
Abstract
The manufacturing industry has for many years shown interest in opportunities offered by the welding of dissimilar metals, for example, in transportation to reduce vehicles weight and in power plants, to fit heterogeneous working conditions. Early gas metal arc welding (GMAW) processes had limited control of heat input, but advanced GMAW processes of the last decades offer new perspectives for welding dissimilar metals. The study review briefly dissimilar metal welding (DMW) and investigates advanced GMAW processes with emphasis on their general operating principles and arc control. Experiments performed on dissimilar metals using GMAW processes are then reviewed, highlighting those made using advanced gas metal arc welding processes. The study collates data from scientific literature on fusion dissimilar metal welding, advanced gas metal arc welding processes and experiments conducted with conventional GMAW. The study shows that the welding procedure specification is an important factor in dissimilar metal welding. Advanced GMAW processes have significant potential in fusion welding of dissimilar metals in the case of ferrous metals, ferrous and non-ferrous metal combinations and non-ferrous metals of different grades. Accurate control of heat input allows more effective prediction of intermetallics and better control of post heat treatments. Increased understanding of advanced processes will permit development of more suitable specifications of gas metal arc welding procedures for dissimilar metal welding. Process flexibility and adaptability to robotic mass production will allow for wider application of this process and the avoidance of costly alternative methods.
Introduction
The range of applications of structures with welded joints of dissimilar metals is relatively wide. Steel–aluminium welded structures are used quite extensively in industry and aim to combine the high specific strength, high heat and electrical conductivity of aluminium with the good mechanical properties of steel. Dissimilar metal welding (DMW) has become a critical technology in many areas, such as Al-steel or Mg-Al for weight reduction in motor vehicles,1,2 railway rolling stock and maritime vessels, Al-Cu for electronic components, and austenitic stainless steel-low carbon steel or high alloy material-low alloy steel for parts requiring strength and corrosion resistance. The integration of efficient quality welding technologies for dissimilar metals will be a key component in the successful weld quality of transportation and power plant systems.3,4 Welding of dissimilar metals with melting of one of the metals is efficient if the welding conditions, which determine the duration of the interaction between the solid and liquid metal, are strictly controlled. 4
The properties of the welded joints and the feasibility of the welding processes are influenced by many factors, for example, carbon migration from the low alloy side, microstructure gradient and residual stress situations across different regions of the weld metal.1,5,6 Some weld defects, such as excessive dilutions, cracks and residual stresses, may develop in the weld metal and may lead to considerable decrease in the weld metal properties if the welding process is not well controlled. Much significant work has been carried out on the welding behaviour and mechanical properties of dissimilar welding joints.7,8 For example, when fusion welding is used for steel and aluminium joints, the aluminium (Al) easily melts before the steel because of the different melting temperatures. Furthermore, it is very hard to control the components of the intermetallic compound (IMC) layer in the fusion area, and significant growth of crisp IMC layers can occur.4,9
The process of joining dissimilar joints is a very complicated one because reactions between metal composition atoms can yield extremely brittle IMCs. Friction stir welding, 10 laser welding 11 and laser-tungsten inert gas (TIG) 12 hybrid welding processes have been used to join dissimilar metals. Unfortunately, these methods involve expensive equipment and complex welding procedures. 13
Gas metal arc welding (GMAW) is an established, versatile and cost-effective welding process and this study focuses on the potential of advanced GMAW in DMW. This article aims to investigate and identify key improvements in weld mechanical properties and microstructure compounds of dissimilar ferrous and non-ferrous metals and combination of both in DMW (Appendix 1).
The study gathers key data from scientific publications related to DMW with both traditional GMAW processes and the latest innovations of advanced GMAW. The analysis is carried out in terms of assessment of the significant progress in joint quality made over the last decades by advanced process GMAW. This study is a contribution to improvements in welding procedure specifications for dissimilar metals by advanced GMAW processes.
DMW
This section briefly presents different considerations of welding procedure specifications for fusion welding of dissimilar metals, focusing on the GMAW process. It is divided into four subsections: fundamentals of DMW, service considerations, filler metal selection and welding process. Figure 1 illustrates the key issues involved. The sequence of factors to be considered is as follows: first, the principle which aim is to be aware of the differences of metal involved, the consequences of the dilution and the risk of IMC formation. Second, evaluate the effects of the in-service weld integrity, the mechanical and physical properties behaviour under working environment, the microstructure stability and the risk of corrosion. Third, different parameters are to be controlled and the procedure to follow so as to achieve a suitable welded joint. Fourth, the selection of the filler contributes to meet in-service expectation. Finally, a suitable welding process can perform the expected result.
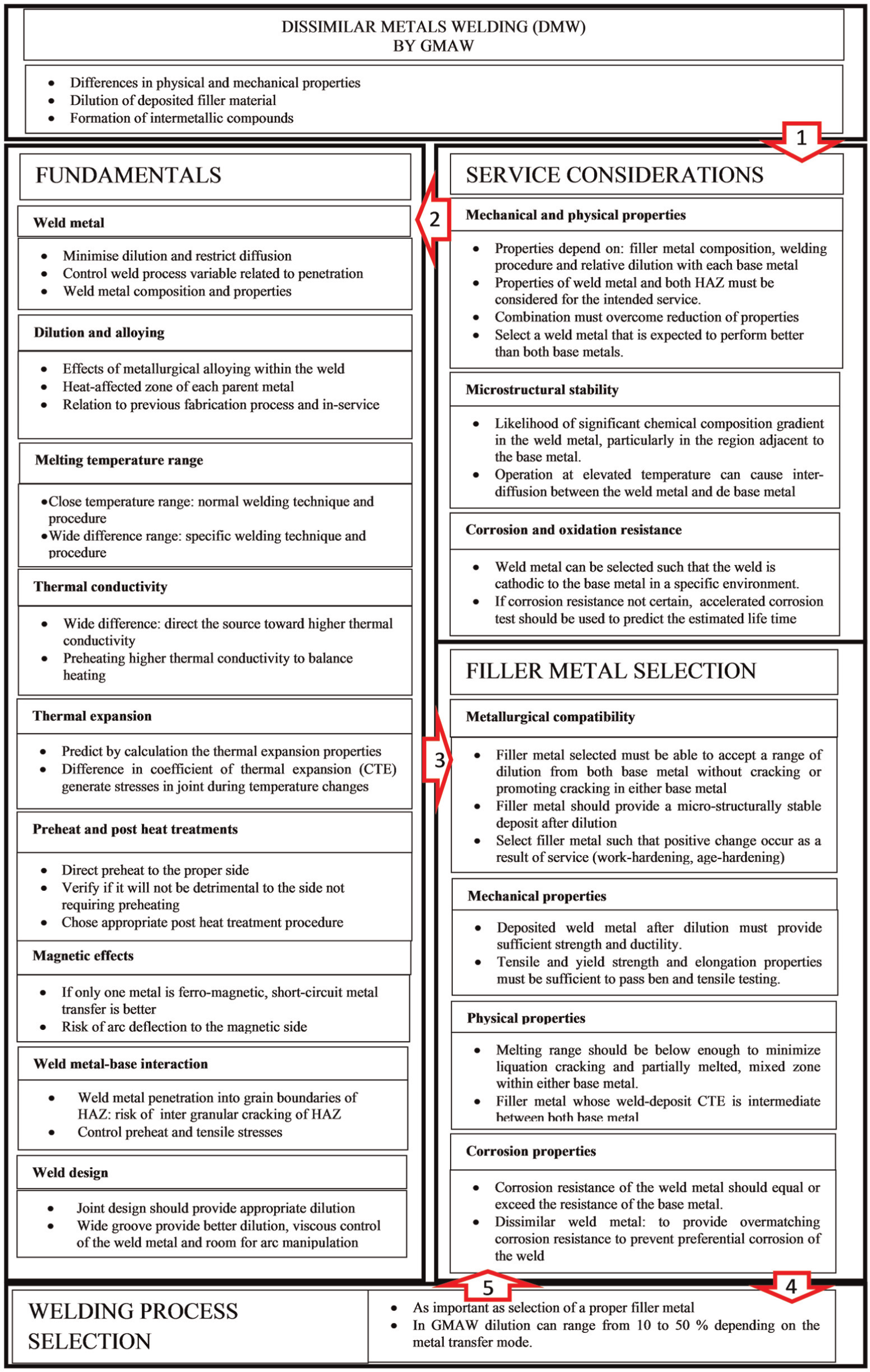
DMW welding factors. 14
Fundamentals
DMW requires consideration of all the basic factors found in conventional welding, but in contrast to similar material welding, the difference of base metal (BM) and weld must usually be analysed carefully. The most important consideration is the weld metal composition and its properties. This composition depends on the composition of the BMs, the filler metal and their relative dilution.14,15
Service consideration
The service life of dissimilar metal joints depends upon the mechanical and physical properties, microstructural stability (typically at elevated temperature) and resistance to oxidation and corrosion. The mechanical and physical properties of the weld metal as well as those of the two heat-affected zones (HAZs) must be suited for the intended service. 14
Filler metal selection
The selected filler metal must be compatible with the BMs to be joined such that four major areas of requirements are met by welds that are produced within a range of acceptable dilution rates: metallurgy compatibility, mechanical properties, physical properties and corrosion properties. Filler metal selection can best be accomplished using a combination of scientific principle, and manufacturing and service experience of the industrial disciplines involved.
Welding process
Welding process selection constitutes an important factor in dissimilar welding, because in the GMAW process, for example, the process governs the melting rate, the current and voltage, the gas flow rate and the electrode feed speed.
Advanced arc control in GMAW
Using advanced arc control, it has been found to be possible to produce more flexible synergic control systems that operate with all modes of transfer.16–18 The adaptive configuration (Figure 2) presents control applicable process control and trajectory control in a fully automated process. The sensors give real-time information to the feedback controller and the process is adjusted accordingly. The technique can be implemented in automated processes, from semi-automatic processes to robotic systems.
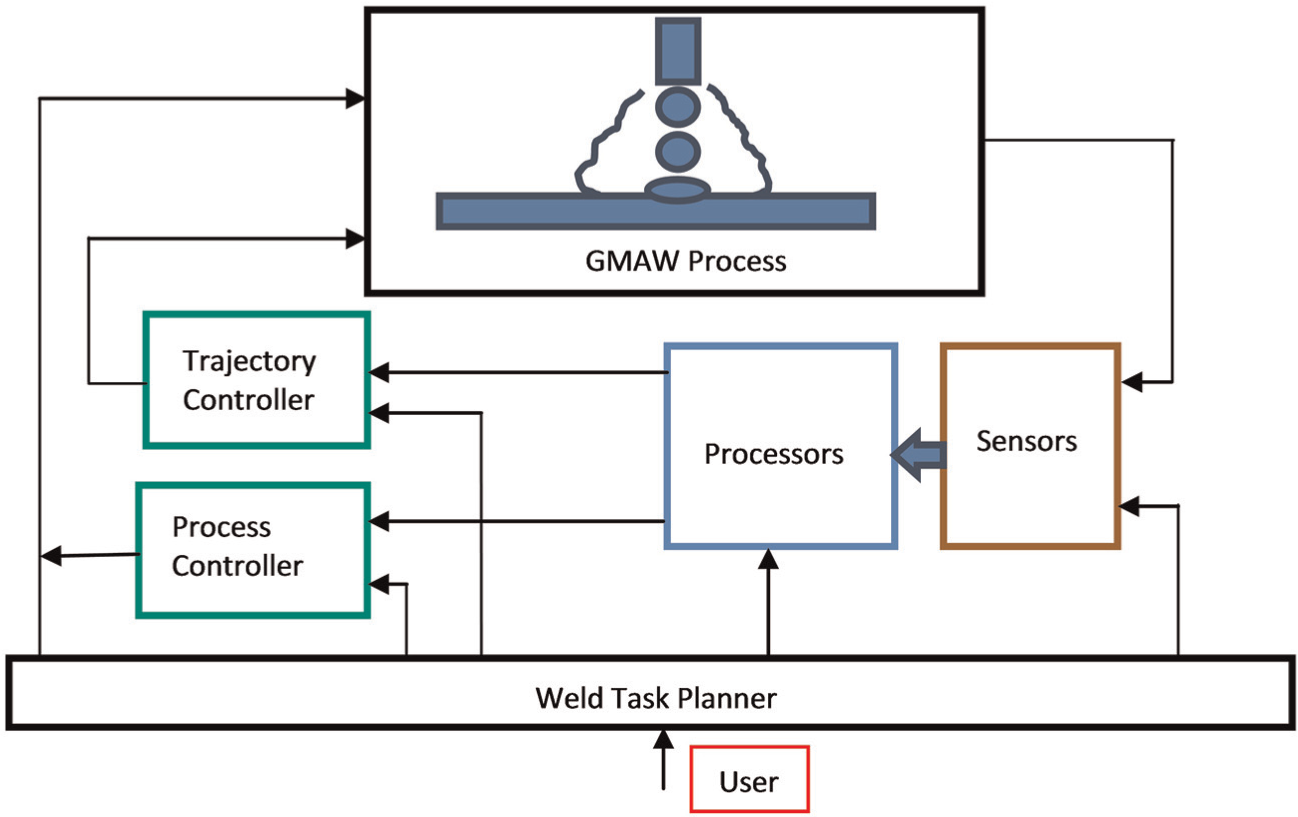
Scheme of adaptive control of GMAW processes. 19
It is well-known that the reliability of the weld is strongly correlated to the microstructure and overall geometry of the joint. 20 These properties are determined by the thermal and mechanical histories of the weld puddle and the cooling rate. The thermo-mechanical dynamics are driven by the flow of heat and droplet mass detached from the tips of the electrode as the torch travels along the weld joint. The term adaptive control is used in welding to mean that the process can adapt to the changing welding conditions, which is essentially nothing but feedback control. 21 On the other hand, in the control community, the term adaptive is used in the literature 22 to mean that the controller is designed so as to adapt for parameter variations and disturbances in the process. In this context, an adaptive controller is a controller with adjustable parameters and a mechanism for adjusting the parameters on its own (self-regulation or self-adjustment).
Application of advanced GMAW to DMW
The case studies discussed are related to DMW in fusion welding. Relevant scientific published results obtained from experiments with conventional GMAW and latest improvements ensuing from the application of advanced GMAW processes, are analysed. The following three subsections cover the main metals group combination: the association of dissimilar ferrous metals, the association of dissimilar non-ferrous metals and the combination of ferrous and non-ferrous metals, respectively.
Dissimilar welding of ferrous metals
Dissimilar welding of two typical ferrous metals involves the BM and a filler metal. In many industrial applications, for example, chemical and petrochemical installations, power generation systems, and in the pulp and paper industries, it is necessary to weld ferritic steels to austenitic steel. The joints must meet detailed and often stringent requirements, while the anticorrosive properties are also of importance. The combination of different categories of ferrous metal grades has been successfully used in industrial applications such as power plants.
Dissimilar ferrous metal welding difficulties
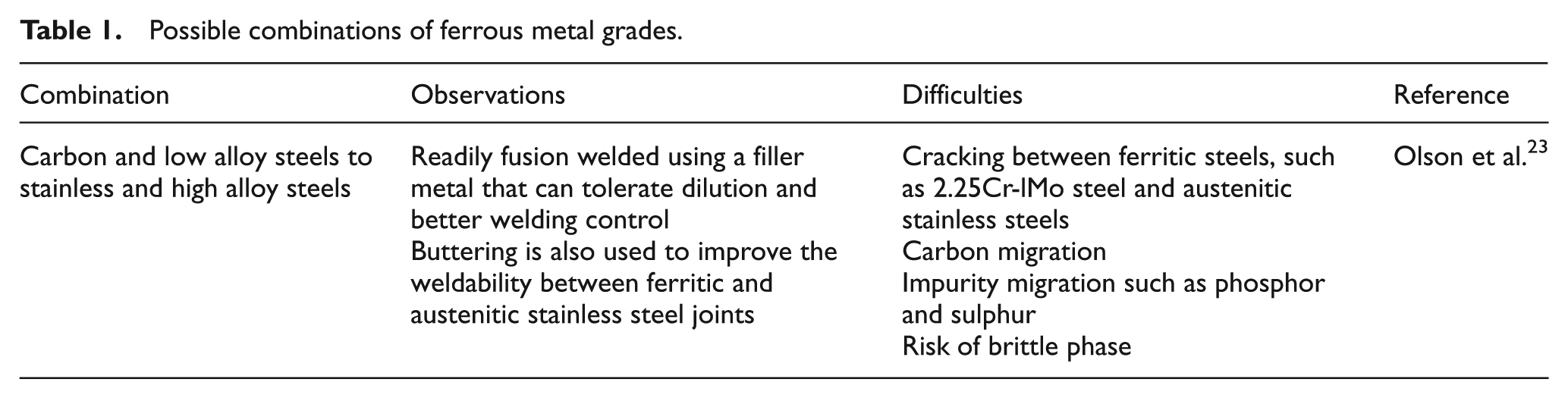
Welding dissimilar ferrous metals presents some difficulties. Table 1 23 presents difficulties encountered and observations made in previous investigations. It can be observed that when welding stainless steel to carbon and low alloy steels, hot cracking may occur because of low melting point impurities such as phosphor (P) and sulphur (S). Moreover, there is a risk of low-temperature cracking, because of the increase of dilution of the BM on the carbon/low alloy steel side; the weld metal contains a hard martensite phase. This hard martensite phase has an extremely high hydrogen-induced delay cracking.
Possible combinations of ferrous metal grades.
Process weldability to dissimilar ferrous metal
Previous studies have investigated problems related to the most commonly used combinations, and a Schaeffler diagram has been developed, which predicts the microstructure composition depending on the alloy element. The Schaeffler constitution diagram in Figure 3 shows the relationship between the weld metal constitution and structure and possible problems. It can be noted that the microstructure is determined by the chemical composition of the metal. The thermal cycle is also a major factor because it governs the microstructure composition, which relate to the chemical composition.
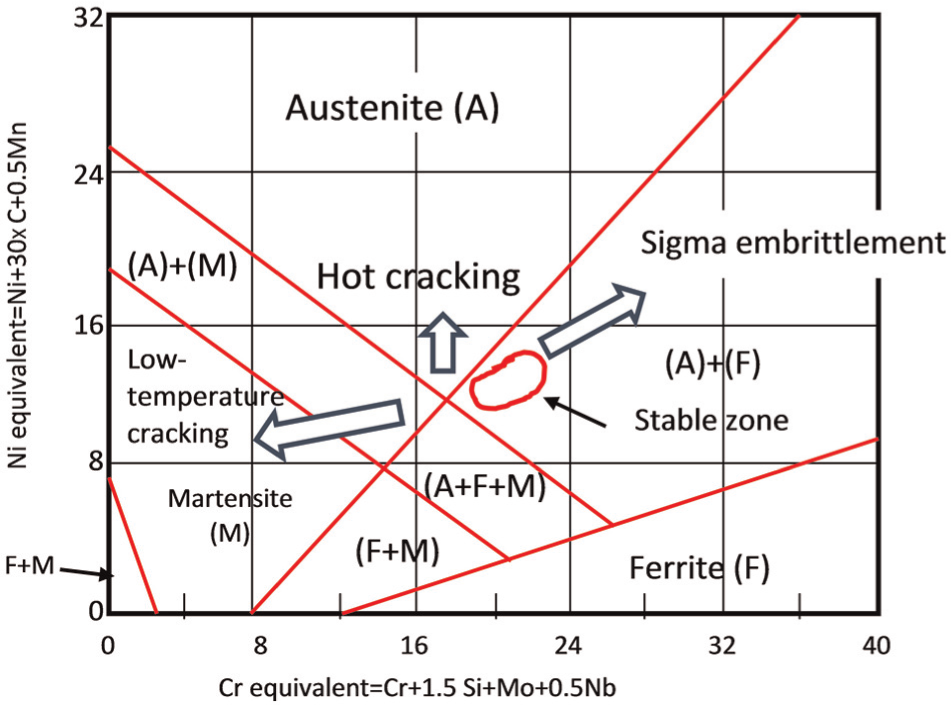
Schaeffler constitution diagram and problems facing welding of dissimilar metals, stainless steel and carbon steel. 24
An abundant literature exists on the fusion welding of dissimilar ferrous metals. Some of the most important recent research that implements advanced GMAW techniques and associated automatic operative methods or robotic methods is reviewed. Feedback controls enable full control of welding parameters such as current, voltage feed rate and gas flow rate and consequently result in significant improvement of weld properties.
A study by Mir Sadat and Srinivasa 25 evaluated the mechanical properties of the welded joint formed between dissimilar metals IS 2602 (S275JR according to EN 10025) and IS 45 C8 (C45E according to EN 8) and the effect of process parameters. The results lead to the conclusion that when materials with considerable differences in mechanical properties are joined by an arc welding method, the mechanical properties of the weld bead depend to a great extent on the type of filler material used, the heat input applied and the preheating and post heating conditions of the weld bead. The findings indicate that mechanical properties are considerably improved by the process control rather than being dependent mainly on the alloy element.
Lertora et al. 26 highlighted the use of a welding robot in a mass production setting. The weld source was controlled by a computerized system, super-imposition metal active gas (SP-MAG) welding process waveform, to obtain stable filler material transfer. The study investigated the best welding parameters when working with components with different metallurgical characteristics, such as S355 (EN 10025) steel and DP600 HSS (EN 10338). For the welding parameters used, it was found that the process demonstrated the ability to produce a dissimilar weld with adequate structural characteristics. Figure 4 shows the hardness profile with the absence of a softening area. The investigation did not extend into analysis of the weld microstructure of the dissimilar joint; however, the results were confirmed by Mir Sadat and Srinivasa. 25
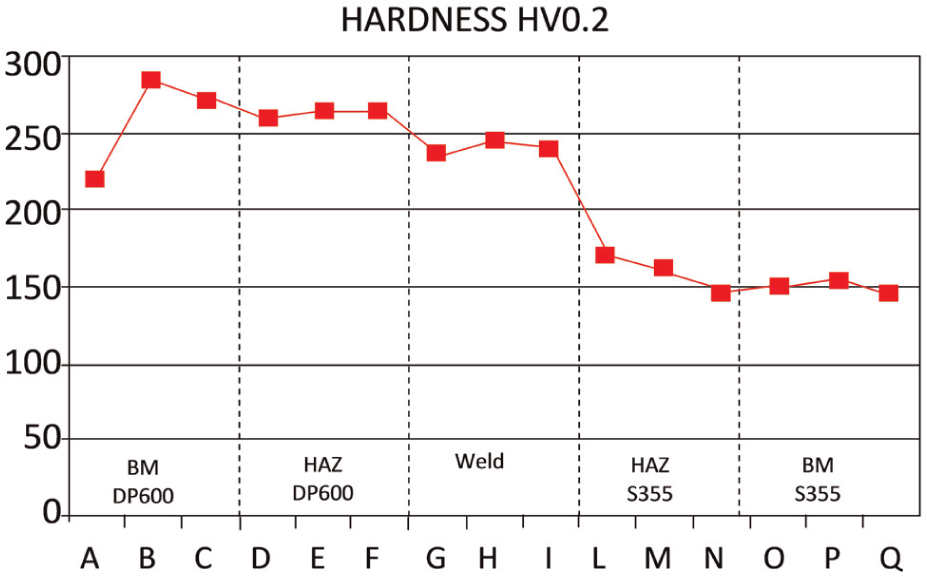
Hardness profile measured in a S355 steel-DP600 steel heterogeneous joint. 26
Semi-automatic metal active gas (MAG) welding was used to weld a dissimilar butt joint in research by Sedek et al. 27 A fine grained low alloy 18G2A steel (P355N according to EN 10028-2) and an austenitic 1H18N10T steel (X6CrNiTi18-10 according to EN 10088-2) were used. A weld was formed that was free of unacceptable defects. The study evaluated the residual stress relief in GMAW of dissimilar metals. Microstructures of the area close to the fusion boundary of the ferritic 18G2A steel and austenitic weld metal are shown in Figure 5(a) and (b), respectively, for the test joint stress relieved by annealing and by mechanically pre-stressing. It was found that mechanical stress relieving was better than thermal stress relieving (Figure 6). Faber and Gooch 28 investigated welded joint between stainless and low alloy steel. The result showed that thermal releasing was difficult to be applied because of different thermal coefficients and a potential for the reactive carbon to migrate to areas with a higher concentration of carbide forming elements. Figure 6 presents the variations in proof strength and hardness across a dissimilar joint for Sedek et al.’s work. The higher weld strength is seemingly due to a combination of the filler wire with Mn addition and the microstructure characteristic of the solidified metal. The distribution of residual stresses and their magnitude in as-welded dissimilar joints between ferritic–pearlitic and austenitic steels are similar to those measured in joints made of only one of the two materials. Vishniakas 29 studied the structure of welded austenitic 20X23H18 (X8CrNi25-21 according to EN 10095) and non-austenitic structural steel CT-3 (S235JR according to EN 10025-2) steel joints and noted that not only correct selection of welded materials influences the quality of joints, but the choice of optimal technology is important, as well. Teker and Kurşun 30 pointed out that when welding AISI 430 ferritic steel (X6Cr17 according to EN 10088-2) and AISI 1030 medium-carbon steel (C30E according to EN 10083-1) with Pulsed GMAW GMAW-P, welded joints exhibited superior tensile strength, less grain growth and a narrower HAZ compared to a GMAW welded joint, mainly due better heat control, a finer fusion zone (FZ) and higher fusion hardness. That is to say, the GMAW should provide optimal heat input and adequate performance to prevent the need for post-weld heat treatment.
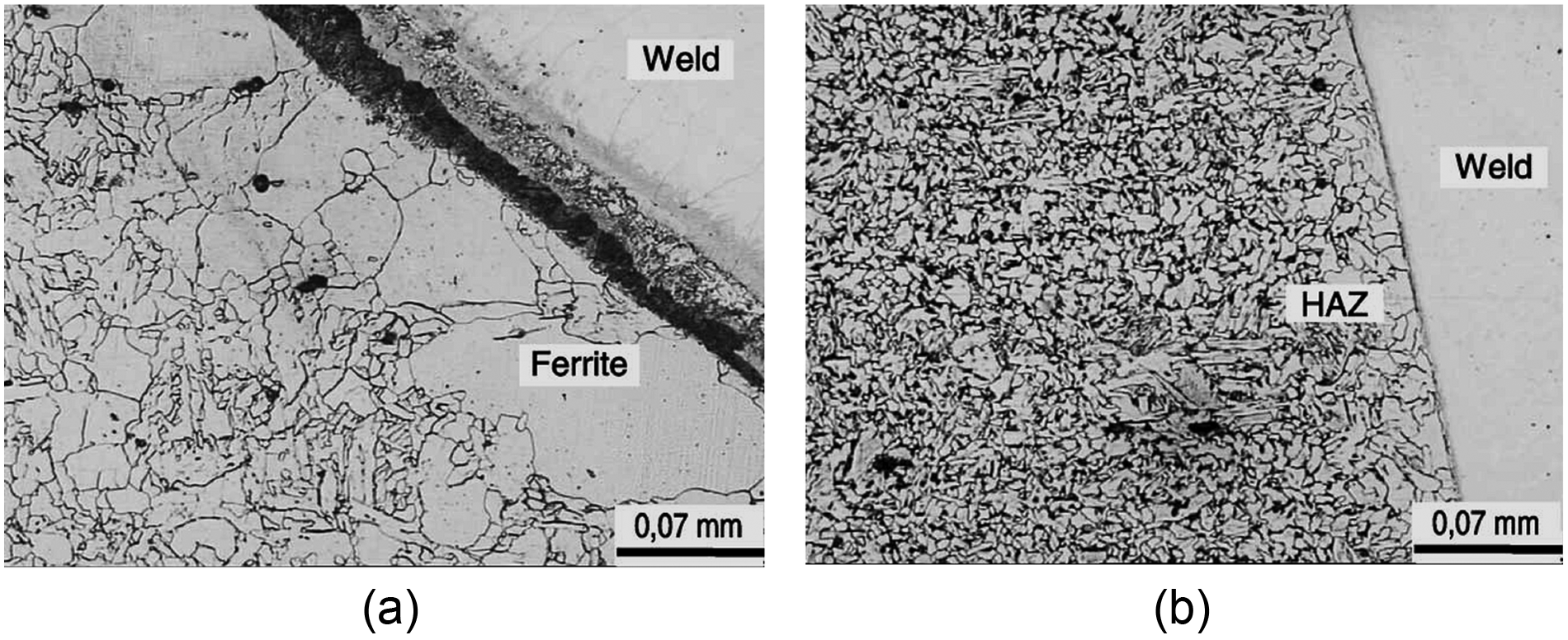
Microstructure of the 18G2A (S355 according to EN-10025)/1H18N10T (X10CrNiTi18-10 according to EN 10088-1) steel joints after stress relieving: 27 (a) after stress relieving by annealing at 850 °C and (b) after mechanical stress relieving.
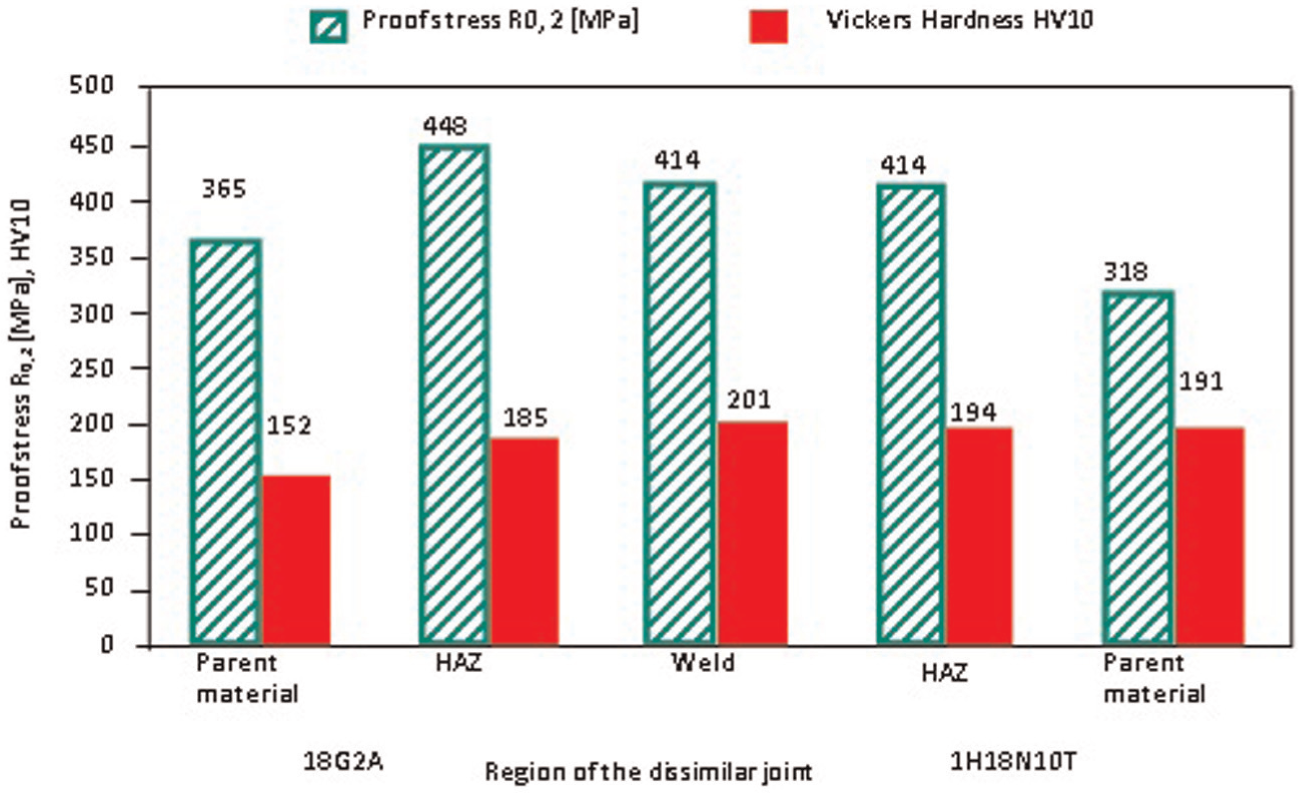
Variation in proof stress and hardness measured after welding across dissimilar welds. 27
A study by Wang et al. 31 evaluated the quality of dissimilar weld joints in GMAW and GTAW welding of UNS S31803 duplex stainless steel (X2CrNiMoN22-5-3 according to EN 10088-3) and API X70 low alloy steel (L485MB according to EN 10208-2) with ER2209 welding wires. The hardness profile of the dissimilar joints, welded respectively with GTAW and GMAW, in Figure 7 shows a higher hardness profile on the X70 side, due to carbon migration, which may be caused by the formation of harder micro-constituents (martensite/carbides). Bala Srinivasan et al. 32 observed that the diluting effect of X70 steel and fast cooling of the molten pool led to alloy element gradients near the fusion line. The findings clearly show that different processes provided different welding results. For example, the current density of the GTAW weld metal was higher than the GMAW process and as a consequence, GMAW welded joints exhibited higher seawater corrosion. High presence of austenite in the GMAW weld increased the mechanical properties benefits and corrosion resistance.
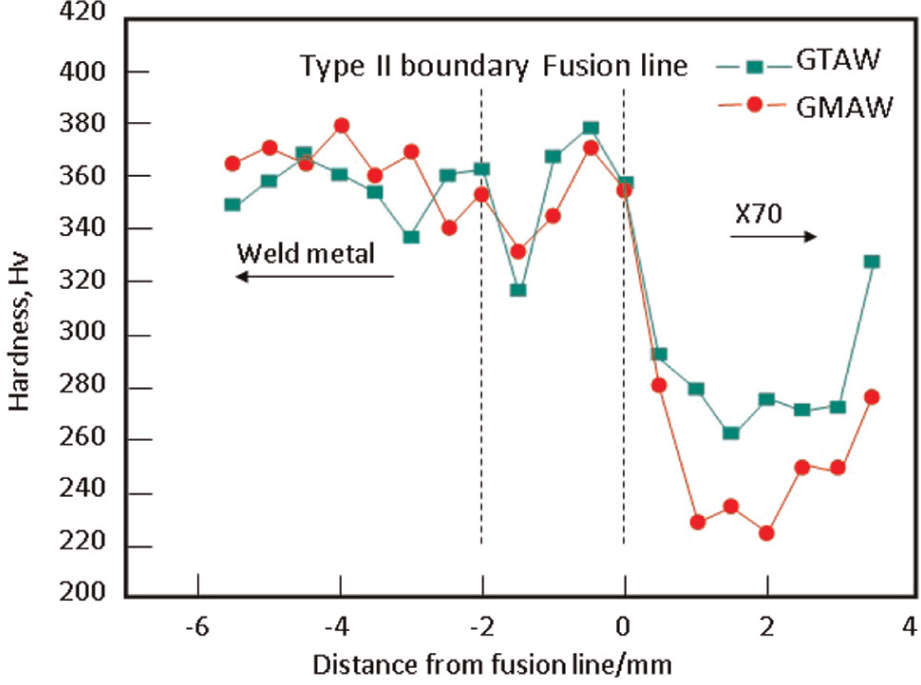
Hardness distribution of DMW (UNS S31803 duplex stainless steel/X70) weld metal and X70 side. 31
Kim et al. 33 carried out an investigation on dissimilar welds between STS441 (X2CrTiNb18 according to EN 10088-2), a ferritic stainless steel, and SS400, a carbon steel, using GMAW with an STS430LNb (Er430LNb) electrode. The fracture behaviour of the dissimilar weld was analysed by microstructural observation and thermo-mechanical tests. Martensite was formed between the SS400 (S275JR according to EN 10025-2) and the weld, and a high tensile temperature test at 900 °C revealed that the tensile strength was equal to that of the STS441 BM and the martensite had little effect (Figure 8). However, fatigue life was inferior because of softening and the presence of martensite. The microstructure and mechanical properties such as tensile strength and fatigue resistance were significantly affected by the heat input control. Maruyama 24 reported that during welding of stainless steel to carbon and low alloy steels, it is of the utmost importance to predict the nature of the mixed-composition weld metal, and key aspects to be considered include appropriate selection of welding additives and welding conditions. The observation gives clear evidence that different factors are to be controlled carefully and need to be adjusted as the welding is performed. Consequently, only feedback control is suited for the task.
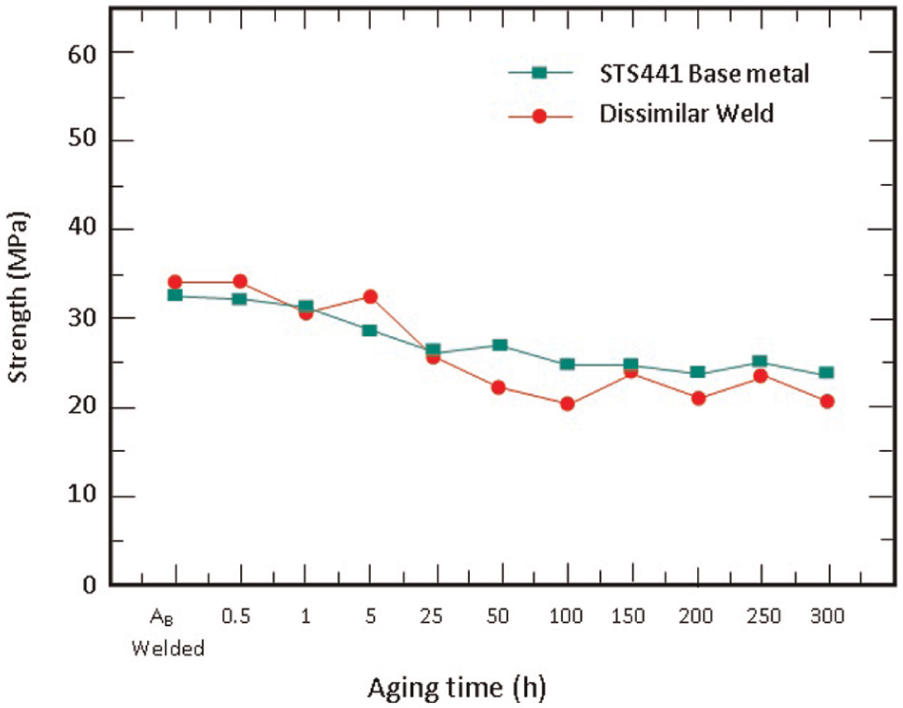
High-temperature tensile strength with various ageing times. 33
Dissimilar welding of non-ferrous metals
Some dissimilar non-ferrous metals have been joined routinely for many years. A7xxx (AlZn5Mg according to EN AC-71000) and A2xxx (AlCu4MgTi according to EN AC-21000) series age hardening super-high-strength aluminium alloys are widely used in the aircraft structural industry and for lightweight carrier structures, due to their specific set of characteristics, namely, high strength, lightweight and good machinability.34–37 Other dissimilar welds, such as aluminium to titanium, titanium to nickel and aluminium to uranium, are new combinations that can be found in applications in aerospace and nuclear hardware.
Dissimilar non-ferrous metal welding difficulties
Table 2 presents observations on and difficulties encountered in welding dissimilar non-ferrous metals. Aluminium and titanium fusion welds form IMCs that are exceedingly brittle. The aluminium to copper dissimilar weld is also limited by the formation of brittle IMCs. Titanium is difficult to fusion weld to a nickel-based alloy because it forms brittle IMCs with almost every element contained in such alloys (Ni, Fe, Cr, Mn and Si). The physical properties of titanium differ widely from those of copper. Moreover, the solubility of copper in α-titanium is low. Copper and nickel are mutually soluble in each other. Therefore, welding these two metals and their alloys does not present serious problems.
Combinations of DMW of non-ferrous metals.
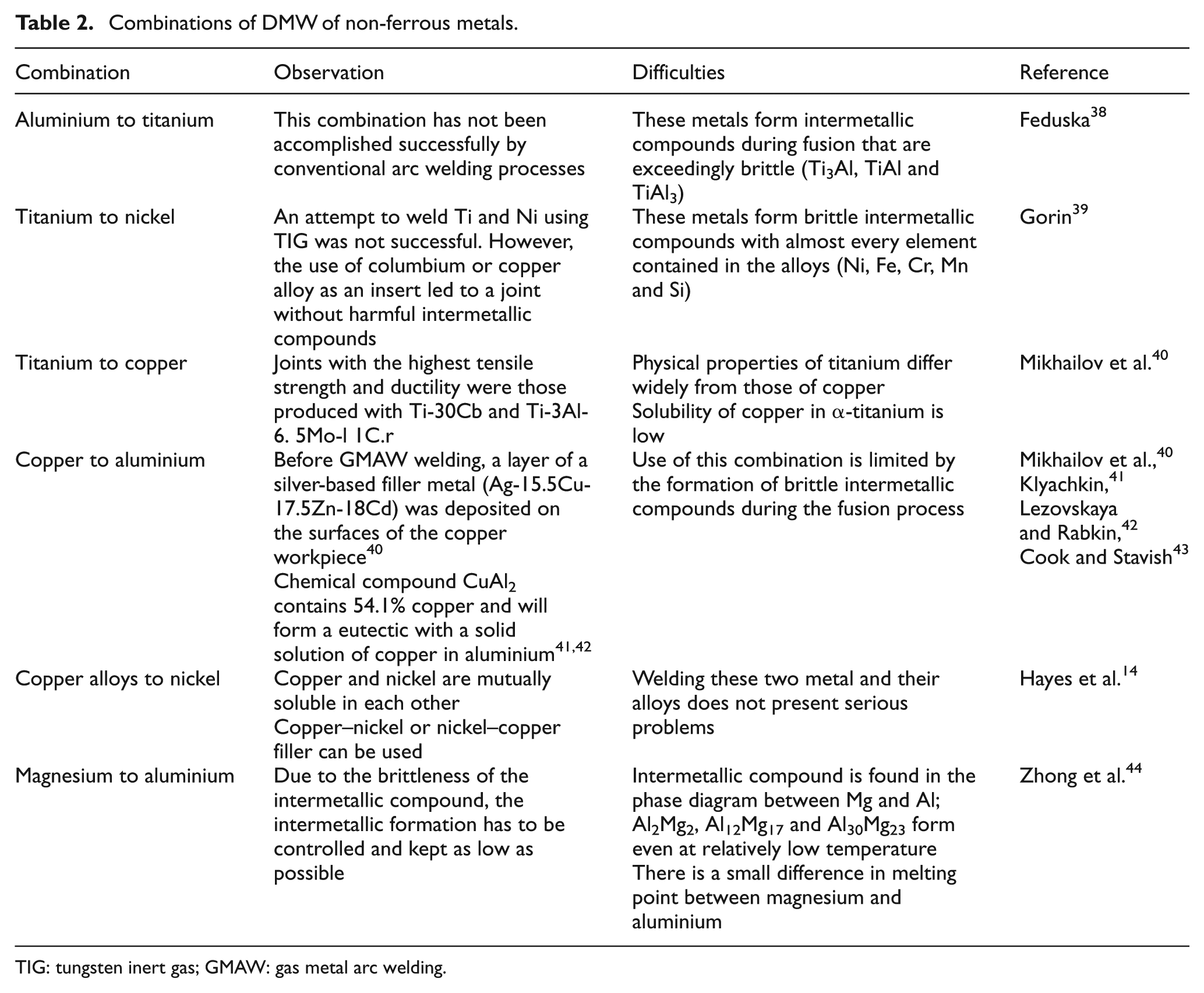
TIG: tungsten inert gas; GMAW: gas metal arc welding.
Process weldability to dissimilar non-ferrous metal
An abundant literature focuses on GTAW welding. Although productivity of GTAW welding is significantly less than GMAW welding, the research, however, gives an indication of the properties of the joints formed and allows for an objective analysis by making a comparison with available experience of advanced GMAW processes.
Shang et al. 45 investigated dissimilar welding between AZ31B Mg (EN-MAMgAl3Zn1 according to EN 12438) and 6061 Al (EN AW-AlMg1SiCu according to EN 573-3), which were joined using the advanced GMAW process of cold metal transfer (CMT) welding. These aluminium grades were successfully welded using advanced GMAW with improved weld quality. Figure 9(a) and (b) shows the optical micrograph of the FZ, Mg side and Al side, respectively. A variety of Al-Cu IMCs were observed, that is, Al-Cu, CuAl2 and Cu9Al4 were present in the FZ, and a Cu-based solid solution was generated in the weld zone, while Cu2Mg and Al-Cu-Mg ternary eutectic structures were formed in the FZ of the Mg side.
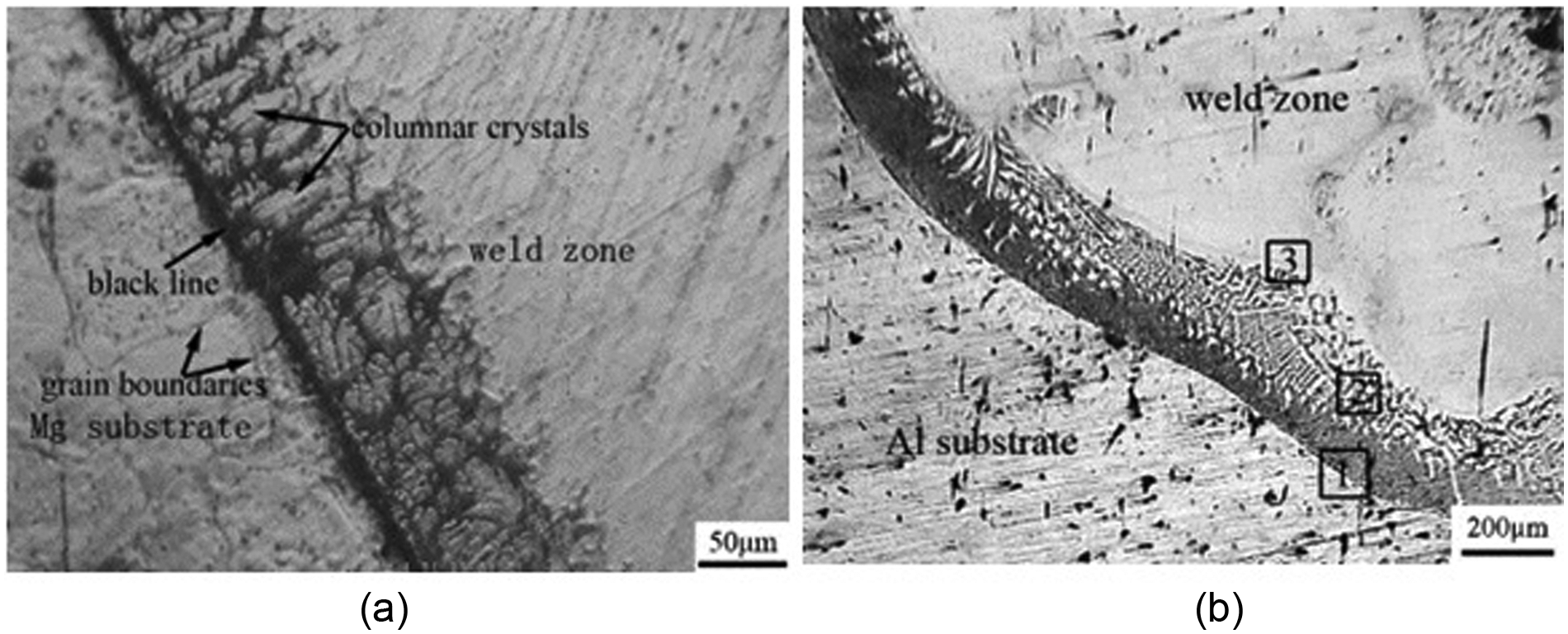
Optical micrograph in fusion zone of (a) Mg side and (b) Al side. 45
The distribution of micro-hardness of one sample in Shang et al.’s study is shown in Figure 10; the values in both sides increased sharply in the FZ. The maximal values were 362 HV in the Mg side and 260 HV in the Al side. The tensile strength of the joint was 34.7 MPa. Fracture, however, occurred in the FZ of the Mg side where the value of micro-hardness was the highest. These results are particularly important because they support the hypothesis that enhancement of welding processes improves the mechanical properties of Mg/Al dissimilar welds. Studies by Liu et al., 12 Zhu and Xuan 46 and Li et al. 47 confirmed the structural compounds and their effects on the weld. A variety of IMCs of Al-Cu and Al-Mg that formed near the FZ endowed the weld its high hardness and the IMCs inevitably led to embrittlement of the joint and caused stress concentration, which reduced joint strength.
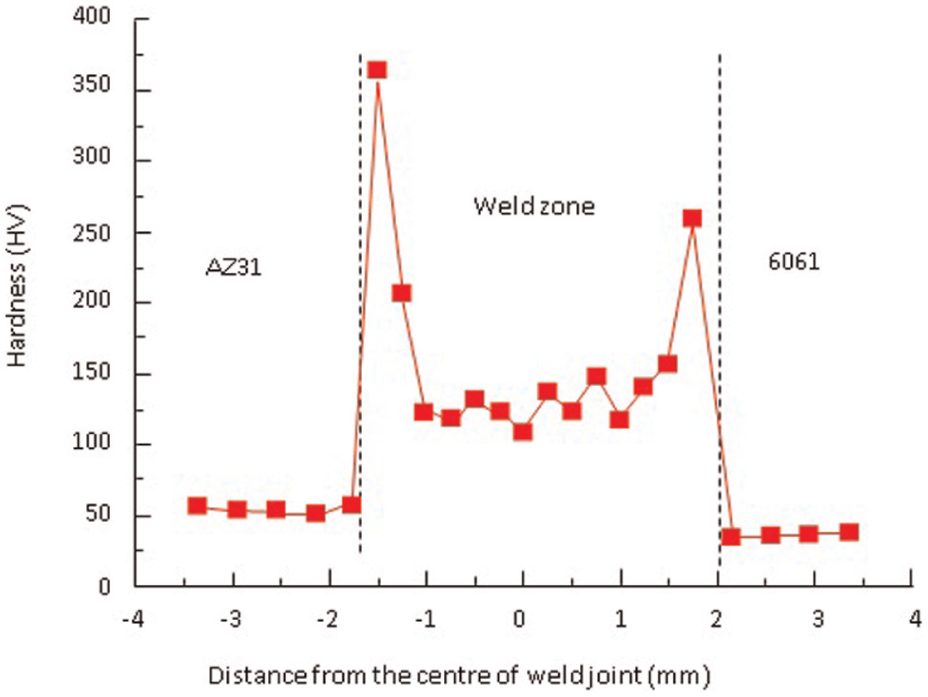
Micro-hardness distribution of AZ31B Mg/6061 Al welded joint. 45
AZ31 magnesium and 2B50 (ENAW-AlCu4SiMg according to EN 573-3) wrought aluminium alloys were fusion welded using the advanced GMAW Cold Process (CP) in experiments by Zhang and Song. 13 Joining of aluminium and magnesium alloys is feasible with zinc foil as the interlayer, the presence of which prevents weld burn-through and macroscopic cracking. There was an absence of Al-Mg compounds when zinc foil was used as the interlayer. The tensile strength of the lap joint reached 64 MPa. These results validate a new method by which AZ31 metals may be joined using adaptive GMAW processes.
Weldability with GMAW-P of aluminium alloy AA6082 (EN AW-AlSi1MgMn according to EN 573-3) with an aluminium AA6092 (AlMgSiCu) reinforced with ceramics at 25 vol.% SiC particles, with sizes in the range of 1–8 μm, giving a composite matrix material with specification (AA6092/SiC/25p), using as filler metals, both Al-5Mg (ER5356) and Al-5Si (ER4043) alloys have been studied by Lean et al. 48 One of the main requirements to gain reasonable weldability was to reduce the maximum heat input to limit a possible reaction between the molten aluminium matrix and SiC particles, which would produce aluminium (Al4C3) inside the weld pool and fusion line. The application of a post welding heat treatment made possible 100% recovery of the parent unreinforced alloy tensile strength. Ellis 49 and Lane 50 pointed out the difficulties in heat input control, arc stability and optimization of welding parameters that are encountered when welding dissimilar metals of reinforced and unreinforced aluminium alloys with conventional arc welding. Consequently, weld mechanical properties of dissimilar metal can be achieved with the process ability to control heat input and the post welding treatment.
Luijendijk 51 conducted experiments in which different grades of aluminium were welded using GTAW with different filler metals. The ultimate tensile strength (UTS) result, given in Figure 11, showed that the UTS of welds of dissimilar materials of strain hardened alloys of the 5xxx (EN AC-AlMg according to EN 573-3) series does not depend significantly on the travel speed and the plate thickness of the material. Only a small increase in strength was measured with increasing travel speed and decreasing plate thickness. Menzemer et al. 52 carried out an experiment with AA6061 and AA5083 (ENAW-AlMg4.5Mn0.7 according to EN 573-3) with electrode 5053 to weld a dissimilar fillet weld by a manual GMAW process. The result revealed that the manual welding process produces adequate fusion, while minimizing structure defects. According to Olabode et al., 53 in aluminium alloys welding processes, challenges such as heat input control, hot cracking, porosity and weldable thickness vary with the process used. This comparison suggests that advanced GMAW processes can be considered to be an alternative to GTAW in welding aluminium in such combinations.
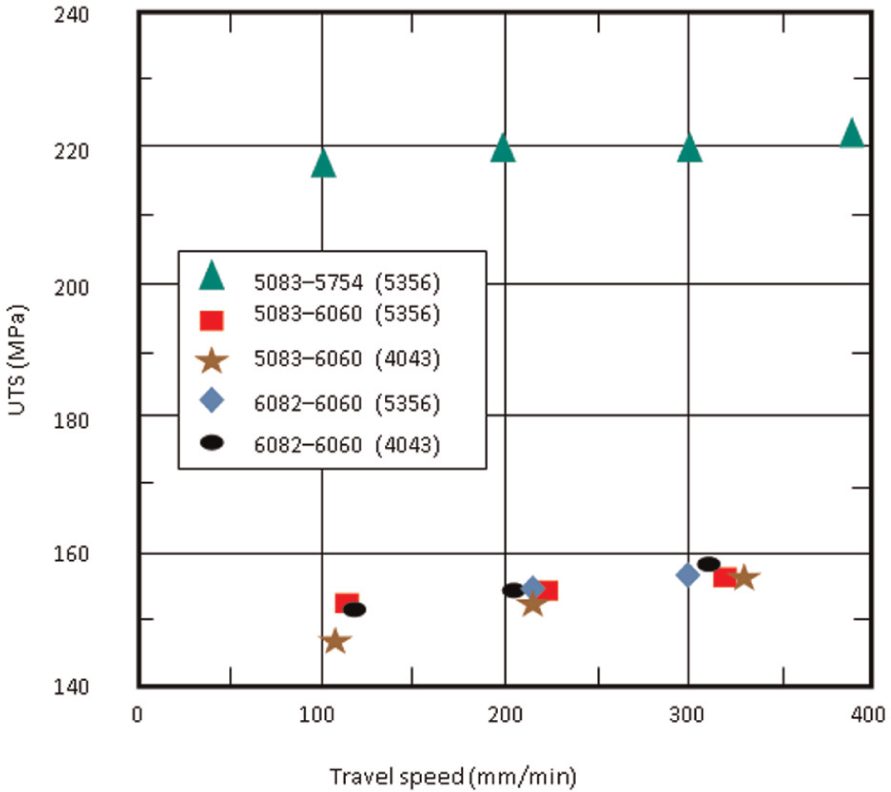
Ultimate tensile strength (UTS) versus travel speed for three different material combinations; thickness of 5 mm; filler metal ER5356 and ER4043. 51
Dissimilar aluminium 6061 and 7075 (ENAW-AlZn5.5MgCu according to EN 573-3) alloys in various combinations were investigated by Sevim et al. 54 The combinations were set in two groups: as-received 6061 and 7075, coded respectively 6x and 7x, artificial aged specimen 6061 and 7075, coded respectively 6a and 7a. Their study used an advanced synergic pulsed GMAW process that is a digital power source using software to control welding operation. It was shown that pre-welding ageing heat treatment improves the mechanical properties of the weld. Figure 12 shows micrograph areas of the dissimilar weld: weld metal, FZ, BM and HAZ. It can be observed that the HAZ in the 6061 Al alloy portion is narrower than in the 7075 Al alloy because of thermo-physical differences. Moreover, 6061 Al has two distinct areas whereas the 7075 Al has three distinct areas. Al-Zn and Al-Mg intermetallic formation was detected in an X-ray diffraction (XRD) analysis of the weld metals.
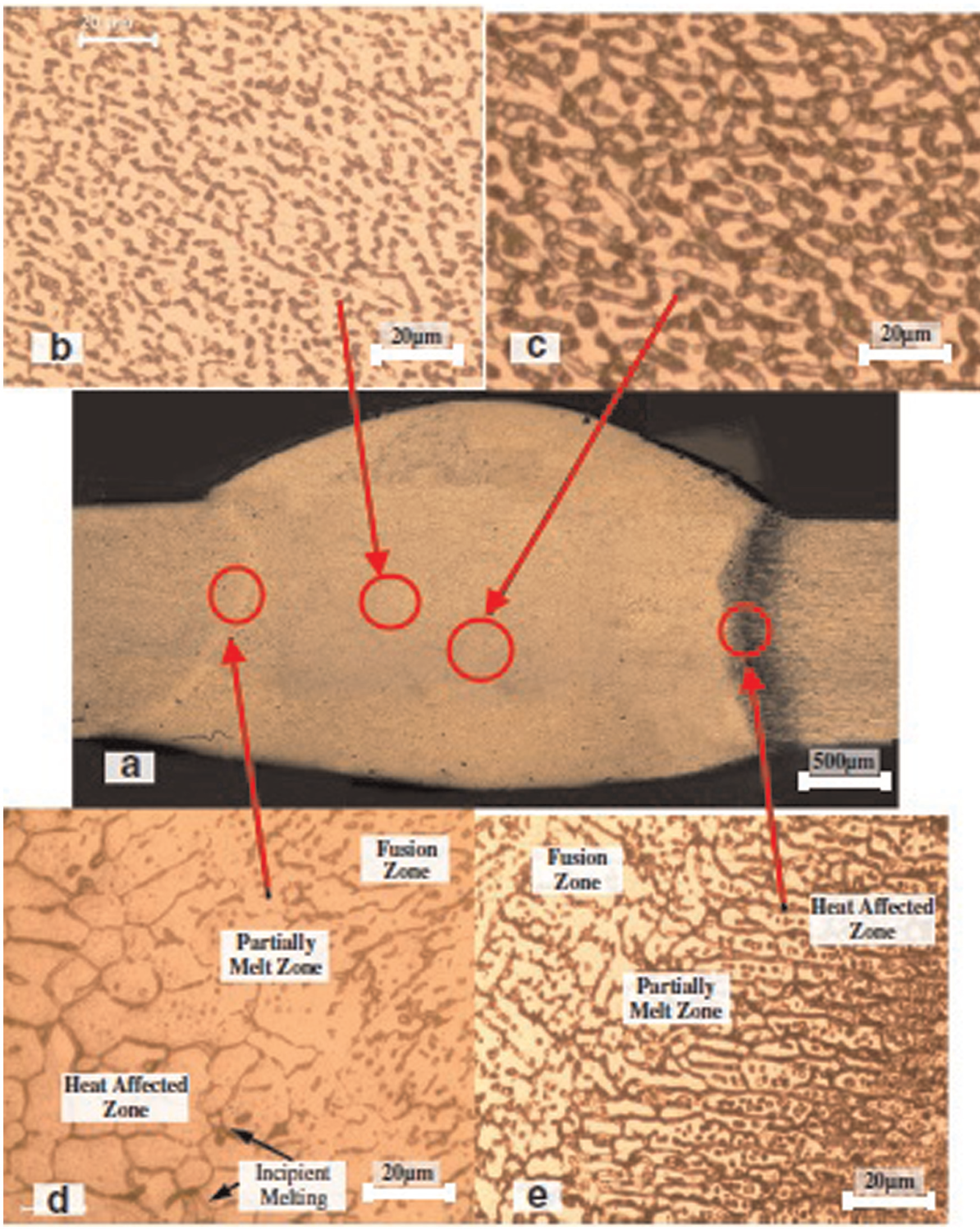
(a) Dissimilar weld cross-section macrograph 6061 Al/7075 Al, (b) base metal and HAZ, (c) weld metal and (d) 6061 Al HAZ, 7075 Al HAZ. 54
The effects of a pulsed current of gas tungsten arc welding (GTAW) and post-weld ageing treatment on the tensile properties of argon arc-welded high-strength 7075 Al alloy were studied in Balasubramanian et al. 55 The enhancement in strength is approximately 25%, compared with continuous current GMAW joints, and an additional enhancement in strength of 8%−10% is obtained by the post-weld ageing treatment. In addition, the pulsed current effect on 6061 Al was investigated in Senthil Kumar et al., 56 where it was found to improve the mechanical properties of the welds compared to continuous current welds due to grain refinement occurring in the FZ. The effect of ageing on the distribution of hardness in dissimilar welds of 6061 Al and 7075 Al is illustrated in Figure 13. A slight effect was observed in both directions: 6x: 6061Al alloy; 6a: 6061Al alloy; 7x: 7075 Al alloy; 7a: 7075 Al alloy. The results support the correlation between pre-welding ageing treatment and weldability of 6061 Al and7075 Al dissimilar joints and the welding process.
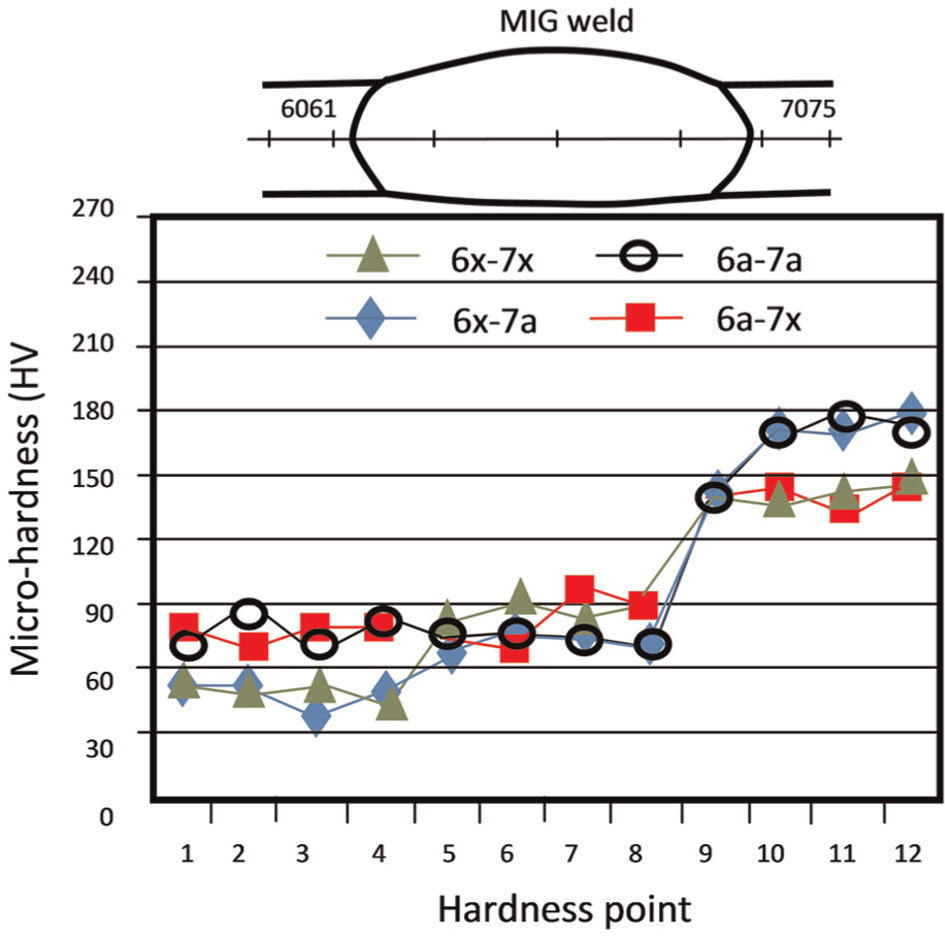
Micro-hardness of GMAW welded joints of dissimilar 6061 Al/7075 Al. 54
Dissimilar welding of ferrous and non-ferrous metal
Despite industrial interest in welding ferrous and non-ferrous metal, relatively little research has been reported. The joining of ferrous to non-ferrous metals is far more complicated than the joining of dissimilar ferrous metals because of the greater variation in the physical, mechanical and metallurgical properties of the metals being joined. The extent of these property differences is an excellent indication of the difficulties to be anticipated in joining such metals.
Dissimilar ferrous–non-ferrous metal welding difficulties
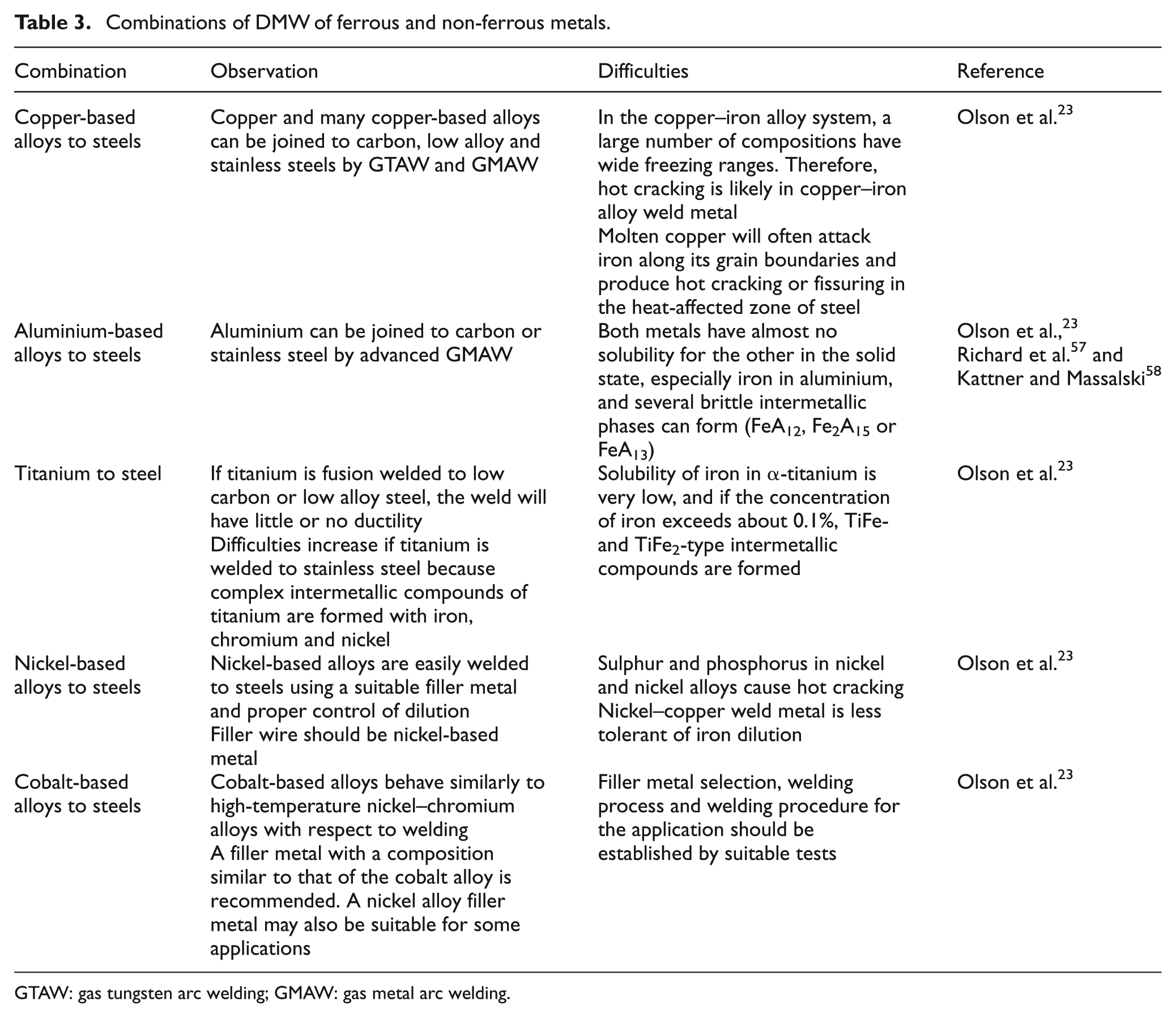
Table 3 presents an overview of various combinations of dissimilar ferrous and non-ferrous metals that have been studied. Nickel-based alloy welds are hot cracking sensitive to the quantity of impurities such as phosphor and sulphur. Consequently, the dilution in dissimilar welds should be carefully controlled because of the presence of high amounts of phosphor and sulphur in some steels. Nickel-based weld metal can accept a substantial amount of iron dilation, but the dilation limit generally varies with the welding process. With gas shielding processes, for instance, nickel–copper weld metal is less tolerant of iron dilution, especially if the weld is to be thermally stress relieved. 23 Welding behaviour of dissimilar cobalt-based alloys to steels displays similar characteristics to high-temperature nickel–chromium alloys. Titanium is not compatible with iron. Solid solubility is limited and brittle IMCs are formed in the solid state, causing low ductility welds. Aluminium and steel have a wide difference in the melting temperature and consequently, the aluminium will be molten and fluid before the iron is well heated. Based on the aluminium–iron phase diagram, these metals form IMCs and eutectic compositions. Copper and iron mix completely in the liquid state but have limited mutual solubility in the solid state. In a copper–iron alloy system, a large number of compositions have wide freezing ranges and hot cracking is, therefore, likely to occur in copper–iron alloy welds.
Combinations of DMW of ferrous and non-ferrous metals.
GTAW: gas tungsten arc welding; GMAW: gas metal arc welding.
Process weldability of dissimilar ferrous and non-ferrous metal
The presence of an IMC layer causes embrittlement of dissimilar welds of steel and aluminium. According to Zhang and Feng 59 and Lee et al., 60 the embrittlement of the weld can be minimized if the IMC is kept lower than 10 μm. A study by Park et al. 61 evaluated the characteristics of welds resulting from joining of the dissimilar alloys, steel SPRC440 (cold rolled structural steel: 440 N/mm2 of tensile strength) (C440 according to EN 10139) and aluminium alloy 6K21(EN AW-6022) (AlSi1.2Mg0.6 according to EN 573-3). The joint was made with AC pulse metal inert gas (MIG) welding, which alternates between direct current electrode positive (DCEP) and direct current electrode negative (DCEN) modes based on the EN ratio. A thin IMC layer was obtained due to the lower heat input to the BM resulting from the EN ratio control (Figure 14). The quality of the weld was enhanced as a result of AC ratio GMAW control. Figure 15 shows the results of tensile strength tests. It can be observed that as the EN ration increased, the tensile strength increased regardless of the existence of a gap.
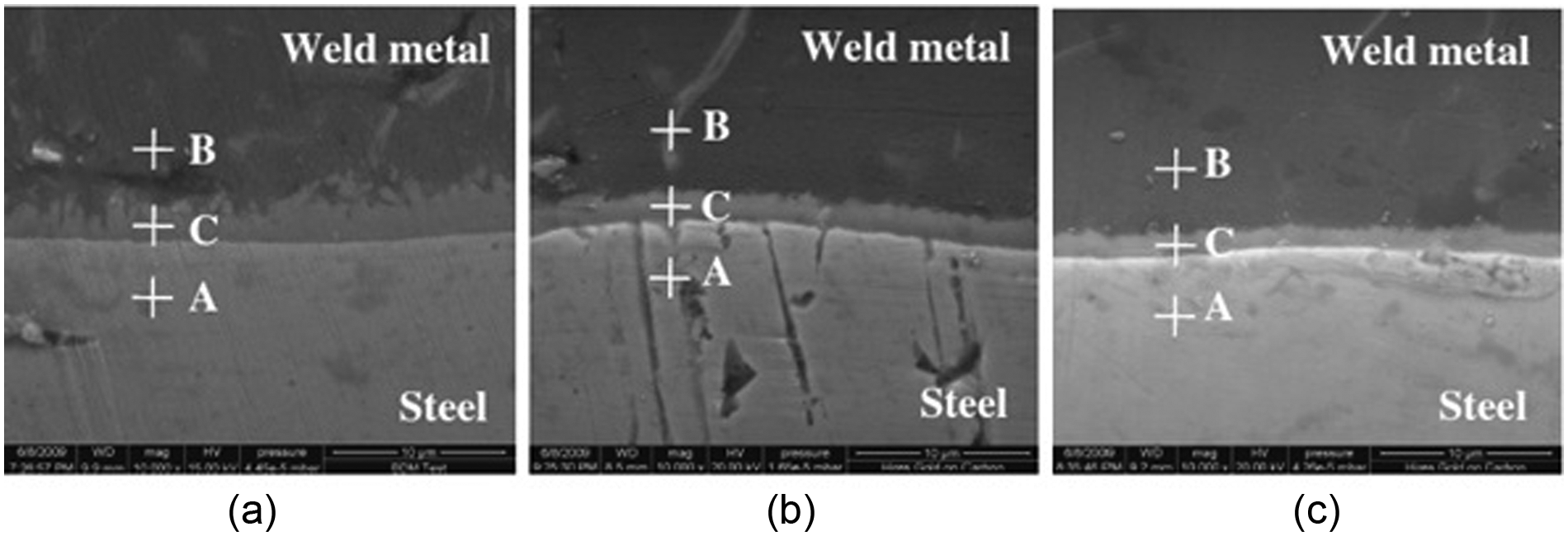
SEM analysis of SPRC440 joining of SPRC 440 steel to aluminium 6K21: 61 (a) EN ratio 0%, (b) EN ratio 10% and (c) EN ratio 20%.
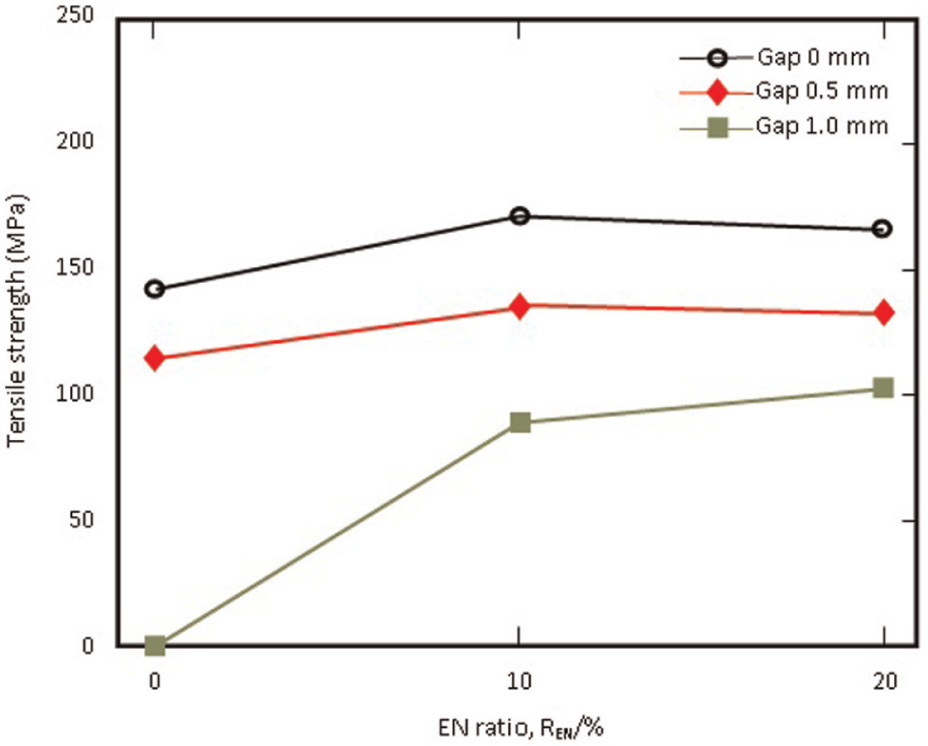
Tensile strength of welded joints of SPRC 440 steel to aluminium alloy 6K21. 61
In the study carried out by Potesser et al., 62 aluminium (5xxx and 6xxx (Al-Mg-Si)) and steel sheets (low carbon steel with a zinc coating) were welded using CMT GMAW process. The morphology and thickness of the intermetallic phases (IMPs) correlate with the content of the alloying elements Si, Mn and Zn. The IMP is thicker when using the solder alloy SSAlSiMn than when using AlSi5. The lower Si content is responsible for this effect. The advanced GMAW CMT process forms the ductile FeAl3 phase using a solder alloy like SSAlSiMn or AlSi5. Lu et al. 63 investigated the arc welding method for bonding steel with aluminium, and Zhang et al. 64 studied Al 1060-Zn-coated steel (DX54D + Z200 according to EN 10346) welded using the advanced GMAW CMT process. Both confirm that the growth of the IMC crystal can be effectively controlled by reducing the heat input in the arc welding process. These findings support claims that advanced adaptive GMAW processes can optimize welding parameters and control the heat input. Moreover, associated with a suitable alloy the enhanced controllability of advanced GMAW can ameliorate the ductility of IMCs.
Figure 16 presents the hardness testing results of Zhang et al.’s 64 study, which confirm the presence of a hard IMC layer. The bar graph compares low heat input (sample A: 613.2 J/cm) and higher heat input (sample B: 961.5 J/cm). The hardness of the interface layer is much higher than that of the BM and the weld metal and is found to vary for the corresponding IMC phases. The hardness is much higher for the high heat input weld (Sample B).
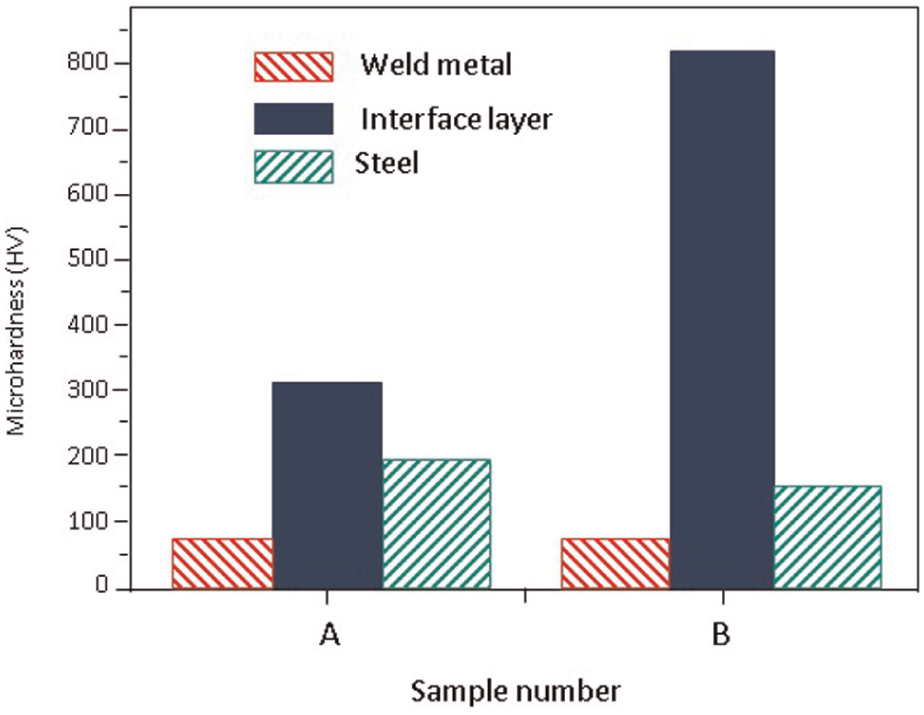
Micro-indentation hardness test results of joints made using different heat inputs (A: lower heat; B: higher heat). 64
Welding copper to low carbon steel can result to the occurrence of various flaws, such as cracks, shrinkage, porosity and the formation of fragile intermediate layers in the different carbon steel HAZ.65,66 Scutelnicu 67 states that the most important issues caused by the welding processes are encountered in the transition area from weld to carbon steel. Figure 17(a) and (b) shows the microstructure of carbon steel and copper, respectively. It can be observed that there are considerable differences in the grain size. The investigation revealed the influence of the welding process parameters on the structural modification, both in the HAZ of the carbon steel and in the grain growth in the HAZ of the copper. Therefore, in order to achieve a qualitative joint, it is recommended that a welding technology be used, which affects the carbon steel as little as possible, minimizing the width of the transition zone and HAZ.
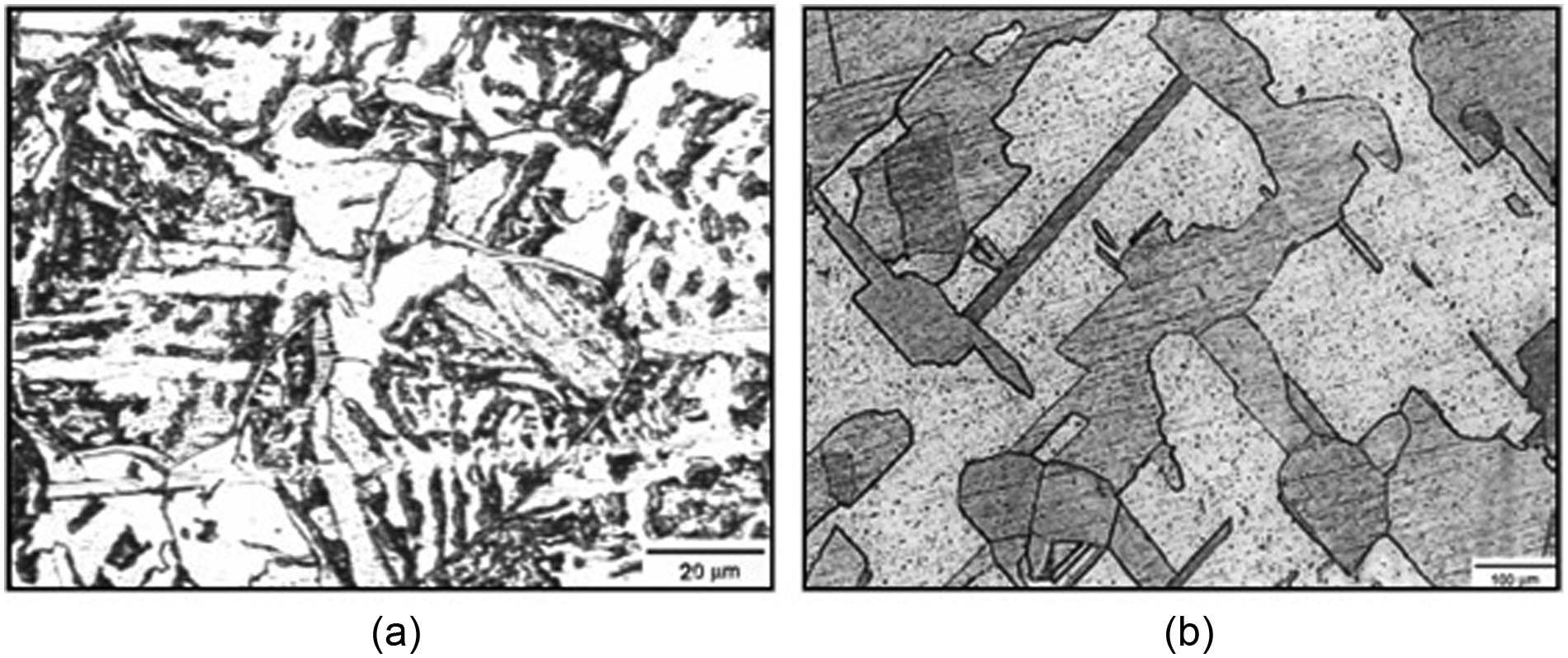
Low carbon steel and copper microstructures: 67 (a) grain-coarsening region of low carbon steel and (b) HAZ of copper.
Comparison and benefit
Advanced GMAW processes with conventional GMAW process in DMW are compared. Table 4 presents the relationship between welding control technologies, combinations of BMs and expected weld quality. It can be clearly seen that the control mode has a very significant effect on the chemical, physical and mechanical properties of the weld. The control modes regulate the size of the HAZ, the composition of IMCs and the microstructure of the weld and the HAZ, and thus overall weld quality. The acceptable weld properties require thin layer of IMC, sufficient dilution to minimized alloy elements migration and excessive HAZ, which result to softening area.
Comparison of advanced GMAW concepts when used in DMW.
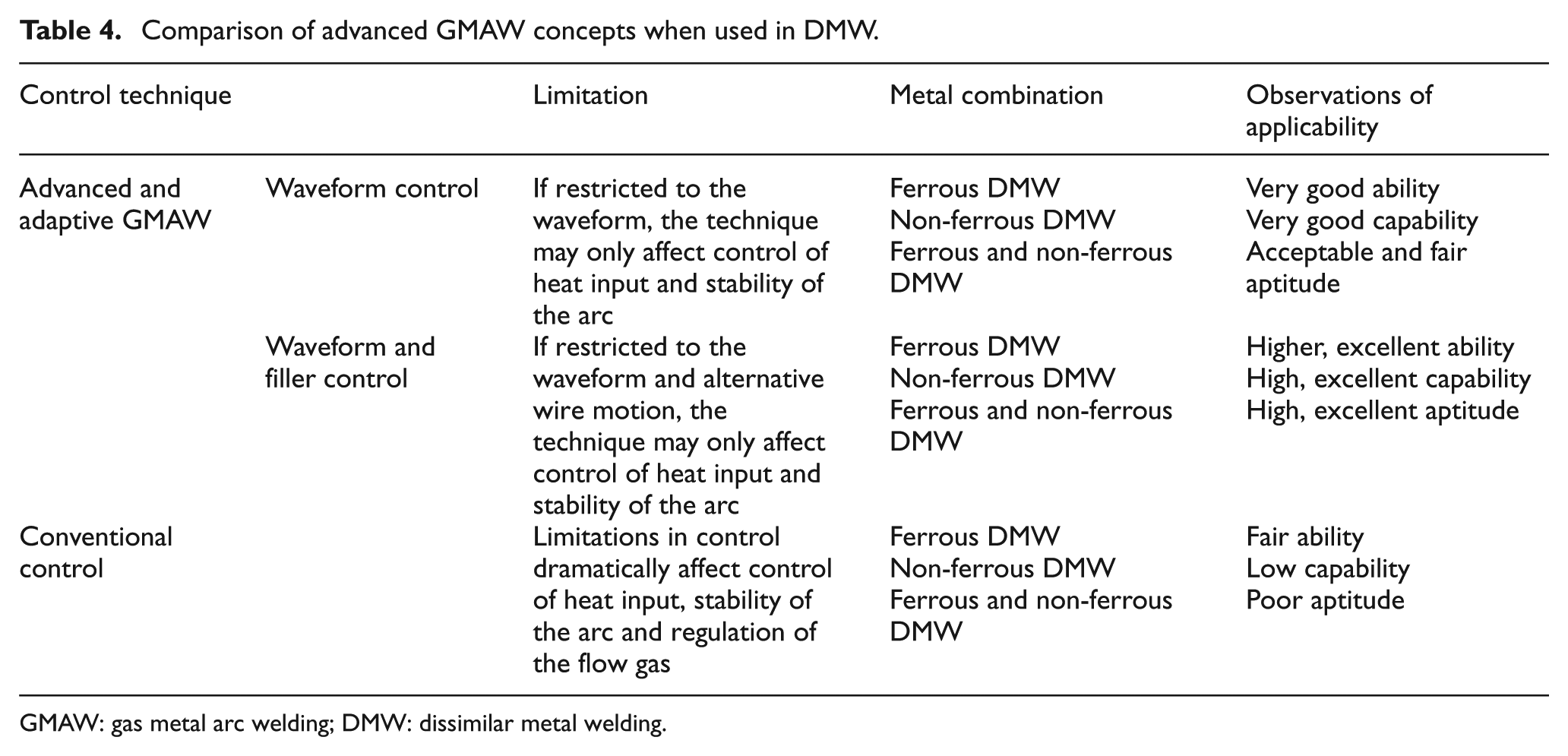
GMAW: gas metal arc welding; DMW: dissimilar metal welding.
Conclusion
This study investigated advanced and adaptive GMAW processes as applied to dissimilar welding and presented data of relevance to improvements to welding procedure specifications. Based on the review of previous studies, the following conclusions can be drawn.
The weldability of dissimilar ferrous requires different criteria, the BM properties, the electrode, the in-service, as well as the selection of the welding process. The efficiency of adaptive controlled processes is around 85% when measured with a liquid nitrogen calorimeter. The utilization of robots with advanced process GMAW for welding dissimilar metals, such as S3455 and advanced high-strength steel (AHSS), gives satisfactory results as regards both the composition of the microstructure and the physical properties. When STS441, a ferritic stainless steel, and SS400, a carbon steel, were welded with GMAW, the dissimilar weld had a high-temperature tensile strength equal to STS441, and martensite at the interface had nearly no influence on the high-temperature tensile strength of the dissimilar weld.
Adaptive control GMAW permits optimization of welding parameters such as current, voltage, electrode feeding rate and contact tip to work distance (CTWD), which improves its feasibility for fusion welding of dissimilar metals. This feasibility is achieved by dilution control improvement and the reduction of alloys elements migration, such as phosphor, sulphur and carbon, are minimized. The ability to control dilution is beneficial for dissimilar weld of high alloy to stainless steel, and quenched steel to ferritic steel.
Welding quality of dissimilar non-ferrous metal is enhanced using adequate process. Mg/Al dissimilar metals could be successfully joined by CMT welding, with pure copper as a filler metal. A variety of Al-Cu IMCs were formed and the bonding strength of the joint was 34.7 MPa. Fractures occurred in the FZ of the Mg side, where the value of micro-hardness was highest. The fractures occurred in locations with embrittlement compounds. AZ31 magnesium and 2B50 wrought aluminium alloys were successfully fusion welded using an advanced GMAW CP. The melting zone and HAZ of the GMAW welds had different widths in heat-treated 6061 and 7075 alloys in various combinations. The hardness value of the welded metals can increase significantly depending on ageing temperature and time. Tensile strength and hardness values of the weld increase with the intermetallic formation accomplished. Joining aluminium and magnesium alloys is feasible with zinc foil as the interlayer, the presence of which prevents weld burn-through and macroscopic cracking.
The fusion weldability of dissimilar non-ferrous and ferrous is very difficult for most combination because there are very little solid-state compound in their binary phase diagrams. The conventional GMAW process produces fairly different non-ferrous welds because of poor quality control. Inadequate control does not alloy the process to meet the narrow range of solubility between non-ferrous metal (e.g. Al/Fe). Enhancement of control found with advanced GMAW gives the possibility to meet the welding parameters required. The best achievement is to reduce significantly the IMC layers.
When joining SPRC 440 steel and 6K21 aluminium alloy by AC pulse MIG welding, a thin IMC layer was obtained due to lower heat input to the BM. As the EN ratio increases, the IMC decreases. Based on the analysis of tensile strength in relation to changes in the EN ratio, it was found that as EN ratio increased, the tensile strength value improved with good gap bridging ability.
Dissimilar metal joining of Al to zinc-coated steel sheet without cracking is possible in a lap joint by means of a modified MIG (CMT) welding–brazing process. The thickness and composition of the IMC layer varied with the weld heat input. Despite the formation of IMC phases, the interface between the steel and weld metal is not the weakest point of the joints. To perform a qualitatively acceptable weld of steel to copper, it is recommended that a welding technology be adopted that affects the carbon steel as little as possible, minimizing the width of the transition zone and HAZ.
Selection of the welding process is a key factor when welding dissimilar non-ferrous and ferrous metal, just like selecting the proper electrode. Since heat input affects dilution and alloy element migration, the greater flexibility and sensitivity of adaptive GMAW allows a reduction in the dilution and residual stress caused by differences in the thermal coefficient.
Footnotes
Appendix 1
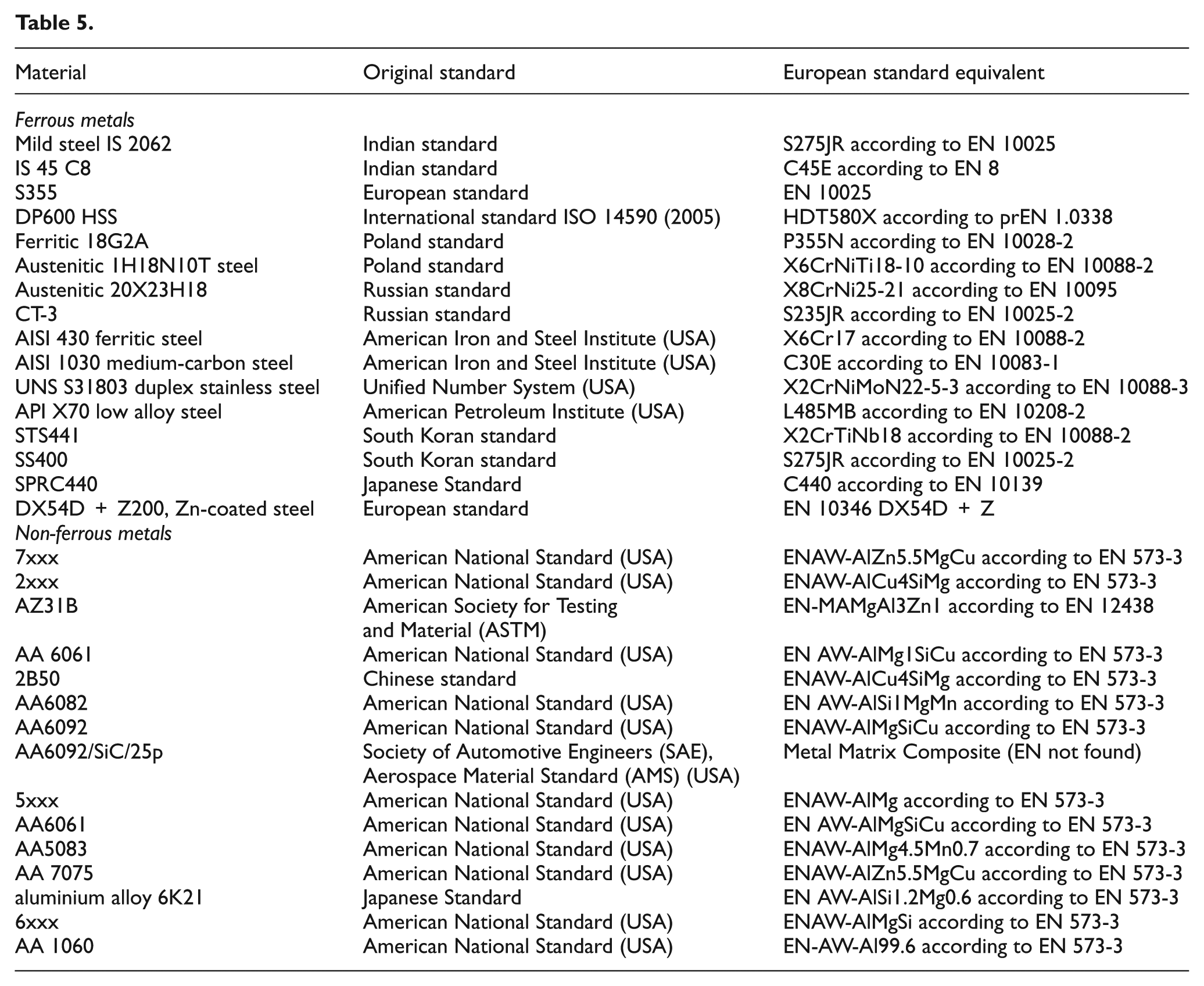
| Material | Original standard | European standard equivalent |
|---|---|---|
| Ferrous metals | ||
| Mild steel IS 2062 | Indian standard | S275JR according to EN 10025 |
| IS 45 C8 | Indian standard | C45E according to EN 8 |
| S355 | European standard | EN 10025 |
| DP600 HSS | International standard ISO 14590 (2005) | HDT580X according to prEN 1.0338 |
| Ferritic 18G2A | Poland standard | P355N according to EN 10028-2 |
| Austenitic 1H18N10T steel | Poland standard | X6CrNiTi18-10 according to EN 10088-2 |
| Austenitic 20X23H18 | Russian standard | X8CrNi25-21 according to EN 10095 |
| CT-3 | Russian standard | S235JR according to EN 10025-2 |
| AISI 430 ferritic steel | American Iron and Steel Institute (USA) | X6Cr17 according to EN 10088-2 |
| AISI 1030 medium-carbon steel | American Iron and Steel Institute (USA) | C30E according to EN 10083-1 |
| UNS S31803 duplex stainless steel | Unified Number System (USA) | X2CrNiMoN22-5-3 according to EN 10088-3 |
| API X70 low alloy steel | American Petroleum Institute (USA) | L485MB according to EN 10208-2 |
| STS441 | South Koran standard | X2CrTiNb18 according to EN 10088-2 |
| SS400 | South Koran standard | S275JR according to EN 10025-2 |
| SPRC440 | Japanese Standard | C440 according to EN 10139 |
| DX54D + Z200, Zn-coated steel | European standard | EN 10346 DX54D + Z |
| Non-ferrous metals | ||
| 7xxx | American National Standard (USA) | ENAW-AlZn5.5MgCu according to EN 573-3 |
| 2xxx | American National Standard (USA) | ENAW-AlCu4SiMg according to EN 573-3 |
| AZ31B | American Society for Testing and Material (ASTM) | EN-MAMgAl3Zn1 according to EN 12438 |
| AA 6061 | American National Standard (USA) | EN AW-AlMg1SiCu according to EN 573-3 |
| 2B50 | Chinese standard | ENAW-AlCu4SiMg according to EN 573-3 |
| AA6082 | American National Standard (USA) | EN AW-AlSi1MgMn according to EN 573-3 |
| AA6092 | American National Standard (USA) | ENAW-AlMgSiCu according to EN 573-3 |
| AA6092/SiC/25p | Society of Automotive Engineers (SAE), Aerospace Material Standard (AMS) (USA) | Metal Matrix Composite (EN not found) |
| 5xxx | American National Standard (USA) | ENAW-AlMg according to EN 573-3 |
| AA6061 | American National Standard (USA) | EN AW-AlMgSiCu according to EN 573-3 |
| AA5083 | American National Standard (USA) | ENAW-AlMg4.5Mn0.7 according to EN 573-3 |
| AA 7075 | American National Standard (USA) | ENAW-AlZn5.5MgCu according to EN 573-3 |
| aluminium alloy 6K21 | Japanese Standard | EN AW-AlSi1.2Mg0.6 according to EN 573-3 |
| 6xxx | American National Standard (USA) | ENAW-AlMgSi according to EN 573-3 |
| AA 1060 | American National Standard (USA) | EN-AW-Al99.6 according to EN 573-3 |
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.