
Abstract
Chatter is an undesirable dynamic instability phenomenon, mainly due to the low dynamic stiffness, that, in turning processes, results in poor surface quality and in a reduction in the cutting tool life. To overcome this problem, viscoelastic dynamic absorbers can be employed. Those absorbers are able to introduce reaction forces and dissipate vibration energy. In previous works, the main difficulty in the use of viscoelastic dynamic absorbers was in tool modelling uncertainties and in inaccurate viscoelastic material models. To overcome those difficulties, this article presents a new methodology to identify the machine tool structure dynamic properties by using 1-degree-of-freedom equivalent model combined with a fractional derivative model to describe the behaviour of the viscoelastic material. As a result, it was possible to design an optimal viscoelastic dynamic absorber for chatter mitigation in internal turning using non-linear optimization techniques. The use of generalized equivalent parameters for the absorber allows obtaining a simple equation of motion for the compound system (primary system plus absorber). The numerical and experimental tests were performed, showing the efficacy of the proposed controlling method design.
Introduction
As is well known, the introduction of a high mechanical damping in structures with resonance problems or dynamic instability can reduce, considerably, its vibration levels making also possible to extend the stable operation range of the machine or structure. An example can be found in the internal turning of deep holes. This critical operation uses a tool with a high aspect ratio (length/diameter), resulting in a low stiffness system leading to an excessive vibration between the tool and the workpiece for certain operation conditions. This effect is even more critical since the tool holder have a low damping ratio, which can cause high vibration amplitudes and/or instability problems. As a result, poor surface finishing, geometrical errors and a reduced life of the chipping tool can be observed.1,2 This stability limit depends on several factors such as the tool holder, clamping conditions, cutting parameters among others. 3
In order to avoid a chatter condition, several solutions were developed, such as the use of materials with a high Young’s modulus and a high damping ratio,4,5 the use of passive6,7 and active vibration control methods.8–13 In the passive technique, the objective is to suppress chatter by changing the system behaviour by either improving the design of the machine tool or the use of additional devices that can absorb extra energy or disrupt the regenerative effect. 14 In the active technique, as the name suggests, the chatter vibrations are actively eliminated by continuous monitoring and diagnosis of the turning process and by executing necessary changes in parameters such as speed, feed and depth of cut. 15
When compared with active control devices, passive controls have the advantages of easy implementation, greater reliability, low cost and no need for external energy. 6
One example of a passive control method is the use of vibration absorbers. These systems are simple devices that, when attached to mechanical systems or structures, called primary systems, reduces their vibration or irradiated noise when these structures are working in a resonance frequency.
Rivin and Kang 16 demonstrated that the application of a combined structure approach, with dynamic analysis, optimization and development of suitable vibration control means, results in significant enhancement of productivity and range of use of cantilever boring bars. Tarng et al. 6 proposed the use of a piezoelectric inertia actuator mounted in a cutting tool and acting as a tuned vibration absorber for the suppression of chatter in turning operations. Ema and Marui 7 showed that improvement of the damping capability of boring tools and suppression of chatter vibration may be attempted using impact dampers. Lee et al. 17 developed a passive vibration control system using a dynamic vibration absorber mounted on a cutting tool to suppress vibrations in turning operations. It was shown that the dynamic response of the cutting tool can be greatly improved due to the presence of the dynamic vibration absorber attached to the cutting tool. However, the dynamic vibration absorber must satisfy two conditions: one is the natural frequency that must be equal or close to the natural frequency of the cutting tool and the other is a high damping ratio. Rashida and Nicolescu 18 developed tuned viscoelastic dampers for vibration control through their application on a workpiece in milling operations. This work targeted workpiece held on a palletized workholding system for the control of unwanted vibration. However, the viscoelastic model used was not accurate in a broad frequency band for a given temperature resulting in a not optimal design. Saffury and Altus 19 considered the use of a viscoelastic beam for increasing the resistance against regenerative chatter of turning bars. The optimum structural parameters were found by maximizing the most negative real part of the frequency response function (FRF).
The use of modern viscoelastic materials makes the vibration absorbers easy to produce and suitable for use on almost any structure. Over the last years, the theory of vibration absorbers, originally developed by Ormondroyd and Den Hartog 20 for single-degree-of-freedom structures, has been reformulated in order to be applied to complex structures. One contribution was given by Espíndola and Silva, 21 which presented a general methodology for the optimal design of an absorber system attached to a geometric complex structure, which can be applied for a single frequency or a large frequency band. The introduction of genetic algorithms and non-linear optimization techniques (hybrid algorithm) by Espíndola and Bavastri 22 and Bavastri et al. 23 made this technique more general. By using this methodology, one or more vibration modes, in a particular frequency band, can be controlled with one or more viscoelastic dynamic absorbers.
According to Siddhpura and Paurobally 15 for good performance, some passive dampers require very accurate tuning. In previous works, the main difficulty in the use of viscoelastic dynamic absorbers was in tool modelling uncertainties and in inaccurate viscoelastic material models. This article presents a new methodology to identify the machine tool structure dynamic properties by using 1-degree-of-freedom equivalent model and design an optimal viscoelastic dynamic absorber for chatter mitigation in internal turning. The four-parameter fractional derivative was used to characterize the viscoelastic material, and the generalized equivalent parameters (GEPs), as presented by Espíndola and Silva, 21 were reviewed and implemented to model the dynamic absorber. The primary system (tool holder plus clamping system of the machinery) is modelled, in the frequency of interest, as an equivalent 1-degree-of-freedom linear system for more realistic representation, being the damping, stiffness and mass obtained by an inverse identification problem.
The accuracy in identification of the primary system and the model used for the viscoelastic material, together with the use of the GEP, allows obtaining the physical parameters of the absorber in the optimal way, introducing in the primary system the maximum dynamic impedance.
The passive vibration control method
Viscoelastic dynamic vibration absorbers (VDVAs) are easy to make and apply to a structure of any size and shape. This is, in part, possible, thanks to modern technology of viscoelastic materials, which makes it easy to mould in any shape and to tailor it to meet almost any specifications.
With this concept, it is possible to write down the equations for the movement of the composite system (primary plus absorbers) in terms of the generalized coordinates (degrees of freedom), previously chosen to describe the configuration space of the primary system alone, in spite of the fact that the composite system has additional degrees of freedom introduced by the attached absorbers.
These concepts will be applied in a particular case where the primary system is taken as a 1-degree-of-freedom system.
Mathematical model to viscoelastic material
Since the absorbers to be discussed here are of a viscoelastic nature, it is appropriate to provide a simple introduction to this class of materials using the fractional derivatives model. For these materials, the complex shear modulus is a function of frequency and temperature and is given by24–27

where

where
All constants
Thus, at a given temperature, the complex modulus can be written as

where
Equivalent generalized quantities for a sample absorber
As introduced by Espíndola and Silva,
21
a simple absorber can be represented by a single lumped mass (

where
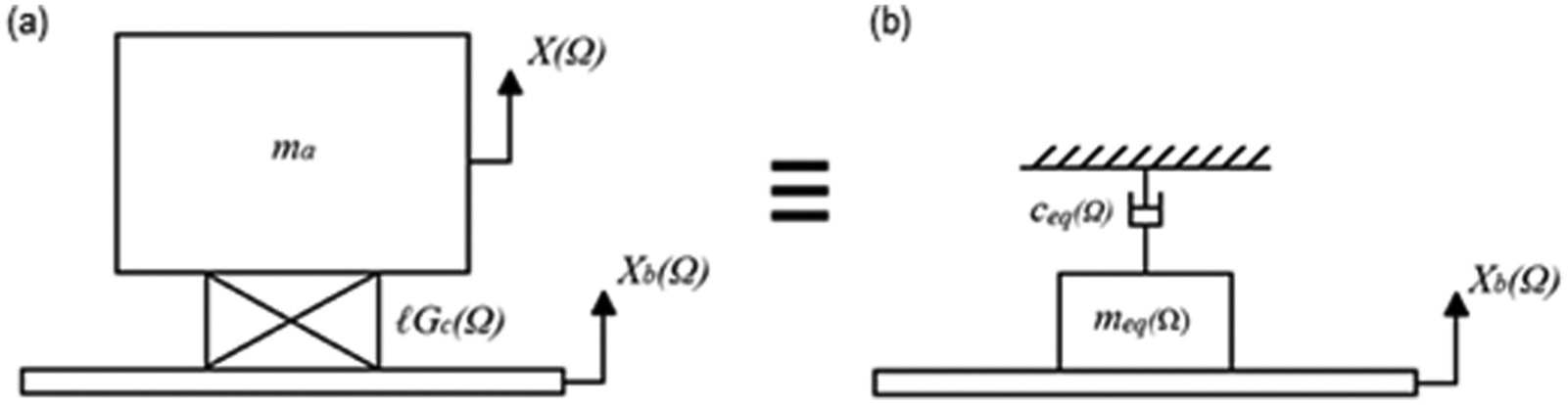
(a) A simple viscoelastic absorber and (b) the equivalent model.
As introduced by Espíndola et al.,
27
the equivalent viscous damping is defined as the real part of the mechanical impedance at the base of the absorber (

In the above equation,
In the same way, the equivalent generalized mass is the real part of the dynamic mass,

As can be seen in Espíndola and Silva, the two systems shown in Figure 1 are dynamically equivalent.
21
The primary system ‘feels’ the absorber as being an equivalent, frequency-dependent mass
The response of the compound system
As shown in Figure 2, in the particular case that an absorber is connected to the 1-degree-of-freedom primary system, the equation of motion can be written, in the frequency domain, as

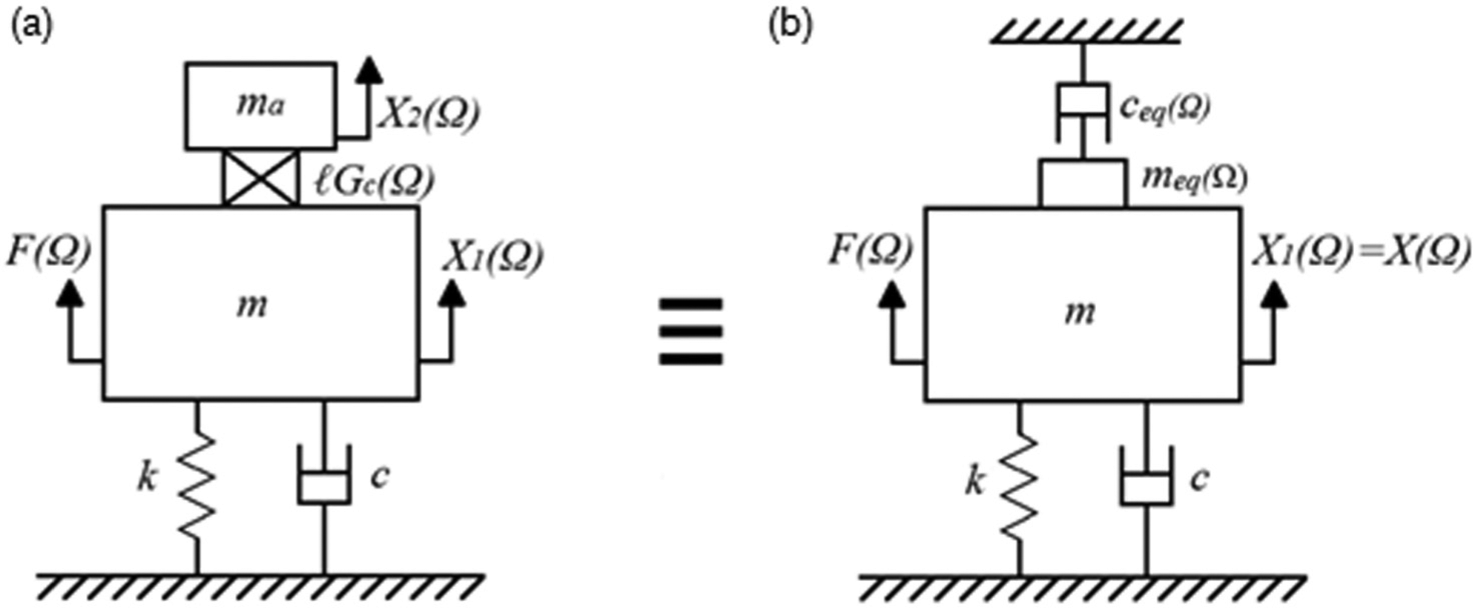
(a) Compound system with traditional model and (b) equivalent model.
Note that the effect of attaching an absorber is to modify both the mass and damping elements of the primary system, whose vibration response is
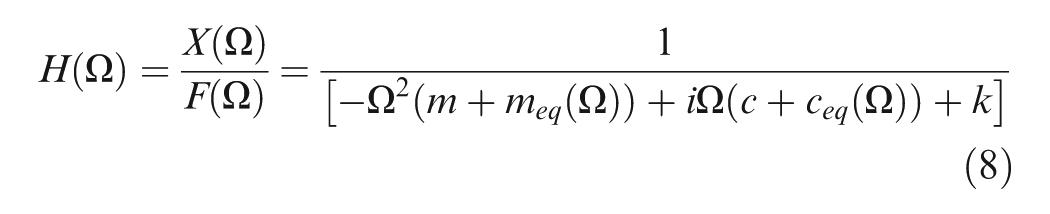
where
Primary system identification and optimal control
In order to obtain an optimal design of the absorber, first, the primary system must be identified. Since a simple test with the tool holder shows (see Figure 3 below) that in the band of frequencies of interest, there is only an important one, the primary system will be modelled as a 1-degree-of-freedom equivalent system, allowing the use of the model (Figure 2) presented in the previous section.
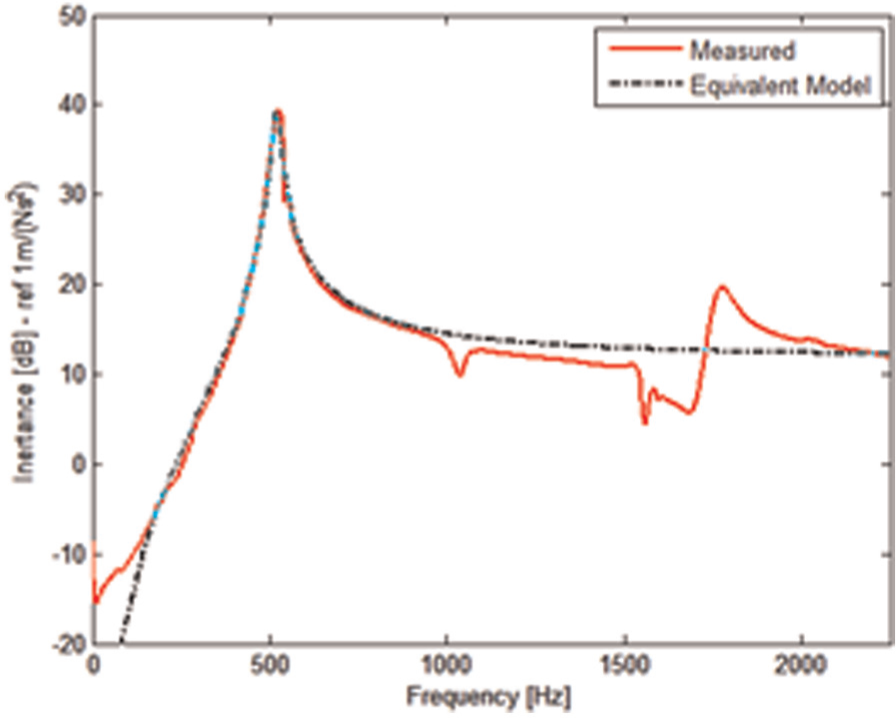
Experimental and adjusted FRF curves.
Primary system identification
The primary system, the tool holder, is modelled, as justified above, as an equivalent 1 degree-of-freedom system, with m, c and k identified in an inverse problem. To this end, 1-degree-of-freedom FRF (inertance) is adjusted, in a non-linear optimization scheme, to the correspondent experimental FRF, measured in the primary system. The design variable is a vector consisting of the parameters m, c and k and is defined as

The objective function was defined as a quadratic error between the FRF measured and its equivalent mathematical model of 1-degree-of-freedom system and is given by

where ‘*’ stands for the transpose conjugate of
where
Optimal design of the DVA
When optimizing the physical parameters of the absorber, the natural frequencies are considered as design parameters, while the absorber masses are pre-established in the similar form as Den Hartog 30 and the loss factor is known once the viscoelastic material is pre-defined. In this case, the design variable is given by

The objective function and inequality constraints used in the optimization methodology are

where
The optimization process aims at minimizing the objective function (equation (13)), that is, at minimizing the frequency response level modulus of the primary system in the frequency band of interest.
After the optimization process

where ma is the mass of the absorbers. This mass

where
Once
Numerical and experimental results
Primary system identification
The primary system is a tool holder (E2S-SDUPR-11 L-C3-95) with 175 mm overhang. The identification was performed using the methodology presented in primary system identification. Figure 3 shows the quality of the identification by comparing two curves: the measured curve and the regenerated one. The regenerated curve was obtained by using equation (8), with
Equivalent parameters of the primary system.
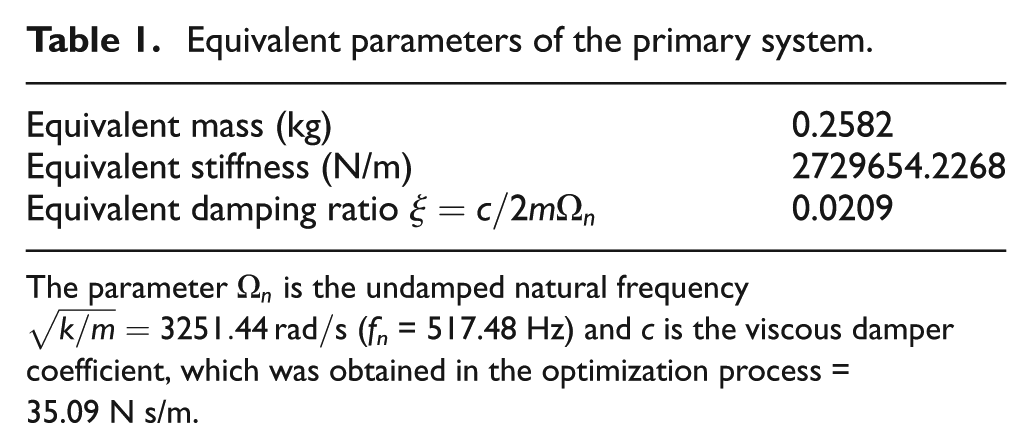
The parameter
Numerical simulation and optimal design
Once the primary system is known, the optimal anti-natural frequency
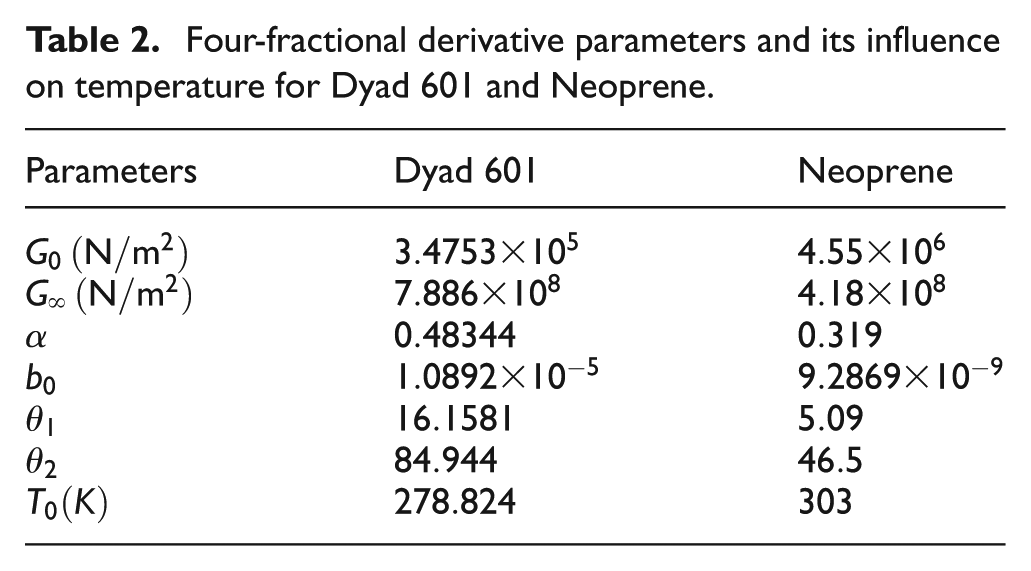
The resilient elements used in the absorber for simulations were the Dyad 601 elastomer 32 and a type of the neoprene material whose four fractional derivative parameters are given in Table 2, where the influence of temperature is also considered. The dynamic characteristics of these elastomers can be found in Figure 4, which represents the dynamic shear modulus and the loss factor, both of them as a function of frequency and temperature variable. These curves were obtained through equation (1) and the parameters shown in Table 2.
Four-fractional derivative parameters and its influence on temperature for Dyad 601 and Neoprene.
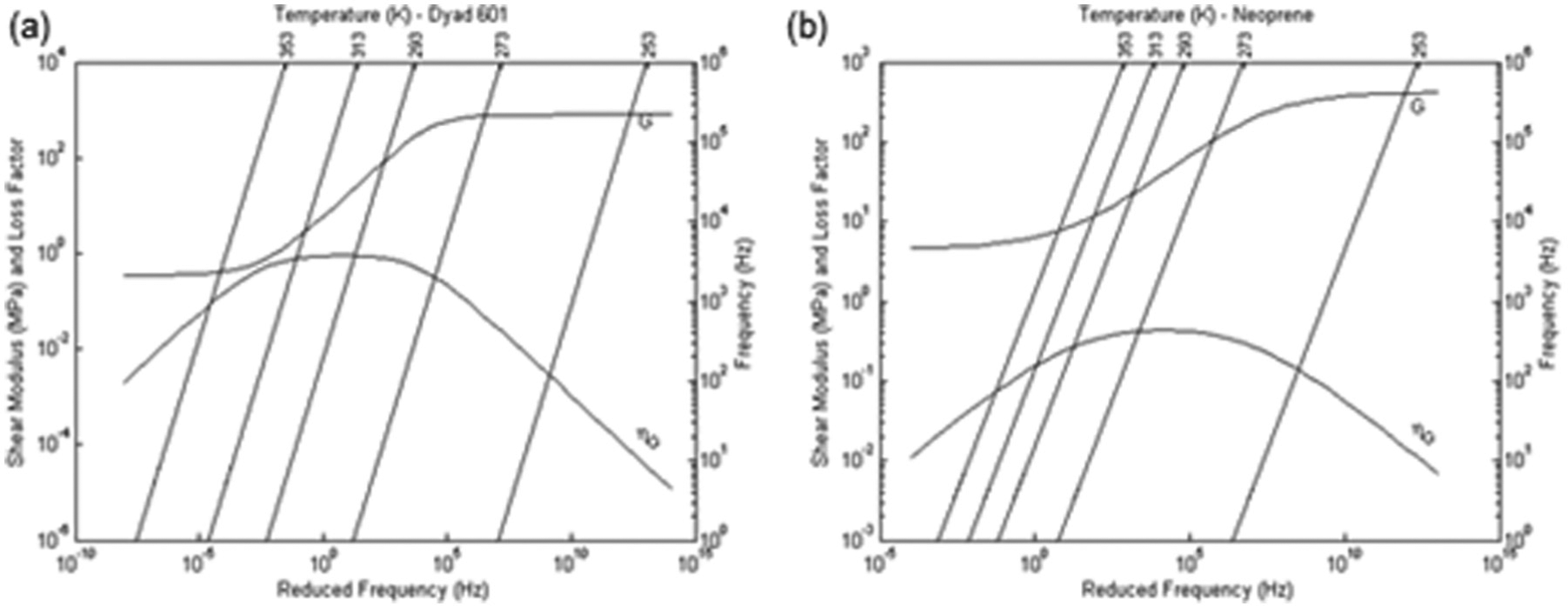
Shear modulus and loss factor: (a) Dyad 601 and (b) Neoprene.
The optimal physical parameters of the dynamic viscoelastic absorber are found using the particular methodology presented in section ‘Optimal design of the DVA’ for a frequency band from 0 to 2245 Hz.
After the optimization procedure, a natural frequency of
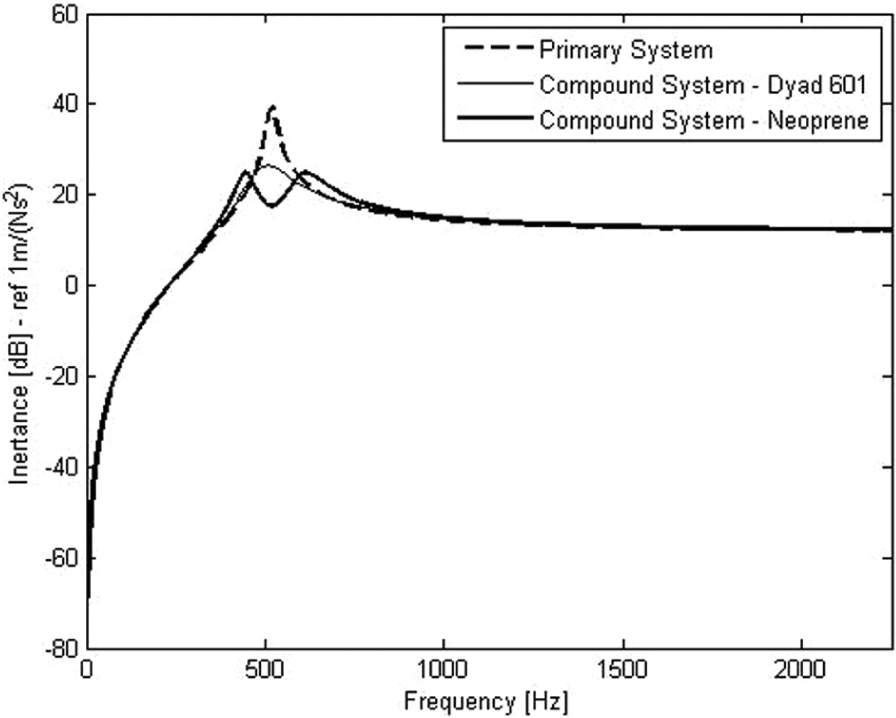
Numerical inertance with and without the optimal absorber.
Experimental analysis
After determining the optimal physical parameters (natural frequency and mass), and knowing the dynamic characteristics of the viscoelastic material, the control device can be physically realized according to Espindola and Bavastri. 22 The design of the absorber is shown in Figure 6.
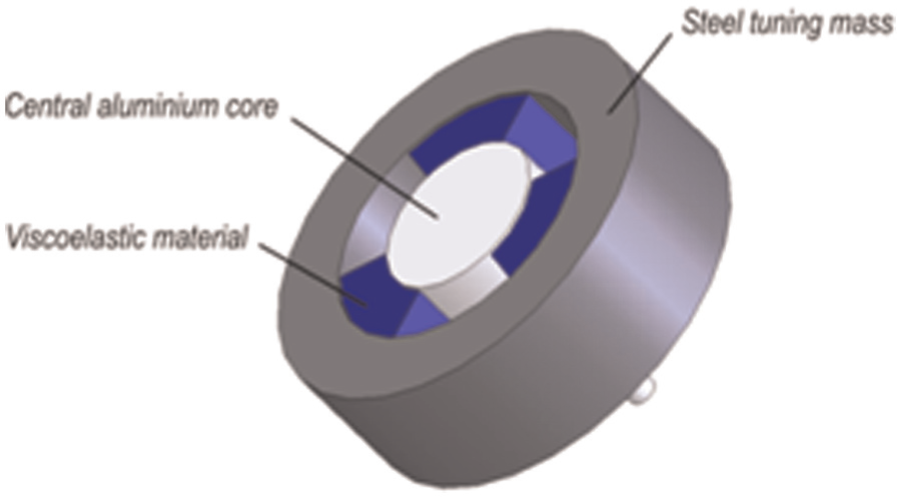
Control device.
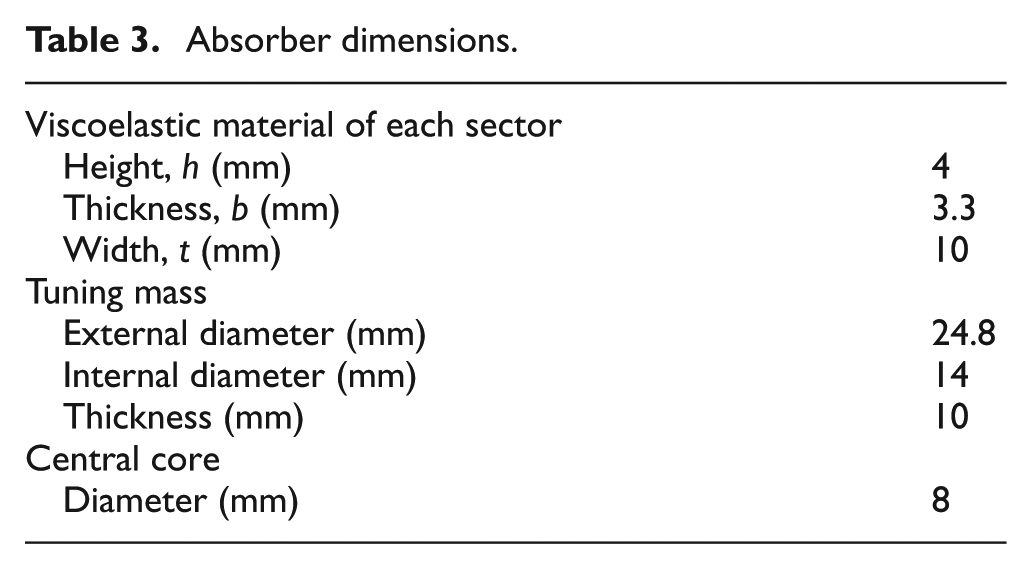
The dimensions of the viscoelastic material, as well as those of the absorber, are shown in Table 3.
Absorber dimensions.
The tool holder was mounted in the machine with a 175 mm overhang. The machine tool used was the Mazak Super Quick Lathe 10M. For practical reasons, external turning operations were accomplished to simulate deep hole internal turning operations. Brass workpieces 32 mm in diameter and 70 mm long were machined using the tool holder with and without the absorber. The cutting speed and the feed rate used were 100 m/min and 0.05 mm/rev, respectively. The depth of cut ranged from 1.0 to 4.0 mm. These parameters were selected to induce chatter condition. The vibratory response was measured during the machining process by using an accelerometer ICP 352C65 attached to the tool holder (50 mm from its end) and a dynamic signal analyser HP 3560A. The sampling frequency was 5120 Hz.
Figure 7 shows a picture of the experimental set-up, including the tool holder and the absorber attached to it.
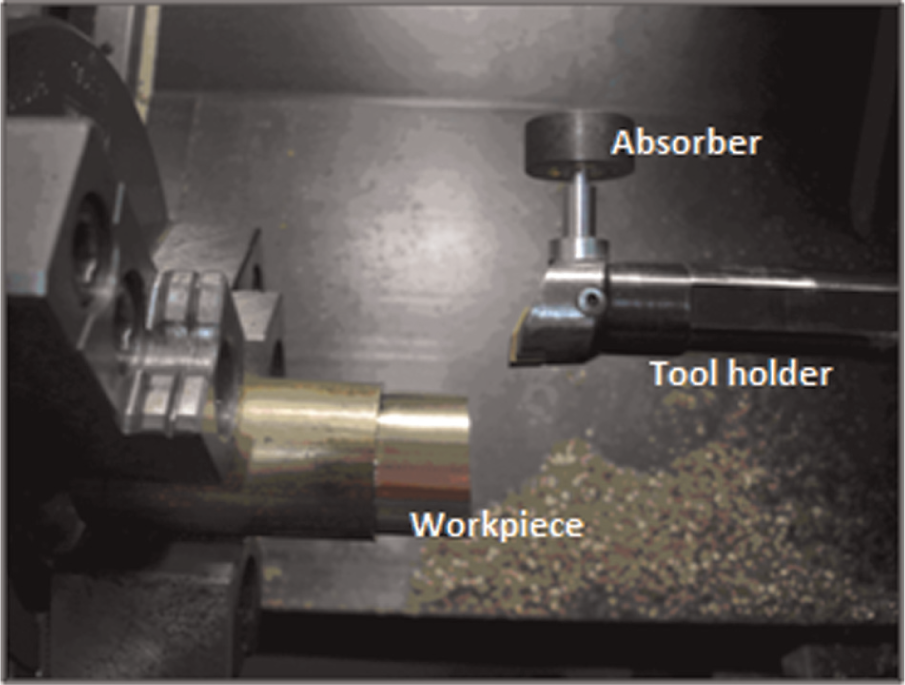
Set-up for the experiments with the tool holder and the absorber.
Figure 8 shows the vibratory response in the frequency domain measured during the machining process for a depth of cut 1 mm. In the spectrum of the acceleration for the tool holder without the absorber, the highest peak corresponds to a dynamic instability, which occurs close to the first natural frequency of the system (Figure 8(a)). The process was unstable and high-level vibrations occurred. There are also visible peaks related to the second and third harmonics of the dominating frequency. Usually, there is a single well-defined chatter frequency for an unstable turning process. However, harmonics of the chatter frequency may appear in the vibration energy spectrum for unstable cuts with boring bars, probably due to the non-linearities, as reported by Pratt and Nayfeh, 33 Andrén et al. 34 and Daghini et al. 35
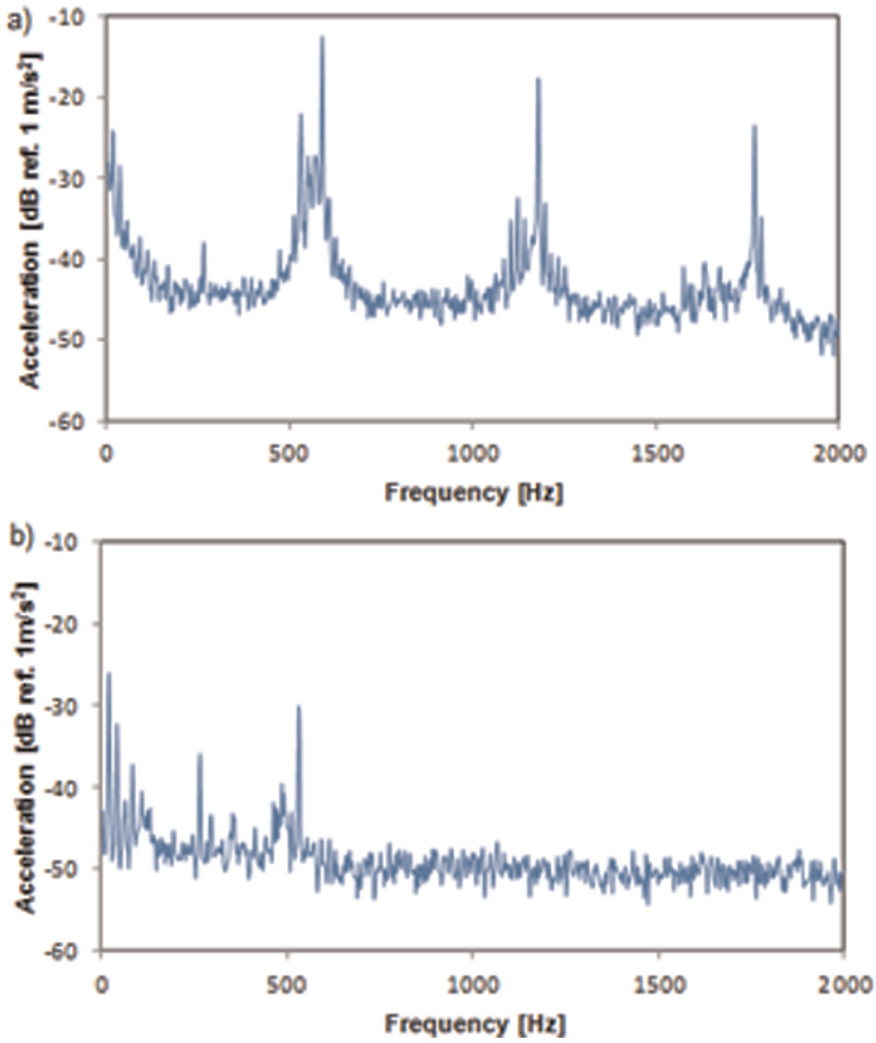
System response: (a) without the absorber and (b) with the absorber.
This reduction in vibration level resulted in an improvement in the surface finish of the workpiece, as can be seen in Figure 9. The measured surface roughness (Ra) of the workpiece machined by the tool holder without the absorber was 4.54 µm, while the measured surface roughness (Ra) of the workpiece machined by the tool holder with the absorber was 1.27 µm.
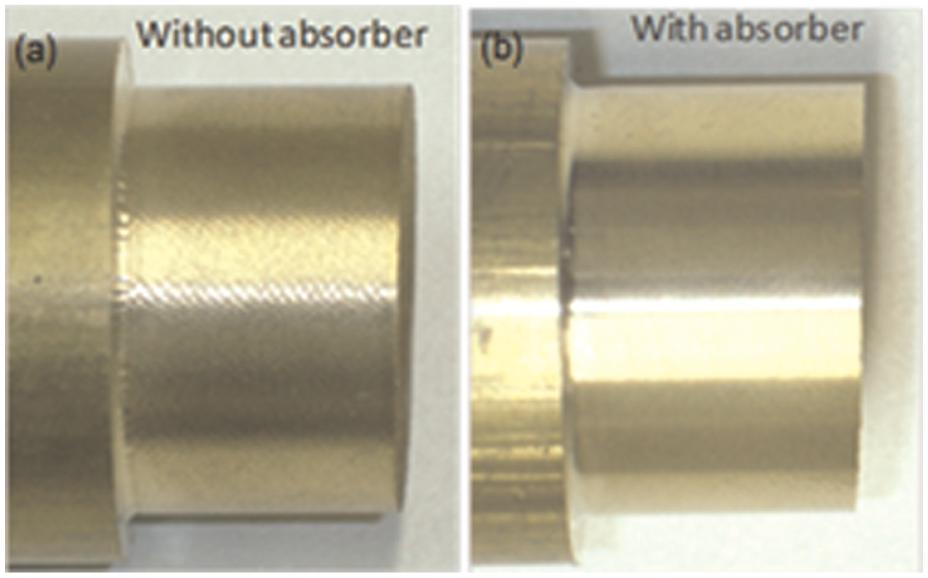
Workpieces machined by tool holder: (a) without the absorber and (b) with the absorber.
Figure 10 shows the surface roughness in function of the depth of cut for the workpieces machined using the tool holder with and without the absorber. The surface roughness values are higher for the workpieces machined with the tool holder without the absorber due to the high-amplitude vibrations that occurred during the process. The workpieces machined with the tool holder with the absorber have relatively low surface roughness, and their values do not change significantly with the increase in the depth of cut. Thus, the dynamic absorber was effective to avoid chatter and allowed for an increase in the material removal rate. Greater depths of cut were not used because of the geometrical limitations of the tool inserts.
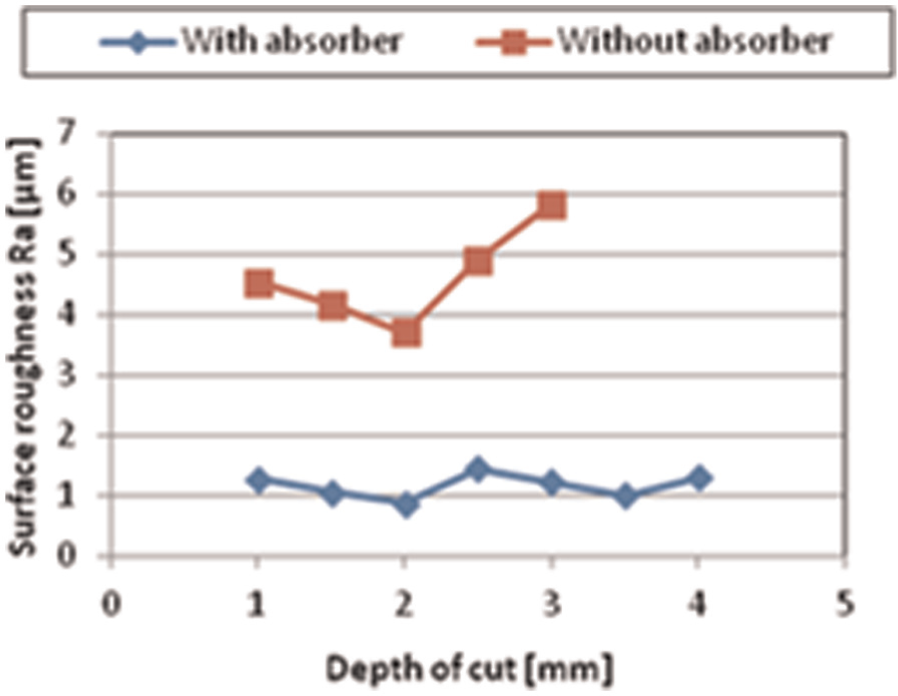
Surface roughness against depth of cut of the workpieces machined using the tool holder with and without the absorber.
Conclusion
A new methodology for the optimal design of viscoelastic dynamic absorber to mitigate chatter in turning operation is presented.
The four-parameter fractional derivative model for the viscoelastic material was used. The GEPs were reviewed and implemented to model the dynamic absorber.
The primary system was modelled as an equivalent 1-degree-of-freedom linear system for more realistic representation, in the frequency band of interest. The damping, stiffness and mass that represent the tool holder and its clamping system were obtained through inverse identification problem.
The accuracy in identification of the primary system and the accurate model used for the viscoelastic material, together with the use of the GEP, allowed to obtain the physical parameters of the absorber in an optimal way.
The present methodology was used to design a viscoelastic dynamic absorber to mitigate chatter for internal turning process. The experimental results show that the passive control device was effective in reducing the vibration during the process due to the introduction of high reaction forces and capability to dissipate vibration energy. Thus, a higher material removal rate can be achieved by using tool holder with viscoelastic dynamic absorber designed by this methodology.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
C.A.B. acknowledges the financial support of CNPq. D.R.V. acknowledges the financial support of PRH24.