work done in three of the sustainability indicators for the electrical discharge machining process, such as environmental impact, personnel health and operational safety. Modes of dielectric supply such as wet, dry and near dry have a paramount influence on the said sustainability indicators. Research works related to each indicator have been reviewed for the three modes of dielectric supply. This review provides a basis for understanding the current status of research activities for electrical discharge machining in the context of sustainability indicators. Future research needs have been discussed to make electrical discharge machining a more sustainable metal removal process.
Keywords
Introduction
Electric discharge machining (EDM) is the most widely practiced non-conventional material removal process and enjoys more than 7% market of worldwide sales of total machine tools. 1 In this process, high-frequency electric sparks cause decomposition of the dielectric media, which eventually generates intense temperatures of the order of 8000–12,000 K to melt and vaporize the work material. 2 Uniqueness of the process lies in the fact that the material is removed accurately and precisely at extremely high temperature. Controlled material erosion makes it possible to generate dimensionally and geometrically accurate profiles on difficult-to-cut materials.
EDM is basically used for the manufacture of molds, dies, punches, cutting tools and surface texturing of steel rolls. 3 However, with developments of various variants of the process, its applications are likely to be extended to surface alloying and texturing, and manufacturing of components for electronics, medical and surgical, optical, jewelry, automotive and aeronautical industries. 4
The dielectric fluid plays extremely important functions regarding productivity, cost and quality of the machined parts. 4 Functions performed by dielectric fluids in EDM process are grouped into primary and secondary functions as listed below.
Primary functions
To insulate sparking gap between the electrode and workpiece up to breakdown voltage and then break down by ionization for a plasma channel generation;
To flush away eroded particles (debris) produced in the sparking gap during machining;
To restrict spark energy into narrow region for higher energy density;
To re-establish the insulation condition in the sparking gap between the electrode and workpiece by deionization when energy level goes below the dielectric breakdown voltage;
To cool electrode and workpiece materials heated up by the discharge machining.
Secondary functions
To capture emission products generated because of decomposition of dielectric fluid and vaporized matters of tool and work materials;
To serve as a liquid absorbing filter for gas and liquid phases when expelled from the gap;
To minimize electromagnetic radiation effect by immersion of the plasma channel;
To assist molten metal globules to detach from the workpiece surface;
To generate an environment for the subsequent discharges to take place uniformly across the sparking gap by minimizing the effect of magnetic field generated by previous sparks.
Types of dielectric fluid and dielectric supply mode are significant to have stable, efficient and operator-friendly EDM process by minimizing the hazards to the operator and environment. 5 During the process, dielectric media undergo dielectric ionization followed by decomposition. It results in emission of solid metallic particles, finely mixed tiny droplets of liquid dielectric and emitted gases in the form of aerosols, toxic gases, waste dielectric and so on. These byproducts are hazardous to the operator and the environment. 6 Tonshoff et al. 7 have reported about the potential hazards during EDM process as shown in Figure 1. They highlighted electromagnetic radiation, fire and explosion, toxic emissions and health hazard as the potential hazards during the process. EDM process is performed with mainly three modes of dielectric supply such as wet, dry and near dry. Wet EDM is performed using liquid dielectrics with submerged bath, side jet, through jet and swiveling jet modes. Dry EDM employs high-pressure jet or stream of various gases, mixture of gases, compressed air or mixture of gas–air. Near-dry EDM is practiced with a mixture of liquids and gases in specific proportions.
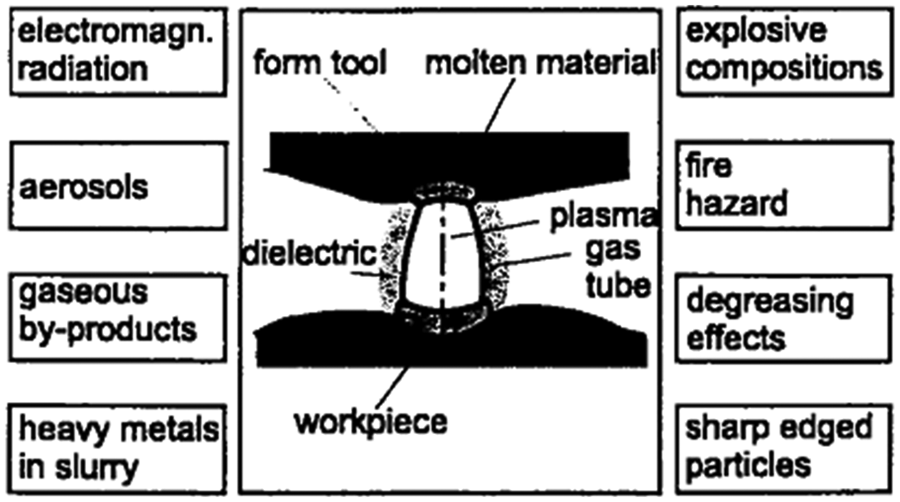
Electric discharge machining, hazard potentials. 7
The phenomenon of ionization and deionization depends on various properties of dielectric fluid such as breakdown strength, dielectric constant, viscosity, thermal conductivity, specific heat capacity and so on. These properties can be manipulated with the type and form in which dielectric fluid is used during the process. Hence, types of dielectric fluid as well as form of dielectric supply significantly govern the rate of ionization and deionization, intensity of pressure and temperature generated in the plasma channel and generation of decomposition and emission products. These emission products have adverse impacts on operator’s health and safety while the post-operation sludge and waste of dielectrics pollute environment and land.
Extreme business competitions and short-term survival strategies lead to deliberate ignorance toward adverse impacts on environment, personnel health and operational safety of manufacturing practices. However, for long-term survival and growth of the business, industries are compelled to adopt ISO 14000 series environmental management standards to ensure minimum environmental impact of the production processes, products, byproducts and post-production operations. This review work mainly aims to highlight the research carried out related to the environmental impact, personnel health and operational safety of EDM process, which eventually will help to develop and implement sustainable manufacturing practices to improve sustainability of EDM process.
Environmental aspects and impacts of EDM
Manufacturing industries are considered as the main sources of the environmental pollution. 8 Compared to other conventional manufacturing methods, EDM process is highly energy intensive and environmentally hazardous due to the pyrolysis of the mineral oil–based dielectric fluids. 9 Hence, EDM process has attracted research attention to identify and eliminate the sources of environmental pollution to minimize its adverse impacts. The environmental impact of the manufacturing process is evaluated using factors contributing to the environmental pollutions such as emissions from metal working fluids, metallic dusts and use of toxic, combustible or explosive materials. 10 Environmental aspects and impacts of EDM process have been reviewed for wet, dry and near-dry modes of dielectric supply as below.
Wet EDM
Wet EDM, also known as conventional EDM, is performed in the presence of liquid dielectric (i.e. kerosene, distilled water, synthetic oil, mineral oil, etc.), and electrode–workpiece is either submerged in dielectric bath or dielectric is supplied in jet form (i.e. side jet, through hole jet, moving jet, etc.). Most of the commercial EDM operations use hydrocarbon-based dielectric fluids, but water-based additives and powder-mixed dielectrics are also gaining popularity due to their better performance results for specific types of applications. This section discusses the research work done related to environmental effects and impacts of various dielectric fluids used in EDM.
Hydrocarbon-based dielectric fluids
Since the introduction of EDM, kerosene is unarguably considered as the preferred dielectric fluid in the process. Properties of kerosene as dielectric fluid deteriorate with continuous usage, which in turn reduce the efficiency of EDM process. Bommeli 6 reported that hydrocarbon oil–based dielectric fluids emit fumes and vapors containing polycyclic aromatic hydrocarbons (PAHs), benzene, vapor of mineral oils, mineral aerosols and various byproducts due to dissociation of oils and their additives. Synthetic dielectric fluids generate various forms of vapors and aerosol products. Due to the extremely high temperature and pressure in the sparking gap, composition of dielectric fluid and its viscosity have a significant influence on generation of fumes, vapors and aerosols.
Tonshoff et al. 7 investigated that hydrocarbon-based dielectrics release hazardous substances such as aliphatic hydrocarbons, aerosols, non-specific aliphatic hydrocarbons, benzene and fine dust. In addition, mineral oil–based dielectrics emit vapors and aerosols, decomposition products of oil and additives. Its volatile substances and emission products pollute the air, and high discharge temperature of the process decomposes the kerosene, causing carbon elements to adhere to the electrode surface. The adhered carbon elements affect normal discharge sequences.11,12
Yeo et al. 13 investigated that at the end of the EDM operation, the sludge (materials removed from both the workpiece and tool), dielectric waste and deionizing resin need to be disposed of appropriately; otherwise, there is a risk of land and water pollution. They have also suggested an ecological scheme for the EDM process as shown in Figure 2. High temperature and pressure in the discharge channel of the EDM process can lead to the generation of reactive products of the hydrocarbon oil–based dielectrics. Consequently, operators as well as the broader environment are exposed to these toxic aerosols and gaseous emissions emitted from the dielectric surface. 14
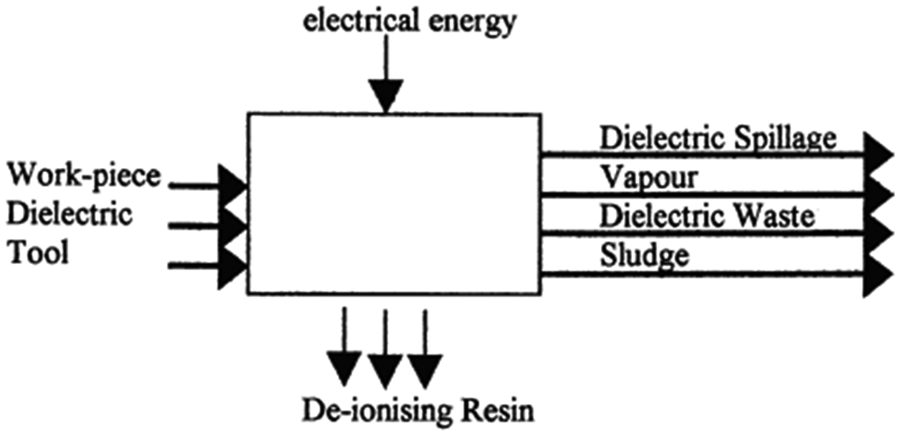
EDM ecological block scheme. 13
End-of-life treatment in the case of hydrocarbon-based dielectrics contributes significantly to the environmental impact. Kellens et al. 14 reported that in EDM processes, about 70% of energy is consumed by various pumping systems and only 10% by the spark generator system. Dielectric represents 23% of the total environmental impact in EDM process. Some technological changes from fully immersed tool–work material systems to side jetting, using water- and gas-based dielectrics to minimize end-of-life treatment as in the case of hydrocarbon oil–based dielectrics, and ensuring minimum quantity would improve the environmental performance of the process. Abbas et al. 15 estimated the consumption of kerosene, related costs and kerosene waste produced in EDM shop. It was reported that used dielectric after some usage cycles turns into waste, and it contributes significantly to the environmental as well as economic impact. Liu et al. 16 reported that serious occupational and environmental problems result because of the large amounts of hazardous gases, toxic aerosols as well as liquid wastes generated during the EDM process.
Water-based dielectric fluid
Leao and Pashby 4 reported that water-based dielectric fluids can be a solution with a view to reduce toxic emissions and improve environmental friendliness compared to hydrocarbon-based dielectrics for EDM. They also reported about environmental impact resulting due to waste and emissions generated by oil- and water-based dielectric media, as shown in Figure 3.
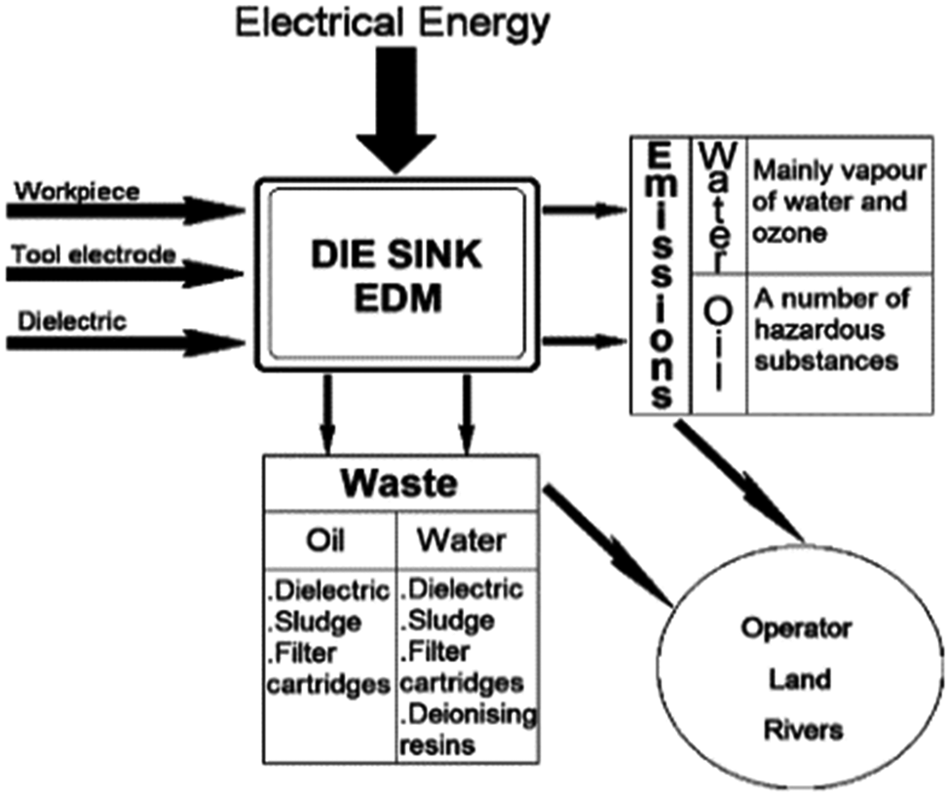
Environmental impact of die-sink EDM. 4
Bommeli 6 reported that water-based dielectrics release carbon monoxide, nitrous oxide, ozone and harmful aerosols and pollute operator working environment. Jeswani 17 investigated and suggested the application of distilled water as a possible alternative to hydrocarbon-based dielectric fluids. However, it was in 1983 that attention was given to possible emission products and their impacts on the environment, operator health and safety concerns. Kokhanovskaya 18 reported that during EDM process, dielectric fluid is exposed to intense oxidation and absorption of workpiece and tool particles. The solid products (pure carbon) and liquid particles (acids, pitch, water, etc.) of oxidation and dielectric dissociation are gathered in the filters. Levy 19 stated that similar to hydrocarbon oil–based dielectrics, water-based dielectrics produce less toxic wastes. If effective debris removal or filtration system is used, water-based dielectric wastes can be safely released via municipal sewage pipes to cause minimum environmental and land pollution. Wansheng et al. 20 have investigated that water-based dielectrics indirectly affect the environment by consuming more energy. They mentioned that 50% of the total energy supplied is consumed by dielectric system, and as water has different values of specific weight, viscosity, dielectric strength and different ionization mechanisms compared to hydrocarbon-based fluids, indirect adverse environmental impact of water-based dielectric is more than that of hydrocarbon-based fluids. Roethel et al. 21 investigated the role of five different dielectric fluids in view of their influence on environmental pollution, injurious to operator’s health and process performance. Although wet and dry EDM are well-established processes, some problems associated with wet EDM are electrolysis corrosion of the tool and work materials and existence of corrosion-prone working environment when using water as the dielectric and toxic emissions, contaminated waste and its disposal issues.
Additives and powder-mixed dielectric fluids
Many researchers have worked on performance analysis and improvement aspects of the additives and powder-mixed dielectric fluids for EDM. However, very few have reported about the environmental impact, personnel health and operational safety aspects of additives and powder-mixed EDM process. Organic and inorganic chemical compounds are added into the dielectric fluid as additives, and fine metallic and non-metallic powders are added into the dielectric media for improving the process performance with a view to increase material removal rate (MRR), surface integrity and surface finish. Yeo et al. 13 have reported that use of powder-mixed dielectric increases the machining cost more over toxic disposal, and waste generated causes more environmental concerns. One of the earliest works in this direction carried out is by Masuzawa et al., 22 in which they have studied the feasibility of using water solutions of organic compounds such as sugars, polyhydric alcohols and their polymers. They mentioned that addition of organic acids into water solutions causes problems related to corrosion and conductivity. Thick solutions with high concentrations have similar environment for the operator as like EDM oils, and thin solutions cause slight smell in the operator working area. Konig and Jorres 23 have experimented using aqueous solutions by adding organic compounds with large molecular structures such as ethylene glycol, glycerin, polyethylene glycol 200, polyethylene glycol 400, polyethylene glycol 600 and sugar. However, these compounds would be decomposed by the electric sparks producing gases with higher pressure than those produced by the decomposition of pure water. High-pressure gases are likely to react with dielectric and aerosols generated, which in turn pollute surrounding environment and also dielectric. Many researchers have shown that use of powder-suspended dielectric fluid in EDM improves surface finish largely. However, Tao 24 and Tao et al. 25 reported on their work that in practical applications, the powder-suspended dielectric circulation system is also challenged by separating the machined debris from the useful powders and maintaining a constant powder concentration. Also, handling and disposal of the waste powder–mixed dielectric offer environmental pollution.
Mathematical models and other aspects
To meet the objectives of green requirements, Yeo et al. 13 have developed a methodology for analyzing environmental impact analysis for EDM process. They suggested and analyzed the methodology by integrating wear characteristics of tool and work material with dielectric fluid flow waste streams generated by EDM and compared by examining factors such as flammability and toxicity. They reported that the amount of waste streams generated is influenced by both the specific heat capacity of the dielectric fluid and the surface tension of the fluid. Kellens et al. 14 carried out life cycle analysis of die-sinking process and reported the environmental impacts of various systems of EDM process. The results of the analysis revealed that electrical energy (47.3%) and used dielectric fluid (23.1%) are the most important contributors to the environmental impact as shown in Figure 4.
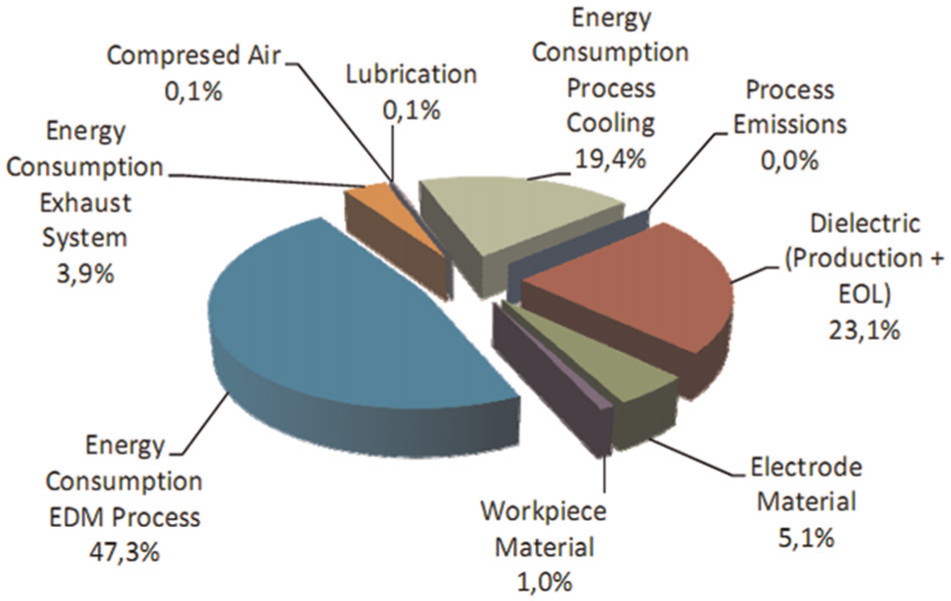
Distribution of the environmental impact during 1 h of EDM roughing. 14
Cho 26 reported about a system model for EDM by analyzing inputs and outputs to the environment. It was also reported that the amount of eroded materials in the form of debris found in EDM filters (80%−90%) indicates that the amount of materials must have been evaporated to the atmosphere in the form of metallic vapors. Used dielectric fluids and waste filters contain highly toxic chemical elements such as chromium, lead, nickel and copper, and waste dielectric contains heavy hazardous contaminants. Both types of wastes adversely affect the ecosystem due to its poor degradation index and pollution tendency when thrown in municipal or local landfills.
Sivapirakasam et al. 27 have developed a multi-response parametric optimization model using a combination of Taguchi and fuzzy methods Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS) methods for the selection of process parameters to achieve green EDM. Dielectric consumption, concentration of aerosols generated and process energy were considered as factors for the model development. Sivapirakasam et al. 28 developed an energy balance and heat transfer–based mathematical model to predict the environmental emissions while machining steel workpieces with copper electrode. The developed model predicts the aerosol emissions at various process locations to save time and cost in quantifying its amount by experimentation.
Dry EDM
The dry EDM process utilizes compressed air or gases as dielectric media to substitute hydrocarbon oil–based dielectric fluids to make process environmentally and operator friendly. Air and other gaseous media or mixture of air–gas is used at different pressures and proportion to obtain tailor-made dielectric characteristics in the sparking gap and process performance. However, limited work has been reported related to environmental aspects and impacts of dry EDM. Research work carried out on dry EDM for its environmental aspects and impacts is reviewed as below.
Abbas et al. 15 reviewed that dry EDM technique was developed to decrease the pollution caused by the use of liquid dielectric, which leads to production of vapor during machining and the cost to manage the waste. The most concerning matters of dry EDM is the inability to recirculation of used gas, tiny particles suspended in the gap and increased gas concentration near the operator working and machining environment. Wansheng et al. 20 have reported that as significant part of the energy is consumed by liquid dielectrics and their supply systems (50%), it can be minimized with dry EDM especially under low-energy discharge conditions. Hence, the overall contribution of dry EDM with gaseous dielectrics on the environmental impact is considered low compared to wet EDM, particularly with hydrocarbon-based oils.
Skrabalak and Kozak 29 highlighted that practical application of the dry EDM process could bring many advantages for machine makers and machine end users. Dry EDM allows simplicity of the machine construction, not requiring sophisticated and spacious dielectric circulation and cooling system. Hence, design, manufacturing and material costs involved can be reduced. Due to the lack of dielectric oils, the presence of organic hydrocarbon–based emissions is minimum, reducing environmental impacts. Benefits of dry EDM have been highlighted in Figure 5.
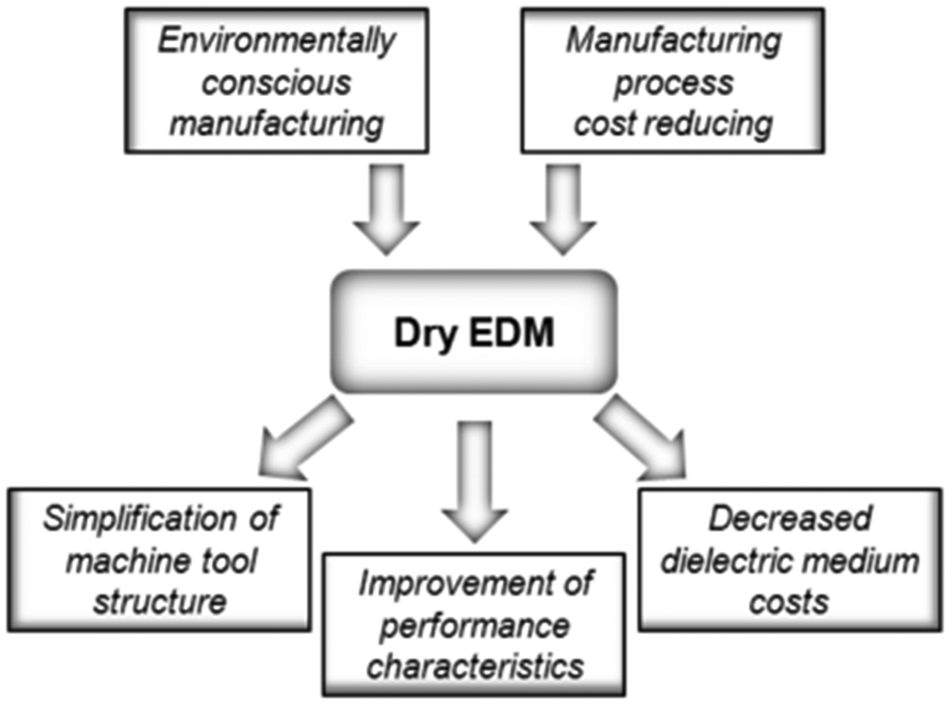
Benefits of dry electric discharge machining. 29
Near-dry EDM
Tanimura et al. 30 experimented near-dry EDM in 1989 by utilizing the liquid–gas mixture as the dielectric fluid. It is found to be beneficial for the finishing process with good machining stability. Only a small amount of dielectric liquid is necessary to obtain stable machining, if the dielectric liquid is supplied to the spot that is likely to be dried out, heated up and contaminated with debris. Kao et al. 31 reported that near-dry EDM, also known as mist EDM, causes pollution and difficulty in cleaning and piping required for mist recirculation. Tao et al. 32 reported that dielectric disposal of near-dry EDM is cleaner than that of powder-mixed dielectric EDM. They also investigated that tiny water mist induces severe electrolysis corrosion on the machined surface. Electrolysis product–mixed toxic dielectric causes environmental hazards to the operator, and its disposal pollutes land. Hence, they suggested using kerosene mist with compressed air as dielectric for near-dry EDM.
Personnel health aspects
Jawahir et al. 10 reported that personnel health in the context of manufacturing activities is related to the impact of emissions from manufacturing operations on directly exposed labor due to chronic exposure, high level of breathing zone concentrates and compliance of regulatory requirements for the maximum permissible emission values. Brouwer et al. 33 and Ross et al. 34 have highlighted that in the manufacturing industry, exposure to hazardous gases, toxic aerosols and metallic particles for a long time was considered to be a serious occupational health hazard to the operator.
Wet EDM
Boubekri and Vasim 35 pointed out that industrial personnel having prolonged direct exposure to cutting fluids in the case of conventional machining processes are highly prone to suffer from occupational skin dermatitis. The exposure to oil mist of metal working fluid may contribute to adverse health effects and safety issues, including toxicity, dermatitis, respiratory disorders and cancer. Goh and Ho 36 reported that in the case of the EDM process, workers are exposed to dielectric fluids of various viscosities, which are strong skin irritants.
Hydrocarbon oil–based dielectric fluids
Leao and Pashby 4 reviewed about the substances found in the emissions when oil-based dielectrics are used as shown in Table 1. They reported that these substances are carcinogenic and hazardous to the operator and to the environment as well.
Substances generated by die-sink EDM with oil-based dielectric fluid. 4

Bommeli 6 highlighted that dielectrics based on mineral oils generate detrimental products such as polycyclic aromatics in solid and liquid states, oily fog, metal particles and disintegrated parts of oils and additives. Metallic particles can cause allergic reactions, asthma and lung diseases. Hydrocarbon exposure causes health problems such as headache; dizziness; confusion; irritation of the skin, eyes and nose; memory difficulties and stomach discomfort. Yeo et al. 13 investigated that during EDM operation, the operator can easily inhale the vaporized dielectric that may cause an adverse effect on health.
Kokhanovskaya 18 studied and reported that during EDM operation, harmful products such as aromatic hydrocarbons, pitch and sulfur disintegrate into sulfur dioxide and monoxide, which are injurious to operator’s health and may cause benign and malignant tumors. Generally, carcinogenic hydrocarbons such as benzene and PAHs are expected while using hydrocarbon-based dielectric fluids. It contains high concentrations of paraffinic and naphthenic petroleum solvents and small amounts of aromatic compounds. Go and Ho 37 reported that hydrocarbon solvent in the dielectric fluid is probably irritant by exerting its solvent effect primarily on the stratum corneum and upper epidermal cells.
Evertz et al. 36 mentioned about a report by BIA, Germany, published in 1995, and suggested that from a health perspective to industries that use EDM as a production process, it is recommended to use a minimum dielectric level of 40 mm. It is expected that emissions decrease with increasing dielectric levels; as more dielectric stands above the emission source (processing location), more substances will be solved, precipitated and condensed in the dielectric before actually emitting into the air. Emission-based risk reduction assessment for EDM revealed that work tools and workpieces used have a strong influence on aliphatic compounds and metals, but not on volatile organic compounds benzene, toluene, ethylbenzene and xylene (BTEX) and PAHs in air emissions. Increasing the dielectric (mineral oil) level above the processing location decreases BTEX, chromium, nickel and PAH emissions. Aliphatic compounds, in contrast, increase in air emissions. Jose et al. 38 investigated that at higher values of peak current (7 A) and pulse duration (520 μs), the concentration of aerosols at breathing zone of the operator was above the permissible exposure limit value for respirable particulates (5 mg/m3). Detailed emission constituent analysis revealed that a major portion of aerosols generated (69%) constitutes metallic particles and the presence of about 20 different hydrocarbons in the aerosols. The size of the spherical aerosol particulates is 20–29 nm. A report by Chilcott 39 revealed that toxicity occurs if kerosene is inhaled. Irritability, restlessness, ataxia, drowsiness, convulsions, coma and death can be the effects of acute and chronic exposure. Chilcott 40 reported that dermatitis or skin irritation is the frequent effect linked to persistent kerosene disclosure.
El-Hofy and Youssef 41 reported that EDM using mineral oils or organic dielectric fluids generates hazardous fumes such as PAHs, benzene, vapor of mineral oil and mineral aerosols, and other products are generated by dissociation of oil and its additives. Hydrocarbon dielectrics generate the same vapors and aerosols except PAHs and benzene. Due to erosion of the workpiece and tool electrodes, inorganic substances such as tungsten carbide, titanium carbide, chromium, nickel, molybdenum and barium are released and condense in the air. Emissions of organic materials are generated by the vaporization of the dielectrics.
Kellens et al. 14 carried out life cycle analysis for EDM process and reported that there is a potential risk for EDM operators due to higher than the permitted concentration of aerosols and gaseous emissions near breathing zone and nearby surround. Sivapirakasam et al. 42 investigated about the influence of process parameters on the breathing zone concentration of the aerosol generated from the EDM process using the Taguchi methodology. They found that near operator breathing zone, a major portion of the aerosol (about 69%) constitutes metallic particulates of spherical shape with average sizes ranging from 20 to 29 nm. Analysis of the aerosol samples indicated that the presence of about 20 different hydrocarbons is a potential threat to the operators. Sivapirakasam et al. 43 analyzed that gaseous hydrocarbons present in the work atmosphere were a complicated mixture, including straight chain, branched chain aromatic, alicyclic and heterocyclic compounds. So, there is an uncertainty of the risk associated with exposure to gas-phase emissions generated from the EDM process.
Water-based dielectric fluids
Leao and Pashby 4 summarized the researches related to substances generated from deionized water– and commercial water–based dielectrics as shown in Table 2. It can be seen that deionized water produces the lowest number of substances, which are much less hazardous to the operator and the environment. Zhang et al. 9 suggested that antiseptic action must be taken into consideration when water-based working fluid was used. Levy 19 highlighted that EDM process with deionized water– and commercial water–based dielectrics also generates toxic gases and fumes due to their thermal decomposition. El-Hofy and Youssef 41 reported that water-based solvents release carbon monoxide, nitrous oxide, ozone and harmful aerosols. Rehbein et al. 44 suggested that some of the substances, for example, benzene and benzopyrene, are classified into norms and are submitted to severe prescriptions in matter of toxicology and limit values of concentration. Benzopyrene and benzene are considered as carcinogenic.
Substances generated by die-sink EDM with oil-based dielectric fluid. 4

Additives and powder-mixed dielectric fluids
Levy 19 reported that organic dielectric fluids and additive-mixed dielectric fluids generate hazardous fumes such as PAHs, benzene, vapor of mineral oil, mineral aerosols and other products due to dissociation of oil and its additives. Rehbein et al. 44 mentioned that the addition of additives and powders in various proportions has some adverse impacts on personnel health. Aromatic hydrocarbon–based additives in dielectric fluids have a serious toxicological effect and are harmful to the operator’s health. Ji et al. 45 investigated that oil-based dielectrics with 2% rosin-mixed emulsion as dielectric produce explosive mix gases having high explosion possibility. They also reported that harmful gases are not generated with water-based emulsions without rosin additives and resulted in better environmental practices.
Dry EDM
In dry EDM, dielectric media such as compressed air, inert gases or a mixture of both carry detached debris globules to increase concentration of tiny and micro-debris in the operator breathing zone. Inhalation of such contaminated air may cause respirable and lung-related health effects. Also, odor of burning of the tool and work material with air or gaseous media is uncomfortable to operator and has some health effects.
Near-dry EDM
Tao et al. 32 reported that near-dry EDM using water mist causes severe electrolysis corrosion and results in blackened and rugged work surface. Post-EDM cleaning of toxic corrosion products and their handling may be hazardous to the operator. Therefore, water mist is not favorable to implement in near-dry EDM.
Aerosols generated due to the supply of the mixture of liquids and gases at high pressure enhance the aerosol concentrations near operator working area. This is a serious issue concerning the practical application of near-dry EDM. To prevent the dispersion of free suspending tiny aerosols, a closed conduit is required. Recirculation of used dielectric mist is also unfriendly to the operator.
Operational safety aspects
Jawahir et al. 10 mentioned that operational safety is related to the amount of unsafe human interaction and ergonomic design of human interface during a manufacturing process.
Wet EDM
Tonshoff et al. 7 reported that along with the various advantages, the EDM process has several hazard potentials, namely, emission of gases and aerosols, fire, explosion, depressing effect and electrical hazard. The EDM process utilizes high amount of energy and dielectrics of low flash and fire points. The risk of fire and explosions in close and non-ventilated machine work area is one of the biggest threats to the EDM operators. Wansheng et al. 20 highlighted that hydrocarbon oils are more suitable dielectric fluid for EDM due to their removal rates and relative wear. Their main drawbacks as dielectrics are disturbances in the flushing system, requirement to install forced ventilation to cope up with the strong odors and health hazards due to the gases and vapors generated and flammability of dielectric. Jose et al. 38 performed a hazard and operability analysis (HAZOP) study of the EDM process and reported that EDM process is vulnerable to fire and explosion hazards. Toxicity and flammability of the dielectric affect operational safety considerably and are used for risk assessment analysis of the EDM process. El-Hofy and Youssef 41 reported that the possibility of fire hazard and explosions due to lower flash points and electromagnetic radiation is a serious operational safety-related issue. It was recommended that due to high volatility and temperature, if possible, dielectrics with a flash point below 65 °C should not be used. A flash point above 100 °C is preferable. Sivapirakasam et al. 43 suggested that due to uncertainty of risk of gas-phase emissions, local exhaust ventilation and fume extraction system–based control strategies are required to be implemented. Evertz 37 highlighted the possibility of direct exposure to electromagnetic radiation during dielectric breakdown. The presence of the magnetic field near sparking zone,49 and electromagnetic radiation due to plasma, is one of the indirect health threats to EDM operator.
A technical article by Kern 46 reported that operators working on EDM machine are likely to get affected by various types of hazards such as electrical, explosion, fire, chemical and spillage. Improper ventilation for emitting gases results in entrapment of hydrogen gas surrounding the operator working area. EDM discharges can ignite the mixture with a violent explosion. Fire is a very common hazard noticed in EDM operation when the temperature of the dielectric reaches its flash point, leaving the operator in a very dangerous situation. This can be prevented by maintaining the oil temperature below its flash point using chilling system and timely maintenance of various safety systems of the machine in proper working conditions. Chemical hazards are another concern in EDM practice resulting due to cleaning solutions used, which are mainly phosphoric and muriatic acids, and petroleum-based solvents cause skin dermatitis. Water-filled tanks are highly susceptible to bacterial growth. Operator contact with bacteria-affected parts is a serious hazard for EDM operators. Oils are also likely to get contaminated with bacteria. So, it is recommended to periodically replace the fluid in the tank when it starts smelling odd. Liu et al. 16 experimented with water-in-oil (W/O) emulsion as dielectric for EDM and compared its results with the traditional mineral oil–based working fluid. They reported that the W/O emulsion was more environmentally friendly and safe since the fire hazard can be excluded using this non-flammable working fluid.
Dry EDM
No literature has been found directly relating to operational safety aspects of dry EDM. Odors of burning of air and gaseous media are unpleasant to operator. Very low viscosities of gaseous dielectric cannot restrict the plasma channel to narrow region. The unrestricted explosion of the plasma channel causes debris from the sparking gap to float freely in the form of tiny aerosol in the operator working area. Chances of direct exposure to electromagnetic radiation due to unrestricted plasma are one of the serious safety concerns for the operators.
Near-dry EDM
High-pressure delivery of liquid–gas mixture into the sparking zone carries expelled debris particles with it. Supplied mixture is to be confined; otherwise, it may result in slippery shop floor conditions due to oily mist. Zhang et al. 9 have experimented with oxygen-mixed W/O emulsion that is non-flammable, and hence, it excludes the possibilities of fire hazards in EDM.
Future research requirement for sustainable EDM
The literature review revealed that some research works have been carried out on various emission and emission aspects of EDM, but very limited work has been done with a view to improve the sustainability of EDM operations and to implement ISO 14000 series standards in EDM industries. There exist huge research gaps to develop and implement sustainable manufacturing practices for EDM. Following areas have been identified for future research to make EDM operations more sustainable.
Tool–work dielectric combination selection. Tool–work dielectric combination has significant influence on the quality of emissions and dielectric wastes generated. A scientific model is required to be developed to predict and characterize the emission products and toxicity of waste generated. The model provides data for the selection of the best set of parameters to keep the hazardous and toxic emission concentrations within the permissible level in the operator working area.
Operator risk evaluation and mitigation model. Operator risk potential of EDM process is very high due to possibilities of fire explosions and toxic and hazardous working area. A systematic and scientific investigation is required, which predicts and evaluates the operator risk in terms of possibilities of fire, explosions and toxicity level of wastes and emissions generated. The model sets the process parameters to keep all risk evaluating parameters below its set limit to ensure maximum operator safety.
End-of-life prediction of dielectric fluid. Properties of dielectric fluid deteriorate with subsequent usage cycles, which consequently generates toxic wastes, hazardous emissions and emission products. A scientific method is required to identify conditions for dielectric fluid for the EDM process to help in decision making for end of life of the dielectric fluid.
Reduce energy consumption of pumping systems. As 70% of the energy is consumed by various pumping systems in EDM dielectric handling and conditioning, research attempts are required to optimize the components of pumping systems in order to reduce the energy consumption.
Comparative environmental impact assessment. A detailed life cycle and environmental impact assessment is required to be carried out for wet, dry and near-dry EDM using same process parameters. The analysis provides a basis in decision making for which dielectric system will have least life cycle cost and minimum environmental impact.
Conclusion
In order to ensure sustainable development, EDM industries are required to develop and implement sustainable manufacturing practices. These practices help to implement ISO 14000 series environmental management standards in EDM industry and carry out a life cycle impact assessment for parts manufactured by EDM process.
Wet EDM, performed using liquid dielectric, has the most severe environmental impact of the three modes of dielectric supply due to generation of wastes, sludges and poor biodegradability of the used fluid. Personnel health and operational safety are also major concerns due to emission and emission products released during the operation. Dry EDM provides an environmental- and operator-friendly solution to wet EDM. However, technologically it offers some drawbacks in terms of personnel health and operational safety due to the presence of high concentration of toxic and hazardous aerosols, fumes and solid metallic particles near operator breathing zone. In near-dry EDM, highly concentrated volatile mixture of gaseous and liquid media offers high operational safety concerns due to risk of fire and explosion. Based on the review, some future research needs have been identified to improve sustainability performance of the EDM process.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.