
Abstract
The springback is one of the major defects associated with sheet metal–forming industry. The objective of this study is to minimize the springback and the process variability in V-bending operation. In all, 11 process parameters, the bending angle, sheet thickness, material type, material texture, punch speed, punch holding time, sheet width, punch radius, lubrication, warm working, and repeat bending, have been considered, and their effect on springback has been studied. Based on Taguchi L12211 orthogonal array design, bending tests were conducted on two types of aluminum sheets (Al 1100 and Al 6061), and investigation was focused mainly on the effect of process variables on the springback. As springback is a process defect, the smaller the better signal-to-noise ratio is utilized in the optimization process. Based on the analysis of variance results, the percentage contribution of each factor to springback was calculated and optimum levels of entire factors were ascertained. The punch holding time, material type, and lubrication were found to be the most significant factors affecting springback. The combined effect of these parameters on springback was about 70%. From the confirmation tests, there has been significant improvement in the standard deviation of the mean value of springback.
Introduction
Sheet metal–forming process is widely used in automotive industries and packaging and household appliance industries. The main problem in sheet-forming process is springback of the product once the forming load is released. From the economic point of view, the springback, which is undesired shape change of a formed part after the removal of the forming load, causes delay in production, leads to amplified problems during assembling, and hence becomes a quality loss issue. Thus, prediction and control of springback are very crucial to achieve cost-effective fabrications. Generally, the springback is influenced by five main factors namely: (1) bending technique, (2) bulk properties of workmaterial, (3) material properties, (4) die properties, and (5) process condition.
Parsa et al. 1 investigated the effect of sheet thickness and radius of curvature on springback in double curved sheet metal–forming of steel sheets, pure titanium sheets, and cartridge brass sheets. They have observed that springback increases with sheet thickness and tool radius. However, springback can be reduced if bending is performed with superimposed tension. Chou and Hung 2 investigated the process design aspect on the reduction of springback in production of U-channel parts. They concluded that arc bottoming and die pinching can reduce the effect of springback.
Tekaslan et al. 3 conducted experiment to determine springback of stainless steel sheets (05, 0.75, and 1.0 mm) on V-bending dies of different angles from 15° to 90°. They adopted four different approaches in their experiments. In the first approach, punch holding time was set at 20 s after bending maintaining the gap between the punch and die equal to the sheet thickness. In the second approach, punch holding time was 0 s. In either case, they observed the springback to increase with the increase of bend angle. In the third approach, the punch was pushed to the bottom of the die ignoring the effect of sheet thickness and was held for 20 s inducing the effect of bottoming. In the fourth approach, punch holding time was 0 s under the effect of bottoming. In the last two sets of experiments, they observed that the determination of springback was not possible under bottoming as the material crushed along the bending region where the part was pressed between the punch and die. They also observed that punch holding time decreased the springback value.
Bakhshi-Jooybari et al. 4 studied the effect of punch tip radius, sheet thickness, and sheet orientation on springback of CK67 steel sheets (05, 0.7, and 1.0 mm) in V-bending and U-bending processes. They observed springback to decrease with the increase of sheet thickness. The bending angle to rolling direction was found to influence the springback. The larger the angle to the rolling direction, the greater was the springback angle.
Verma and Haldar 5 suggested selecting of larger thickness of sheet metal to reduce springback. They pointed out that the higher anisotropy of steel will give higher springback. Dufloua and Aerens 6 and Esat et al. 7 considered the effect of sheet metal bending length and surface quality on the springback. The material properties also influence springback. Dongjuan et al. 8 showed the influence of Young’s modulus on the magnitude of the final springback strain in a part. Huang and Leu 9 used an artificial neural network for controlling springback and studied the effects of strain on springback. They also studied the effect of punch angle on springback. Shu and Hung 10 reported that poor representation of the Bauschinger effect is one of the main reasons for poor springback prediction accuracy. They indicated that the larger punch and die clearance resulted in smaller springback. Chen and Muammer 11 and Meinders et al. 12 indicated that the bulk material also affects springback in bending operation while investigating the effect of the geometry of punch and die on springback defect.
Carden et al. 13 investigated the effect of die radius and thickness of the sample and proposed greater R/t (bending radius to thickness) ratio to get smaller springback. In addition, Chirita 14 considered the blank holder force in springback analysis. They also studied the effect of lubrication between the bulk materials and punch surface and concluded that greater the friction, smaller the springback defect. Chan et al. 15 suggested greater punch radius for smaller springback. Buranathiti et al. 16 and Bahloul et al. 17 studied the effect of blank holder geometry on springback. The effect of pad force and warm working of sheet metal were studied by Lepadatu et al. 18 and Dufloua and Aerens, 6 respectively.
Thipprakmas and Phanitwong 19 carried out finite element method in conjunction with Taguchi and analysis of variance (ANOVA) techniques to investigate the degree of importance of process parameters such as bend angle, material thickness, and punch radius on springback in V-bending of aluminum A1 1100. They found the material thickness to be the most significant parameter influencing springback followed by the punch radius and bend angle. Chalal et al. 20 investigated springback behavior of four advanced high-strength steel sheets of thickness ranging from 1.2 to 4 mm in bending under tension. They observed springback to decrease almost linearly with the increase of sheet tension. In general, springback decreased for larger tool radii. However, the effect of tool radii was found to be less significant than that of sheet tension. The trend was totally reversed at small R/t ratios. Below a certain limit, the smaller tool radii resulted in a decrease of springback until annulations. Through Ishikawa diagram, the causes (various processing parameters) and effect (springback) are shown in Figure 1.
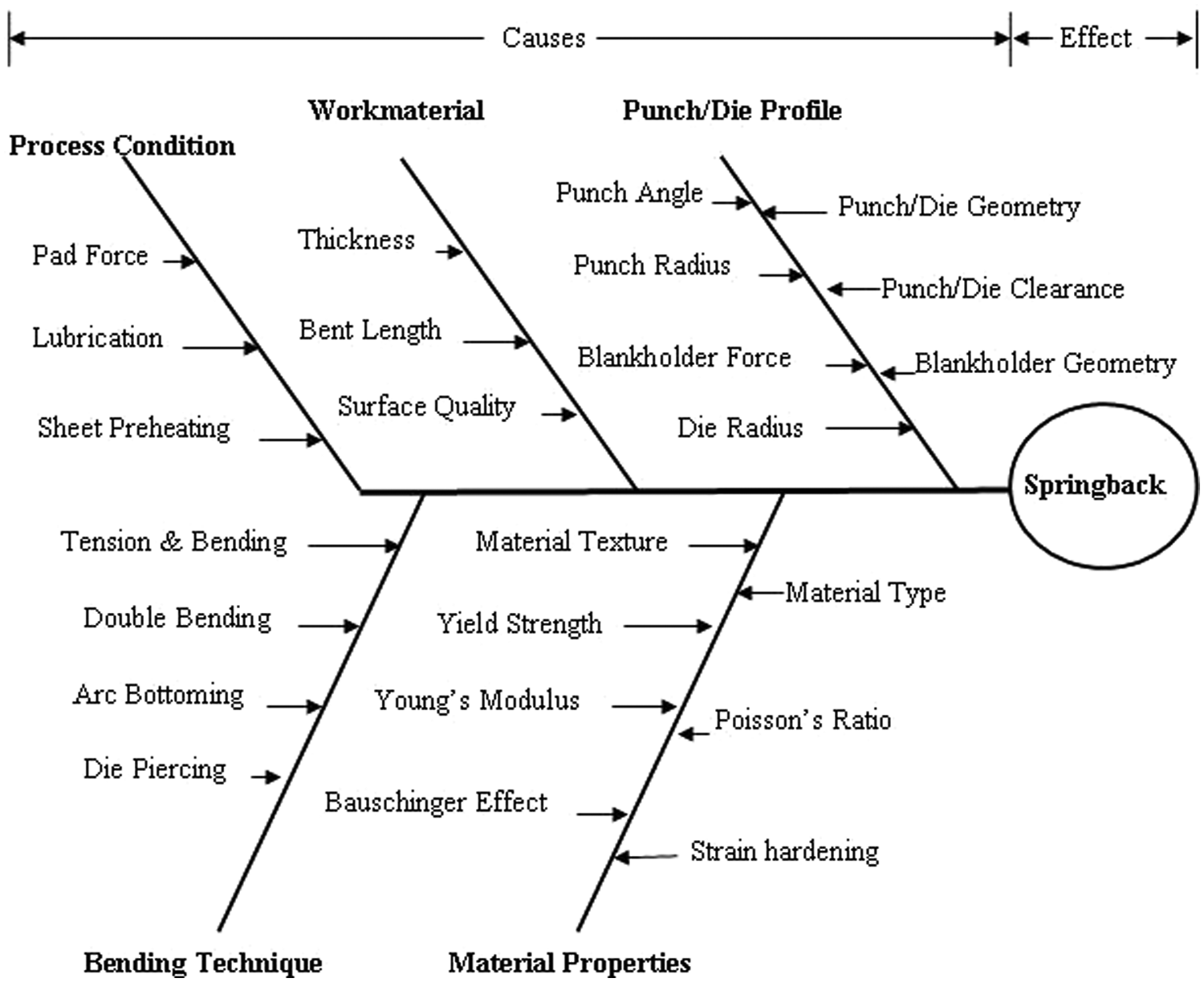
Cause–effect Ishikawa diagram showing the effect of various process parameters on springback.
Although there are literatures available on very selective process parameters affecting springback in bending, no comprehensive analysis is yet available considering all possible process variables that might affect springback. In all, 11 process parameters, the bending angle, sheet thickness, material type, material texture, punch speed, punch holding time, sheet width, punch radius, lubrication, warm working and repeat bending, have been taken into designing the experiments. Two different aluminum alloy (Al 1100 and Al 6061) sheets were bent at 60° and 90° using Taguchi L12 orthogonal design of experiment with all 11 process parameters as input variables. The effects of these variables on springback of aluminum sheets were investigated in the present study.
Materials, instrumentations, and design of experiments
Materials
Workmaterial
Aluminum (Al 1100 and Al 6061) sheets of 140 × 45 × 2 mm, 140 × 90 × 2 mm, 140 × 45 × 3 mm, and 140 × 90 × 3 mm sizes were used as the workmaterials for V-bending. Aluminum Al 1100 has a minimum of 99.0% aluminum with 0.12% copper for extra strength. This is mainly used for sheet metal work applications, pressure vessels, and chemical equipment. Aluminum Al 6061, on the other hand, has 97.9% aluminum with alloying elements of magnesium (1.0%), silicon (0.6%), copper (0.3%), and chromium (0.2%). This alloy is used for track and marine structures, frames, and pipelines. As bending is one of the processes used to fabricate sheet metal parts, these materials have been chosen considering their wide applications.
Materials for bending dies and punch
The bending dies of 60° and 90° were fabricated using a chromium–molybdenum–vanadium alloy (SKD67) steel. The dies were fabricated using electrical discharge machining (EDM) wire cut machine. Two different punch radii of 4 and 6 mm were fabricated for 60° and 90° punch, respectively. The bottom die radius was constant with a small groove at the end of the die. Figure 2 shows punch and die for bending. The choices of tool angles were made in accordance with the literature study and process requirements. The choices of punch radii were made to combat springback. The punch nose helps plastic compression throughout the thickness. For a given sheet thickness, tensile and compressive strains increase with decreasing punch radius. The loading which the sheet material is subjected to at the bent zone strongly influences its geometrical properties because the transformation of the microstructure during bending operation depends on the conditions retained. For vertical bending force applied by the punch, a smaller punch radius requires more deformation force.
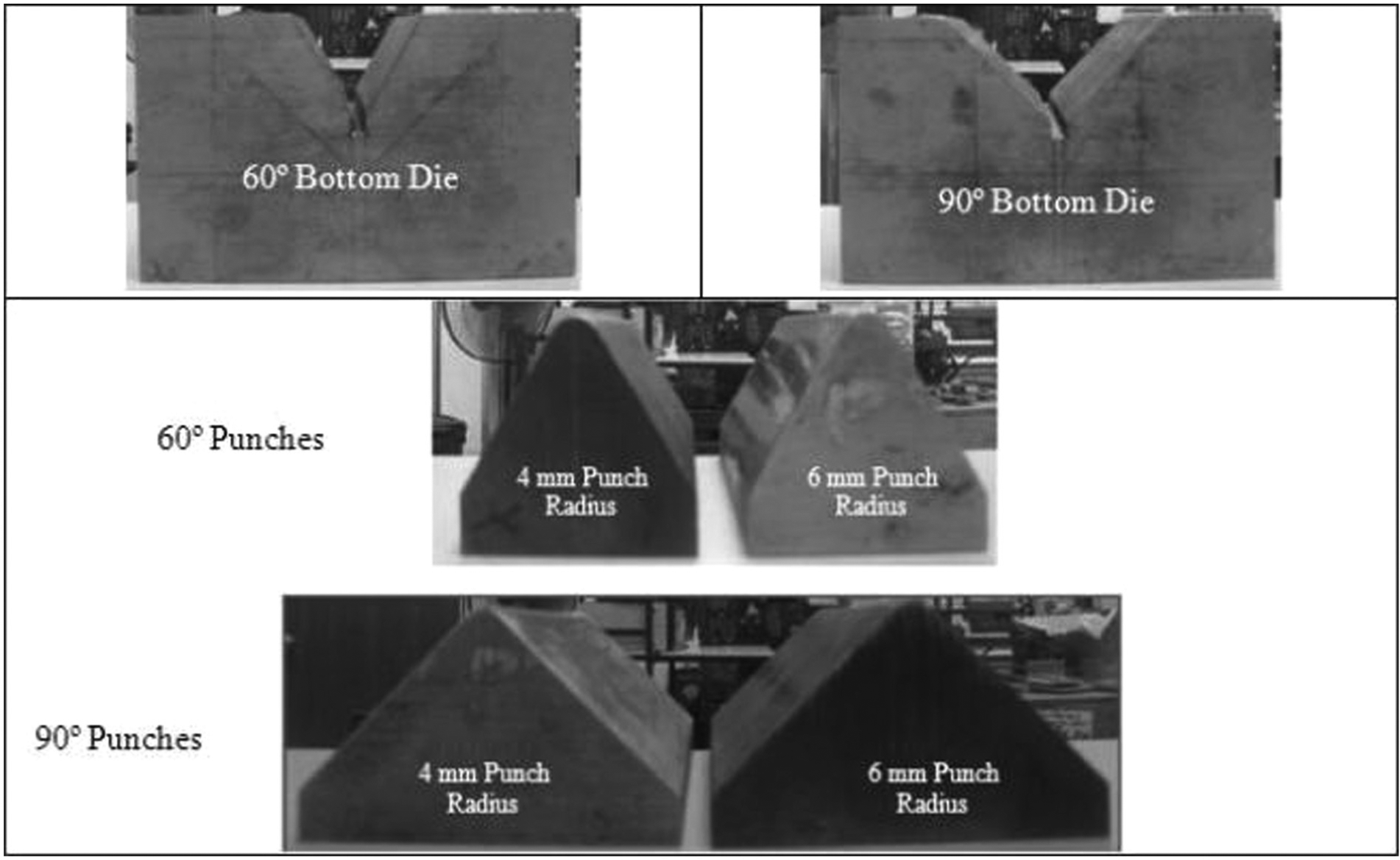
Dies and punch with different die radii.
Instrumentation
The bending tests were conducted in Instron 3369 Universal Testing Machine, as shown in Figure 3(a), which has a load capacity of 50 kN and maximum speed of 500 mm/s. After bending operations, the angles were measured by a digital protractor with ± 0.1° angle of accuracy.
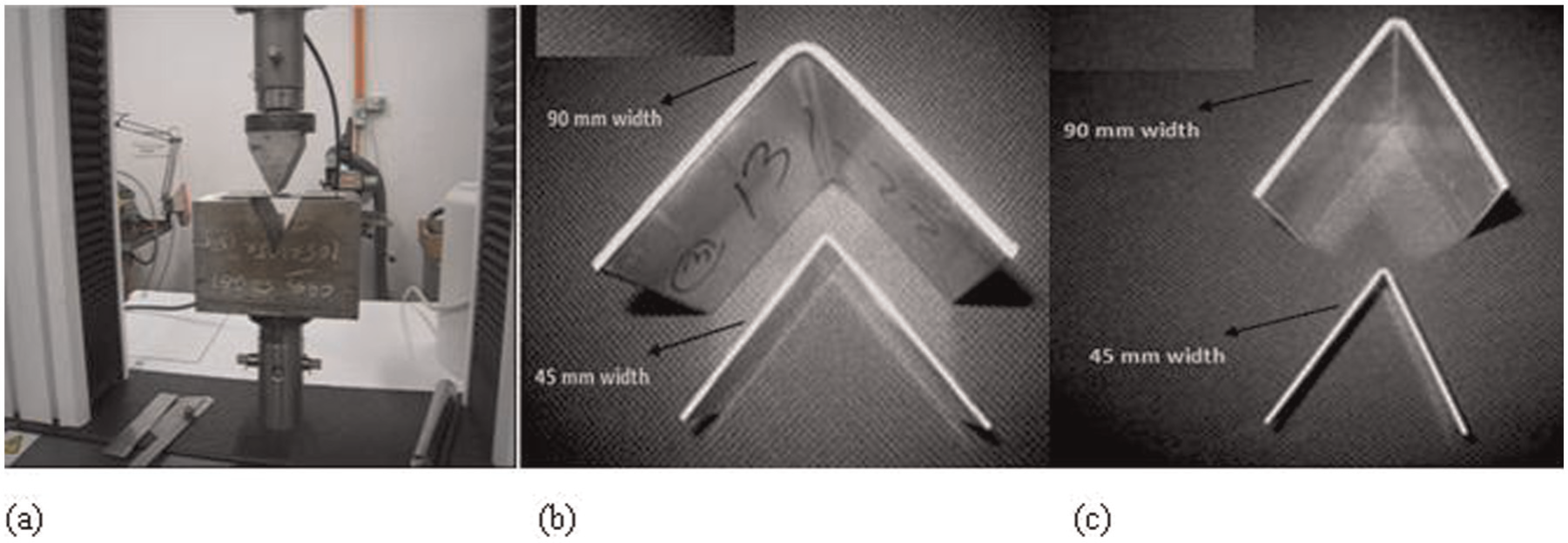
(a) Instron universal testing machine setup with toolings, (b) 90° bent specimen, and (c) 60° bent specimen.
Design of experiments
In all, 11 input process parameters supposed to affect springback were considered in the design of experiment and analysis. The process parameters with two levels were selected and presented. The levels of factors are denoted by −1 and +1. In all, 11 process parameters are designated by factors A to K, as shown in Table 1. The upper and lower ranges of the variables selected in the design are based on some preliminary trial experiments and the literature study. According to the literature,5,6,9–13,17,21,22 applied bending technique (tensile bending and arc bottoming), bulk properties of work material (thickness, bend length, and sheet surface quality), mechanical properties (yield strength, Young’s modulus, strain hardening, texture anisotropy, Poisson’s ratio, and material variation), toolings (punch radius, die radius, punch and die clearance, punch angle, and punch and die geometry), and process condition (lubrication, warm working, and pad force) influence springback. In the design of the present study, the factors are chosen considering the importance of various categories and factors stated before. The present study has considered punch speed, punch holding time, sample width, and repeat bending as additional factors in the design to assess their influence on springback.
Bending process parameters and their respective levels.
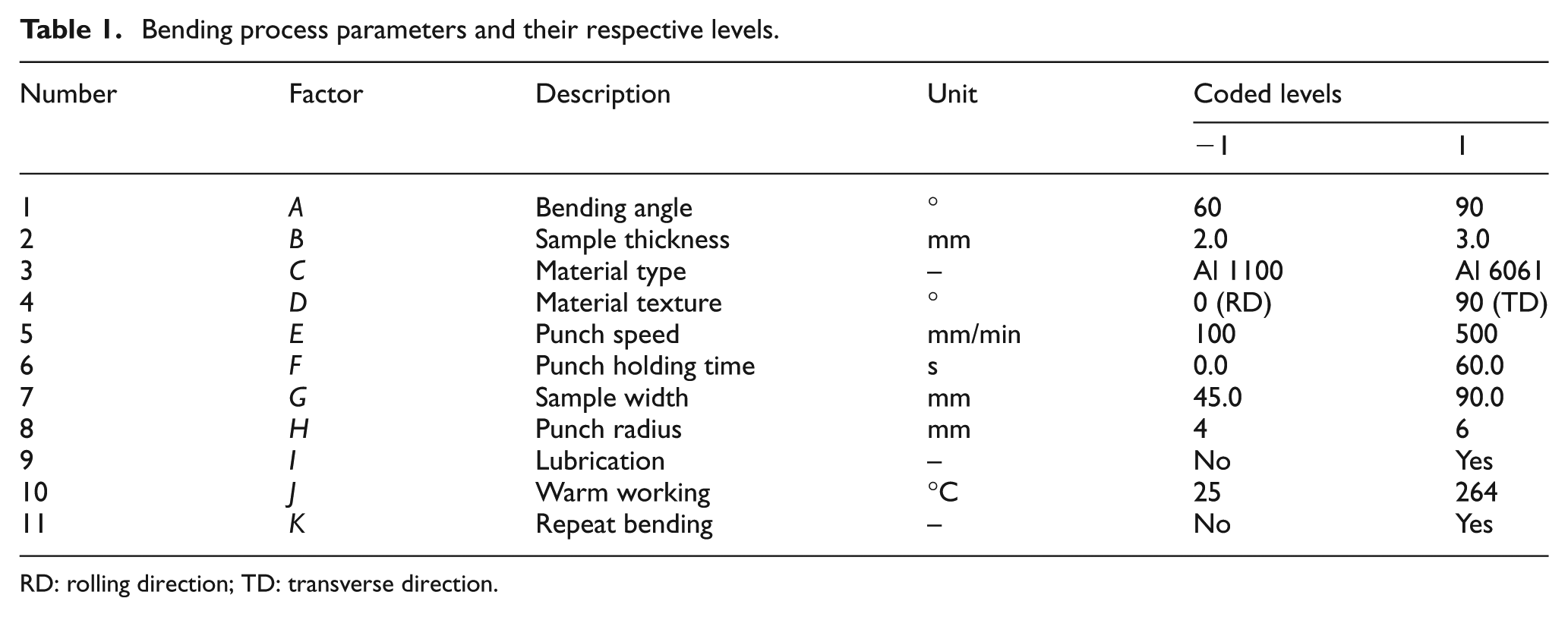
RD: rolling direction; TD: transverse direction.
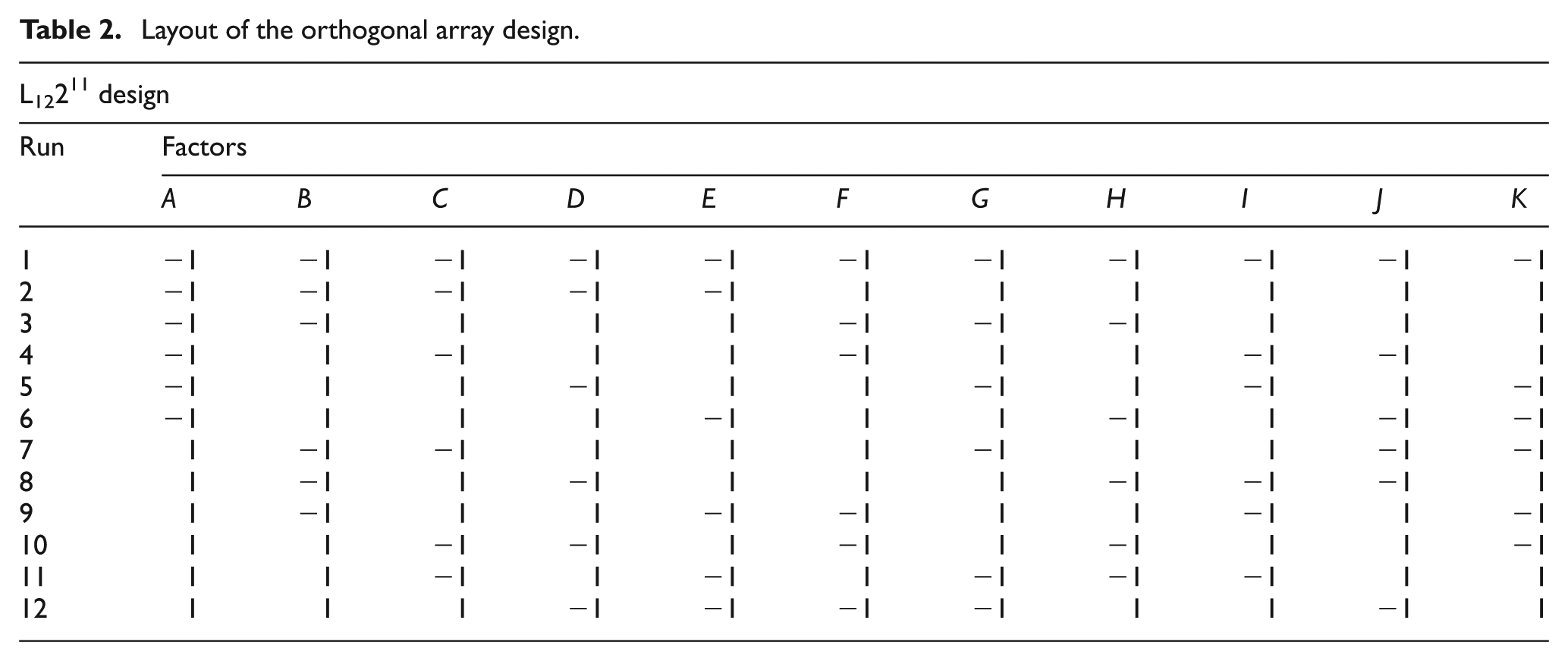
With the Taguchi experimental design approach, the effects of different parameters on the performance characteristics (springback in this case) in a condensed set of experiments can be examined using the orthogonal array design. Knowing the number of parameters and the number of levels, the proper orthogonal array selected was L12211. Based on this design, bending experiments were conducted. Each experimental run was conducted five times, and average reading was considered for the analysis.
Results and analysis of springback
The specimens were placed on an Instron machine, as shown in Figure 3(a). With two different tooling angles and radii, specimens were bent at 60° and 90°. After releasing the load, the specimens were taken out from the die, and springback was measured for each specimen. The bent samples are shown in Figure 3(b) and (c). The springback is the difference between the bent angle after the removal of load and the die angle, while the percentage springback (
As the objective was to minimize the percentage springback within the optimal levels of factors, the smaller-the-better signal-to-noise (S/N) ratio was applied to evaluate the process performance characteristics based on the following equation
where
Results
The experimental L12211 orthogonal design presented in Tables 2 and 3 shows springback results.
Layout of the orthogonal array design.
Bent angles after the release of load, percentage springback, and S/N ratio.
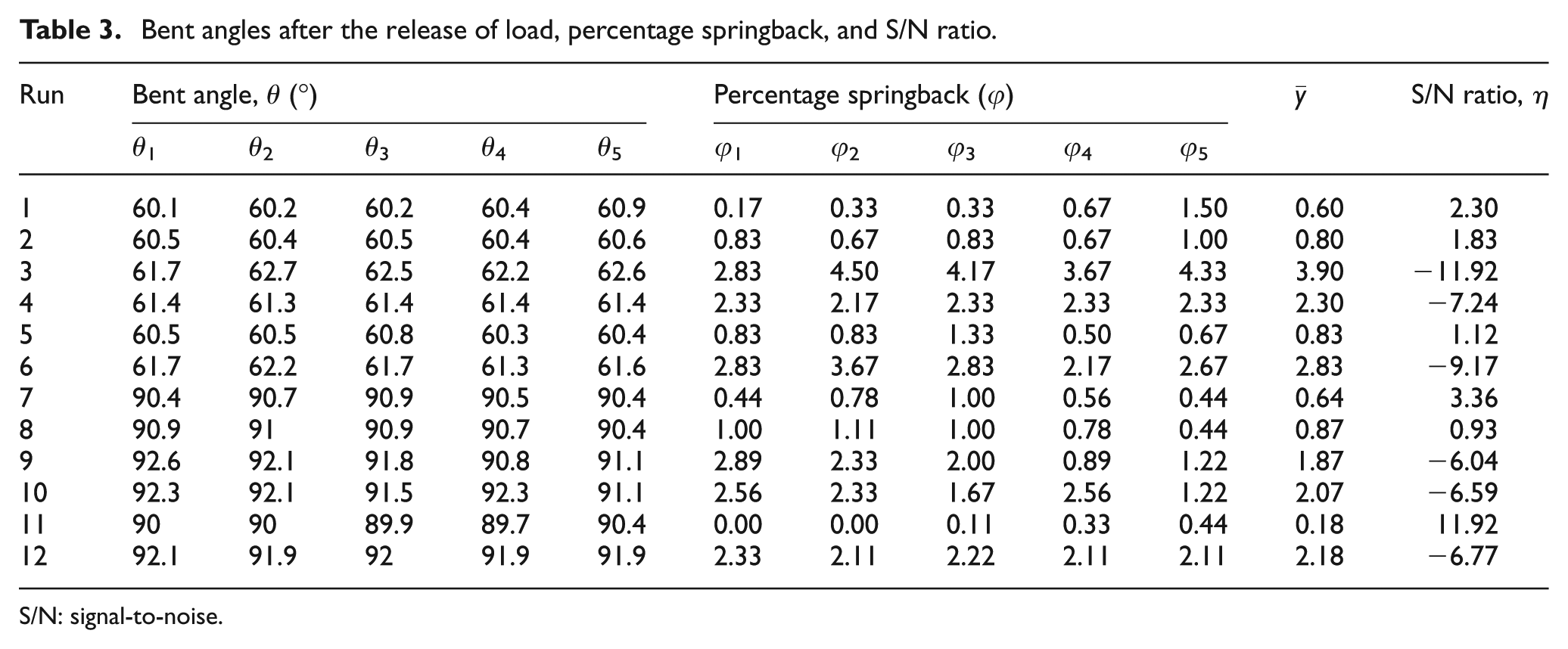
S/N: signal-to-noise.
Analysis of springback
In analyzing the data, two performance measures, namely, (1) noise performance measure (NPM) and (2) target performance measure (TPM), have been considered. NPM is essentially a measure of the variation in the response. It identifies control factors that largely affect variation of response and not the mean. These factors are known as the variability control factors that are used to minimize variations in response. The S/N ratio (
where
ANOVA
The reason for using ANOVA is to identify the parameters that significantly influence the quality characteristic.23,24 All ANOVA calculations are done using Minitab 14 software. The ANOVA for both TPM (Table 4) and NPM (Table 5) are calculated with respect to mean value of springback and S/N ratio,
Analysis of variance for TPM.
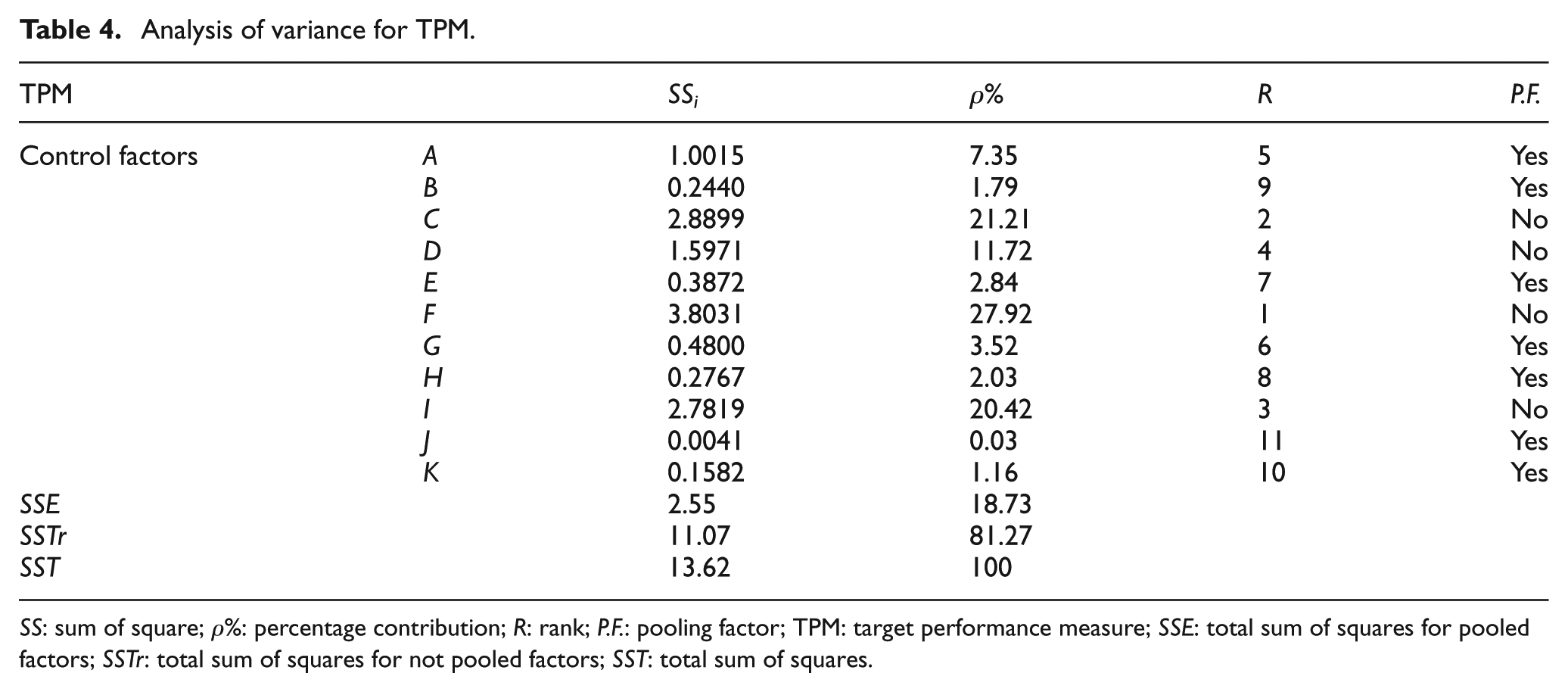
SS: sum of square; ρ%: percentage contribution; R: rank; P.F.: pooling factor; TPM: target performance measure; SSE: total sum of squares for pooled factors; SSTr: total sum of squares for not pooled factors; SST: total sum of squares.
Analysis of variance for NPM.
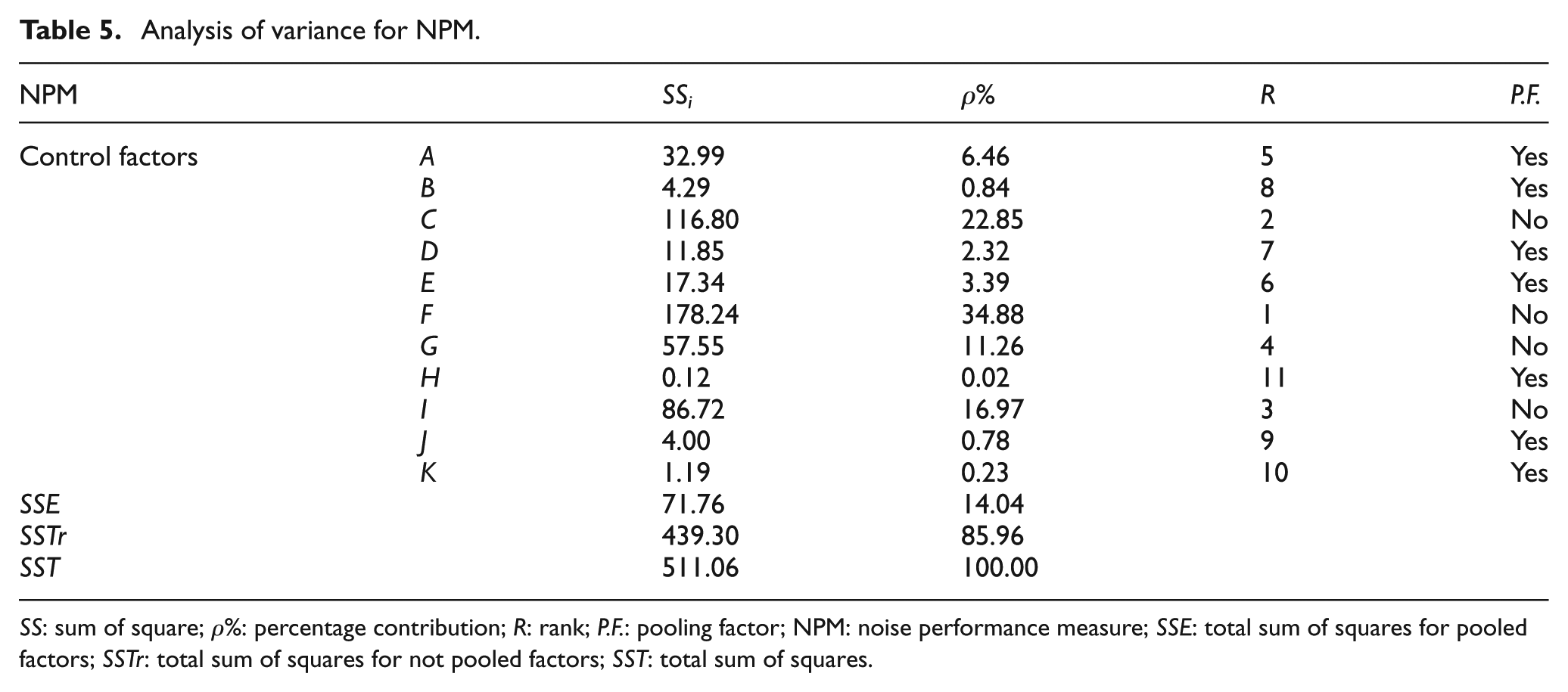
SS: sum of square; ρ%: percentage contribution; R: rank; P.F.: pooling factor; NPM: noise performance measure; SSE: total sum of squares for pooled factors; SSTr: total sum of squares for not pooled factors; SST: total sum of squares.
Analyzing the percentage contribution of each factor on the target performance (springback), the relative importance of each factor can be illustrated quantitatively. The percentage contribution of each factor to springback is calculated using equation (4) given as
where
According to TPM analysis, the contribution of punch holding time, material type, lubrication, and material texture on springback is 81.3% while according to NPM analysis, the contribution of punch holding time, material type, lubrication, and sample width is 85.96%. Figures 4 and 5 show the contributions of each factor on the springback from TPM and NPM view points, respectively. Either TPM or NPM analysis, punch holding time (F), material type (C), and lubrication (I) are the most significant factors affecting springback. The punch holding time increases bending time and reduces springback. This agrees with the findings by Tekaslan et al. 3 Holding the punch for 60 s after bending, there is 52% improvement in springback. Punch holding time alone contributes about 28% on the springback if compared with other 10 process variables. Material type and consequently the material property contribute about 21% on springback. Material with higher tensile strength (stiffness) will have more springback. Al 1100 alloy resulted in lesser springback compared to the Al 6061 alloy. The yield point stress of pure aluminum is 95 MPa while that of Al 6061 is 145 MPa. As with lubrication, the springback increased and the contribution on springback of the variable is about 20%. Material texture has about 11% contribution to springback, which means that bending sheet material along the rolling and transverse to rolling directions will result in different springback. If the bending plane is in line with rolling direction where the bending has to be transverse to rolling direction, springback will be less. Hence, material with anisotropy will result in lower springback. Similar observations were made by Samuel, 22 Chen and Muammer, 11 and Meinders et al. 12 who reported that the effect of material type on springback is unavoidable. The effects of sample thickness and punch radius on the springback are insignificant, but the ratio of R/t plays an important role on springback. The optimum levels selected for sample thickness and punch radius are 2 and 6 mm, respectively, which results in R/t ratio equal to 3. According to Esat et al., 7 the ratio of R/t should be as large as possible to minimize the springback. When the punch radius increased from 4 to 6 mm, about 17% reduction of springback was possible. The observation agrees well with the findings of Parsa et al. 1
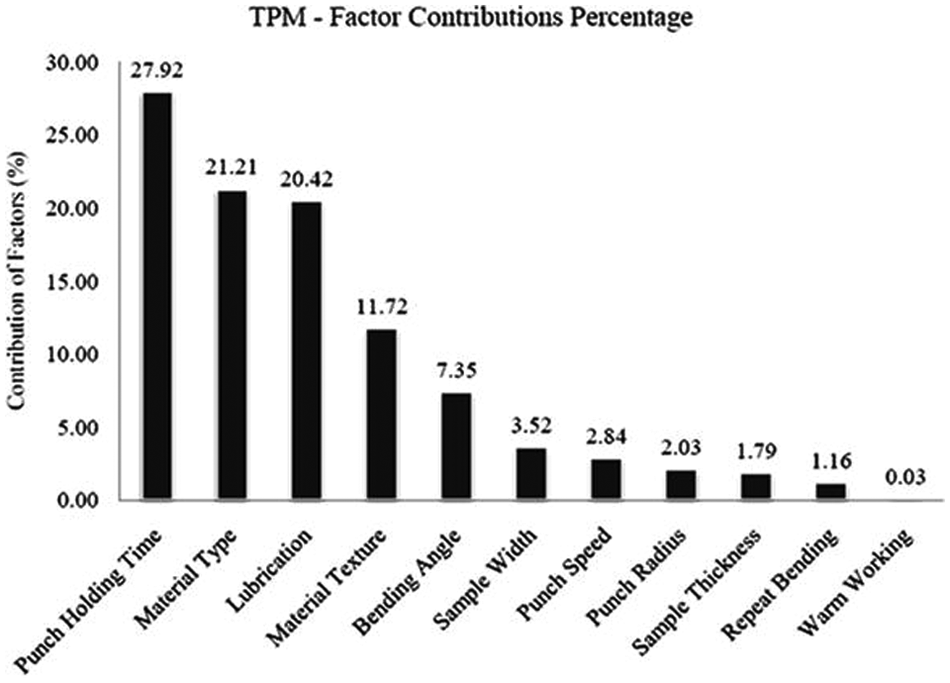
Pareto chart for TPM based on percentage contribution of factors.
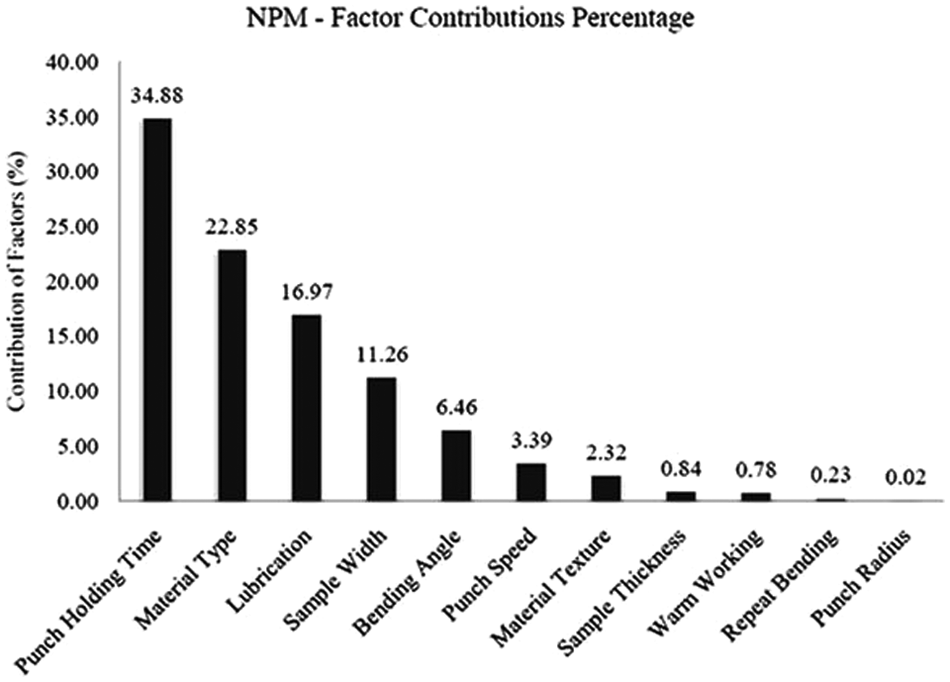
Pareto chart for NPM based on percentage contribution of factors.
In order to reduce the springback, higher bending angle (90°) is recommended. Springback was observed to decrease with the increase of bending angle. This observation, however, does not agree with the finding by Tekaslan et al. 3 They used stainless steel as the bending sheet material where in the current study, aluminum sheets are used. Worm working helps to minimize springback, and the finding agrees with the idea indicated by Dufloua and Aerens. 6 However, according to the present investigation, it has a very insignificant effect as far as the springback is concerned.
Selection of factors having significant effect on springback
The criteria of selection of factors having significant effect on springback lie with the determination of the percentage contribution of each factor on springback. Based on the data of percentage contribution, as shown in Table 6, if the factors are pooled for both TPM and NPM, then they do not have any significant effect on the process output. On the other hand, the effect is significant either in TPM or in NPM if one is pooled and the other is not. If the factors are not pooled in both TPM and NPM, then they have the most significant effect on the process output. From the TPM and NPM analyses, criteria for deciding the factor having influence on TPM, NPM or not are the percentage contribution of that factor in ANOVA tables. From Table 6, punch holding time (F), material type (C), and lubrication (I) are selected as the significant factors as these factors are not pooled neither in TPM nor in NPM.
Significant factors affecting springback.
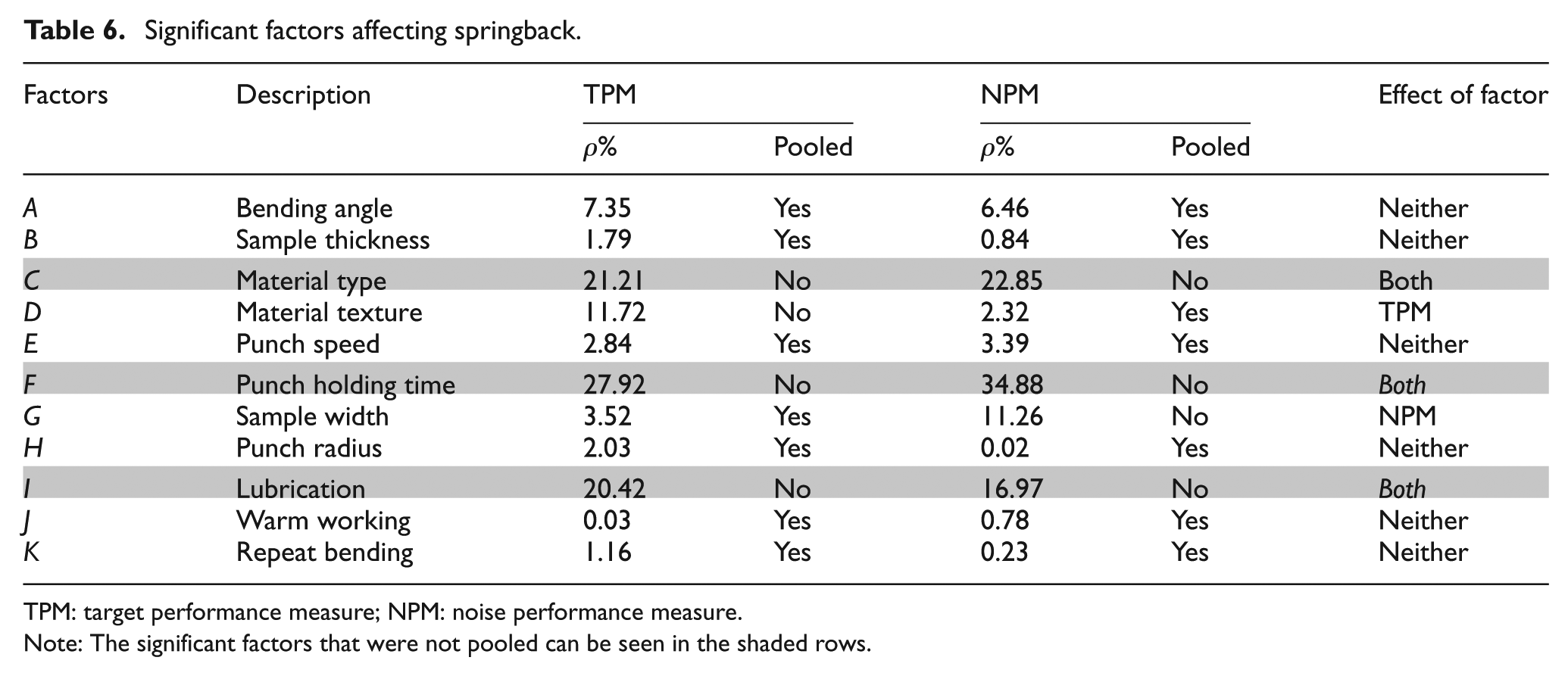
TPM: target performance measure; NPM: noise performance measure.
Note: The significant factors that were not pooled can be seen in the shaded rows.
Selection of the optimum levels of each factors
The optimum levels of all factors but H, J, and K were observed to be the same from TPM and NPM analyses. In the case of different optimum values (H, J, and K) from two approaches (TPM and NPM), the one with highest contribution (ρ%) has been selected as the optimum level. Table 7 shows optimum levels for each input bending variables.
Optimum levels for each factor.
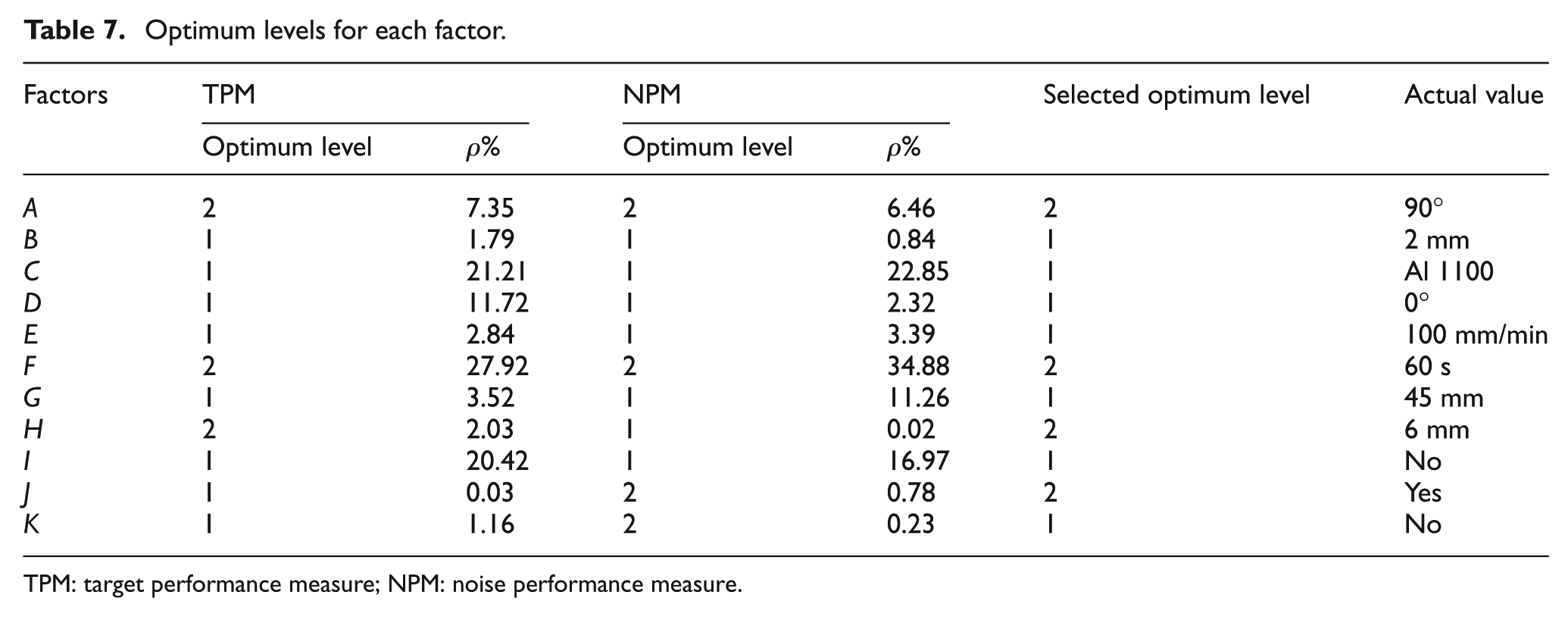
TPM: target performance measure; NPM: noise performance measure.
Confirmation tests
On the basis of the optimum factors presented in Table 7, a new set of experiments were conducted, and the results have been compared with the predicted values in terms of TPM and NPM. Results of 10 such bending experiments are presented in Table 8. Figure 6 shows the comparison between the experimental average, predicted value, and confirmation test results based on TPM and NPM analyses.
Confirmation test results.

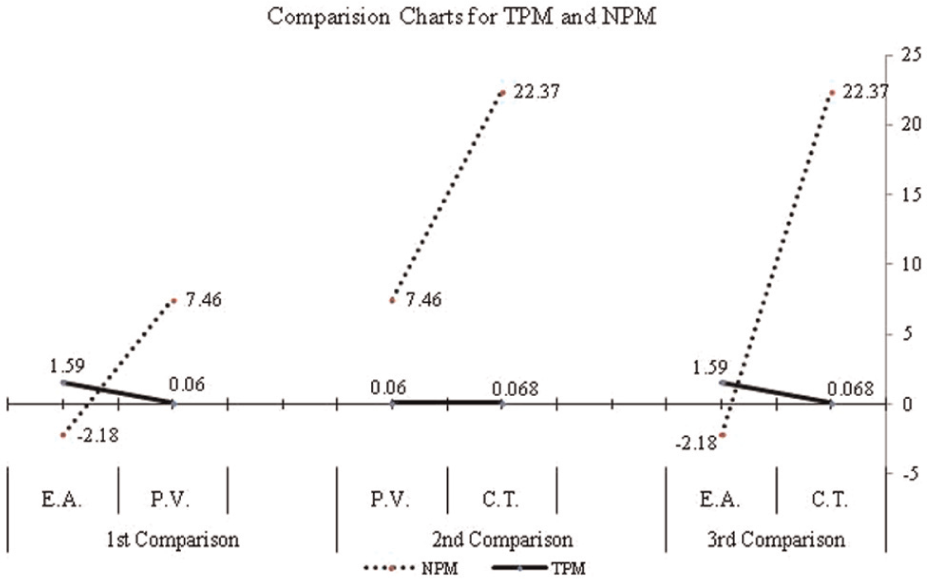
Comparison among the experimental, prediction, and confirmation test values of TPM and NPM analyses.
According to Figure 6 (the second comparison), the TPM results of the confirmation tests (0.068) are almost equal to the average predicted value (0.06). Moreover, the NPM result shows an improvement of threefolds (from 7.46 to 22.37) after the confirmation tests. Comparing the experimental average with confirmation test result, one can find about 11-fold improvement (from 2.18 to 22.37) in NPM result, while in TPM result, the improvement is about 95.60% (from 1.59 to 0.068). The 95% confidence interval of springback mean was calculated using z-distribution or t-distribution depending on the sample number. Moreover, the range, which is the difference of the upper and lower limits of the confidence interval, is calculated and presented in Table 9.
Confidence intervals of experimental and confirmation test results.

After identifying the effect of each of the process parameters on the springback through TPM and NPM analyses and selecting the most significant parameters affecting springback, the standard deviation and mean of the process reduced approximately by 95.7% and 96.9%, respectively. Moreover, there is almost 91% improvement between the upper and lower limits of confidence interval.
Conclusion
This article has discussed in detail the applicability of Taguchi method in reducing the springback in V-bending bending operation. Two indicators, TPM and NPM, which are representative of mean and variability of the process, have been recommended. Based on L12211 Taguchi orthogonal array design, the optimum levels of the entire process parameters and the factors affecting springback have been determined. The factors of punch holding time (60 s), material type (Al 1100), and lubrication (no lubrication) are found to be the most significant factors affecting springback as they affect both TPM and NPM simultaneously. Finally, the 95% confidence interval about the springback over the mean was calculated, and the tolerance of springback after improvement of the process factors was determined. As there is a marked reduction of standard deviation, there is almost 91% improvement in the range between the upper and lower limits of confidence interval. On the basis of findings, the following conclusions can be drawn:
The effects of sample thickness and punch radius on the springback are insignificant, but the ratio of R/t plays an important role on springback. The optimum levels selected for sample thickness and punch radius are 2 and 6 mm, respectively, which results R/t ratio equal to 3.
In order to reduce the springback, higher bending angle (90°) is recommended.
The type of material has an unavoidable effect on springback. Material with low-yield point stress will have lesser springback compared to material with higher yield stress provided all other processing parameters remain the same during bending. The yield point stress of pure aluminum Al 1100 is 95 MPa while that of Al 6061 is 145 MPa.
The smaller punch speed (100 mm/min) is recommended as it minimizes the TPM and maximizes NPM simultaneously. At slow deformation speed, it is believed that the material has enough time to rearrange grains during bending.
The punch holding time should be as large as possible to minimize springback. About 52% reduction of springback was possible with 1 min increase of holding time. On the other hand, the springback was found to increase with lubrication.
Smaller bending area results in smaller springback. With the smaller width of specimen (45 mm) and hence the bending area, the analysis of results yielded minimum TPM and maximum NPM. The reduction of springback was about 30% when the sample width decreased by 50%.
Worm working helps to minimize springback. The ductile property of the material might be improved with worm working of the workmaterial, and the bending stress might lead to lesser elastic core responsible for springback. Repeat bending did not improve springback.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The research was funded by IPPP, University of Malaya, with funding number P0019/2008C.