
Abstract
Efficient joining technique of thin metal sheets is required in the mass production of fuel cell bipolar plates, micro-reactor carriers and so on. Solid-state bonding (pressure welding) process is found to be a promising solution, because the process is efficient and large area welds can be achieved in one welding/bonding procedure. However, successful bonding cannot be achieved by conventional pressure welding process for some materials (e.g. stainless steel). In order to realize successful bonding and improve the bond performance, an electrical-assisted solid-state welding process was proposed in the present study. Experimental setup was developed to investigate the joining process of stainless steel and brass sheets. The effects of electric current as well as process conditions (e.g. welding pressure, sheet thickness and temperature) on the bond strength were studied experimentally. The results indicate that the maximum bond strength of stainless steel improves from 24.4 to 33.2 MPa with the increase of current density from 6.7 to 20 A/mm2. Furthermore, an analytical model to predict the shear load force was established. In the model, different deforming behaviors of the contaminant layer and the virgin metal were discussed. Good agreement between the analytical and the experimental results was observed. Based on the model, the improvement of the weld strength in the electrical-assisted solid-state welding process was characterized theoretically, which also proves the feasibility of the process.
Keywords
Introduction
Welding of thin metal sheets (sheet thickness between 0.1 and 0.2 mm) is widely studied1,2 due to its increasing application in heat exchanger, electronic devices, electrical devices and so on. High accuracy, small deformation of the base material, high efficiency and low cost are required in these applications. Resistance spot welding (RSW) 1 process can provide reliable bond with good accuracy and flexibility. Generally, the joining of the sheet parts is achieved one spot after another in the RSW process. The size of the spots is limited because high current density is required to melt the base material. In some specific applications such as micro-reactors, proton exchange membrane fuel cell (PEMFC) and so on, long welding lines are required to form reliable sealing in the purpose of separating different chemicals.3,4 Obviously, the traditional RSW process is no longer a good choice because a great number of welding spots will be needed. Some researchers2,5 found solid-state bonding (pressure welding) process, which can provide good performance with low cost, high accuracy, high efficiency and minimal damage to the surrounding parts of the material, is a promising option for the new applications.
Pressure welding is a solid-state joining process used to bond similar or dissimilar ductile metals under high compressive pressure. Madaah-Hosseini and Kokabi 6 and Movahedi et al. 7 studied the cold roll welding process at different rolling pressures, lubrication conditions and annealing treatments. They also discussed the bonding mechanism of the process via experiments. Mahabunphachai et al.5,8 investigated the pressure welding process by experiments. They found some material (copper, aluminum and nickel) can be cold welded, while stainless steel blanks cannot be welded at ambient temperature. Nevertheless, successful bond of stainless steel blanks was observed at elevated temperature. They also found that the bond strength can be improved by raising the temperature. Eizadjou et al.9,10 found that no bonding occurs below a threshold deformation (approximately 21%) of the aluminum strips in cold roll bonding process. With the increase of total thickness reduction, the bond strength would rise. They also found that the increase of temperature could reduce the threshold deformation and increase bond strength at a constant thickness reduction. Lilleby et al. 11 studied the cold pressure welding of severely plastically deformed aluminum by divergent extrusion. Lee et al. 12 investigated the pressure welding of titanium alloys to fabricate aerospace components with various complex configures and good results were obtained. These studies indicate that pressure welding process is a promising joining method to bond ductile materials.
In order to improve the joining performance of the pressure welding process, a lot of studies were conducted at elevated temperature.5,9,13 A survey was performed by McQueen 14 to review how the fundamental knowledge developed in hot working applied to various non-fusion welding methods. However, complex heating facilities were required in the warm pressure welding process. The equipments will greatly increase the cost in practical industry. More efforts still should be made to accomplish its high efficiency while keeping low cost for pressure welding process.
On the other hand, much work has been performed to analyze the pressure welding process theoretically. The fundamental mechanism of the pressure welding process is the film theory: the surface of the metal is covered by a contaminant layer, which will prohibit the virgin metal underlying from bonding when bringing two metal surfaces in contact by pressure. However, as the growing of welding pressure, the contaminant layers will fracture at the contact interfaces and the virgin metal will extrude through the cracks of the broken layers and contact with each other closely until mechanical bond is established9,15,16 (as shown in Figure 1).
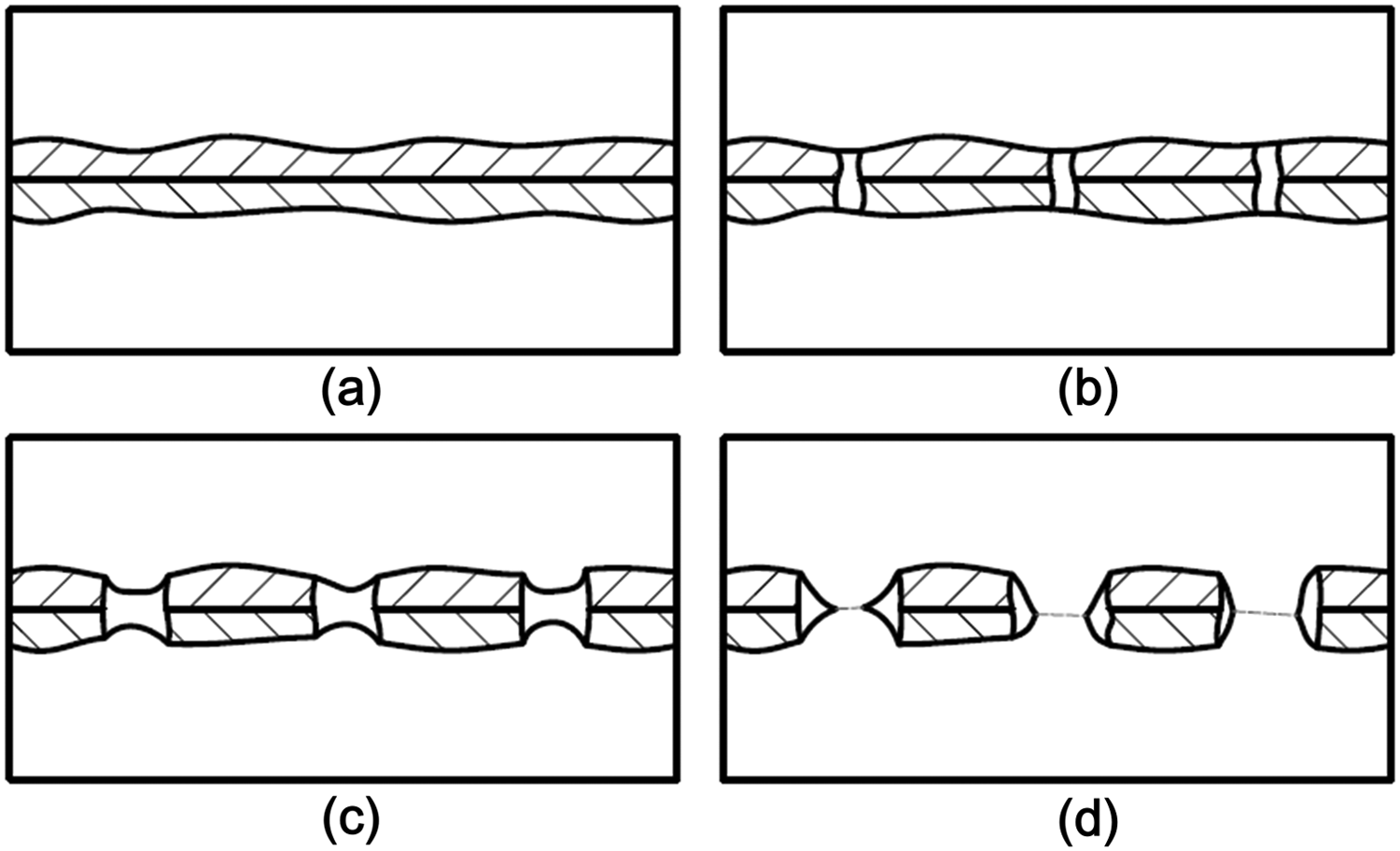
Schematic outline of the film theory: 15 (a) before welding, (b) fracture of the contaminant layers, (c) extrusion of the virgin metal and (d) mechanical bond of the virgin metal.
According to the film theory, Bay 17 proposed an analytical model. His model was modified by Zhang and Bay 18 based on the assumption that the normal bond strength is equal to the compression stress applied on the absolute clean surface in cold welding. Takahashi and Tanimoto 19 and Takahashi et al. 20 studied the pressure welding process using a finite element model, and good agreement was observed compared to experimental results in high vacuum atmosphere. Mahabunphachai et al. 5 included the material hardening coefficients and the effect of sheet thickness to discuss the whole welding process. However, most of the efforts were focused on cold pressure welding. In order to predict the bond strength in warm pressure welding process, analytical model should be developed to calculate the bond strength at elevated temperature.
In the present study, an electrical-assisted solid-state welding (ESW) method was proposed. Electric current was introduced to promote the plastic flow of the base material in the purpose of improving the solid-state bonding performance. ESW experiments were conducted under various conditions, and the influence of the process parameters on the bonding performance was analyzed. An analytical model was also developed to predict the improvement of the bond strength.
Experimental investigation of ESW process
Continuous electric resistance heating method has been utilized a lot recently due to its high efficiency, rapid heating speed and good controllability.21–23 Kaya et al. 24 employed the electrical heating method in diffusion bonding process. In the ESW process, electric current is introduced to the welding area of metal sheets directly in the purpose of promoting the plastic deformation of the base material. By increasing the ductility of the base material, more virgin metal will extrude through the cracks of the contaminant layer. As a result, the bond strength will be improved by the introduction of electricity. Besides the Joule heat, it has been reported that the electroplastic effects also contribute to the improvement of the plastic deformation and the reduction of the flow stress.25–27 Therefore, the electrical heating process might be more effective than the conventional heating method in promoting the plastic flow of the base material. Additionally, different from the RSW process, the ESW process is a solid-state bonding process and no fusion of base material occurs. As a result, the electricity density required in the ESW process is much lower, and large area weld can be achieved.
For the ESW process, there are two possible modes to introduce electric current (Figure 2). In Mode I, the electric current is introduced to the welding area through the punch heads. And in Mode II, the electric current is applied directly to the sheet specimens.
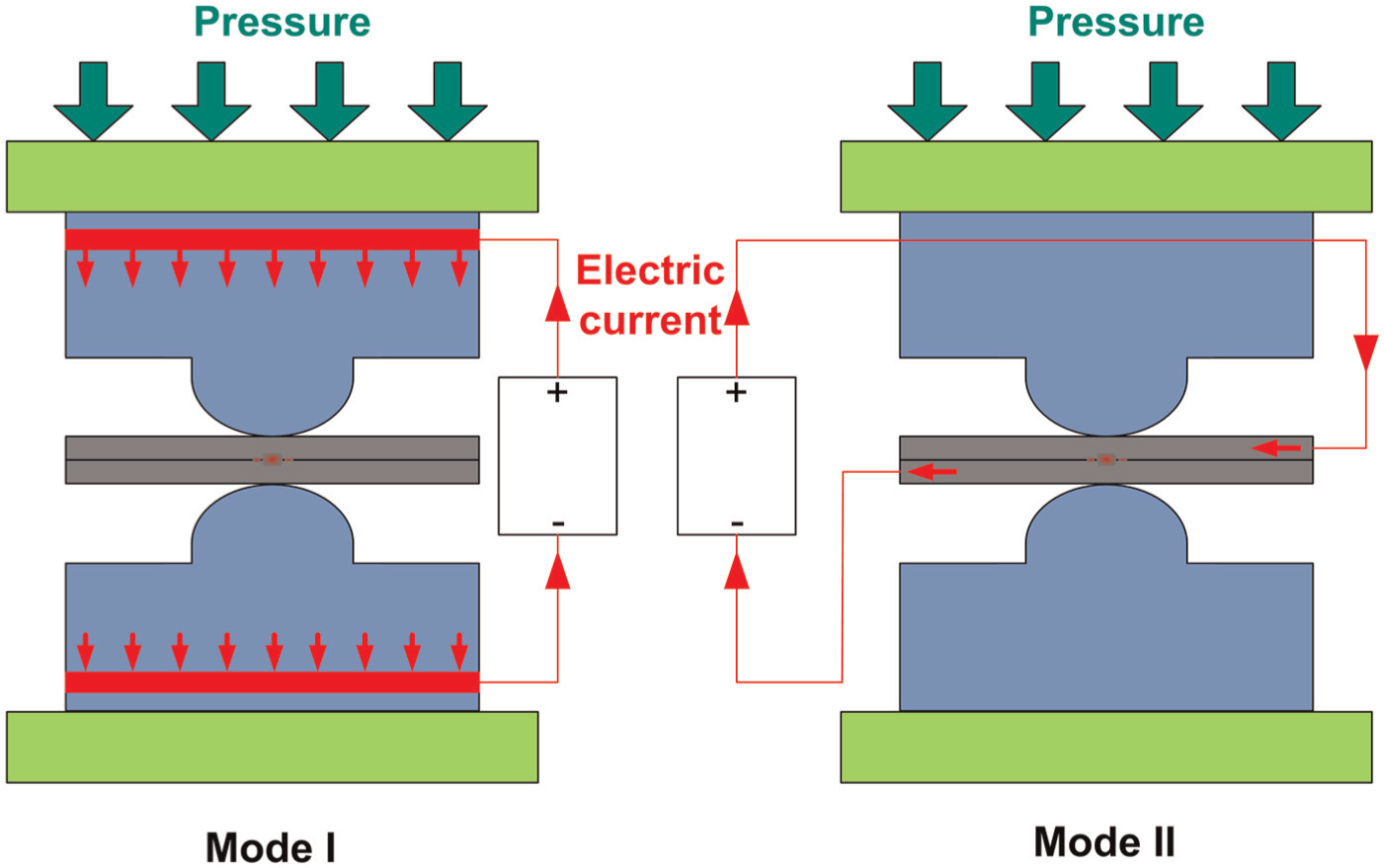
Sketch of the ESW process.
In the first approach, the high-density current flows through the contact area between the specimen and the punch heads. As shown in Figure 2 (Mode I), the output electrodes of the power source are electrically connected to the punch heads. During the ESW process, the stimulating current will concentrate at the contact area to realize effective heating. However, the drawback of this approach is that the high-density current can also soften the metallic punch heads at the same time of softening the specimens, which will shorten the lifetime of the punch heads. Nevertheless, the high-density current almost completely flows through the specimens in the second approach. Hence, the electrical sparks and the punch softening in the first approach can be avoided. So the second approach was chosen in the present study.
Specimen preparation
Specimens of brass (CuZn40) and stainless steel (SS 316) foils with different thicknesses (0.1 and 0.15 mm) were prepared in the experiments. Tensile tests under different electric current densities were conducted and the true stress–true strain curves were obtained (Figure 3). With increase in current density, the trend of significant reduction in flow stress can be clearly seen.
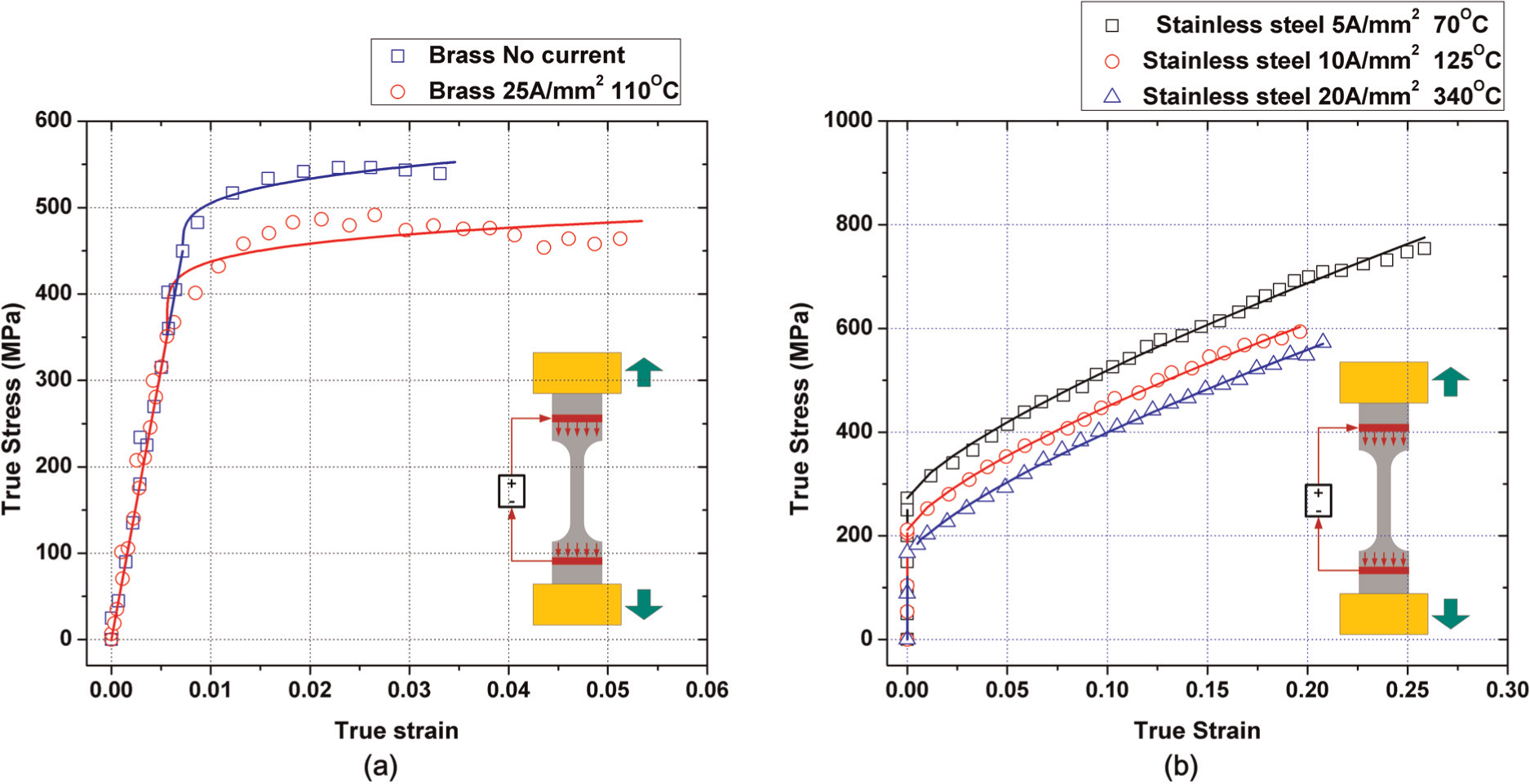
True stress versus true strain: (a) brass specimens and (b) stainless steel specimens.
Ludwik’s equation was adopted to describe the stress–strain curve
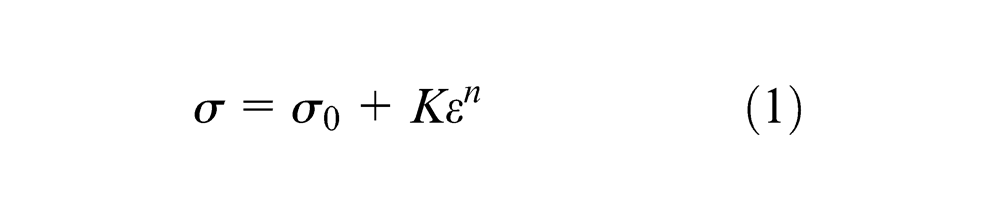
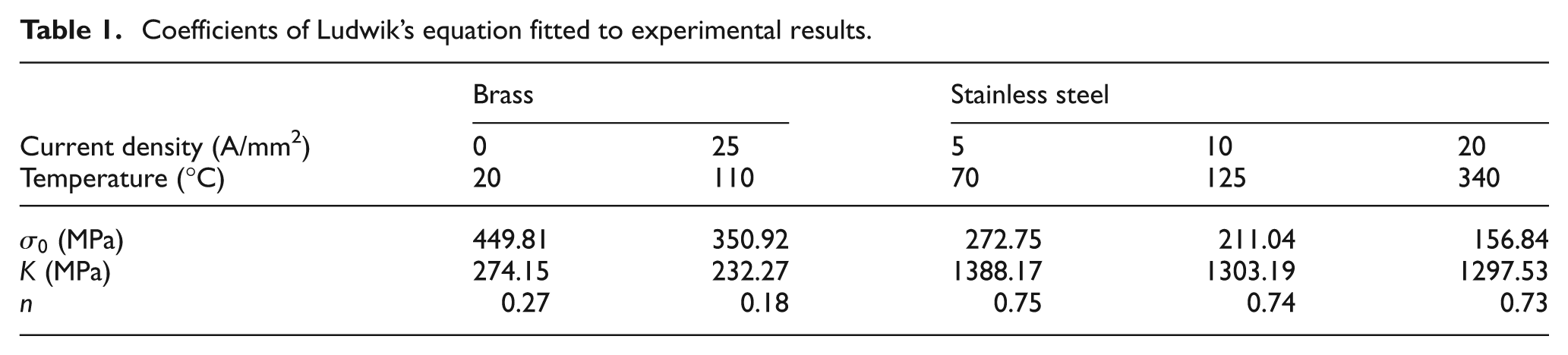
The coefficients of the equation were obtained by least square method, as shown in Table 1. These results would later be employed in the analytical model to predict the shear strength under different conditions.
Coefficients of Ludwik’s equation fitted to experimental results
The foils were fabricated into strips (10 × 160 mm2 for brass specimens and 5 × 160 mm2 for stainless steel specimens) by wire electrical discharge machining (WEDM) process. Before the experiments, the specimens were degreased by acetone to remove oil grease on the surface.
Experimental procedure
The experimental apparatus was developed as shown in Figure 4. The apparatus included the welding system and the electrical system. In the welding system, two cylindrical pins (4 mm in diameter) of K 10 tungsten steel were employed as the punch heads. They were located inside the straight groove at the center of each die. The upper and lower dies were tightly clamped by the guiding plates to maintain their position. A KQL test machine with 100 kN load capacity was employed to provide the welding force, and the speed was set at 0.6 mm/min. In the electrical system, a power source (MYS 1600-05, maximum power output of 1 kW) was adopted to provide direct current. By connecting the specimens and the electric current–carrying electrode (ECCE), electric current could be applied to the specimens. A digital ampere meter was adopted to measure the intensity of the current. Two plastic insulated boards were placed on top and at the bottom of the ESW system, respectively, to avoid short circuit. A thermal couple was placed near the welding area to measure the temperature. Forced air was employed to cool the experimental system so that the punch heads would not be overheated.
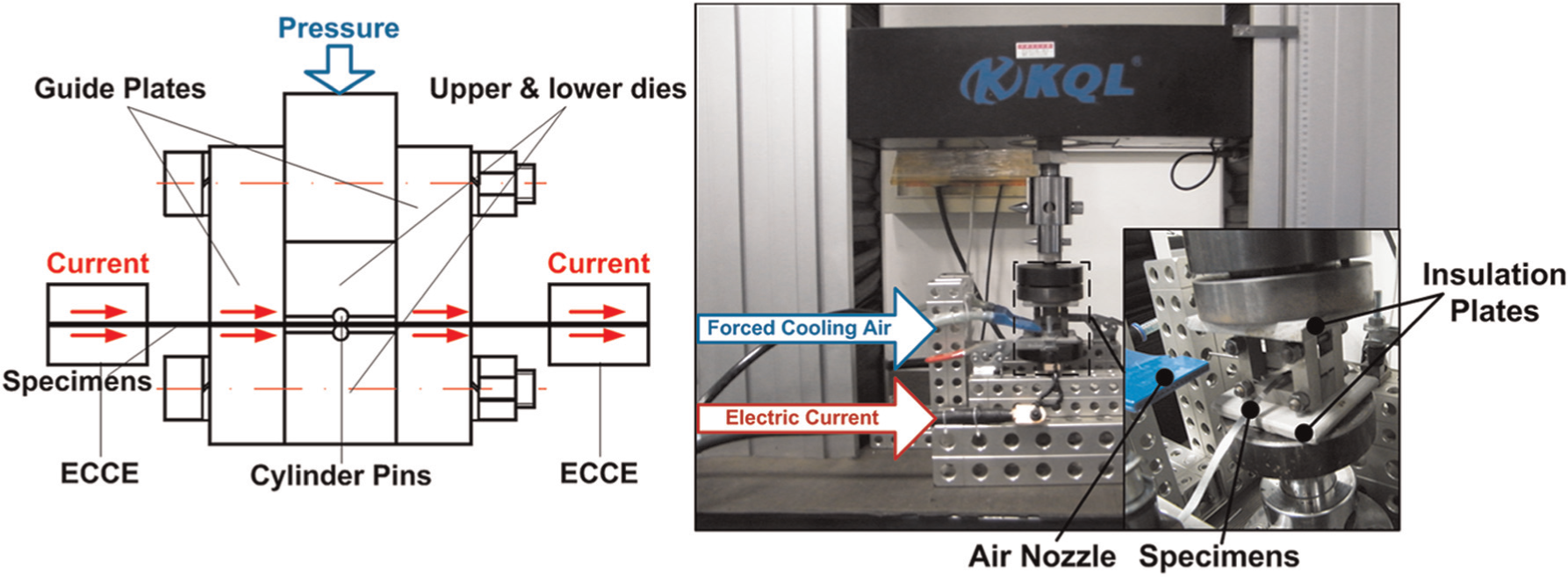
ESW experimental setup.
During the welding process, the machine would first provide a preload of approximate 100 N. Then the power source would send current through the specimens. Meanwhile, the upper punch would move down at a constant speed of 0.6 mm/min to provide the joining force. The maximum joining force would be held for 10 s, following which the current would be cut off and the load would be released.
After the welding process, a 5 kN KQL tensile test machine was employed to measure the bond strength (Figure 5). The welded specimens were pulled in the direction of shear loading at a constant speed of 0.2 mm/min. The bond strength was then calculated by dividing the peak force that the specimens could withstand by the bond area. The bond area
where T,
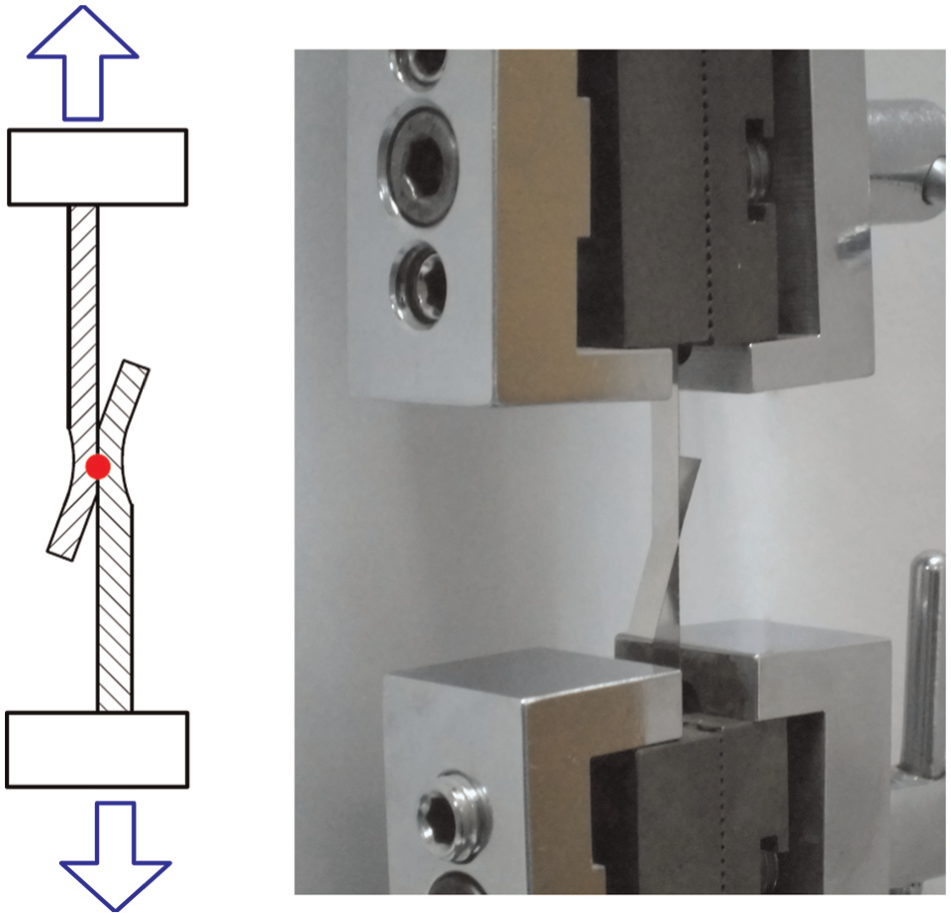
Tensile test of welded specimens under shear loading.
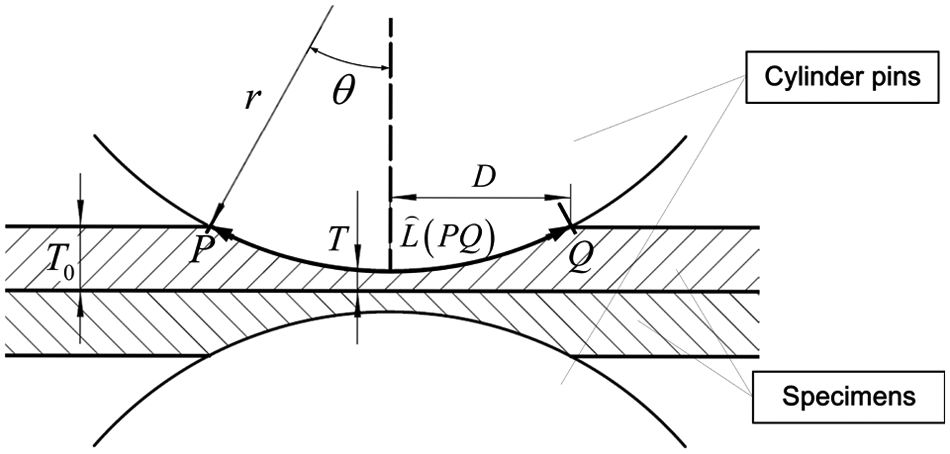
Calculation of the bond area. 5
Results and discussion
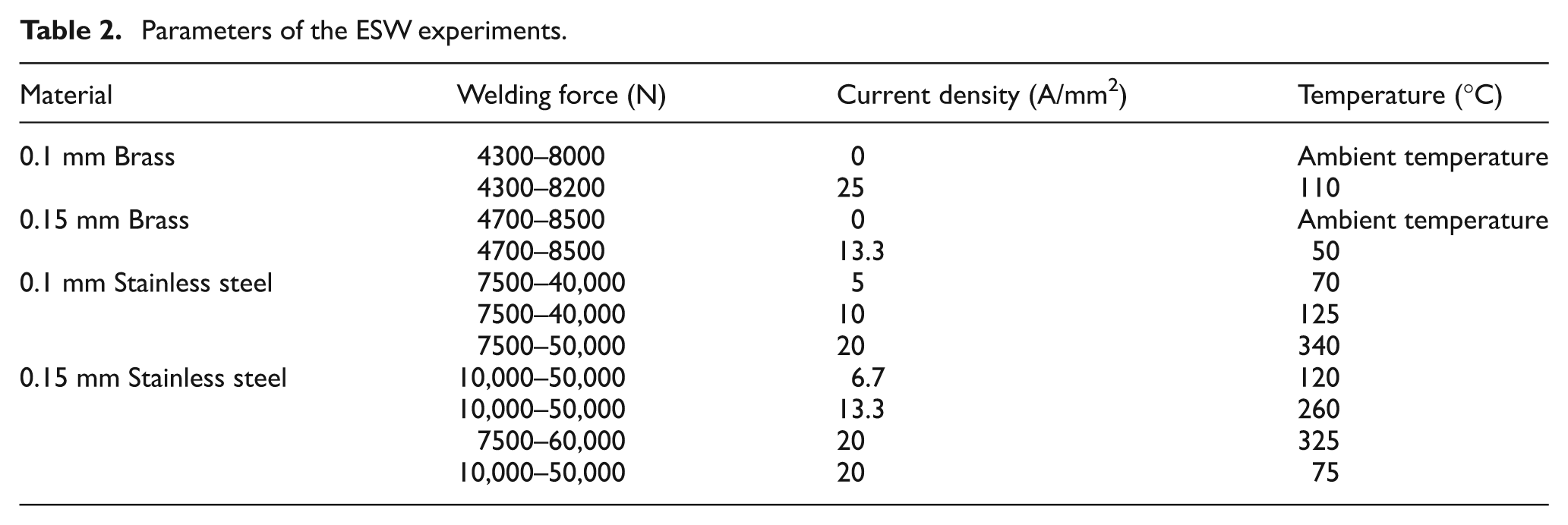
In order to investigate the effect of different parameters, ESW experiments were conducted at various process conditions. The detailed process parameters are illustrated in Table 2. Each experiment was conducted at least three times.
Parameters of the ESW experiments.
According to equation (6), the shear strength versus thickness reduction and shear strength versus welding pressure results for various process conditions are shown in Figures 7 and 8. The current density was calculated by dividing current intensity with the cross-sectional area of the specimen.
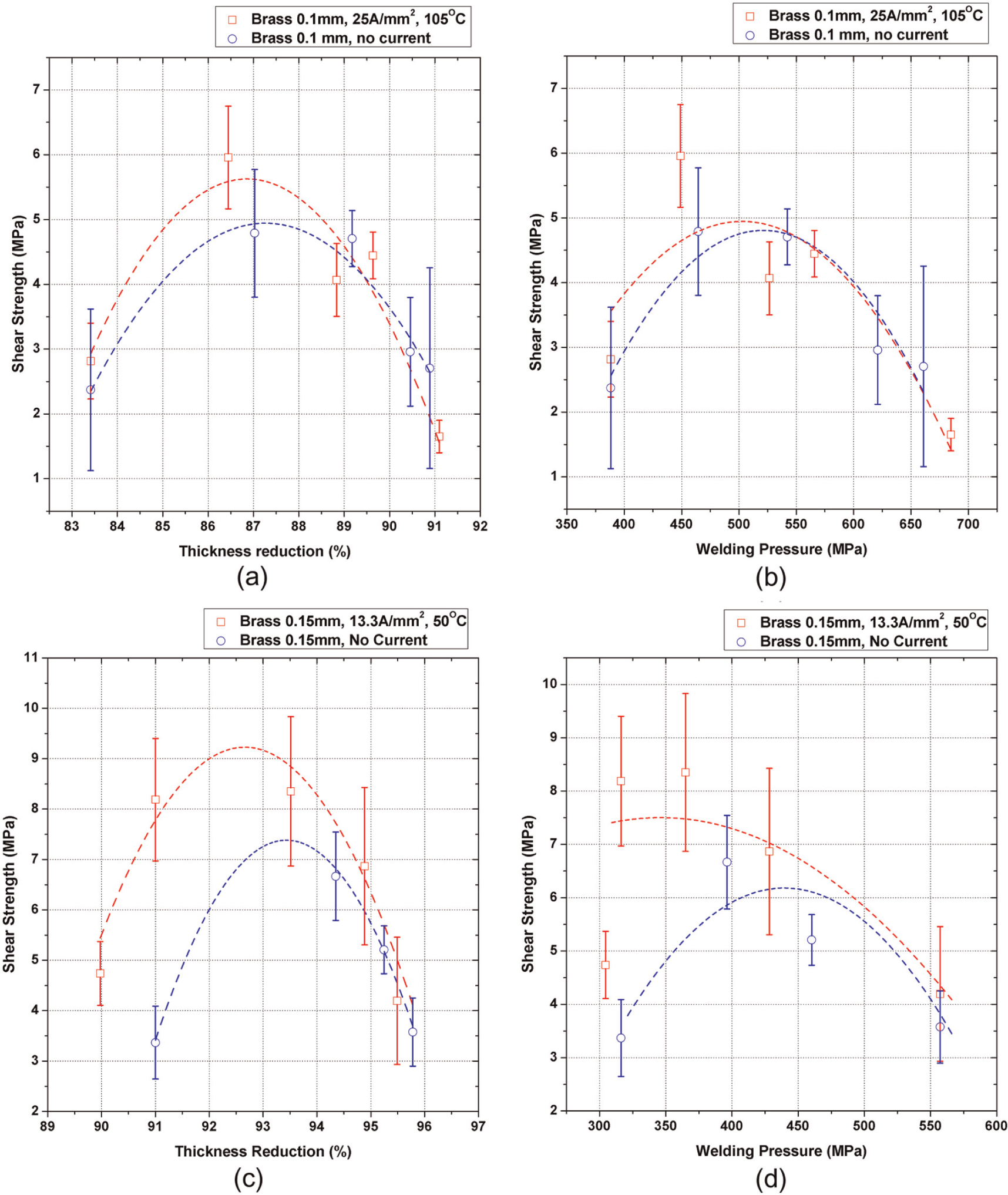
ESW experimental results of brass specimens: (a) shear strength versus thickness reduction for 0.1 mm specimens, (b) shear strength versus welding pressure for 0.1 mm specimens, (c) shear strength versus thickness reduction for 0.15 mm specimens and (d) shear strength versus welding pressure for 0.15 mm specimens.
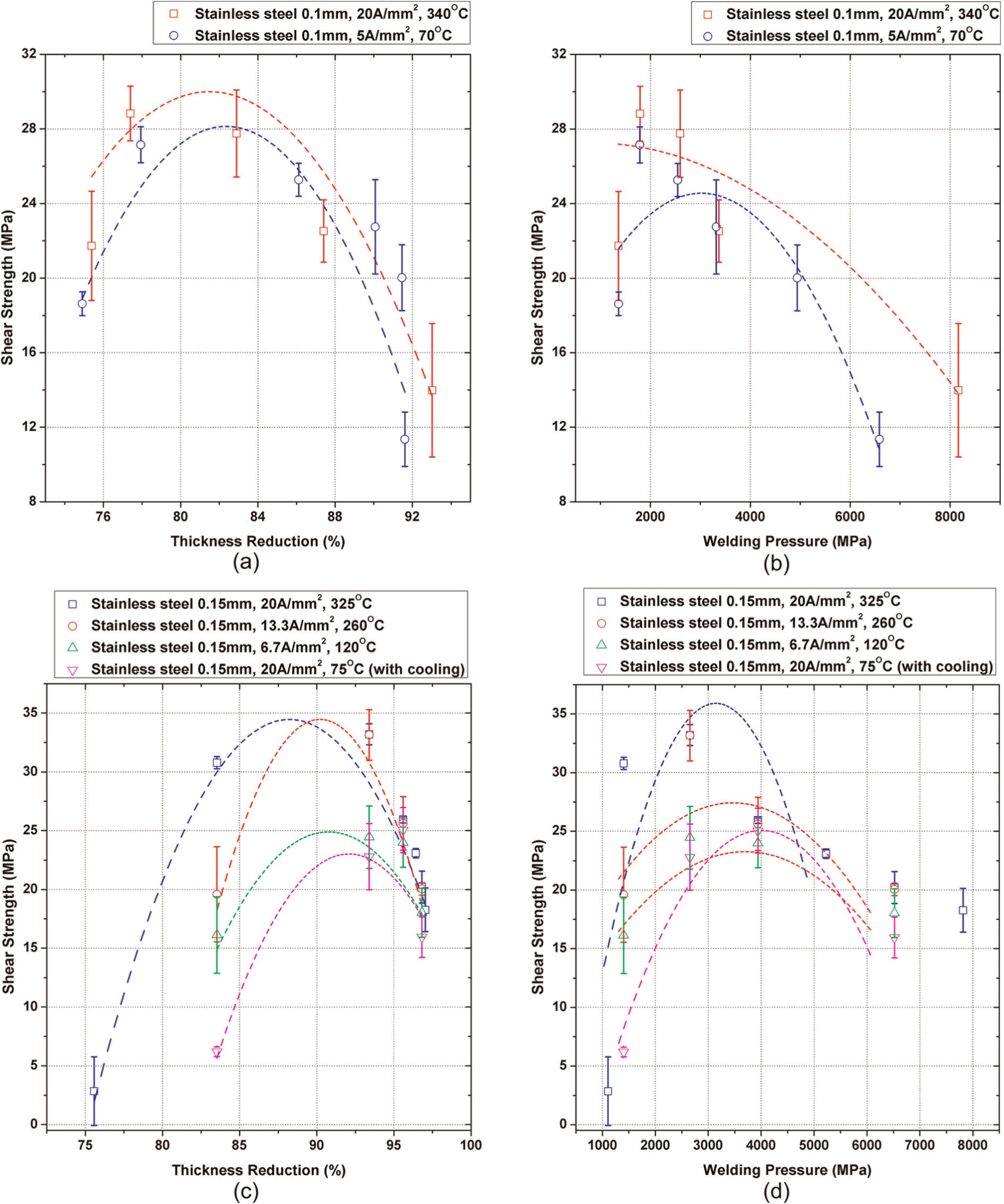
ESW experimental results of stainless steel specimens: (a) shear strength versus thickness reduction for 0.1 mm specimens, (b) shear strength versus welding pressure for 0.1 mm specimens, (c) shear strength versus thickness reduction for 0.15 mm specimens and (d) shear strength versus welding pressure for 0.15 mm specimens.
Effect of welding pressure and thickness reduction
According to Figures 7 and 8, it can be observed that the bond strength first rises to a highest point and then decreases with the increase of welding pressure. It can be explained by the film theory 5 that the expansion of the specimens’ surfaces will cause more contaminant free areas as the pressure rises; therefore, more virgin material will come into contact to increase the bond strength. However, the thinning of the sheets at the welding spot is getting more and more severe at the same time. As a result, fracture across the reduced section might take place and a decrease of the bond strength will occur if the welding pressure rises to a certain level.
Two failure modes were found during the shear loading tests (Figure 9) as follows:
Detachment at the welding area. At first, only very small area is successfully bonded. As shown in Figure 10(a), the specimens are welded at 1405.1 MPa with 15 A current applied during the ESW process. It can be seen that very small bond area (measured length of 98.7 µm) is formed (thickness reduction of 83.53%). As a result, the bond of the specimens is very brittle, and detachment at the welding area will be observed when failure occurred in the shear loading tests.
Fracture at the thinning spot. With increasing welding pressure, the thinning of the base material gets more and more severe. As illustrated in Figure 10(b), the SS 316 specimens are welded at 6519.9 MPa. It can be observed that the bond area (measured length of 514.8 µm) grows larger significantly, while the welding spot also becomes thinner (thickness reduction of 96.82%). Therefore, fracture along the thinning edge of the weld line will occur during the shear loading tests.
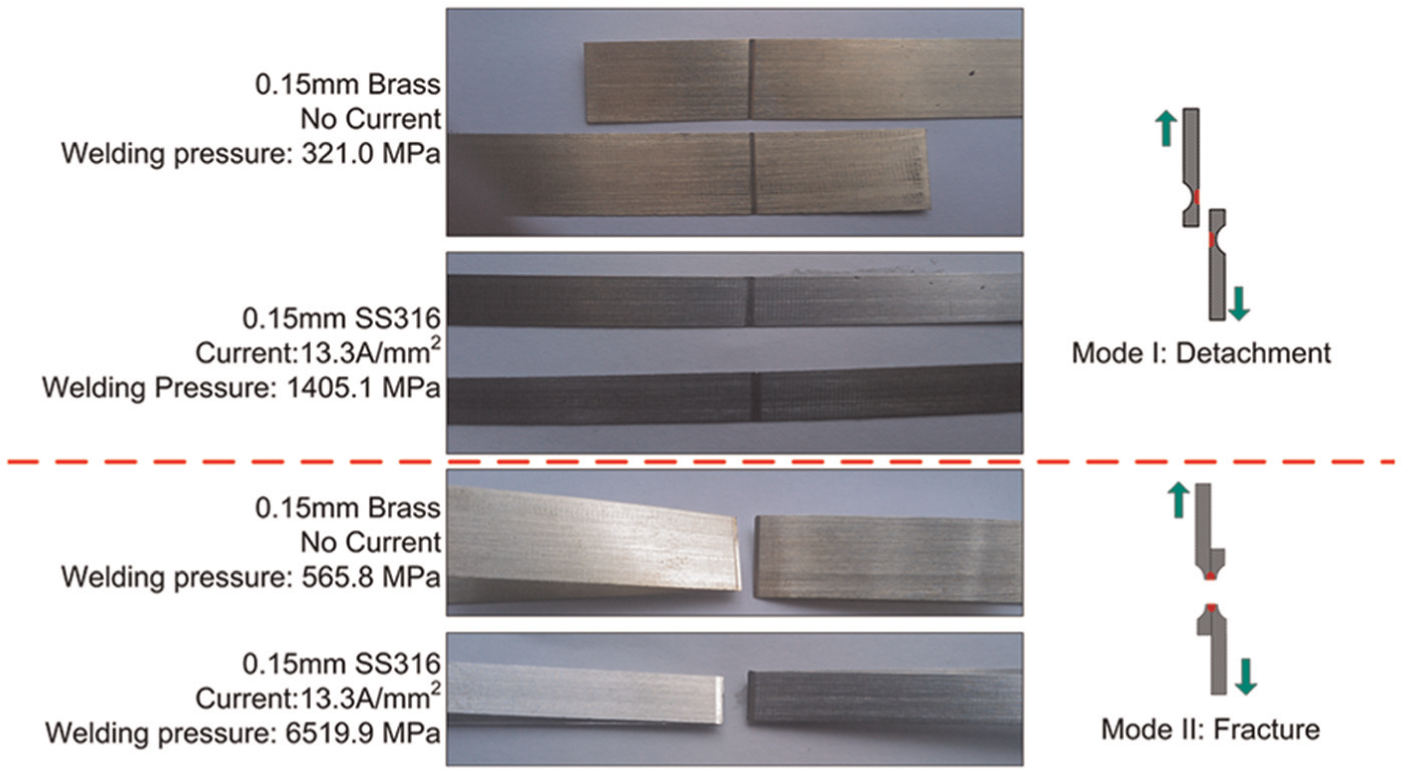
Two failure modes of the welded specimens in the shear loading tests.
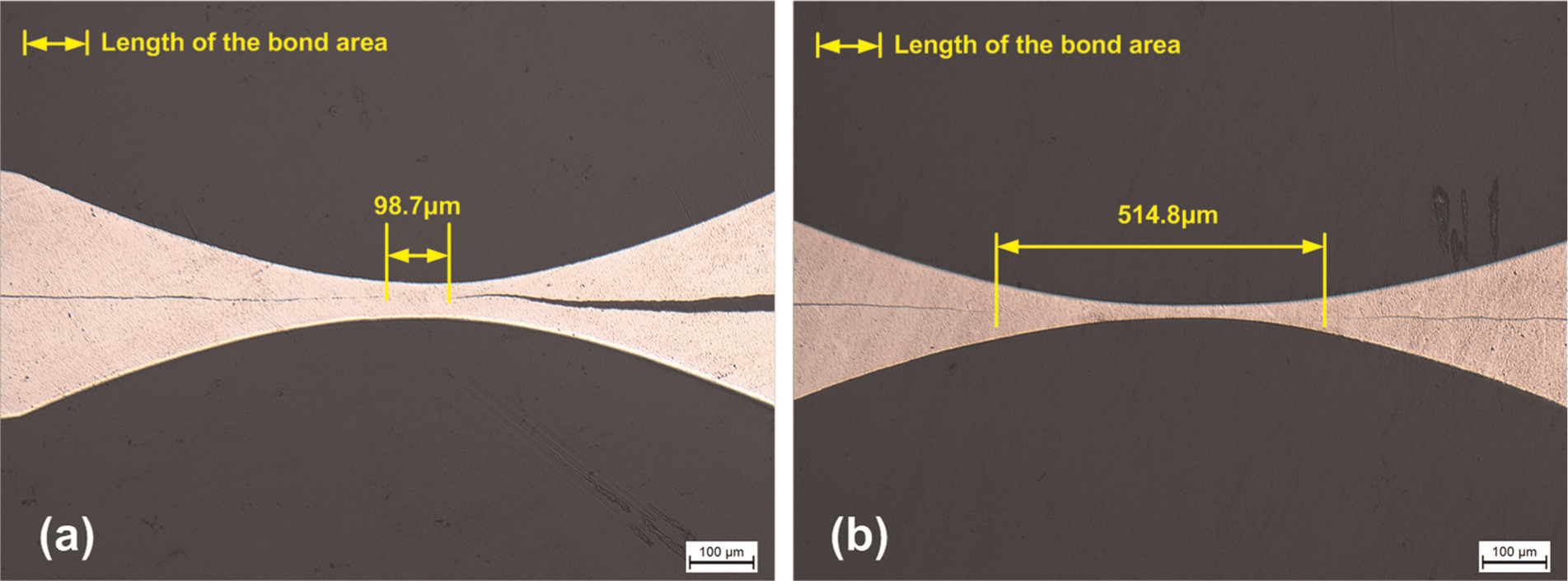
Bond area of the 0.15 mm SS 316 specimens’ welding area that were joined at different pressures with 15 A current applied: (a) joining force of 10,000 N and (b) joining force of 50,000 N.
Effect of electric current
As illustrated in Figure 7, pressure welding experiments of brass specimens are performed with and without electric current. It can be seen that the maximum bond strength is improved by around 20% with the help of electric current. In Figure 11, the weld spots of brass specimens joined at the same pressure with and without electric current are shown. About 81% of the thickness reduction is observed in the experiments. However, the bond area becomes larger significantly (from 89.4 to 278.6 µm) with electric current applied. As a result, the bond strength of the specimens with electric current applied will be greater.
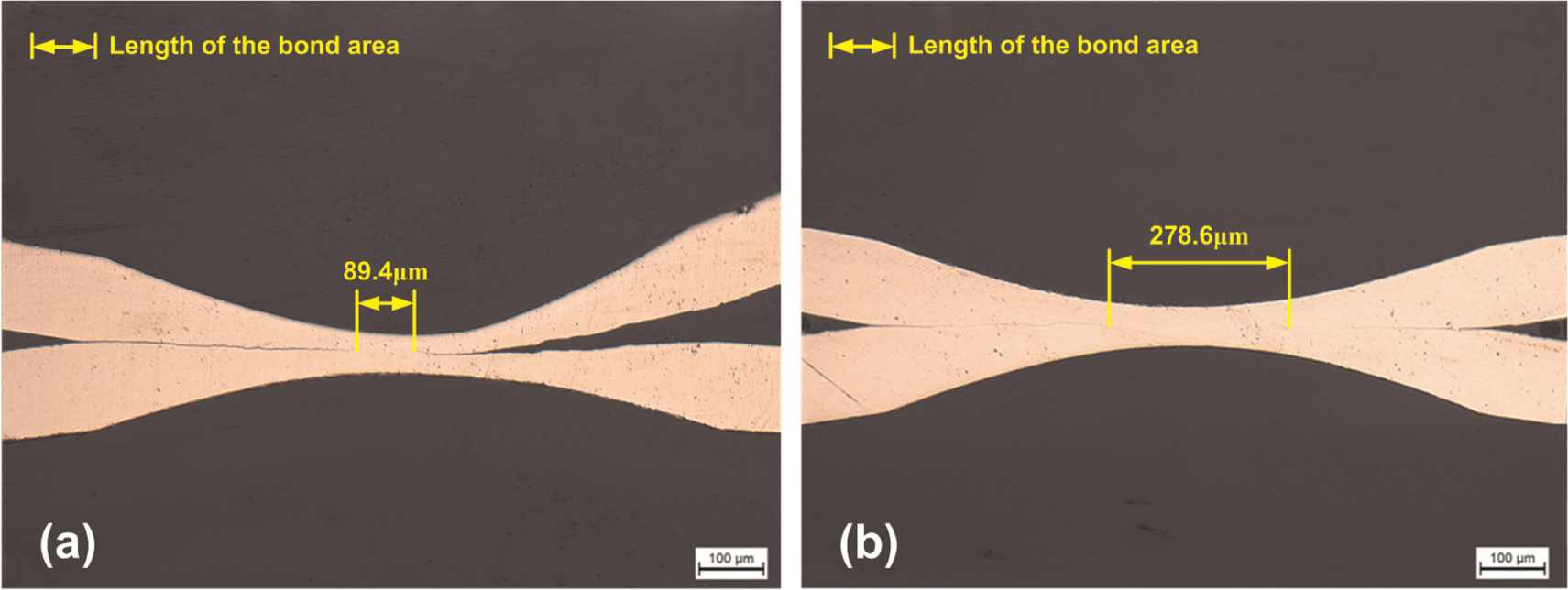
Bond area of the 0.15 mm brass specimens’ welding area that were joined at the joining force of 5000 N: (a) no electric current applied and (b) current density of 20 A/mm2.
In Figure 8, it can be seen that electric current also has a positive effect on SS 316 material. SS 316 specimens cannot be welded at ambient temperature. Nevertheless, successful bond is achieved with current introduced. ESW experiments of both 0.1-mm-thick and 0.15-mm-thick SS 316 specimens were conducted at three different levels of current density to investigate the effect of current on the bond strength. As shown in Figure 8, the maximum bond strength of both 0.1-mm-thick and 0.15-mm-thick specimens rises with the increase of electric current density. ESW experiments with forced air cooling were performed for 0.15-mm-thick SS 316 specimens with 20 A/mm2 current introduced. The temperature was 75 °C according to the thermal couple’s measurement. Comparing to the results obtained without air cooling, a large drop of the bond strength can be observed (Figure 8(c) and (d)), which indicates that the temperature has significant influence on the welding performance.
Some of the data are scattered in Figures 7 and 8. This may be due to the reason that the thickness and deformation behavior of the contaminant layer vary at different spots even for the same specimen. So the fracture of the contaminant layer may be different even with the same process parameters. Therefore, the repeatability of the ESW experiments is influenced and scattered bond strength results might be obtained. However, significant increase of maximum bond strength can still be observed with the rise of current density.
Modeling of ESW process
In order to predict the bond strength under different process conditions, an analytical model based on the film theory was proposed with consideration of the virgin metal’s and the contaminant layer’s deformation.
Modeling procedure
First, it is assumed that the plastic deformation of both the virgin metal and the contaminant layer follows the power law relationship
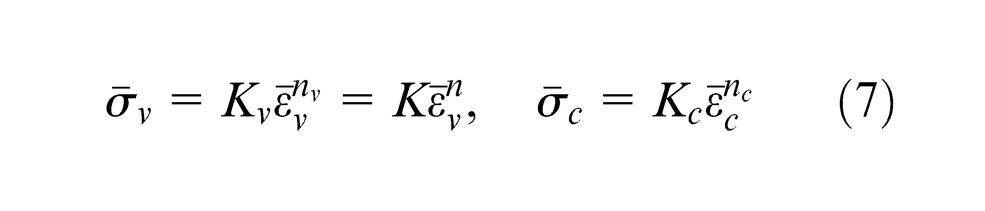
During the bonding process, the virgin metal and the contaminant layer are assumed to have different plastic deforming coefficients. Considering that the contaminant layer is very thin (only several micrometers),
28
Strain analysis
As shown in Figure 12, assuming the bond area is under uniform pressure and the welding process follows the plane strain condition, equation (8) can be derived according to the principle of volume constancy and Mises yield criterion
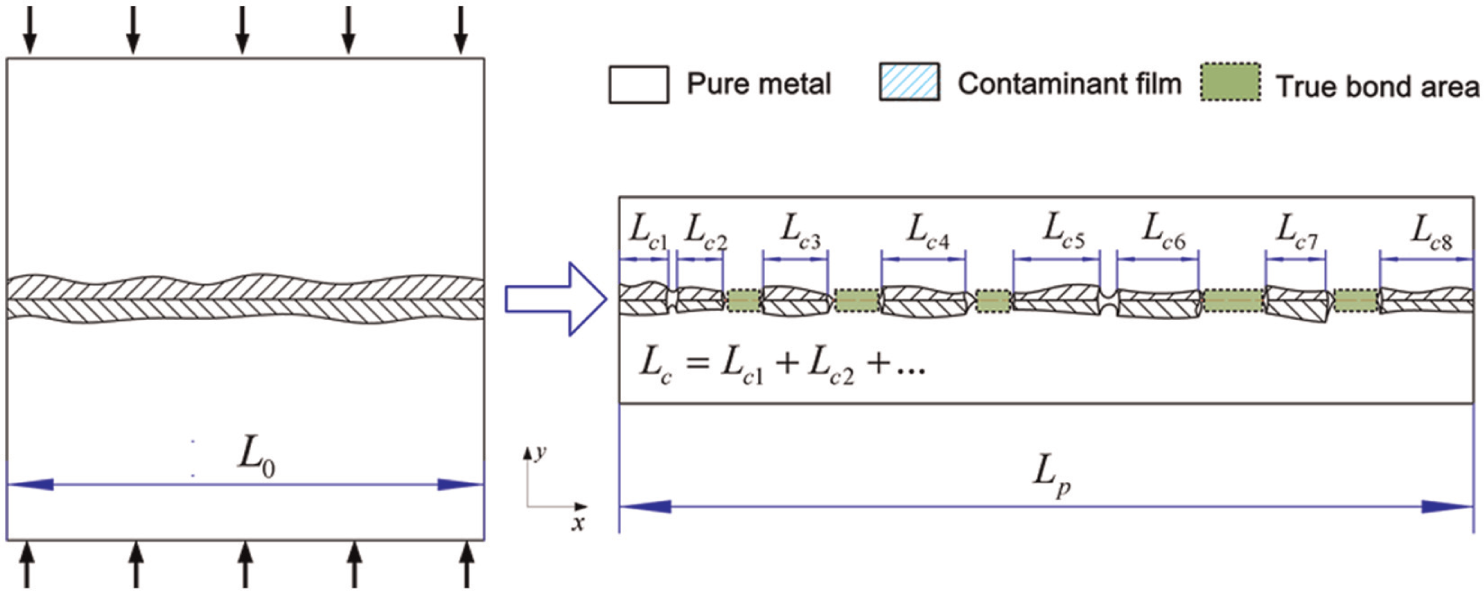
Modeling of the pressure welding process.
According to the film theory,
Stress analysis
According to the force balance equations in y direction, the following equations could be obtained
According to equation (10), it can be derived that
Tensile force calculation for Mode I (detachment)
As discussed above, there are two failure modes in the shear loading tests. For Mode I (detachment), the welded specimens are departed at the contact area under shear force. So the real bond area must be calculated.
Considering equation (11), the relationship between
According to equations (9), (10) and (12), the nominal contact area of the virgin metal
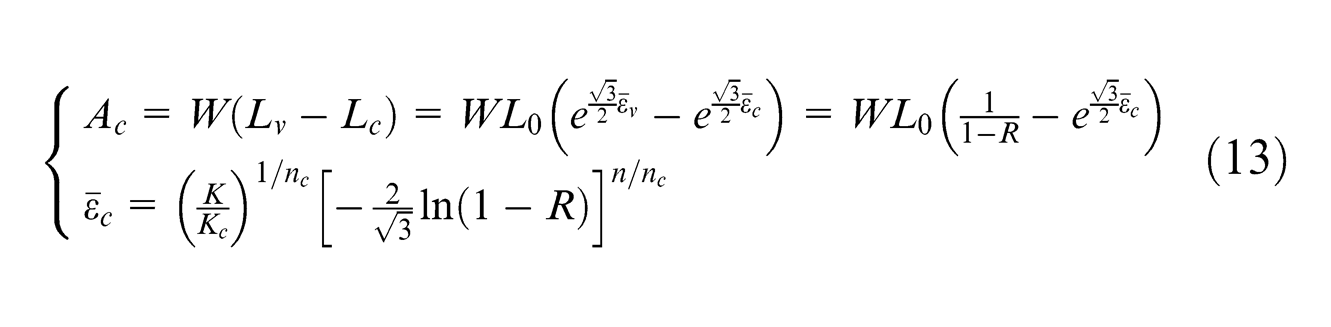
However, the real bond area is usually much smaller than the nominal contact area due to various reasons (e.g. the contaminant layer pieces cause small gaps between virgin metal surfaces, and the pressure at the contact surface is not strong enough to initiate mechanical bond). So the real bond area A can be written as
where
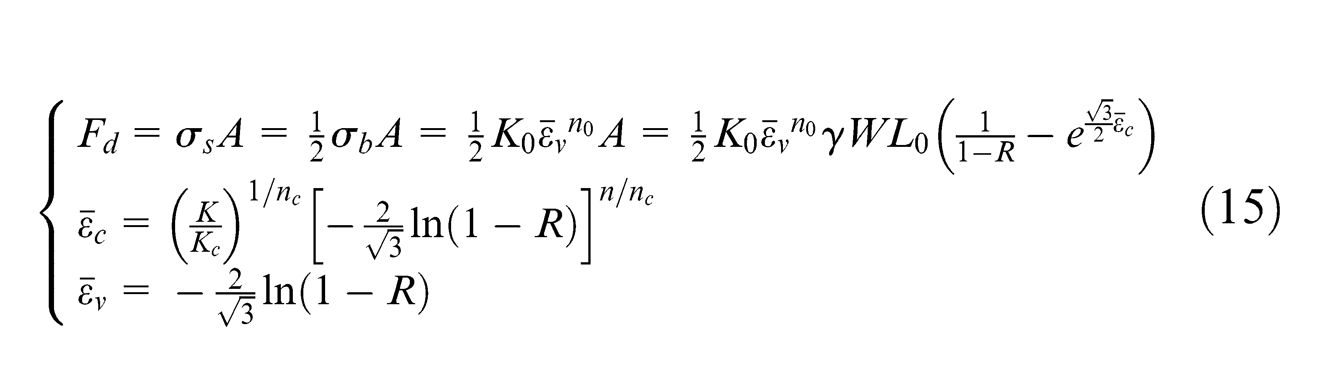
In cold pressure welding process,
Tensile force calculation for Mode II (fracture)
As fracture of the thinning spot occurs in the shear loading test, the tensile force
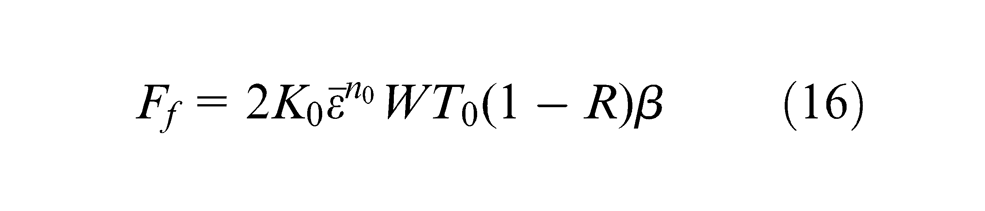
In the shear loading tests, the shear forces would cause the rotation of the specimens because the two welded specimens were not in the same straight line. So
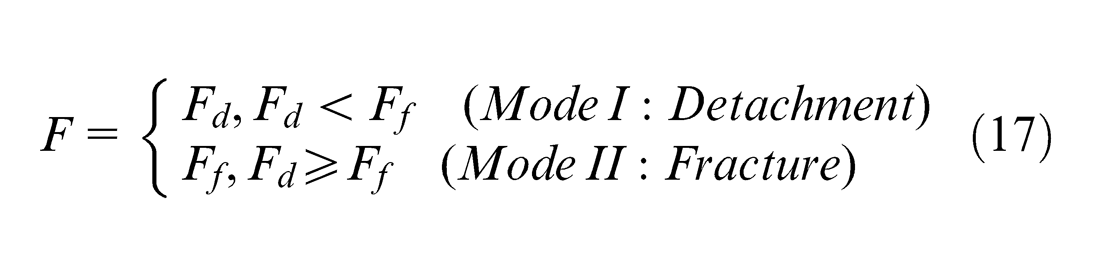
In conclusion, the tensile force of the shear loading test F can be calculated according to equations (15) and (16)
Validation of the analytical model in ESW process
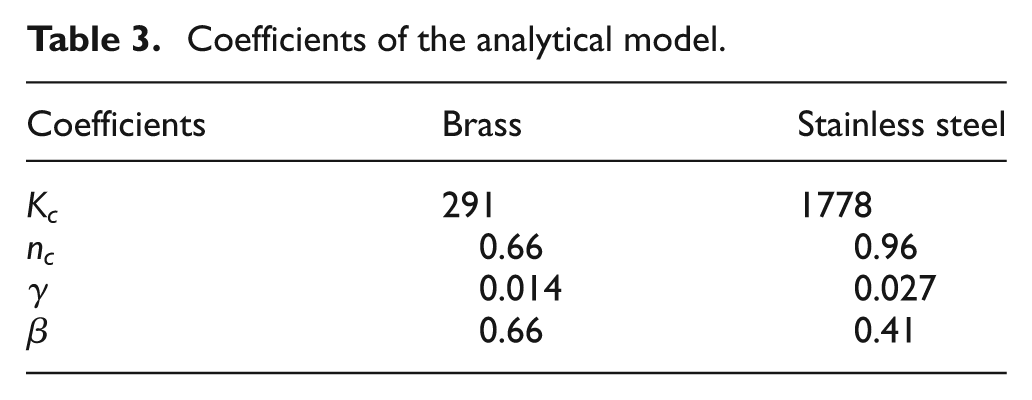
Both 0.1-mm-thick SS 316 and brass sheets were employed to validate the applicability of the analytical model in the ESW process. The bond strength was predicted based on the coefficients in Tables 1 and 3. Considering that the contaminant film is not sensitive to the temperature, same plastic coefficients were used for the calculations under different process conditions. The experimental and the analytical results are shown in Figure 13. The analytical results are represented in solid lines. Good agreements can be seen for both materials. The analytical model can predict the increase of maximum bond strength with the rise of current density.
Coefficients of the analytical model.
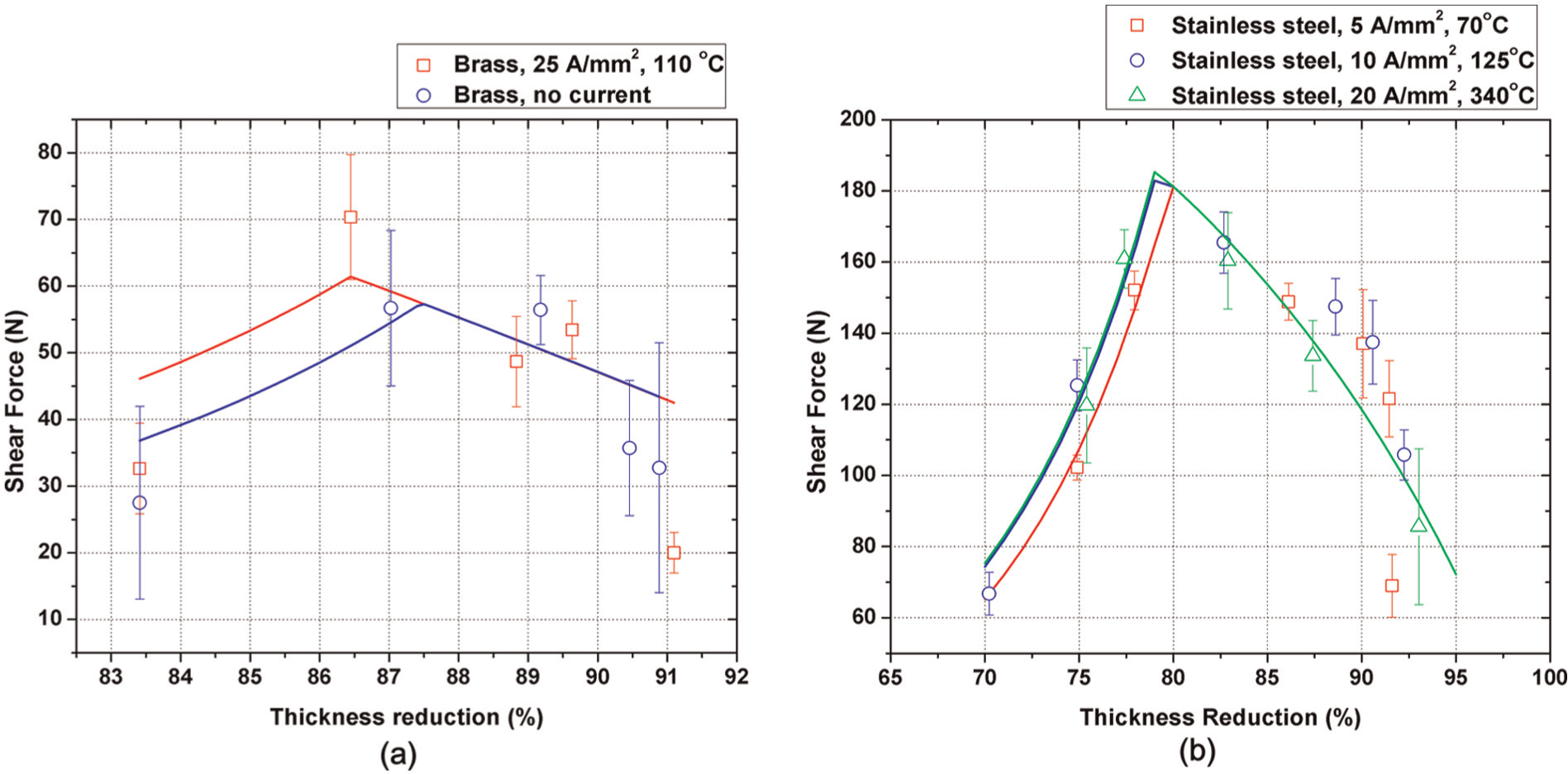
Validation of the analytical model: (a) brass specimens and (b) stainless steel specimens.
In addition, it can be seen that the error is greater for brass specimens. This may be due to the fact that the cold-rolled brass specimens employed in the experiments have worse plasticity, and the true stress versus true strain curves obtained by tensile tests are less accurate at high strain phase (Figure 3).The parameters obtained by curve fitting are coarse, which affects the accuracy of the prediction, especially for the large plastic strain deformation in the ESW process.
Nevertheless, the trend that the bond strength increases with the introduction of electricity is obviously observed. Both the analytical and the experimental results prove the feasibility of the novel ESW process. The solid-state bond performance can be improved by introducing current. However, more research still needs to be performed to investigate the coefficients in the analytical model, especially the plastic behavior of the contaminant layer.
Conclusion
A novel ESW process was developed to join thin metal sheets. ESW experiments were conducted under different process conditions to investigate the effects of material, temperature, pressure and electric current on the bond strength. It was found that the performance of pressure welding can be greatly improved with adopting electric current. The maximum bond strength of SS 316 specimens was improved from 24.4 to 33.2 MPa as the current density increased from 6.7 to 20 A/mm2, while the stainless steel specimens cannot be joined at room temperature. Analytical solutions were also employed to predict the bonding strength in the ESW process. Good agreement between the analytical and the experimental results was observed. It was found that electric current can soften the virgin metal under the contaminant layers. As a result, the virgin metal can extrude through the layers to form metallic bond more easily. Thus, the maximum bond strength will grow with the introduction of electricity. However, further efforts are still needed to investigate the effect of other process conditions, such as the lubrication conditions and the oxidation of the metal surface.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was carried out within the projects supported by the National Natural Science Foundation of China (Nos 51235008, 51275294, 51121063 and 50930005) and the Program of Introducing Talents of Discipline to Universities (No. B06012). This study was also supported by the National High Technology Research and Development Program of China (“863” program, Nos 2011AA11A271 and 2013AA110201) and Shanghai Science and Technology Development Funds (No. 12QA1401500).