
Abstract
The surface waviness of the KH2PO4 crystal has important influence on its optical performance, but it is difficult to simulate by the current simulation models. This article presents an integrated machining performance forecasting method, which considers the interaction between manufacturing process and machine tool and integrates the cutting simulation, machine tool dynamic performance simulation and the control system. The profile and waviness prediction on the large area are achieved by this method with short time and high accuracy. The machining trials on a fly cutting machine tool are carried out to demonstrate the effectiveness of the proposed approach.
Introduction
The potassium dihydrogen phosphate (KH2PO4, KDP for short) crystals are widely employed in high-power laser system, which serve as the special frequency doubling optics. 1 The size of this crystal is usually larger than 400 × 400 mm2. The fly cutting machining method is widely used to generate flat surface on such large area while some periodic waviness will be left on the machined surface, which has a significant impact on the optical performance. The surface waviness will decrease laser damage threshold of the KDP crystal and even lead to failure of the system. In order to guarantee the optical function, the waviness simulation should be carried out in the machine tool design stage to improve the machine tool performance.
The interaction between the machine tool dynamic behavior and process forces can result in undesired vibrations and significantly limit the usable capacity of high-performance machines as well as the achievable quality of the machined workpieces. It mainly causes the waviness. Therefore, the interaction between process forces and stsructural dynamics of a machine tool must be carefully considered in the design stage of precision machine tool.
For virtual machine tool design, the finite element (FE) simulation is an effective tool to solve different problems involved in manufacturing process simulation, owing to its high calculation accuracy, convenience and low cost.
There are two major branches in the FE simulation study for machinery manufacturing, one of them is focusing on the cutting process simulation. It has important advantages in predicting power requirements, cutting force, chip formation and residual stresses using numerical models. 2 –4 However, the current cutting simulations have its shortcomings, such as small simulation size and long running time. Besides, the dynamic vibration of the machine tool is unable to consider in the cutting process; therefore, the waviness on the machined surface caused by the machine tool vibration cannot be simulated.
Another branch is focusing on the structural behavior analysis of the machine tool. The FE model is used to calculate static stiffness, dynamic characteristics and thermal characteristics of the machine tool. 5 –8 The FE model of the machine tool is an accuracy, multi-degree freedom system, while the cutting process cannot be considered in this simulation model. The input force for this system is always simplified to the unit force, while the workpiece material and tool shape are ignored, which make the input force for the machining system not accurate. In addition, the control system is not contained in the FE model and the cutting locus cannot be considered; therefore, the waviness simulation cannot be achieved by this model.
There were also some researchers who studied the interaction of manufacturing process and machine tool by the coupled simulation, which permitted simultaneous usage of two different simulation environments with data exchange by a suitable interface. 9 It results in a more accurate calculation of the cutting forces and more precise chip formation. However, their methods are difficult to build and need long running time; likewise, it is difficult to achieve the profile and waviness simulation under large area.
Therefore, the present simulation method cannot realize the waviness and the profile simulation for large-size workpiece due to its own limits as discussed above. Up to now, there is rather limited research focusing on comprehensive understanding of the influence of the interaction between machine tool and process forces on the finished surface quality of KDP crystals. To investigate this effect, a coupled simulation integrating cutting process and the dynamic behavior of the machine tool is urgently needed.
An integrated simulation method for large-size surface generation
By considering the interaction between process forces and machine structural dynamics, an integrated simulation method, which integrates the advantages of the cutting force simulation, the machine tool dynamic performance simulation and the motion control system, is proposed in this article, and then, the waviness and the profile simulation for large-size workpiece can be realized.
The application flowchart of this system is illustrated in Figure 1. To begin with, the cutting simulation is carried out. The cutting force, cutting heat and residual stresses are obtained. Next, the cutting force is inputted to the transfer functions, which is obtained from FE model of the machine tool. Then, the response of the tool tip is outputted to couple with the machine tool control system, for generating the machined surface profile.
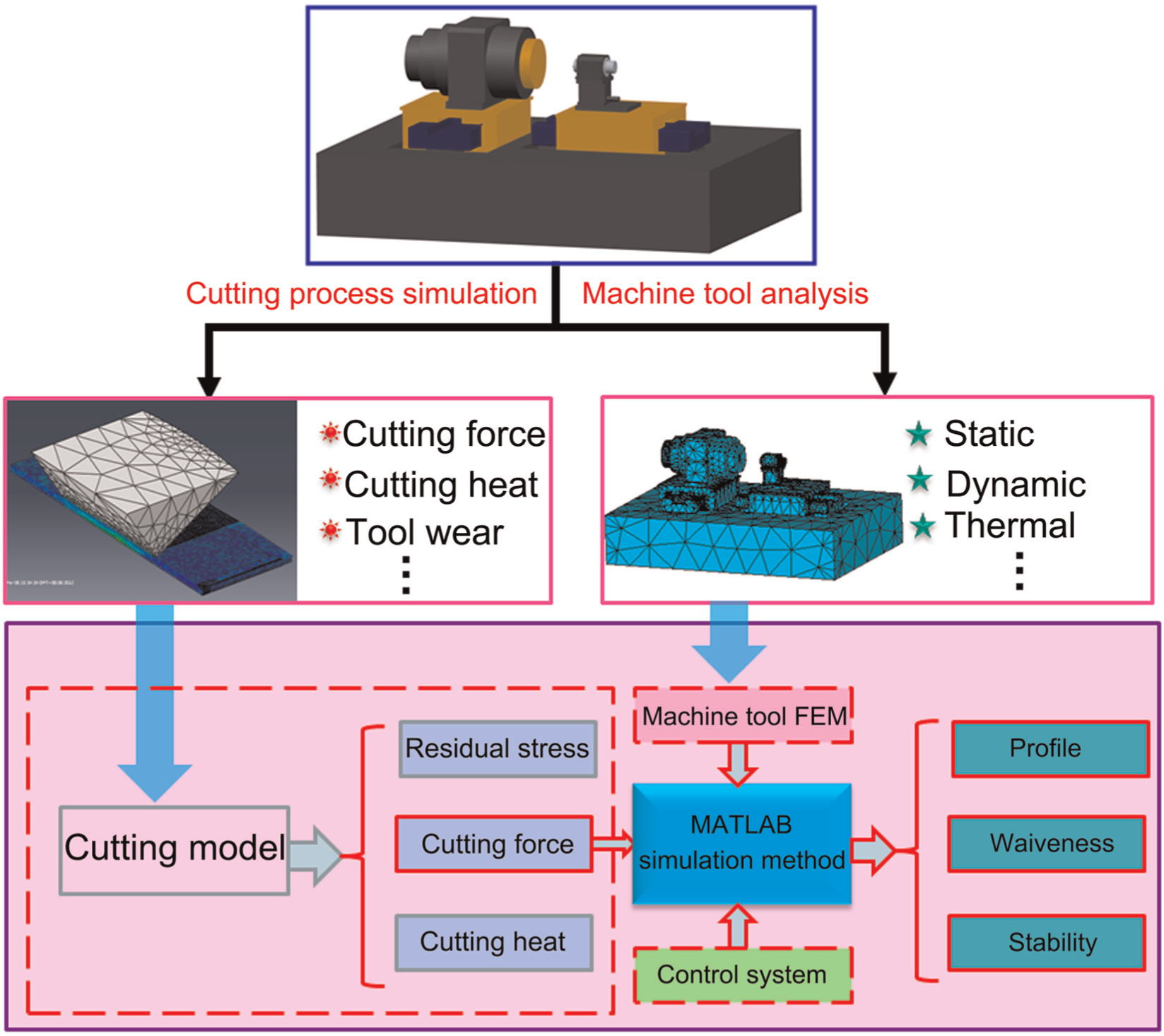
The outline of the integrated simulation method.
In this method, both the material property and cutter shape are considered, which make the cutting force forecasting more precise. Besides, the transfer function of the machine tool is obtained from the FE model as a multi-degree freedom system rather than a single-degree freedom system and stored in MATLAB program, which can get more accurate transfer function. The cutting force extracted from the FE simulation is used as the input force in the transfer function. In addition, the cutting path generated by the control system is considered to achieve the large-size surface simulation. Then, a dynamic cutting process simulation system is established.
This integrated simulation method is used to predict the machined surface of KDP crystal. The cutting model is established as shown in Figure 2; in this work, the commercially available FE software, that is, ABAQUS, is employed to simulate the diamond fly cutting procedure. Both the diamond tool and KDP crystal are meshed with four-node tetrahedral elements. The diamond tool rotates around the center of rotation O, with a constant cutting velocity, and has no displacement in direction z, as presented in Figure 2. When the current cutting simulation is finished, the workpiece moves once in direction x with a certain distance, which is identical to tool feed rate. And then, the next run cutting simulation initiates. In addition, the diamond tool is assumed to be a rigid body, while the KDP crystal is regarded as a deformable body. Before simulation, the nodes on the bottom surface and rightmost surface of KDP crystal are fixed in y and z directions, that is, only one freedom in the feeding direction x is left. The simulation is carried out with a diamond cutter tool with −25° rake angle, 8° clearance angle and 5-mm tool nose radius under the following processing parameters: a depth of cut of 15 µm, a feed rate of 60 µm/s and a spindle rotational speed of 300 r/min. The cutting force is extracted and applied as the input force in the transfer function of machine tool system, which is obtained from the FE model containing all relations considered to be important to describe the mechanics phenomenon.
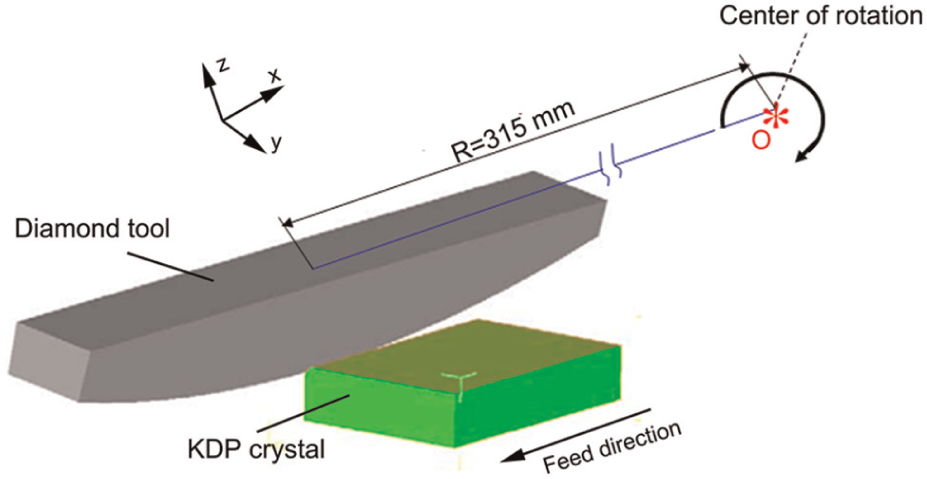
Cutting model for diamond fly cutting of KDP crystals.
The cutting force over two revolutions is obtained from the cutting simulation model, as shown in Figure 3. The value of cutting force is 1.1 and 1.5 N in y and z directions, respectively. The cutting force in x direction is nearly 0. Figure 4 shows the flowchart of the KDP waviness prediction. The FE model of the machine tool is established as described in Liang et al. 10 The transfer function is obtained from the FE model. Then, the cutting force inputs to the transfer function of the machine tool, and the output is the tool-tip vibration under the cutting force. The tool-tip displacement is coupled with the cutting path generated by the motion control system, and the machined surface can be generated by this simulation model. As a result, the simulated surface is output as shown in Figure 4. It can be noted that the waviness and the profile of the machined surface are well simulated.
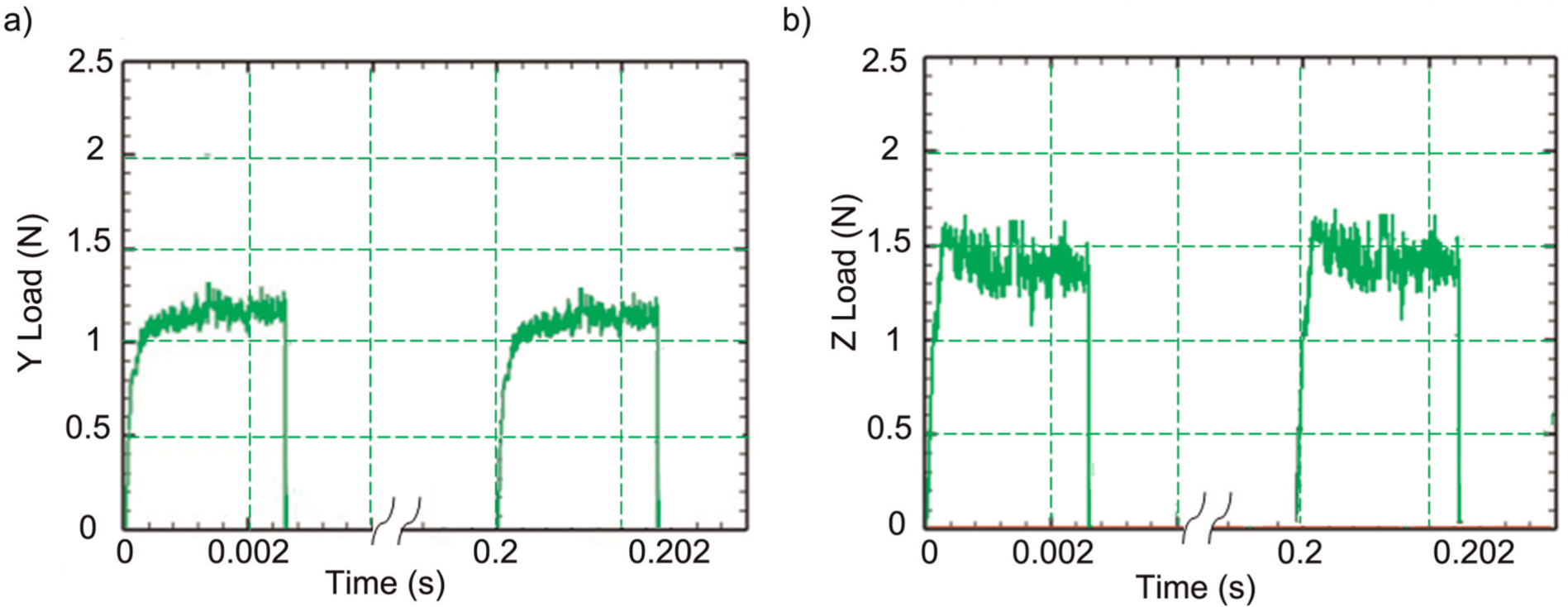
The simulated cutting force.
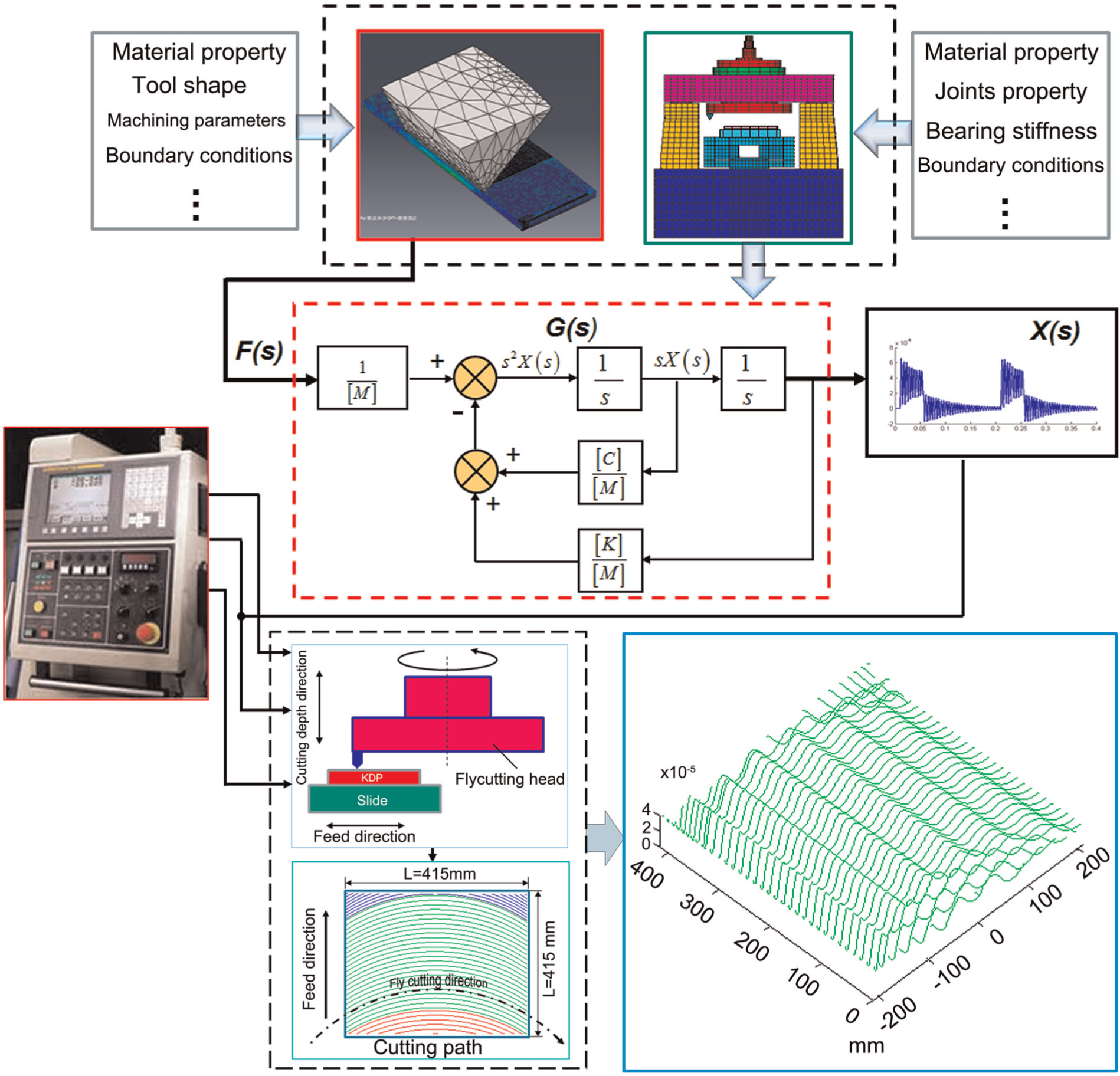
The KDP crystal machined surface prediction.
Experiments
To verify the cutting force obtained from the cutting simulation, the cutting force experiment was carried out as illustrated in Figure 5; a Kistler 9256A1 force transducer was mounted between the KDP crystal and the worktable with a preloading force to sense the cutting forces. The signals of the cutting forces in the three directions were magnified with a 5019B multi-channel charge amplifier, collected by a DynoWare data acquisition system and displayed by a presentation system. The sampling frequency was set at 5 kHz, the resolution is 0.002 N and the machining conditions are the same as those used in cutting simulation model, including diamond tool geometries and cutting parameters. From the results, it can be noted that the cutting force in x, y and z directions is 0.08, 1.2 and 1.6 N, respectively, which agree well with the simulation results and confirm the accuracy of the cutting simulation.
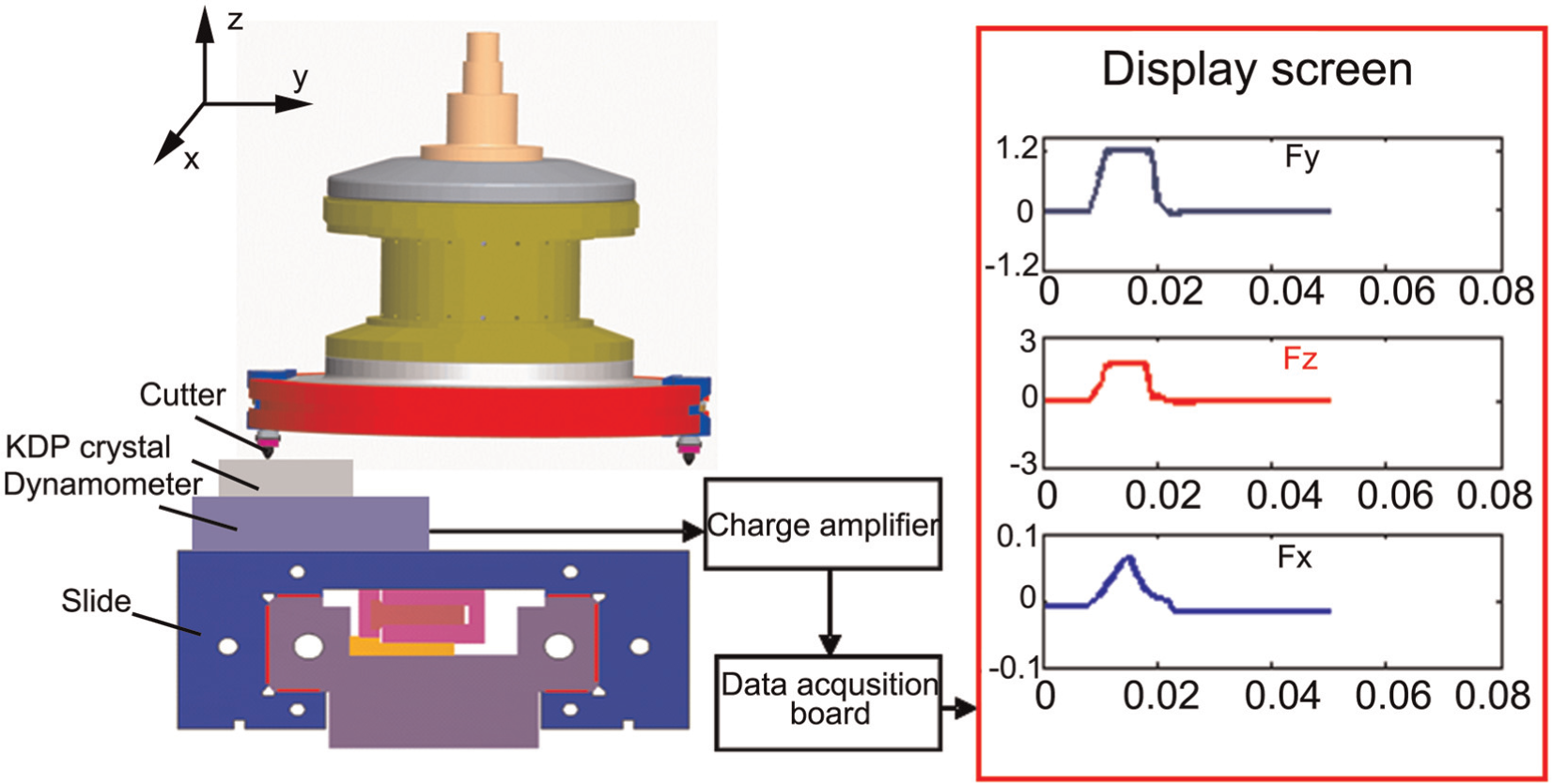
The cutting force measurement system.
The machining trials on large-size KDP crystals are also carried out, with the same machining parameters. The finally achieved KDP crystal surfaces are inspected with WYKO Rough Surface Tester (RST) Plus profile meter (supplied by WYKO Corp.), as shown in Figure 6. The flatness of the predicted surface is 2.1 µm, and the period of the waviness is 63.8 mm. The flatness of the tested surface is 3 µm, and the period of the waviness is 59.3 mm. By comparing the waviness on the simulation and tested surface, it can be seen distinctly that the measured surface waviness has a satisfied consistency with the simulation data, which shows that the simulation method is useful for machining process simulation on the large-size workpiece.
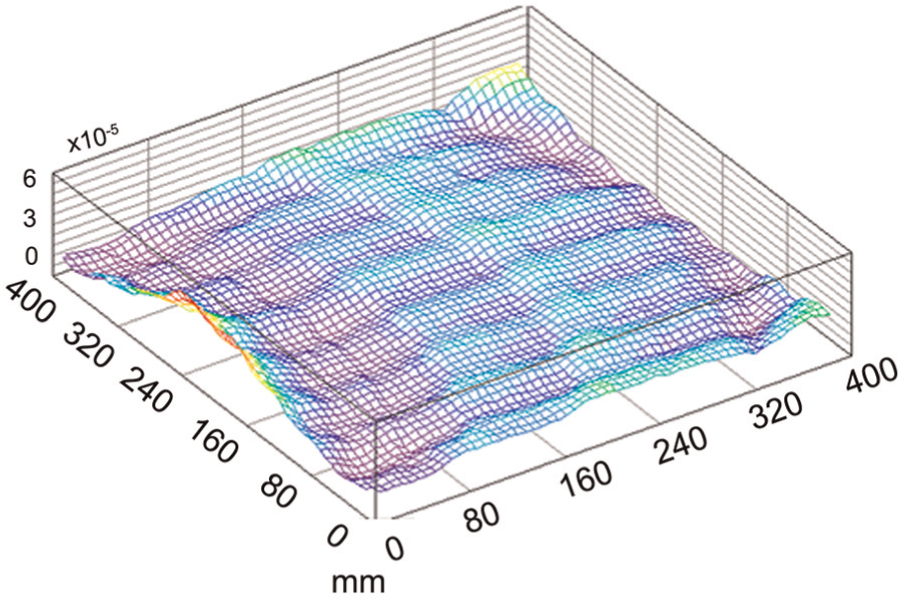
The tested surface profile.
Conclusion
This article focuses on the surface generation simulation for large-size workpiece, and an integrated simulation method is proposed. The major results are summarized as follows:
The interaction simulation between the machine tool and process forces is achieved by integrating the cutting simulation and the machine tool dynamic performance simulation.
The profile and waviness simulation in large area considering the workpiece material property and the machine tool dynamic performance and control system are achieved by this method with short simulation time and high accuracy.
The experimental test evaluates and validates the new simulation model, which can be used as a powerful tool to the machining performance forecasting and new machine tool design.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was financially supported by the Major Project of High-End CNC Machine Tool and Basic Manufacturing Equipment of China (2013ZX64006011-102-001).