
Abstract
The rotary-draw bending process of thin-walled rectangular tube is a complex process with the interaction of many factors. The wrinkling may be produced if the process parameters are inappropriate. So, here, based on finite element numerical simulation, and taking the clearances and the frictions between tube and dies as the optimal design variables and the wrinkling height as the optimal objective, the optimization design for rotary-draw bending process of thin-walled rectangular 3A21 aluminum alloy tube has been carried out by using sequential quadratic programming method. Then, the recommended values of the clearances between mandrel, wiper die and bending die and tube, and the friction coefficients between pressure die, mandrel and wiper die and tube are obtained. The achievements of this study are significant to reduce the manufacturing cost and increase efficiency and bending quality.
Keywords
Introduction
Thin-walled rectangular aluminum alloy tube bent parts are widely used in aerospace, aviation, radar and various other industries for the merits of light in weight, less loss pulsing signal, larger circulating transmitter and so on. This type of tube bending can be done using several different methods, such as rotary-draw bending, stretch bending and press bending. 1 Among these methods, the rotary-draw bending method plays a very important role in rectangular tube bending process because it can realize the requirement of high precision, high efficiency, flexible bending and so on.
However, the rotary-draw bending process of thin-walled rectangular tube is a complex forming process with the interaction of many factors. The wrinkling phenomenon is easily produced if process parameters are inappropriate in the bending process, especially for the interference among many process parameters, which makes wrinkling difficult to control. As a result, the determination of appropriate process parameters has become one key problem to be urgently solved for developing tube bent parts with no wrinkling, high performance and increasing its application potential.
In recent years, the bending process of thin-walled tube has been investigated largely by many scholars all over the word. Wrinkling behavior in pure bending of rectangular tube and differences in wrinkling among the tubes with different materials and different sections were studied by many researchers using experimental method, theoretical method, artificial neural network and so on.2–4 Yoshida and Fujiwara 5 studied the wrinkling of rectangular tube in draw bending process and obtained the critical compressive strain using theoretical method. Corona and Vaze6,7 addressed the response, which was buckling and collapse of long thin-walled square tubes under pure bending, analytically and experimentally. To study the correlation between the main geometrical tube parameters of the rotary-draw bending process and the resulting quality of the cross section of small hydraulic pilings, Mentella and Strano 8 studied the free rotary-draw bending of small diameter copper tubes with high length and relatively thin walls. And a unique quality estimator, the cross-sectional geometry of bent tubes, has been developed. Zhao et al.9,10 investigated the influence of mandrel, clearance and friction between mandrel and tube on wrinkling in rotary-draw bending process. These above studies are mostly focused on pure bending process or the effect of independent parameter on wrinkling, however sufficiently solve the complex optimization problems of tube rotary-draw bending with multi-factors is scarce, 11 especially for the thin-walled rectangular tube. Therefore, in this study, the optimal design of clearances and frictions has been done for the rotary-draw bending process using the method of virtual experiment-regression prediction-sequential quadratic programming (SQP). And the recommended values of the clearances and frictions are obtained.
Optimal design model
Optimal objective
One of the objectives of the rotary-draw bending process for thin-walled rectangular tube is eliminating the wrinkling phenomenon and satisfying the requirements of high precision and high performance. Therefore, the wrinkling phenomenon is taken as the subject investigated in this study, and the optimal objective is to obtain the tube bent parts without wrinkling. The mathematical model of the wrinkling wave height can be obtained as follows.
According to the geometrical relationship among

Wrinkling ripple inside the elbow.
Through

It represents that the smaller the value of
Selection of design variables
Because the rotary-draw bender consists of a bending die, a wiper die, a mandrel and so on, there are many parameters influencing the onset of wrinkling during the bending process. Accordingly, the clearances between mandrel, wiper die, bending die and tube, and the frictions between pressure die, mandrel, wiper die and tube, which have significant effects on wrinkling, are selected as the design variables, and then, the rotary-draw bending process of thin-walled rectangular tube is optimized using the SQP method.
Constraint conditions
According to the practical production, the constraint conditions of the rotary-draw bending of thin-walled rectangular tube are listed in Table 1.
Constraint condition of the rotary-draw bending of thin-walled rectangular tube.

Establishing optimal design model
Because the relation between process parameters and wrinkling wave height
Three-dimensional finite element model and the simulation conditions
The three-dimensional (3D) finite element (FE) model of rotary-draw bending process of thin-walled rectangular tube, shown in Figure 2, has been built under the dynamic explicit code ABAQUS/Explicit and validated experimentally by Zhao et al. 12
Illustration of FE model for rotary-draw bending process.
The material used is thin-walled rectangular 3A21 aluminum alloy. Its elastic modulus E is 60.2 GPa, Poisson ratio υ is 0.33, tensile strength
The cross-sectional height h of the tube is 12.2 mm, width w is 24.86 mm, wall thickness t is 1 mm and length l is 200 mm. The main process parameters of rotary-draw bending process are as follows: the bending radius is 40 mm, bending angular velocity
Virtual orthogonal experiment
During the rotary-draw bending process of thin-walled rectangular tube, factors that need to be investigated are the variables (shown in section “Selection of design variables”). Five levels are selected for each parameter. So, an
Regression prediction model
Generally, in the fields of science and technology, using quadratic polynomial to approach the relation between variable and optimal objective can satisfy the requirement of precision. 14 The mathematical model of quadratic polynomial is expressed as
From equation (3), the multivariate nonlinear regression model between wrinkling wave height
where
The analysis of multivariate nonlinear regression has been done based on the virtual orthogonal design results shown in Table 2, and then, the regression coefficients are obtained and shown as follows
From the regression coefficients and equation (4), the multivariate nonlinear regression model becomes
Optimal design of process parameters
Based on the intuitive analysis of orthogonal experiment for Table 2, the intuitive analysis results are obtained and listed in Table 3.
Intuitive analysis results for Table 2.
From Table 3, the primary and secondary sequences of the parameters (shown in Table 2) on wrinkling are obtained based on the range: Δcm (0.7178) > Δcw (0.3559) > Δcb (0.1179) > µw (0.0826) > µp (0.0671) > µm (0.0342).
To eliminate effectively wrinkling in the tube bending process, as far as
Initial values of design variables.
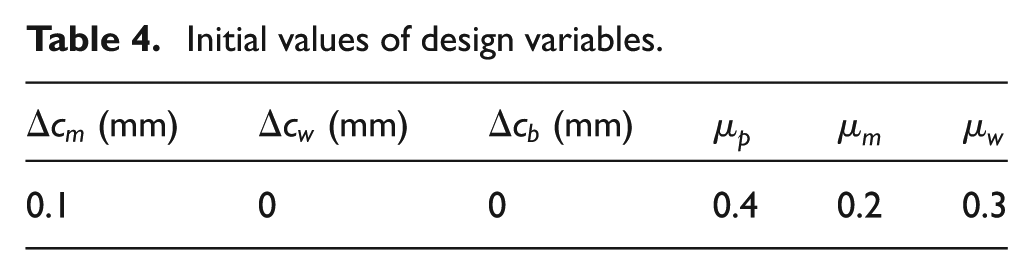
To reduce the optimal range and increase efficiency and accuracy, determine the values of the combination as the initial input values for SQP method.
Optimal design procedure
Based on the multivariate nonlinear regression model and the constraint conditions, the rotary-draw bending process for thin-walled rectangular tube of aluminum alloy 3A21 is optimized by using SQP method. The optimal design procedure of SQP is shown in Figure 3.
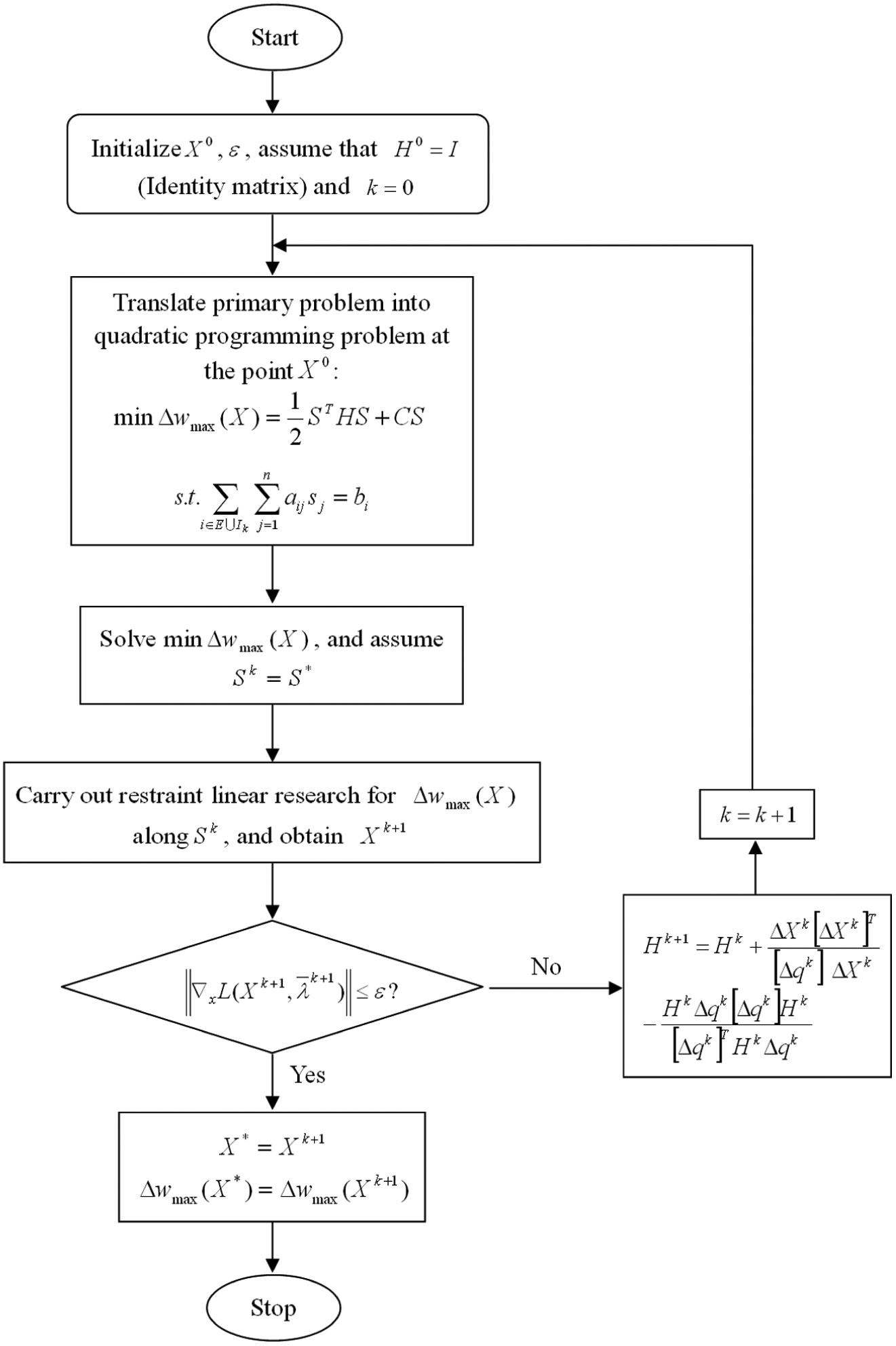
Optimization design procedure of SQP.
The solution procedure of the SQP for the bending process is as follows: (1) Determine the initial values of processing parameters, an arbitrary small positive number, namely,
Optimal design results
Figure 4 shows that with the variation in
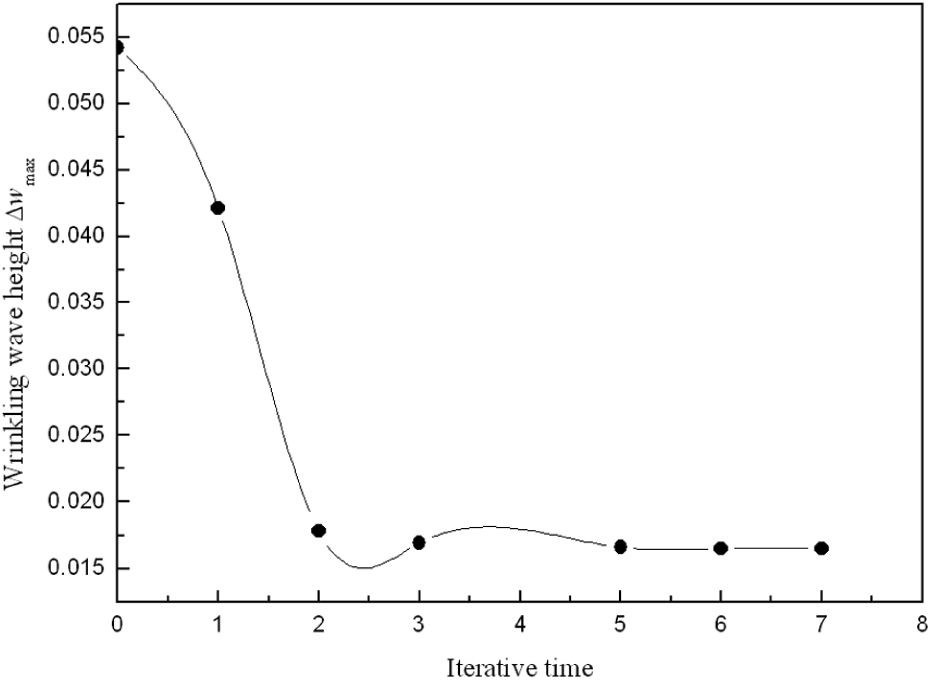
The variation in
Optimal results.

Figure 5(a) and (b) shows the tangential stress distribution in initial and optimal design of the rectangular tube bent parts, respectively. From Figure 5(a), it can be observed that more compression tangential stress concentration areas appear in the compressive flange of the tube, and the peak tangential stress is smaller. So the compression deformation extend is smaller. In Figure 5(b), the area of the tangential stress is larger, and its distribution is more uniform. The quantitative representation of distribution law of tangential compressive stress along bending direction in the deforming zone can be seen in Figure 6. From this figure, it can be observed that the tangential stress area of optimized bent tube part by SQP is larger than that of no optimization. Therefore, the optimal effectiveness is significant.
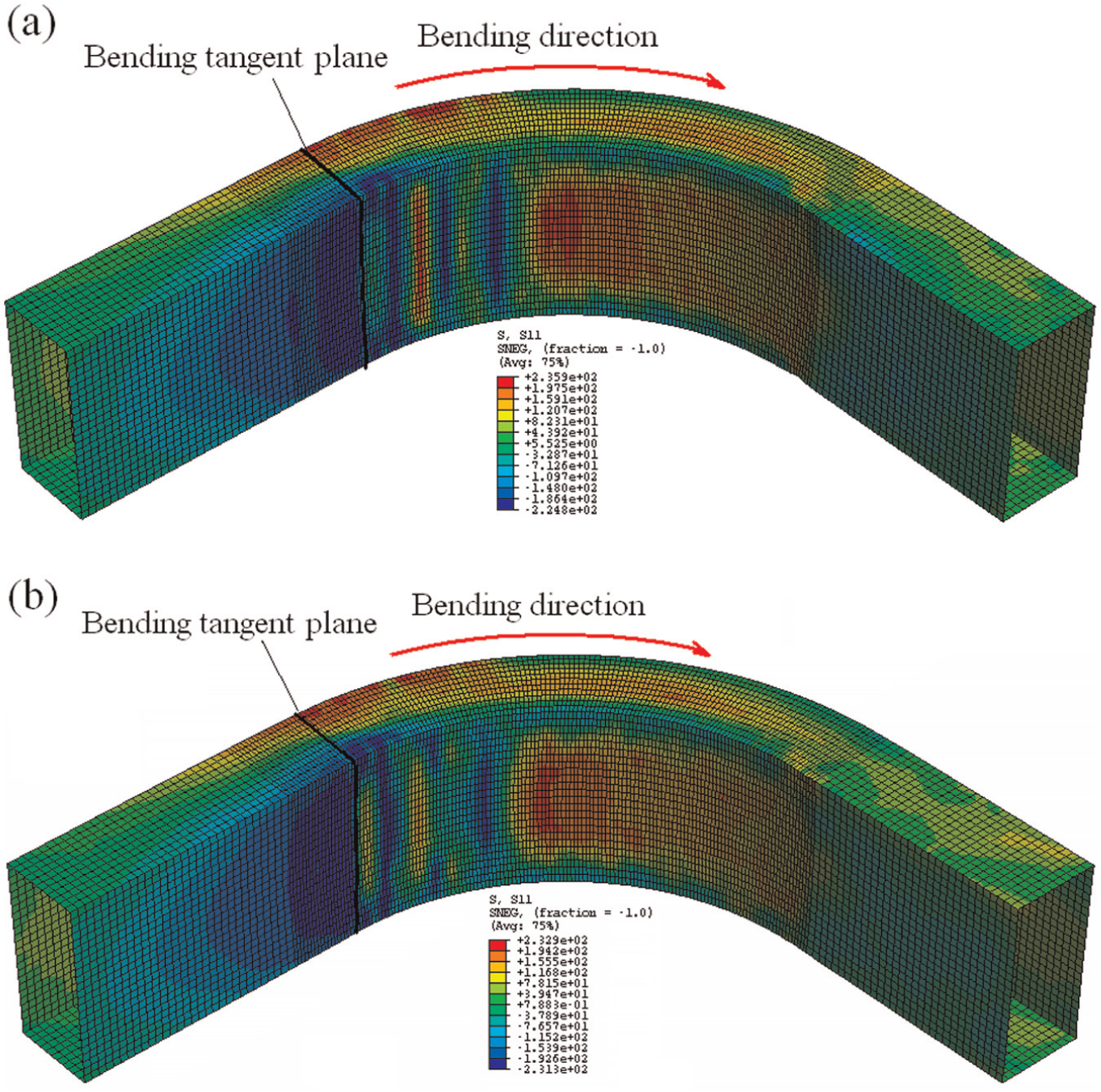
(a) Tangential stress distribution in initial of rectangular tube bent part and (b) tangential stress distribution in optimal design of rectangular tube bent part.
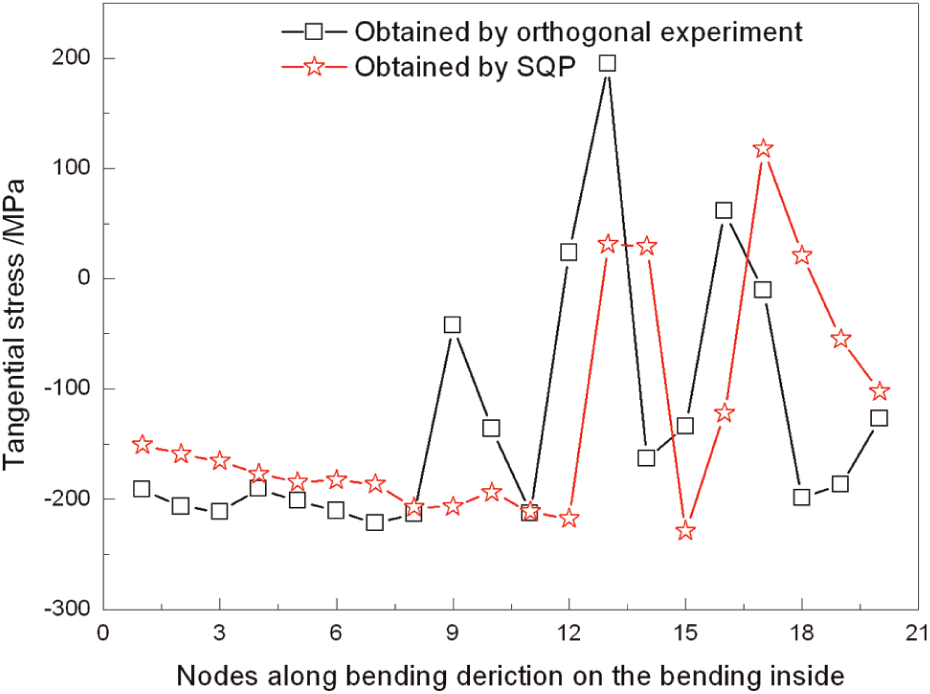
Distribution of tangential compressive stress along bending direction in the deforming zone.
Optimal result application
To ensure that the optimal results can be applied to practice, the experiment of rotary-draw bending process for rectangular aluminum alloy 3A21 tube has been carried out using programmable logic controller (PLC) controlling hydraulic tube bending machine W27YPC-63 based on the optimized parameters obtained by SQP.
Under aforementioned conditions, as shown in Figure 7, the thin-walled rectangular aluminum alloy 3A21 tube can be stably bent without occurrence of wrinkling. As a result, the parameters of clearance and friction can be optimized using SQP method compared with FE analysis, and the achievements of this study can provide a guideline for practically manufacturing thin-walled rectangular bent tubes with small bending radius.
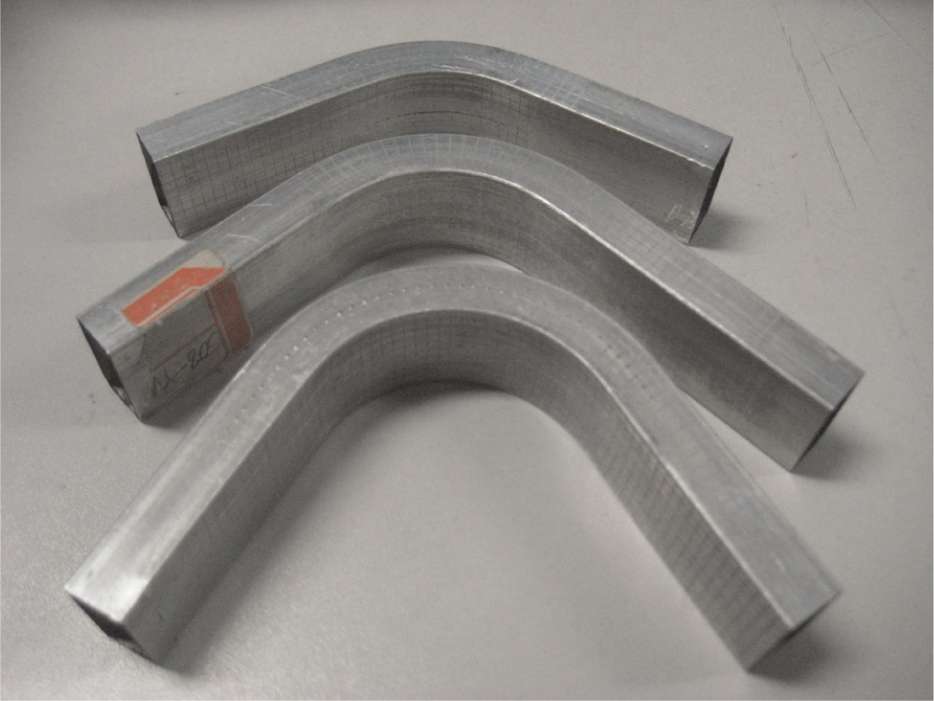
Experimental result of rectangular tube bent part.
Conclusion
Based on the virtual experimental design, the multivariate nonlinear regression model is built.
Based on the multivariate nonlinear regression model, the rotary-draw bending process of thin-walled rectangular tube is optimized by using the SQP method. The recommendation process parameters are obtained, namely, the clearance between mandrel and tube is 0.109 mm; the clearances between bending die, wiper die and tube are 0; the friction coefficients between pressure die, wiper die and tube are 0.4 and the friction coefficient between mandrel and tube is 0.206.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received the support of the National Natural Science Foundation of China (nos 50975235 and 51165037).