
Abstract
In industrial manufacturing applications to improve the surface quality of cylindrical parts such as valves, pistons of hydraulic or pneumatic cylinders, pump shafts and bearing bores, some surface-finishing processes such as grinding, super finishing and honing are applied. Nevertheless, none of them provides to improve fatigue, wear and corrosion resistance. Shot peening and case hardening can improve these properties, but they are expensive and application of them takes more time. Burnishing can increase the surface hardness by generating compressive stresses on the surface and as a result, it improves fatigue and corrosion resistance in addition to providing better surface quality. Roller burnishing is a very simple and very low consumption power process and can be applied on a conventional or computer numerical control lathe. The effect of the burnishing parameters on the surface quality and the burnishing force were examined with experimental study. The experiments were carried out using AISI 1040 carbon steel material. It was concluded that the burnishing feed is the most significant factor affecting the surface quality. Experimental results were tested with analysis of variance.
Introduction
Better surface quality and longer functionality of cylindrical parts are the demands of the industries such as automobile, aircraft, machine tool, pneumatic and hydraulic equipment, railways and so on. Machining processes with low waste and low energy consumption can be realized with burnishing while the quality of the product can be improved.
Burnishing is a surface finish process that can be used to improve surface roughness, corrosion resistance, friction coefficient and wear and fatigue resistance.1 –4 The burnishing process is applied to the workpiece by pressing hardened steel rolls into the surface of the workpiece. 5 By applying the burnishing force on the surface, plastic deformation will occur as the peaks flow into the valleys. At the same time, compressive stresses are induced in the surface and it causes an increase in the surface hardness, which improves the wear and fatigue resistance. Burnishing of the hardened steel part can be possible if the hardness of the steel part is less than the hardness of the burnishing roller. Before performing burnishing, the surface must be pre-machined on a lathe or milling machine. Surface roughness of the pre-machined surface should be in the range 0.8–3.2 µm of Ra (arithmetic average roughness). 6
Stoic et al. 6 performed an experiment on connecting rod produced from forged and shot-peened 34CrMo4 steel for estimating the significant factors of influence for the burnishing process. The mean surface roughness, Ra, and deviation from nominal size of diameter were measured and seen that the burnishing process has significant influence on nominal size of diameter (pre-machined diameter). Wilcoxon test was applied to determine the difference between scores of data collected before and after the experiment. The workpiece hardness and pre-machining conditions affect the surface roughness. Furthermore, the spindle speed, feed rate and depth of penetration affect the surface hardness, which increases as they increases.
Burnishing process is commonly used on lathe machines but it was applied on milling machines in some new studies. Ball-burnishing process of flat plates has been investigated by Gharbi et al. 7 on AISI 1010 hot rolled steel plates using newly developed ball-burnishing tool. For flat surface burnishing, the force should not exceed 400 N to eliminate flaking of the metal. 7 Lopez de Lacalle et al. 8 performed an experimental study on nickel alloy solution–treated and age-hardened Inconel 718 (40 HRC) material using ball-burnishing process to improve the surface quality after end-milling operation and compared the results with those for the heat-treated P20 (32 HRC) steel. It was seen that compression is higher and deeper in the Inconel 718. A large radial width of cut in end milling and small radial width of cut during burnishing process can produce good final surface roughness. 8 Kumar and Purohit 9 designed a ball-burnishing tool, which can be used on lathe. An experimental study was done on 60/40 Cu-Zn material by applying 294 N maximum force on the workpiece, and it was seen that the ball-burnishing process is more effective than the roller-burnishing process in the case of hardness. 9
The burnishing process has been studied with regard to the effects of burnishing speed, feed and force in the previous works.10–12 The burnishing force plays a major role on the quality of the burnished surface, and its effect can be considered as the most important input parameter. 13 New burnishing methods as well as specialized equipment for roller burnishing were studied.14–16 The burnishing processes improve the surface quality by plastic deformation of the surface layers17,18 and the wear resistance. 19 In the study developed by El-Axir, 20 the best results for surface characteristics were obtained at a high number of passes. The burnishing process and the effects of workpiece materials and tool materials with different machine tools have been studied.21,22 The relationship between the parameters and the burnishing force was analyzed with the burnishing forces model by Luo et al. 23 The influence of the speed, feed and number of passes on the surface finish and micro-hardness of internal roller-burnished surfaces have been investigated by Kamble and Jadhav 24 for En-8 steel. The measurements of surface roughness and micro-hardness before and after internal roller burnishing show that surface roughness decreases as feed increases and micro-hardness increases as the number of passes decreases and as speed increases. The maximum surface finish and micro-hardness were obtained at the first pass. The compressive residual stress is an important feature of a machined part due to its direct effect on fatigue life and fracture behavior. It increases the fatigue life of a part. 25 Residual stress distribution has been analyzed by Kermouche et al. 26 Roller-burnishing process causes plastic flow of the metal and generates the tensile zone, which may appear in the near-surface due to the material type and is about 0–0.5 times the contact radius and it is then followed by a compressive zone. The thickness of this compressive zone is about two to three times the contact radius. 26 The main parameter affecting the compressive residual stress field (depth and intensity) is the normal load applied on the tool. The burnishing speed and feed affect the surface roughness and hardness. 27 The effect of burnishing force, burnishing feed and ball radius has been studied by Laouar et al. 28 on the surface of XC48 steel material. In this study, the improvement in the roughness varies from 50% to 83% and an increase in the hardness reaches 17%. Besides these parameters, the material type is also an important property, which affects the roughness and hardness after burnishing. Low feed rate combined with high burnishing force and a small ball radius gives the better hardness values. Using the parameters, effect on roller-burnishing process (burnishing speed, effect of feed, effect of the burnishing force, effect of the number of burnishing tool passes), Taguchi analysis and the confirmation experiment were carried out, and the optimal roller-burnishing parameters for Aluminum 6351-T6 were obtained as the number of pass was 3, maximum force was 20 kgf and spindle speed was between 250 and 350 r/min. 29 The effect of the burnishing on the corrosion resistance of carbon steels has been investigated by Hryniewicz et al. 30 using electrochemical impedance spectroscopy method. After roller burnishing, the corrosion resistance has increased several times in comparison with the results obtained without burnishing. Ball-burnishing technique was used for surface improvement of shafts. 31 The influence of burnishing pressure and burnishing feed on surface roughness and hardness was determined, and optimum parameters were established. Residual stresses estimation was performed using a finite element model. Results show that in burnishing operation, compressive stresses were introduced. In Avilés et al., 32 surface and subsurface characteristics of the samples were tested with ball burnishing. Effect of burnishing speed and burnishing feed rate on productivity was analyzed. Furthermore, effects of burnishing parameters on the residual stresses were discussed and finite element model was used. Three-dimensional (3D) finite element model of the burnishing process was proposed by Balland et al. 33 The finite element method results agree well with the experimental results. Burnishing depth is an essential parameter for the surface quality.
The goal of this study is to examine the use of the burnishing operation to give a good surface quality. The variable burnishing parameters selected for the experimental study were the burnishing force, speed and the feed rate. In addition, the surface roughness values obtained by burnishing process are compared with the values obtained by grinding process. The relationship between the burnishing parameters and the hardness is investigated to improve the effectiveness of the burnishing process. The understanding of this phenomenon is important to determine the effect of the roller burnishing on the surface roughness.
Material and method
The AISI 1040 carbon steel material used in this current study is widely used in industrial applications. The material is provided in a raw state from Asil Steel Co. (Turkey) for manufacturing axes and mechanical parts. The chemical analysis is given in Table 1 and the mechanical properties are illustrated in Table 2 for 70 mm diameter bar.
Chemical composition of AISI 1040 steel.
Mechanical properties of the workpiece material (normalized at 900 °C).
Three workpieces were cut from raw material as 70 mm in diameter and 300 mm in length and pre-machined on a Tezsan SN50C lathe using P20 carbide-cutting tool. Table 3 shows the properties of the lathe. Surface roughness was measured by Mitutoyo Surftest SJ-301 tester as “Ra” before and after burnishing operations. Also, micro-hardness was measured by Krautkramer MIC 20 ultrasonic hardness tester as “HB” after all burnishing operations by applying 5 kN force.
Properties of the lathe.
After the first cut of the workpieces, they were machined twice to be prepared for the burnishing operation. At first pre-machining operation, speed was 500 r/min, feed was 0.05 mm/rev, roughness (Ra) was 1 µm and diameter of workpiece was 60.12 mm. At second pre-machining operation, speed was 350 r/min, feed was 0.5 mm/rev, roughness (Ra) was 3.2 µm and diameter of workpiece was 60.02 mm. Then groves were opened on both of the workpieces, as shown in Figure 1.
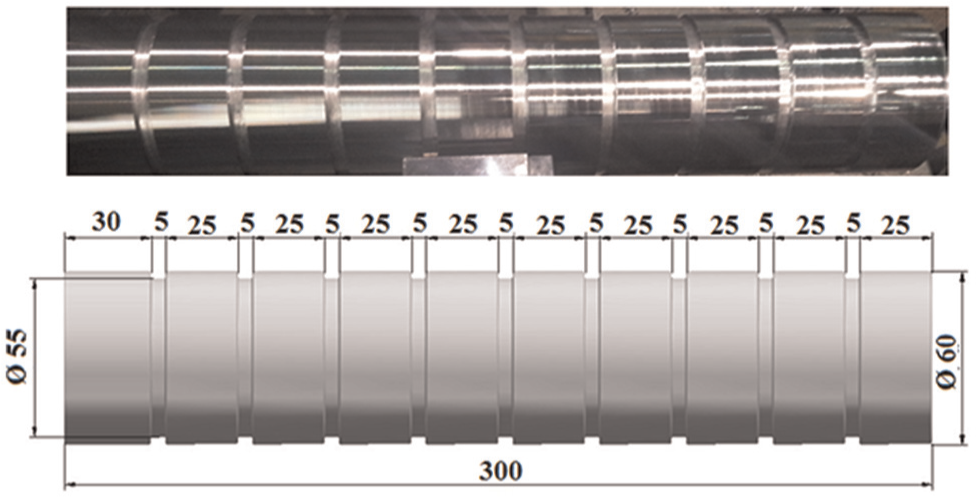
View of the workpiece and dimensions.
After pre-machining of workpieces, the burnishing tool (Ecoroll EG14) (Figure 2) was installed on the conventional lathe support and adjusted per tool instruction sheets. Burnishing operations were carried out under dry conditions (Figure 3). This application separates this study from previous studies. Table 4 shows the tool properties.
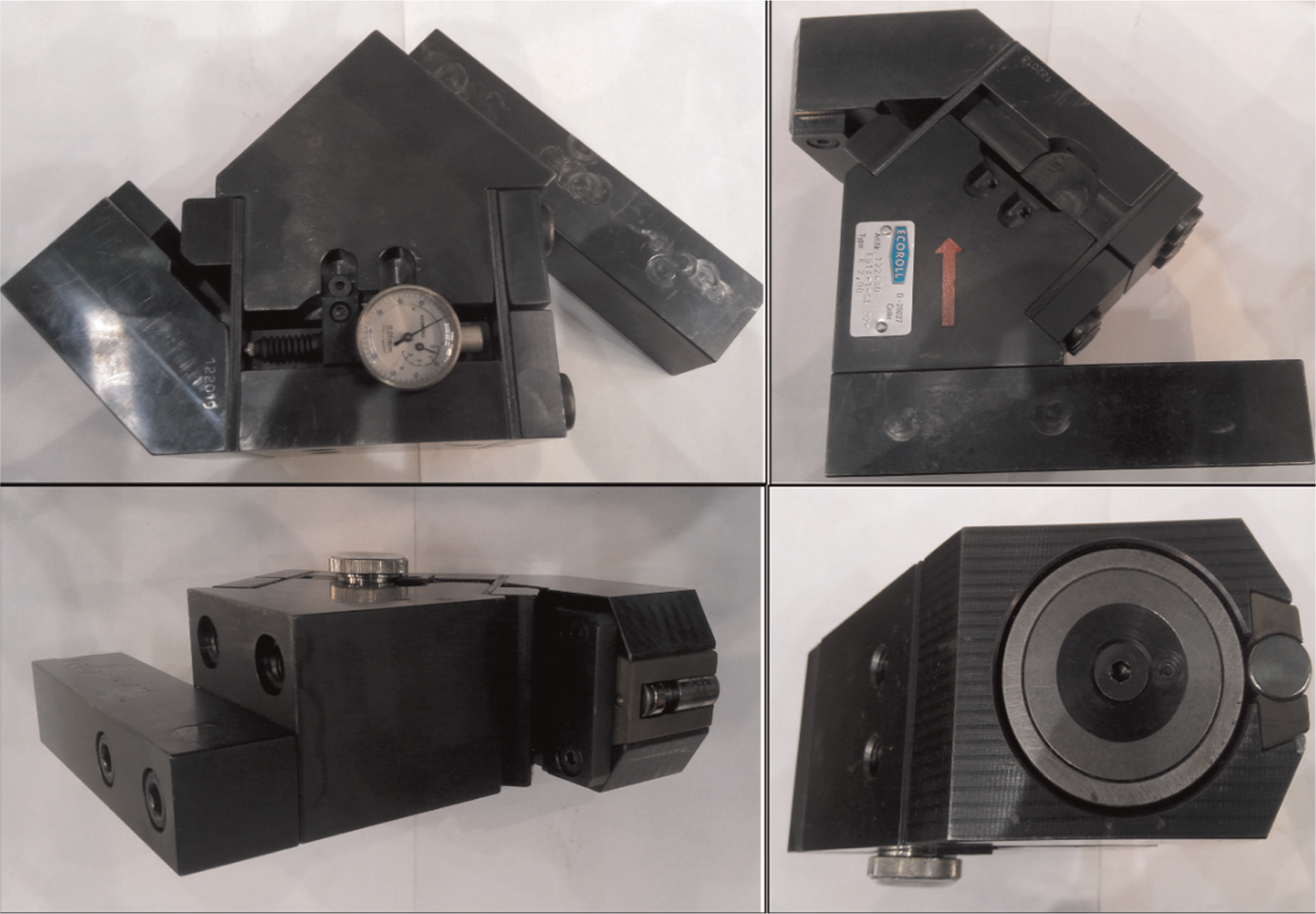
Ecoroll EG14 roller-burnishing tool.
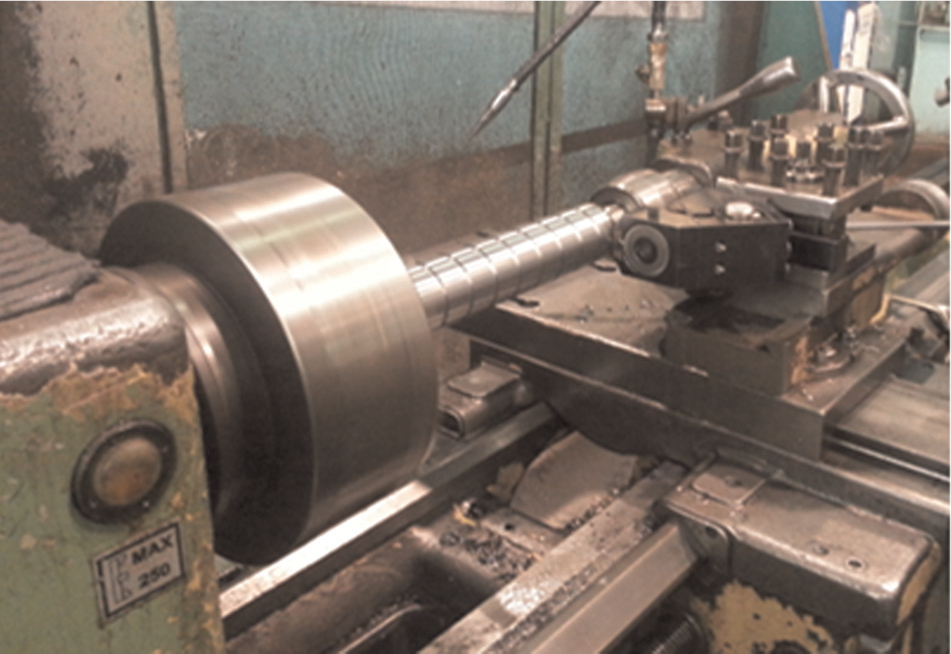
Burnishing process (EG14) on workpiece.
Burnishing tool properties.
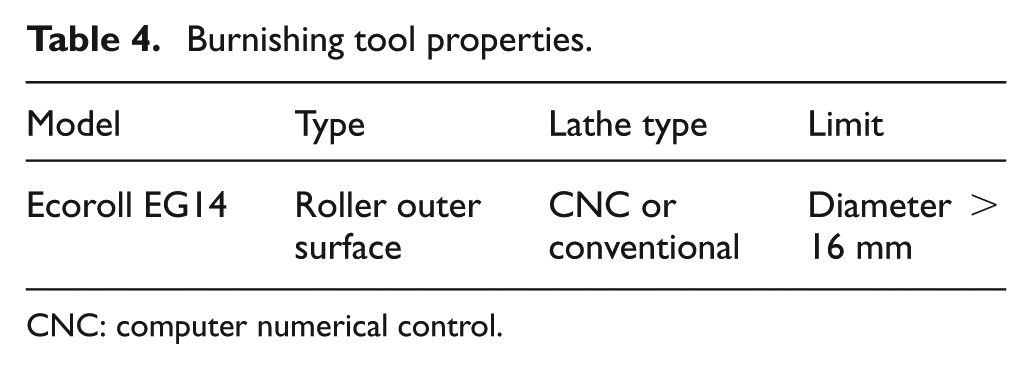
CNC: computer numerical control.
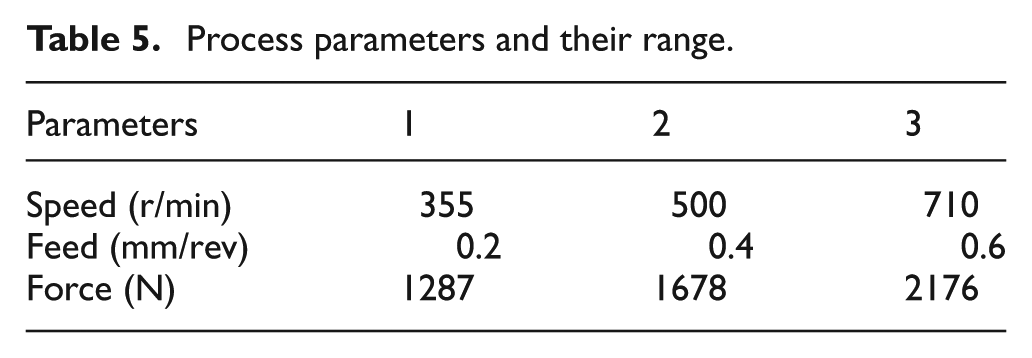
The tip of the roller was located to have 1.5° feed angle over the surface of workpiece, as shown in Figure 4. The process parameters and their range are given in Table 5.
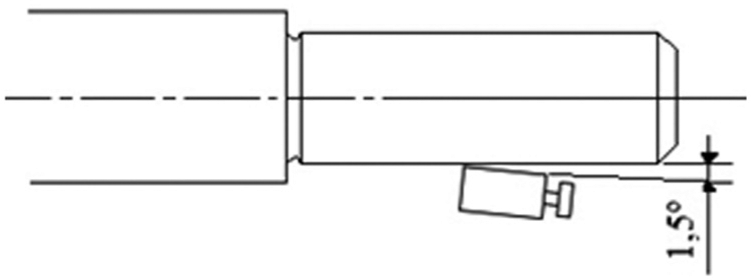
Locating of roller on surface.
Process parameters and their range.
The burnishing force can be adjusted by a dial indicator located on the tool body. The burnishing force should be selected per yield strength of the workpiece material and converted to the dial value using the conversion graph, which was obtained from the manufacturer company of the tool. Several tests were done to obtain the relationship between the forces and dial indicator. First, the roller was forced on a test piece. Then force value and dial indicator were read and matched. After applying the same method for some forces, the conversion graph was obtained (Figure 5).
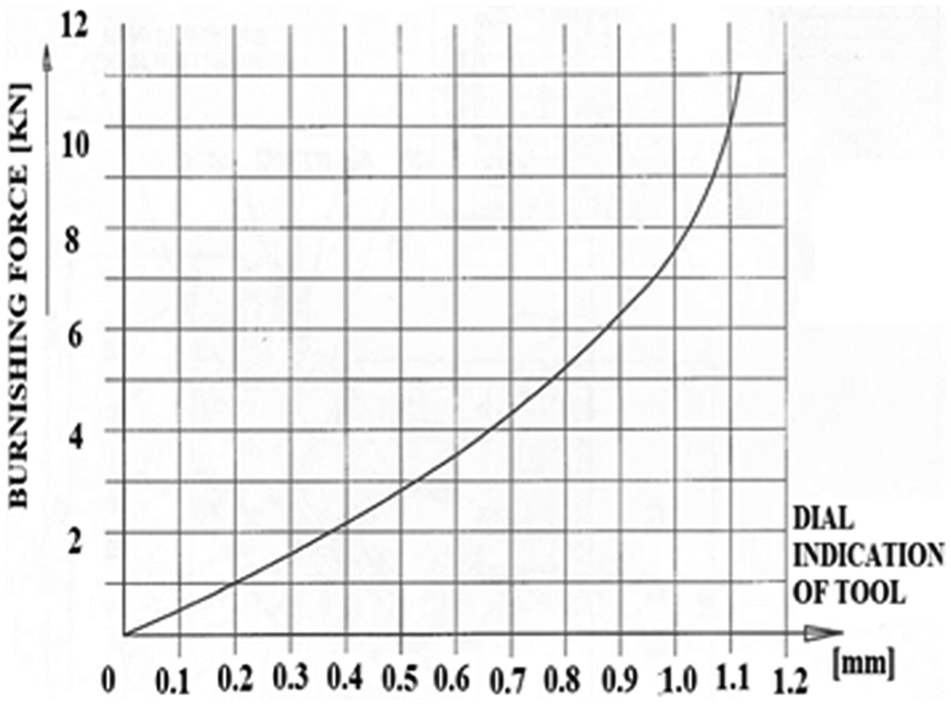
Burnishing force versus dial indication.
Results and discussion
This experimental investigation studied the effects of burnishing speed, feed rate and burnishing force on the surface roughness. Experiments were carried out on three workpieces, and 27 burnishing operations were done.
Surface hardness study
Figures 6–10 show the effects of burnishing speed, feed and force on the hardness of burnished surfaces, respectively. At 0.2 mm/rev feed, a significant increase in hardness is observed when the speed increases. At 1287 N, hardness change is observed as 6%. A distinct increase is observed in hardness when the burnishing force increases. Hardness change is 12.7% at 710 r/min (Figure 6).
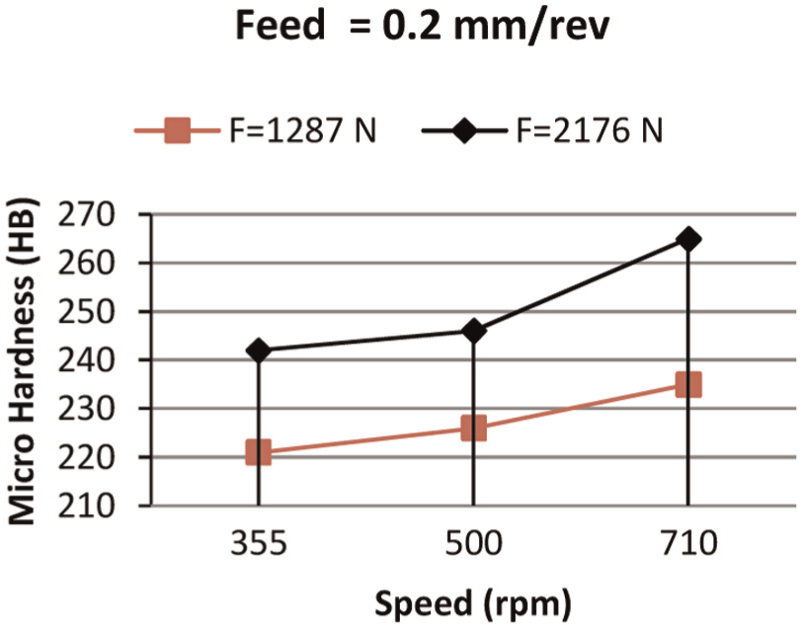
Hardness versus speed at feed = 0.2 mm/rev.
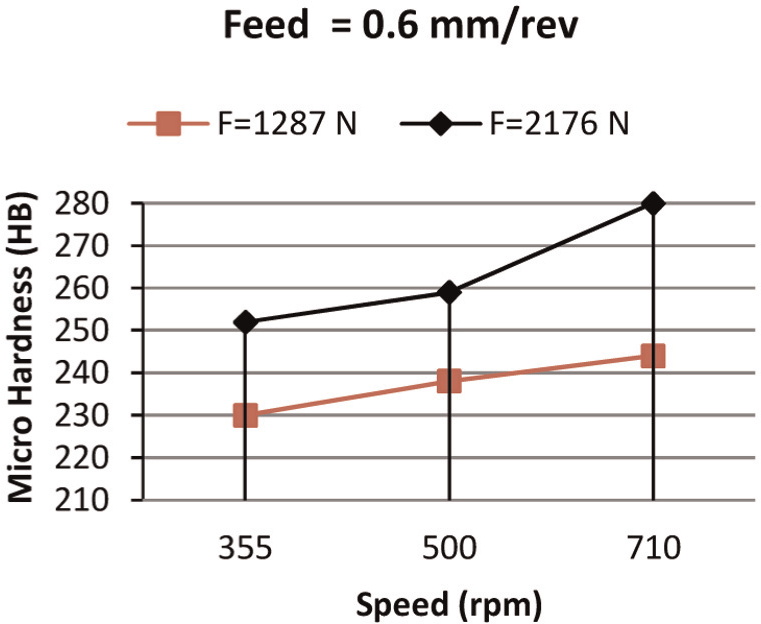
Hardness versus speed at feed = 0.6 mm/rev.
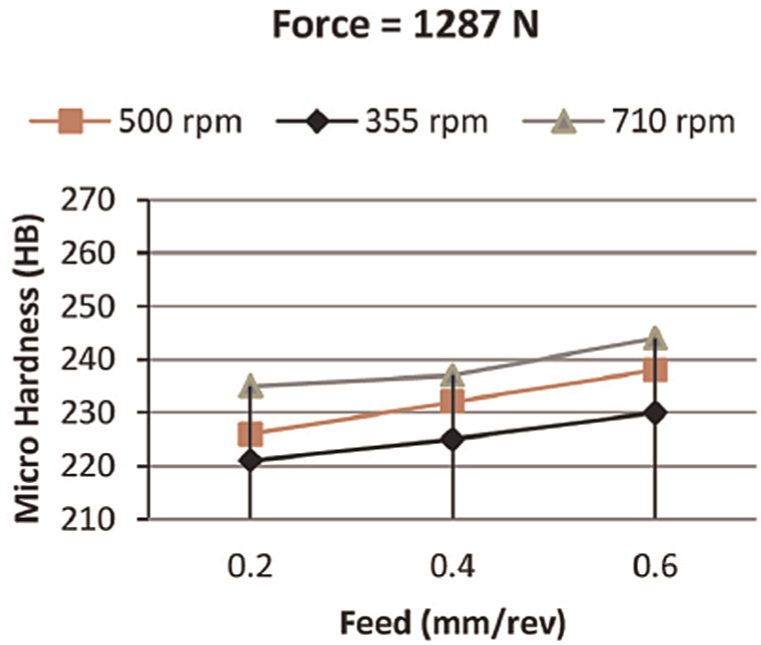
Hardness versus feed rate at force = 1287 N.
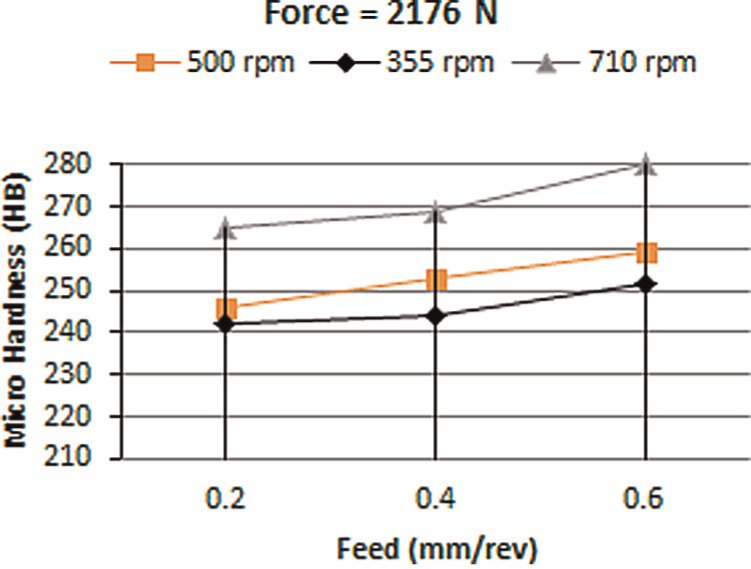
Hardness versus feed rate at force = 2176 N.
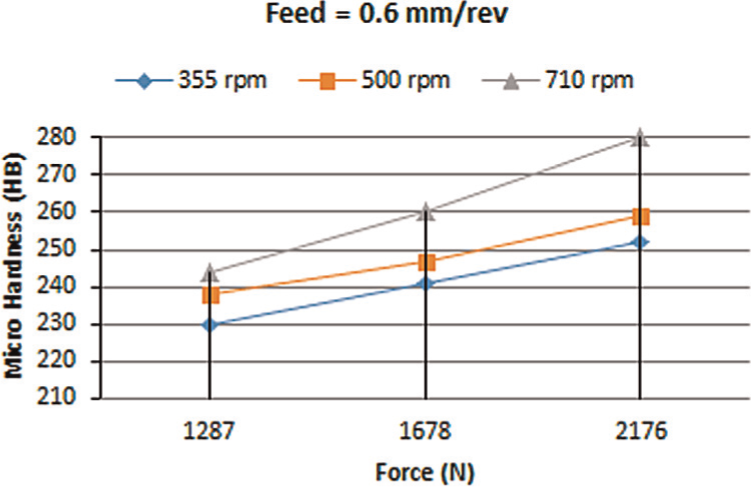
Hardness versus force at 0.6 mm/rev.
Figure 7 shows interaction between the burnishing speed and hardness of the specimen surface. At high burnishing speeds up to about 710 r/min, the hardness of the surface increases considerably as the burnishing feed is constant. At 0.6 mm/rev, a significant increase in hardness is observed as speed increases. Hardness change is observed as 6% at 1287 N as speed increases from 355 to 710 r/min. When the burnishing force increases, hardness also increases and the change in hardness is observed as 14.7% at 710 r/min from 1287 to 2176 N (Figure 7). In the work of El-Axir, 13 it can be observed that an increase in hardness of the surface at high burnishing speed increases the fatigue life. The reason for the increase in the fatigue life may be explained with increase in the burnishing force. Burnishing process improves the fatigue life with the help of the compressive residual stress. Therefore, low burnishing speeds are favorable because the deforming action of the roller can be smaller.
The effect of speed and feed rate changes are investigated at 1287 and 2176 N. The increase in feed results in an increase in hardness as 3.8%, as shown in Figure 8. The maximum hardness value is obtained at 2176 N, 710 r/min and 0.6 mm/rev as 280 HB, as shown in Figure 9.
Figure 10 shows the effect of burnishing force on the surface hardness of carbon steel specimens. Maximum hardness is obtained at 2176 N and 710 r/min. It is observed that the most important factor for hardness increment is the burnishing force. The hardness change is 14.7% from 1287 to 2176 N at 0.6 mm/rev and 710 r/min. The maximum increase in hardness is observed as 19.14%. It seems that surface hardness increases with the increase in the roller-burnishing force.
The analysis of variance (ANOVA) values were calculated in order to estimate the predictive accuracy of the model. The purpose of the ANOVA is to investigate which design parameters affect the surface hardness. The ANOVA results are illustrated in Table 6. It can be seen that burnishing force (55.55% contribution) and burnishing speed (44.55% contribution) play a significant role in determining the surface hardness. Furthermore, the contribution ratio of the burnishing feed is 0.00%. Burnishing feed has not had any contribution ratio; effect of it on the process is negligible. Based on the table, burnishing force is the most important parameter.
ANOVA results for surface hardness.

Surface roughness study
In this article, the surface parameter used to evaluate surface quality is the arithmetic average roughness (Ra). It can be measured by the average deviation of an irregular surface compared to a plane or perfect cylinder. Ra is recognized universally as the international parameter of roughness by ISO 4287:1997 standard. Ra is measured using profilometer devices.
From the measurements, it is observed that surface roughness decreases when speed increases from 355 to 500 r/min and then it starts to increase when speed increases up to 710 r/min. The minimum roughness is obtained at 500 r/min speed, 0.2 mm/rev feed and 2176 N force as Ra = 0.13 µm, as shown in Figures 11 and 12. The optimum burnishing speed obtained from tests is 500 r/min. The surface roughness value is decreased when cutting speed is increased up to 500 r/min. However, a further increase in cutting speed decreases the surface quality. As the cutting speed is increased from 355 to 500 r/min, the surface roughness value decreases due to the reduction in built-up edge (BUE) formation tendency. When the cutting speed is increased from 500 to 710 r/min, the thermal and mechanical loads will increase by raising the temperatures in the cutting area. This will also cause the surface roughness value to increase.
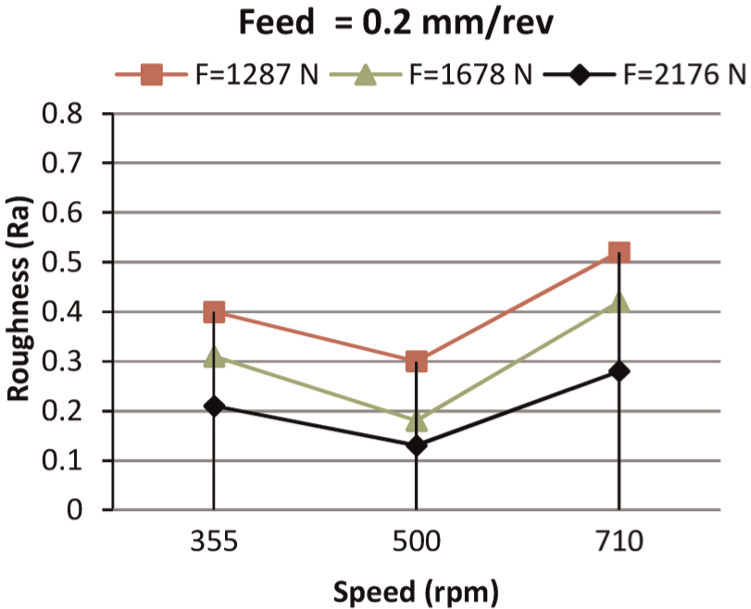
Roughness versus speed at 0.2 mm/rev feed.
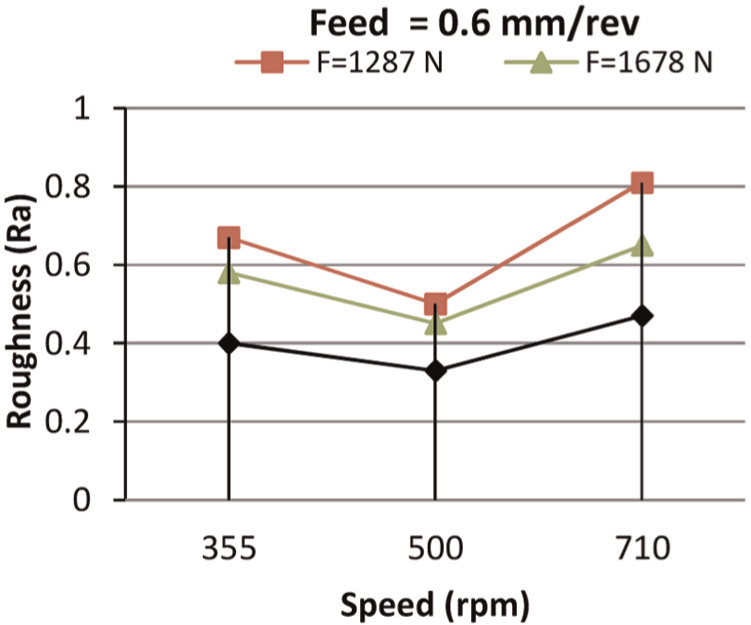
Roughness versus speed at 0.6 mm/rev feed.
Feed rate also has a distinct effect on the roughness like burnishing speed. As feed rate increases, roughness increases. At 1287 N force and 710 r/min, change in the roughness is 55.7%, which is a distinct increase (Figure 13). Additionally, at higher burnishing force, the effect of feed rate on roughness increases. In Figure 14, it is shown that force is increased from 1287 to 2176 N, and the change in roughness at 710 r/min is 67.8%. Improved surface roughness values were obtained when turning with low feed rate.
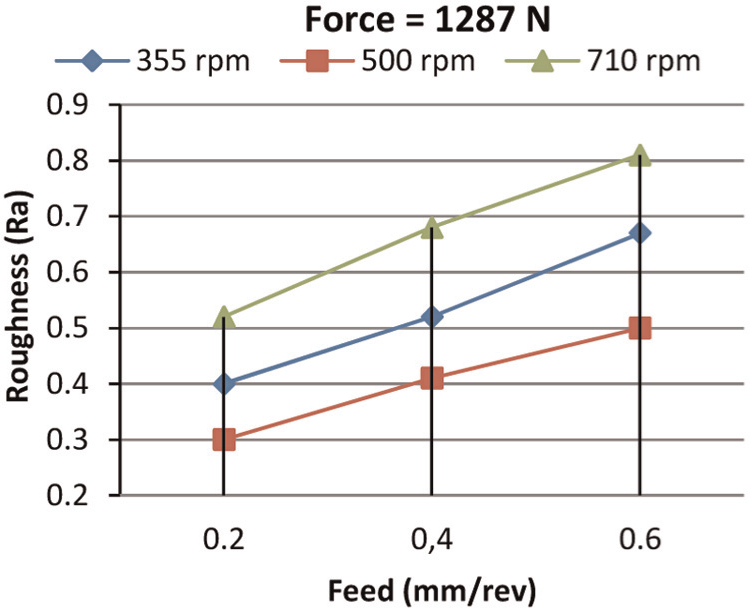
Roughness versus feed rate at 1287 N force.
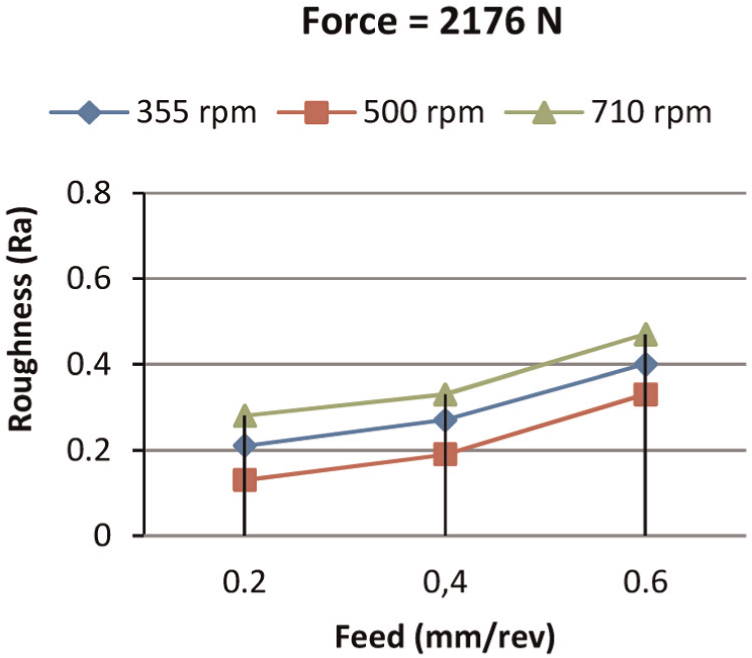
Roughness versus feed rate at 2176 N force.
The most effective parameter is the burnishing force. When the burnishing force increases from 1287 to 2176 N, the change in roughness is 74% (Figure 15). Each curve in Figure 15 indicates that the surface roughness reaches a minimum value with increase in the burnishing force. The surface quality improves when increasing the burnishing force in the turning operations.
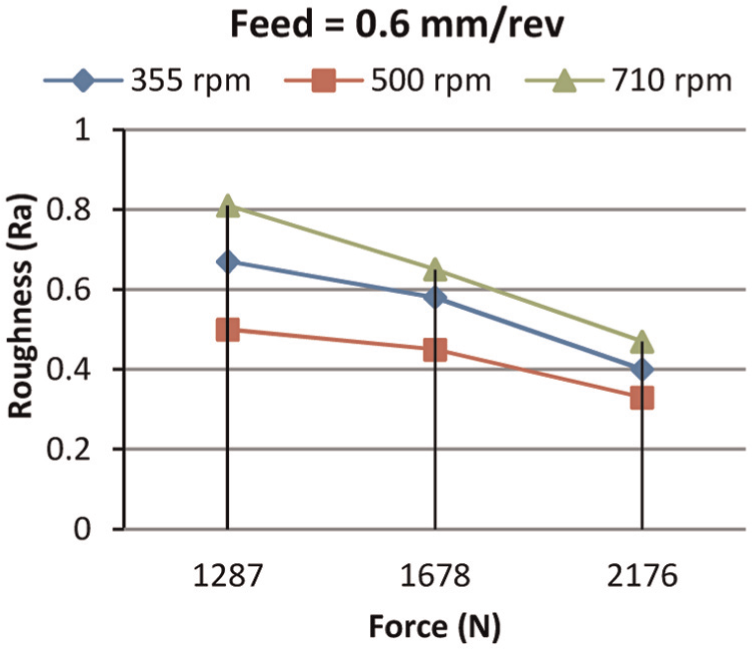
Roughness versus force at 0.6 mm/rev.
The surface roughness of the workpiece is a very important technological parameter for manufacturing. To investigate the degree of importance of burnishing parameters on the surface roughness, the ANOVA technique was carried out. The ANOVA results are given in Table 7. It is observed that the influence of burnishing force on surface quality is greater compared with the other parameters. The burnishing force is the most significant parameter affecting the surface roughness (36.25% contribution) followed by burnishing speed (35.38% contribution) and then burnishing feed (28.06% contribution).
ANOVA results for surface roughness.

It implies that the roller burnishing is capable of decreasing the surface roughness, which is in accordance with the findings of past authors.34,35 It is believed that burnishing action leads to increasing fatigue life with decreasing surface roughness.
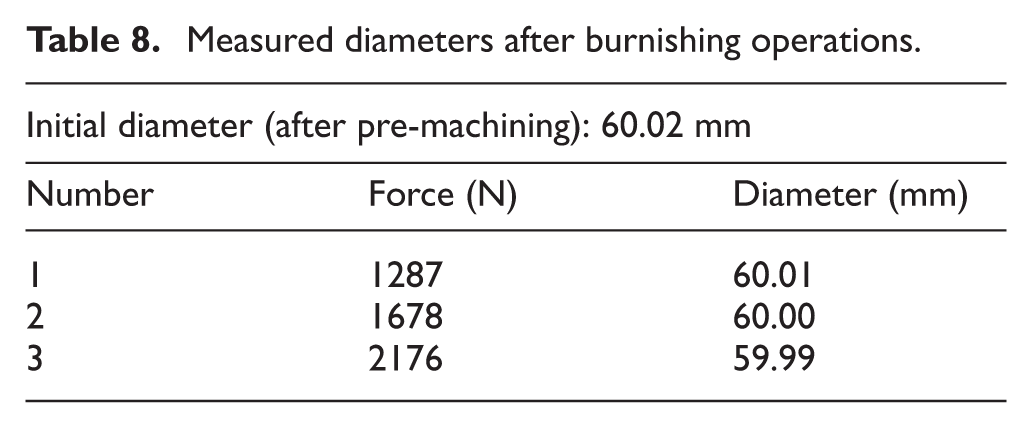
After burnishing operations, the diameters were measured by a micrometer and listed in Table 8. The burnishing speed and feed rate have insignificant effects on final diameters of the workpiece. The changes in final diameters are directly affected by burnishing force. Therefore, before burnishing operation, the tolerance of the part should be considered and the pre-burnishing diameter should be carefully adjusted by pre-machining.
Measured diameters after burnishing operations.
As an additional study, the workpiece portion was grinded and the surface roughness was measured as Ra = 0.45 µm. Roller-burnishing process in which surface roughness Ra = 0.13 µm was obtained is two times more effective than grinding for surface roughness improvement. Also after grinding process, the micro-hardness was not changed. When the process times are compared, it is seen that roller-burnishing process consumes four times less time than grinding process.
Another additional test was applied to see the effect of a second pass of the roller. At 0.2 mm/rev, 1287 N and 355 r/min, second burnishing process was done after first burnishing process. The roughness was 0.4 µm and micro-hardness was 221 HB after first pass, and roughness was 0.2 µm and micro-hardness was 240 HB after second pass. An improvement about 50% in roughness and an increase about 10% in micro-hardness were observed.
Conclusion
In this study, the effects of burnishing speed, feed rate and burnishing force on surface roughness and micro-hardness were investigated. Tests were applied on AISI 1040 steel workpieces, and during all tests, burnishing process was carried out under dry condition. For this material, it is seen from the results that the maximum improvement in the roughness is obtained as 10 times better than the initial condition, and the maximum increase in the micro-hardness is obtained as 55.5% better than the initial hardness value.
The compressive zone has a desirable effect on surface roughness and micro-hardness. The burnishing force is the most effective parameter for surface roughness and micro-hardness. The burnishing speed and feed rate have significant effects on micro-hardness but a desirable effect on surface roughness.
The research carried out showed that the study of burnishing force and feed rate is very important for the application of the burnishing process. It can be said that the burnishing process may be applied as a surface finish method. After burnishing operation, Ra is nearly four times smaller than that of the surface, which was turned. Experimental results showed that in order to achieve good surface quality, a low burnishing feed rate should be used.
For the analysis of the test data, ANOVA was effectively used. In burnishing operation, ANOVA gave results in determining the percentage contributions of the key factors that the burnishing force is the most important parameter with a contribution ratio of 36.25% on surface roughness. It is obvious that burnishing force was the most significant parameter for surface hardness with a contribution ratio of 55.55% of the total variation in surface hardness.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.