
Abstract
This article focuses on comparing the performance of brass wire and zinc-coated brass wire that are widely used as the wire electrode in wire electrical discharge machining. To this end, an evolutionary computation method is presented based on non-dominated sorting genetic algorithm in order to find an optimization of rough cutting of the Ti-6Al-4V titanium alloy with the aid of response surface methodology modeling. This research examines the effects of three process parameters, namely, pulse on-time, pulse off-time, and peak current on the process outputs, that is, material removal rate, sparking gap, and white layer thickness. The obtained results indicated that zinc-coated wire was more predictable and it showed more reliable response in the experimental and modeling results. Additionally, the optimization results for both wires demonstrated the high performance of non-dominated sorting genetic algorithm approach to obtain the Pareto optimal set of solutions.
Keywords
Introduction
Wire electrical discharge machining (WEDM) is a thermo-electrical process in which material is eroded by a series of sparks between the workpiece and the wire electrode (tool). 1 In this process, there is no contact between the workpiece and electrode; therefore, materials of any hardness can be cut as long as they can conduct electricity. 2 The movement of wire is controlled numerically to achieve the desired three-dimensional shape and accuracy of the workpiece. That can make WEDM one of the best choices for precision machining as well as for machining supper hard materials and complex shapes. 3
Since the early 1970s, brass has become the most commonly used electrode material for WEDM. It was due to two properties: good dimensional accuracy and high electrical conductivity. 4 Brass electrical discharge machining (EDM) wire is a combination of copper and zinc, typically alloyed in the range of 63–65% Cu and 35–37% Zn. The addition of zinc provides significantly higher tensile strength, a lower melting point and higher vapor pressure rating. Since brass wires cannot be efficiently fabricated with any higher concentration of zinc, the logical next step was the development of coated wires, sometimes called plated or “stratified” wire. They typically have a core of brass or copper, for conductivity and tensile strength, and are electroplated with a coating of pure or diffused zinc for enhanced spark formation and flush characteristics but coated wires are costly almost twice of brass. 5 As a result, utilizing brass wire is more economically acceptable unless the advantages of coated wire are really irresistible. Among different factors that play an important role in improvement of the overall performance of WEDM, the evolution of materials for the wire that is employed in WEDM is the most important one. In addition, the cost of the wire is only about 10% of the total operating cost of the WEDM process; therefore, it can be considered as completely cost-effective to evaluate the properties of the wire used for optimization of the overall performance of the process. The literature contains just a few studies that have been focused on comparing the wires in different aspects.4,6–8 As a result, there is a need for specifically evaluating and comparing the characteristics of the wires performance in the WEDM process.
Antar et al. 6 presented the study on workpiece productivity and integrity when WEDMing nickel-based superalloy and titanium alloy, and it was found that an increase in productivity of about 40% for nickel-based superalloy and about 70% for titanium alloy was possible when replacing standard uncoated brass wire with using Cu core coated wires diffusion annealed under the same operating parameters. In terms of recast layer thickness, better results were achieved using the coated wire for both roughing and trim operation have obtained. Actually with machining with coated wire, about 25% thinner recast for nickel-based superalloy and about 40% thinner for titanium alloy have produced. Poroś and Zaborski 7 found that increase of discharge time can affect cutting speed and material removal rate (MRR) significantly by 62% for brass wire electrode and 138% for zinc-coated brass wire. Therefore, according to different researches, the cutting speed of the zinc-coated wire is almost twice of the brass wire because the exterior zinc coating of the electrode has a lower melting temperature than the core material (brass). Hence, the zinc is overheated and evaporated in the presence of a pulse. The evaporation acts as a heat sink, which helps to reduce the wire temperature and improve the effectiveness of the WEDM process. Consequently, the cutting speed can increase up to 50% for zinc-coated brass wires. 4
The most important performance measures in WEDM are MRR, workpiece surface quality, and kerf width (cutting width). The kerf width can be used to determine the dimensional accuracy of the finished part; additionally, it puts a limitation on the internal corner radius to be produced in WEDM operations. 9 In WEDM operations, using MRR, the rate of production and the economics of machining can be determined. When the machining parameters are being set, the desirable condition is the minimum kerf width with the maximum MRR. In addition, a technological challenge in WEDM is controlling the surface quality. In WEDM—at the machined surface of the workpiece—a multilayered heat-affected zone is created whose upper recast layer is known as the “white layer,” which crystallizes from the un-expelled molten metal at high speed. This layer is directly in contact with the environment, and the micro cracks (if any) are typically restricted only to this layer. It is undesirable to have a white layer on the surface of the workpiece that is machined by WEDM; it is because this layer makes the surface completely susceptible to fatigue failure. Several studies have been carried out to find thoroughly the properties and the formation mechanism of the white layer; although little research 10 has been focused on modeling the process as a problem of correlating the dominant input parameters of the WEDM process with the white layer depth as the machining performance or criterion. As a result, this article attempts to develop a mathematical model of white layer depth, kerf width, and MRR and analyze extensively the impacts of the dominant input process parameters on the same responses in the process of WEDM.
Evidently, in the context of WEDM, it is extremely difficult even for a skilled operator to achieve an optimal performance criterion. This is due to existence of many variables in the WEDM process and its multifaceted and stochastic nature. 11 The problem will be even more complicated in the case of multi-objective optimization, that is, more than one objective must be optimized simultaneously. Multi-objective optimization problems can be solved using evolutionary computational algorithms such as genetic algorithms (GAs) and particle swarm optimization. 12 According to the literature,13,14 several studies have been conducted to find an optimized condition for the machining parameters using evolutionary computational algorithms such as GAs and particle swarm optimization (PSO).
One of the most widely employed algorithms for multi-objective optimization is non-dominating sorting genetic algorithm-II (NSGA-II). Many researchers have employed NSGA-II to optimize machining parameters in WEDM process.15–19 Kondayya and Gopala Krishna 15 discussed a simultaneous optimization of the MRR and the surface roughness using the NSGA-II. Debabrata et al. 16 carried out the multi-objective optimization of WEDM to maximize the MRR and minimize tool wear using NSGA-II. Prasad and Gopala Krishna 17 developed a response surface model to correlate EDM process parameters with MRR and surface roughness. And finally, non-dominated solutions were obtained by response surface model–based NSGA-II technique. Baraskar et al. 18 adopted NSGA-II to optimize machining parameters in EDM considering surface roughness and MRR as the output parameters. Moreover, there are some methods, which successfully modeled WEDM-like feed-forward back-propagation neural network (BPNN) 20 and normalized radial basis function network (NRBFN) with enhanced and traditional k-means clustering techniques. 21 Saha et al. 19 proposed a multi-objective optimization using a neurogenetic technique to optimize the cutting speed and kerf width in WEDM processing of TiC-reinforced composite. The technique was developed through hybridization of a radial basis function network (RBFN) and non-dominated sorting genetic algorithm (NSGA-II).
However, to the best of our knowledge, in the literature, there is not any research attempting to optimize machining parameters in WEDM of Ti-6Al-4V with respect to the MRR, kerf width, and white layer thickness (WLT) objectives. Therefore, this article aims to obtain the optimum machining conditions for WEDM of Ti-6Al-4V for maximum MRR and minimum kerf width and WLT based on NSGA-II approach for both wires. Experiments, based on central composite design (CCD), were carried out to study the effect of various parameters, namely, pulse-on time, pulse-off time, and peak current on response parameters for both wires. Using response surface methodology (RSM), mathematical models for the objectives are obtained from the experimental data. Finally, a NSGA-II is used to obtain the Pareto optimal set of solutions for both wires.
Experimental work
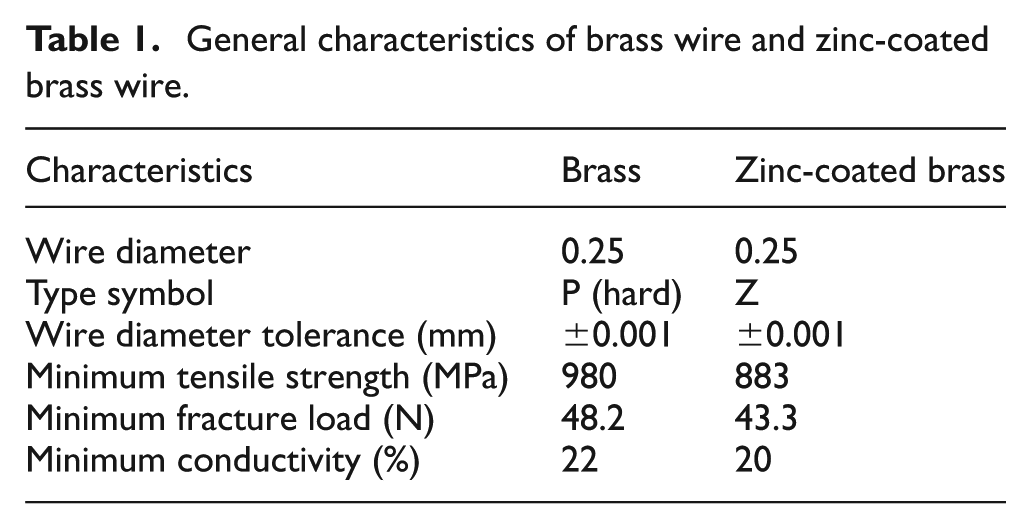
In this research, a series of experiments on titanium alloy Ti-6AL-4V with the nominal chemical composition of 6.3 Al, 4.1 V, 0.18 Fe, 0.182 O, and 0.03 Si in mass percent and balance titanium were conducted using a Sodick series AQ 537L CNC WEDM machine. The yield strength of Ti-6Al-4V is 840 MPa, its ultimate tensile strength is 910 MPa, and its hardness is 45 HRC. A brass wire and a zinc-coated brass wire were used as tools and compared to each other. Some characteristics of brass wire and zinc-coated brass wire are presented in Table 1. Servo voltage, wire speed, wire tension, and flushing pressure were kept as 40 V, 15 m/min, 600 g, and 55 bar, respectively. The machining voltage was set as 120 V. Deionized water was used as dielectric fluid. Figure 1 presents the basic features of the WEDM setup. Furthermore, the kerf width and the sparking gap (SG) were investigated using the setup, as shown in Figure 1.
General characteristics of brass wire and zinc-coated brass wire.
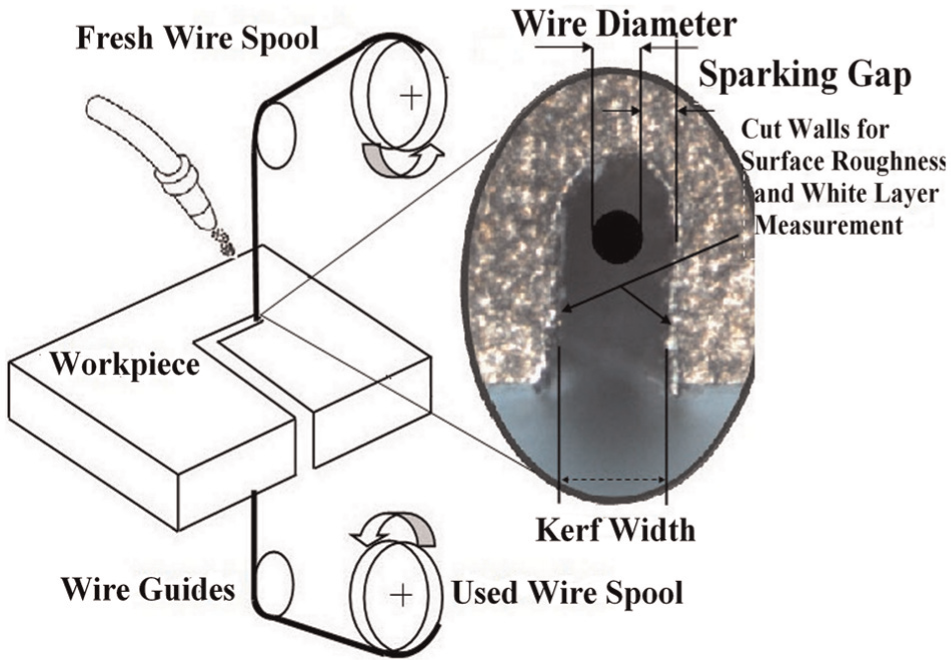
Basic features of WEDM setup.
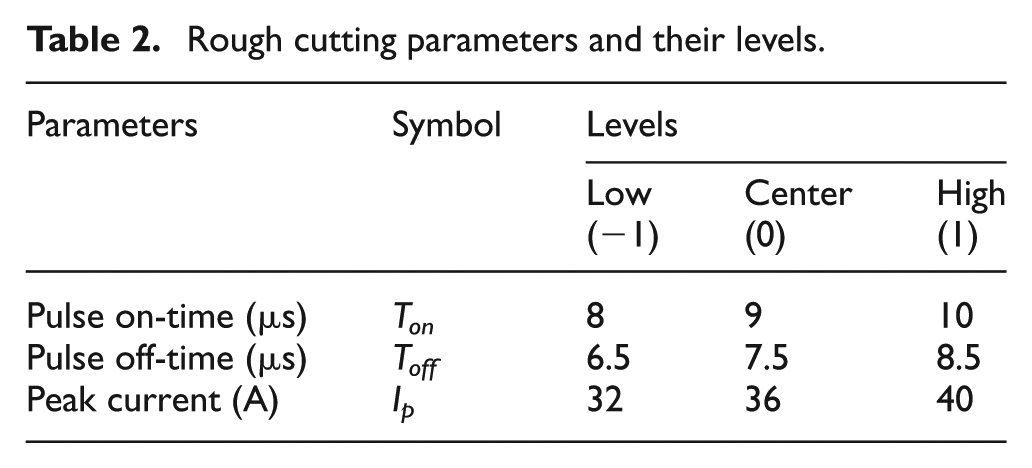
The input parameters and their initial settings are selected based on the existing literature and some initial investigations. Three significant factors in the rough machining process are considered in this study: the pulse on-time, the pulse off-time, and the peak current. The low, middle, and high levels of these three parameters are presented in Table 2.
Rough cutting parameters and their levels.
Design Expert 7.0.0 software was employed for the statistical design of the experiments and the data analysis. The WEDM process was investigated using the standard RSM design known as CCD. Generally, for each factor, the central point is assumed 0, and the design is considered symmetric around this point. The star points are located at the face of the cube portion on the design that corresponds to an α-value of 1. This is usually referred to as a face centered, CCD. In the cases in which there are three variables (n = 3), points on a cube represent the CCD. The points (runs) are including 2n (2 × 3 = 6) star points, 2n (23 = 8) factorial points, and 3 center points (three replications). Table 3 presents the experimental plan and results with three factors and three levels.
Experimental plan and results.
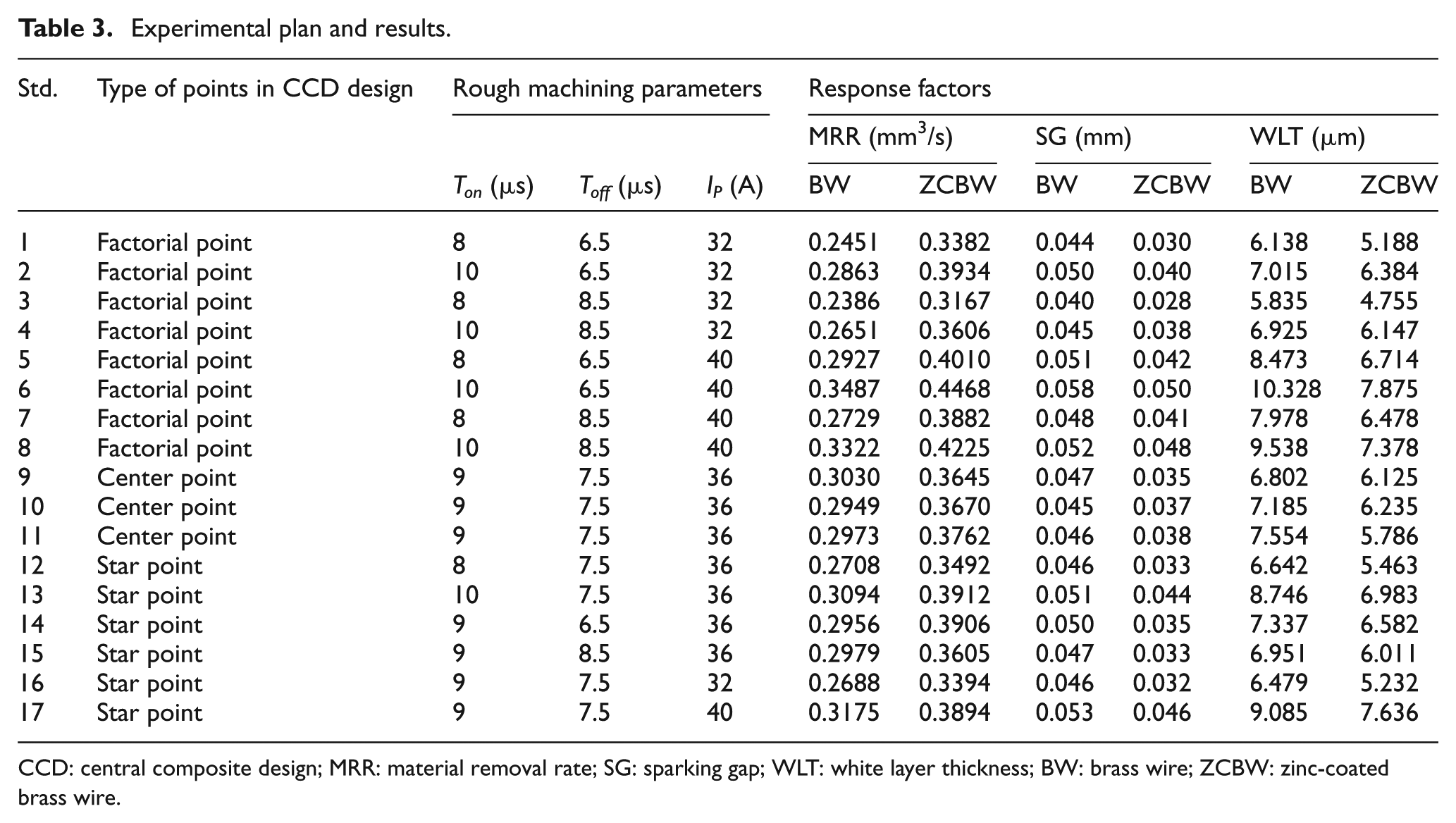
CCD: central composite design; MRR: material removal rate; SG: sparking gap; WLT: white layer thickness; BW: brass wire; ZCBW: zinc-coated brass wire.
In each experimental run, the MRR, SG, and WLT were measured. In each trial, a 10 mm length of cutting was made on 10 mm thickness of the workpieces. The following equation has been used to compute the MRR value
where Wi and Wj signify weights of workpiece material before and after machining (g), respectively. T denotes machining time (s) and p represents the density of Ti-6Al-4V (0.00442 g/mm3). A precise balance Mettler (92SM-202A DR) with high accuracy of 10−3 g was used to measure the weight of the workpiece required. The kerf width was measured using a Mitutoyo Profile Projector PJ-3000 to compute the SG, and the following equation is used to determine the SG value
A field emission scanning electron microscope (FESEM) (Philips XL40) was used to analyze and measure the thickness of the altered surface (recast layer). Samples were thoroughly cleaned with acetone and then mounted exposing an area of approximately 2 × 25 mm with resin and hardener in a mold. The mounted specimens were then ground and polished. Polishing is performed to have mirror finish on the transverse section, and subsequently, these faces are etched with Kroll’s reagent (2% hydrofluoric acid + 10% nitric acid + 88% water) for 10–15 s. Henceforth, these samples were seen with the help of a field emission scanning electron microscope. The white layers from the photographs are easily identified. The depths of white layers were measured carefully from the micrograph, and averages of readings were taken for each experimental run.
Experimental results
In these experiments, it was observed that due to low thermal conductivity in titanium alloy material, high flushing pressure is absolutely necessary for rough machining; otherwise, the short-circuit phenomenon will cause to wire breakage. Figure 2 shows the cutting line while machining titanium alloy Ti-6Al-4V in normal flushing pressure. This figure shows that in the absence of high flashing pressure, cutting line cannot continue more than 1 mm.
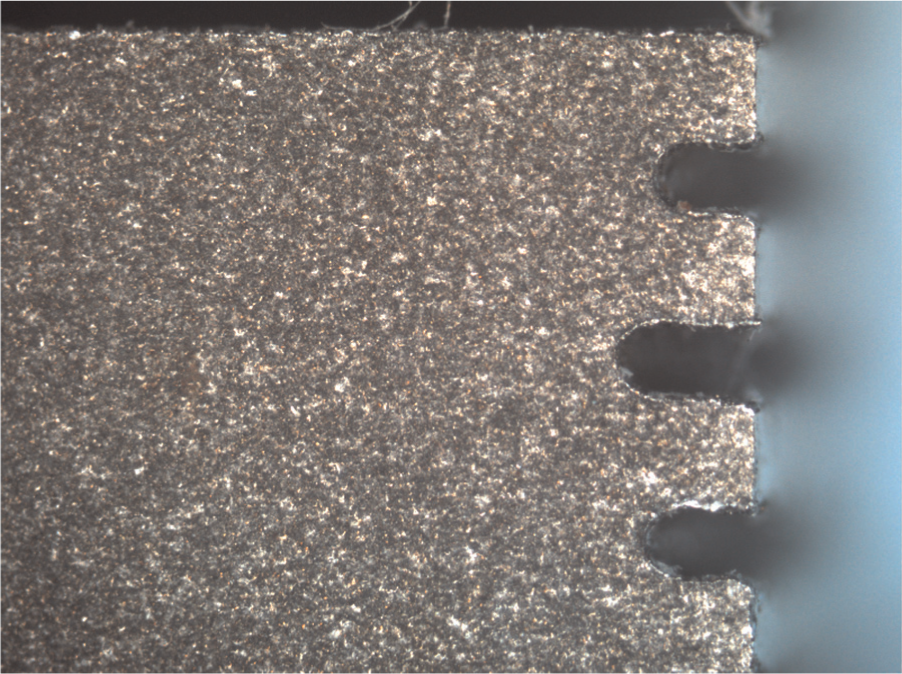
Wire broken and small cutting line in titanium machining due to low flushing pressure.
Figure 3 presents the interval plot of each response from brass wire to zinc-coated brass wire based on the experimental results (Table 3) using Minitab 16 software. Figure 3 demonstrates that the mean MRRs using brass wire and zinc-coated brass wire were 0.29 and 0.38 mm3/s, respectively. Thus, the percentage increase of the mean MRR from brass wire to zinc-coated brass wire was +31.03. Likewise, the percentage increase of the SG and WLT from brass wire to zinc-coated brass wire were −24.49 and −17.13, respectively. The MRR of the zinc-coated wire is more than that of the brass wire because the exterior zinc coating of the electrode has a lower melting temperature than the core material (brass). Therefore, the zinc is overheated and evaporated in the presence of a pulse. The evaporation acts as a heat sink; it reduces the wire temperature and improves the effectiveness of the WEDM process. Consequently, the cutting speed increases by up to 50% as more intense thermal flows are enabled. 4
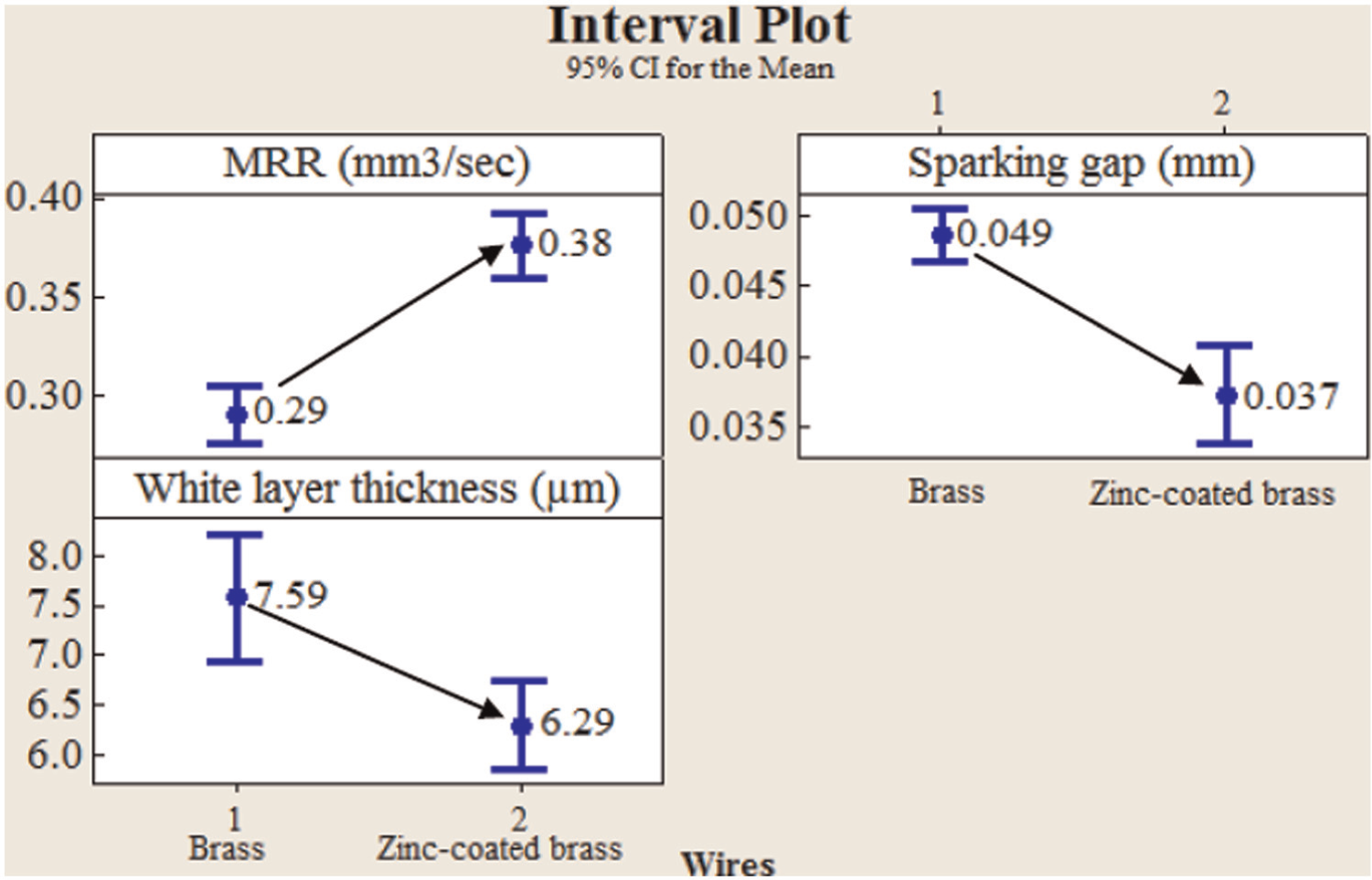
Interval plot of response factors from brass wire to zinc-coated brass wire.
In addition, the coating evaporation increases the gap size, which results in better debris removal that can reduce the surface roughness and the SG. 22 The coated wire thus produces a better surface in terms of the WLT and homogeneity. This result is parallel to those obtained by Kuriakose and Shunmugam, 8 which indicated that in order to obtain uniform surface characteristics, the coated wires are preferred over the uncoated wires in WEDM process, and also with those of Antar et al., 6 which showed that thinner recast layer could be produced in WEDM process using coated wire about 25% and 40% for nickel-based superalloy and titanium alloy, respectively. Figures 4 and 5 present cross-sectional FESEM images of the surface layer of the product at different levels of rough cutting parameters using the brass wire and zinc-coated brass wire, respectively.
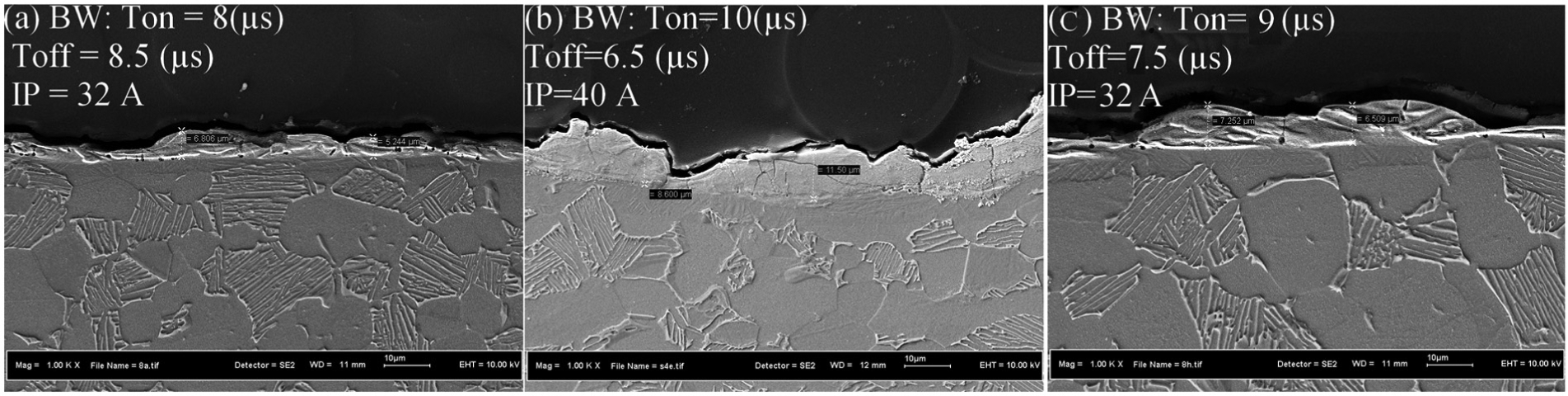
Cross-sectional views showing white layer using brass wire: (a) Std. 3, (b) Std. 6, and (c) Std. 9.
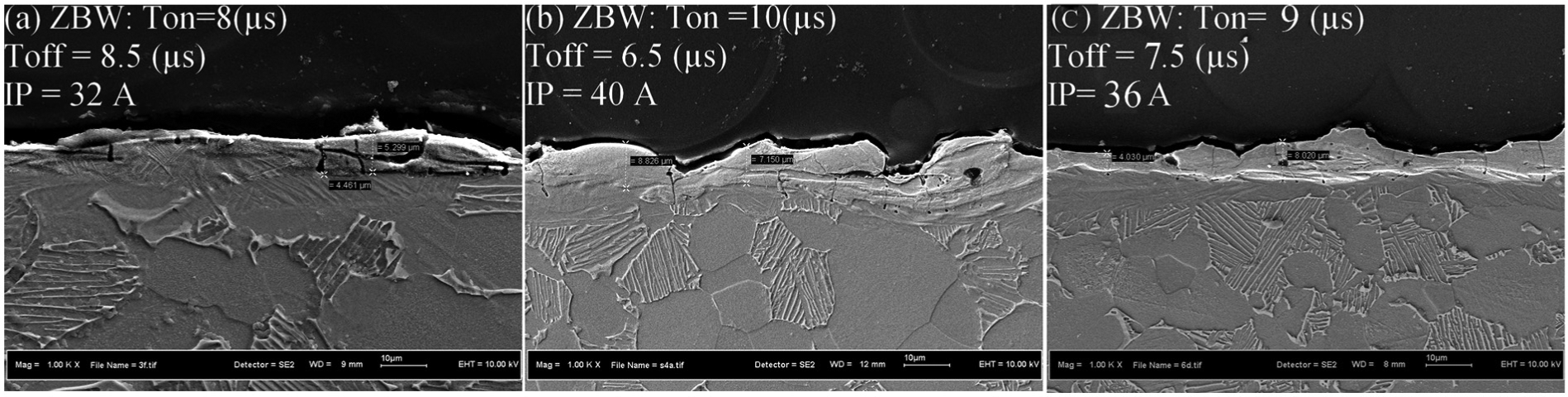
Cross-sectional views showing white layer using zinc-coated brass wire: (a) Std. 3, (b) Std. 6, and (c) Std. 9.
From Figures 4 and 5, it can be observed that once surface layers are generated, the WLT becomes irregular. These variations not only demonstrate that WEDM is a complex process, but also indicate that the data should be analyzed and some models and methods should be found so that we can choose the best conditions and predict the results.
The main effects of the machine parameters on the MRR, SG, and WLT for both wires are presented in Figure 6. Figure 6(a) demonstrates that the MRR increases as the Ton and Ip increase. Likewise, the Ip is the most significant factor for both wires. With longer Ton, the power available between the anode and cathode becomes greater, hence strengthening discharge energy, which facilitates the melting and evaporating of materials.23–25 In addition, increasing the Ip caused more electrical discharge energy to be conducted into the machining gap and increasing the MRR. 26 This means that the machining condition was stable, and effective material removal was achieved at high cutting currents.
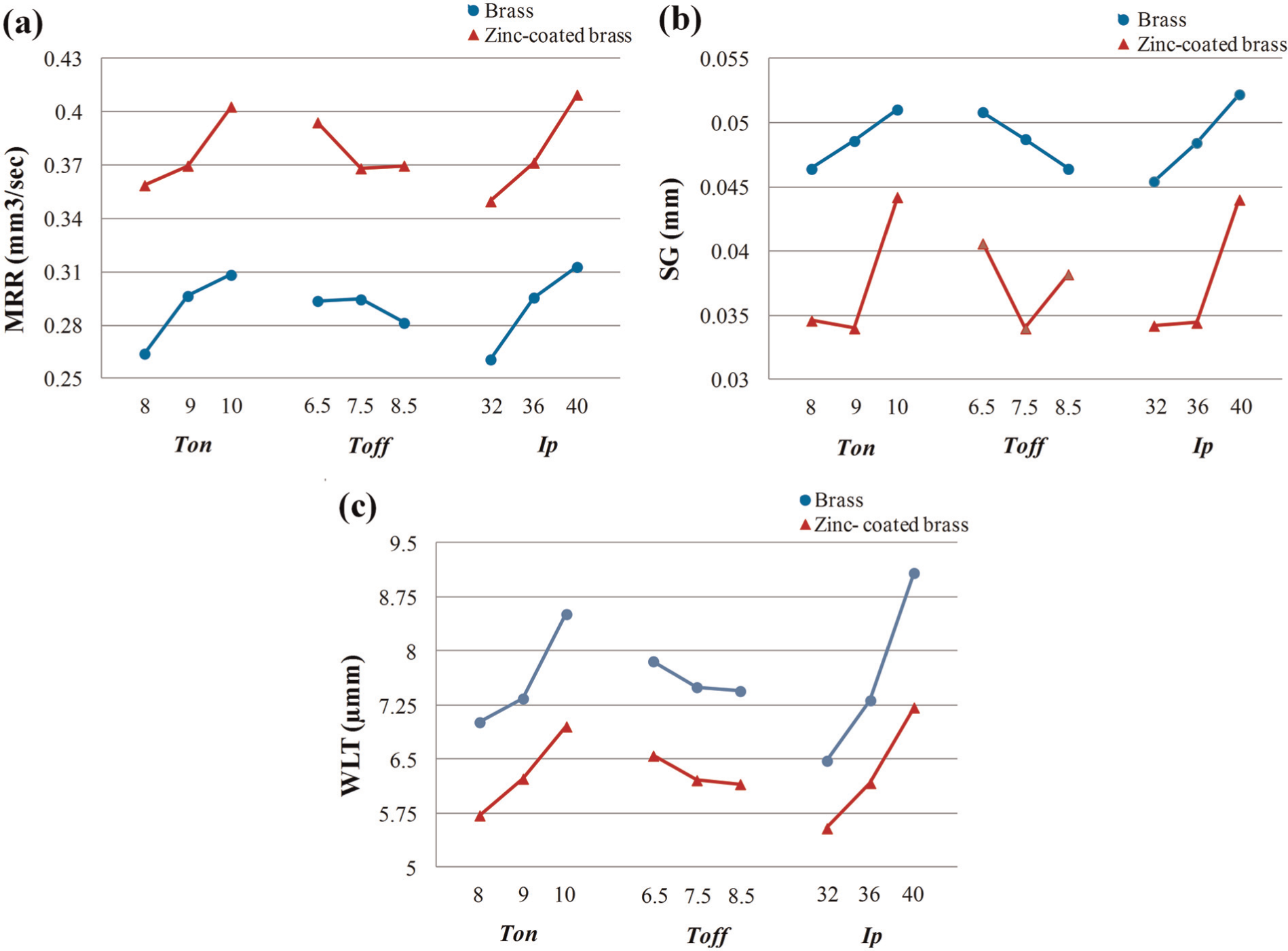
Main effects plot for the mean responses for brass wire and zinc-coated brass wire: (a) MRR, (b) SG, and (c) WLT.
Figure 6(b) shows that the Ton and Ip have more significant effects on the SG compared to the Toff. This outcome agrees with the results obtained by Tosun et al. 9 and Kanlayasiri and Boonmung. 27 In addition, the Ton and Ip are in direct relationship to the SG, that is, increasing the Ton and Ip significantly increases the SG. The reason is that with the increase of discharge duration, the overcut during discharge is also increased. 28 Increasing the peak current also increases the energy of each discharge, which leads to producing wider and deeper craters.
From Figure 6(c), it can be concluded that the main effect of Ip is being labeled as number one in ranking among all the three factors on the WLT for both wires. It can be seen that Toff has little effect on the WLT for both wires. These results are similar to those obtained by Newton et al. 29 and Ghodsiyeh et al., 30 which demonstrated the Ip and Ton as the driving factors in determining average recast layer thickness and also indicated that Toff did not display a significant effect on the average recast layer thickness.
Experimental modeling
RSM includes useful mathematical and statistical techniques for modeling and analysis of engineering problems in which the response under study is influenced by several variables. Owing to the form of the relationship between the response and the independent variables is often unknown, the first step in RSM is to find a suitable approximation to the true functional relationship between the response Y and a set of independent variables {x1, x2, … xn}. 31 A second-order model is employed when the response function is nonlinear or unknown
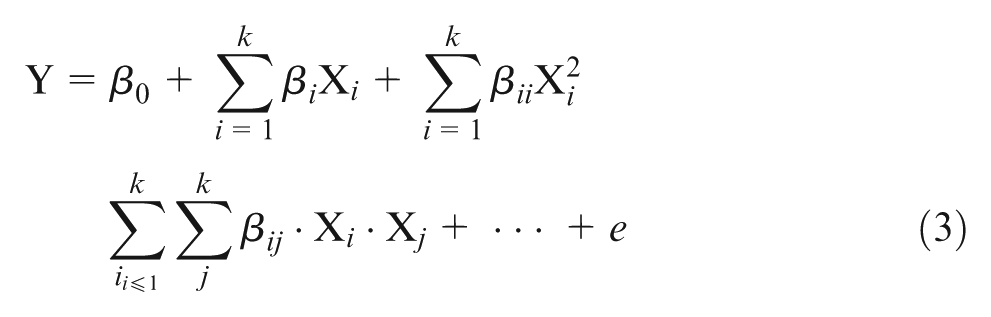
where i signifies the linear coefficients, j denotes the quadratic coefficients, the β stands for the regression coefficients, k is the number of experimental factors, and e represents the random error. The aim of the RSM model is to obtain a significant model. To test the significance of the individual model coefficients, the model can be optimized by adding or deleting coefficients through backward elimination. 32
Based on the experimental results shown in Table 3, obtained from both wires, second-order RSM models were formulated for the responses. The models were reduced using the backward elimination procedure to automatically remove the insignificant terms using analysis of variance (ANOVA). The results of statistical analysis carried out on the estimated experimental model parameters are presented in Table 4. The coefficient of R2 and adjusted R2 were determined to show the adequacy of the models. The models are fitted well to the real data due to their desirable high value of R2.
Model parameters for the response in WEDM of Ti-6Al-4V.
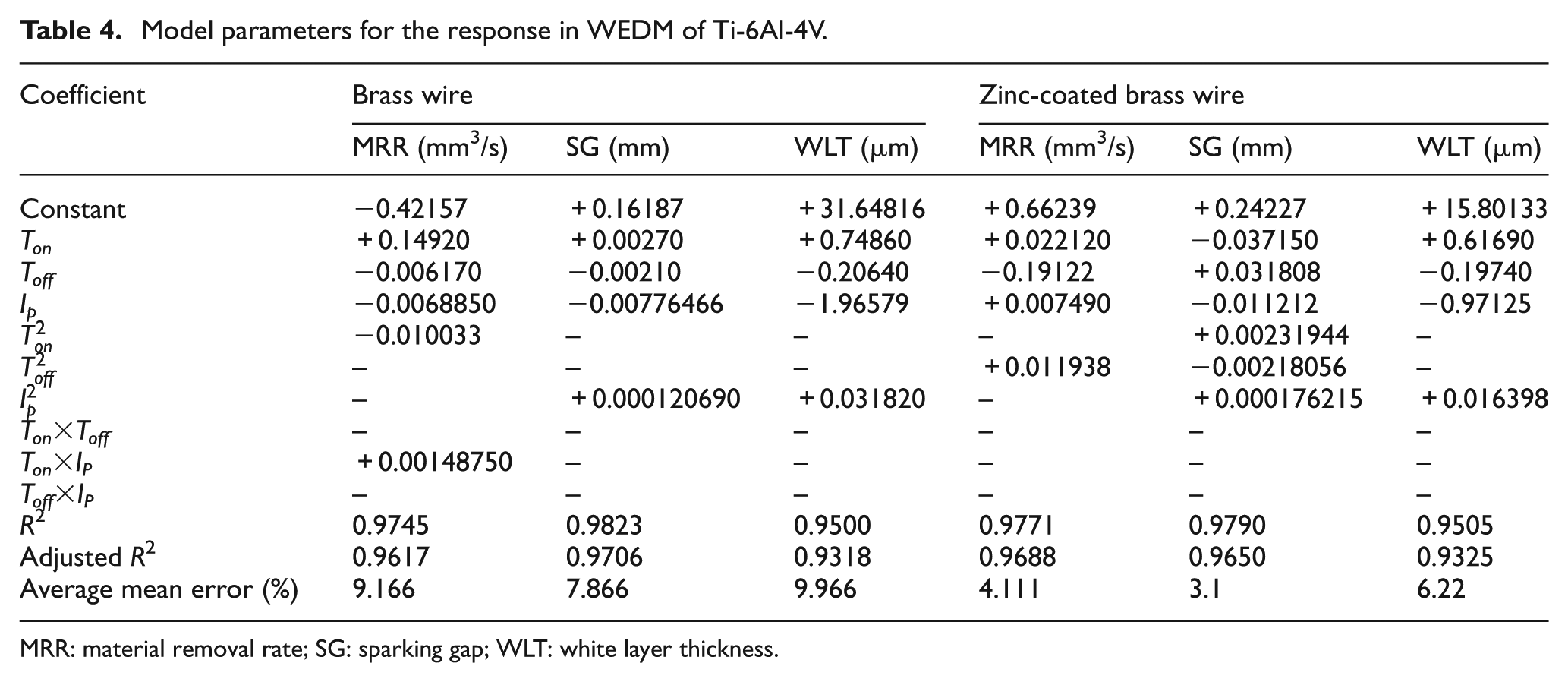
MRR: material removal rate; SG: sparking gap; WLT: white layer thickness.
Predicted values for confirmation tests were suggested by the Design Expert software. For each wire, in each model, six experiments have been done. The average of mean error for each model is presented in Table 4. The marginal errors obtained from all responses are lower than the allowable set of margin error (i.e. 10%). It shows that all the empirical models are reasonably accurate due to the actual responses in the range of prediction intervals. Furthermore, the zinc-coated wire was found more predictable, and it gave more reliable response because of lower average mean errors compared to the brass wire.
NSGA-II
GA is widely used as a solution to the multi-objective optimization problems in mathematics and engineering research, and a rapid and an improved GA known as NSGA-II has been developed by Deb et al. 33 In a GA, a population of candidate solutions (individuals) to an optimization problem is evolved toward better solutions. Each candidate solution has a set of properties (its chromosomes or genotype), which can be mutated and altered. Mutation is a genetic operator that alters one or more gene values in a chromosome from its initial state. This can result in entirely new gene values being added to the gene pool. With these new gene values, the genetic algorithm may be able to arrive at better solution than was previously possible.
Likewise, crossover is a genetic operator that combines (mates) two chromosomes (parents) to produce a new chromosome (offspring). The idea behind crossover is that the new chromosome may be better than both of the parents if it takes the best characteristics from each of the parents. Crossover occurs during evolution according to a user-definable crossover probability. It is worth tuning parameters such as the mutation probability, crossover probability, and population size to find reasonable settings for the problem class being worked on.
The mutation and crossover operators of NSGA-II have remained unchanged, but the working process of the selection operator differs from the simple GA. The selection operator is aided in the act of selection by crowded-comparison operator based on ranking that is done, in turn, according to non-domination level and crowding distance. 33 The algorithm flowchart of NSGA-II is illustrated in Figure 7.
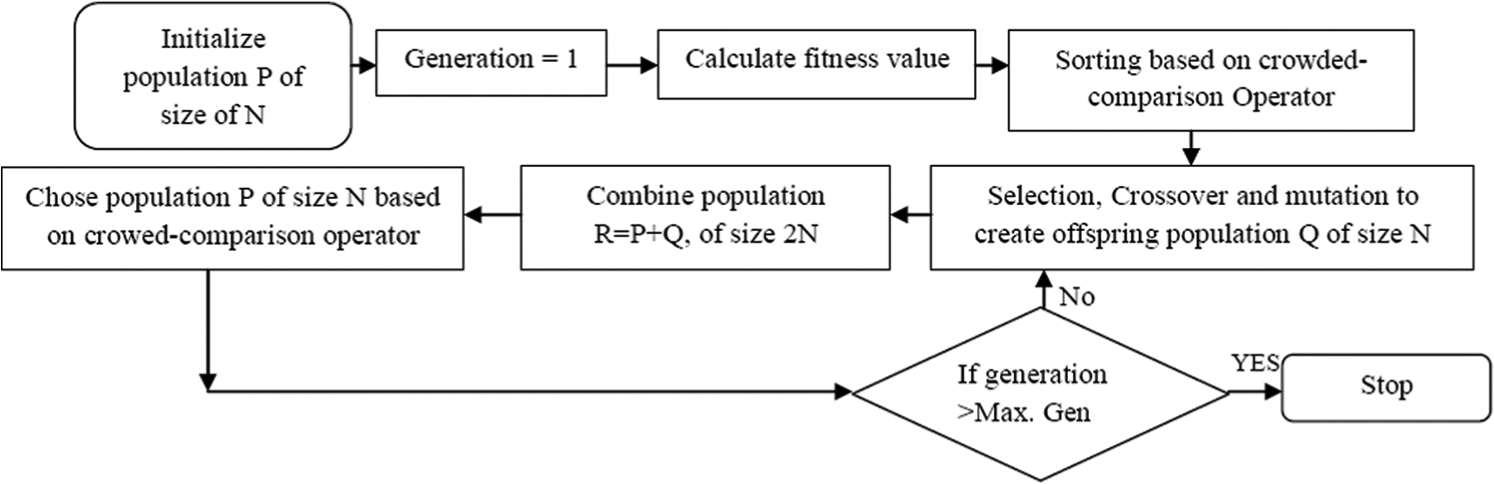
Flowchart for the NSGA-II algorithm.
Optimization results
To optimize the process parameters and obtain the desired outputs (maximum MRR, minimum SG, and minimum WLT), a multi-objective optimization was performed. The three-objective optimization functions are formulated as follows
where x represents the WEDM process parameters; x = x1, x2, x3 (x1 = Ton, x2 = Toff, and x3 = Ip); X signifies all feasible values of the WEDM process parameters; and the functions f(x), g(x), and h(x) stand for the formulated RSM models (Table 4) for the MRR, SG, and WLT, respectively.
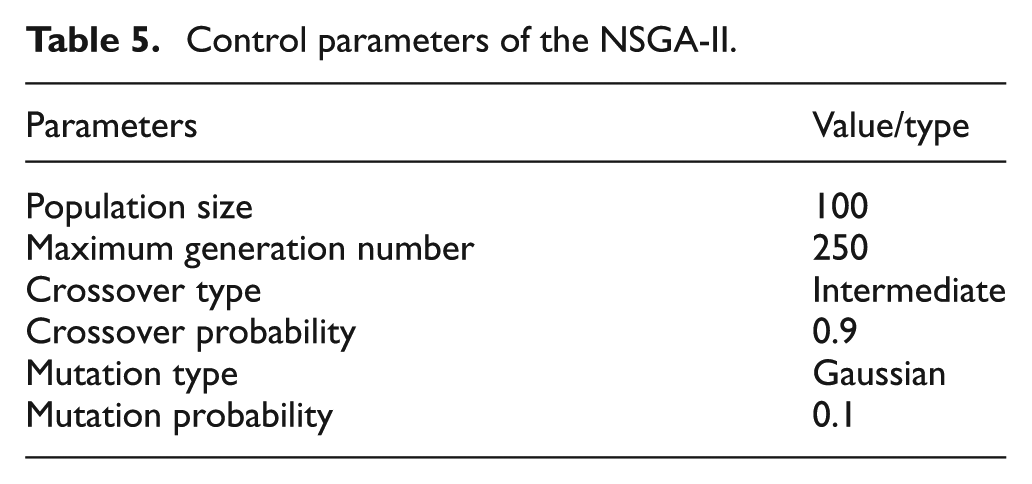
The NSGA-II was applied in MATLAB 7.12.0, and the control factors of the NSGA-II were modified to improve the performance. These control parameters produced the optimal solutions and a satisfactory level of convergence. As the NSGA-II parameters, intermediate crossover with crossover probability of 0.9 and Gaussian mutation with mutation probability of 0.1 were used. Intermediate crossover is a method only applicable to real variables (and not binary variables). The Gaussian mutation operator is advantageous since it is very flexible and supports both fine tuning of solutions and searching the domain. A total of 250 generations were generated to obtain the true optimal solution. All the parameters for NSGA-II were summarized in Table 5. The Pareto frontiers of the 100 non-dominated solutions for the three responses and both the brass wire and zinc-coated brass wire are presented in Figure 8.
Control parameters of the NSGA-II.
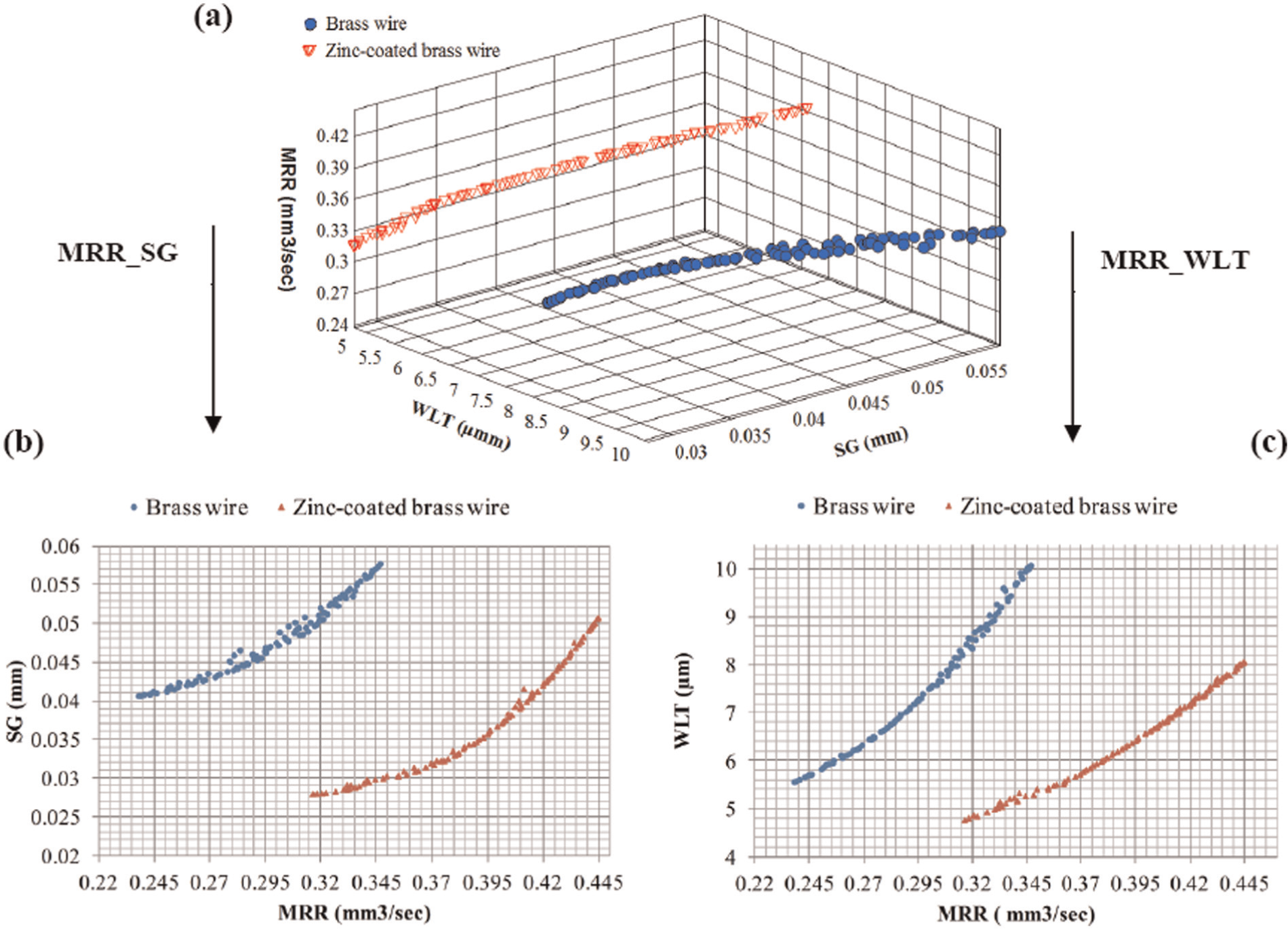
Pareto frontier of optimal MRR, SG, and WLT in WEDM process: (a) Three-dimensional Pareto optimal front, (b) MRR and SG, and (c) MRR and WLT.
As can be seen from the graphs, no solution in the Pareto optimal front is better than any other as they are non-dominated solutions. For better understanding, the three-dimensional Pareto optimal front is plotted in a two-dimensional objective space for viewing, as shown in Figure 8(b) and (c).
Figure 8(b) shows that the minimum SG is close to 0.04 mm for brass wire and close to 0.028 mm for zinc-coated brass wire, with a corresponding MRR of 0.2379 mm3/s for brass wire and MRR of 0.3162 mm3/s for zinc-coated brass wire. The other combinations of parameters will result in better MRR but higher SG for both wires. It can be derived from Figure 8(c) that a higher MRR will result in a higher WLT for both wires. The lowest WLT is close to 5.56 µmm with MRR of 0.2379 mm3/s for brass wire and is close to 4.77 µmm with MRR of 0.3162 mm3/s for zinc-coated brass wire. If a higher MRR is desired, some higher value for WLT should be accepted.
Compared to other multi-objective algorithms, Nawaz Ripon et al. 34 made a comparison between NSGA-II and Pareto archived evolution strategy (PAES), niched Pareto genetic algorithm (NPGA), vector evaluated genetic algorithm (VEGA), and strength Pareto evolutionary algorithm (SPEA). This comparison was made based on five benchmark test problems, 35 in which NSGA-II found better non-dominated solutions with a greater convergence and diversity in most cases. Moreover, NSGA-II was compared to differential evolution (DE) by Kukkonen and Lampinen 36 based on five multi-objective benchmark functions that had been presented by Zitzler et al. 35 The obtained results indicated that on four out of the five benchmark functions, NSGA-II performed better than the DE, in terms of diversity and extent of the solutions. Additionally, Saha et al. 21 made a comparison between NSGA-II and weighted sum method in WEDM processing of TiC-reinforced composite. The results obtained from weighted sum method were inferior to NSGA-II. In this study, we focused on comparing the performance of brass wire and zinc-coated brass wire to optimize machining parameters in WEDM processing of Ti-6Al-4V using NSGA-II. As can be seen in all curves in Figure 8, non-dominated solutions have a good convergence and diversity, which tends to demonstrate the suitability of the NSGA-II method in solving this multi-objective optimization problem. Moreover, the Pareto optimal front of zinc-coated brass wire was more uniform than that of brass wire, which tends to confirm that the zinc-coated brass wire was more predictable in WEDM process.
Furthermore, non-dominated optimal solutions that form the Pareto front in objective function space can be analyzed in decision variable space. 37 The particles representing optimal set of decision variables given in Figure 8 are mapped into the decision variable space (i.e. Ton, Toff, and Ip), as shown in Figure 9. It can be seen from Figure 9 that the optimal machining parameters occur along the boundary of the decision variable space for brass wire, that is, for all Ton between 8 and 10 µs, for Toff between 6.5 and 8.5 µs, and for Ip between 32 and 40 A. Likewise, in the case of zinc-coated brass wire, the optimal machining parameters of Ton and Ip occur along the boundary of the decision variable space but the optimal values of Toff occur around 6.5 or 8.5 µs. This tends to confirm that the range levels of the Toff selected could be wider for zinc-coated wire.
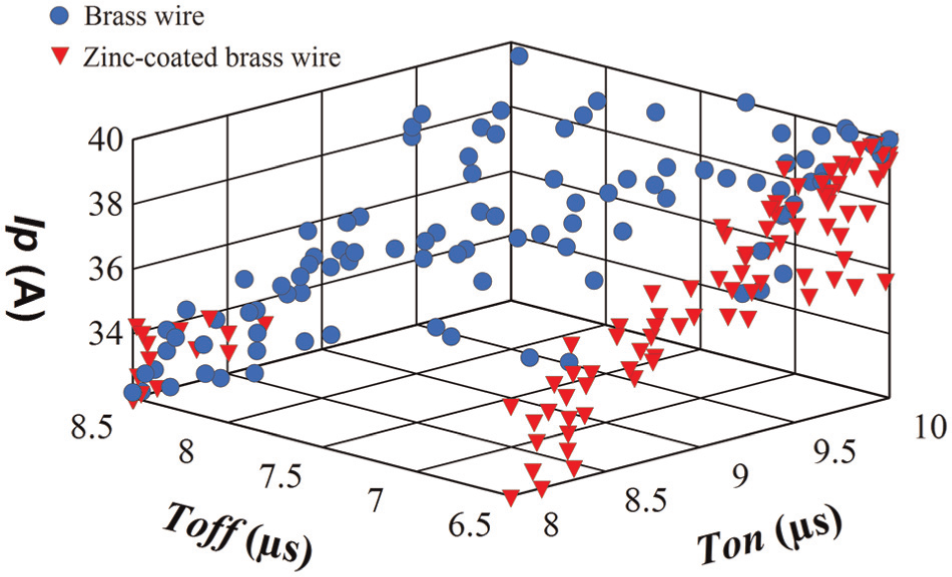
Decision variable space for optimal machining parameters in WEDM.
Conclusion
This study focuses on comparing the performance of brass wire and zinc-coated brass wire in WEDM process of Ti-6Al-4V titanium alloy using experimental, statistical modeling and multi-objective optimization results. The following conclusions were drawn from this study:
The percentage increase of the mean MRR, SG, and WLT from brass wire to zinc-coated brass wire were +31.03, −24.49, and −17.13, respectively.
The WLTs of the workpieces cut with brass wire are much thicker than those cut with the zinc-coated wire because the zinc-coated brass wire improves debris removal.
The Ton, Toff, and Ip are the most important parameters that influence the response variables. The MRR is most significantly affected by the Ton and Ip for both wires. Also, the Ton and Ip have more significant effects than the Toff on the SG and WLT when either wire is used.
Empirical equations to predict the MRR, SG, and WLT are obtained for both wires using RSM. Confirmation runs verify that the developed mathematical models are accurate, and the predicted values agree closely with the experimental values. Zinc-coated wire was found more predictable with more reliable response.
NSGA-II was used to obtain the Pareto optimal set of solutions for both wires. The observed results with both wire types demonstrate the suitability of the NSGA-II method in solving this multi-objective optimization problem. The Pareto optimal front of zinc-coated brass wire was more uniform, which confirmed that the zinc-coated brass wire was more predictable compared to brass wire in WEDM process.
This study can be extended in the future by changing the work materials or applying different optimization methods.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.