
Abstract
Equal-channel angular pressing is a process used for the effective improvement of certain mechanical properties of various metallic alloys by producing an ultrafine-grained microstructure, although subsequent machining may be necessary in some cases for practical applications. The objective of this article was to investigate the mechanical properties and machinability of a 6061-T6 aluminum alloy produced by equal-channel angular pressing on different routes. Equal-channel angular pressing was found to improve not only hardness in certain specimens tested but also the strength of others as revealed by tensile tests. Moreover, the two most important machinability criteria, that is, cutting forces and surface roughness, were measured to find a significant reduction in cutting forces. The specimens produced by the process indeed exhibited better machinability properties as required by the cutting force criteria. Finally, a significant improvement was observed in the surface roughness of equal-channel angular pressing–produced specimens.
Introduction
Production of bulk ultrafine-grained (UFG) materials using severe plastic deformation (SPD) is one of the most active and fast-developing areas in modern material science. UFG materials are defined as polycrystallines with an average grain size of less than ∼1 µm (100–1000 nm). They enjoy increased strength at lower temperatures and higher ductility at elevated temperatures. 1 Valiev et al. 2 first developed in the early 1990s nanostructure materials using SPD methods. Among the different SPD processes, 3 equal-channel angular pressing (ECAP) has received much attention as an attractive method for obtaining a submicron UFG structure in a variety of bulk metallic materials. 4
ECAP is carried out by pressing a billet of material through a die having two equal area channels intersecting at a particular angle. 1,5 –9 The billet experiences simple but very high shear deformation without undergoing changes in its cross section on the route through the die with the added advantage that the process can also be repeated several times.
In recent years, the 6xxx aluminum alloys have attracted the attention of many researchers, engineers, and designers 10 –14 because of their wide applications in aerospace and automobile industries. 7,15 Over the past few years, many different materials and alloys including aluminum 6xxx series have been used in the ECAP process. 16 –21 Moon et al. 17 studied the differences in plastic flow and deformation homogeneity between underaged and peak-aged 6061 aluminum alloys during ECAP. The results showed a more homogeneous ductility, both microscopically and macroscopically, in the presence of strong precipitates in the peak-aged 6061 Al alloy. Chen et al. 9 studied the tensile properties and stress-controlled fatigue behavior of an unreinforced 6061 Al alloy and an Al2O3/6061 Al composite. They showed that for the unreinforced 6061 Al alloy, both the tensile and fatigue strengths decreased due to ECAP. Fu et al. 20 observed that ECAP was the best process for nanostructured/ultrafine bulk materials. Their results indicated no nanostructure formed after even 16 passes of ECAP in Al-6061. The best grain refinement was achieved only at an ultrafine level and the finest grain size obtained was 0.71 µm.
On the other hand, most industrial products produced by different processes require subsequent machining for practical applications. Typically, different materials with different microstructures and mechanical properties show different machining properties. In fact, machinability, defined in terms of machining force, surface roughness, or tool life, indicates how easily a certain material can be economically machined. The machinability of Al 6061 alloy has been investigated in a number of studies. 13,22 –27 Fang and Wu 24 presented the results of a recent experimental and theoretical study of the effects of tool edge geometry on machining. The results indicated that the thrust force for both chamfered and honed tools could be larger than the cutting force if the thickness of the uncut chip was less than a critical value that varied in proportion to the cutting speed and tool geometry. Sreejith 25 investigated the effects of different lubricant media when 6061 aluminum alloy was machined with diamond-coated carbide tools and found that the use of minimum quantity of lubricant (MQL) was preferable to flooded coolant/lubricant conditions. Demir and Gündüz 13 studied the effects of aging on the machinability of 6061 aluminum alloy. The experimental work indicated that different aging times and cutting speeds had significant effects on the surface roughness of the machined workpiece. However, cutting forces were not significantly affected by aging or cutting speed except for workpieces of lower hardness.
In sum, most studies have focused on the mechanical properties, microstructure, and deformation behavior of Al-6061 produced via ECAP processing. 1,4 –9,16 –21,28,29 Also, many studies have investigated the properties of machined aluminum. 13,22,23,25 –27 However, it is essential to determine the machinability of the specimens required for forming and shaping UFG bulk materials produced by ECAP for specific applications. It is assumed that pressing Al alloys in the ECAP die imparts various mechanical properties to them that contribute to various machinability properties. While most studies have laid a considerable emphasis on mechanical properties, microstructure, and deformation behavior, only a limited number of studies have investigated the machining characteristics of UFG materials by ECAP.
To the best of the authors’ knowledge, no study has been reported in the literature on the effects of the ECAP process on the machining forces and surface roughness of Al-6061 under the experimental conditions defined in this study. In this study, both the mechanical properties and the machinability of 6061 Al alloy fabricated by ECAP have been investigated. Efforts have also been made to identify the effects of ECAP process, the number of passes, and different routes on the cutting forces and surface roughness in turning 6061 Al alloy workpieces after different passes. For this purpose, the hardness and mechanical properties of the equal-channel angular pressed 6061 Al alloy were initially studied. In order to evaluate the machinability of the ECAP-processed Al-6061 alloy, the cutting forces and surface roughness were determined. The results were then compared with those of the regular coarse-grained commercial Al-6061 alloy used in this study for making the UFG Al-6061 alloy.
Experimental setup
Commercially extruded Al-6061 alloy rods (20 mm in diameter and 80 mm in length) were used. The chemical composition of the alloy is given in Table 1. The experiment was conducted at room temperature with 10 passes as the maximum number of passes. Prior to the tests, the specimens were annealed at 530 °C before being quenched in water. In multi-pass ECAP processing, different deformation routes may be applied depending on the billet rotation as it enters the extrusion channel. Different processing routes lead to different types of texture and microstructure orientation in the billet. In this study, routes A and BC were used. In route A, the specimen was repeatedly pressed with no billet rotation, while the billet was rotated 90° between each extrusion in route BC. The ECAP process was continuously applied in one direction in each pass. The die had a channel angle of Φ = 120° between the channels and a corner angle of approximately Ψ = 0° representing the outer arc of the curvature at the intersection of the two channels (Figure 1). Figure 2 shows the external view of the specimens before and after processing in each pass.
Chemical composition of commercial aluminum alloy 6061 (wt%).

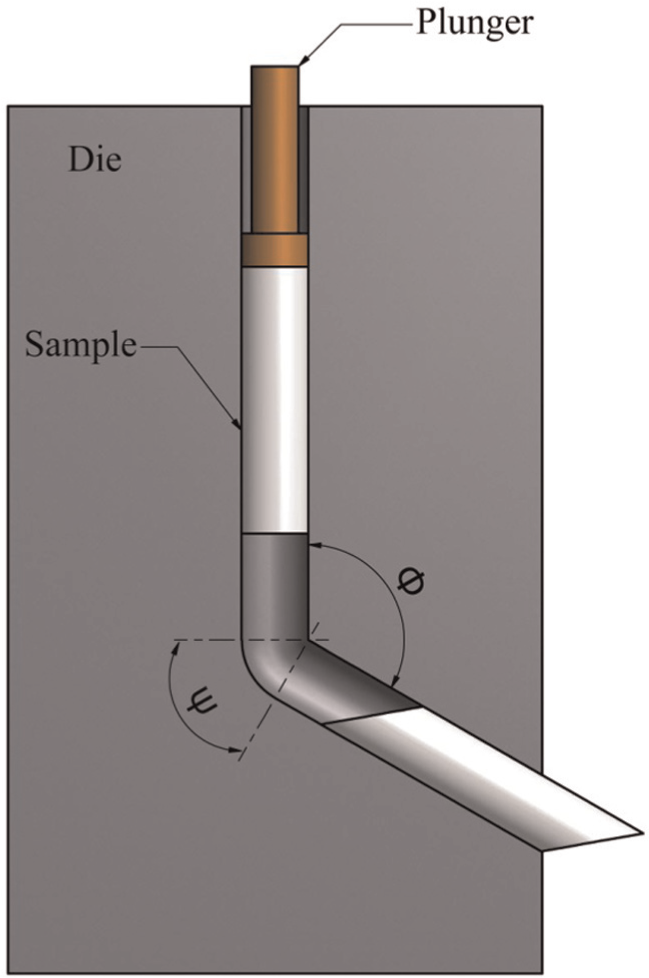
Schematic representation of the ECAP technique.

Specimens produced by the ECAP process.
Microhardness and tensile tests were carried out to evaluate and compare the strength and ductility of the alloy before and after ECAP processing. Vickers microhardness was measured (using Wolpert 2RCS) on the plane perpendicular to the extrusion axis of the ECAP-processed material and reported as the average of at least three measurements. Similarly, tensile properties were also measured and reported as the average values of three tests. The tensile test was conducted at room temperature using a Hounsfield-H50KS machine according to the ASTM B-557-84 procedure.
Machinability tests were performed on Al-6061 alloys using a lathe in a dry environment at a constant feed rate of 0.11 mm/rev, a constant cutting speed of 50 mm rev/min, and a constant depth of cut of 0.5 mm using a CCMT 09T304R-95-HX turning insert supplied by Seco. The size and shape of the workpieces and cutting conditions were maintained unchanging. Three-dimensional cutting forces (tangential cutting force, radial thrust force, and axial feed force) were measured in turning using a Kistler 9257B force dynamometer. Measurements were made while machining workpieces 40 mm in length and 15 mm in diameter. On the machined surface, roughness was measured using a Time TR200 Surface Roughness Tester. No coolant was used in the machining study.
Results and discussion
Mechanical properties
Hardness
Figure 3 shows the values for Vickers hardness of the specimens on both routes A and BC. On route A, the hardness values increased from 46.2 HV for the annealed specimen to 105 HV after three passes of processing with the strain raised. The considerable growth in hardness during ECAP can be attributed to the significant microstructure refinement, which occurs during intensive plastic deformation. It should also be noted that during ECAP processing, some precipitates may form preferably at the subgrain boundaries. Thus, this can be regarded as another mechanism responsible for the strengthening achieved by ECAP. However, studies have shown that the contribution of precipitation to workpiece strengthening in the ECAP process is rather small compared to that of the microstructure refinement. Therefore, grain refinement should be implicated as the main contributory factor in hardness enhancement. However, a gradual reduction was observed in hardness after three passes with further pressing of the specimens on route A. Some studies have shown that dislocated densities in the grain interiors decrease with an increase in strain, and that most of the grain interiors eventually become free of dislocations after a large deformation. Therefore, the hardness rebound may be the result of decreased density of the dislocations inside the subgrains. Finally, from passes 6 to 10, hardness remained almost constant in the specimens on route A. Decreasing grain size led to increased hardness. However, other factors such as precipitation might have also caused hardness to decrease. Therefore, there was basically no change in hardness from passes 6 to 10.
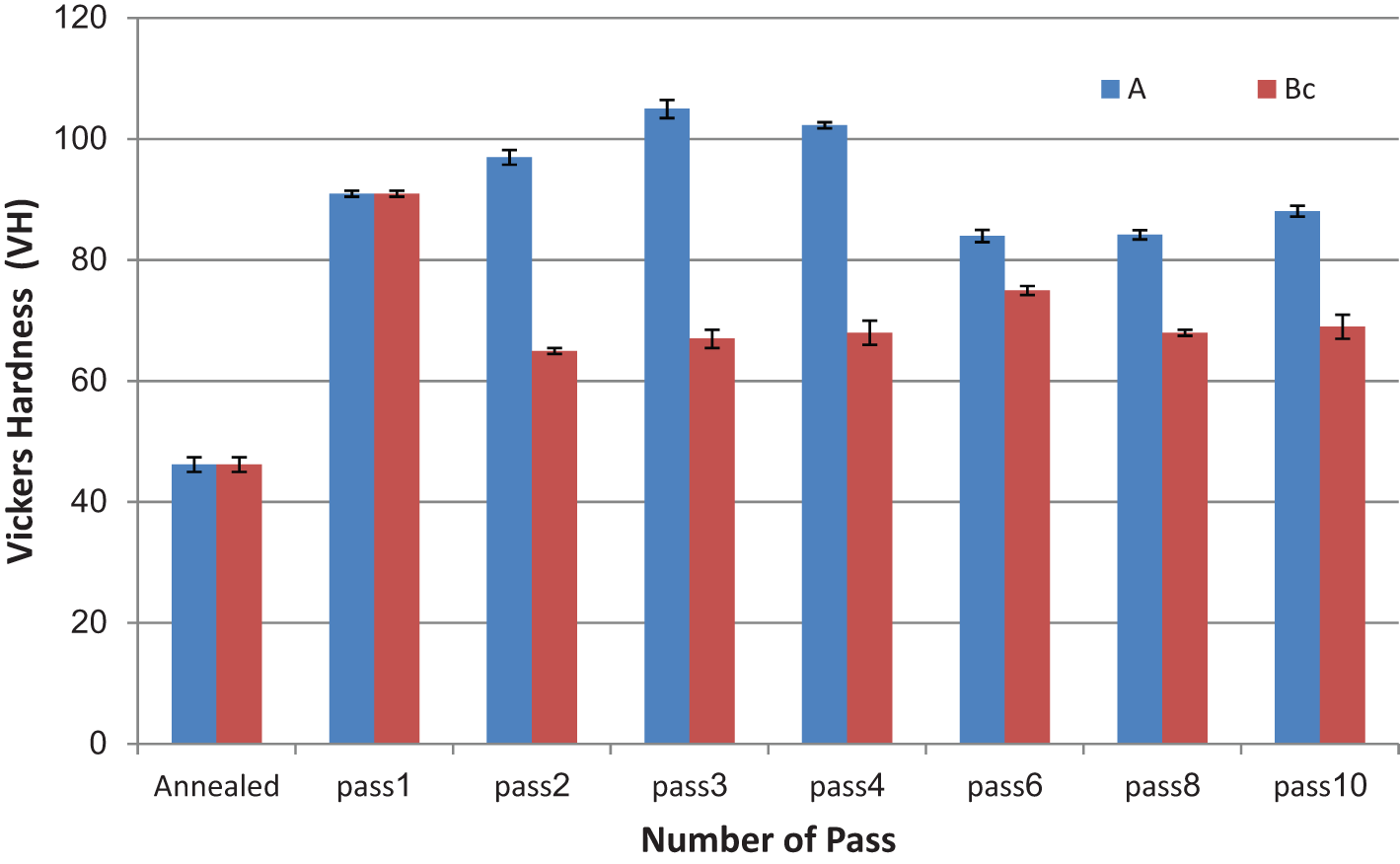
Mean Vickers hardness values for different specimens on routes A and BC.
Figure 3 presents hardness values for the specimens on route BC. The annealed and one-pass specimens are common on both routes A and BC. Hardness increased sharply for the one-pass specimen from 46.2 to 91 HV (∼100%) while it decreased for the two-pass specimens to 65 HV. This was because of the changes in the specimen orientation between each pass through route BC. In fact, the processing routes affected the extent of grain refinement and the homogeneity of as-pressed microstructure. Different processing routes established different slip and shearing systems in the pressing operation. Therefore, they led to significant differences in the microstructures produced by ECAP. 30 Subsequently, the hardness values of three-, four-, and six-pass specimens increased from 67 to 75 HV. The highest hardness obtained (75 HV) on route BC bore the same reasons for increase in hardness as in the grain refinement. After pass 6, however, hardness decreased in specimens on route BC and reached a plateau from passes 6 to 10. In fact, the constant values of hardness for the specimens on route BC with more than six passes were because of the nearly unchanging grain size. It was assumed that further passes would not result in grain size reductions due to the high-stacking fault energies in aluminum and its alloys.
Finally, hardness in the specimens on route A exhibited higher values than those on route BC. The highest hardness on route A was reached after three passes, while this was observed after six passes in specimens on route BC. The annealed specimen recorded the lowest hardness. Generally, route A produced specimens with higher hardness than route BC.
Tensile properties
Figures 4 and 5 show the stress–plastic strain curves for the specimens on both A and BC following ECAP. The ultimate tensile strength (UTS) values for all the specimens are shown in Figure 6. Clearly, UTS values increased during the first four passes on route A. The four-pass specimen also shows the best result for strength improvement. The significant grain refinement due to severe deformation as a result of the ECAP process may be claimed as the main reason for this increase in strength. However, UTS values decreased for the six-pass specimens but then increased for the 8-pass and 10-pass ones. The reduced strength after the peak may be attributed to the dislocation–density reduction inside the subgrains. UTS variations for the specimens on route BC followed the same trend as that of hardness in those on the same route. In other words, UTS values initially increased for one-pass specimens and then decreased sharply for the two-pass ones. The six-pass specimens recorded the highest UTS values among all those on route BC. These values decreased for the 8-pass and 10-pass specimens. Finally, the trend observed for stress and UTS variations was similar to that of hardness. The reasons for these variations were also the same.
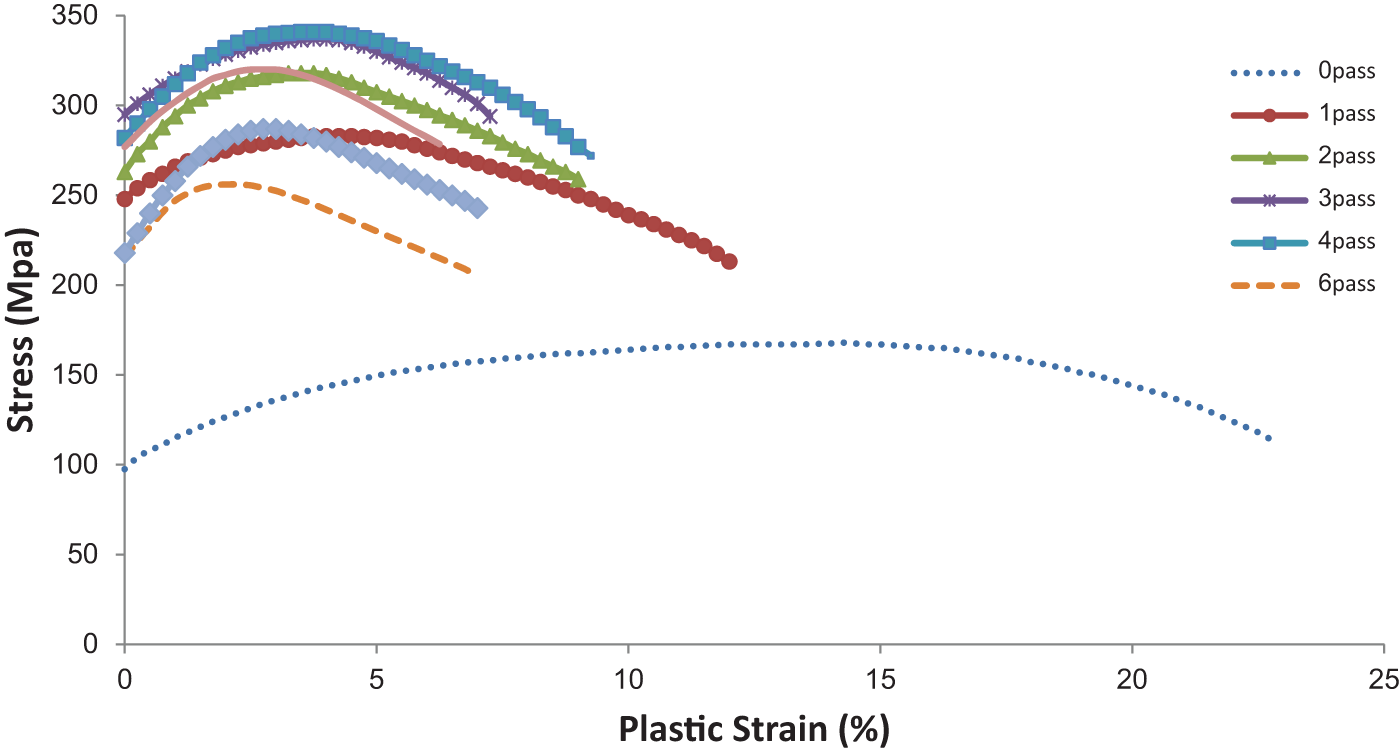
Stress–plastic strain curves for 6061 Al alloy (route A).
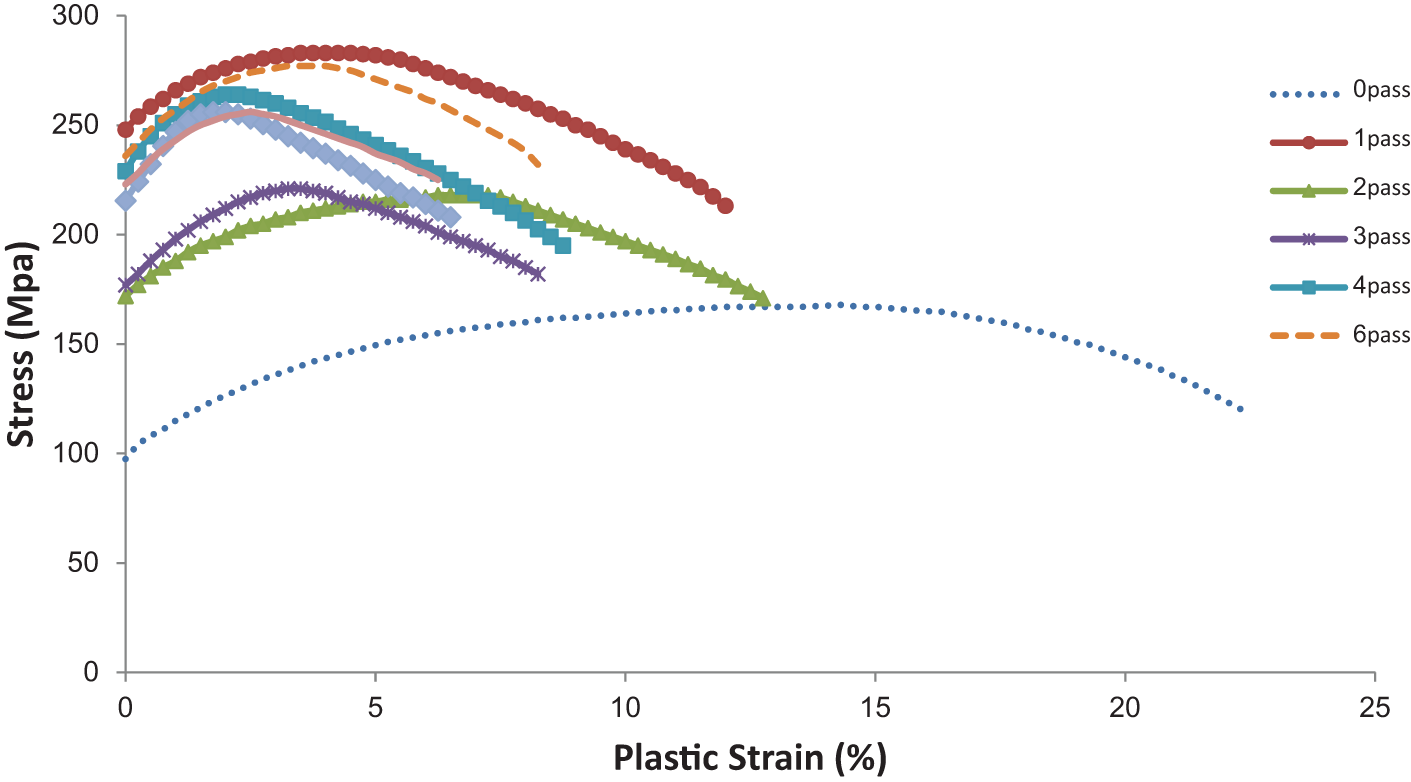
Stress–plastic strain curves for 6061 Al alloy (route BC).
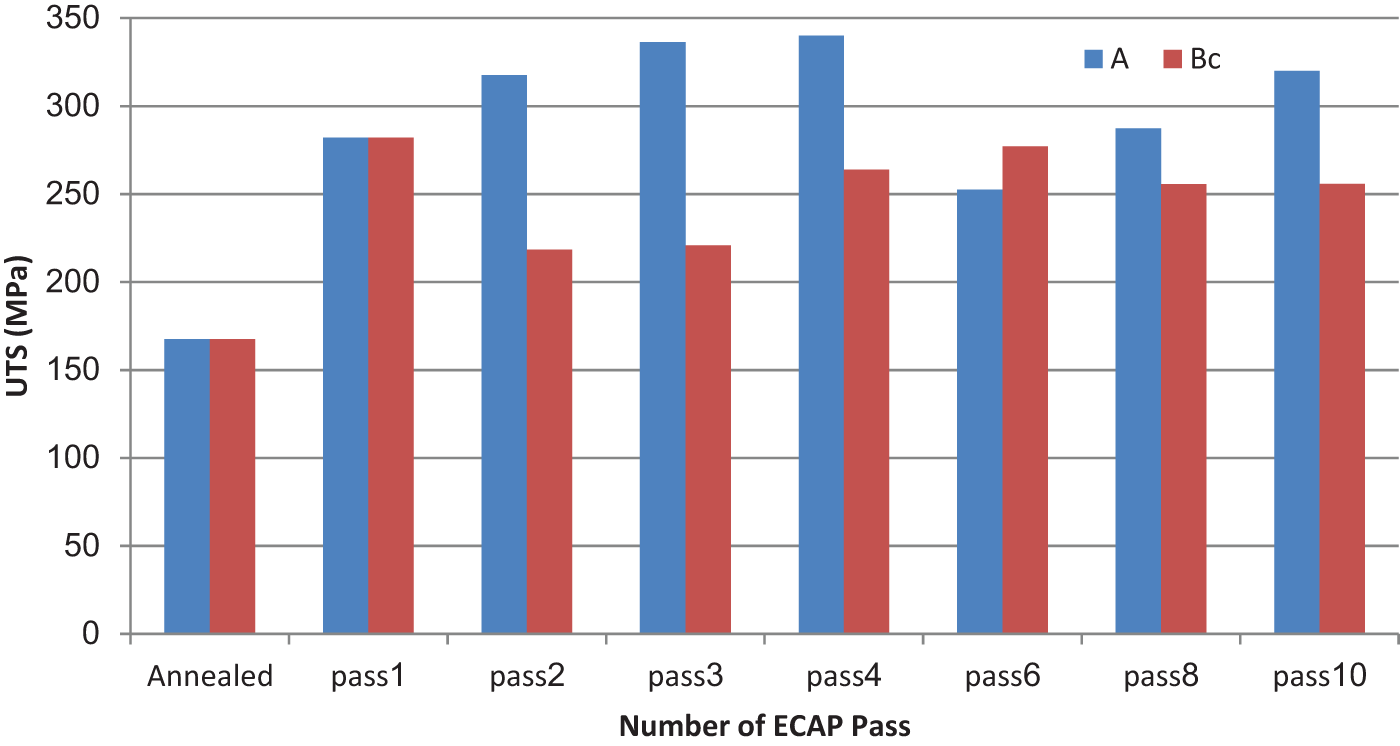
UTS of the Al-6061 alloy versus the number of ECAP passes on routes A and BC.
Cutting forces
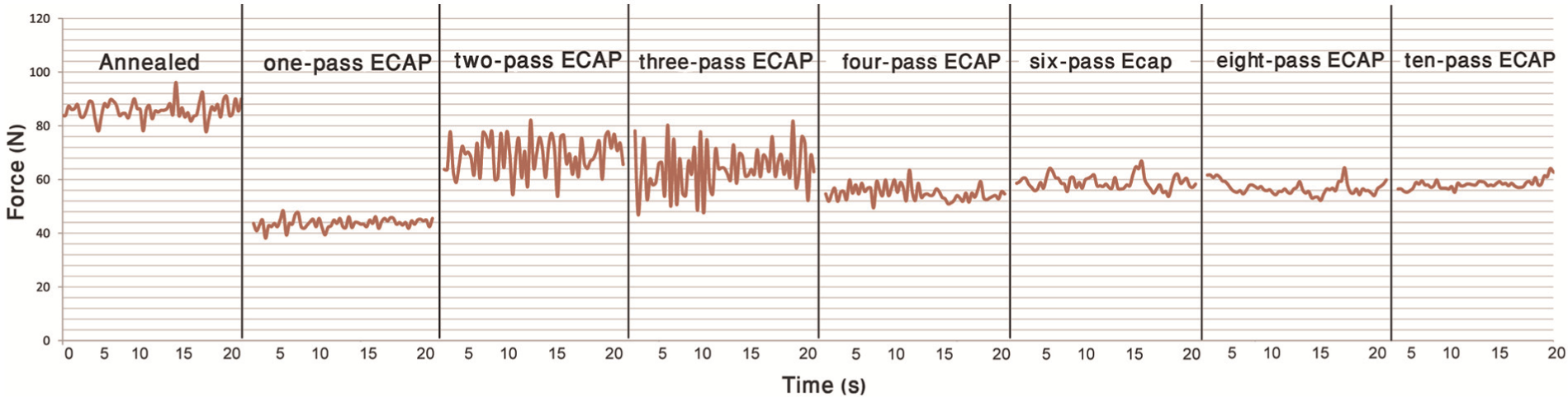
Turning tests were carried out on the annealed workpieces obtained from the ECAP process with different values of hardness and ultimate tensile stress. The effect of ECAP process on the cutting forces of 6061 Al alloy workpieces was evaluated by machinability tests using the single-point turning method. Figure 7 presents the experimental data on the effect of passing through the ECAP die on cutting forces, Fz . In general, cutting force (Fz ) was substantially higher than both the feed force (Fx ) and the thrust force (Fy ). Since variations in Fx and Fy followed the same trend as that of Fz variations, the different forces involved were collectively accounted for as the cutting force (Fz ). 31 –34 The values in Figure 8 are also the average values of the cutting forces measured in machining. The cutting and feed force data measured for the work materials were actually not steady state in machining. 35
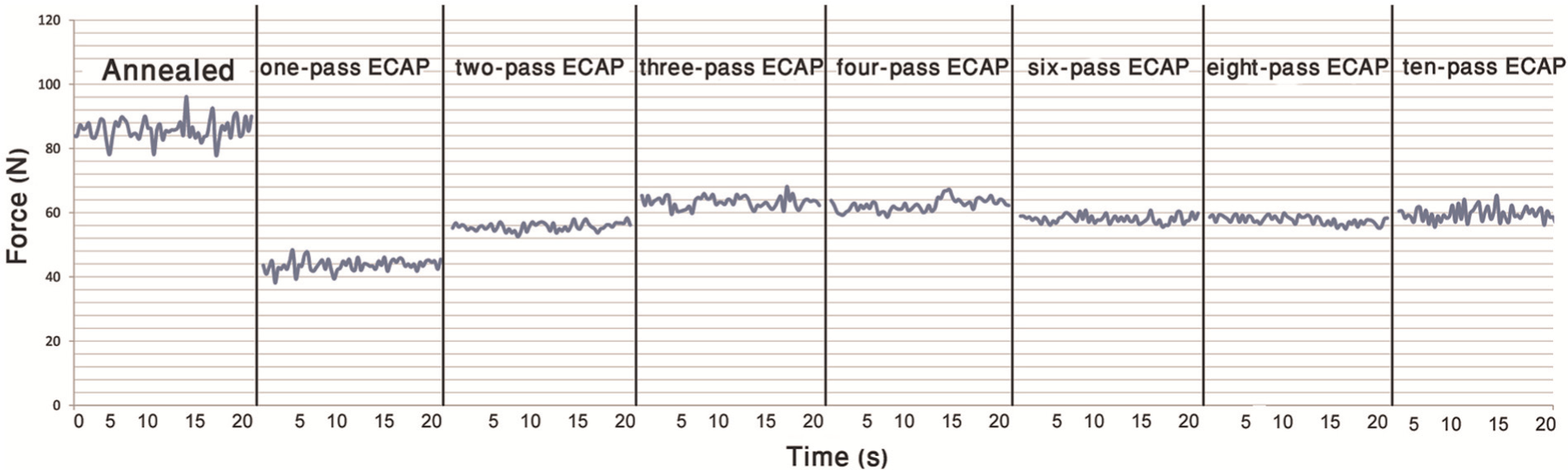
Typical measurements of cutting forces in machining specimens on route A.
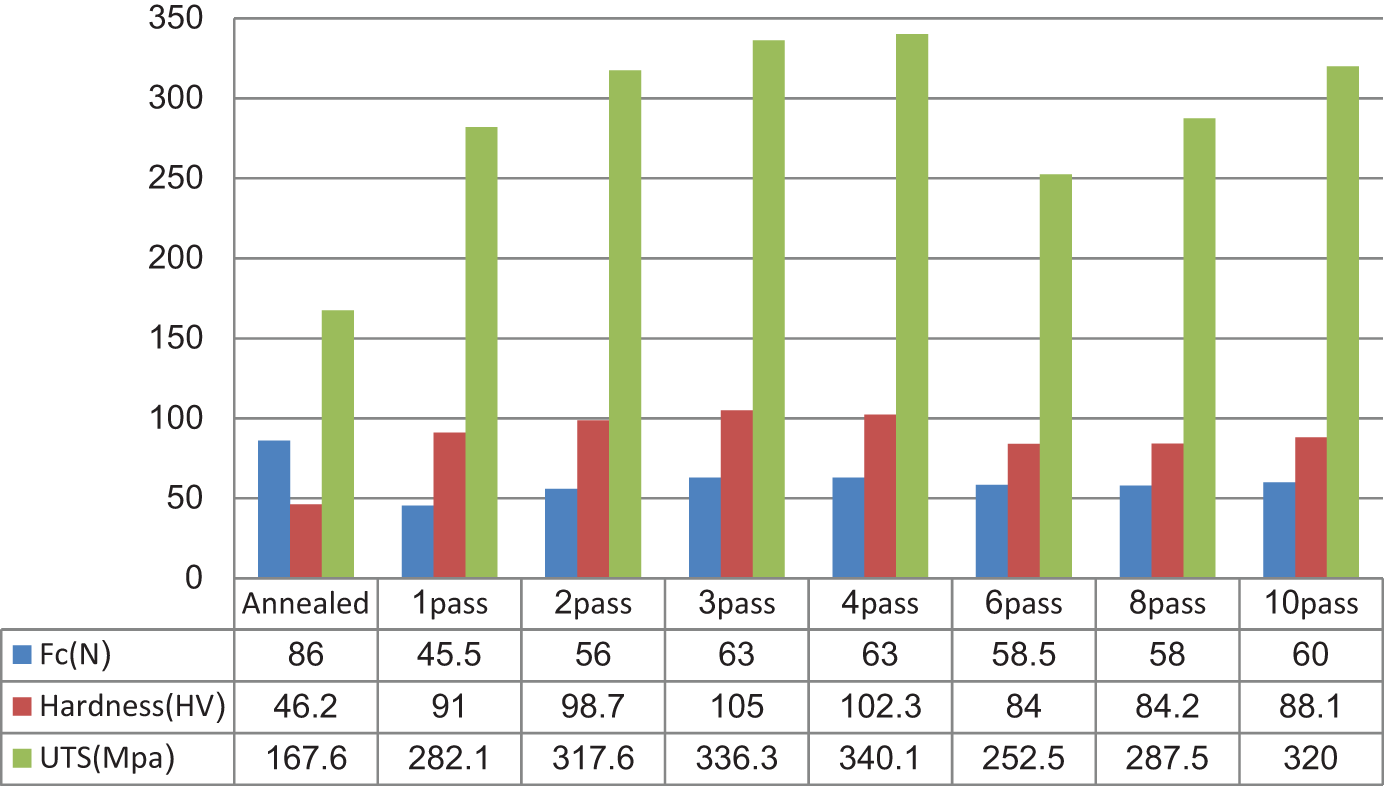
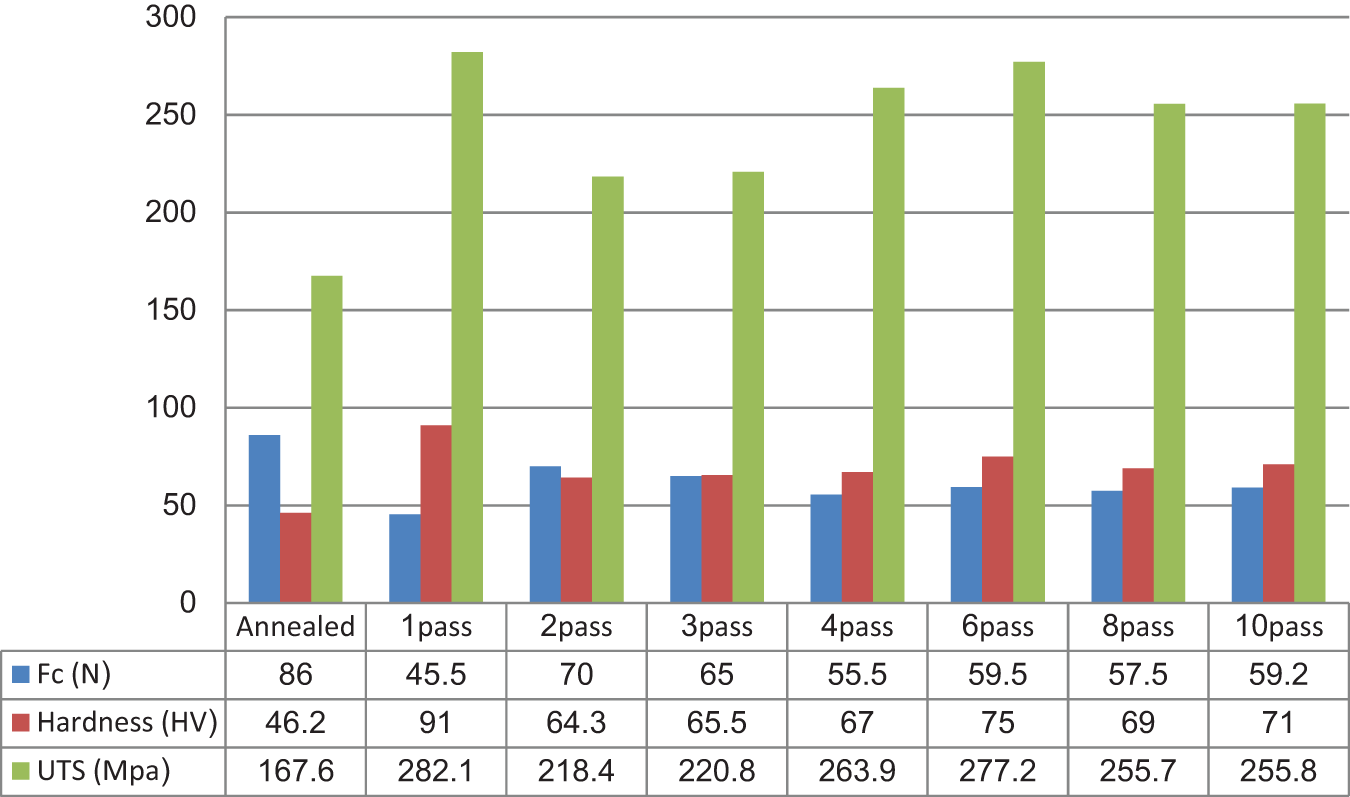
Cutting forces, hardness, and UTS values on route A.
Route A
Figure 8 shows the results of cutting forces for route A. As shown, the annealed specimen had the highest cutting force of all. The average cutting force measured was 86 N. The specimen was turned with very high adhesion to the tool; thus, a heavy built-up edge (BUE) was formed (scanning electron microscope (SEM) micrograph in Figure 9(a)). This good adhesive layer of the work material at the tool tip increased the cutting force. In fact, the low hardness and high ductility improved the BUE formation in the cutting. The creation of BUE at the cutting edge, in turn, increased the cutting forces. The one-pass specimen recorded the lowest cutting force. The average value of measured cutting forces was 45.5 N. The results indicate a significant reduction in the cutting forces in machining to about 41 N (~47%) compared to that measured for the annealed specimen. Although the hardness and UTS values increased, cutting forces decreased significantly. Unlike many other metals, the machinability of aluminum alloys generally improved as hardness increased while adhesion of materials to the tools decreased (SEM micrograph in Figure 9(b)).
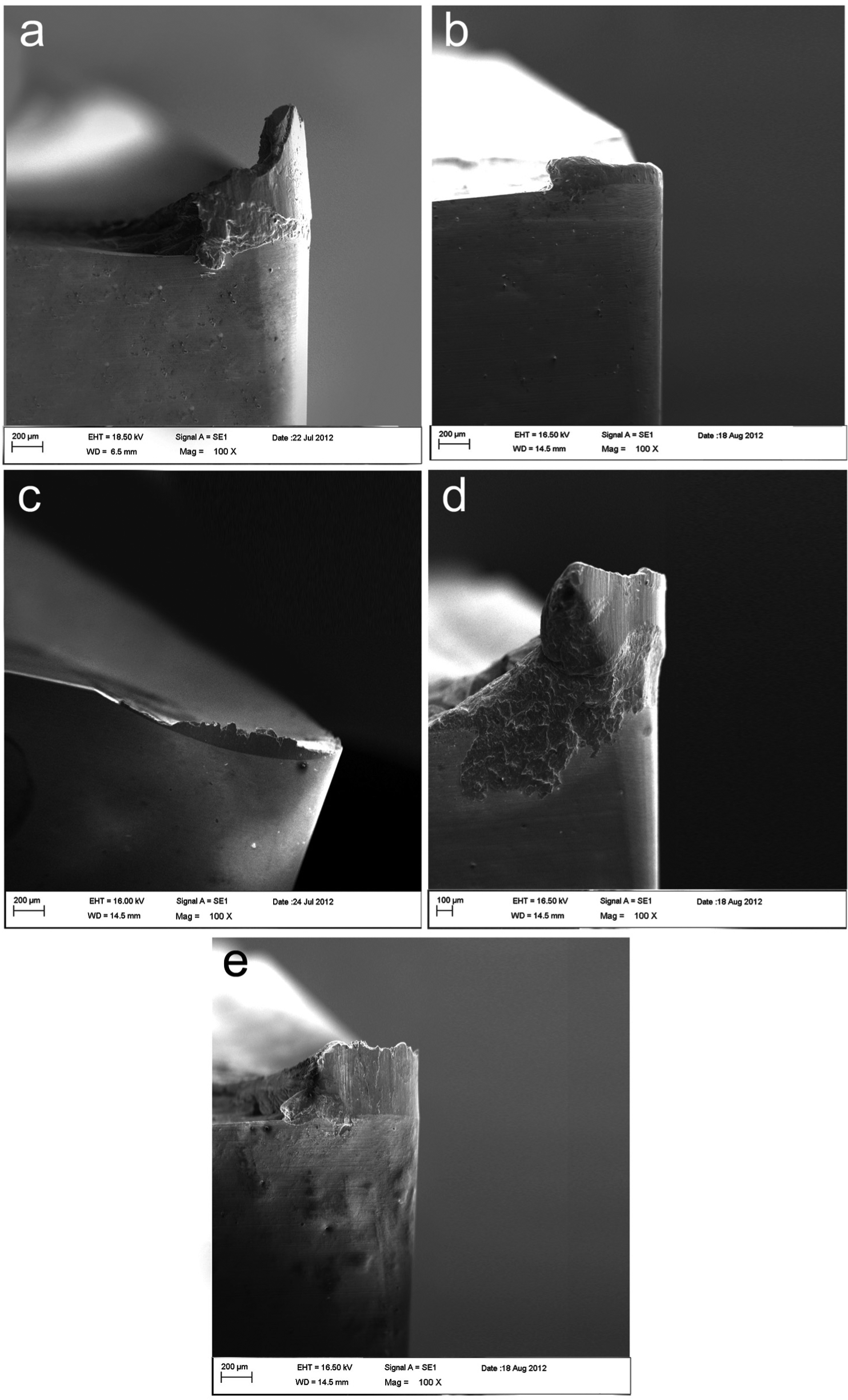
SEM micrographs of the tool tip obtained by machining of the specimens: (a) annealed, (b) one-pass, (c) four-pass on route A, (d) two-pass on route BC, and (e) eight-pass on route BC.
Cutting forces increased with increasing hardness and so did the UTS for two-, three-, and four-pass specimens. Three- and four-pass specimens with the highest hardness subjected to ECAP had the highest cutting forces, too. Machining of the 6-, 8-, and 10-pass specimens on route A was performed with lower cutting forces nearly equal to those of the three-pass specimens. This may have been due to the lower, and almost equal, hardness values for the 6-, 8-, and 10-pass specimens as opposed to the 3- and 4-pass ones. Generally, the one-pass specimen had the lowest and the three- and four-pass ones had the greatest cutting forces among those subjected to ECAP on route A.
Route BC
Figure 10 shows the experimental data on the effect of passing through the ECAP die on cutting forces, Fz , on route BC. Figure 11 shows the cutting forces, hardness, and UTS values of the specimens. The annealed and one-pass specimens were common on both routes A and BC. The annealed specimen and the one-pass specimens on route BC recorded the highest and the lowest cutting forces, respectively. Among the specimens subjected to ECAP on route BC, the two-pass ones recorded the highest cutting force. The hardness and UTS values for the two-pass specimens were smaller than those measured for other specimens. The reason for the higher cutting force for the two-pass specimens was their high ductility, which led to high adhesion of materials on the tool to form a BUE, as shown in Figure 9. The creation of BUE at the cutting edge, in turn, increased the cutting forces so that the effect of BUE on the increased cutting forces was superior to the effects of hardness and UTS.
Measurements of the typical cutting forces in machining specimens on route BC.
Cutting forces, hardness, and UTS values with route BC.
Machining three- and four-pass specimens was accompanied by lower cutting forces while adhesion to materials reduced the tool insert. Figure 9 shows the tool insert for the four-pass specimens. Clearly, the effect of adhesion to material on the tool dominated owing to the effect of hardness on cutting force, although the increase in hardness of the three- and four-pass specimens was expected to elevate cutting forces. The six-pass specimens exhibited the highest hardness and UTS values among those subjected to ECAP on route BC. Unlike in the case of the four-pass specimens, the cutting forces were elevated by the increased hardness in the six-pass specimens in which the effect of hardness dominated that of adhesion. The cutting forces obtained by machining the 8- and 10-pass specimens showed slight differences from those obtained for the six-pass specimens. The reason for this is the contiguity of hardness and strength.
Generally speaking, many factors such as BUE and mechanical properties are involved in the cutting forces. For the UFG 6061 Al alloy, despite the much higher UTS and hardness on both routes A and BC, the tangential cutting forces in machining the UFG 6061 Al alloy were lower than those of the feedstock 6061 Al alloy. This observation may have been due to different reasons. First, cold-worked materials decrease the frictional forces between the chip and the cutting tools. As ECAP-processed UFG 6061 Al alloy is a cold-worked material, smaller cutting forces are required for machining the ECAP-processed UFG 6061 Al alloy compared to the regular coarse-grained 6061 Al alloy. Another factor involved in the reduced cutting force is hardness. Unlike many other metals, aluminum alloys exhibit improved machinability with increased hardness. Moreover, the greater side flow of materials observed in machining the regular 6061 Al alloy bar can be another factor contributing to higher cutting forces. Among all the specimens investigated, the annealed one caused the largest cutting force on both routes A and BC. The reason for this was the creation of a heavy build-up on the workpieces and the adhesion of materials to the tool tip that covered the cutting edge on machining and increased the cutting force. This is while the one-pass specimens recorded the weakest cutting forces among all the specimens tested.
Surface roughness
The surface quality of a workpiece is important for dimensional accuracy, workpiece appearance, fracture toughness, corrosion resistance, reflectivity, and fatigue life. The mean arithmetic surface roughness Ra (µm) is commonly used for describing surface quality after turning. The column charts in Figure 12 show average roughness Ra (µm) as a function of alloy composition. 36 In this figure, five locations have been randomly chosen for surface roughness testing with values obtained reported as averages.
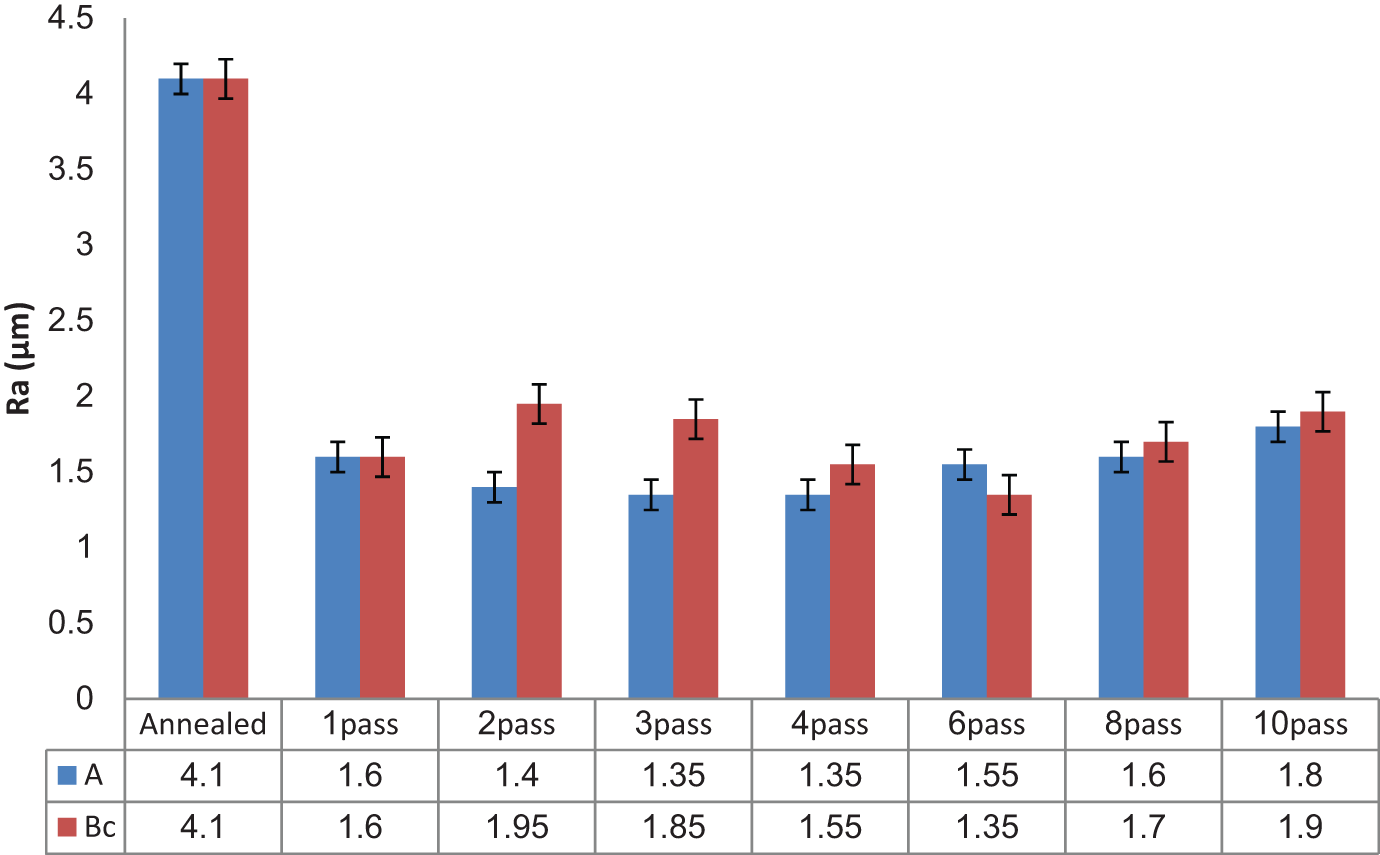
Surface roughness (Ra) values for the specimens on routes A and BC.
Route A
Figure 12 shows the values of surface roughness obtained from machining the workpieces on route A. The highest surface roughness was obtained by machining the annealed specimens. As shown in Figure 9, the annealed specimen machining insert tools had a heavy build-up of the workpiece material on the inserts that covered the cutting edge after machining. In fact, the workpiece with a higher ductility increased the tendency for BUE to form. When the adhered material grew to its critical size and became unstable, it was detached from the tool and adhered onto the work surface, thereby increasing the roughness of the surface of the machined part. These defects caused a higher Ra value at higher cutting speeds. All the other specimens subjected to ECAP recorded better surface roughness values than the annealed ones.
Surface roughness decreased sharply in one-pass specimens as it also did in the two-, three-, and four-pass ones. This trend might be linked to the variations in hardness. Surface roughness has most often been reported in the technical literature to be solely related to the influences of machining conditions. Studies have shown that materials with a lower hardness give rise to surface roughness values greater than those offered by workpieces with higher hardness. Generally, lower surface roughnesses have been obtained with workpieces of higher hardness, which lead to easier chip disposal during machining. Chip disposal in machining ductile materials that form long chips has been reportedly a main problem. In machining workpieces with lower hardness values, the chips formed during machining have been seen to concentrate around the machined workpiece and the cutting tool, causing a poor surface finish by scratching the newly machined workpiece surface. In this study, surface roughness was slightly improved in 6-, 8-, and 10-pass specimens having a reduced hardness.
Route BC
Figure 12 shows the surface roughness values obtained for workpieces machined on route BC. Clearly, the annealed and one-pass specimens are the same on both routes A and BC. The annealed specimen was found to have the highest surface roughness on route BC, but it sharply declined in the one-pass specimens. However, surface roughness improved in the two-pass specimens. This can be due to the reduced hardness that improved the ductility of materials and their adhesion to the tool face. Figure 9 shows adhesion of materials to the tool face and the formation of BUE with the two-pass specimens. In other specimens subjected to ECAP, surface roughness decreased with improved hardness and decreased BUE on the tool face. The six-pass specimens had the best surface roughness, which increased for the 8- and 10-pass specimens with improved hardness. Figure 13 shows the SEM micrographs of a few workpieces machined in this study.
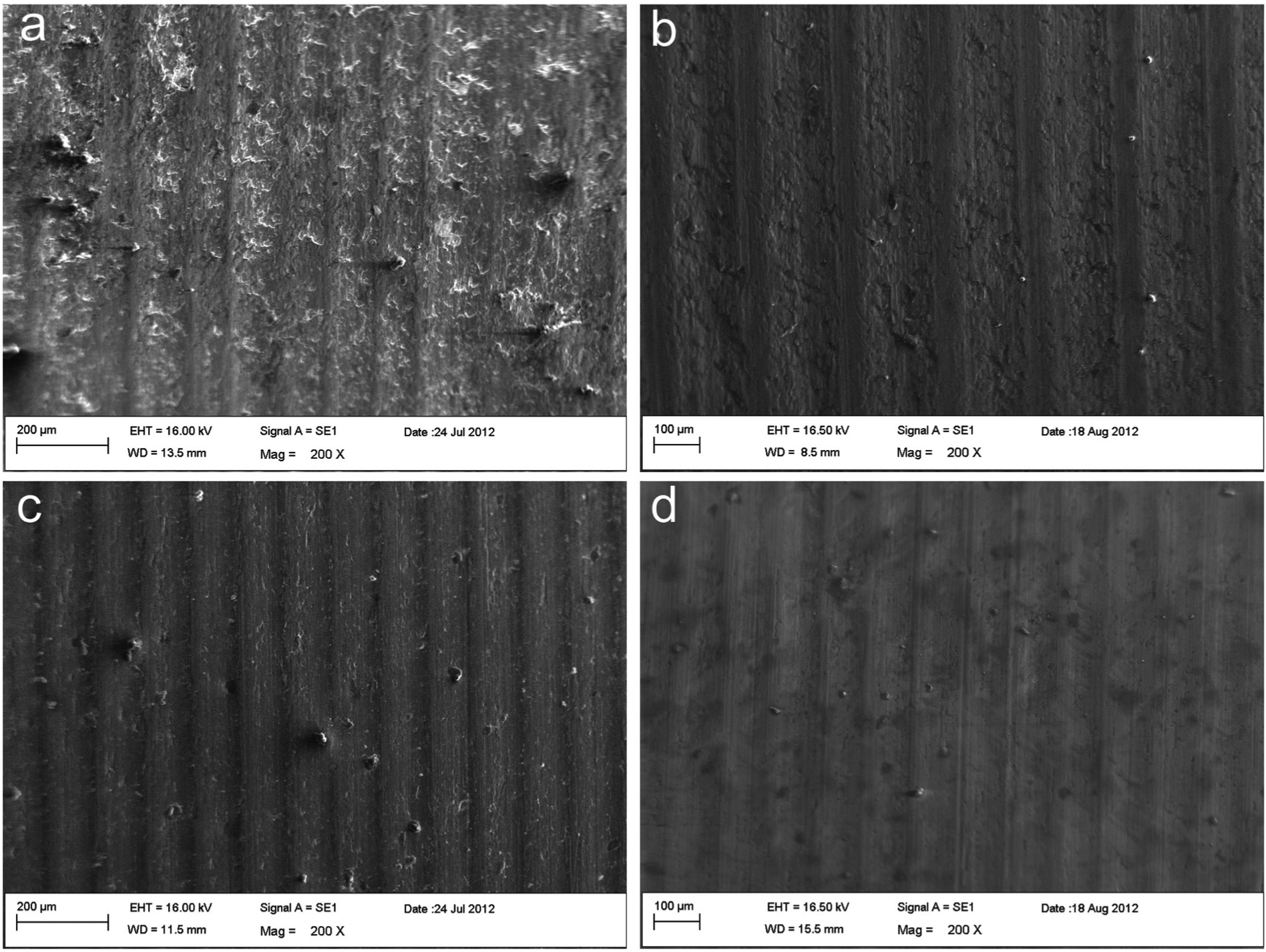
SEM micrographs of the workpieces after machining: (a) annealed, (b) two-pass specimens on route BC, (c) one-pass specimens, and (d) six-pass specimens on route A.
In sum, compared to the annealed specimens, those subjected to ECAP before being machined exhibited enhanced surface roughness. A number of reasons could be claimed for the differences observed in surface roughness between annealed specimens and workpieces produced by the ECAP die. Surface roughness was probably influenced by several factors such as cutting conditions and mechanical properties. Lower hardness led to higher ductility and greater frictional forces between the chip and the cutting tool, which caused more BUE to form during machining. BUE, in turn, caused a poor surface finish due to its instability. The materials adhering to the tool continuously piled up on the machined surface. Another factor contributing to the machined surface roughness was found to be cold-working, which improves the surface integrity and finish of the metal after machining. This was consistent with the surface roughness values measured in specimens produced by the ECAP die. Comparison of the specimens common on both routes A and BC revealed the better surface roughness of most of the specimens on route A. This can be due to the superior mechanical properties and hardness of these specimens.
Conclusion
In this study, commercially extruded Al-6061 alloy was used for the ECAP process on the two different routes of A and BC. More specifically, lathe turning of UFG alloy produced by ECAP process was investigated. The effects of the ECAP process and different routes were investigated on the hardness, strength, cutting forces, and surface roughness of the products while their properties were compared with those of feedstock specimens. The results showed that the ECAP process was very efficient in enhancing the mechanical properties and machinability of 6061 aluminum alloy. Among all the specimens produced by the ECAP process, the hardness and UTS values of the annealed specimens showed improvements. The hardness values for the specimens on route A were higher than those on route BC. Changes in stress and UTS followed the same trend as that of changes in hardness. UTS values improved on both routes A and BC. Nevertheless, the effects of route A on UTS were more prominent than those of route BC. To study the effect of the ECAP process on machinability, all the specimens were turned under similar conditions. It was found that all the annealed specimens needed the greatest cutting force while the one-pass specimens needed the lowest. The specimens produced by the ECAP process exhibited a better machinability when the cutting forces were of concern. Finally, for specimens passing through the ECAP die, machining resulted in a higher surface quality. The mean value of surface roughness in specimens on route A was smaller than that in those on route BC. It may be concluded that the specimens machined on route A had a smoother surface than those on route BC. Finally, the results showed that route A was more effective than route BC in improving the mechanical properties and machinability of 6061 Al alloys.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.