
Abstract
Clinching technology is widely used in the automobile and furniture industries. Shearing strength is an important criterion for evaluating the quality of clinched joints. Round and rectangular clinched joints are based on the shape of the tools. In this article, the shearing strength of round joints was designed and discussed. Two methods, namely heat treatment and press-join orientation, were presented. Different rolling directions for Al6061, Al5052, and Q235 sheets were connected to investigate the shearing strength of round joints at 90° and 180°. An electric furnace was used to heat the clinched joints of the Al6061 sheets to 430 °C, 450 °C, 530 °C, and 570 °C and obtain the optimal heat treatment temperature. Results proved that press-join orientation and solid-solution treatment affect shearing strength.
Introduction
Several mechanical joining techniques have been proposed to bond advanced lightweight materials that are dissimilar, coated, and difficult to weld. Clinching technology is a method that connects different or similar metal parts through local deformation without the aid of any additional joining element.1–4 Clinching is applied in some car bodies, such as Audi A8 and Mercedes-Benz S-class. 5
Joint strength of the round joint is an important criterion for evaluating the quality of clinching. The previous literature mainly focused on experimental studies and theoretical predictions on the shearing strength of rectangular joints.6–11 Few articles discussed the shear strength of round joints. Coppieters et al. 12 presented an analytical model to predict the pull-out strength of round joints; however, this model was unable to predict shearing strength. Some studies proved that the shear strength of rectangular joints is greatly influenced by press-join orientation, but the relation between shear strength and press-join orientation on round joints was not discussed. Many factors affect shear strength, such as the geometries of tools, the properties of materials, and press-join orientation. The final geometries of the joints determine the shearing strength, 4 whereas the geometries of the tools significantly affect the geometries of clinched joints. 13 Saberi et al. 14 investigated material anisotropy and found that it enforces shearing strength. Few articles discussed the influence of heat treatment on shearing strength.
In this research, the round joints were studied, and the Al6061, Al5052, and Q235 sheets at 0°, 45°, and 90° were grouped into 200 pairs of joints. The shearing strengths of these combination joints were tested at the press-join orientations of 0° and 90°. Although the round clinched joint is axisymmetric, the clinching process is a new connection method carried out through plastic deformation. Hence, differences were observed from the different angles of applied shear stress on maximum failure load. At the same time, heat treatment improved the shearing strength of clinched joints.
This article is organized as follows: Section “Experimental procedure” discusses the clinching, heat treatment, and shearing strength experiments. Section “Results and discussions” discusses the effect of two methods, namely heat treatment and press-join orientation, on shearing strength.
Experimental procedure
Clinching experiments
Al6061, Al5052, and Q235 sheets with 2, 1.9, and 1.5 mm thickness, respectively, were produced by rolling. The specimens were 80 mm × 25 mm (L × W), with an overlapping length of 40 mm used as the substrate. The specimens were cut by rolling in three different directions: 0°, 45°, and 90°. The sheet cut along the 0° rolled orientation is referred to as 0°, the sheet cut along the 45° rolled orientation is called 45°, and the sheet cut along the 90° rolled orientation is called 90°. Figure 1 shows the different rolled orientations of the Al6061, Al5052, and Q235 sheets. These specimens were used to explore the influence of angle of applied load and solid-solution treatment temperature on shear strength. Specimens with three rolled orientations can increase the variety of combinations and improve the accuracy of the experiment. These combinations include dissimilar and similar metal sheets, thicknesses, and rolled orientations. Although the anisotropy of materials cannot be discussed in this article, the sheets with different rolled orientations are regarded as different materials for creating clinched joints.
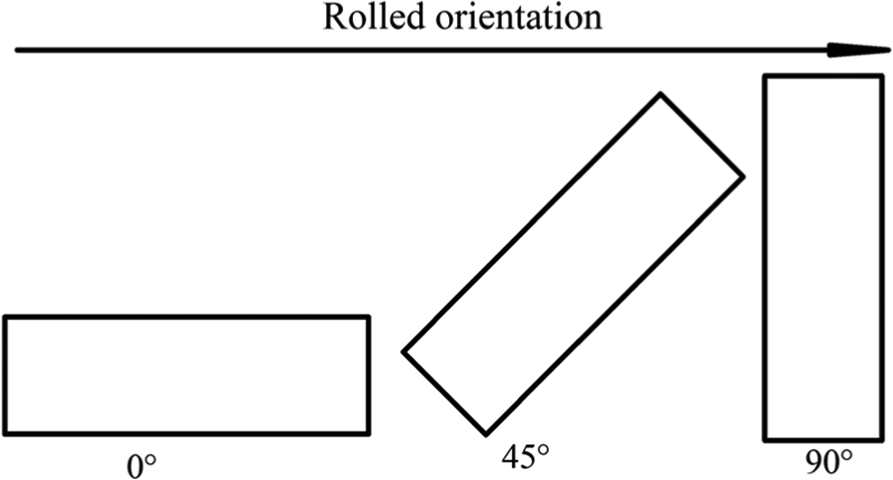
Specimens (the different rolled orientations).
To test the shear strength of clinched joints in different press-join orientations, we introduced two lap types, horizontal lap (0° press-join orientation) and perpendicular lap (90° press-join orientation) (Figure 2). To obtain the shear strength of the round joint at 0° press-join orientation, the direction of applied shear force was perpendicular to the axis of the punch in the same plane. To obtain the shear strength of the round joint at 90° press-join orientation, the direction of applied shear force was perpendicular to the axis of the punch in a different plane. In other words, the round joint at 0° press-join orientation was tested with an applied shear force at 180°, whereas the round joint at 90° press-join orientation was tested with an applied shear force at 90°.
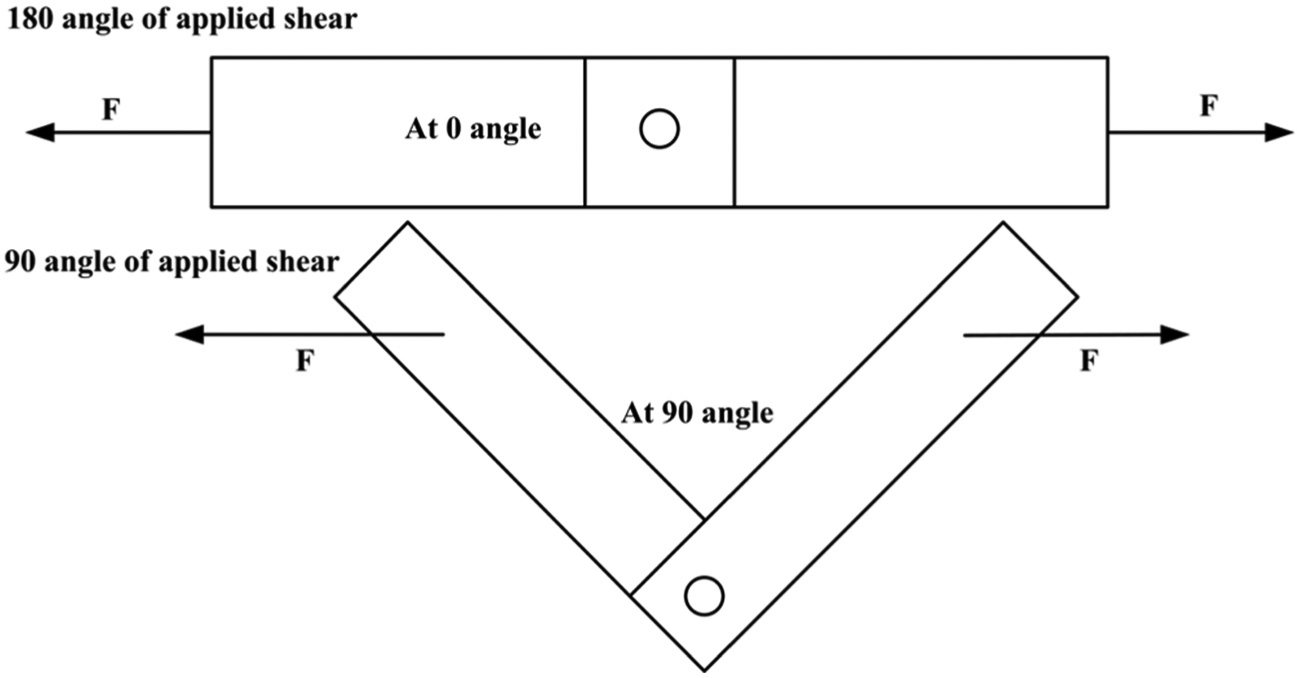
Lap types and angle of applied shear force.
The clinched device comprises four components: a punch, a die, a power unit, and a C-frame as shown in Figure 3. The basic theory of the clinch process, referred to as press joining, is to create a mechanical interlock between two or more metal sheet parts through drastic local plastic deformation. The deformation is achieved using simple tools, such as a die, a blank holder, and a punch. Clinched strength depends on both the material properties and the geometries of the clinched joint, which are determined by the geometries of the punch and the die as well as the displacement of the punch during the forming process. Figure 3(a) shows the clinched device. Figure 3(b) shows the punch and the die. The geometries of tools determine the geometries of clinched joints, and the geometries have an important influence on the joint quality. Figure 3(c) shows the clinched specimens, including the clinched joints of horizontal and perpendicular laps.
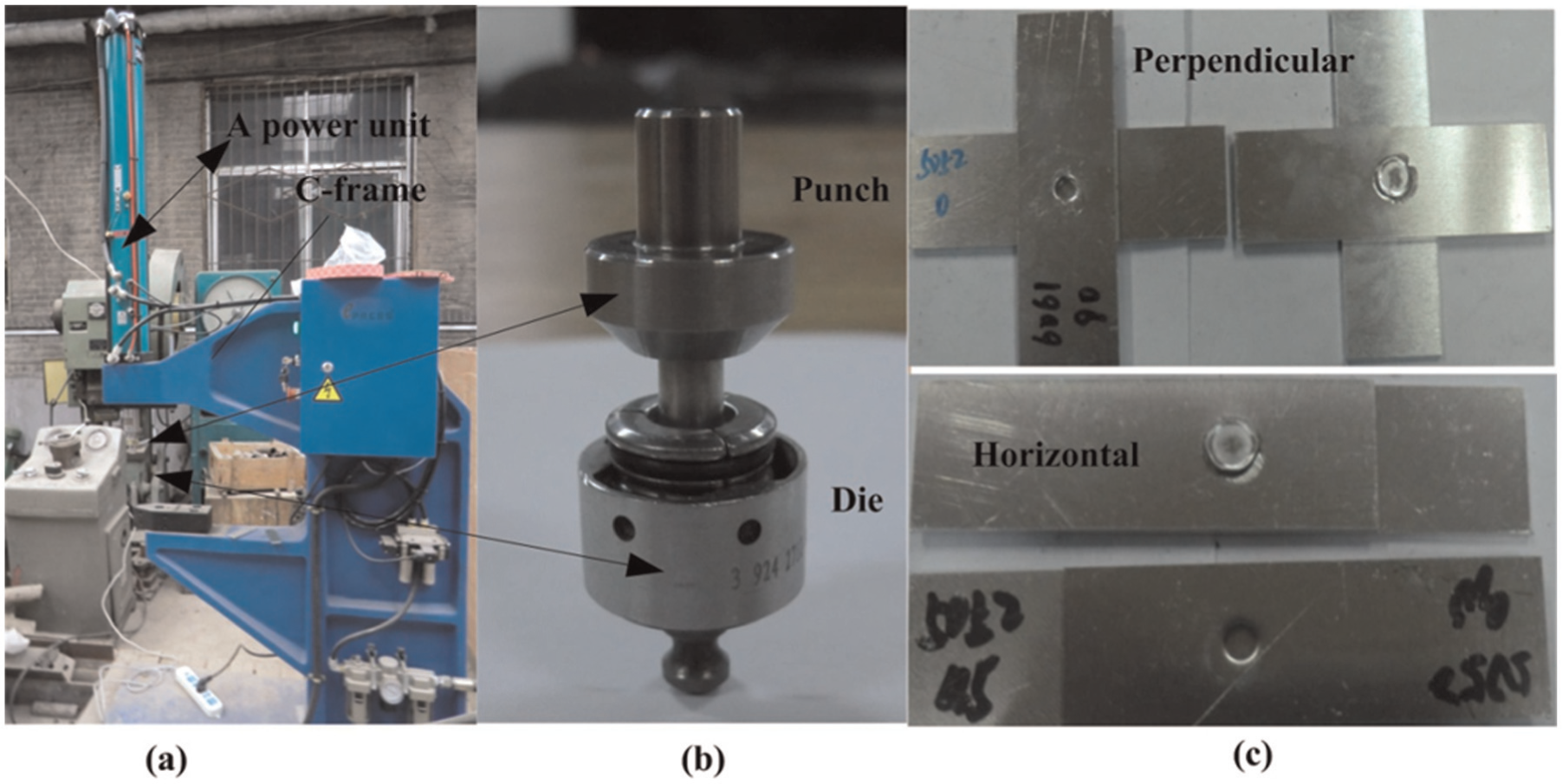
Clinched device and specimens (a) clinched device; (b) tools and (c) specimens.
Suitable materials and tools should be selected for clinching. Generally, cold-formed materials can be joined by clinching. The optimal design of tools can be obtained by the finite element method or by analytical models.15–17 The suitable geometries of tools correspond to the maximum shearing and tensile strengths of the clinched joint. However, the selection of suitable tools is not included in this article.
Heat treatment experiments
Similar to previous articles, in this article, shearing strength is considered as an important criterion for evaluating the quality of clinched joints. Higher strength can guarantee the reliability and security of the device under working conditions. Through the clinching process, the strength of the connected sheets is enhanced, but their ductility is weakened. To enhance the performance of the clinched joint, post-processing is necessary to improve the shear strength of the clinched joint and preserve its ductility. Solid-solution treatment is an effective method to improve the performance of the sheet, but not all materials can be heated to improve their strength. In this article, the clinched joints of the Al6061 sheets were regarded as heated specimens based on Jian-hong et al. 18
Al6061 alloy sheet is one of the most widely used alloys in the 6000 series. This standard structural alloy, one of the most versatile heat-treatable alloys, satisfies high-strength requirements and has good toughness characteristics. Applications for Al6061 sheets range from transportation components, machinery, and equipment to recreation products and consumer durables. The alloy is likewise widely used in automotive structural components because of its strength and density. Heat treatment is a main strengthening method for Al6061. Strength is mainly influenced by the number, geometry, shape, and distribution of the alloy-strengthening phase. The increase in the number of strengthening phases can enhance the mechanical properties of the alloy sheets. 18
Figure 4(a) shows the electric furnace manufactured in Germany. This device can heat from 30 °C to 3000 °C. Figure 4(b) shows the experimental conditions under the different solid-solution treatment temperatures. The clinched joints of the Al6061 sheets are treated at 430 °C, 450 °C, 530 °C, and 570 °C. Table 1 shows the chemical composition of the Al6061 sheet. Figure 4 shows the solid-solution treatment for the clinched joint of Al6061 sheets.
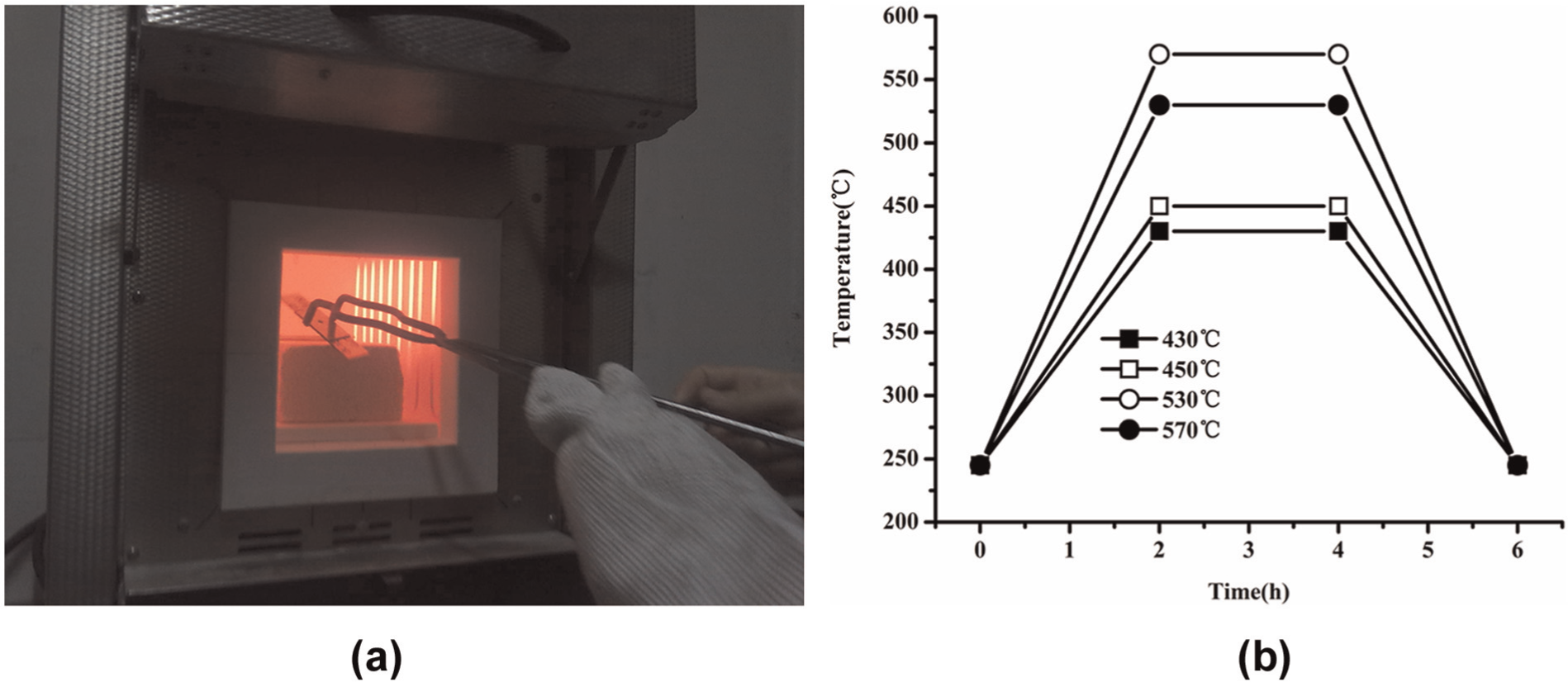
Solid-solution treatment for the clinched joint of Al6061 sheet: (a) the electric furnace and (b) the experimental conditions.
Chemical composition of the sheets.

Heat treatment enhances the shear strength of clinched joints and eliminates residual stress during clinching. Jian-hong et al. 18 presented five solid-solution treatment temperatures, whereas this current study applied four heat treatment temperatures to detect the extent of influence of heat treatment temperatures on shear strength. The solid-solution treatment process was divided into three phases. The task of the first phase was to increase temperature. When the temperature reached 245 °C, the clinched joints were placed in the electric furnace, and then the temperature of the electric furnace was continually increased until it reached 430 °C, 450 °C, 530 °C, and 570 °C. This process lasted for 2 h. In the second stage, the temperature remained constant, which lasted for 2 h. In the third stage, the temperature decreased to 245 °C within 2 h, and then the clinched joints were removed from the electric furnace. When the solid-solution treatment was completed, the specimens were then subjected to the tensile test.
Shear strength experiments
Shearing tests were conducted on each connection type to evaluate the joint quality. The connected samples were clamped into the grips of an Instron testing machine. In the connection sample tests, all the displacements were assumed to occur at the connection, and the elastic deformation of the material was disregarded. The velocity was 2 mm/s. Two groups comprising the clinched joints for Al6061 sheets under heat treatment and the clinched joints of different press-join orientations were tested. The tensile test was the same for the two methods. The horizontal lap joints were used for specimens under heat treatment and were fixed as shown in Figure 5(a). To obtain the influence of press-join orientation on shear strength, two types of joints, horizontal and perpendicular lap joints, were implemented. Figure 5(a) and (b) shows the fixed modes when the press-join orientations were 0° and 90°, respectively.
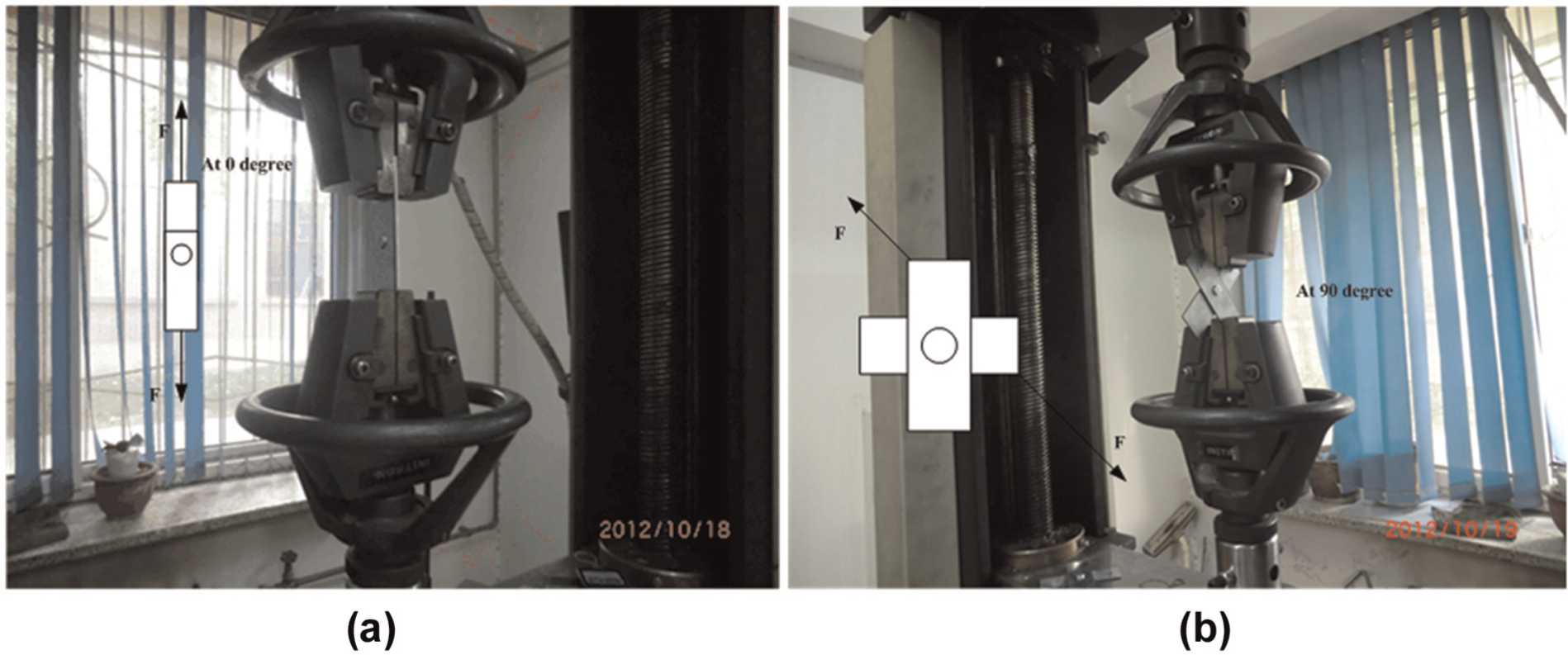
Tensile tests: (a) at 0° and (b) at 90°.
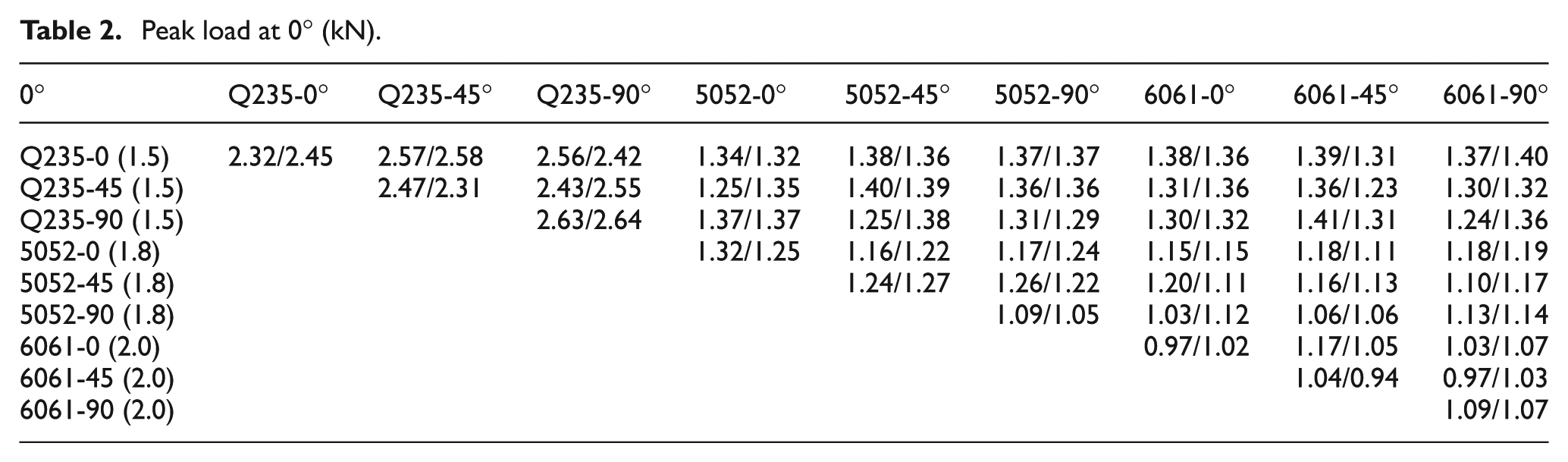
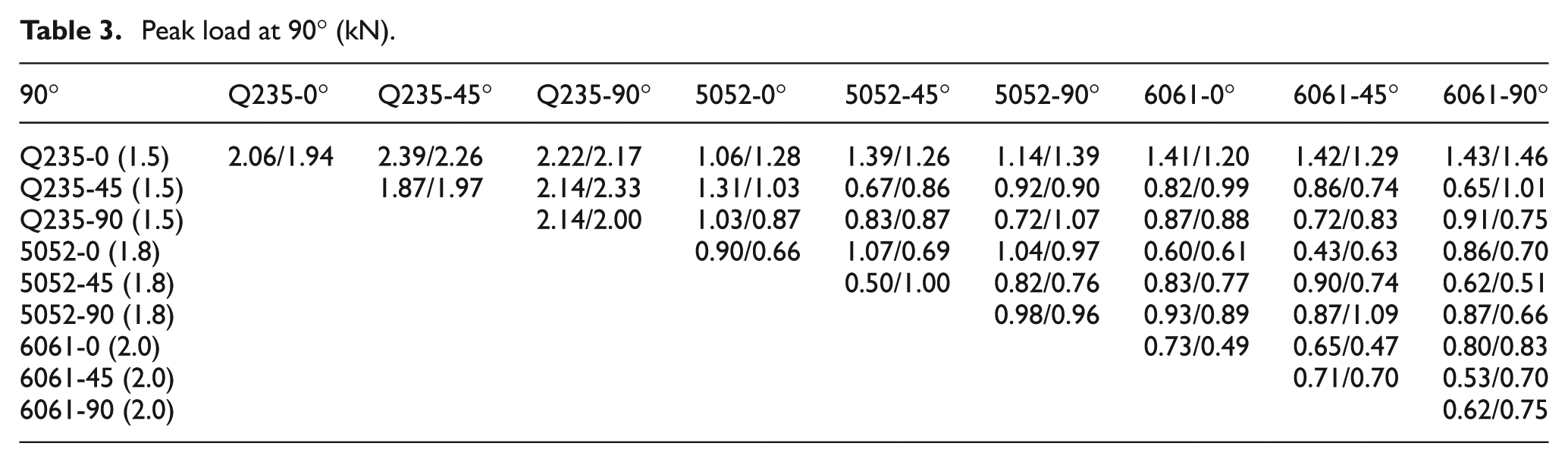
The peak load of the clinched joints of different press-join orientations is discussed in this section. Maximum shear loads are classified according to the rolling direction of the materials and the press-join orientations, taking into account all the material combinations, as shown in Tables 2 and 3. Although the peak load is not defined as the shearing strength, the peak load is considered as the failure load, which can represent the trend of the shearing strength. Therefore, the peak load represents the shearing strength discussed in the following. The results of shearing strength of the press-join orientations of 0° and 90° are shown in Tables 2 and 3, respectively. A total of 180 pairs of combinations were tested, and each pair of combination included two specimens. Table 3 shows the results of the shearing strength at 90°. The difference between the shearing strength and the different fracture conditions can be obtained by testing the shearing strength under two press-join orientations. Generally, the clinched strength is smaller than the lower strength of the base sheet. The lower yield strength of the base sheet determines the clinched strength.
Peak load at 0° (kN).
Peak load at 90° (kN).
Results and discussions
Influence of heat treatment
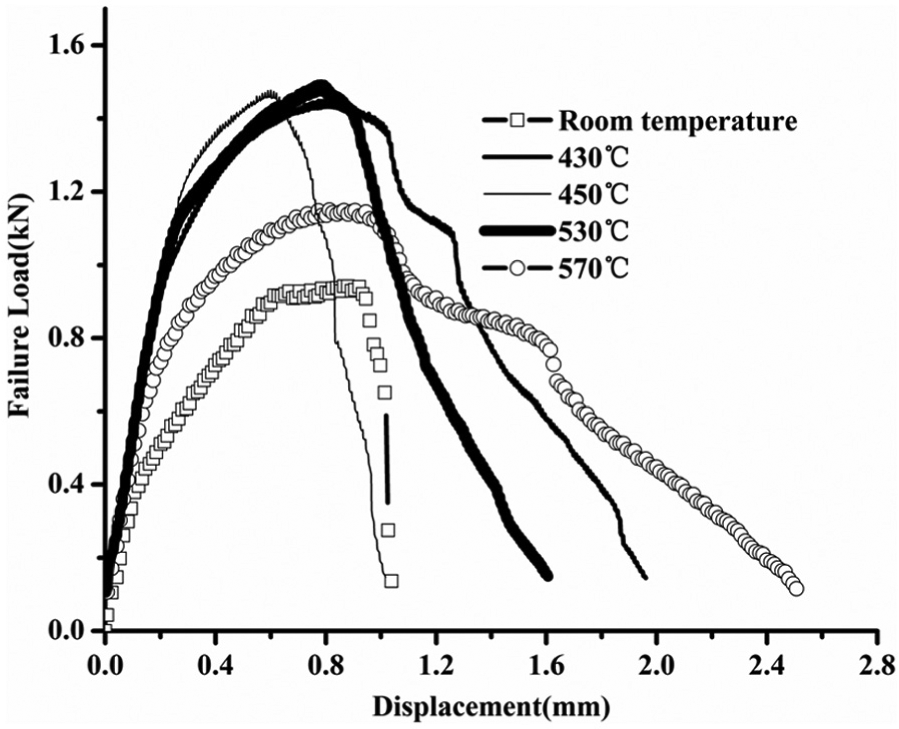
Heat treatment is performed to change the mechanical properties, metallurgical structure, or residual stress state of a metal product. 19 Solution heat treatment was used to investigate the relationship between heat treatment and shearing strength. The clinched joints for the Al6061 sheets were heated to observe the influence of heat treatment temperature on shear strength. Four heat treatment temperatures were used based on Jian-hong et al. 18 Figure 6 shows the failure load–displacement curves under different solid-solution treatment temperatures for the clinched joints of Al6061 sheets. These specimens were clamped into the grips of the Instron testing machine. The velocity was 2 mm/s. At room temperature, the maximum failure load was smaller than 1 kN. Under any solid-solution treatment temperature, the maximum failure load increased. When the solid-solution treatment temperature was 530 °C, the maximum failure load was larger than that of other heat treatment temperatures. When the heat treatment temperature was 570 °C, the maximum failure load was smaller than that of other heat treatment temperatures. Under the clinching process, the residual stress existed in the clinched joint and springback occurred on the bending region. Heat treatment can eliminate springback and stress on the bending region as well as improve the strength of the clinched joint.
Influence of heat treatment on the shear strength.
In Jian-hong et al., 18 the strengthening phase pattern of the Al6061 alloy is shown. The main strengthening phase for Al6061 alloy includes Mg2Si and a few Al2Cu. Mg2Si exists in Al6061 as needle or grain, while Al2Cu has a larger grain. When the heat treatment temperature is 530 °C, most Mg2Si are scattered uniformly in the matrix, whereas a small number of Mg2Si separate on the grain boundary, as shown in Jian-hong et al. 18 When the heat treatment temperature is 570 °C, the strengthening phases are separated, as shown in Jian-hong et al. 18 The strengthened phase distribution in the organism determines the shear strength of the round joint. These phenomena can explain why the strength of the clinched joint at 530 °C is higher than that at 570 °C.
Jian-hong et al. 18 showed the metallographic microstructures of Al6061 after different solution heat treatment temperatures. When the heat treatment temperature is 450 °C, the geometries of the crystal grains are larger than those at 530 °C. When the heat treatment temperature is 570 °C, nucleation for aluminum alloy is promoted, and the crystal grains become dendritic. The metallographic microstructures of Al6061 under different solution heat treatment temperatures determine the shear strength. In Jian-hong et al., 18 metallographic microstructures of 6061 aluminum alloy after different solution heat treatment further illustrate the comparison of the strength of clinched joints, as shown in Figure 6. The strength of the clinched joint at 450 °C is lower than that at 530 °C. When the solid-solution treatment temperature is 570 °C, the strength of the clinched joint is decreased. At the same time, in Jian-hong et al., 18 an analysis with electron probe and metallographic microstructures further explains the experimental results, as shown in Figure 6 using the scanning electron microscopy (SEM) analysis of the strengthening phase and the microstructural evolution.
Figure 7 shows the fracture specimen of the clinched joint of Al6061 sheets. Figure 7(a) depicts the macrostructure fracture section under the tensile test. This fracture failure belongs to ring fracture. Figure 7(b) shows the magnified fracture appearance at room temperature. Figure 7(c) shows the microstructure appearance of the fracture of the clinched joint at room temperature. Figure 7(d) illustrates the microstructure appearance of the fracture at 530 °C. Previous studies discussed that the failure mode of the clinched joint under tensile test belongs to ductile fracture. At room temperature, the clinched joint is obtained by creating a mechanical interlock, such that obvious hardening occurs at the neck of the clinched joint. When this clinched joint is heated to 530 °C, the strengthening phase is integrated into the substrate to enhance the strength of the clinched joint. At the same time, the stress distribution at the neck is eliminated, and the performance of the clinched joint is improved. Based on a comparison of Figure 7(c) and (d), the plastic deformation at 530 °C is larger than that at room temperature, and the honeycomb microstructure is stretched and extended. The deformation is more obvious at 530 °C than at room temperature because the ductility of the Al6061 sheet at 530 °C is higher than that at room temperature. At 530 °C, the strengthening phase is integrated in the sheet to enhance its strength. A comparison of Jian-hong et al. 18 and Figure 7 can further explain the reason for the best performance of the clinched joint at 530 °C, as shown in Figure 6.
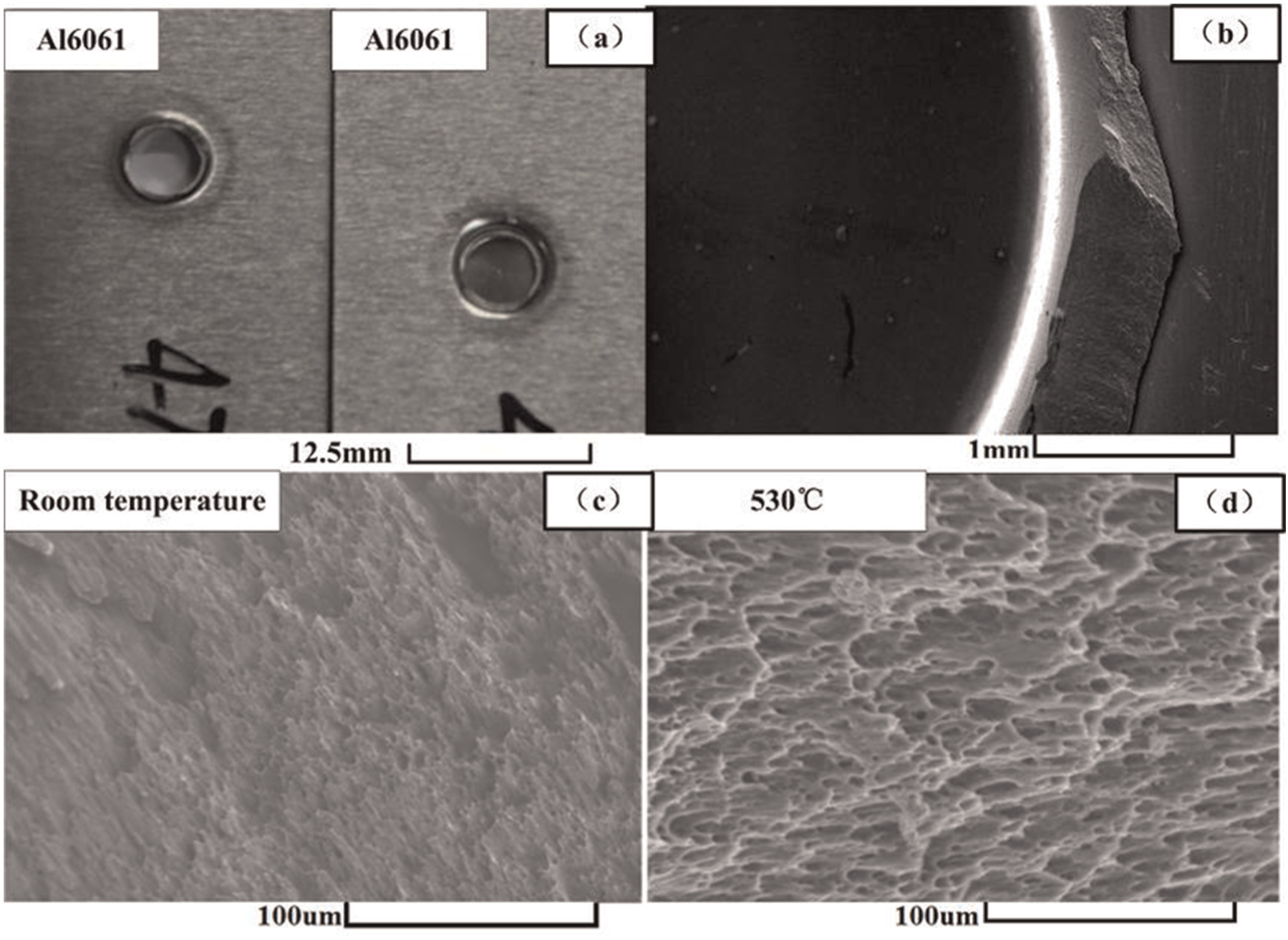
Fracture specimen (a) macro-structure fracture section for Al6061-Al6061; (b) magnified fracture appearance; (c) micro-structure appearance at room temperature and (d) Micro-structure appearance at 530.
Influence of press-join orientation
Although the round clinched joint is axisymmetric, the clinching joint process is a new connection method achieved through plastic deformation. Therefore, some differences under the different angles of applied shear stress affect the maximum failure load, as shown in Figure 8. Under different working conditions, the clinched joints endure shear force in different directions. Figure 8 shows the six groups of specimens tested at press-join orientations of 0° and 90°. A similar trend was observed for all the samples. The shear strength of the clinched joint for any combination was higher at 0° than at 90°. The maximum failure load occurred when the load was applied perpendicular to the axis of the punch, that is, 0°.
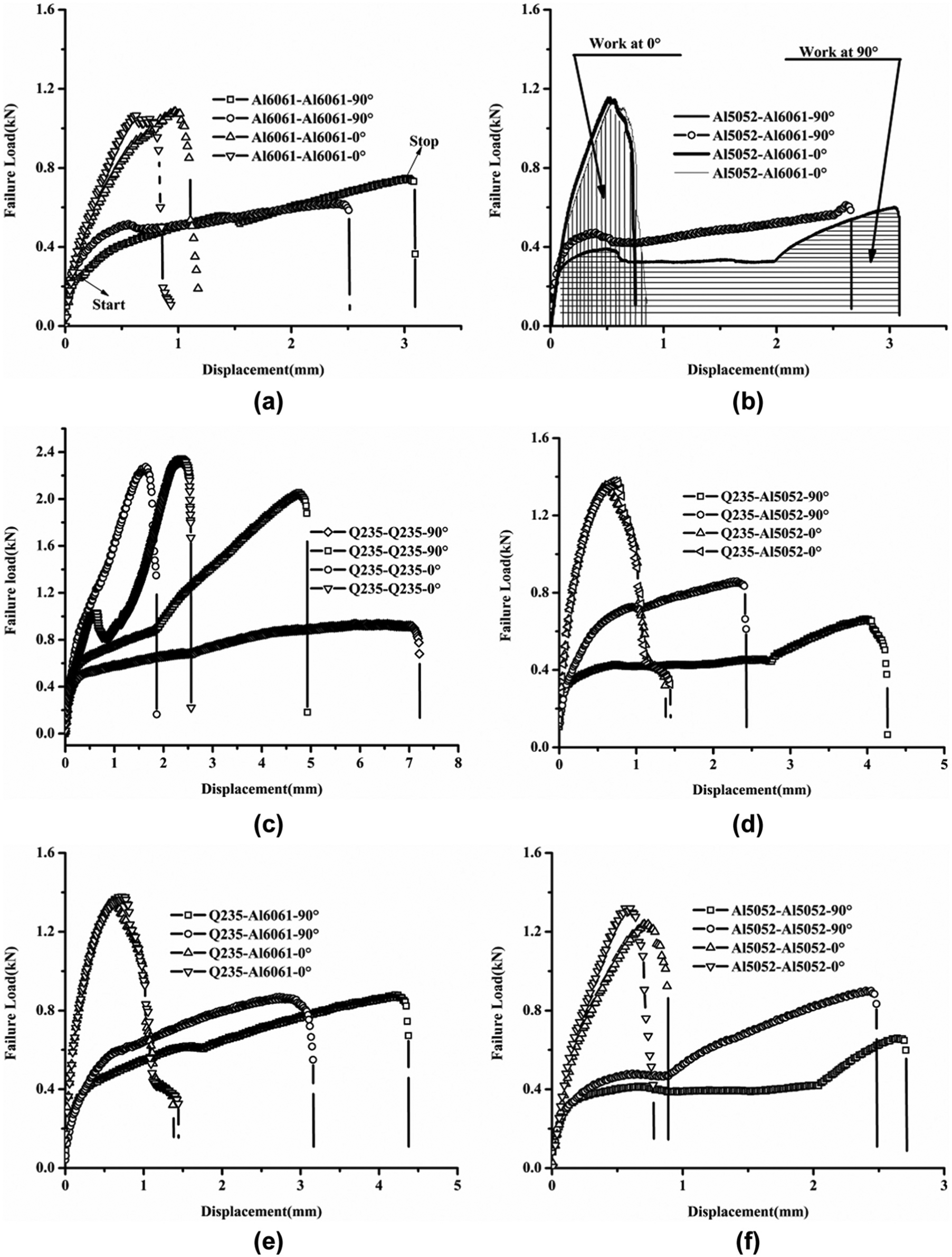
Influence of the press-join orientation on the shear strength: (a) Al6061-Al6061, (b) Al5052-Al6061, (c) Q235-Q235, (d) Q235-Al5052, (e) Q235-Al6061, and (f) Al5052-Al5052.
The clinched joint at 90° bears a combination deformation, including extrusion, torsional, and tensile deformations. The shear strength of the clinched joint at 90° is smaller than that at 0°; however, the phenomenon occurs because the contact areas between the sheets are relatively sliding, as shown in Figure 8. At the 0° press-join orientation, failure occurs because of the shear force on the punch side sheet as it bears against the edges of the die side sheet. However, the load drops rapidly after reaching the peak load. At 90°, a different type of failure occurs, in which the mechanical interlock is reversed and stretched, and the upper sheet is twisted off under the sheet. Figure 8(a) shows that the start point determines whether relative sliding occurs; the trends of the curves are the same at 0° and 90° before this point. After this point, the load continues to increase as the displacement increases, and the increment is smaller than that at 0°. However, the relative sliding leads to a decrease in increment, and deformation occurs in the clinched joint. Any resistance to the displacement is supplied by lateral deformation against the slits. A small plastic deformation of the clinched parent metal is observed and, consequently, a lower failure load is achieved in comparison with the press-join orientations of 0° and 90°. When the load reaches the stop point, the relative sliding stops, and the two sheets are locked by the mechanical interlock. The failure is caused by local bending, tearing, and pulling out. In Figure 8(b), the shadowed area represents the energy consumption. Energy consumption at 90° was larger than that at 0° because part of the energy was transformed into plastic deformation energy.
The differences in energy consumption at 0° and at 90° are shown in Figure 9(a) and (b), respectively. A large number of experiments confirmed that when the Q235 sheets bonded with the Al5052 sheets, the ring failure occurred at the neck thickness. To bond dissimilar metal sheets, such as the Q235 and Al5052 sheets, the Al5052 sheet should be located on the Q235 sheet to avoid ring failure. The failure obtained by the tensile test occurred in the upper sheet, whose performance determined the performance of the clinched joint. The thick sheet would be located on the thin sheet, and the better ductile sheet would be located on the die sheet. When the press-join orientation was 0°, failure occurred because of the shear force on the punch side sheet as it bears the force against the edges of the die side sheet. However, the load dropped rapidly after reaching the peak load. A different type of failure occurred at 90°. The mechanical interlock was reversed and stretched, and the upper sheet was twisted off the lower sheet.
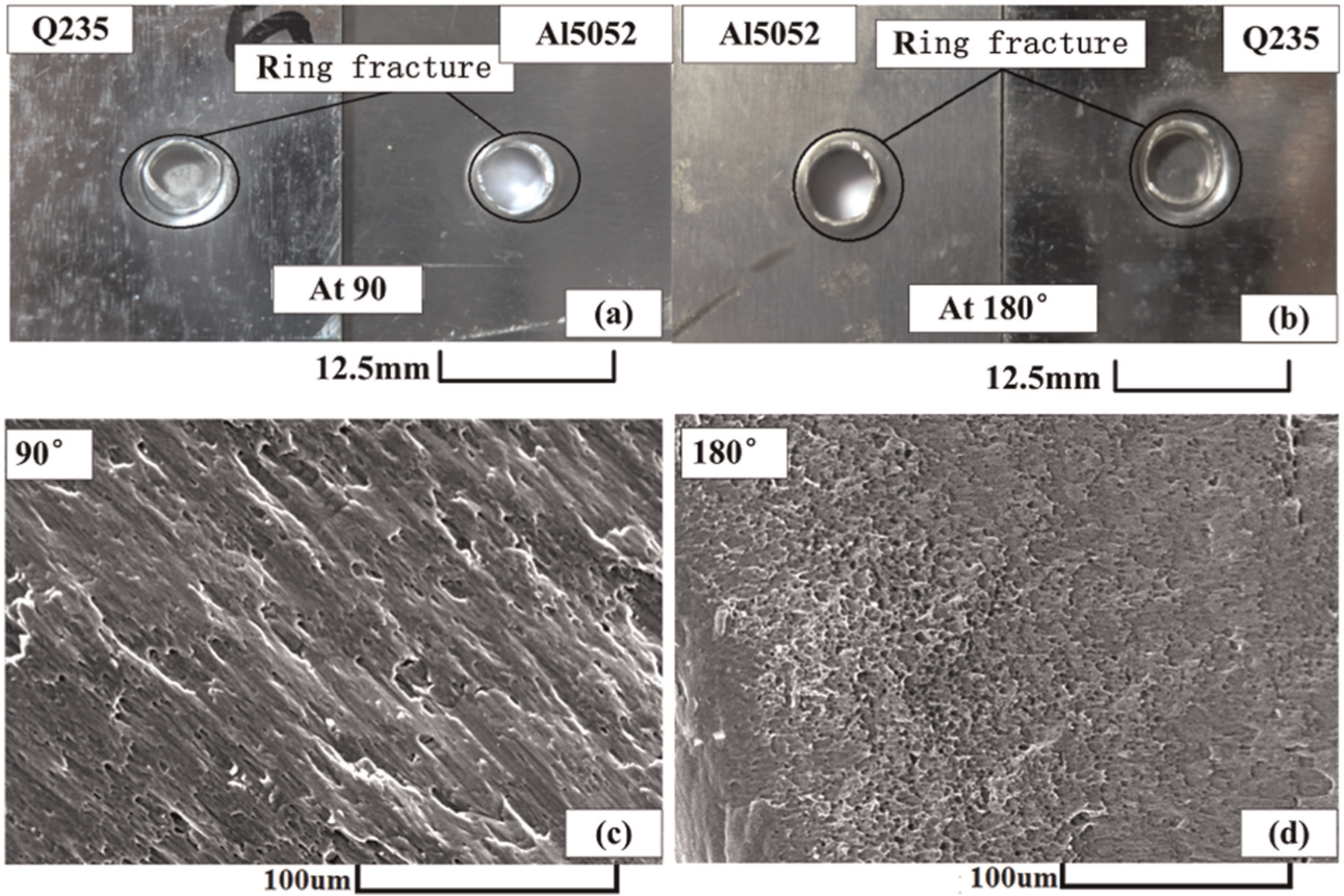
Fracture regions at 90° and 180° (a) macro-fracture appearance at 90° angle of applied load; (b) macro-fracture appearance at 180° angle of applied load; (c) micro- fracture appearance at 90° angle of applied load and (d) micro-fracture appearance at 180° angle of applied load
Figure 9(c) shows the SEM analysis for the Al5052-Q235 clinched joint at 90° press-join orientation and 90° angle of applied load. Figure 9(d) shows the press-join orientation at 0° and 180° angle of applied load. Under the clinching process, work hardening occurred at the neck of the clinched joint. Figure 9(c) and (d) shows that the ductility at 90° press-join orientation is higher than that at 0° press-join orientation, whereas the strength at 90° press-join orientation is lower than that at 0° press-join orientation. The fracture microstructure was consistent with that in Figure 8. Comparing Figure 9(c) and (d), the ductility of the clinched joint at 90° was higher than that at 0°. The deformation was obvious at 90°. We observed that the honeycomb microstructure was stretched and extended. The deformation was more obvious at 90° than at 0° because at 90°, plastic energy consumption was larger than that at 0°. The deformation at 90° was complex, consisting of tensile force and torsional moment. The failure modes for the two press-join orientations were different. Although the larger plastic deformation occurred in the clinched joint, the clinched joint method is not a metallurgical bond; rather, it creates a mechanical interlock to preserve the strength of the clinched joint so the two sheets will slip. Compared with the rectangular joint, a larger relative sliding occurred at the neck of the round joint.
Conclusion
Press-join orientation and solid-solution treatment were carried out in this study to investigate the influence of these methods on shearing strength and to design specimens. All the sheets used (Al6061, Al5052, and Q235 sheets) have a variety of combinations, such as dissimilar thicknesses and materials. This study considered the influence of the combination of materials and thickness of the sheet. Al6061, Al5052, and Q235 sheets were used to explore the influence of different press-join orientations on the shear strength of round joints. At the same time, Al6061 sheets were used to investigate the influence of heat treatment on shear strength. The following conclusions can be drawn:
The clinched joint of the Al6061 sheet has optimal mechanical properties, such as higher ductility and strength, when the heat treatment temperature is 530 °C. When the heat treatment temperature reaches 570 °C, the mechanical properties of the material will deteriorate. Therefore, 530 °C is the optimal heat treatment temperature. The SEM analysis proves that the performance of the clinched joint at 530 °C is better than at other solid-solution treatment temperatures.
Although the round clinched joint is axisymmetric, the failure load under different shear directions varies because of material properties and mechanical interlock. When the press-join orientation is 0° and the angle of applied load is 180°, the moment of torque between external forces is disregarded and the clinched joint bears the shear force. When the press-join orientation is 90° and the angle of applied load is 90°, the clinched joint bears a combination deformation, including extrusion, torsional, and tensile deformations. SEM analysis proved that the shear strength at 0° is higher than that at 90°. The SEM also explains the results obtained by the tensile test. The shear strength of the round joint increases as the shear angle increases. The shear strength when the shear angle is 180° far outweighs that when the angle is 90°.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The author, Xu Fang thanks Major National Science and Technology Project of China (Grant No. 2011ZX0401-081-03HZ) for the doctoral fellowship awarded to her for this study.