
Abstract
Laser shock peening and conventional mechanical shot peening are both comparable processes generally applicable to surface treat various metals and alloys. Commercial advantages offered by the laser systems such as flexibility, deep penetration of laser-induced shocks with precise control of the thermal pulses, shorter process times, high speeds, accuracy and aesthetics are attractive in comparison with the mechanical shot peening technique. Laser shock peening in the recent years has proved to be successful with steels, aluminium and titanium surfaces and metallic alloys in general. Nevertheless, minimal research has been conducted on laser shock peening and mechanical shot peening of technical grade ceramics. This article presents an update of the theory and to-date relevant literature within the two subject areas, as well as a comparison and a contrast between the mechanical and laser shock peening techniques. In addition, various gaps in knowledge are identified to propose further research for the development of both the techniques applicable to the surface treatment of technical grade ceramics.
Introduction
Pre-stressing of materials by mechanical means has dated back to the time of the crusades (1100–1400 AD). Records show objects found near the ancient shoreline of the Persian Gulf, dating back to 2700 BC, consisting of properties of cold work hardening by controlled hammering. The technique was used on metals such as copper, iron, bronze and steels when manufacturing weapons and tools. 1 Previously, a ball pein hammer was used to work harden the material as it improved the material’s resistance to wear and lengthened the life of the treated product. The word ‘peen’, as it is known to us today, originates from the term ‘pein’. 2,3 The term ‘shot peening’ began from the principle of blasting steel shots at the material surface at high velocity. During early 19th century, the process was considered as unpredictable, with its effects being somewhat unknown. The process then developed over time and continuous research was conducted from 1920s onwards. 2 –4 From being a remedial process to treat engineering components in the late 1980s, 5 shot peening has been introduced into product design specifications for advancing industrial applications for a number of years. Common materials treated by shot peening are carbon steels, alloy steels, stainless steel and aluminium alloys and titanium alloys.
Shot peening is a type of surface treatment used to enhance the service life of engineering components. It is a cold working process that shoots balls (shot) of steel, ceramics or glass beads at the workpiece (metals in particular) to mechanically prestress the material surface beyond its yielding point. 6 –9 The localized plastic deformation induces residual stresses into the surface region of the material. The surface residual stresses are compressive. The induced compressive residual stresses inhibit crack growth under both static and cyclic loading, increasing the material hardness, fatigue life and resistance to stress corrosion cracking (SCC).
Having said this, one alternative that surpasses the benefits and advantages offered by the conventional shot peening technique is laser shock processing or laser shock peening 10 –12 (see Table 1 for technical details). Commercial advantages and economic benefits have made industrial laser systems popular for a variety of material processing applications. Laser peening in recent years has developed and proven its success with steels, aluminium, titanium and magnesium alloyed surfaces. 13 –16 Even so, minimal research has been conducted on laser surface treatment of advanced, technical grade, engineering ceramics. Applications of ceramics have been limited due to their crack sensitivity and low fracture toughness (K1c). However, the use of ceramics has advanced over the years. 17 –25 They are now considered as the new type of material used to manufacture components for the aerospace, automotive, military, biomedical, power generation as well as electronic sectors. Engineering ceramics offer exceptional mechanical properties (low fracture toughness aside), which allows them to replace more conventional materials currently used for high demanding applications. 26 –32 The issue of crack sensitivity and low K1c can be somewhat addressed by laser shock peening to inhibit surface-originated crack propagation.
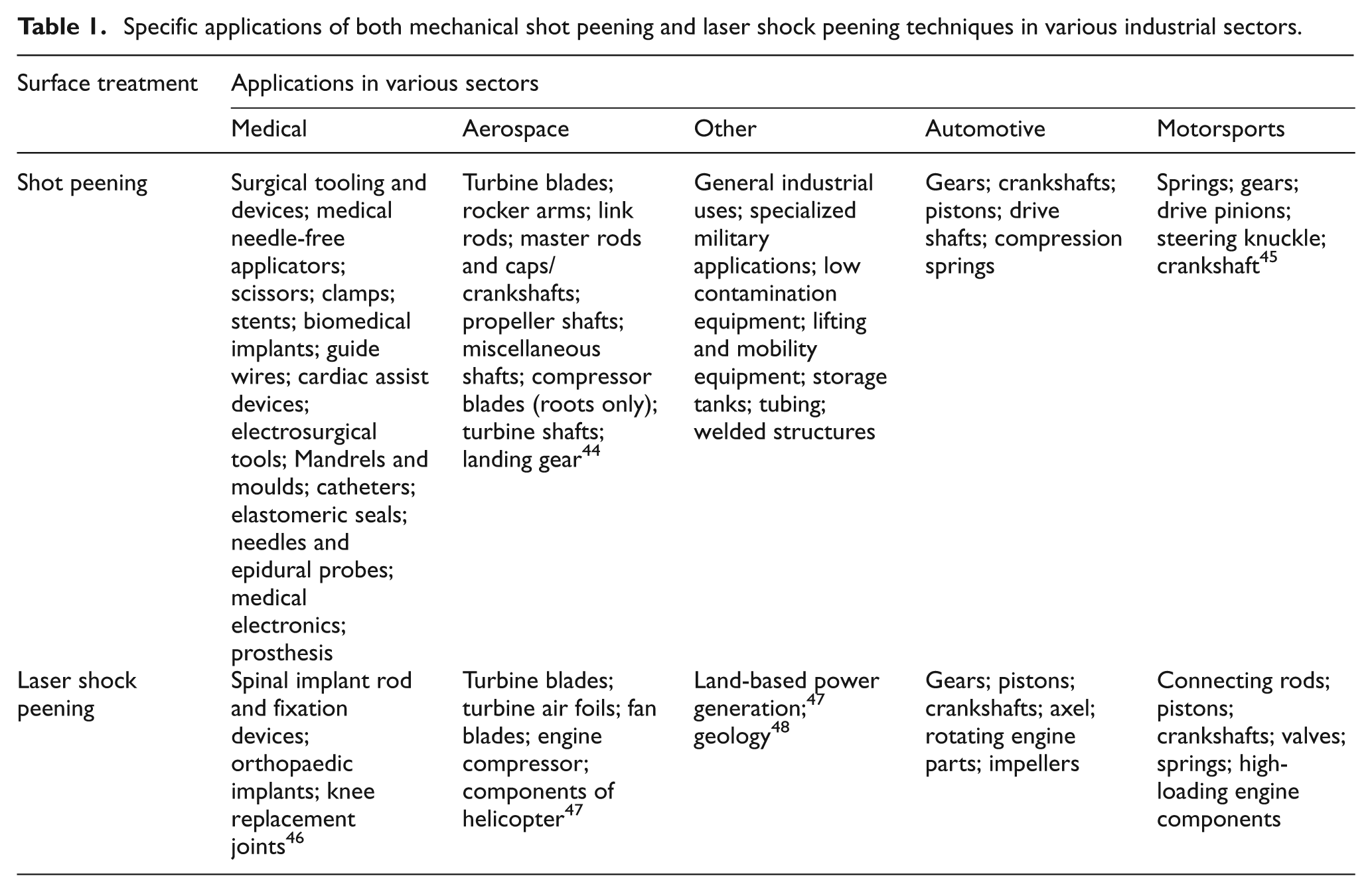
Specific applications of both mechanical shot peening and laser shock peening techniques in various industrial sectors.
Although much work in the field of laser surface modification of materials has been published and considerable improvement has been made from the laboratory environment to industrial application, the field of laser surface treatment of technical grade ceramics still offers great opportunities for further exploration. A survey of current literature in the field of laser shock peening showed that sufficient research has been carried out by various workers around the world and considerable improvement has been made from the laboratory environment to the manufacturing set-up. Presently, the process has many industrial applications particularly in the automotive and the aerospace industries to surface treat metals/alloys. Nonetheless, the effects are not yet fully understood when the process is applied to technical grade ceramic materials. In addition, this area of research could be useful as limited work has been published in the field of laser shock peening of technical grade ceramics and laser–material interaction from the view point of topographical, mechanical, thermal and microstructural aspects.
Mechanical and laser peening fundamentals
Mechanical shot peening
The main objective of shot peening is to plastically deform the top surface layer of a material or the component by the impact of shot directed at high velocity (see Figure 1). The shot fulfils the purpose of the pein hammer to plastically deform the surface of the component or the material. During this impact, a portion of kinetic energy carried by the shot impacts the material surface and creates localized plastic deformation. This results in a small increase in the temperature at the point of impact. The residual kinetic energy carried by the shot enables it to deflect from the surface of the component. 5 –9
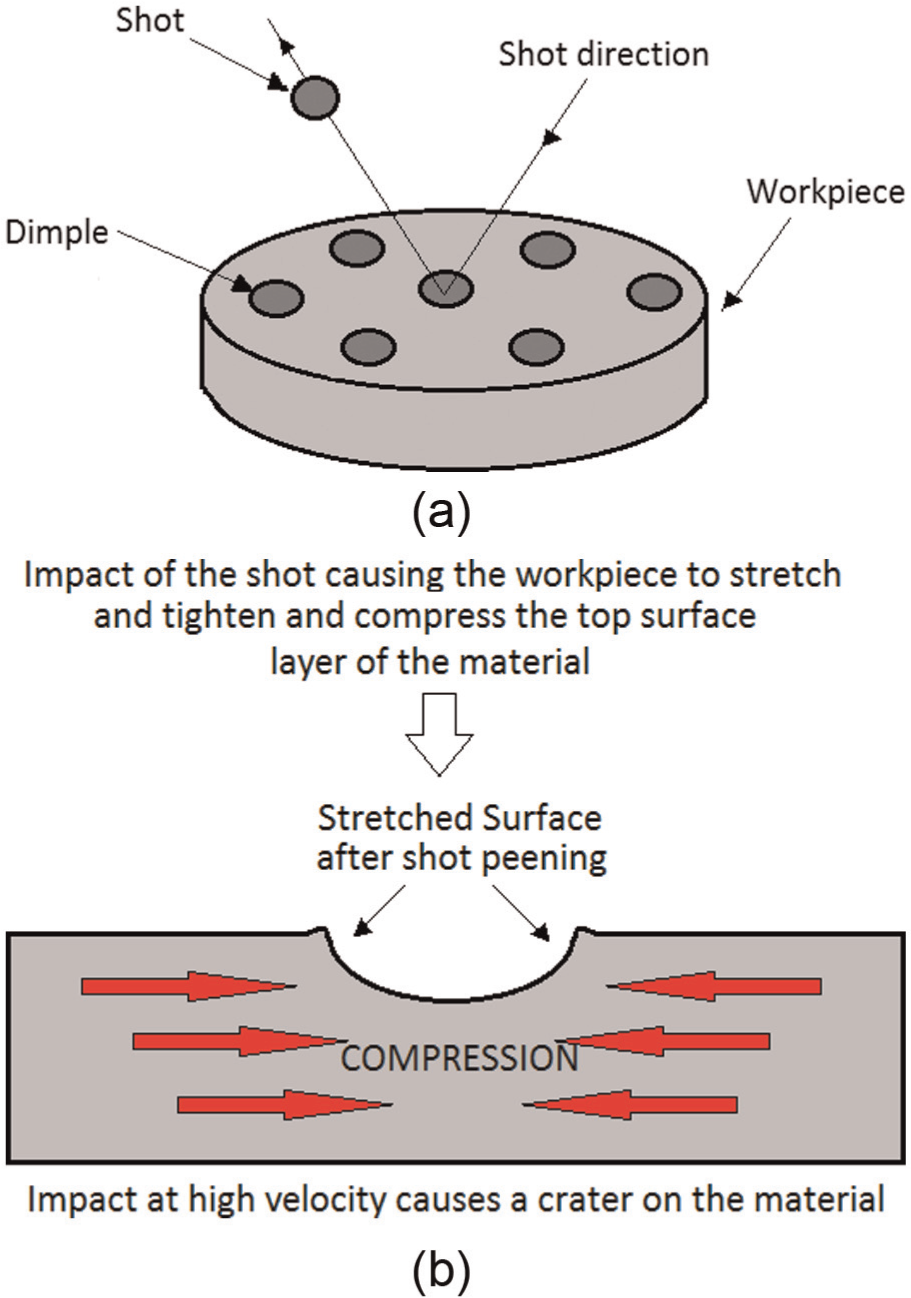
(a) A schematic diagram of the mechanical shot peening of a circular disc and (b) a schematic diagram of the workpiece under plastic deformation after being compressed by a shot.
The level of plastic deformation is dependent on the hardness and the thickness of the material. Therefore, more shot kinetic energy is required for thicker and harder surfaces. This can be obtained by increasing the size or the weight of the shot and its velocity. The type of shot material used also varies the rate of deformation. The denser steel shot has high deformation energy, which would impact the material in comparison with ceramic or glass particles. 5 –9 However, for shot peening ceramics, it is necessary to employ a ceramic-based shot material to avoid deformation and enable the shots to be reused with maximum effect.
The shots cause local plastic deformation as they are blasted onto the surface, which plastically strains at the site of impact. The plastic deformation of the stretched surface region is resisted by the underlying (elastic) bulk material that pushes the surface into compression. Hence, the core is left at a low level of tensile residual stress (after full peening over all surfaces). The system is balanced with respect to forces (stress x area) where high surface residual compression exists in the surface region and low bulk residual tension in core. The component part or the material being treated is also reduced in size. This is due to the top layer of the material being compressed. The deformation is dependent on the shot size and velocity.
To understand the effect of shot peening, it is important to analyse the structure under three-point bending. When a beam is placed under three-point bending, the distribution of stress acts diagonally across its section (see schematic representation in Figure 2). The top part of the beam is in tension as the material is being stretched. The plane in the centre of the beam (neutral axis) is therefore under equilibrium where the forces are balanced, while the lower section of the beam, below the neutral axis, is in compression; hence, the forces are acting in the negative (−ve) direction where the materials are under compression.
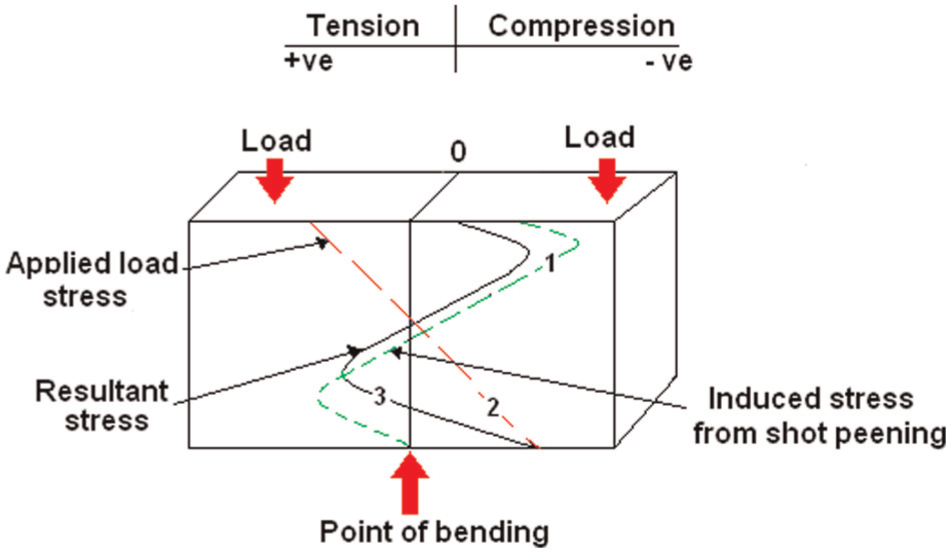
Component of stress distribution on the material cross-section, where line 1 is the induced stress from shot peening, line 2 is the applied bending stress profile and line 3 is the resultant stress.
After shot peening the beam, the distribution of stress area is modified, which could prevent the beam from fracture. This distribution is called the resultant stress (the sum of the material under three-point bending and the peened structure put into three-point bending). The top material of the beam is compressed during the impact and allows the top layer to stretch and tighten. This causes the surface beneath to compress forming a compressive layer. The compressive layer introduces stresses into the material, which are deemed negative as illustrated in line 1 (Figure 2). Surface tensile stresses deemed positive (line 2 in Figure 2) would aid the propagation of surface cracks, where resultant tensile stress pre-exists in the core of the material (line 3 in Figure 2). If a crack is to propagate on the material surface, then the applied tensile stress must first overcome and increase the residual compressive stress induced by shot peening before a crack is generated. A crack will only propagate if applied tension exceeds the compression. The tensile stress in the middle of the material places a surface compressive stress and creates mechanical equilibrium. The surface compressive stress inhibits propagation of cracks.
Laser shock peening
Laser shock peening compared to the mechanical shot peening is a non-contact process. This type of surface treatment can only be carried out using an intense laser pulse directed at a material surface in very short intervals rather than a continuous wave laser beam. The technique can be conducted in two ways: water-assisted laser peening or by using the laser beam alone. The latter process simply applies the laser beam alone to introduce a level of plasticity or plastic deformation, which enables the material to gain strength via an induction of compressive residual stress. The former process is more sophisticated as it involves water-assisted laser processing and the use of an absorptive layer, which both provide an added effect.
First, a layer of black absorptive tape is placed on the substrate to be treated. The absorptive layer in any case aids the material’s bulk to absorb the incident laser beam. Second, the stream of water is made to flow over the surface of the material to be peened. The stream of water layer is thin and its flow is gentle. Third, the intense pulse of the laser is directed at the material to be peened. The incident beam pulse causes the generation of a local region of plasma in the water at the site of incidence facilitating the absorption of the thermal energy and generates a thermal shock wave passing through the material, deep into the cross section. In other words, the laser–material interaction with the flowing water generates a plasma plume in the medium above the substrate surface, which totally absorbs the incoming radiation (aided by the absorptive tape) and so creates an intense pressure (measured in 100 s of atmospheres), 32 –41 particularly when using the water-assisted technique. This photon energy of the laser behaves like a shot (ball) as in the mechanical shot peening. The incident pulse of high power density laser radiation produces a shock wave (thermal expansion) through the bulk of the surface as illustrated in Figure 3. The compressive residual stress is placed through a sub-surface shock wave into the material (see Figure 3). This in turn creates local surface plastic deformation; the local expansion is restricted by the surrounding bulk elastic material allowing the material to tighten and generate surface compression as well as increase in the surface hardness. The laser pulse can be directed on the workpiece several times to induce compressive residual stress depending on the required depth of the compressive stress. The facilitated compressive residual stress is as much as four times larger than that of the conventional mechanical shot peening technique. 32,33,36
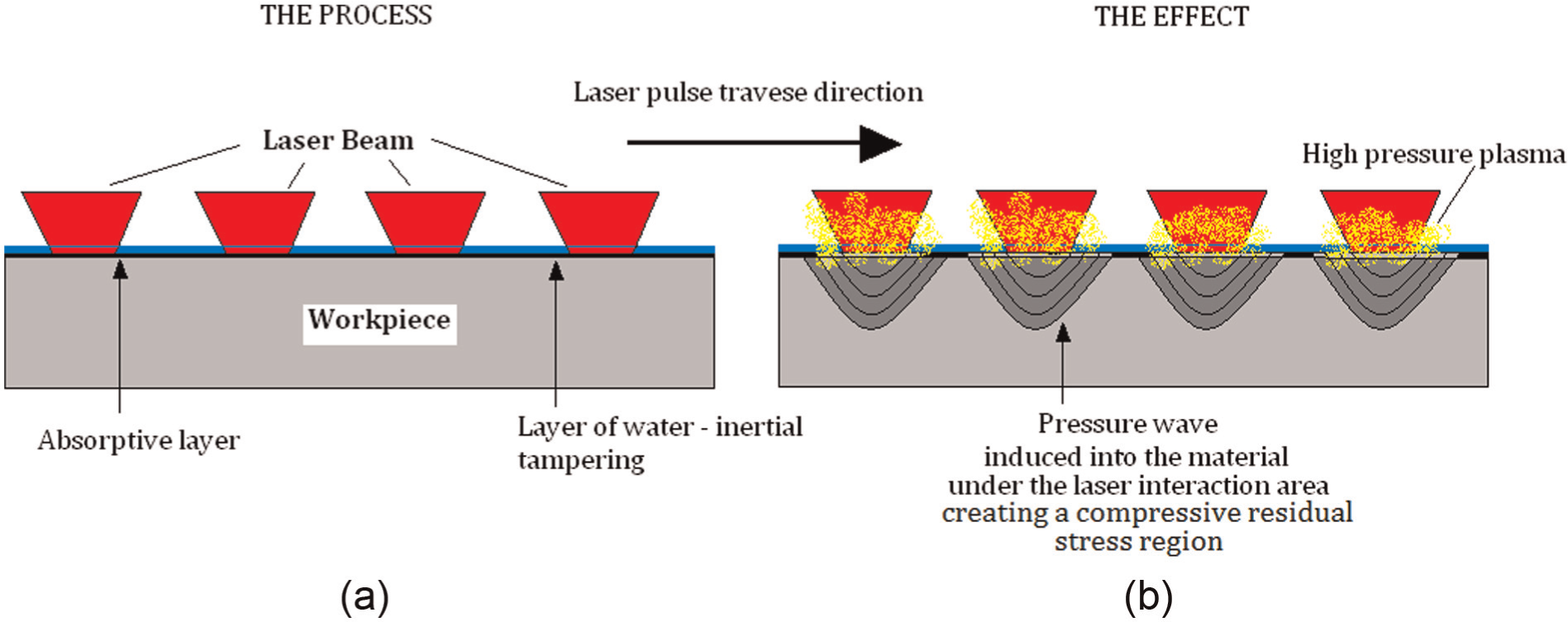
A schematic diagram showing (a) the laser shock peening technique on a material surface and (b) the residual stress induced by the high-pressure plasma passing through the bulk of the material.
If the process is not done correctly, the power is not delivered as a very short and strong pulse, then the laser beam would start to ablate the material. Typically, a shorter wavelength laser in the range of 1 µm and less tends to be used to generate a pulsed beam to impact a material surface. Recent advances have employed laser pulses in the range of picosecond and femtosecond 41,42 compared to the conventionally used microsecond and nanosecond pulses. 38,39 The deep residual stresses induced into the material help to combat fatigue as the surface flaws and cracks arrest. Component life and surface hardness of the material are enhanced in the same way as it would have been with that of the conventional shot peening technique.
Benefits of plastic deformation and prestressing of materials
Avoids or prevents SCC
Static residual stresses can be left in materials as a consequence of manufacturing processes such as welding, deformation processes or constraint due to fixation of components with mechanical fasteners or bolt flanges. SCC develops when susceptible materials containing tensile residual stresses are subject to a corrosive environment. Surface tensile residual stresses can be overcome via shot peening that induces an opposing compressive stress. 43 Surface compression inhibits crack initiation and growth and hence reduces the susceptibility to SCC.
Increased hardness
Localized surface impact causes the material to plastically deform in tension forming a crater; this local tensile stretching is opposed by the bulk surrounding elastic material, which pulls the surface into compression, thereby inducing a residual compressive stress into the surface layer of the material. Hence, the surface hardness increases due to work hardening of the surface layer during the shot peening process. Work hardening of the material allows plastic deformation and produces mechanical yielding. Moreover, the main advantage of the laser as compared to shot peening is the size (depth) of the impact zone. Another advantage is that the laser can harden into corners that a finite size ball could not reach and also where fatigue properties are most required.
Improvement in fatigue life
Generation of surface compressive residual stresses through shot peening allows the material surface to become much harder and wear resistant in the case of materials with available plasticity. The surface compressive residual stress inhibits premature failure and elongates the fatigue and wear life. This is especially applicable to components under frictional and shear stresses. The functional life of the engineering components is predicted by either fracture mechanics methods or statistical fatigue test data derived by stress life (S/N) or strain life (ε/N) method. A 60% lifespan was predicted following a fatigue failure study of shot peened components in a previous investigation. 21
Increase in load capacity and bending strength
During bending (as shown in Figure 4), tension exists on the lower section of the structure and compression occurs on the upper section. The forces acting on the lower surface are tensile, meaning that the material under bending has the potential to fracture if the tensile stress reaches the materials’ ultimate tensile strength (UTS). The upper section of the structure is under compression. This stress distribution across the structure section creates a condition of equilibrium at the centre plane. Shot peening or laser shock peening could induce additional compressive stress on the lower layer where the tensile stress is acting (see Figure 4). This would reverse the positive tensile stress into negative compressive stress and inhibit the structure from fracturing. It would also enhance the materials’ resistance to fracture (crack initiation and propagation from surface defects) and so enhances bending load capacity. Since the peened material surface is under compression, the required force to initiate yielding at the bottom surface (layer) will also increase.
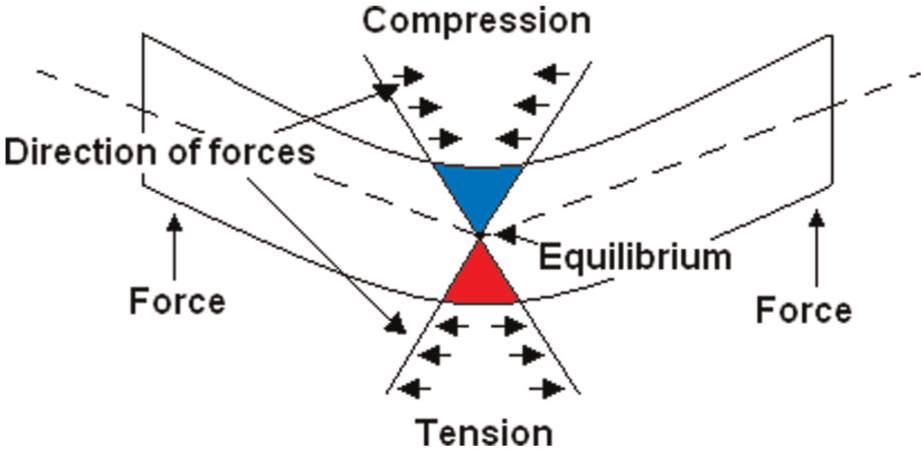
A schematic diagram showing the distribution of stress across the material during bending.
Due to the application of surface treatment process such as shot peening or laser shock peening, the induced compressive stress acting on the lower surface will mean that the tensile stress produced during the bending moment must overcome the peening-induced compression. This shows that the bending strength of the material is enhanced by introducing a surface layer of compressive stress, allowing the material to comprise under higher bending strengths in comparison with the untreated material under the same bending conditions.
Applications of mechanical shot peening and laser shock peening
Both laser peening and shot peening are now widely applied in various industrial sectors. In recent times, advanced capabilities for automating laser system rapid processing speeds as well as the ability to peen complex geometries have enabled laser peening techniques to be used across an increasingly wide range of industrial applications. 43 Nevertheless, shot peening is more traditionally applied mainly to the automotive and the aerospace sectors. Table 1 shows the typical applications of both the mechanical shot peening and laser shock peening processes in various industrial sectors.
State-of-the-art in mechanical shot peening and laser shock peening
Mechanical shot peening
Conventional shot peening by means of blasting balls of hard material to surface treat another equally or less hardened materials has been around for decades. 6 –9 Even so, published literature in the field of mechanical shot peening of engineering and technical grade ceramics is still scarce. This is because the enhancement in fatigue resistance, bending strength and wear resistance induced in metallic materials does not generally occur with hard brittle ceramics due to their inability to plastically deform. Thus, when shot peened, the hard brittle ceramics on the contrary tend to suffer from surface cracking, and hence, the use of shot peening rather resulted in undesirable and adverse effects on the so-called hard brittle ceramics. Nonetheless, Pfeiffer and Frey 49,50 conducted investigations on the feasibility of shot peening ceramics. The first of which demonstrated the strengthening of Si3N4 and Al2O3 ceramics with increased (bending) load capacity. 49 Ceramics treated by other surface strengthening techniques such as traditional metal working (pein hammering) or sand blasting tends to develop fractures, whereas shot peening of ceramics was more successful due to its process controllability and precise setting of shot peening parameters. Preliminary studies showed this to be possible. 49,50,51 With shot peening, the shot size and velocity can be controlled. Reported results showed that by using shot peening, high compressive residual stresses can be introduced into the top surface of the Si3N4, and consequently, improvement of load capacity under four-point bending conditions can be obtained. 50 The examined results revealed that high compressive stresses (in the range of GPa) were present in the Si3N4, accounting for increase in the load capacity (four-point bending). The shot peened samples showed compressive stresses up to 1.25 GPa. 50 These compressive surface stresses enabled the load to increase from 3 to 9 kN. The shot peening of the surface of Si3N4 and Al2O3, however, increased the roughness up to 0.09 µm (Ra) for Si3N4 sample and 0.14 µm (Ra) for the Al2O3. This was because Si3N4 is a much harder material than Al2O3. This could also be compared with the laser peening process because the surface topography was believed by Pfeiffer and Wenzel to contain minimum damage (due to the fact that there is no physical contact of the laser beam energy) on the materials’ surface. Hence, the surface should be much smoother in comparison with the conventionally shot peened surface. 50 Pfeiffer and Wenzel 51 proved that conventional shot peening was feasible to induce surface compressive residual stresses into the ceramics in order to gain some of the benefits that were obtainable with shot peening of metallic materials. Another investigation by the same authors reported that the shot peened surface was affected by two phenomena: localized microscopic surface deformation and appearance of dislocations in the surface crystals. 52 Dislocation multiplication and local surface deformation serve to increase the compressive residual surface stresses. 52 In addition, K1c, the fracture toughness parameter, was also improved when compared to the surfaces of the ceramics that were not treated. 52 Pfeiffer and Wenzel 51 later showed similar improvements in the near surface layer of brittle materials, namely, cemented carbides and hard chromium platings, 51 which is inevitable since the materials used were metal matrix composites that will have some available plasticity. The technique to shot peen engineering ceramics has been demonstrated on a small scale and is now in the process of being automated for a production environment that could be capable of covering large surface areas and healing/strengthening of distorted ceramic components. 53
Despite the benefits, the conventional mechanical shot peening technique has several constraints, which are given as follows.
Changes in the surface topography as a result of the shots impacting the surface, which would roughen the surface finish.
While the shots impact the surface, the surface not only has the tendency to deform, but more importantly the shots blasted at high velocity impacting a harder surface would in turn deform to a more ‘egg-shaped’ profile. This means that with every cycle of the treatment, damaged shot should be replaced.
Thus, change in shot size causes additional cost and requires timely machine set-up, which consequently increases the lead-time and decreases the production rate and operator cost, and hence the cost of surface treatment is decreased.
Shot diameter is only suitable for a specific type of nozzle, so in the case where a larger shot size is required (dependent on the surface condition and intensity of the treatment), it would mean that a larger or smaller nozzle is needed to accommodate the shots passing through the nozzle. As such, this also requires a time consuming set-up, adding extra cost.
Having treated a surface using the shot peening technique, it is then required that the shots are recollected for the next cycle for the shot peening process to begin. This requires recollection of shots that were used for the previous cycle. Some shots are deformed and others are still within the tolerance and could be used again. However, quality checks have to be performed, and so, deformed shots can be separated from those that comply with the tolerance, which in its own is also a non-value adding process. 3
During shot peening, correct control of parameters, shot intensity (velocity) and shot diameter is required. If this is not set up correctly, then it is possible that the treatment may result in material failure (detrimental damage). This is certainly important for the ceramics as such materials are prone to cracking and fracture.
In case that the material being shot peened has a considerably low thickness, then it is possible that distortion of material being treated may occur particularly if the shot intensity and size are not correct. 6,54
Laser shock peening on the contrary has feasibility issues when surface treating technical grade ceramics, which are later discussed in this review article, although there are several obvious advantages that enable laser shock peening to be a much superior process (see Table 2) in comparison to the mechanical shot peening technique. They are given as follows.
Penetration depth of compressive residual stress induced into the material is known to be much greater than that induced by the shot peening surface treatment. This means that the failure rate of components treated is much lower than that of the components treated by the mechanical shot peening technique. 32,33
Laser shock peening also offers improvements in surface roughness unlike the mechanical shot peening technique that generates a rough cratered surface.
Mechanical shot peening requires tool changes, whereas no tool change is required for laser shock peening. This eliminates the unnecessary set-up times and in turn increases production throughput.
No recollection of the blasted shot is required as the laser shock peening is a contact-less process with high level of consistency and repeatability allowing the surface treatment with minimal maintenance and high quality standards.
All laser systems now operate with superior motion system and freedom of movement that aids programming of complex shapes and geometries, which allows easy programming from a two-dimensional (2D) to three-dimensional (3D) computer-aided design (CAD) pattern (tool path or beam path) and this inherently allows movement in six axes of motion, which is only on offer by the new and expensive shot peening systems with six-axis robotic motion systems.
In addition, laser shock peening also offers a precise quality control where parameters of the laser can be monitored in real time, which upon an error can be immediately corrected. This would lead to a better control of the process and its effects thereon the material.
Generic comparisons of laser shock peening and mechanical shot peening techniques
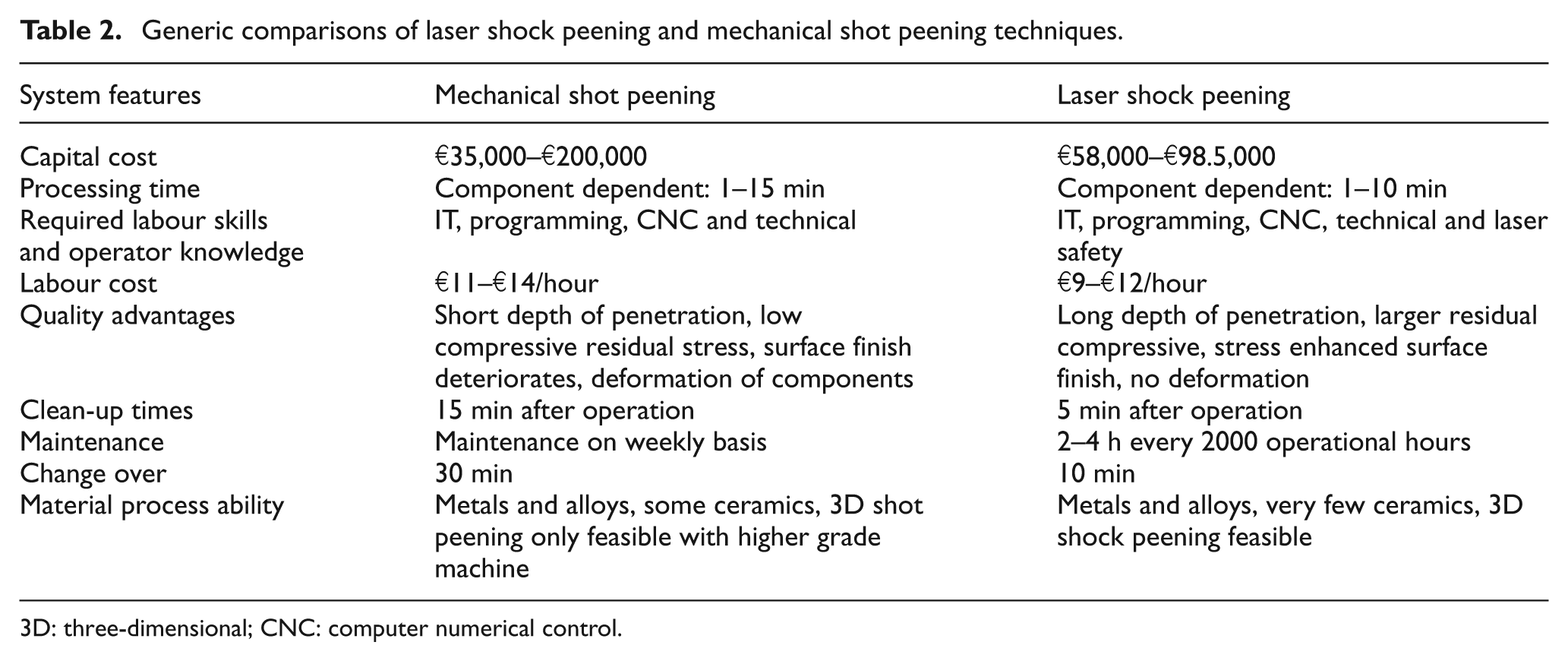
3D: three-dimensional; CNC: computer numerical control.
Laser shock peening
Having considered the constraints associated with the mechanical shot peening technique and justifying the rationale for the implementation of laser shock peening, it is yet a question whether the same effects can be achieved with laser shock peening of technical grade ceramics in comparison to those obtained by the previous researches on the mechanical shot peening of few of the ceramics that were investigated? This is an issue to be considered, understanding the fact that if mechanical deformation could occur on the surfaces, and sub-surfaces of the technical grade ceramics, then a laser beam may also have a potential to cause the same effect, however, with a different mechanism of energy input. The contact-less laser beam offers the treatment to be conducted in a superior fashion by introducing concentrated thermal energy and associated shock waves into the material. Furthermore, the science and the wider effects of laser shock peening of technical grade ceramics are still unclear with respect to its capability to generate plasticity in all ceramics and achieve the necessary local plastic deformation required to induce desirable residual stress profiles into the material surface.
Research in the field of laser shock peening of metals has been proven to be successful and has been implemented in production environment for over a decade. 5 –9,35,43,44,54 –57 Earlier research in the year 2000 by Qureshi et al. investigated the feasibility and the potential of the process as an industrial solution and compared it with the conventional shot peening technique. Basic comparisons for both the processes were presented by taking into account the residual stresses induced by each process and the depth of penetration through copper, aluminium, zinc, brass, tin and other metallics, which all showed promise for future research work. 35 Altenberger 58 demonstrated the laser peening process performance in comparison with the conventional methods and stated that laser peening as an industrial solution could have a great future as an alternative technique. The research findings then transformed from the laboratory to larger scale applications in 2001. 58 Altenberger and Noster 59 then established that laser shock peening was a superior technique for generating beneficial surface residual stress profiles in comparison with deep rolling, conventional shot peening and water peening. Metal/alloy materials were used for the study to show that laser shock peening facilitated longer life cycles at higher stress amplitudes and deeper residual stress and also proved to be more cost-effective than other processes as lead-time was minimized due to the superior motion systems and higher productivity.
Research by Prevey 54 in 2000 described the application of laser shock peening to minimize fatigue, SCC and enhancement in the materials’ surface hardness and to improve the microstructural properties of metallic materials. Such improvements were said to extend their service life for their specific applications. Further work by Prevey et al. 55 showed that high-powered lasers achieve better surface finish, aesthetics, minimize the process time as well as induce deep shock waves into the material surface aided by the pulse beam, resulting in deeper penetration. This makes laser shock peening a superior process and more useful towards an industrial application. Qureshi et al. 35 also give an example of the aerospace manufacturing sector where laser shock peening is slowly overtaking the more classical method of surface treatment using shot peening.
Specht and Harris 60 introduced the laser shock peening process in greater detail explaining technical issues such as the type of lasers used, process parameters and the beam quality aspects. Experiments were conducted using the Almen strip, which was also used for conventional shot peening technique to monitor and control the process. The authors state that their research can help original equipment manufacturers (OEMs) to successfully use the laser peening process in a production environment and classified the process as complimentary to the conventional industrial shot peening technique. 60 Since then, Metal Improvement Company Ltd has developed the process that is more applicable at industrial scale, namely, for shock peening automotive gears, shafts, springs, valves and many rubbing components that require high hardness and improvement in fatigue and longer functional life. 60
Laser shock peening, however, is utilized frequently within the aerospace industry to surface treat turbine engine components (turbine blades, rotors and aerofoils specifically). 37,44,54 The shock peening process is conducted during the finishing stage of the turbine blades. Turbine blades are shock peened to increase fatigue resistance, which extends the components’ functional life. The laser shock peening technique is also used as a remedial process to cure damaged turbine blades. 44 The beam is executed three times on the same surface area, and the treatment is conducted on both the leading edge (L/E) and trailing edge (T/E) of the blade. The turbo-fan blades are simultaneously shock peened on both sides also for equal distribution of the induced residual compressive stress. 37 The authors compared four types of processes, namely, gravity peening, low plastic burnishing, shot peening and laser shock peening that were conducted on turbine engine components (Inconel – IN718) superalloy. It was also reported that laser shock peening in comparison with the other processes shows better relaxation of the components during their operation at increased temperatures. 37
Laser peening technology offers a greater degree of process control, allowing much deeper level of compressive stress as well as maintaining the appropriate quality of the surface finish on metals. 32,61 An intense laser beam focused on a small spot is used to create a tailored thermal shock wave. This thermal shock wave travels deep into the metal and induces residual stresses, which can be precisely controlled for specific requirements and only on selected areas of the surface of the component. The local region being treated does not introduce any detrimental levels of heat into the bulk material. Enhancement in fatigue resistance could be generated by laser peening compared to as-machined, and/or shot peened aluminium alloy. 61,62.
Hackel 32 stated that a pulsed beam of 25 J for 25 ns was produced by an Nd:yttrium lithium fluoride (YLF) laser. The beam was focused onto the workpiece, and the desired area to be peened was covered with material (black-coloured adhesive tape) that acts as an ablative and thermal insulating layer. Water was made to flow over this to absorb the laser pulse energy and thermal shocks. Ionization and vaporization during water-assisted peening are both created due to the photon absorption in the fluid, which forms a plasma in the assisted fluid. Gathering of plasma within the water produces pressure that creates the shock waves that immediately penetrate into the surface of the metal, locally plastically straining the surface. The plastic strain then induces compressive residual stresses into the metal at a depth of 1–8 mm depending on the laser beam parameters and other system parameters. 32 This is a very interesting concept and could prove to be beneficial but relies upon the feasibility of supplying water during the laser shock peening process, which could turn out to be a complex and expensive set-up.
The benefit of laser peening has only been demonstrated with metal alloys. The same effect has not been proven at greater depth with technical grade ceramics to date. This is due to ceramics being brittle: by initiating a pulse of intense laser radiation via induced thermal shock, if uncontrolled could increase the potential for the material to crack since it is already brittle and has a porous structure. Metals in comparison are much more ductile, so local surface plastic deformation can occur in response to the pulse of laser sourced thermal input.
Laser peening of ceramics has not been carried out due to lack of industrial demand and due to the absence of fundamental research on the topics. If there was a demand for such applications requiring laser peening, then it would be considered for further research. In addition, if one could increase the resistance of ceramic to surface crack initiation, then the applications of technical ceramics would also increase. However, many applications not only in the aerospace and automotive sectors but also in the motorsports sectors make use of high-performance technical grade ceramics, which would benefit from undergoing the laser shock peening process. In particular, it would be highly beneficial if the propagation of dislocation was enabled within the the surface of technical ceramics so that local surface plastic deformation could occur. This in turn could enhance the fatigue resistance and bending strength of the ceramics. Moreover, if the surface characteristics are improved, then it is possible that the ceramic components within a system operating in the aforementioned industrial sectors would enable them to operate at higher cyclic stresses, undergo lower wear rate and operate for a longer time period compared to their counterparts. What is more, it is possible to also improve the surface K1c of technical grade ceramics if the hardness is improved since hardness tends to be a function in the K1c calculations 57 . Improving the K1c of a ceramic material could potentially allow more opportunities for the material to be used within industrial sectors where demand for better performance and durability is high.
An investigation by Husson and Proust 63 employed both the CO2 and a pulsed Nd:yttrium aluminium garnet (YAG) laser. The material used was a Y2O3 (Yttria). Although a like-by-like comparative study was undertaken for the two lasers, the effect of the two laser wavelengths at various pulse durations was observed. The results showed that a molten zone was formed without ablation around the beam impigment point. A micrographic investigation showed that solidified molten zone displayed granularity in the surface with grains about 100 µm in diameter. Several hundred pulses of the Nd:YAG laser showed that the ceramic was ablated with the formation of a crater about 1 mm in diameter where a solidified molten zone appeared.
Akita et al. 64 employed a laser peening technique to surface treat an Si3N4 technical grade ceramics, which was reported to be for the first time in 2006. The results reported evidence of plastic strain and placing compressive residual stress in the material. In addition, as the peak power density increased, the compression also increased with the surface of the ceramic becoming much courser, and Weibull modulus also increased. The implication of this would be less variability in the UTS and bending strength in a batch of treated material.
In ‘Letter to the Editor/Reply’ (short publication 65 ), a process called laser peened texturing is introduced, which created micro-dimple cavities on a 2024 aluminium alloy, oxygen-free high thermal conductivity (OFHC) copper and SUS304 stainless steel with a thickness ranging from 1.9 to 2.55 mm. This investigation, however, was limited to metals only; it was still valuable since the approach of this study could be used to analyse ceramics after being treated with laser shock peening. The investigations comprised assessing the influences of laser power density, laser spot diameter and repeated shock number on the morphology, microhardness and microstructure of micro-dimples. Reported results showed that the diameter, depth and aspect ratio of the micro-dimples increased with power density. With the increase in the laser focused spot diameter, the depth, aspect ratio of the micro-dimple and the diameter showed variation. Another study also showed improvement in hardness, which also had a close effect on the relationship with the depth of the micro-dimples. 65
Melookaran et al. 66 studied multiple-laser shock processing of polycrystalline cubic boron nitride (PcBN). Changes in the hardness, microstructure and phase formation were reported. Moreover, it showed that laser shock processing is a viable technique for increasing the hardness up to 15% for PcBN and 12% for laser sintered nanodiamond on PcBN. Baerga and Molian 67 investigated the mechanical (non-thermal) sintering behaviour of nanopowder green compacts of zirconia-based ceramic (yttria-stabilized zirconia (YSZ). The laser used was an Nd:YAG pulsed in the range of nanoseconds. Findings showed about 15% improvement in density and 44% increase in hardness (in the treated zone) were found when a single shock pulse of the Nd:YAG laser was used. Further analysis showed that with a peak shock pressure of 4.34 GPa – plastic strain of 0.02 on the surface layer, and shock wave penetration depth of 0.25 mm was generated. Therefore, it is feasible to generate multiple laser shocks to improve the surface mechanical properties of ZrO2-based ceramics.
Zhang et al. 68 investigated the laser shocking of Al2O3 ceramics and studied the fracture morphology that formed from intense laser shock processing. It was found that brittle fractures occurred at laser pulse energy of 42 J. When the laser energy reduced to 25 J, the fracture exhibited features characteristics of plasticity. Due to further reduction in the incidence pulse energy (15 J), the Al2O3 did not fracture and microhardness increased. Also, micro-plastic deformation was somewhat noticeable at that particular energy level. This shows that the crack-free laser processing would be feasible up to 15 J of laser energy. Zhang et al. 69 later investigated the effect on ZrO2 ceramics by Nd:YAG laser shock processing and analysed its failure characteristic and the brittleness. Zhang et al. reported that the fracture morphology revealed that the failure of the ceramic is primarily caused by surface delamination as typical brittle features with grains pulled out on the fractured surface. The delamination surface layer does not expand along the single surface plane, but progresses in stages where the fracture is caused by a reflected tensile shock wave. In addition, under different processing conditions, the generation of compression within the material surface layer was also reported where no layer delamination occurred. An increase in fracture toughness was reported for the ZrO2 ceramic possibly through transformation toughening mechanism. However, no real justification was given to the theoretical mechanism for the change in hardness and the toughness. Zhang et al. 70 also studied the phase transformation of tetragonal zirconia polycrystal (TZP) ceramics by applying laser shock treatment and reported that tensile stress was caused on back surface of the material and further phase transformation was generated under the induced tensile stress. About 48% tetragonal phase t-ZrO2 transformed into monoclinic phase m-ZrO2. This caused volumetric expansion and gave rise to micro-cracks, which impeded the expansion of major cracks and realized the mechanism of phase transformation toughening. Chen et al. 71 performed a laser shock processing study of ZnO varistor ceramics using an Nd:YAG laser. The results showed that ZnO varistor ceramics have improved dielectric constant, and X-ray diffraction (XRD) readings showed that phase transition of Bi2O3 took place and generated δ-Bi2O3, which increased the density of interface and donor concentration and caused changes in electrical properties, especially the nonlinear coefficient is significantly increased. Internal stress occurred due to Bi2O3 phase transition that caused the increase in dielectric constant. 71
Kang et al. 72 created a generic 2D finite element model of multiple- and single-laser pulses impacting an aluminium (2024-T351) target. Kang et al. found that residual stress was introduced to the aforementioned material, and the stress profile for the multiple-laser pulses occurred due to the difference in the global uniformity in comparison with the residual stress profile obtained for the single-laser pulsed samples. Jafrian et al. 73 also generated a finite element model that could be used for predicting and optimizing thermomechanical loading during turning applications of AISI H013 (hardened) dies steel. This type of model could be used to predict the same for a process such as laser shock processing. In any case, the studies by both Kang et al. 72 and Jafrian et al. 73 used metallic-based materials, which comprised different material properties. Such material properties are key parameters to create the finite element model. Although the concept could be adopted to prepare not only a 2D model but also a 3D model for laser shock processing of advanced ceramics. This will aid in predicting the thermal stresses, show a heat distribution map of laser shock processing during the processing of advanced ceramics and allow an accurate prediction of the particular process parameters required for laser shock processing the advanced ceramics.
Discussion
Further research
Table 3 represents the typical parameters used by previous workers to laser peen technical grade ceramics. From collecting and reviewing the data, several technical details can be ascertained, which enables one to realize the type of laser, wavelength, power density, as well as pulse parameters previously employed to laser shock peen the limited technical grade ceramics that the process has been applied to so far. However, during laser shock peening, to use high-intense pulsed laser is essential for treatment. A shock wave is generated due to the ignition and explosive expansion of the plasma at laser intensity exceeding in the range of gigawatts per square centimeter as most workers use previous studies (see Table 3). Plastic deformation caused by the shock wave while propagating through the materials results in the generation of a surface with residual compressive stresses.
Typical parameters used for laser shock peening of technical grade ceramics.
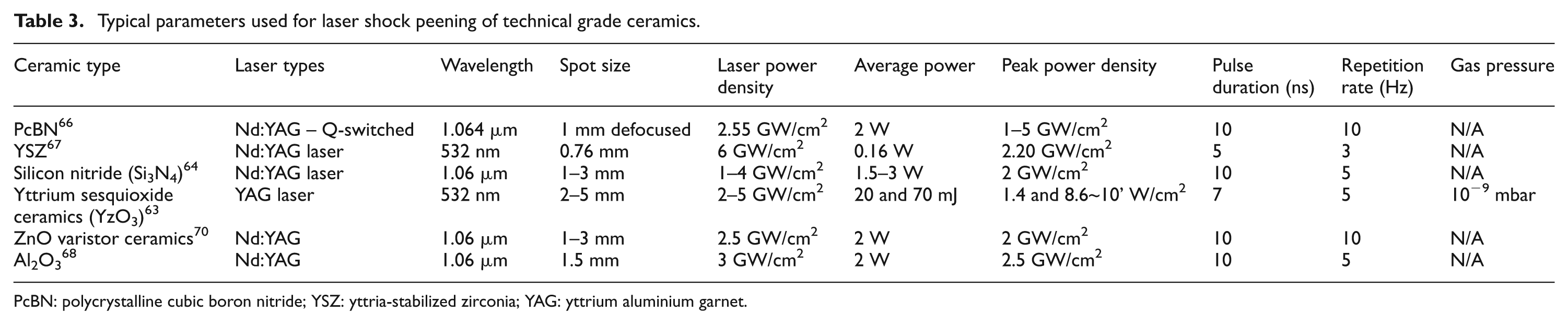
PcBN: polycrystalline cubic boron nitride; YSZ: yttria-stabilized zirconia; YAG: yttrium aluminium garnet.
In addition, from the work of these authors, first, a laser system most appropriate for the shock peening process is predominantly Nd:YAG laser with a wavelength in the range of 1 µm. However, the work of Melookaran et al. 66 uses 532 nm and that of Husson and Proust 63 uses 10.06 µm. Despite this, it is first necessary to understand the laser beam–material interaction so that a correct wavelength is employed. From a close observation of the results of other investigation related to the physical effects of the laser–material interaction of a fibre and a CO2 laser, 74 –76 it was found that a fibre (Yb:YAG) laser with a wavelength just over 1 µm but with much better beam quality could be ideal to bring about a considerable modification to the surfaces of engineering ceramics such as ZrO2 and Si3N4. With this in mind, it can be further suggested that a fibre laser be employed to conduct future studies, but it is also known that the absorption of ceramics becomes higher with decreasing wavelengths. 74 So, it would prove to be ideal if a wavelength in the range of ultraviolet (UV) is employed, which could have a potential to be absorbed further into the ceramics and penetrate much further. This in turn would prove to be much beneficial since dislocation movement could be increased at further depth into the ceramic. This inherently could place higher level of plastic deformation into the surface and sub-surface. The use of wavelengths in the range of far infrared region would not be ideal for a laser shock peening application since first the absorption is not significant enough. Second, although operating a source such as a CO2 laser on pulse mode has become common with modern CO2 lasers, it is still not very stable. From the previous research, it is also evident that limited engineering and technical grade ceramics have been explored as one can see from Table 3. But the physical insight described in the literature review in this article does not go far into the effects of laser shock peening technical grade ceramics. The laser–material interaction during laser shock peening and consequent property changes for other technical grade ceramics such as BC, BN, SiC, SiO2, Al2N4, magnesia-stabilized zirconia (MSZ); other mixtures, namely, zirconia toughened alumina; and mixture of ceramics and metals (cermets) such as tungsten carbide are still not investigated. In any case, it would therefore be useful to carry out independent studies focused on microstructural changes and property enhancement in these materials under laser shock processing. Consequently, upon success of placing plastic deformation and compressive residual stress, it could lead to enhanced performance in various industrial sectors where ceramics and cermets are highly desirable. From Table 3, the possible parameters that were adopted to undergo laser shock peening on the ceramics used already in previous work and also the ones that have not been used can be gathered. Having said this, a proper investigation justifying the possibilities occurring as a result of applying wide range of pulse parameters and its effects in detail from a physical, microstructural, mechanical and thermal aspect is still required on various range of ceramics from the family tree to further understand the laser–ceramic interaction and to develop the laser shock peening technique to process technical grade ceramics to an industrial scale.
From reviewing the previous work conducted on the mechanical shot peening of technical grade ceramics, it is clearly evident that limited research has been conducted on this area. Whilst the work of Pfeiffer, 52 Frey and Pffeir 49,50 and Pffeir and Wenzel 51 focused on the shot peening effects of Si3N4 ceramics, no other investigation presents the possibility of shot peening technical grade ceramics particularly for ZrO2, Al2O3, SiC, BC, BN and the family of engineering ceramics employed within the engineering and biomedical sectors. Although mechanical shot peening may be a less superior technique in comparison to the laser shock peening, there is much knowledge still to be contributed in this area. If the same effects could be achieved by the work of previous authors on all nitrides, carbides and oxide advanced ceramics, then much interest can be generated in the previously mentioned industrial sectors.
Conclusion
This article presents a review of both mechanical shot peening and laser shock peening techniques for the surface treatment of technical grade ceramics in particular. First, the mechanical shot peening as a process has several constraints, and with benefits offered by the laser shock peening process, new avenues would open for research in this field. However, it is vital that the particular ceramic under investigation would yield plastically in response to particular type of surface treatment, so that surface compression can be induced into these materials in order to gain benefits from the effects of either one of these processes.
Surface treatment such as laser peening has proved to be successful for metals by generating benefits to the materials’ performance compared to the more conventional mechanical shot peening technique. Processing constraints within the conventional mechanical shot peening technique could be eliminated by the adoption of more versatile laser peening technique. Nevertheless, the cost of laser systems is much higher in comparison with the mechanical shot peening systems. But laser peening is much superior to conventional shot peening due to the depth of the compressive residual stress obtainable. Other reasons as previously discussed, such as faster processing time, flexibility with treating components of complex geometry and overcoming the constraints existing by mechanical shot peening, attract large manufacturing companies to implement such a system. However, small- and medium-sized enterprises (SMEs) will most likely revert to sub-contract the work to job shops and sub-contractors for their laser peening applications.
Laser peening at the moment is only performed according to the customer demand and component specifications, typically when the product demands deep surface compressive residual stress (e.g. automotive gears). The designers and the engineers have to make a choice between processing cost and quality of treatment when choosing either laser peening or the conventional mechanical shot peening process.
This article presents a contrast between the two systems for potential application to surface treat advanced ceramics. The enhancement availed demand further research using both processes. Upon success could bring about the same benefits known of today with metals/alloys to technical grade ceramics.
Footnotes
Acknowledgements
The leading author (P.S.) would like to specially thank late Dr Colin Page for his valued advice, guidance and technical support. This article is dedicated to him as a tribute for all his contribution towards this research.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.